Технологический расчет зоны ТО-1 для АТП, состоящего из 210 автомобилей ВАЗ-21102 с фактическим пробегом с начала эксплуатации 242 тыс.км
СОДЕРЖАНИЕ: Характеристика автотранспортного предприятия. Расчет зоны технического обслуживания, ее площади, годового объема работ, численности рабочих. Выбор метода организации технологического процесса. Анализ организации управления технической службой АТП.Федеральное агентство по образованию ГОУ СПО
Рубцовского машиностроительного техникума
КУРСОВАЯ РАБОТА
Тема: «Технологический расчет зоны ТО-1 для АТП, состоящего из 210 автомобилей ВАЗ-21102 с фактическим пробегом с начала эксплуатации 242 тыс.км.
Выполнил: Студент гр. 9ТО-06
Заика Е.С.
г. Горняк 2009 г.
Содержание
Введение
1. Исследовательская часть
1.1 Характеристика автотранспортного предприятия
1.2 Характеристика зоны ТО-1
2. Расчетная часть
2.1 Расчет годовой производственной программы
2.1.1Выбор исходных данных
2.1.2 Корректирование периодичности ТО и ТР
2.1.3 Корректирование пробега до ТО-2 и ТР
2.1.4 Корректирование нормы дней простоя в ТО и ремонте
2.1.5 Корректирование удельной трудоемкости ТО-1
2.1.6 Расчет количества ТО на 1 автомобиль за цикл
2.1.7 Коэффициент технической готовности
2.1.8 Коэффициент использования автомобилей
2.1.9 Годовой пробег
2.1.10 Общая годовая трудоемкость ТО-1
2.2 Расчет универсальных постов ТО-1
2.3 Расчет численности производственных рабочих
2.4 Выбор и обоснование метода организации технологического процесса
2.5 Распределение рабочих по постам специальности, квалификации и рабочим местам
2.6 Подбор технологического оборудования
2.7 Расчет производственной площади
3. Организационная часть
3.1 Организация АТП
3.2 Организация управления технической службой АТП
3.3 Организация рабочего места
4. Техника безопасности и мероприятия по охране труда и окружающей среды
4.1 Порядок проведения инструктажа
4.2 Требования безопасности при ТО и ремонте
4.3 Требования производственной санитарии и промышленной гигиены
4.4 Меры пожарной безопасности
4.5 Меры электробезопасности
4.6 Расчёт освещения участка
4.7 Расчёт вентиляции
Заключение
Список используемой литературы
Введение
Автомобиль - самое распространенное в современном мире механическое транспортное средство. Появление двигателя внутреннего сгорания, легкого, компактного и сравнительно мощного, открыло широкие возможности для автомобиля. И в 1885 году немецкий изобретатель Г. Даймлер создал первый мотоцикл с бензиновым двигателем, а уже в 1886 году немецкий изобретатель К. Бенц запатентовал трехколесный автомобиль. Началось промышленное производство автомобилей в Европе, а в 1892 году американский изобретатель Г. Форд построил автомобиль конвейерной сборки. В России автомобили начали собирать в 1890 году из импортных деталей на заводах «Фрезе и К0 ». В 1908 году началась сборка автомобилей «Рус-со-Балт» на Русско-Балтийском вагонном заводе в Риге сначала из импортных деталей, а затем из деталей отечественного производства. Однако началом отечественного автомобилестроения считается 1924 год, когда на заводе АМО (ныне ЗИЛ - Московский завод имени Лихачева) были изготовлены первые отечественные грузовые 1,5-тонные автомобили АМО-Ф с двигателем мощностью 30 л. с.
В 1927 году появился первый отечественный новый автомобиль НАМИ-1 с двигателем мощностью 18,5 л.с. С введением в строй в 1932 году Горьковского автомобильного завода началось интенсивное развитие отечественного автомобилестроения. Большим прорывом в производстве отечественных легковых автомобилей явился ввод в строй Волжского автомобильного завода (ВАЗ, 1970г.) и Камского автомобильного завода (КамАЗ, 1976г.) по производству грузовых автомобилей.
В настоящее время происходит интенсивное совершенствование конструкций транспортных средств, повышение их надежность и производительности, снижение эксплуатационных затрат, повышение всех видов безопасности. Осуществляется более частое обновление выпускаемых моделей, придание им более высоких потребительских качеств, отвечающих современным требованиям.
Ремонт автомобилей является объективной необходимостью, которая обусловлена техническими и экономическими причинами.
Во-первых, потребности народного хозяйства в автомобилях частично удовлетворяются путем эксплуатации отремонтированных автомобилей.
Во-вторых, ремонт обеспечивает дальнейшее использование тех элементов автомобилей, которые не полностью изношены. В результате сохраняется значительный объем прошлого труда.
В-третьих, ремонт способствует экономии и материалов, идущих на изготовление новых автомобилей. При восстановлении деталей расход металла в 20...30 раз ниже, чем при их изготовлении.
Авторемонтное производство, получив значительное развитие, еще не в полной мере реализует свои потенциальные возможности. По своей эффективности, организационному и техническому уровню оно все еще отстает от основного производства - автомобилестроения. Качество ремонта остается низким, стоимость высокой, уровень механизации достигает лишь 25...40 %, вследствие чего производительность труда в два раза ниже, чем в автомобилестроении. Авторемонтные и автотранспортные предприятия оснащены в основном универсальным оборудованием большой степени изношенности и малой точности. Эти негативные стороны современного состояния авторемонтного производства и определяют пути его развития.
Анализ, расчеты и практика показывают, что структура ремонтной базы автомобильного транспорта должны состоять из предприятий трех типов, соответствующих уровню технологической сложности выполняемых ремонтных работ:
- мастерских АТП, выполняющих мелкий текущий ремонт без разборки агрегатов;
- без централизованного наиболее сложного текущего ремонта, связанного с разработкой агрегата для замены узлов;
- заводов по капитальному ремонту агрегатов, организационной основой которых должен являться не обезличенный метод ремонта.
В данном курсовом проекте, мы проводим расчет зоны ТО-1 в автотранспортном предприятии и делаем анализ организационных работ. А так же анализ работ по ТБ в зоне ТО-1.
1. Исследовательская часть
1.1 Характеристика автотранспортного предприятия
Значение автомобильного транспорта в развитии совершенствования производства возрастает. Особое внимание при этом уделяется повышению качества технического обслуживания и текущего ремонта – одному из важнейших условий правильного использования и технической готовности автомобилей, снижению ремонтно-эксплуатационных расходов.
Ремонт в условиях АТП должен производиться при наличии квалифицированного ремонтного персонала, необходимого оборудования и запасных частей.
Данное АТП находится в г.Барнауле, занимается перевозкой пассажиров. Это предприятие содержит 210 автомобилей марки ВАЗ-21102. В предприятии проводятся все виды ТО и ремонта.
В АТП следят за качеством выполнения технического обслуживания и ремонта, а так же за выполнением требований безопасности к техническому состоянию автомобилей и применением методов их проверки в соответствии с действующими государственными стандартами и другим нормативно - техническими документами. Принимают меры по рациональному распределению подвижного состава, запасных частей, эксплутационных материалов, оборудования и оснастки, необходимых для своевременного и качественного выполнения технического обслуживания и ремонта.
Для поддержания парка автомобилей в исправном состоянии и обеспечении требуемой технической готовности предприятие располагает комплексом подразделений для проведения технического обслуживания и ремонта, в который входят необходимые здания, сооружения и оборудование. В комплекс ремонтных подразделений входит проектируемая зона ТО-1.
1.2 Характеристика зоны ТО-1
Зона ТО-1 предназначена для проведения технического обслуживания автомобилей, а также для ремонта автомобилей и обеспечения работоспособного состояния подвижного состава с восстановлением отдельных его агрегатов, узлов и деталей, достигших предельного состояния. Под ТО понимают совокупность операций (регулировочные, смазочные, крепежные), цель которых предупредить возникновение неисправностей (повысить надежность) и уменьшить изнашивание деталей (повысить долговечность), а, следовательно, длительное время поддерживать автомобиль в состоянии постоянной технической готовности и исправности к работе.
Зона ТО-1 работает по пятидневной рабочей неделе в одну смену с 8-00 до 17-00 с перерывом на обед с 12-00 до 13-00.
Разработка проекта зоны ТО-1 для автомобильного парка имеет большое значение, а выбор и расстановка оборудования произведены исходя из технологического процесса ТО и капитального ремонта автомобилей ВАЗ-21102.
2. Расчетная часть
2.1 Расчет годовой производственной программы
2.1.1 Выбор исходных данных
Исходные данные и задания для проектирования:
1. Тип подвижного состава – ВАЗ-21102
2. Списочное количество автомобилей Аспис. = 210
3. Пробег автомобиля с начала эксплуатации Ln = 242000 км
4. Среднесуточный пробег автомобиля Lcc = 400 км
5. Категория условий эксплуатации – 3
6. Природно-климатические условия – умерено-холодный климат
7. Количество рабочих дней в году Дрг = 253 дня
8. Время в наряде – 24 часа.
Исходные данные, принимаемые из нормативной литературы, заносим в таблицу 1.
Таблица 1 – Исходные данные
| Марка, модель авто-ля |
Lcc, км |
L1, км |
L2, км |
tто-1, чел.ч |
Lкр, тыс.км |
dто и тр, дн /1000 км |
dкр, дн |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
| ВАЗ-21102 |
400 |
4000 |
16000 |
2,3 |
180 |
0,3 |
18 |
2.1.2 Корректирование периодичности ТО и ТР
Скорректированная величина периодичности ТО-1 и ТО-2 определяется по формуле:
L1 = Li*К1*К2*К3, [1, стр. 157]
где Li – нормативная периодичность ТО;
К1 – коэффициент корректирования нормативов в зависимости от категории эксплуатации;
К2 – коэффициент, учитывающий модификацию подвижного состава;
К3 – коэффициент корректирования нормативов в зависимости от периодично- климатических условий;
L1 = 4000 км; К1 = 0,8; К2 = 1,0; К3 = 0,9; L2 = 16000 км;
L1 = 4000*0,8*1,0*0,9 = 2880 км;
L2 = 16000*0,8*1,0*0,9 = 11520 км;
Скорректированная величина пробега до КР находится по формуле:
Lкр = Lкр.н*К1*К2*К3, [1, стр. 157]
Где Lкр.н – норма пробега до КР;
К1 – коэффициент, учитывающий категорию условий эксплуатации;
К2 – коэффициент, учитывающий модификацию подвижного состава;
К3 – коэффициент, учитывающий климатические условия;
Lкр.н = 180000 км; К1 = 0,8; К2 = 1,0; К3 = 0,9;
Lкр = 180000*0,8*1,0*0,9 = 129600 км.
2.1.3 Корректирование пробега до ТО-2 и ТР по кратности среднесуточного пробега
Коэффициент кратности между значениями периодичности ТО среднесуточного пробега находится по формуле:
n1 = L1/Lсс, [1, стр. 149]
где L1 – нормативная периодичность ТО-1;
Lсс – 400 км; L1 = 2880;
n1 = 2880/400 = 7,2 (принимаем 7).
Тогда принятое значение с нормативной периодичностью ТО-1 находится по формуле:
L1 = Lсс*n1, [1, стр. 150]
где n1 – коэффициент корректирования
L1 = 400*7 = 2800 км.
Коэффициент кратности между значениями периодичности ТО-2 и принятого ТО-1 определяется по формуле:
n2= L2/L1, [1, стр. 151]
где L1 и L2 – нормативная периодичность ТО-1 и ТО-2;
n2 = 11520/2800 = 4,1 (принимаем 4).
Тогда принятое значение скорректированного ТО-2 определяется по формуле:
L2 = L1*n2, [1, стр.151]
где L1- нормативная периодичность ТО-1;
n2 – коэффициент корректирования;
L1 = 2800; n2 = 4;
L2 = 2800*4 = 11200 км.
Коэффициент кратности между значениями средне циклового пробега принятой периодичности ТО-2 определяется по формуле:
n3 = Lкр/L2, [1, стр. 154]
где Lкр – норма пробега до КР;
L2 – нормативная периодичность ТО-2;
Lкр = 129600; L2 = 11200;
n3 = 129600/11200 = 11,57 (принимаем 12).
Тогда принятое значение средне циклового пробега определяется по формуле:
Lкр = L2*n3, [1, стр. 154]
где L2 – нормативная периодичность ТО-2;
n3 – коэффициент корректирования;
L2 = 11200; n3 = 12;
Lкр = 11200*12 = 134400 км.
2.1.4 Корректирование нормы дней простоя в ТО и ремонте
Корректирование нормы дней простоя в ТО и ремонте определяется по формуле:
dто и тр = dн то и тр * К4(ср), дн/1000 км [1, стр.155]
где К4(ср) – коэффициент корректирования нормативов удельной трудоемкости текущего ремонта и продолжительность простоя в ТО и ремонте в зависимости от пробега с начала эксплуатации.
Так как у нас пробег с начала эксплуатации 242000 км, а пробег для ВАЗ-21102 до КР равен 180000, то доля пробега с начала эксплуатации будет составлять 242000/180000 = 1,34. Тогда К4(ср) = 1,4
dто и тр = 0,3 * 1,4 = 0,42 дн/1000 км
2.1.5 Корректирование удельной трудоемкости ТО-1
Корректирование удельной трудоемкости текущего ремонта определяется по формуле:
tто-1 = tн то-1 * К1 * К2* К3* К4* К5, чел-ч/1000 км [1, стр.135]
где К1 = 1,2 – коэффициент корректирования нормативов в зависимости от категории эксплуатации
К2 = 1,0 – коэффициент, учитывающий модификацию подвижного состава
К3 = 1,1 – коэффициент корректирования нормативов в зависимости от природно-климатических условий
К4 = 1,6 – коэффициент корректирования нормативов удельной трудоемкости текущего ремонта и продолжительность простоя в ТО и ремонте в зависимости от пробега с начала эксплуатации
К5 = 0,95 – коэффициент корректирования трудоемкости
tто-1 = 2,3*1,2*1,0*1,1*1,6*0,95 = 4,6 чел-ч/1000 км
По результатам произведенных расчетов составим таблицу корректирование пробега автомобилей до ТО-1, ТО-2 и КР для автотранспортного предприятия (таксопарка).
Таблица 2 - Корректирование пробега до ТО-1, ТО-2 и КР
| Пробег |
Обозначение |
Значение пробега в км |
||
| Нормативное корректирование |
Корректирование по кратности |
Принятое для расчета |
||
| До То-1 |
L1 |
2880 |
400*7 |
2800 |
| До ТО-2 |
L2 |
11520 |
2800*4 |
11200 |
| До КР |
Lкр |
129600 |
11200*12 |
134400 |
2.1.6 Расчет количества ТО на 1 автомобиль за цикл
Количество ТО-2 находится по формуле:
N2 = Lкр/L2-Nк, [1, стр. 136]
где Lкр – значение пробега до КР;
L2 – нормативная периодичность ТО-2;
Nк – количество КР за цикл;
Lкр = 134400 км; L2 = 11200 км; Nк = 1;
N2 = 134400/11200-1 = 11.
Количество ТО-1 находится по формуле:
N1 = Lкр/L1-Nк-N2, [1, стр. 136]
где Lкр – значение пробега до КР;
L1 – нормативная периодичность ТО-1;
Nк – количество КР за цикл;
N2 – количество ТО-2 на 1 автомобиль;
Lкр = 134400 км; L1 = 2800 км; Nк = 1; N2 = 11;
N1 = 134400/2800-1-11 = 36.
Количество ЕО находится по формуле:
Nео = Lкр/Lсс, [1, стр. 137]
где Lкр – значение пробега до КР;
Lсс – среднесуточный пробег автомобиля;
Lкр = 134400 км; Lсс = 400 км;
Nео = 134400/400 = 336
2.1.7 Коэффициент технической готовности
Коэффициент технической готовности по каждому автомобилю на предприятии определяется по цикловому пробегу:
т = Дэ/(Дэ + Дто и тр + Дкр), [1, стр.137]
где Дэ - дни эксплуатации за цикловой пробег:
Дэ = Lкр/ Lсс,дн [1, стр.137]
где Lкр = 134400 км – расчетная величина, скорректированная норма межремонтного пробега
Lсс = 400 км – среднесуточный пробег
Дэ = 134400/400 = 336 дн
дни простоя в ТО и ТР за цикловой пробег:
Дто и тр = Lкр * dто и тр /1000, дн [1, стр.137]
где dто и тр = 0,42 – расчетная величина
Дто и тр = 134400*0,42/1000 = 57 дн
дни простоя в КР:
Дкр = dкр + dтранс, дн [1, стр.138]
где dкр = 18 дн – исходный норматив
dтранс = 0,15* d кр,дн – дни транспортировки [1, стр.138]
dтранс = 0,15*18 = 3 дн
Дкр = 18 + 3 = 21 дн
т = 336 /(336 + 57 + 21) = 0,81
2.1.8 Коэффициент использования автомобилей
Коэффициент использования автомобилей определяется по формуле:
и = Дрг*Ки* т /365 [1, стр.138]
где Дрг – количество рабочих дней в году
т – коэффициент технической готовности
Ки = 0,93 – коэффициент системы использования технически исправных автомобилей по организационным причинам
и = 253*0,93*0,81 / 365 = 0,52
2.1.9 Годовой пробег
Годовой пробег, определяется по формуле:
Lг = 365*Аи*lсс*и, км [1, стр.140]
где Аи = 210 – списочное количество автомобилей АТП, шт
lсс = 400 км – среднесуточный пробег
и – коэффициент использования автомобилей
Lг = 365*210*400*0,52 = 15943200 км
Коэффициент перехода от цикла к году находим по формуле:
hг = Lг/Lкр, [1, стр. 140]
где Lг = Lг/ Аи – годовой пробег автомобиля;
Lкр – значение пробега до КР;
Lг = 15943200/210 = 75920 км; Lкр = 134400 км;
hг = 75920/134400 = 0,56
Годовая производственная программа определяется по формуле:
Nг = Lг/Lкр; [1, стр. 147]
Nг = 15943200/134400 = 119
Сменная программа рассчитывается по формуле:
Nсм = Nг/Дрг * Сcм * hг [1, стр. 147]
где Сcм = 1 – односменный режим работы;
Nсм = 119/253*1*0,56 = 1,36 (принимаем Nсм = 2)
2.1.10 Общая годовая трудоемкость ТО-1
Годовой объём работ (время, которое нужно затратить производственным рабочим для выполнения годовой производственной программы) представляет собой годовую трудоёмкость ремонта изделий в человеко-часах.
Тто-1 = tто-1*Lг/1000, чел-ч [1, стр.140]
где tто-1 = 4,6 чел-ч – скорректированная удельная трудоемкость;
Тто-1 = 4,6 * 15943200/1000 = 73338,7 чел-ч
2.2 Расчет универсальных постов ТО-1
Такт поста определяется по формуле:
= (tто-1*60/Рп) + tпер., [1, стр. 164]
где tто-1 – трудоемкость работ по ТО-1;
Рп – среднее количество рабочих, одновременно работающих на посту;
tпер – время передвижения автомобиля при установки его на посту;
tто-1 = 4,6; Рп = 2; tпер = 2;
= (4,6*60/2)+2 = 140;
Зная режим работы зоны и суточную производственную программу, определяется ритм производства:
Rто-1 = Тсн*С*60/Nс то-1, [1, стр. 165]
где Тсн – кратность рабочей смены зоны ТО-1;
С – количество смен работы зоны ТО-1;
Nс то-1 – суточная производственная программа зоны ТО-1;
Тсн = 7; с = 1; Nс то-1 = 17;
Rтр = 7*1*60/2 = 210
Количество универсальных постов для выполнения ТР определяется по формуле:
Хто-2 = Rто-1 / [1, стр. 165]
где – такт поста зоны ТО-1;
Rтр – ритм производства зоны ТО-1;
= 140; Rто-2 = 210;
Хто-1 = 210/140 = 1,5 (принимаем 2 поста).
2.3 Расчет численности производственных рабочих
Количество исполнителей технологически необходимых и фактически являющихся на работу в зону ТО-1 рассчитывается по формуле:
Рт = Тто-1 /Фм, чел [1, стр.158]
где Тто-1 – годовая трудоемкость работ по зоне ТО-1;
Фм = 1860 – годовой фонд времени.
с – распределение людей, одновременно работающих на постах.
с = 8, [1, табл.27]
Рт = 73338,7/1860*5 = 4,92 чел (принимаем 5 автослесарей)
2.4 Выбор и обоснование метода организации технологического процесса
Выбор метода организации технологического процесса определяется по сменной (суточной) программе Nс то-1 = 2, что меньше рекомендованной при поточном методе (Nс то-1 = 6 – 8) обслуживаний, поэтому в данном случае должен быть применен либо метод тупиковых специализированных постов, либо метод универсальных постов. Метод универсальных постов приводит к частым переходам рабочих определенных специальностей между постами, к передвижению с места на место с оборудованием и приспособлениями. Чтобы этого избежать, приходиться большинство постов оснащать целым набором технологического оборудования, заведомо зная, что потребность в нем будет возникать лишь эпизодически.
Метод специализированных постов создает возможность для более широкой механизации работ, способствует повышению трудовой и технологической дисциплины, снижается потребность в однотипном оборудовании, повышается качество ремонта и производительность труда. Таким образом выбираем метод тупиковых специализированных постов.
2.5 Распределение рабочих по постам специальности, квалификации и рабочим местам
Таблица 3 – Распределение по постам
| Виды работ ТО |
Распределение трудоемкости % |
Количество исполнителей |
|
| Расчетное |
Принятое |
||
| Заправочно-смазочные Очистительные Регулировочные Шинные, крепежные Диагностические Электромеханические По системе питания |
36 14 18 10 10 6 6 |
1,8
0,9
0,5
0,3 |
2 1 1 1 |
Таблица 4 – Распределение рабочих по специальностям, квалификации и рабочим местам
| № поста |
№ рабочего места |
Число исполнителей |
Специальность |
Квалификация |
Обслуживаемые узлы |
| 1 |
1 |
1 |
Слесарь-авторемонтник смазчик-заправщик |
5 разряд |
Сцепление, КПП, привод колес, тормозная система |
| 2 |
1 |
Слесарь-авторемонтник |
4 разряд |
Рулевое управление, передняя и задняя подвеска |
|
| 3 |
1 |
Слесарь-авторемонтник |
4 разряд |
Шины и ступицы |
|
| 2 |
4 |
1 |
Слесарь-авторемонтник |
4 разряд |
Диагностика и регулировка автомобиля. |
| 5 |
1 |
Слесарь-авто-электрик |
5 разряд |
Электро-оборудование и система питания. |
2.6 Подбор технологического оборудования
В данном проекте предусмотрена организация ТО-1 на тупиковых постах специализированными звеньями рабочих, в зоне ТО-1 выполняются сопутствующие работы текущего ремонта.
Таблица 5—Перечень технологического оборудования
| № |
Наименование оборудования |
Кол- во |
Габаритные размеры, м |
Площадь м2 |
| 1 |
Аптечка |
1 |
0,2*0,25 |
0,05 |
| 2 |
Маслораздаточный бак |
1 |
0,5*0,5 |
0,25 |
| 3 |
Передвижной пост слесаря авторемонтника |
1 |
0,75*0,75 |
0,28 |
| 4 |
Воздухораздаточная колонка |
1 |
0,4*0,5 |
0,20 |
| 5 |
Установка для отсоса отработавших газов |
1 |
0,5*0,2 |
0,1 |
| 6 |
Решётка деревянная под ноги |
2 |
Не стандарт |
- |
| 7 |
Комплект для проверки параметров тормозов |
1 |
1*0,5 |
0,5 |
| 8 |
Урна для отходов |
1 |
0,25*0,25 |
0,063 |
| 9 |
Ларь для обтирочных материалов |
1 |
0,25*0,25 |
0,063 |
| 10 |
Верстак слесарный |
2 |
1,4*0,8 |
2,4 |
| 11 |
Пост электрика-системщика |
1 |
1,0*0,7 |
0,7 |
| 12 |
Шкаф для приборов и приспособлений |
2 |
1*0,5 |
1,0 |
| 13 |
Ящик для инструмента |
1 |
0,6*0,42 |
0,504 |
| 14 |
Тележка для транспортировки аккумуляторных батарей |
1 |
0,47*0,47 |
0,221 |
| 15 |
Пожарный щит и ящик с песком |
2 |
0,4*0,5 |
0,4 |
| 16 |
Бак для тормозной жидкости |
1 |
0,85*0,5 |
0,425 |
| 17 |
Гидравлический передвижной подъемник |
1 |
1,26*0,666 |
0,839 |
| 18 |
Компрессор для подкачки шин |
1 |
1*0,5 |
0,5 |
| 19 |
Тележка для транспортировки колёс |
1 |
1*0,7 |
0,7 |
| 20 |
Осмотровая канава |
2 |
5*1,1 |
11 |
| 21 |
Стеллаж-вертушка |
1 |
0,75*0,75 |
0,56 |
| 22 |
Кран-балка |
1 |
||
| 23 |
Электрогайковерт канавный |
1 |
||
| 24 |
Стол монтажный |
1 |
1,5*0,9 |
1,35 |
| Итого: |
11,159 |
2.7 Расчет площади зоны ТО-1
Площадь зоны определяется по формуле:
Fто-1 = fo*Кn+Xто-1*fa, [1, стр. 167]
где fа – площадь автомобиля в плане;
Хто-1 – количество универсальных постов;
Кn – коэффициент плотности расстановки постов учитывающих наличие проходов и проездов;
fo – площадь оборудования, м.кв.;
fа = 1,65*4,33 = 7,14 м2 ; Хто-1 = 2; Кn = 4,5;
Fто-1 = 11,159*5,0+2*7,14 = 70,075 мкв.
Принимаем площадь зоны 71 мкв, а именно 9 м в длину и 8 м в ширину.
3. ОРГАНИЗАЦИОННАЯ ЧАСТЬ
3.1 Организация АТП
Перед въездом на территорию АТП автомобиль проходит через контрольно-пропускной пункт (КПП), где его осматривает дежурный механик. Затем в зоне ЕО автомобиль убирают, моют и обтирают, то есть готовят к эксплуатации на следующий день. Эти работы выполняют на нескольких последовательно расположенных площадках - постах.
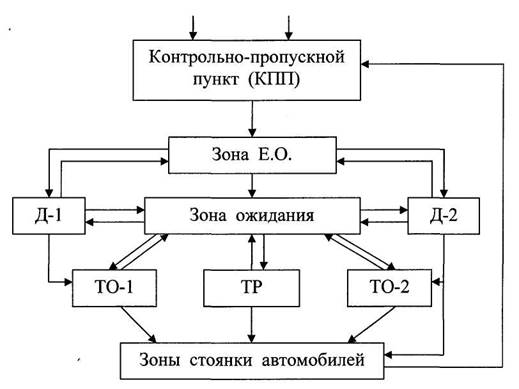
Рисунок 1 – Схема ТП обслуживания автомобилей в АТП
Отдельное помещение выделяется на АТП для проведения ТО-1. Одновременно в зоне обслуживают несколько автомобилей, располагают их обычно один за другим. Большую площадь занимают зоны ТО-2 и текущего ремонта (ТР), которые объединены в одном помещении. В этих зонах автомобили стоят сравнительно долго, и поэтому их располагают так, чтобы автомобили не мешали друг другу при въезде и выезде, а рабочим было удобно работать.
Техническое состояние автомобилей проверяют, как правило, перед направлением их в зоны ТО-1, ТО-2 или текущего ремонта. Эти работы проводят в пункте диагностики. Повторному контролю автомобиль, может быть подвергнут и после обслуживания и ремонта, а поэтому пункты диагностики находятся вблизи технических зон.
В подсобных производственных отделениях АТП производят контроль и ремонт деталей и узлов, снятых с автомобилей. Одни отделения обслуживают только ремонтную зону предприятия, а другие, кроме ремонтных работ, осуществляют профилактические работы.
3.2 Организация управления технической службой АТП
Техническая служба АТП призвана поддерживать подвижной состав в технически исправном состоянии в течение всего срока его службы, вплоть до списания. С этой целью техническая служба организует проведение всех видов профилактических работ, выполнение текущих ремонтов, подготовку автомобилей и агрегатов к направлению в капитальный ремонт, хранение автомобилей и выполнение ряда других функций.
Одновременно эта служба осуществляет контроль, за правильностью технической эксплуатации автомобилей на линии.
Организационная структура управления технической службой построена по линейному принципу, когда у каждого подразделения имеется один непосредственный начальник.
Структура управления АТП представлена на рисунке 2.
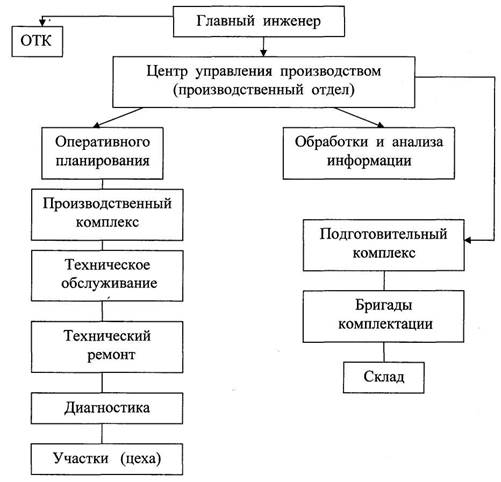
Рисунок 2 – Схема структуры управления АТП.
Техническую службу возглавляет главный инженер АТП, которому подчинено несколько самостоятельных в функциональном отношении подразделений. Количество таких подразделений зависит от мощности и назначения предприятия, а также от принятой организационной структуры управления.
Ведущая роль среди всех технических подразделений АТП принадлежит производственному отделу (мастерским), которому подчинены все технические зоны, участки и цехи с рабочими. Оперативное руководство всеми работами отдел осуществляет через сменного технического диспетчера производства. На предприятиях автомобильного транспорта получила распространение централизованная система управления технической службой, которая является прообразом автоматизированной подсистемы управления всего АТП в целом. Она предусматривает четкое разделение административных и оперативных функций руководящего персонала и сосредоточение всей оперативной работы в центре управления производства (ЦУП).
Центр управления производством состоит из двух групп: группы оперативного планирования, куда входят технические диспетчеры производства, и группы обработки и анализа информации, которая имеет тесную оперативную связь с другими отделами АТП. ЦУП предусматривает проведение работ, основанных на технологическом принципе формирования производственных подразделений. При этом каждый вид технических воздействий выполняет специализированная бригада или участок. Бригада и участки, выполняющие однородные по характеру работы, объединяются в производственные комплексы.
При центре управления производством созданы пять самостоятельных комплексов: диагностики, технического обслуживания (включая ЕО, ТО-1, ТО-2), текущего ремонта и ремонтных участков (цехов) и, наконец, комплекса подготовки производства. В состав каждого комплекса входит несколько бригад и участков. Так в состав комплекса подготовки производства включается участок комплектации (подбор оборотного фонда, запасных частей) и промежуточный склад.
В функции отдела технического контроля (ОТК) входит проверка качества работ, выполняемых рабочими производственного отдела, а также контроль за техническим состоянием всех автомобилей независимо от их места нахождения. ОТК в административном отношении подчиняется либо главному инженеру, либо директору предприятия. Последнее предпочтительней, так как это повышает авторитет ОТК и создает его работникам более благоприятные условия для работы. Важным этапом в организации ОТК является подбор кадров, при котором должен действовать принцип: превосходство знания контролирующего над знаниями контролируемого. Работник ОТК должен хорошо знать технологический процесс, уметь не только обнаружить дефекты продукции, но и установить причину их появления, а также участвовать в разработках мероприятий по повышению качества выпуска изделий.
3.3 Организация рабочего места
Место, где производятся работы, должно быть так приспособлено, чтобы все содействовало наиболее успешному выполнению работы. В частности:
- вся обстановка работы должна способствовать повышению производства труда и качества, инструменты должны быть под руками, для них должны быть отведены удобные места;
- все рабочие приспособления должны быть в исправности и в достаточном количестве; для материалов тоже должны быть отведены соответствующие места, в которых эти материалы не приходилось бы разыскивать;
- помещение должно быть во всем соответствовать условиям работы в смысле освещения, температуры, влажности.
Всякая производственная работа должна быть предварительно подготовлена, то есть снабжена всем необходимым оборудованием для бесперебойного ее протекания. А именно:
- к началу работы должны быть подготовлены вполне соответствующие ей и вполне исправные инструменты;
- должны быть доставлены к месту работы все материалы и части, которые понадобятся при ее выполнении;
- если требуются чертежи или конструкции, они должны быть готовы, и выданы рабочему;
- специальные приспособления также должны быть готовы, и подобраны в соответствии с начинаемой работой.
Могут быть в корне изменены некоторые общепринятые способы работы с получением тех же, что и обычно, результатов, но другими, более скорыми и легкими способами. Инициатива и изобретательность отдельных рабочих могут сыграть здесь и во множестве случаев уже сыграли выдающуюся и решающую роль. Интенсивность труда каждого рабочего должна быть такой, чтобы в условиях хорошей подготовленности всего необходимого работа велась без всяких перерывов, без ослабления темпов. Одним из основных условий производительной работы являются четкое разделение труда и организация рабочей силы в соответствии с квалификацией и способностями. Таким образом, чтобы высококвалифицированный рабочий производил только высококвалифицированную работу, соответствующую его специальности, а всю подготовленную работу, не требующую квалификации, выполняли вспомогательные рабочие. Работа новатора помимо высоких достижений в отношении повышении производительности труда, то есть экономии рабочей силы, должна сопровождаться и экономией материалов. Ведь всякий материал тоже является результатом производительности чьего-то труда.
Использование полной максимальной мощности оборудования является обязательным.
4. Техника безопасности и мероприятия по охране труда и окружающей среды
Под охраной труда понимают систему законодательных актов и соответствующих им мероприятий, направленных на сохранение здоровья и работоспособности трудящихся. Система организационных и технических мероприятий и средств, предоставляющих предотвращение производственный травматизм, носит название техники безопасности.
Производственная санитария предусматривает мероприятия по правильному устройству и содержанию промышленных предприятий и оборудования (надлежащее освещение, правильное расположение оборудования и т.д.) создание наиболее здоровых и благоприятных условий труда, предотвращающих профессиональные заболевания рабочих. КЗоТ является основным положением по охране труда.
Промышленная гигиена ставит целью создания наиболее здоровых и благоприятных в гигиеническом отношении условий труда, предотвращающих профессиональные заболевания работающих.
4.1 Порядок проведения инструктажа
На автомобильных предприятиях организация работ по технике безопасности и производственной санитарии возлагается на главного инженера. В цехах и на производственных участках ответственность за безопасность труда несут начальники цехов и мастера. Осуществление мероприятий по технике безопасности и производственной санитарии контролирует старший инженер по технике безопасности и профсоюзные организации ( если таковые имеются). Указания старшего инженера по технике безопасности может отменить только руководитель предприятия или главный инженер. Одним из основных мероприятий по обеспечению безопасности труда являются обязательный инструктаж вновь принимаемых на работу и периодический инструктаж всех работников предприятия.
Инструктаж проводит главный инженер по технике безопасности. Вновь принимаемых на работу знакомят с основными положениями по охране труда, правилами внутреннего распорядка, требованиями пожарной безопасности, средствами защиты работающих и способами оказания первой доврачебной помощи пострадавшим и т.п. Особое значение имеет инструктаж на рабочем месте с показом безопасных методов работы.
Все работники независимо от производственного стажа и квалификации должны один раз в шесть месяцев проходить повторный инструктаж, а лица, выполняющие работы повышенной безопасности (сварщики и др.) – один раз в три месяца.
4.2 Требования безопасности при ТО и ремонте автомобиля
При техническом обслуживании и ремонте автомобилей необходимо принимать меры против их самостоятельного перемещения. Запрещается техническое обслуживание и ремонт автомобиля с работающим двигателем, за исключением случаев его регулировки.
Подъёмно-транспортное оборудование должно быть в исправном состоянии и использоваться только по своему прямому назначению. Во время работы не следует оставлять инструменты на краю смотровой канавы, на подножках, капоте или крыльях автомобиля. При сборочных работах запрещается проверять совпадение отверстий в соединяемых деталях пальцами: для этого необходимо пользоваться специальными ломиками, бородками или монтажными ключами.
Во время разборки и сборки узлов и агрегатов следует применять специальные съёмники и ключи. Отвёртывать гайки зубилом и молотком не разрешается. Запрещается загромождать проходы между рабочими местами.
Повышенную опасность представляют операции снятия и установки пружин, поскольку в них накоплена значительная энергия.
Эти операции необходимо выполнять на стендах или с помощью приспособлений. Гидравлические и пневматические устройства должны быть снабжены предохранительными и перепускными клапанами. Рабочий инструмент следует держать в исправном и чистом состоянии.
4.3 Требования производственной санитарии и промышленной гигиены
Помещения, в которых рабочие выполняют техническое обслуживание или ремонт автомобиля, должны находиться под ним, необходимо оборудовать смотровыми канавами, эстакадами с направляющими предохранительными ребордами или съёмниками.
Приточно-вытяжная вентиляция должна обеспечивать удаление выделяемых паров и газов и приток свежего воздуха. Естественное и искусственное освещение рабочих мест должно быть достаточным для безопасного выполнения работ.
На территории предприятия необходимо наличие санитарно-бытовых помещений – гардеробных, душевых, умывальных.
4.4 Меры пожарной безопасности
Во всех производственных помещениях необходимо выполнять следующие противопожарные требования: курить только в специально отведённых местах; не пользоваться открытым огнём; разлитое масло и топливо убирать с помощью песка и т.п.
Успех ликвидации пожара зависит от быстроты оповещения, о его начале и введении в действие эффективных средств пожаротушения. При невозможности тушения водой горящую поверхность накрывают специальными асбестовыми покрывалами, используют пенные либо углекислые огнетушители.
4.5 Меры электробезопасности
Разрешается работать только инструментами, имеющими защитное заземление. Штепсельные соединения для включения инструмента должны иметь заземление. При переходе электрифицированным инструментом с одного места на другое нельзя натягивать провод.
Работать с электрифицированным инструментом, с напряжением, превышающим 42 вольта можно только в резиновых перчатках стоя на резиновом коврике. В помещении без повышенной опасности можно использовать переносные лампы напряжение не превышающем 42 вольта.
4.6 Расчёт освещения в зоне ТО-1
Расчёт естественного освещения сводится к определению числа оконных проёмов при боковом освещении.
Световая площадь оконных пролётов зоны рассчитывается по формуле:
Fок = Fто-1 * а, [1, стр. 200]
где Fто-1 = 108 м2 – площадь пола зоны ТО-1;
а – световой коэффициент;
а = (0,25+ 0,30), принимаем а = 0,28;
Fок = 71 * 0,28 = 20 м.
Принимаем 4 оконных проёмов общей площадью 20 м, что обеспечивает необходимую освещённость зоны ТО-1. А именно 2,5 метра высотой, 2,0 метра шириной.
Общая световая мощность ламп:
Wосв = R*Fто-1 , [1, стр. 205]
где R – норма расхода электроэнергии Вт*м; принимаем равной 15 ВТ* м
Wосв = 15 * 71 = 1065 Вт
Берем 5 ламп накаливания мощностью каждой из них по 200 Вт, и 1 лампу на 75 Вт.
4.7 Расчёт вентиляции
В зоне ТО-1 предусмотрена естественная вентиляция, а при выполнении определённых операций с вредными для здоровья веществами, используется искусственная вентиляция.
Исходя из объёма помещения и кратности объёма воздуха, рассчитываем производительность вентилятора:
W = Vц *Ка , [1, стр. 206]
Где Vц = h*Fто-1 – объём помещения, м3 ;
h = 4,2 м – высота цеха;
Vц = 71 * 4,2 = 298,2 м3 ;
Ка = 4 – кратность объёма воздуха;
W = 298,2 * 4 = 1193 м3 .
Заключение
При курсовом проектировании, я изучил структуру и методы работы АТП и в частности зоны ТО-1. Произвел расчеты для данной зоны, а именно годовой объем работ, площадь, численность рабочих. Подобрал для данной зоны ТО-1 оборудование.
Изучил организацию работы АТП и в частности зоны ТО-1, произвел расчет освещения и вентиляции зоны.
Акцентируется внимание на технику безопасности, производственную санитарию, экологию и другие технологические показатели.
Количество автомобилей 210 штук
Годовая трудоемкость работ 73338,7 чел/ч
Число производственных рабочих 5 чел
Площадь участка 71 м2
Площадь оконных проёмов 20 м2
Мощность ламп 1065 Вт
Список используемой литературы
1. Борзых И.О., Суханов Б.Н., Бедарев Ю.Ф., «Техническое обслуживание и ремонт автомобилей», М.: «Транспорт», 1985.
2. Анисимов А.П. «Организация планирования и планирование работы автопредприятий»- М.: Транспорт, 1982.
3. Баранов Л.Ф. «Техническое обслуживание и ремонт машин», М.: «Урожай», 2001.
4. Барков Г.А. «Техническое обслуживание и ремонт автомобилей», М.: «Россельмаш», 1972.
5. Плеханов И.П. «Автомобиль», М.: «Просвещение», 1977.
6. Газарян А.А. Техническое обслуживание автомобилей, 1989 г.
7. Никитенко Н.В. Устройство автомобилей. Транспорт.,1988 г.
8. Швацкий А.А. Справочник механика, М.: Транспорт, 2000г.
9. Кузнецов А.С., Глазачев С.И. «Практическое руководство по ремонту и обслуживанию автомобилей ВАЗ «Ливр», 1997г.