Восстановление шатуна двигателя
СОДЕРЖАНИЕ: Введение В настоящее время авторемонтное производство является достаточно крупной отраслью промышленности, наряду с автомобилестроением призвано удовлетворять растущие потребности народного хозяйства страны в автомобилях, агрегатах, деталях. Благодаря ремонту срок службы автомобилей значительно повышается, а парк автомобилей, участвующих в транспортном процессе, намного увеличивается.Введение
В настоящее время авторемонтное производство является достаточно крупной отраслью промышленности, наряду с автомобилестроением призвано удовлетворять растущие потребности народного хозяйства страны в автомобилях, агрегатах, деталях. Благодаря ремонту срок службы автомобилей значительно повышается, а парк автомобилей, участвующих в транспортном процессе, намного увеличивается. Вторичное использование деталей с допустимым износом и восстановление изношенных деталей, узлов и механизмов, способствует успешному решению проблемы снабжения автохозяйств и ремонтных предприятий запасными частями и даёт большую экономию различных материалов.
Транспорт является одной из насущных потребности современного общества, обеспечивающих жизнедеятельность человека. На автомобильный транспорт приходиться более 80% общего количества перевозимых грузов. В связи с разукрупнением предприятий, расширением сети межпроизводственных связей, но уменьшением объемов партии транспортируемых грузов возрастает роль автомобиля как наиболее мобильного и доступного транспортного средства. Так как автомобили перевозят грузы, по сравнению с другими видами транспорта, на небольшие расстояния, то удельный вес грузооборота автомобильным транспортом в России остается всего 7% от общего грузооборота страны, в то время как в зарубежных странах этот показатель доходит до 75%.
Развитие автомобильных грузоперевозок в России сдерживается различными факторами, в частности, недостаточно развитой сетью автомобильных дорог и их невысокими эксплуатационными характеристиками. Тем не менее, автомобильный парк непрерывно растет и пополняется транспортными средствами как отечественного, так и зарубежного производства. Изменение экономических условий развития страны вызывает потребность пересмотра структуры парка автомобилей, снижение эксплуатационных затрат и придания автомобильному транспорту более высоких потребительских качеств.
Автомобильная промышленность поставляет в народное хозяйство совершенный подвижной состав, конструкция которого имеет высокую надежность. Однако вследствие усложнения конструкции подвижного состава необходимо применение все более сложных технических средств обслуживания автомобилей, в первую очередь диагностических, а также совершенствование технологии и организации работ. Интенсивный рост автомобильного парка требует резкого повышения производительности труда при обслуживании и ремонте подвижного состава, а усложнение конструкции – повышение квалификации ремонтно-обслуживающего персонала.
Трудовые и материальные затраты на техническое содержание подвижного состава составляют значительную часть общих затрат на автомобильном транспорте имеющиеся до настоящего времени простои подвижного состава из-за технически неисправного состояния вызывают значительные потери в народном хозяйстве, и их снижение является одной из важнейших задач работников отрасли. Эти затраты и потери могут быть значительно уменьшены путем широкой механизации и автоматизации производственных процессов, а также совершенствование организации и управления производством.
Экономичная и эффективная работа автомобильного транспорта обеспечивается рациональным использованием многомиллионного парка подвижного состава – грузовых и легковых автомобилей, автобусов, прицепов и полуприцепов.
Основными показателями, отражающими влияние профессионального мастерства водителей и ремонтных рабочих на эффективность технической эксплуатации автомобилей, являются показатели эксплуатационной надежности, экономичности и другие, такие как наработка на отказ или неисправность, продолжительность простоя в ремонте, расход запасных частей, расход топлива, наработка до капительного ремонта и другие.
По предварительной оценке совокупного влияния водителей и ремонтных рабочих на уровень технической готовности и затрат на ТО и ТР автомобилей на долю водителей приходится примерно 33 - 36 %, а на долю ремонтных рабочих - 64 - 67 %.
Влияние водителей на показатели надежности и ТЭА проявляются в выборе рациональных режимов работы агрегатов и автомобилей в конкретных условиях перевозок, способности своевременно фиксировать признаки приближающихся отказов и неисправностей и принимать меры по их предупреждению, в заинтересованности применять рациональные режимы вождения и работы агрегатов и следить за техническим состоянием автомобиля.
1 Общая часть
1.1 Исходные данные
Исходными данными для разработки технологического процесса являются:
- рабочий чертёж детали с технологическими требованиями на её изготовление;
- производственная программа;
- карта технологических требований на дефектацию детали;
- каталоги и справочники по используемому оборудованию и технологической оснастке.
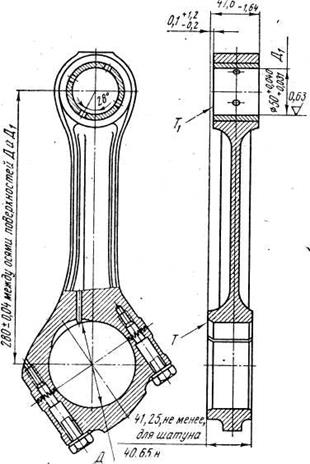
Шатун изготавливается из стали 40Х, ковкой двутаврового сечения, твердость материала HB 217-248.
В процессе работы на шатун действуют значительные нагрузки от давления газов в цилиндрах и инерционных сил, что вызывает напряжение изгиба и кручения в условиях повышенной температуры и контактных, циклических нагрузках на поверхности отверстия. Нагрузки вызывают появление износов отверстии (изн. До 0,05мм) и торцов нижней головки (изн. До 0,1 мм). Деформация от изгиба и скручивания может достигать изг. = 0,2 мм на 100мм длины. Износы устраняют слесарно-механической обработкой или железнением; деформации – правкой “вхолодную” с последующей термической стабилизацией. При механических повреждениях шатун бракуют.
Табл.№1 Дефектная карта шатуна ЗИЛ-130
| № п/п | Дефект | Номинальный размер | Ремонтный размер | Заключение |
| 1 | Уменьшение расстояния между осями верхней и нижней головок | 185 ± 0,05 |
Браковать при размере менее 184,5 | |
| 2 | Изгиб и скручивание | Изгиб менее 0,04 и скручивание менее 0,08 на длине 100мм | В случае непараллельности и отклонения от положения более 0,04 мм на длине 100 мм ремонтировать правкой. Браковать при изгибе или скручивании, неисправимых правкой; | |
| 3 | Износ отверстия верхней головки под втулку | Более 29,53 | Развернуть до правильной формы, наплавить, обработать под номинальный размер | |
| 4 | Износ отверстия нижней головки | Более 69,512 | Обработать вместе с крышкой до правильной геометрической формы, наплавить и обработать под номинальный размер | |
| 5 | Износ торцов нижней головки | 28,5 | Железнить или напылить с дальнейшей обработкой под номинальный размер | |
| 6 | Износ торцов, площадок, под гайки болтов, крышки шатунов | Цековать до размера не менее |
2 Расчетно-технологическая часть
2.1 Обоснование размера производственной партии.
Величина (х) производственной партии деталей определяется ориентировочно по формуле:
![]() (2.1)
(2.1)
где N – производственная программа изделий в год (принять 6-10 тыс. в год);
n – число деталей в изделии;
t – необходимый запас деталей в днях для обеспечения непрерывности сборки;
t = (2-3) дня – для крупных деталей (балки мостов, рамы автомобилей, крупные корпусные детали и т.д.);
t = 5 дней – для средних деталей;
t = 10-30 дней – для мелких деталей;
![]() =249 – число дней в году;
=249 – число дней в году;
![]() (2.2)
(2.2)
2.2 Выбор рационального способа восстановления детали
Каждая деталь должна быть восстановлена с минимальными трудовыми и материальными затратами при обеспечении максимального срока службы детали после ремонта.
При обосновании способа устранения дефектов учесть: конструктивные особенности детали; материал детали и ее механические свойства; рекомендуемые и возможные способы устранения каждого дефекта детали. [4.558] [5.240].
Выбор рационального способа восстановительного детали представить в виде рекомендуемой формы [1.89].
Табл.№2 Выбор рационального способа восстановления
| № п/п | Наименование дефектов | Возможный способ восстановления | Принятый способ восстановления |
| 1 | Износ отверстия верхней головки под втулку | Развернуть до правильной формы, наплавить, обработать под номинальный размер | Износ отверстия в верхней головки шатуна устраняется расточкой до ремонтного размера втулки (29,75+0,023 мм) с использованием токарного станка типа 1М61. |
| 2 | Износ отверстия нижней головки | Обработать вместе с крышкой до правильной геометрической формы, наплавить и обработать под номинальный размер | Износ отверстия нижней головки шатуна устраняется железнением с последующим шлифованием и хонингованием до номинального размера. |
| 3 | изгиб и скручивание шатуна | Если шатун имеет недопустимый изгиб, то нужно не снимая его с прибора править скобой до устранения дефекта. Если шатун скручен, то нужно не снимая его с прибора править при помощи винтового приспособления до устранения скручивания. | В случае не параллельности и отклонения от положения более 0,04 мм на длине 100 мм ремонтировать правкой. Браковать при изгибе или скручивании, неисправимых правкой; |
2.3 Последовательность операции технологического процесса
После выбора способов наметить последовательность операции для каждого дефекта, включая подготовительные, для каждой операции указать установочную базу. При выборе базовых поверхностей необходимо стремиться к тому, чтобы технологический процесс обеспечивал технические требования на прямолинейность, перпендикулярность осей и поверхностей обрабатываемой детали. Распределить операции в технологической последовательности, начиная с подготовительных операции, восстановления базовых поверхностей, операции по приданию изношенным поверхностям правильной геометрической формы, операции наплавки и дальнейших операций до чистовой обработки. Оформить маршрутную карту (1.92).
Табл.№3 Схема технологического процесса
| Дефект | Способ устранения | № операции | Наименование и содержание операции | Установленная база |
| Износ отверстия верхней головки под втулку | Износ отверстия вверхней головки шатуна устраняется расточкой до ремонтного размера втулки (29,75+0,023 мм) с использованием токарного станка типа 1М61. | 1. 2. |
1.Моечные операции. 2. Расточная операция тонкая расточка отверстия в верхней головке шатуна под втулку ремонтного размера. |
При механической обработке кривошипной головки шатуна базой является торцовая поверхность кривошипной головки и отверстие в верхней головке шатуна |
| Износ отверстия нижней головки | Износ отверстия нижней головки шатуна устраняется железнением с последующим шлифованием и хонингованием до номинального размера. | 1. 2 3. 4. |
1. Расточная операция чистовая расточка отверстия в нижней головке шатуна для исправления геометрии. 2. .Гальваническая операция нанесение покрытия на поверхность отверстия в нижней головке шатуна. 3. Шлифовальная операция шлифовка восстановленного отверстия до номинального размера с учётом припуска на хонингование 4.Хонинговальная операция хонингование отверстия до номинального размера. |
по возможности выбирать те базы, которые использовались при изготовлении детали; базы должны иметь минимальный износ; базы должны быть жёстко связаны точными размерами с основными поверхностями детали, влияющими на работу в сборочной единице. |
| изгиб и скручивание шатуна | В случае не параллельности и отклонения от положения более 0,04 мм на длине 100 мм ремонтировать правкой. Браковать при изгибе или скручивании, неисправимых правкой; | 1. 2. |
1. Слесарно-механическая операция Правка шатуна. 2. Контрольные операции |
При правке шатуна используют универсальное приспособление и базовым является отверстие в верхней головке шатуна. |
Табл.№4 План технологической операции
| № операции | Наименование и содержание операции | Оборудование | Приспособление | Инструмент | |
| рабочий | измерительный | ||||
1.Расточная операция |
2. тонкая расточка отверстия в верхней головке шатуна под втулку ремонтного размера. |
1.токарный станок 1М61 2.токарный станок 3А228 |
1.приспособления для центровки верхней головки шатуна | расточной резец | нутромером с ценой деления 10 мкм и пределами измерений 1835 мм. |
1.Расточная операция |
1.чистовая расточка отверстия в нижней головке шатуна для исправления геометрии. |
1.токарный станок 1М61 2.токарный станок 3А228 3.хонинговальный станок модели 3Б833 |
1.приспособления для центровки нижней головки шатуна | расточной резец | нутромером с ценой деления 10 мкм и пределами измерений 50100 мм. |
1.Слесарно-механическая операция |
1. Правка шатуна. |
Скоба | 1.Винтовое приспособление. 2.универсальное приспособление. |
набор щупов 0,010,45 мм. |
|
2.4 Расчет припусков на механическую обработку
После назначения последовательности операций и выбора базовых поверхностей необходимо сделать расчет припусков на обработку. Определение припусков необходимо для дальнейшего расчета режимов резания. Правильно выбранные операционных припусков влияют на качество обработки и себестоимости ремонта деталей.
Ориентировочные значения припусков при разных видах обработки (мм): (на сторону)
- точение черновое 0,2-2,0
чистовое 0,1-0,2
- шлифование черновое 0,1-0,2
чистовое 0,01-0,06
- наплавка ![]() 0,6
0,6
- хонингование 0,01-0,015
1. Определить припуск на обработку напылением отверстия нижней головки шатуна.
Номинальный диаметр ![]()
![]()
Диаметр изношенной шейки ![]()
Перед напылением деталь шлифуют для придания отверстию правильную геометрическую форму.
С учетом точения максимальный диаметр отверстия составит:
![]() (2.3)
(2.3)
![]() (мм);
(мм);
где![]() - припуск на чистовую обработку точением.
- припуск на чистовую обработку точением.
Минимальный диаметр отверстия после наплавки должен быть:
![]() (2.4)
(2.4)
![]() (мм),
(мм),
где![]() - припуск на обработку при наплавке;
- припуск на обработку при наплавке;
![]() - припуск на черновое шлифование;
- припуск на черновое шлифование;
![]() - припуск на чистовое шлифование;
- припуск на чистовое шлифование;
![]() - припуск на обработку при хонинговании;
- припуск на обработку при хонинговании;
![]() (2.5)
(2.5)
![]() (мм).
(мм).
2.5 Выбор оборудования, режущего и измерительного инструмента
При выборе оборудования для каждой технологической операции необходимо учитывать назначение обработки, габаритные размеры деталей, размер партии обрабатываемых деталей, расположение обрабатываемых поверхностей, требования к точности и качеству обрабатываемых поверхностей.
Для обработки деталей, восстанавливаемых гальванопокрытиями, чаще всего применяют абразивную обработку.
Для проверки и правки используется универсальное приспособление. Изгиб правится скобой до устранения дефекта, при скручивании шатун правится при помощи винтового приспособления. Для контроля используют набор щупов 0,010,45 мм.
Для предварительного чистового растачивания используем токарный станок 1М61 с применением приспособления для центровки нижней головки шатуна. Характеристики станка приведены в табл. 1.1. Для расточки используется расточной резец 2140-0001 ГОСТ 18882-73 с углом в плане g=60° с пластинами из твёрдого сплава Т15К6. Размеры контролируются индикаторным нутромером с ценой деления 10 мкм и пределами измерений 50100 мм.
После восстановления железнением деталь подвергается абразивной обработке до номинального размера. Для шлифования используется токарный станок 3А228 с использованием шлифовального круга вместо резца и приспособления для центровки нижней головки шатуна.
Табл. № 5 Краткая характеристика станка 1М61
| Характеристика | Единицы измерения |
Значение |
| Максимальный диаметр обрабатываемой детали над станиной | мм | 320 |
| Число оборотов шпинделя | об./мин. | 12,52000 |
| Подача суппорта: | ||
| продольная | мм/об. | 0,080,19 |
| поперечная | мм/об. | 0,040,95 |
| Количество ступеней подач суппорта | - | 24 |
| Мощность электродвигателя | кВт | 3 |
Табл. № 6 Краткая характеристика станка 3А228
| Характеристика | Единицы измерения |
Значение |
| Диаметр обрабатываемых отверстий: | ||
| наименьший | мм | 20 |
| наибольший | мм | 200 |
| Наибольшая длина шлифования | мм | 125 |
| Пределы рабочих подач стола | м/мин | 210 |
| Пределы чисел оборотов изделия | об./мин. | 1801200 |
| Пределы чисел оборотов шлифовального круга | об./мин. | 840024400 |
| Пределы поперечных подач изделия | мм/мин. | 0,051,2 |
| Наибольшие размеры шлифовального круга | мм | 8050 |
| Мощность электродвигателя | квт | 8,275 |
При внутреннем шлифовании используют шлифовальный круг типа переключения передач диаметром 50 мм, высотой 30 мм и зернистостью 4010, материал круга 4А20СМ28К5/ПСС4015. при контроле отверстия используется нутромер индикаторный, цена деления 10 мкм, пределы измерений 50100 мкм.
При окончательной обработке используется вертикальный хонинговальный станок модели 3Б833. Характеристики станка приведены в табл. 1.3. Хонингование производится брусками АС4125/100-М1-100%, установленными в хонинговальной головке плавающего типа. Контроль обрабатываемой поверхности производится нутромером индикаторным с ценой деления 10 мкм и пределами измерения 50100 мкм.
Табл. № 7 Краткая характеристика станка 3Б833
| Характеристика | Единицы измерения |
Значение |
| Наибольший диаметр обрабатываемого отверстия | мм | 145 |
| Наименьший диаметр обрабатываемого отверстия | мм | 67,5 |
| Число оборотов шпинделя | об./мин. | 155, 400 |
| Скорость возвратно-поступательного движения | мм/мин. | 8,115,5 |
| Мощность электродвигателя | квт | 2,8 |
При точении отверстия верхней головки шатуна используем токарный станок модели 1М61. Данные станка приведены в табл. 1.1. Для расточки используется расточной резец 2140-0001 ГОСТ 18882-73 с углом в плане g=60° с пластинами из твёрдого сплава Т15К6. Для контроля величины отверстия в верхней головке шатуна пользуемся нутромером индикаторным с ценой деления 10 мкм и пределами измерения 1835 мм.
При вспомогательных операциях, связанных с железнением, используем ванны для обезжиривания 10581.04.00.00, ванны для горячей промывки 10581.08.00.00, ванны для холодной промывки 10581.05.00.00. Так как железнение проводим безванным способом, то используем уплотнения.
Для контроля износа торцов нижней головки используем шаблон 28,5 мм или микрометр гладкий типа МК с ценой деления 10 мкм и пределами измерения 2550 мм. Уменьшение расстояния между осями верхней и нижней головок контролируем шаблоном 184,5 мм.
2.6 Расчет режимов обработки и норм времени
В курсовом проекте необходимо определить нормы времени на три разноименные операции.
Норма времени (![]() ) определяется по формуле:
) определяется по формуле:
![]() (мин), (2.5)
(мин), (2.5)
где ![]() - основное (машинное) время (время, в течение которого происходит изменение формы и размеров детали), определяется расчетом;
- основное (машинное) время (время, в течение которого происходит изменение формы и размеров детали), определяется расчетом;
![]() - вспомогательное время (учитывает время на установку, выверку и снятие детали, поворот детали, измерение и т.д.), определяется по таблицам. [8.189].
- вспомогательное время (учитывает время на установку, выверку и снятие детали, поворот детали, измерение и т.д.), определяется по таблицам. [8.189].
![]() - дополнительное время (время на обслуживание рабочего места, перерыв на отдых и т.д.) определяется в пределах (6,5-7,2%) от оперативного времени
- дополнительное время (время на обслуживание рабочего места, перерыв на отдых и т.д.) определяется в пределах (6,5-7,2%) от оперативного времени
![]() 7,2)
7,2) ![]() (6,57,2)
(6,57,2) ![]() (мин), (2.6)
(мин), (2.6)
где ![]() - подготовительно-заключительное время (время на получение задания, ознакомление с чертежом, доставку детали, наладку инструмента и т.д.), определяется по таблицам. [8.190];
- подготовительно-заключительное время (время на получение задания, ознакомление с чертежом, доставку детали, наладку инструмента и т.д.), определяется по таблицам. [8.190];
x – количество деталей в партии.
Сумма основного и вспомогательного времени составляет оперативное время (![]() );
);
![]() (мин). (2.7)
(мин). (2.7)
Сумма основного, вспомогательного и дополнительного времени составляет штучное время ![]() .
.
![]() (мин.), (2.8)
(мин.), (2.8)
тогда ![]() (мин.). (2.9)
(мин.). (2.9)
2.6.1 Определение основного времени для работ, наиболее часто встречающихся при восстановлении деталей:
1. для токарных и сверлильных работ:
![]() (мин), (2.10)
(мин), (2.10)
где ![]() - длинна рабочего хода резца (сверла), (мм);
- длинна рабочего хода резца (сверла), (мм);
i – число проходов;
n – частота вращения детали (сверла), (об/мин.);
S – подача инструмента за один оборот детали, (мм/об.).
![]() (мин.);
(мин.);
![]() (мин.); (2.11)
(мин.); (2.11)
![]() (мин.); (2.12)
(мин.); (2.12)
![]() (мин); (2.13)
(мин); (2.13)
![]() (мин.), (2.14)
(мин.), (2.14)
где ![]() - основное (машинное) время (время, в течение которого происходит изменение формы и размеров детали), определяется расчетом;
- основное (машинное) время (время, в течение которого происходит изменение формы и размеров детали), определяется расчетом;
![]() - вспомогательное время (учитывает время на установку, выверку и снятие детали, поворот детали, измерение и т.д.), определяется по таблицам. [8.189];
- вспомогательное время (учитывает время на установку, выверку и снятие детали, поворот детали, измерение и т.д.), определяется по таблицам. [8.189];
![]() - дополнительное время (время на обслуживание рабочего места, перерыв на отдых и т.д.) определяется в пределах (6,5-7,2%) от оперативного времени;
- дополнительное время (время на обслуживание рабочего места, перерыв на отдых и т.д.) определяется в пределах (6,5-7,2%) от оперативного времени;
![]() =0,35 (мин) – время на установку и снятие детали, [3.тб.42];
=0,35 (мин) – время на установку и снятие детали, [3.тб.42];
![]() =0,7 (мин) – время, связанное с переходом, [3.44];
=0,7 (мин) – время, связанное с переходом, [3.44];
К = 8% (3.141), дополнительное время в процентном отношении к оперативному времени.
![]() (мин);
(мин);
![]() (мин);
(мин);
![]() (мин).
(мин).
2. Гальваническое покрытие. Восстанавливаем размеры отверстия нижней головки шатуна:
![]() , (2.15)
, (2.15)
где h – толщина слоя покрытия, (мм);
g - плотность осаждённого металла, (г/см3 );
Dк – катодная плотность тока, (А/дм2 );
С – электрохимический эквивалент, т.е. количество металла в граммах, выделяющегося за 1 (час) при силе тока в 1 (А), (г/Ач);
h - выход металла на катоде в процентах.
![]() мин.,
мин.,
![]() =20,61 (мин), - вспомогательное время (учитывает время на установку, выверку и снятие детали, поворот детали, измерение и т.д.), определяется по таблицам. [8.189];
=20,61 (мин), - вспомогательное время (учитывает время на установку, выверку и снятие детали, поворот детали, измерение и т.д.), определяется по таблицам. [8.189];
![]() =6 (мин), - дополнительное время (время на обслуживание рабочего места, перерыв на отдых и т.д.) определяется в пределах (6,5-7,2%) от оперативного времени
=6 (мин), - дополнительное время (время на обслуживание рабочего места, перерыв на отдых и т.д.) определяется в пределах (6,5-7,2%) от оперативного времени
![]() (мин); (2.16)
(мин); (2.16)
![]() (мин).
(мин).
3. Шлифование отверстия нижней головки шатуна:
![]() , (2.17)
, (2.17)
где Lpx – длина рабочего хода, (мм);
h – припуск на диаметр, (мм);
K3 =(1,2-1,7) – коэффициент зачистных ходов;
nД – частота вращения детали, (об./мин.);
Sпр. – продольная подача, (мм);
St –поперечная подача на двойной ход (глубина шлифования), (мм).
![]() мин.)
мин.)
![]() =0,75 (мин), - вспомогательное время (учитывает время на установку, выверку и снятие детали, поворот детали, измерение и т.д.), определяется по таблицам. [8.189];
=0,75 (мин), - вспомогательное время (учитывает время на установку, выверку и снятие детали, поворот детали, измерение и т.д.), определяется по таблицам. [8.189];
![]() =0,09 (мин), - дополнительное время (время на обслуживание рабочего места, перерыв на отдых и т.д.) определяется в пределах (6,5-7,2%) от оперативного времени
=0,09 (мин), - дополнительное время (время на обслуживание рабочего места, перерыв на отдых и т.д.) определяется в пределах (6,5-7,2%) от оперативного времени
![]() (мин); (2.18)
(мин); (2.18)
![]() (мин).
(мин).
4. Хонингование отверстия нижней головки шатуна:
![]() , (2.19)
, (2.19)
где z – припуск на диаметр, (мм);
b – толщина слоя металла, снимаемого за двойной ход хона, (мм).
![]() (мин).
(мин).
![]() =1,24(мин), - вспомогательное время (учитывает время на установку, выверку и снятие детали, поворот детали, измерение и т.д.), определяется по таблицам. [8.189];
=1,24(мин), - вспомогательное время (учитывает время на установку, выверку и снятие детали, поворот детали, измерение и т.д.), определяется по таблицам. [8.189];
![]() =0,38(мин), - дополнительное время (время на обслуживание рабочего места, перерыв на отдых и т.д.) определяется в пределах (6,5-7,2%) от оперативного времени
=0,38(мин), - дополнительное время (время на обслуживание рабочего места, перерыв на отдых и т.д.) определяется в пределах (6,5-7,2%) от оперативного времени
![]() (мин); (2.20)
(мин); (2.20)
![]()
2.6.2 Определить штучное время на расточку отверстия нижней головки шатуна.
Диаметры: ![]() (мм),
(мм),![]() (мм). Материал сталь 40Х, двутаврового сечения, твердость материала HB 217-248. Оборудование станок 1М61 .
(мм). Материал сталь 40Х, двутаврового сечения, твердость материала HB 217-248. Оборудование станок 1М61 .
1. Расчет припусков (H) на обработку:
![]() (мм).
(мм).
2.
Подача ![]() (мм/об);
(мм/об);
По паспорту 1М61 0,040,95 (мм/об).
3. Рекомендуемая скорость резания по (3.тб.11):
![]() = 17(м/мин).
= 17(м/мин).
Корректируем скорость резания с учетом условий обработки:
![]() (м/мин), (2.21)
(м/мин), (2.21)
где ![]() =1,67 – коэффициент, учитывающий механические свойства обрабатываемого материала (3.тб.12);
=1,67 – коэффициент, учитывающий механические свойства обрабатываемого материала (3.тб.12);
![]() =1 – коэффициент, учитывающий состояние поверхности заготовки [3.тб.14];
=1 – коэффициент, учитывающий состояние поверхности заготовки [3.тб.14];
![]() =1,7 – коэффициент, учитывающий вид материала режущей части инструмента [3.тб.15];
=1,7 – коэффициент, учитывающий вид материала режущей части инструмента [3.тб.15];
![]() =1 – коэффициент, учитывающий вид обработки [3.тб.16],
=1 – коэффициент, учитывающий вид обработки [3.тб.16],
тогда ![]() (м/мин).
(м/мин).
4. Определим частоту вращения шпинделя с закреплённым резцом:
 , (2.22)
, (2.22)
где Д – диаметр отверстия нижней головки шатуна (мм);
![]() (об/мин.).
(об/мин.).
Принимаем частоту вращения шпинделя, близкую к расчётной n=25 (об/мин).
5. Расчетная длина обработки:
![]() (мм), (2.23)
(мм), (2.23)
где y=23 (мм) [3.тб.64];
![]() (мм).
(мм).
6. Расчет основного времени при расточке отверстия:
![]() (мин), (2.24)
(мин), (2.24)
где ![]() - длинна рабочего хода резца (сверла), (мм);
- длинна рабочего хода резца (сверла), (мм);
i – число проходов;
n – частота вращения детали (сверла), (об/мин.);
S – подача инструмента за один оборот детали, (мм/об.);
![]() - основное (машинное) время (время, в течение которого происходит изменение формы и размеров детали), определяется расчетом;
- основное (машинное) время (время, в течение которого происходит изменение формы и размеров детали), определяется расчетом;
![]() (мин.).
(мин.).
7. Расчет вспомогательного времени:
![]() (мин.), (2.25)
(мин.), (2.25)
где ![]() = 0,53 (мин) - вспомогательное время (учитывает время на установку, выверку и снятие детали, поворот детали, измерение и т.д.), определяется по таблицам. [8.189];
= 0,53 (мин) - вспомогательное время (учитывает время на установку, выверку и снятие детали, поворот детали, измерение и т.д.), определяется по таблицам. [8.189];
![]() =0,35 (мин) – время на установку и снятие детали, [3.тб.42];
=0,35 (мин) – время на установку и снятие детали, [3.тб.42];
![]() =0,7 (мин) – время связанное с переходом, [3.44];
=0,7 (мин) – время связанное с переходом, [3.44];
![]() (мин).
(мин).
8. Расчет дополнительного времени:
![]() (мин.), (2.26)
(мин.), (2.26)
где ![]() - дополнительное время (время на обслуживание рабочего места, перерыв на отдых и т.д.) определяется в пределах (6,5-7,2%) от оперативного времени;
- дополнительное время (время на обслуживание рабочего места, перерыв на отдых и т.д.) определяется в пределах (6,5-7,2%) от оперативного времени;
К = 8% [3.141], дополнительное время в процентном отношении к оперативному времени;
![]() (мин).
(мин).
9. Расчет штучного времени:
![]() (мин);(2.27)
(мин);(2.27)
![]() (мин).
(мин).
2.7 Расчет трудоемкости работ на участке
Годовой объем работ – это суммарная трудоемкость выполнения годовой производственной программы.
![]() (мин), (2.28)
(мин), (2.28)
где ![]() - трудоемкость восстановительного ремонта i-го дефекта, определяемая как сумма норм времени на каждую операцию восстановительного ремонта (мин);
- трудоемкость восстановительного ремонта i-го дефекта, определяемая как сумма норм времени на каждую операцию восстановительного ремонта (мин);
N – годовая производительная программа (шт);
![]() (мин).
(мин).
2.8 Расчет количества производственных рабочих
![]() (чел), (2.29)
(чел), (2.29)
![]() - годовой фонд времени штатного рабочего (час.);
- годовой фонд времени штатного рабочего (час.);
![]() (час.); (2.30)
(час.); (2.30)
где ![]() - количество рабочих дней в году;
- количество рабочих дней в году;
![]() - число дней отпуска, установленного для данной профессии [1.173];
- число дней отпуска, установленного для данной профессии [1.173];
![]() = 3; - число дней невыхода на работу по уважительным причинам;
= 3; - число дней невыхода на работу по уважительным причинам;
![]() = 7 или 8 (час.) – продолжительность смены при шестидневной и пятидневной работе, соответственно;
= 7 или 8 (час.) – продолжительность смены при шестидневной и пятидневной работе, соответственно;
![]() (час.).
(час.).
2.9 Расчет количества основного оборудования (Хоб )
 , (2.31)
, (2.31)
где ![]() (час.) – фонд времени работы оборудования.
(час.) – фонд времени работы оборудования.
Из общего числа оборудования:
- токарный станок 3 (шт.);
- сверлильный станок 1 (шт.);
- шлифовальный станок 1 (шт.);
- хонинговальный станок 1 (шт.);
- прочее 2 (шт.).
![]() (шт.).
(шт.).
| Поз. | Наименование | Тип, марка, модель | Кол-во | Техническая характеристика; габаритные размеры | Примечание (м2 ) |
| 1 | Токарный станок | 1М61 | 1 | 3100x1200 | 3,72 |
| 2 | Токарный станок | 3А228 | 2 | 3160x1185 | 3,75 |
| 3 | Сверлильный станок | 2Н-135 | 1 | 1250x815 | 1 |
| 4 | Шлифовальный станок | ТШ-3 | 1 | 660х600 | 0,4 |
| 5 | Хонинговальный станок | 3Б833 | 1 | 800х950 | 0,76 |
| 6 | Верстак слесарный | 1 | 1200x650 | 0,780 | |
| 7 | Шкаф для одежды | 03.111-5015 | 1 | 380x500 | 0,190 |
| 8 | Набор инструментов | 40А | 1 | 700x500 | 0,350 в верстаке |
| ИТОГО | 14,35 |
2.10 Расчет площади и планирование участка с расстановкой оборудования.
Площадь производственного участка определяется суммарной площадью занятой оборудованием - ![]() (м2
), и коэффициентом плотности расстановки оборудования -
(м2
), и коэффициентом плотности расстановки оборудования - ![]() [2.459].
[2.459].
![]() (м2
); (2.32)
(м2
); (2.32)
![]() (м2
);
(м2
);
Принимаем ![]() =70(м2
);
=70(м2
);
2.11 Общая характеристика участка
Восстановительный участок производит ремонт соответствующих агрегатов, снятых с автомобиля. На участке проводятся износостойкие и защитно-декоративные хромирование. В цех детали поступают партиями. Детали, требующие восстановления размеров после предварительного шлифования, поступают с слесарно-механического участка. Туда же они поступают после гальванического наращивания на окончательную механическую обработку. Детали, отдельные поверхности которых подлежат омеднению для защиты от цементации, тоже поступают с слесарно-механического участка и после омеднения направляются на термический участок. Детали, нуждающиеся в восстановлении защитно-декоративного покрытия. Поступают с участка деффектации или со склада деталей, ожидающих ремонта. После восстановления покрытий детали поступают на участок комплектования или поста сборки.
Шатун соединен с крышкой двумя болтами, ввернутыми в резьбовые отверстия тела шатуна. Фиксация шатуна и крышки осуществляется по шлицам и фиксирующему пояску на одном из шатунных болтов. Очень важно для работы шатунных болтов и вкладышей плотное сопряжение шлицов, поэтому грязь, заусеницы и забоины на шлицах не допускаются. Шатун с крышкой составляют комплект, одна из деталей которого не может быть заменена деталью другого комплекта. Перед сборкой шатуна резьбу болтов смазывают графитной смазкой. Затяжку начинают с длинного болта тарированным ключом крутящим моментом 20—22кгс-м.
В нижней головке шатуна имеется отверстие под вкладыши подшипников, в верхней головке — отверстие под бронзовую втулку. Внутренняя поверхность втулки окончательно обработана после запрессовки в отверстие верхней головки шатуна, при этом колебание размера для одного шатуна должно быть не более 0,004 мм.
В процессе эксплуатации двигателя у шатунов могут возникать следующие неисправности: изгиб и скручивание, износ отверстий в нижней головке и бронзовой втулке.
Шатуны с указанными неисправностями восстанавливают. Шатуны, имеющие трещины любого размера и расположения, а также отклонение торцов верхней и нижней головок от положения в одной плоскости более чем на 1,0 мм, выбраковываются. Проверка на отсутствие трещин осуществляется на магнитном дефектоскопе в магнитном поле при силе тока 800 А.
Бронзовую втулку из верхней головки впрессовывают при износе отверстия во втулке или при ослаблении посадки втулки.
Для ремонта устанавливают крышку на шатун и крепят болтами. Окончательную затяжку болтов крутящим моментом 20—22 кгс-м производят на приспособлении.
Шатун торцом нижней головки устанавливают на площадку пленки, головку болта крепления крышки шатуна вставляют в головку приспособления и включают электродвигатель. В момент затяжки болта с усилием 20—22 кгс-м реактивные силы поднимают правый конец планки с грузом вверх; планка нажмет на концевой выключатель, который выключит электродвигатель. Затяжку второго болта производят в том же порядке.
Погнутые шатуны с кривизной, не превышающей 1,0 мм на длине шатуна, допускается исправлять обработкой торцов верхней головки шатуна. Правка шатуна не допускается.
2.12 Охрана труда и окружающей среды
2.12.1 Расчет естественного и искусственного освещения
Световая площадь оконных проемов участка:
![]() (м2
), (2.33)
(м2
), (2.33)
где ![]() - площадь участка (м2
);
- площадь участка (м2
);
![]() - световой коэффициент [1.204];
- световой коэффициент [1.204];
![]() (м2
).
(м2
).
Общая световая мощность ламп:
![]() (Вт), (2.34)
(Вт), (2.34)
где Q- продолжительность работы электрического освещения в течение года, (Q=2100час);
R – норма расхода электроэнергии, принимают равной 15-20 (Вт/м2 час);
![]() - площадь участка (м2
);
- площадь участка (м2
);
![]() (Вт).
(Вт).
2.12.2 Расчет вентиляции
В зависимости от характера производственного процесса выбирают вид вентиляции, которая может быть общеобменной или местной.
Исходя из объема помещения и кратности обмена воздуха согласно [1.204] определяется производительность вентилятора.
![]() (м3
/час), (2.35)
(м3
/час), (2.35)
где V – объем участка (м3 );
k – кратность обмена воздуха (1/час);
![]() (м3
/час).
(м3
/час).
2.12.3 Техника безопасности, производственная гигиена и санитария
Требования к технологическим процессам и оборудованию
Оборудование, инструмент и приспособления должны в течение всего срока службы соответствовать требованиям безопасности и правильности контроля измерения по ГОСТ 12.2.003-74 и ГОСТ 12.2.027-80.
Оборудование устанавливают на фундаменты и крепят болтами. Опасные места ограждают. Все пульты управления заземляют и зануляют. Пуск нового оборудования производят только после приема его комиссией с участием работников службы охраны труда.
Электробезопасность
Опасность поражения электрическим током специфично, поскольку напряжение не может быть обнаружено на расстоянии без специальных приборов.
К способам защиты от поражения электрическим током относят: заземление, зануление, маленькое напряжение, разделение сетей, защитное отключение (автоматическое) и т.п.
Пожарная безопасность
Причинами возникновения пожаров и возгораний может быть: неосторожное обращение с огнем и инструментом, неисправность отопительных приборов, проводки, оборудования.
Для обеспечения пожара безопасности запрещается :
• Загромождать ворота, проходы, проезды к местам расположения пожарного инвентаря и оборудования.
• Пользоваться открытым огнем, курить.
• Держать в цехе легковоспламеняющиеся и горючие жидкости и т.д.
Заключение
В процессе выполнения курсовой работы были углублены и закреплены знания по дисциплине. Был выполнен расчёт для определённого задания и получены практические знания по проектированию процесса восстановления детали автомобиля. В соответствии с заданием на курсовую работу разработан технологический процесс восстановления шатуна автомобиля ЗИЛ-130 и выбрано необходимое техническое оборудование, а также рассчитаны режимы и нормы времени на механическую обработку.
.
Список использованных источников
1. Б.Н.Суханов, И.О.Борзых, Ю.Ф.Бедарев. Техническое обслуживание и ремонт автомобилей. Пособие по курсовому и дипломному проектированию. М., Транспорт, 1985.
2. В.И. Карагодин, Н.Н.Митрохин. Ремонт автомобилей и двигателей. М., 2001.
3. В.А.Матвеев, И.И.Пустовалов. Техническое нормирование ремонтных работ в сельском хозяйстве. М., Колос, 1979.
4. В.А.Шадричев. Основы технологии автостроения и ремонта автомобилей. Л., Машиностроение, 1976.
5. Технология ремонта автомобилей. Под редакцией Л.В.Дехтерринского. М., Транспорт, 1979.
6. Справочник технолога авторемонтного производства. Под редакцией А.Г.Малышева. М., Транспорт, 1977.
7. Общемашиностроительные нормативы режимов резания и времени для технического нормирования. М., Машиностроение, 1974.
8. Л.А.Александров. Техническое нормирование труда на автомобильном транспорте. М., Транспорт, 1986.
9. И.С.Туревский. Техническое обслуживание автомобилей. II том, М., 2008.
10. Ремонт автомобилей и двигателей. Методические указания по курсовому проекту.
Содержание
2 Расчетно-технологическая часть. 8
2.1 Обоснование размера производственной партии.8
2.2 Выбор рационального способа восстановления детали. 8
2.3 Последовательность операции технологического процесса. 9
2.4 Расчет припусков на механическую обработку. 10
2.5 Выбор оборудования, режущего и измерительного инструмента. 11
2.6 Расчет режимов обработки и норм времени. 13
2.7 Расчет трудоемкости работ на участке. 17
2.8 Расчет количества производственных рабочих. 17
2.9 Расчет количества основного оборудования (Хоб )18
2.10 Расчет площади и планирование участка с расстановкой оборудования.18
2.11 Общая характеристика участка. 19
2.12 Охрана труда и окружающей среды.. 19