Технологический процесс изготовления ведомой шестерни четвертой передачи
СОДЕРЖАНИЕ: Введение В Белоруссии тракторостроение одна из наиважнейших отраслей машиностроения. Серийное производство тракторов началось в 1950 году на минском тракторном заводе с модели МТЗ – 2, с 1961 года свет увидел МТЗ – 50, а с 1974 года – модели тракторов МТЗ – 80/82.Введение
В Белоруссии тракторостроение одна из наиважнейших отраслей машиностроения. Серийное производство тракторов началось в 1950 году на минском тракторном заводе с модели МТЗ – 2, с 1961 года свет увидел МТЗ – 50, а с 1974 года – модели тракторов МТЗ – 80/82.
В 1972 году было создано производственное объединение «Минский тракторный завод», в состав которого вошли Бобруйский завод тракторных деталей и агрегатов, Витебский завод тракторных запасных частей, Минский завод специнструмента и технологической оснастки, Сморгоньский агрегатный завод. Кроме этих предприятий в последствии необходимые составляющие стали выпускать Минский моторный завод, Минский завод шестерен, Борисовский завод агрегатов, Борисовский завод тракторного оборудования и другие. До 2002 года производственное объединение «Минский тракторный завод» выпустил более 3 миллионов тракторов, из которых 600 тысяч поступило в различные страны ближнего и дальнего зарубежья.
На современном этапе производственное объединение «Минский тракторный завод» выпускает более 24 моделей тракторов мощностью от 50 до 150 л.с., 6 моделей малогабаритных тракторов мощностью от 20 до 25 л.с. («Беларусь – 321»), 9 моделей мотоблоков и минитракторов мощностью от 6 до 12 л.с., 15 моделей специальных машин («Беларусь – МЛ – 127С»; «Беларусь – 1802») для коммунальных, погрузочных, шахтных работ, для лесной промышленности.
Тракторы «Беларусь» совместимы в работе более с чем 550 машинами и приводами различного назначения.
Впервые, в настоящее время, на производственном объединении «Минский тракторный завод» создаются трактора мощностью от 155 до 260 л.с.
1. Описание объекта производства и назначение его в узле
Коробка передач предназначена для изменения передаточных чисел трансмиссии и получения различных скоростей и тяговых усилий трактора, а также для изменения направления движения. Кроме того, через коробку передач обеспечивается привод заднего о бокового ВОМ, ходоуменьшителя, переднего ведущего моста трактора МТЗ-82.
Коробка передач – механическая с десятью передачами переднего хода и двумя заднего хода, с понижающим редуктором, включение которого удваивает число передач.
В корпусе 5 коробки размещены соосные первичный 3 и вторичный 10 валы, параллельно им расположены промежуточный вал 2 и вал 58 пониженных передач и заднего хода, шестерни передач и двух ступеней редуктора, а также шестерни привода ходоуменьшителя и раздаточной коробки.
Рассматриваемая в курсовом проекте шестерня входит в состав механизма промежуточного вала 2. ОН пустотелый, внутри него проходит внутренний вал 33 привода ВОМ. Спереди промежуточный вал опирается на подшипник 45, установленный вместе со стаканом в расточку стенки коробки передач; задней опорой является бронзовая втулка 35, запрессованная в отверстие ступицы ведущей шестерни 36 второй ступени редуктора.
На шлицы передней части промежуточного вала между подшипником 45 и упорным кольцом неподвижно установлены ведомые шестерни 40 и 41 соответственно третей и четвертой передач и двухвенцовая шестерня 44, больший венец которой является ведомой шестерней пятой передачи, а меньший – шестерней заднего хода. Ступицы этих шестерен упираются друг в друга и стягиваются кернящийся гайкой 1
На ступицу шестерни 40 на роликовом подшипнике 39 установлена промежуточная шестерня 38, при помощи которой получают пониженные передачи и задний ход, а также привод ходоуменьшителя и бокового ВОМ. Промежуточная шестерня 38 постоянно зацеплена с шестерней 8 первичного вала.
Рассматриваемая ведомая шестерня четвертой передачи, работает в условиях постоянного воздействия на два зубчатых венца: внутренний и наружный. Зубья испытывают изгибающие нагрузки, частично ударные, а также износ по пятну контакта в процессе работы зацепления. Для необходимого ресурса работы шестерни ее изготавливают из стали 25ХГТ, с последующим упрочнением зубьев зацепления.
2. Анализ технологичности конструкции детали
Отработка конструкции на технологичность – комплекс мероприятий по обеспечению необходимого уровня технологичности конструкции изделия по установленным показателям. Она направлена на повышение производительности труда, снижение затрат и сокращение времени на изготовление изделия при обеспечении необходимого его качества. Виды и показатели технологичности конструкции приведены в ГОСТ 14.203-89, а правила отработки конструкции изделия и перечень обязательных показателей технологичности – в ГОСТ 14.201-83.
Оценка технологичности конструкции может быть двух видов: качественной и количественной. Качественная оценка характеризует технологичность конструкции обобщенно на основании опыта исполнителя и допускается на всех стадиях проектирования как предварительная. Количественная оценка технологичности изделия выражается числовыми показателями и оправдана в том случае, если они существенно влияют на технологичность рассматриваемой конструкции.
Качественная оценка технологичности конструкции
Анализируя технологичность конструкции шестерни первой передачи по применяемому материалу следует отметить, что она выполнена из стали 25ХГТ согласно ГОСТ 4543-89, имеющей достаточно высокую стоимость и трудно обрабатываемую, т.к. она содержит большое количество легирующих элементов. Однако использование в узле шестерни из стали другой марки, меньшей стоимости, не технологично, т.к. скажется на работоспособности всего узла в целом, приводит к быстрому выходу его из строя.
С точки зрения конструкции шестерня может характеризоваться с положительной стороны. Она имеет простую форму, в ней наличествует большое количество поверхностей, не требующих обработки резанием. Простые формы обрабатываемых поверхностей так же являются положительным фактором. Наличие сложнопрофильных поверхностей: зубчатого венца и центрального отверстия с эвольвентным профилем шлица компенсируется обработкой стандартным инструментом.
Шестерня не имеет конструктивных специфических элементов, в ней рационально расставлены размеры, заготовка получается оптимальным способом для действующего в заводских условиях технологического процесса.
В целом следует считать качественную оценку технологичности конструкции хорошей.
Химический состав и физико-механические свойства стали 25ХГТ приведены ниже в табл. 2.1 и 2.2.
Таблица 2.1 - Химический состав стали 25ХГТ
| С, % |
Si, % |
Mn, % |
Cr, % |
S, % |
P, % |
| 0,22…0,28 |
0,17…0,37 |
0,50…0,80 |
0,80…1,10 |
‹ 0,004 |
‹ 0,003 |
Таблица 2.2 - Физико-механические свойства стали 25ХГТ
| В , МПа |
Т , МПа |
, % |
, % |
аН , % |
НВ |
| › 100 |
› 80 |
› 9 |
› 50 |
› 8 |
240…300 |
Количественная оценка технологичности конструкции
Количественная оценка складывается из основных и дополнительных показателей. К основным показателям относятся: трудоемкость изготовления детали и технологическая себестоимость детали.
При оценке детали на технологичность обязательными являются следующие дополнительные показатели:
1. коэффициент унификации конструктивных элементов:
КУ.Э. = QУ.Э. / QЭ. ,
где QУ.Э. и QЭ. – соответственно число унифицированных конструктивных элементов детали и общее, шт.
КУ.Э. = 8 / 12 = 0,67;
2. коэффициент применяемости стандартизованных обрабатываемых поверхностей:
КП.СТ. = DО.С. / DМ.О. ,
где DО.С. и DМ.О. – соответственно число поверхностей детали, обрабатываемых стандартным инструментом, и всех, подвергаемых механической обработке поверхностей, шт.
КП.СТ. = 7 / 10 = 0,7;
3. коэффициент обработки поверхностей:
КП.О. = 1- DО.С. / QЭ. ,
КП.О. = 1- 10/ 12 = 0,17;
4. Коэффициент использования материала:
КИ.М. = q / Q,
где q и Q – соответственно масса детали и заготовки, кг.
КИ.М. = 5,714 / 8,8 = 0,65;
5. масса детали q = 5,714 кг.;
6. максимальное значение квалитета обработки IT 8;
7. минимальное значение параметра шероховатости обрабатываемых поверхностей Ra = 0,8 мкм.
3. Выбор типа и организационной формы производства
Тип производства по ГОСТ 3.1119-89 характеризуется коэффициентом закрепления операций: КЗ.О. = 1 – массовое, 1 КЗ.О. 10 – крупносерийное, 10 КЗ.О. 20 – среднесерийное, 20 КЗ.О. 40 – мелкосерийное производство. В единичном производстве КЗ.О. не регламентируется.
В соответствии с методическими указаниями РД 50-174-80, коэффициент закрепления операций для всех разновидностей серийного производства:
КЗ.О. = ПОi /(РОi ), (3.1)
где ПОi – суммарное число различных операций за месяц по участку из расчета на одного сменного мастера, РОi – явочное число рабочих участка, выполняющих различные операции при работе в одну смену.
Условное число однотипных операций рекомендуется определять:
ПОi = Н /З , (3.2)
Где Н – планируемый нормативный коэффициент загрузки станка (Н = 0,75), З – коэффициент загрузки станка проектируемой операции.
З = ТШК.-К. NМ /(60FМ kВ ), (3.3)
где ТШК.-К. – штучно-калькуляционное время, необходимое для выполнения операции, мин; NМ – месячная программа выпуска заданной детали в одну смену, шт.: NМ = NГ /24; NГ – годовой объем выпуска заданной детали, шт.; FМ = 4055/ 24 = 169 ч. – месячный фонд времени работы оборудования в одну смену, ч.; kВ – коэффициент выполнения норм, принимается равным 1,3.
Подставляя в формулу (3.3) значения получим:
З = ТШК.-К. NМ /13182, (3.4)
Следовательно
ПОi = 13182Н / ТШК.-К. NМ , (3.5)
Количество операций, выполняемых в течении месяца на участке определяется:
ПОi = ПО1 +ПО2 +ПО3 …+ПОn (3.6)
Необходимое число рабочих для обслуживания в течении одной смены одного станка, загруженного по плановому нормативному коэффициенту:
Рi = ПОi ТШК.-К. NМ /(60kВ Ф), (3.7)
Где Ф – месячный фонд времени рабочего, занятого в течении 22 рабочих дней в месяц Ф = 228 = 176 ч.
Явочное число рабочих участка определяется следующим образом:
Рi = Р1 +Р2 +Р3 …+Рn (3.8)
Таким образом, используя формулы (3.1)…(3.8) составляет таблицу для рассматриваемой детали:
Таблица 3.1 - Расчет типа производства
| № оп. |
ТШК.-К. , мин. |
ПОi |
З |
Рi |
| 005 |
1,28 |
3,09 |
0,24 |
0,71 |
| 010 |
2,42 |
1,63 |
0,46 |
0,71 |
| 015 |
0,39 |
10,14 |
0,07 |
0,71 |
| 020 |
0,74 |
5,34 |
0,14 |
0,71 |
| 025 |
2,08 |
1,9 |
0,4 |
0,71 |
| 030 |
2,33 |
1,7 |
0,44 |
0,71 |
| 035 |
16,71 |
0,24 |
3,2 |
0,71 |
| 040 |
2,93 |
1,35 |
0,56 |
0,71 |
| 045 |
2,83 |
1,4 |
0,54 |
0,71 |
| 050 |
5,98 |
0,66 |
1,14 |
0,71 |
| 055 |
1,39 |
2,85 |
0,26 |
0,71 |
| 060 |
0,83 |
4,76 |
0,16 |
0,71 |
| 065 |
1,07 |
3,7 |
0,2 |
0,71 |
| 070 |
1,39 |
2,85 |
0,26 |
0,71 |
| S |
42,37 |
41,61 |
8,07 |
9,94 |
Подставляя получившиеся значения в формулу (3.1) получаем:
КЗ.О. = 41,61/9,94 = 4,2.
Рассчитанное КЗ.О. подчиняется неравенству 1 КЗ.О. 10 и следовательно можно сделать вывод, что тип производства при изготовлении шестерни – крупносерийный.
Формы организации технологических процессов в соответствии с ГОСТ 14.312-85 существуют двух видов: групповая и поточная. Решение о целесообразности применения той или иной формы принимаются после следующих расчетов:
Заданный суточный выпуск изделий:
NС = NГ /253,
где NГ – годовой объем выпуска изделий, шт; 235 – количество рабочих дней в году.
NС = 60000/253 = 237,2 шт.
Суточная производительность поточной линии:
QС = (FС /ТСР ) З ,
где FС – суточный фонд времени работы оборудования (960 мин.); ТСР – средняя станкоемкость одной операции, мин.; З – средний коэффициент загрузки оборудования.
ТСР = SТШК.-К.i /(nkВ ),
ТСР = 42,37/(141,3) = 2,33 мин,
QС = (960/2,33)0,58 = 238,9 шт.
В связи с тем, что заданный суточный выпуск изделий меньше суточной производительности поточной линии, применение однономенглатурной поточной линии нецелесообразно.
При серийном производстве запуск изделий осуществляется партиями с определенной периодичностью. Количество деталей в партии для одновременного запуска определяется:
n1 = (FЭ.М. nО kВ )/(КЗ.О. SТi ); n2 = (FЭ.М. kВ )/(кМ.О. SТi )
где FЭ.М. – эффективный месячный фонд времени работы участка, равный 10560 мин; nО – число операций механической обработки по технологическому процессу;.SТi – суммарная трудоемкость технологического процесса, мин., кМ.О. – коэффициент, учитывающий затраты межоперационного времени (1,5).
n1 = (10560141,3)/(4,242,37) = 1080 шт.;
n2 = (105601,3)/(1,542,37) = 216 шт.
Согласно теории n2 = 216 = nmin , а n1 = 1080 = nmах . Параметр nmin округляется в сторону увеличения до nmin , кратного размеру партии на сборочной стадии nmin = 220 шт.
Определяем расчетную периодичность повторения партий деталей (дн.)
IН = 22 nmin / NМ
IН = 22220/ 2500 = 1,94 дн.
Принимаем большее ближайшее значение согласно нормативам: IН = 2,5 дня.
Рассчитываем размер партии согласно условия:
n = IН NМ /22 = 2,52500/22 = 284 шт.
nmin n nmах ,
220 284 1080,
т.к. неравенство выполняется, то искомый размер партии деталей равен 284 штуки.
4. Выбор метода получения заготовки с экономическим обоснованием проектируемого варианта
В базовом варианте изготовления заготовки шестерни осуществляется на КГШП в открытых штампах, что соответствует производственной необходимости предприятия.
В проектном варианте в условиях крупносерийного производства предлагается получать заготовку шестерни на том же оборудовании (КГШП), но только в закрытых штампах. Особенностью получения заготовок в закрытых штампах является строгая дозация материала (из-за отсутствия возможности выхода излишков металла) и как следствие увеличение точности и уменьшение массы заготовки, уменьшение припусков под механическую обработку.
В базовом варианте точность заготовки следующая: класс точности Т5, группа стали М1, степень сложности С2 и исходный индекс 14. В проектном варианте соответственно – Т3, М1, С2 и 11.
Оптимальный метод получения заготовки определяется на основании технико-экономических расчетов технологической себестоимости обоих вариантов получения заготовки. Метод получения заготовки, обеспечивающий технологичность изготовления из нее детали при минимальной себестоимости последней, считается оптимальным.
Стоимость заготовок, получаемых горячей штамповкой на КГШП определяется по формуле:
SЗАГ. = ((Si /1000)QkТ kС kВ kМ kП ) – (Q – q)(SОТХ. /1000),
где Si – базовая стоимость 1 т. заготовок, руб., kТ, kС, kВ, kМ, kП – коэффициенты, зависящие соответственно от класса точности, группы сложности, массы, марки материала и объема производства заготовок, SОТХ. – заготовительные цены на стружку металлов.
Стоимость заготовки в базовом варианте согласно выше сказанного равна:
SЗАГ. БАЗ. = ((373/1000)8,81,01,210,891,01,0) – (8,8 – 5,714)(28,1/1000) = 3,45 руб.,
Стоимость заготовки в проектном варианте равна:
SЗАГ. ПР. = ((373/1000)7,481,051,210,891,01,0) – (7,48 – 5,714)(28,1/1000) = 3,11 руб.,
Экономический эффект для сопоставления способов получения заготовок, может быть определен по формуле:
ЭЗ = (SЗАГ. БАЗ. - SЗАГ. ПР. ) NГ = (3,45 – 3,11) 60000 = 20400 руб. (на цены 1984 г.).
5. Анализ базового варианта технологического процесса механической обработки
Предметом анализа является технологический процесс изготовления каретки из стальной штампованной заготовки.
Принятую в данном варианте технологическую последовательность обработки логически следует считать целесообразной, так как при этом соблюдаются принципы постепенности формирования свойств обрабатываемой детали.
Для анализа применяемого при обработки оборудования составляем табл. 5.1 и 5.2
Таблица 5.1 - Технологические возможности применяемого оборудования
| № оп. |
Модель станка |
Предельные размеры обрабатываемой заготовки, мм |
Квалитет обработки |
Шераховатость поверхности, Ra, мкм |
||
| Диаметр d |
Длина l |
Высота h |
||||
| 005 |
2А150 |
50 |
- |
800 |
12 |
12,5 |
| 010 |
1П365 |
500 |
200 |
- |
12 |
6,3 |
| 015 |
1К62 |
630 |
1400 |
- |
12 |
6,3 |
| 020 |
1Б57 |
250 |
2000 |
- |
11 |
3,2 |
| 025 |
1А730 |
500 |
320 |
- |
11 |
3,2 |
| 030 |
1А730 |
500 |
320 |
- |
11 |
3,2 |
| 035 |
3Б312 |
320 |
- |
160 |
10 |
3,2 |
| 040 |
5Н580 |
320 |
- |
160 |
10 |
3,2 |
| 045 |
5527 |
500 |
- |
160 |
10 |
3,2 |
| 050 |
5702В |
320 |
- |
100 |
8 |
3,2 |
| 055 |
3К82 |
320 |
1000 |
400 |
8 |
1,6 |
| 060 |
3Т161 |
280 |
700 |
- |
8 |
1,6 |
| 065 |
1Н713 |
400 |
500 |
- |
8 |
1,6 |
| 070 |
5В913 |
320 |
- |
500 |
7 |
0,8 |
Таблица 5.2 - Характеристика срока службы, стоимости, сложности, производительности и степени использования применяемого оборудования
| № оп. |
Модель станка |
Год изготовления |
Цена станка, руб. |
Категория ремонтной сложности |
Кол-во станков на операции |
Трудоемкость, ТШК.-К. , мин. |
Коэфф. загрузки станка |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
| 005 |
2А150 |
1980 |
2360 |
16 |
1 |
1,28 |
0,24 |
| 010 |
1П365 |
1981 |
3340 |
32 |
1 |
2,42 |
0,46 |
| 015 |
1К62 |
1981 |
5530 |
19 |
1 |
0,39 |
0,07 |
| 020 |
1Б57 |
1989 |
8700 |
24 |
1 |
0,74 |
0,14 |
| 025 |
1А730 |
1987 |
11200 |
35 |
1 |
2,08 |
0,4 |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
| 030 |
1А730 |
1987 |
11200 |
35 |
1 |
2,33 |
0,44 |
| 035 |
3Б312 |
1992 |
9400 |
31 |
4 |
16,71 |
3,2 |
| 040 |
5Н580 |
1990 |
7000 |
17 |
1 |
2,93 |
0,56 |
| 045 |
5527 |
1994 |
1550 |
4 |
1 |
2,83 |
0,54 |
| 050 |
5702В |
1993 |
9500 |
14 |
2 |
5,98 |
1,14 |
| 055 |
3К82 |
1982 |
16030 |
39 |
1 |
1,39 |
0,26 |
| 060 |
3Т161 |
1981 |
22600 |
30 |
1 |
0,83 |
0,16 |
| 065 |
1Н713 |
1980 |
6450 |
31 |
1 |
1,07 |
0,2 |
| 070 |
5В913 |
1980 |
11750 |
14 |
1 |
1,39 |
0,26 |
Для анализа автоматизации технологического процесса составляем таблицу 5.3
Таблица 5.3 - Автоматизация технологического процесса
| Модель станка |
Управление циклом станка |
Вид загрузки заготовок |
Межоперационное транспортное устройство |
ТО , мин. |
ТШК.-К. , мин. |
d |
Категория автоматизации |
| 2А150 |
Автом. |
Ручн. |
Тара |
0,98 |
1,28 |
0,77 |
4(большая) |
| 1П365 |
Автом. |
Ручн. |
Тара |
1,54 |
2,42 |
0,64 |
4(большая) |
| 1К62 |
Автом. |
Ручн. |
Тара |
0,18 |
0,39 |
0,46 |
3(средняя) |
| 1Б57 |
Автом. |
Ручн. |
Тара |
0,42 |
0,74 |
0,57 |
3(средняя) |
| 1А730 |
Автом. |
Ручн. |
Тара |
1,33 |
2,08 |
0,64 |
4(большая) |
| 1А730 |
Автом. |
Ручн. |
Тара |
1,45 |
2,33 |
0,62 |
4(большая) |
| 3Б312 |
Автом. |
Ручн. |
Тара |
15,24 |
16,71 |
0,91 |
6(высокая) |
| 5Н580 |
Автом. |
Ручн. |
Тара |
2,64 |
2,93 |
0,90 |
5(повышен.) |
| 5527 |
Автом. |
Ручн. |
Тара |
2,5 |
2,83 |
0,88 |
5(повышен.) |
| 5702В |
Автом. |
Ручн. |
Тара |
5,6 |
5,98 |
0,94 |
6(высокая) |
| 3К82 |
Автом. |
Ручн. |
Тара |
1,0 |
1,39 |
0,72 |
4(большая) |
| 3Т161 |
Автом. |
Ручн. |
Тара |
0,51 |
0,83 |
0,61 |
4(большая) |
| 1Н713 |
Автом. |
Ручн. |
Тара |
0,88 |
1,07 |
0,82 |
5(повышен.) |
| 5В913 |
Автом. |
Ручн. |
Тара |
0,98 |
1,39 |
0,71 |
4(большая) |
Для анализа и выявления причин возникновения брака составляем таблицу 5.4
Таблица 5.4 - Доля и причины брака
| Номер операции |
Доля брака на операции, % |
Причины возникновения брака |
| 005-030 |
3,2 |
Погрешность размеров заготовок, превышающие допуски; дефекты металла заготовок |
| 035-070 |
0,3 |
Погрешность базирования, ошибки рабочего |
Для оценки установочно-зажимных приспособлений, режущего и вспомогательного инструмента, средств технического контроля составляем таблицы 5.5…5.8
Таблица 5.5 - Установочно-зажимные приспособления
| Номер операции |
Наименование приспособления |
Вид приспособления |
Привод приспособления |
Кол-во на станке |
Время на установку и снятие заготовки, мин. |
| 005 |
Патрон 3-х кул. |
УНО |
Пневматика |
1 |
0,08 |
| 010, 015 |
Патрон 3-х кул. |
УНО |
Пневматика |
1 |
0,08 |
| 020 |
Планшайба |
УНО |
Пневматика |
1 |
0,038 |
| 025, 030 |
Оправка цанговая |
УБО |
Пневматика |
1 |
0,1 |
| 035 |
Спец. приспос. |
СНО |
Гидравлика |
1 |
0,11 |
| 040…050 |
Цанга зажимная |
УБО |
Пневматика |
1 |
0,051 |
| 055, 060 |
Спец. приспос. |
СНО |
Пневматика |
1 |
0,1 |
| 065, 070 |
Оправка цанговая |
УБО |
Пневматика |
1 |
0,17 |
Таблица 5.6 - Режущие инструменты
| № оп. |
Наименование инструмента |
Вид инструмента |
Материал реж. части |
Стойкость, мин |
СОЖ |
Параметры резания |
Метод настройки |
||
| V, м/мин |
S, мм/об |
t, мм |
|||||||
| 005 |
Зенкер |
Станд. |
Р6М5 |
60 |
СФ |
22 |
0,62 |
4,5 |
1 |
| 010 |
Набор резцов |
Станд. |
Т15К6 |
180 |
СФ |
97 |
0,25 |
1 |
1 |
| 015 |
Резец |
Станд. |
Т15К6 |
200 |
СФ |
3 |
0,23 |
1 |
1 |
| 020 |
Протяжка |
Спец. |
Р6М5 |
260 |
СФ |
94,23 |
- |
- |
1 |
| 025 |
Набор резцов |
Станд. |
Т15К6 |
180 |
СФ |
80,1 |
3 |
0,25 |
1 |
| 030 |
Набор резцов |
Станд. |
Т15К6 |
180 |
СФ |
78 |
1 |
0,2 |
1 |
| 035 |
Фреза |
Станд. |
Р6М5 |
300 |
ПМ |
28,9 |
3,53 |
12,5 |
2 |
| 040 |
Фреза |
Станд. |
Р6М5 |
300 |
СФ |
- |
5,04 на зуб |
4 |
2 |
| 045 |
Шлиф. круг |
Станд. |
24А25ПСТ В4 |
15 |
СФ |
47 |
4 сек/зуб |
- |
2 |
| 050 |
Шевер |
Станд. |
МН 1800-61 |
100 |
СФ |
39,6 |
0,35 |
0,04 |
2 |
| 055 |
Хон |
Станд. |
Р6М5 |
15 |
СФ |
50 |
- |
- |
1 |
| 060 |
Шлиф. круг |
Станд. |
24А25ПСТ В4 |
15 |
СФ |
35 |
- |
0,1 |
2 |
| 065 |
Набор резцов |
Станд. |
Т15К6 |
180 |
СФ |
85 |
0,08 |
0,1 |
2 |
| 070 |
Шевер абразив. |
Станд. |
24А25ПСТ В4 |
15 |
СФ |
- |
- |
- |
2 |
Примечание: метод настройки на размер: 1- по промерам, 2- по эталону.
Таблица 5.7 - Вспомогательные инструменты
| № оп. |
Наименование инструмента |
Вид инструмента |
Установка режущего инструмента во вспомогательный |
|
| Способ крепления |
Время на смену, мин |
|||
| 010 |
Стойки для резцов |
Спец. |
Винтами по плоскости |
2,5 |
| 015 |
Стойки для резцов |
Станд. |
Винтами по плоскости |
2,5 |
| 020 |
Патрон рабочий |
Станд. |
По цилиндрической поверхности и хвостовику |
0,05 |
| 025 |
Стойки для резцов |
Спец. |
Винтами по плоскости |
2,5 |
| 030 |
Стойки для резцов |
Спец. |
Винтами по плоскости |
2,5 |
| 035 |
Оправка фрезерная |
Станд. |
По цилиндрической поверхности и лыске на торце |
2,8 |
| 045 |
Оправка для круга |
Станд. |
По цилиндрической поверхности и пазу на торце |
3,1 |
| 060 |
Оправка для круга |
Станд. |
По цилиндрической поверхности и пазу на торце |
2,8 |
| 065 |
Стойки для резцов |
Спец. |
Винтами по плоскости |
2,5 |
Таблица 5.8 - Средства технического контроля
| № оп. |
Наименование инструмента |
Вид инструмента |
Точность измерения, мм. |
Допуск на измеряемый размер, мм. |
Время на одно измерение, мин |
| 005 |
Пробка |
Спец. |
0,02 |
+ 0,74 |
0,14 |
| 010 |
Набор скоб |
Спец. |
0,02 |
- 0,62 |
0,358 |
| 015 |
Шаблон |
Спец. |
0,1 |
- 0,5 |
0,16 |
| 020 |
Пробка шлицевая |
Спец. |
0,002 |
+ 0,046 |
0,054 |
| 025 |
Набор скоб |
Спец. |
0,02 |
- 0,62 |
0,191 |
| 030 |
Набор скоб |
Спец. |
0,02 |
0,34 |
0,567 |
| 035 |
МЦ-400Б |
Станд. |
0,01 |
0,02 |
0,36 |
| 040 |
Шаблон |
Спец. |
0,1 |
±1,2 |
0,16 |
| 050 |
МЦ-400Б |
Станд. |
0,01 |
0,04 |
0,55 |
| 055 |
Пробка |
Спец. |
0,001 |
+ 0,046 |
0,24 |
| 060 |
Скоба |
Спец. |
0,002 |
+ 0,004 |
0,11 |
| 065 |
Скоба |
Спец. |
0,02 |
- 0,34 |
0,08 |
| 070 |
МЦ-400Б |
Станд. |
0,04 |
0,04 |
0,55 |
Действующий технологический процесс можно совершенствовать следующим образом:
1. Заменить станки на операциях 005…030 на токарный восьмишпиндельный вертикальный полуавтомат с двойной индексацией.
2. Экономически обосновать замену на проектируемых операциях.
3. Упрознить операцию 065 вследствие уменьшения припусков под механическую обработку и увеличения точности изготовления.
4. Автоматизировать процесс загрузки-разгрузки станков и межоперационное транспортирование обрабатываемых деталей.
5. Уменьшить погрешность базирования на проектируемой 005 операции.
6. Применить средства активного контроля на шлифовальных операциях
7. Заменить станки на операциях 020, 055, 060 и 070 на более современные согласно новому технологическому процессу.
6. Проектирование улучшенного варианта технологического процесса
Проектируемый вариант технологического процесса обработки шестерни первой передачи будет иметь следующий вид:
1. 005 – Автоматно-токарная – 1К282;
2. 010 – Вертикально-протяжная – 1Б67;
3. 015 – Зубофрезерная – 5Б312;
4. 020 – Зубозакругляющая – 5Н580;
5. 025 – Зубофасочная – 5527;
6. 030 – Зубошевеинговальная – 5702;
7. Термообработка
8. 035 – Хонинговальная – 3М82П;
9. 040 – Плоскошлифовальная – 3П722;
10. 045 – Зубохонинговальная – 5А913;
11. Контроль.
Прежде чем принять решение о методах и последовательности обработки отдельных поверхностей детали и составить технологический маршрут ее изготовления, необходимо определить себестоимость обработки по отдельным вариантам и выбрать наиболее рациональный из них для данных условий производства. Критерием оптимальности является минимум приведенных затрат на единицу продукции.
Часовые приведенные затраты (коп/ч) можно определить по формуле:
SП.З. = SЗ. + SЧ.З. + ЕН. (КС. + КЗ. ),
где SЗ. – основная и дополнительная зарплаты с начислениями, коп/ч., SЧ.З. – часовые затраты на эксплуатацию рабочего места, коп/ч., ЕН. – нормативный коэффициент экономической эффективности капитальных вложений (0,15); КС., КЗ. – удельные часовые капитальные вложения соответственно в станок и здание, коп/ч.
Основная и дополнительная зарплаты с начислениями и учетом многостаночного обслуживания (коп/ч.):
SЗ = СТ.Ф. ky,
Где – коэффициент к часовой тарифной ставке (2,66); СТ.Ф. – часовая тарифная ставка станочника сдельщика соответствующего разряда, коп/ч., k – коэффициент, учитывающий зарплату наладчика; у – коэффициент, штучного времени, учитывающий оплату труда рабочего, при многостаночном обслуживании.
Часовые затраты на эксплуатацию рабочего места (коп/ч):
SЧ.З = SЧ.З Б.П. kМ ,
где SЧ.З Б.П. – практические часовые затраты на базовом рабочем месте, коп/ч., kМ – коэффициент, показывающий, во сколько раз затраты, связанные с работой данного станка, больше, чем аналогичные расходы, связанные с работой базового станка.
Часовые затраты на эксплуатацию рабочего места в случае пониженной загрузки станка (менее 60%) должны быть скорректированы с помощью коэффициента j, если станок не может быть дозагружен, как например, в массовом производстве. В этом случае скорректированные часовые затраты (коп/ч.):
SЧ.З К. = SЧ.З j /1,14,
где j - поправочный коэффициент:
j = 1 + a(1 - hЗ. )/hЗ. ,
где a - удельный вес постоянных затрат в часовых затратах на рабочем месте, hЗ. – коэффициент загрузки станка.
Капитальные вложения в станок и здание (коп/ч.) определяются по формулам:
КС. = 100Ц/(FЭ. hЗ. ); КЗ. = 100ЦПЛ.ЗД. А/(FЭ. hЗ. ),
где FЭ – эффективный годовой фонд времени работы станка, ч., 100ЦПЛ.ЗД. – стоимость 1 м2 площади механического цеха, руб., А – производственная площадь занимаемая станком, с учетом проходов, м2 (А = аkА , где а – площадь станка в плане, м2 , kА – коэффициент учитывающий дополнительную производственную площадь).
Технологическая себестоимость операций механической обработки (коп.):
СО. = SП.З. ТШК.-К /60kВ ,
где ТШК.-К – штучно-калькуляционное время на операцию, мин; kВ – коэффициент выполнения норм (1,3).
Для простоты и наглядности результатов расчетов составляем таблицы 6.1 и 6.2, которые будут отображать результаты расчетов по базовому и проектному технологическому процессу механической обработки соответственно.
Согласно полученных результатов приведенная годовая экономия (руб.) составит:
ЭГ. = ((СО. – СО. ) NГ )/100,
где СО. - технологическая себестоимость операций механической обработки базового варианта; СО. - технологическая себестоимость операций механической обработки проектного варианта.
ЭГ. = ((231,5 – 191,1) 60000)/100 = 24240 руб. (на цены 1984г.)
Таблица 6.1 - Расчет технологической себестоимости операций механической обработки базового варианта технологического процесса
| № оп. |
Ц, руб. |
З |
КС. , коп/ч. |
А, м2 |
КЗ. , коп/ч. |
SЧ.З. , коп/ч |
j |
SЧ.З К. , коп/ч |
SЗ. , коп/ч |
SП.З. , коп/ч |
ТШК.-К. , мин. |
СО. , коп/ч |
| 005 |
2360 |
0,24 |
242,5 |
4,52 |
60,38 |
35,7 |
1,95 |
69,6 |
177,3 |
292,3 |
1,28 |
4,8 |
| 010 |
3340 |
0,46 |
179,1 |
15,24 |
106,2 |
84,7 |
1,52 |
126,7 |
177,3 |
348,8 |
2,42 |
10,8 |
| 015 |
5530 |
0,07 |
1948,2 |
19,7 |
902,2 |
75,8 |
6,05 |
458,6 |
177,3 |
1063,5 |
0,39 |
4,9 |
| 020 |
8700 |
0,14 |
1532,5 |
32,43 |
742,6 |
147,2 |
2,59 |
381,2 |
177,3 |
899,8 |
0,74 |
8,5 |
| 025 |
11200 |
0,4 |
690,5 |
18,95 |
151,9 |
102,6 |
1,59 |
163,1 |
177,3 |
466,8 |
2,08 |
12,4 |
| 030 |
11200 |
0,44 |
627,7 |
18,95 |
138,1 |
102,6 |
1,49 |
152,9 |
177,3 |
445,1 |
2,33 |
13,3 |
| 035 |
9400 |
3,2/0,8 |
1159,2/289,8 |
9,1 |
145,9/36,5 |
107,0 |
- |
- |
69,2 |
371,9 |
16,71 |
79,7 |
| 040 |
7000 |
0,56 |
297,6 |
8,16 |
45,1 |
107,0 |
1,23 |
131,6 |
177,3 |
360,3 |
2,93 |
13,6 |
| 045 |
1550 |
0,54 |
70,8 |
2,2 |
13,1 |
107,0 |
1,27 |
135,9 |
177,3 |
325,8 |
2,83 |
12,8 |
| 050 |
9500 |
1,14/0,57 |
822,0/411,0 |
11,1 |
124,9/62,4 |
111,5 |
1,45 |
161,7 |
115,3 |
421,7 |
5,98 |
32,3 |
| 055 |
16030 |
0,26 |
1520,4 |
11,2 |
136,9 |
80,3 |
2,17 |
174,3 |
177,3 |
600,2 |
1,39 |
10,7 |
| 060 |
22600 |
0,16 |
3483,4 |
35,1 |
703,3 |
89,2 |
2,52 |
224,8 |
177,3 |
1030,1 |
0,83 |
10,9 |
| 065 |
6450 |
0,2 |
795,3 |
18,95 |
303,8 |
102,6 |
2,56 |
262,7 |
177,3 |
604,9 |
1,07 |
8,3 |
| 070 |
11750 |
0,26 |
1114,5 |
12,11 |
149,3 |
80,3 |
1,39 |
111,6 |
177,3 |
478,5 |
1,39 |
8,5 |
| S |
231,5 |
Таблица 6.2 - Расчет технологической себестоимости операций механической обработки проектного варианта технологического процесса
| № оп. |
Ц, руб. |
З |
КС. , коп/ч. |
А, м2 |
КЗ. , коп/ч. |
SЧ.З. , коп/ч |
j |
SЧ.З К. , коп/ч |
SЗ. , коп/ч |
SП.З. , коп/ч |
ТШК.-К. , мин. |
СО. , коп/ч |
| 005 |
18500 |
0,56 |
814,7 |
22,6 |
124,4 |
272,3 |
1,46 |
348,7 |
177,3 |
666,9 |
1,46 |
12,5 |
| 010 |
8200 |
0,14 |
1444,4 |
20,6 |
453,6 |
119,8 |
2,59 |
272,2 |
177,3 |
734,2 |
0,74 |
6,9 |
| 015 |
9400 |
3,2/0,8 |
1159,2/289,8 |
9,1 |
145,9/36,5 |
107,0 |
- |
- |
69,2 |
371,9 |
16,71 |
79,7 |
| 020 |
7000 |
0,56 |
297,6 |
8,16 |
45,1 |
107,0 |
1,23 |
131,6 |
177,3 |
360,3 |
2,93 |
13,6 |
| 025 |
1550 |
0,54 |
70,8 |
2,2 |
13,1 |
107,0 |
1,27 |
135,9 |
177,3 |
325,8 |
2,83 |
12,8 |
| 030 |
9500 |
1,14/0,57 |
822,0/411,0 |
11,1 |
124,9/62,4 |
111,5 |
1,45 |
161,7 |
115,3 |
421,7 |
5,98 |
32,3 |
| 035 |
16000 |
0,26 |
1517,6 |
21,2 |
251,6 |
65,3 |
2,17 |
124,3 |
177,3 |
567 |
1,39 |
10,1 |
| 040 |
21500 |
0,35 |
1514,8 |
20,4 |
179,7 |
127,1 |
1,69 |
188,4 |
177,3 |
620 |
1,83 |
14,5 |
| 045 |
12000 |
0,26 |
1138,2 |
8,4 |
99,6 |
65,3 |
2,17 |
124,3 |
177,3 |
487,3 |
1,39 |
8,7 |
| S |
35,26 |
191,1 |
При выполнении курсового проекта припуски на механическую обработку определяются расчетно-аналитическим способом. Расчет и назначение их по таблицам ГОСТов производится после отработки конструкции детали и заготовки на технологичность и технико-экономического обоснования метода получения заготовки.
7. Расчет припусков под механическую обработку
Назначение припусков ведется согласно ГОСТа 7505-89, рисунка 7.1 и результаты заносятся в сводную таблицу 7.1
Таблица 7.1 - Припуски под механическую обработку
| Номер поверхности |
Размер, мм. |
Припуск, мм. |
Допуск, мм. |
| 1 |
137,5–0,6 |
22,5 |
+2,4/–1,2 |
| 2 |
6,4–0,15 |
22,5 |
+1,6/–0,9 |
| 3 |
22–0,084 |
22,5 |
+1,6/–0,9 |
| 4 |
85–0,54 |
22,5 |
+1,8/–1,0 |
| 5 |
68,1+0,12 |
22,5 |
+1,0/–1,2 |
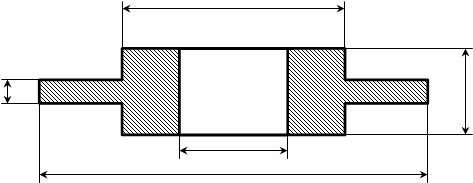
Рис. 7.1
8. Назначение режимов резания
Методика расчетов режимов резания представлена в справочной и учебной литературе. В процессе разработки операционной технологии необходимо рассчитать режимы резания на один из технологических переходов, а на остальные переходы и операции определить по нормативным данным режимы
Рассмотрим подробно назначение режимов резания для автоматно-токарной операции 005, переход 3, производимой на станке 1К282, зенкерование отверстия.
1. Рассчитываем длину рабочего хода:
LР.Х. = LР. + LДОП. + y,
где LР. – длина резания, мм.; LДОП. – дополнительная величина, хода вызванная особенностями наладки и конфигурации детали, мм.; y – длина подвода, врезания и перебега инструмента.
LР.Х. = 65 + 2 + 5 = 72 мм.
2. Назначаем подачу суппортов на оборот шпинделя SО , мм/об:
SО = 1,1 мм/об.
3. Определяем стойкость инструмента ТР. , мин.:
ТР. = ТМ. ,
где – коэффициент резания, = LР. /LР.Х. = 65/72 = 0,9; ТМ – табличное значение стойкости инструмента, мин.
Так как 0,7,то ТР. » ТМ = 110 мин.
4. Определяем скорость резания по формуле, м/мин.:
V = VТАБЛ. К1 К2 К3 ,
где VТАБЛ. – табличное значение скорости резания, м/мин., К1 , К2 , К3 – коэффициенты учитывающие твердость обрабатываемого материала.
5. Определяем частоту вращения шпинделя, об./мин.:
n = (1000V)/(D),
где D – диаметр обработки, мм.
n = (1000 21)/(3,14 54) = 123,8 об./мин.
6. Назначаем частоту вращения по паспорту станка n = 125 об./мин.
7. Скорректируем значение скорости:
V = nD/1000,
V = (125 3,14 54)/1000 = 21,195 21,2 м/мин.
8. Определяем минутную подачу, мм/мин:
Sm = SО n = 1,1 125 = 137, 5 мм/мин.
9. Рассчитываем основное время на обработку, мин.:
ТО = LР.Х. / Sm = 72/137,5 = 0,52 мин.
Остальные режимы резания рассчитываются по приведенной выше методике и сводятся в таблицу 8.1
Таблица 8.1 - Сводная таблица по режимам резания механической обработки
| № оп. |
t, мм. |
LР. /LР.Х. , мм |
ТМ / ТР. , мин |
SО , мм/об. |
nР / nПР , об./ мин. |
VР /VПР , м/мин. |
Sm, мм/ мин |
ТО , мин. |
|
| 005.3 |
4,5 |
65/72 |
0,9 |
110 |
1,1 |
123/125 |
21/21,2 |
137,5 |
0,52 |
| 005.4 |
2,2 |
37/65 |
0,57 |
150/86 |
0,6 |
116/125 |
80,1/86,4 |
75 |
(0,87) |
| 3 |
24,5/70,5 |
0,35 |
150/50 |
0,6 |
116/125 |
80,1/86,4 |
75 |
0,94 |
|
| 005.5 |
1 |
24,5/70,5 |
0,35 |
150/50 |
0,6 |
136/125 |
93,3/86,4 |
75 |
0,94 |
| 005.6 |
0,7 |
37/65 |
0,57 |
150/86 |
0,6 |
113/125 |
78/86,4 |
75 |
(0,87) |
| 1 |
24,5/70,5 |
0,35 |
150/50 |
0,6 |
113/125 |
78/86,4 |
75 |
0,94 |
|
| 005.7 |
1 |
65/72 |
0,9 |
110 |
0,6 |
560/125 |
98,5/23,9 |
75 |
0,96 |
| 005.8 |
2 |
2/7 |
0,3 |
50/14,3 |
0,6 |
434/125 |
94,2/23,9 |
75 |
0,09 |
| 010 |
8 |
60/1200 |
0,05 |
140 |
SZ 0,2 |
- |
3 |
- |
0,46 |
| 015 |
12,5 |
33/76 |
0,43 |
240 |
2,8 |
80 |
28,9 |
6,4 |
11,9 |
| 1 |
33/42 |
0,79 |
240 |
3,5 |
125 |
45,1 |
12,6 |
3,34 |
|
| 020 |
4 |
- |
- |
300 |
SZ 0,18 |
1500 |
- |
tZ 5,04 |
2,64 |
| 025 |
3 |
- |
- |
300 |
- |
6000 |
41,5 |
tZ 2,4 |
2,5 |
| 030 |
0,04 |
33/37 |
0,89 |
120 |
St 0,18 |
200 |
39,6 |
120 |
5,6 |
| 035 |
0,04 |
60/64 |
0,94 |
700 дет. |
0,14 |
287/300 |
55/57,5 |
42 |
1,0 |
| 040 |
0,005 |
- |
- |
15 |
0,005 |
16 |
25 |
0,2 |
0,742 |
| 045 |
0,01 |
33/37 |
0,89 |
1300 дет. |
0,17 |
630д. 540х. |
435,2 д. 200 х. |
110 |
0,98 |
Примечание: значение времени в скобка является перекрываемым; подчеркнутое значение времени является лимитирующим
9. Нормирование технологического процесса механической обработки
Нормы времени определяются на основании рассчитанных режимов резания и согласно литературных источников в следующей последовательности (рассмотрено на примере токарно-автоматной операции 005).
ТШТ. = ТО. + ТВ. + ТОБ. + ТОТ. ,
где ТО. – основное время, мин (0,96 мин); ТВ. – вспомогательное время, мин., состоящее из затрат времени на отдельные приемы: ТВ. = ТУС. + ТЗО + ТУП. + ТИЗ. , где ТУС. - время на установку и снятие детали, мин. (0,06 мин.); ТЗО – время на закрепление и открепление детали, мин. (перекрываемое); ТУП. – время на приемы управления, мин (0,01 мин.); ТИЗ – время на измерение детали мин.(0,28 мин.), ТОБ. – время на обслуживание рабочего места, мин., ТОБ. = ТТЕХ. + ТОРГ. , где ТТЕХ. – время на техническое обслуживание рабочего места, мин. (0,022 мин.), ТОРГ – время на организационное обслуживание рабочего места, мин. (0,031 мин.); ТОТ. – время перерывов на отдых и личные надобности, мин (0,092).
ТВ. = 0,06 + 0,01 + 0,28 = 0,35 мин.,
ТОП. = 0,96 + 0,35 = 1,31 мин.,
ТТЕХ. = ТО. tСМ. / Т = (0,96 2,5)/110 = 0,022 мин., где tСМ. – время на смену инструментов и подналадку станка, мин., Т – период стойкости при работе одним инструментом или расчетный период стойкости лимитирующего инструмента при много инструментальной обработке, мин.,
ТОРГ = 1,3 % от ТОП. = 0,031 мин.,
ТОТ. = 7 % от ТОП. = 0,092 мин.,
ТШТ. = 0,96 + 0,35 + 0,022 +0,031 + 0,092 = 1,46 мин.
Остальные расчеты норм времени рассчитываются по приведенной выше методике и сводятся в таблицу 9.1
Таблица 9.1 - Сводная таблица технических норм времени по операциям, мин.
| № оп. |
ТО. |
ТВ. |
ТОП. |
ТОБ. |
ТОТ. |
ТШТ. |
|||
| ТУС. |
ТУП. |
ТИЗ. |
ТТЕХ. |
ТОРГ. |
|||||
| 005 |
0,96 |
0,06 |
0,01 |
0,28 |
1,31 |
0,022 |
0,031 |
0,092 |
1,46 |
| 010 |
0,46 |
0,063 |
0,01 |
0,12 |
0,653 |
0,013 |
0,01 |
0,06 |
0,74 |
| 015 |
15,24 |
0,069 |
0,01 |
0,23 |
15,55 |
0,91 |
0,22 |
0,03 |
16,71 |
| 020 |
2,64 |
0,055 |
0,01 |
0,06 |
2,765 |
0,05 |
0,04 |
0,08 |
2,93 |
| 025 |
2,5 |
0,055 |
0,01 |
0,06 |
2,625 |
0/,05 |
0,04 |
0,12 |
2,83 |
| 030 |
5,6 |
0,055 |
0,01 |
0,06 |
5,725 |
0,12 |
0,09 |
0,05 |
5,98 |
| 035 |
1,0 |
0,089 |
0,04 |
0,12 |
1,25 |
0,05 |
0,03 |
0,06 |
1,39 |
| 040 |
1,48 |
0,067 |
0,02 |
0,11 |
1,68 |
0,02 |
0,03 |
0,1 |
1,83 |
| 045 |
0,98 |
0,069 |
0,01 |
0,23 |
1,22 |
0,05 |
0,03 |
0,02 |
1,39 |
10. Определение необходимого количества оборудования и его загрузки
Количество единиц оборудования для поточного производства и подетально-групповых участков на годовую программу выпуска изделий определяется в соответствии с ГОСТом. Однако, допускается определять количество единиц оборудования по общей зависимости:
mрi = ТШК.-К. NГ /(60FЭ ),
где FЭ – эффективный годовой фонд времени работы единицы оборудования, ч.
Если полученное число единиц оборудования для данной операции окажется дробным, оно округляется в большую сторону до целого.
Коэффициент загрузки станка З определяется как отношение расчетного количества станков mрi к принятому mпрi на данной операции.
З = mрi / mпрi .
Коэффициент использования оборудования по основному времени определяется как отношение основного времени к штучному:
О = ТО. / ТШТ. .
Согласно приведенных формул рассчитываем значения по операциям и сводим их в таблицу 10.1
Таблица 10.1 - Расчет коэффициентов использования оборудования
| № оп. |
ТО. , мин. |
ТШТ. , мин. |
mрi |
mпрi |
Зi |
Оi |
| 005 |
0,96 |
1,46 |
0,36 |
1 |
0,36 |
0,66 |
| 010 |
0,46 |
0,74 |
0,18 |
1 |
0,18 |
0,62 |
| 015 |
15,24 |
16,71 |
4,12 |
5 |
0,82 |
0,92 |
| 020 |
2,64 |
2,93 |
0,72 |
1 |
0,72 |
0,90 |
| 025 |
2,5 |
2,83 |
0,70 |
1 |
0,70 |
0,88 |
| 030 |
5,6 |
5,98 |
1,47 |
2 |
0,74 |
0,94 |
| 035 |
1,0 |
1,39 |
0,34 |
1 |
0,34 |
0,72 |
| 040 |
1,48 |
1,83 |
0,45 |
1 |
0,45 |
0,81 |
| 045 |
0,98 |
1,39 |
0,34 |
1 |
0,34 |
0,71 |
| S |
14 |
Для наглядности оценки технико-экономической эффективности разработанного технологического процесса строятся диаграммы загрузки оборудования, и использования оборудования по основному времени, показанные на рисунке 10.1.
11. Технико-экономические показатели технологического процесса
В данном разделе помещены расчеты и сводная таблица основных технико-экономических показателей базового и разработанного проекта механической обработки.
Стоимость операций механической обработки рассмотрена в п.6 данной пояснительной записки. Поэтому переходим к расчету технологической себестоимости детали:
СТ. = SЗАГ. + S СО. ,
СТ. БАЗ. = 3,45 + 2,32 = 5,77 руб., СТ. ПР. = 3,11 + 1,91 = 5,02 руб.
Общее количество рабочих-станочников на две смены определяется из расчета:
Rmax = SТШК.-К. NГ /(60 1860),
Rmax БАЗ. = 42,37 60000/(60 1860) = 25,47 » 26 чел., Rmax ПР. = 35,26 60000/(60 1860) = 18,96 » 18 чел.,
т.к. 2 смены и с учетом количества станков и многостаночного обслуживания.
Число наладчиков на участке равно:
Н = (0,16 … 0,2) Smпрi
или принято из условия один наладчик обслуживает 8 …10 станков
НБАЗ. = 0,16 18 = 2,88 » 2 чел.,
НПР. = 0,16 14 = 2,24 » 2 чел.
Годовой фонд заработной платы рабочих станочников и наладчиков на всю механическую обработку детали Ф (руб.) определяется как сумма годовых фондов заработной платы по отдельным операциям:
ФЗ. = SФЗi , где ФЗi = SЗi. ТШК.-К. i NГ /(60 100).
Для удобства подсчета годового фонда заработной платы составляем таблицу 11.1
Таблица 11.1 - Определение фонда заработной платы
| № оп. |
SЗ. , коп/ч |
ТШК.-К. , мин. |
ФЗi |
| 005 |
177,3 |
1,46 |
5194,89 |
| 010 |
177,3 |
0,74 |
1312,02 |
| 015 |
69,2 |
16,71 |
11563,32 |
| 020 |
177,3 |
2,93 |
5194,89 |
| 025 |
177,3 |
2,83 |
5017,59 |
| 030 |
115,3 |
5,98 |
6791,17 |
| 035 |
177,3 |
1,39 |
2464,47 |
| 040 |
177,3 |
1,83 |
3244,59 |
| 045 |
177,3 |
1,39 |
2464,47 |
| S |
43247,41 |
Среднемесячная заработная плата рабочих (руб.)
ЗМ. = ФЗ. /((R + Н)12)
ЗМ. БАЗ. = 57058,5/(26 + 4)12 = 158,50 руб.,
ЗМ. ПР. =34247/(18 + 4)12 = 129,72 руб.
Годовой выпуск продукции по технологической себестоимости (руб.)
В = СТ. NГ
Б БАЗ. = 5,77 60000 = 346200 руб.,
Б ПР. =5,02 60000 = 301200 руб.
Трудоемкость годовой программы (ч.):
ТГ. = SТШК.-К. NГ /60,
ТГ. БАЗ. = 42,37 60000 / 60 = 42370 ч.,
ТГ. ПР. = 35,26 60000 / 60 = 35260 ч.
Годовой выпуск продукции на одного рабочего-станочника (руб.):
bР. = В/R
bР. БАЗ. = 346200/26 = 13315,38 руб.,
bР. ПР. = 301200/18 = 16733,33 руб.
Основные показатели процесса сводятся в таблицу 11.2
Таблица 11.2 - Технико-экономические показатели технологического процесса (на цены 1984 г.)
| № п.п. |
Наименование показателя |
Значение показателя |
|
| Базовый |
Проектный |
||
| 1 |
Наименование и номер детали |
шестерня |
|
| 2 |
Годовой объем выпуска деталей NГ , шт. |
60 000 |
|
| 3 |
Эффективный годовой фонд времени работы оборудования FЭ , ч. |
4055 |
|
| 4 |
Эффективный годовой фонд времени работы рабочего FР , ч. |
1860 |
|
| 5 |
Число смен работы, i |
2 |
|
| 6 |
Масса готовой детали, q, кг. |
5,714 |
|
| 7 |
Масса заготовки, Q, кг. |
8,8 |
7,48 |
| 8 |
Коэффициент использования материала заготовки |
0,65 |
0,76 |
| 9 |
Стоимость заготовки, руб. |
3,45 |
3,11 |
| 10 |
Стоимость операций механической обработки, руб. |
2,32 |
1,91 |
| 11 |
Технологическая себестоимость детали, руб. |
5,77 |
5,02 |
| 12 |
Годовой выпуск продукции по технологической себестоимости, руб. |
346200 |
301200 |
| 13 |
Основное время по операциям, мин. |
- |
30,86 |
| 14 |
Штучное время по операциям, мин. |
42,37 |
35,26 |
| 15 |
Трудоемкость годовой программы, ч. |
42370 |
35260 |
| 16 |
Количество единиц производственного оборудования, шт. |
18 |
14 |
| 17 |
Средний коэффициент загрузки оборудования |
0,45 |
0,52 |
| 18 |
Средний коэффициент загрузки оборудования по основному времени |
- |
0,80 |
| 19 |
Количество рабочих-станочников на две смены, чел. |
26 |
18 |
| 20 |
Число наладчиков на две смены, чел. |
4 |
4 |
| 21 |
Годовой фонд заработной платы рабочих станочников и наладчиков, руб. |
57058,5 |
43247,41 |
| 22 |
Среднемесячная заработная плата рабочих, руб. |
158,50 |
129,72 |
| 23 |
Годовой выпуск продукции на одного рабочего-станочника, руб. |
13315,38 |
16733,33 |
12. Описание работы станочного приспособления
Приспособление устанавливается на столе станка 5Н580 операции 020 и предназначается для установки шестерни под зубозакругление.
Приспособление состоит из переходника 1, который соединяет корпус 2 стол станка с помощью болтов 17 и 16. Основным связующим звеном приспособления является тяга 9, которая соединена с силовым гидроцилиндром. На нее надета оправка 6, которая вставлена в корпус и закреплена болтами 15. На оправке крепится шлицевая втулка 12 для базирования детали. В свободном пространстве между корпусом и переходником расположен плавающий механизм выталкивателя состоящий из сферических кольца 3, шайбы 4, а также трех выталкивателей 5. Сферические поверхности кольца и шайбы позволяют равномерно распределить нагрузку в процессе снятия детали.
Приспособление работает следующим образом. Шток гидроцилиндра подается вверх вместе с тягой 9 и освобождает накидную шайбу – хомут 8, тем самым позволяет снять обработанную деталь, приподнятую на выталкивателях. Новая заготовка устанавливается по шлицевой втулке на выталкивателях, затем накидывается хомут и шток подается вниз. В процессе движения штока вниз толкатели опускаются и заготовка устанавливается на чашку 11 для контурного базирования. Чашка закреплена в корпусе с помощью болтов 14. При достижении нижнего положения происходит закрепление детали. Механизм толкателей участвующих в откреплении и закреплении детали не допускает перекоса и заклинивании детали.
Точность получаемого размера обеспечивается с помощью точного позиционирования детали на приспособлении, включая фиксатор 10 по зубу, и самого приспособления на станке, а также точного изготовления деталей входящих в приспособление и выдерживания рекомендуемых посадок.
Заключение
В данном курсовом проекте рассмотрен технологический процесс изготовления ведомой шестерни четвертой передачи, проанализирован и предложен новый способ получения заготовки с экономическим обоснованием, более точный и менее затратный, по минимуму приведенных затрат посчитана и доказана целесообразность использования нового варианта технологического процесса механической обработки (суммарный экономический эффект от внедрения данной технологии составит 1500000 рублей на современные цены). Для нового варианта технологического процесса рассчитано нормирование и режимы резания, построены графики загрузки оборудования.