Гетероцепные и карбоцепные волокна. Крашение льняных и хлопчатобумажных тканей. Оборудование для непрерывного и периодического крашения трикотажа и тканей
СОДЕРЖАНИЕ: Сравнительная характеристика химических и физико-химических свойств гетероцепных и карбоцепных волокон. Технология крашения хлопчатобумажных, льняных тканей и из смеси целлюлозных и полиэфирных волокон. Суть заключительной отделки шерстяных тканей.Контрольная работа №1
Вариант №1
1. Сопоставьте по химическим и физико-химическим свойствам гетероцепные и карбоцепные волокна
Синтетические волокна получают из синтетических высокомолекулярных соединений. В зависимости от химического строения данные волокна разделяют на две группы: гетероцепные и карбоцепные.
К волокнам гетероцепным , состоящим из молекул, главные цепи которых включают атомы углерода, азота, кислорода и других элементов, относятся полиамидные, полиэфирные, полиуретановые и т. д. В настоящее время все эти волокна широко используются при изготовлении различных текстильных изделий как бытового, так и технического назначения.
К волокнам карбоцепным , состоящим из молекул, которые содержат в главной цепи только атомы углерода, относятся полиакрилонитрильные, полихлорвиниловые, полиэтиленовые и т. д. Карбоцепные волокна благодаря своим свойствам в настоящее время получили большое распространение при изготовлении технических изделий.
Полиамидные волокна - синтетические волокна, формуемые из расплавов или растворов полиамидов. К таким волокнам относятся капрон, анид, этант. Их поперечное сечение зависит от формы отверстия фильеры, через которую продавливаются полимеры. Обычно для производства полиамидных волокон используют линейные алифатические полиамиды с молекулярной массой от 15 000 до 30 000 (чаще всего поликапроамид и полигексаметиленадипинамид). С конца 60-х гг. 20 в. налажен выпуск полиамидных волокон из ароматических полиамидов, обладающих высокой термостойкостью. Технологический процесс получения полиамидных волокон включает три основных этапа: синтез полимера, формование волокна и его текстильную обработку. Полиамидные волокна характеризуются высокой прочностью при растяжении, отличной стойкостью к истиранию и ударным нагрузкам. Устойчивы к действию многих химических реагентов, хорошо противостоят биохимическим воздействиям, окрашиваются многими красителями.
Максимальная рабочая температура волокон из алифатических полиамидов 80—150°С, волокон из ароматических полиамидов — 350—600°С. Полиамидные волокна растворяются в концентрированных минеральных кислотах, феноле, крезоле, трихлорэтане, хлороформе и др. Полиамидные волокна малогигроскопичны, что является причиной их повышенной электризуемости. Они плохо устойчивы к термоокислительным воздействиям и действию света, особенно ультрафиолетовых лучей. Для устранения этих недостатков в полиамиды вводят различные стабилизаторы.
Полиамидные волокна отличаются высоким относительным разрывным усилием, стойки к истиранию, многократному изгибу, обладают высокой химической стойкостью, морозоустойчивостью, устойчивостью к действию микроорганизмов.
Полиэфирные волокна - синтетические волокна, формуемые из расплава полиэтилентерефталата. К полиэфирным волокнам относится лавсан. В поперечном сечении волокно лавсана имеет форму круга Превосходят по термостойкости большинство натуральных и химических волокон: при 180°С они сохраняют прочность на 50%. Загораются полиэфирные волокна с трудом и гаснут после удаления источника огня; при контакте с искрой и электродугой не обугливаются. Полиэфирные волокна сравнительно атмосферостойки. Они растворяются в фенолах, частично (с разрушением) — в концентрированной серной и азотной кислотах; полностью разрушаются при кипячении в концентрированных щелочах. Обработка паром при 100°С из-за частичного гидролиза полимера вызывает снижение прочности волокна (0,12% за 1 ч). Полиэфирные волокна устойчивы к действию ацетона, четырёххлористого углерода, дихлорэтана и др. растворителей, микроорганизмов, моли, плесени, коврового жучка.
Устойчивость к истиранию и сопротивление многократным изгибам полиэфирных волокон ниже, чем у полиамидных волокон, а ударная прочность выше. Прочность при растяжении полиэфирных волокон выше, чем у других типов химических волокон. Недостатки полиэфирных волокон - трудность крашения обычными методами, сильная электризуемость, склонность к пиллингу, жёсткость изделий — во многом устраняются химической модификацией полиэтилентерефталата, например диметилизофталатом, диметиладипинатом (эти соединения вводят в реакционную смесь на стадии синтеза полиэтилентерефталата).
Полиуретановые волокна - спандекс, синтетические волокна, формуемые из растворов или расплавов полиуретанов или методом химического формования (полиуретан образуется из диизоцианата и диамина непосредственно в процессе волокнообразования). По механическим показателям полиуретановые волокна резко выделяются среди др. видов химических и натуральных волокон и во многом сходны с резиновыми нитями. Для них характерны высокое удлинение, низкий модуль упругости, способность к упругому восстановлению в исходное состояние за очень короткое время. При 120°С, особенно в растянутом состоянии, происходит значительная потеря прочности полиуретановых волокон. Поэтому чистку и крашение изделий из полиуретановых волокон проводят при температурах не выше 90°С. Под действием света полиуретановые волокна желтеют (этого в значительной степени можно избежать применением светостабилизаторов), а их механические свойства изменяются незначительно. Полиуретановые волокна довольно устойчивы к действию гидролитических агентов во время отделки, стирки, крашения; стойки в маслах, хлорсодержащих органических растворителях, кислотах, щелочах. Полиуретановые волокна перерабатывают в чистом виде или в смеси с натуральными или с др. видами химических волокон. Последние идут главным образом на оплётку полиуретановой нити, которая предохраняет стержневую нить от действия света. Для получения тканей используется пряжа, состоящая из 5—20% полиуретановых волокон и 80—95% нерастяжимых волокон.
К полиакрилонитрильным волокнам относится нитрон, по внешнему виду напоминающий шерсть. Поверхность волокна гладкая с гантелеобразным поперечным сечением. Нитрон отличается высоким относительным разрывным усилием, которое в мокром состоянии не меняется, и упругостью. Нитрон не повреждается молью и микроорганизмами, обладает высокой стойкостью к ядерным излучениям. По стойкости к истиранию нитрон уступает полиамидным и полиэфирным волокнам. Кроме того он характеризуется низкой гигроскопичностью, сильной электризуемостью, низкой теплопроводностью и высокой светостойкостью.
Поливинилхлоридные волокна - синтетические волокна, формуемые из растворов поливинилхлорида, перхлорвиниловой смолы или сополимеров винилхлорида. Формование осуществляют по сухому или мокрому методу. К поливинилхлоридным волокнам относится хлорин, который по сравнению с другими синтетическими волокнами и хлопком характеризуется меньшими относительным разрывным усилием, упругостью, стойкостью к истиранию, гигроскопичностью, свето- и термостойкостью. Поливинилхлоридные волокна обладают высокой химической стойкостью, очень низкой тепло- и электропроводностью, негорючи, устойчивы к действию микроорганизмов. Для поливинилхлоридные волокна, не подвергнутых термофиксации, характерна высокая усадка (в кипящей воде до 55%).
Поливинилспиртовые волокна - синтетические волокна, формуемые из растворов поливинилового спирта главным образом по мокрому методу. Поливинилспиртовые волокна в зависимости от технологии производства могут иметь различные механические свойства. Как правило, они обладают высокой прочностью и устойчивостью к истиранию и изгибу. Может быть получено поливинилспиртовое волокно с наибольшей среди других синтетических волокон гигроскопичностью.
В группу поливинилспиртовых волокон входят винол и мтилан:
Винол отличается от всех синтетических волокон повышенной гигроскопичностью, для него характерны высокая стойкость к истиранию и низкая теплопроводность.
Мтилан обладает антимикробными свойствами.
Поливинилспиртовые волокна обладают отличной устойчивостью к действию света, микроорганизмов, пота, различных реагентов (кислот, щелочей, окислителей умеренных концентраций, малополярных растворителей, нефтепродуктов.
2. Каковы различия в технологии подготовки к крашению хлопчатобумажных и льняных тканей по непрерывному способу и что является причиной этих различий?
При очистке и подготовке к крашению хлопчатобумажные суровые ткани проходят нижеследующие операции.
При приемке суровых тканей проверяют их качество, комплектуют производственную партию для проведения последующих операций отделки.
Опаливание проводят с целью удаления с поверхности суровой ткани выступающих волоконец (суровье, которое идет на выработку начесных и ворсовых тканей, а также марля не опаливаются). Для опаливания применяют плитные, цилиндрические или газовые опаливающие машины.
Плитная (желобовая) машина имеет два медных или чугунных желоба 1 (рис.1). При работе машины эти желоба нагреваются до красного каления. Ткань 2 в виде непрерывной ленты, полученной сшиванием нескольких кусков, поступает на раскаленные желоба и проходит по ним со скоростью 2,5—3 м/сек. Чтобы потушить тлеющие волоконца, ткань пропускают через паровой искрогаситель или замачивают в ванне 3.
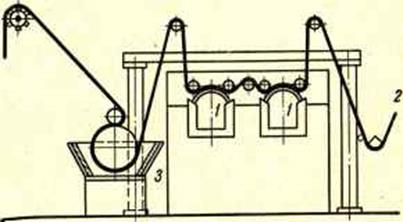
Рис. 1 Схема плитной опальной машины.
На цилиндрической машине опаливание производится с помощью вращающегося медного или чугунного цилиндра, нагретого до красного каления. Ткань, перемещаясь со скоростью 2,5—3 м/сек, в трех местах касается поверхности цилиндра, опаливается и далее поступает либо в паровой искрогаситель, либо замачивается в ванне.
В современных газовых машинах опаливание производится с помощью горелок с прикрытой камерой сгорания. На чугунном корпусе горелки 1 (рис.2) укреплены две части керамиковой насадки 2, выполненные из плиток огнеупора. При сгорании смеси газа и воздуха в камере 3 огнеупор насадки накаливается до температуры пламени, и выделяющееся тепло используется для опаливания ткани 4, перемещающейся со скоростью 2,5—3,5 м/сек. При этом одиночные волоконца, торчащие на поверхности и в структуре ткани, обгорают.
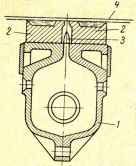
Рис. 2. Схема горелки с прикрытой камерой сгорания.
Расшлихтовка выполняется с целью удаления шлихты и части других естественных примесей, она облегчает проведение в последующем отварки и беления. Для расшлихтовки ткань замачивают в воде температурой 30—40°С и укладывают в ящики для вылеживания на 4—24 ч, в зависимости от плотности ткани. При этом во влажной ткани создаются благоприятные условия для развития микроорганизмов. Под влиянием ферментов, выделяемых микроорганизмами, происходит гидролиз крахмала. Для ускорения расшлихтовки при замочке применяют кислоты слабой концентрации, диастатические препараты, окислители. После отлежки ткань промывают холодной водой в жгутовой мойной машине. Расшлихтованная ткань становится мягче и лучше смачивается.
Отварка применяется для удаления из ткани остатков крахмала и содержащихся в волокнах азотистых, жировосковых и пектиновых веществ. Отварка производится в специальных варочных котлах. Ткань для отварки пропитывают варочным раствором, в состав которого входит в качестве основного реактива едкий натр (3—4% от веса ткани) бисульфит натрия для предохранения целлюлозы от окисления кислородом воздуха; силикат натрия, уменьшающий адсорбцию загрязнений из варочного раствора на ткань. После пропитки ткань плотно при двукратном прессовании укладывают в котел и закрывают крышкой. Варочный раствор, проходя через подогреватель, постепенно снизу заполняет котел с тканью и вытесняет воздух (присутствие кислорода воздуха в котле приводит к ослаблению ткани). Отварка продолжается 3—4 ч при температуре 120—130°С. По окончании процесса отварки ткань промывается на жгутовой мойной машине. После отварки ткань делается более мягкой и лучше смачивается водой, но имеет серо-бурую окраску, более яркую, чем до отварки.
Отбелка разрушает и обесцвечивает вещества, придающие волокнам серо-бурую окраску. В качестве отбеливателей применяют окислители: гипохлорит натрия или кальция (гипохлоритный способ), перекись водорода (перекисный способ), хлорит натрия.
При гипохлоритном способе ткань пропитывают раствором гипохлорита натрия. Как известно, гипохлорит натрия в водном растворе гидролизуется:
![]()
Образующаяся хлорноватистая кислота неустойчива и подвергается различным превращениям с выделением активного хлора, оказывающего основное отбеливающее действие. После обработки гипохлоритом ткань вылеживается в ящиках 1—2 ч. Затем ее промывают и кислуют слабым раствором серной кислоты. После кисловки ткань вылеживается в ящиках 2—3 ч и опять промывается.
При перекисном белении отваренных тканей в белящий раствор, кроме перекиси водорода, вводят едкий натр, который активизирует процесс отбелки. В качестве стабилизатора в раствор добавляют силикат натрия. После обработки белящим раствором ткань 30—40 мин обрабатывают паром в запарном аппарате. После этого ее промывают в горячей, а затем в холодной воде. Перекисный способ значительно ускоряет процесс отбелки, а по степени белизны ткани получаются более качественными.
Разработан и в настоящее время внедряется непрерывный запарной щелочно-перекисный способ беления тканей на специальном агрегате, состоящем из нескольких запарных аппаратов, жгутопропиточных, жгутопромывных и жгутоотжимных машин. Ткань подвергается опаливанию на газоопаливающей машине, первичной, а затем вторичной пропитке щелочным раствором с обработкой в запарном аппарате, промывке, кисловке с пролежкой, снова промывка, затем обработке белящим щелочно-перекисным раствором с последующим запариванием, после чего промывке, отжиму и сушке. С применением этого способа длительность процесса беления уменьшается в 7—8 раз, качество отбелки хорошее.
Мерсеризация — обработка ткани при ее натяжении 25%-ным раствором едкого натра при 15—18°С в течение 30—50 сек (суровые неотбеленные ткани 2—3 мин). После мерсеризации ткань становится шелковистой, увеличивается ее блеск, гигроскопичность и прочность. Мерсеризованные ткани хорошо прокрашиваются и получают прочную и сочную окраску.
Мерсеризацию проводят на цепных или бесцепных машинах. На цепной машине ткань после пропитки едким натром поступает в ширильную часть, где по краям (кромкам) захватывается специальными зажимами (клуппами). Зажимы соединены между собой и образуют две непрерывные цепи, которые при работе машины постепенно удаляются друг от друга и таким образом производят ширение ткани до стандартной ширины. Во время ширения ткань одновременно промывается. Для окончательного удаления щелочи из ткани ее обрабатывают слабым раствором кислоты, затем опять промывают и укладывают в тележки.
На бесцепной машине ткань после предварительного расправления пропитывается раствором едкого натра. Затем промывается горячей водой и далее поступает в ванну для вымывания остатков едкого натра. После этого ткань промывают холодной водой, отжимают и укладывают в тележки. Для предупреждения усадки ткани на бесцепной машине на всех стадиях обработки установлено несколько пар валиков. Верхний обрезиненный вал каждой пары прижимает расправленную ткань к нижнему валу с определенным усилением и этим удерживает ее от усадки.
Ворсование применяют для получения начеса на ткани (байка, фланель, бумазея, замша, сукно, вельветон и др.) ее подвергают ворсованию. Основным рабочим органом ворсовальной машины является барабан, на поверхности которого расположено от 24 до 40 валиков. Четные валики обтянуты лентой с иглами, направленными в сторону движения ткани, на нечетных валиках иглы направлены в сторону, противоположную ее движению. Во время работы машины барабан вместе с валиками совершает вращательные движения, а, кроме того, валики вращаются вокруг своей оси. Ткань, продвигаясь по барабану, касается игольчатой поверхности валиков. При этом иглы выдергивают кончики волокон из утка и расчесывают их в одну (четные валики), а затем в другую (нечетные валики) сторону. Для получения хорошего начеса ткань пропускают несколько раз через ворсовальную машину.
Процесс очистки и подготовки льняных тканей ведут обычно по схеме хлопчатобумажного производства, но более осторожно, повторяя операции несколько раз. Это связано с тем, что льняное волокно в отличие от хлопка содержит больше сопутствующих веществ, в том числе лигнина, который с трудом удаляется. Вследствие этого льняные ткани труднее поддаются отварке, белению и другим видам обработок по сравнению с хлопчатобумажными. Кроме того, приходится опасаться того, чтобы не разрушить технические волокна до элементарных и таким образом не ухудшить свойства ткани.
Следует иметь в виду, что льняные ткани часто вырабатываются из пряжи уже частично отбеленной (различают 1 /4 ; 1 /2 ; 3 /4 ; 4 /4 белую пряжу). В зависимости от этого разрабатывается и технологическая последовательность отделки.
Схема технологического процесса очистки и подготовки льняных тканей следующая: приемка суровья; опаливание; расшлихтовка путем замочки в теплой воде и вылеживание после этого в течение 10—12 ч; отварка, повторяемая обычно два раза, выполняется при более низкой концентрации щелочи, чем для хлопчатобумажной ткани; отбелку ведут комбинированным гипохлоритно-перекисным способом.
Вначале ткань обрабатывают гипохлоритом, затем промывают, кислуют, опять промывают. Для окончательной отбелки ткань обрабатывают щелочным раствором перекиси водорода.
После промывки ткань поступает на заключительную отделку или крашение.
3. Как можно окрасить ткань из смеси целлюлозных и полиэфирных волокон. Приведите технологию крашения
Ткань из смеси целлюлозных и полиэфирных волокон можно окрасить кубозолями по непрерывному термозольному способу без проявления или с проявлением. В первом случае ткань плюсуют (пропитывают и отжимают) при 30 °С в водном растворе, содержащем кубозоли, Na2 CO3 (1-2 г/л), (NH4 )2 SO4 (3-4г/л), NaClO4 (1-2 г/л) и 8%-ный альгинат Na (50-75 г/л), сушат при 20-30 °С и термозолируют - подвергают термообработке горячим воздухом (210-220 °С) в течение 60 секунд. По второму способу ткань плюсуют при 30 °С в растворе, содержащем кубозоли, Na2 CO3 (1 г/л), смачиватель (0,5-1 г/л) и NaNO2 (10 г/л). Затем проявляют в р-ре 2-3%-ной H2 SO4 при 70°С, выдерживают на воздухе нек-рое время, промывают, нейтрализуют и обрабатывают раствором ПАВ (мылуют).
4. На каком оборудовании производится непрерывное и периодическое крашение тканей и трикотажа?
Текстильные материалы окрашивают с использованием периодического, непрерывного или полунепрерывного процесса. Выбор способа крашения зависит от типа материала, химической природы волокна, размера партии красителя и требований к качеству окрашенного изделия.
Красильное оборудование должно быть устойчиво к действию кислот, щелочей, других вспомогательных химических препаратов и красителей. Все части оборудования, контактирующие с красителем, обычно изготавливаются из нержавеющей стали.
Аппараты периодического действия наиболее распространены в текстильном крашении. Масса окрашиваемых изделий в одной партии может достигать 500 кг. Периодическое крашение иногда называют вытяжным, т.к. краситель постепенно переходит из красильной ванны в материал. Текстильные полуфабрикаты могут окрашиваться периодическим способом почти на любой стадии их превращения в текстильный продукт. Общее правило таково: чем ближе стадия крашения к концу производственного процесса, тем больше возможностей для выбора цвета продукта и ниже стоимость крашения.
Некоторые красильные аппараты периодического действия работают при температурах вплоть до С. Если корпус красильного аппарата герметичен, то, поднимая давление, можно проводить крашение при бльших температурах. Хлопок, вискоза, найлон, шерсть и некоторые другие волокнистые материалы хорошо окрашиваются при температурах 100С или ниже. Полиэфирные и некоторые другие синтетические волокна лучше окрашиваются при температурах выше 100С.
Существуют три типа красильных аппаратов периодического действия: 1) с перемещением изделия; 2) с циркуляцией красителя; 3) с перемещением изделия и циркуляцией красителя. В процессе крашения тканей и предметов одежды, как правило, перемещаются изделия; краситель взбалтывается при движении окрашиваемого материала. Волокна, пряжа и ткани могут окрашиваться в аппаратах, где циркулирует краситель. Струйное крашение в аппаратах эжекторного типа наилучший пример процесса, при котором находятся в движении и изделие, и краситель. Аппараты струйного крашения наиболее подходят для вязаных изделий, однако в них можно окрашивать и тканые изделия.
Паковочный красильный аппарат используется для крашения пряжи, намотанной на сетчатую полую шпулю. Краситель закачивается из красильной ванны в шпули, проходит через мотки (паковки) и отсасывается. Затем направление потока изменяется. Процесс повторяется до тех пор, пока не получается требуемый цветовой оттенок. На рисунке 3 показан вертикальный барабан с мотками пряжи.
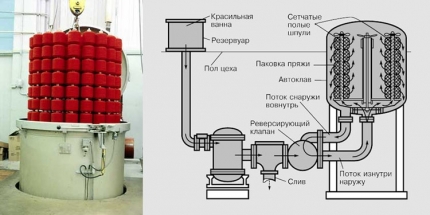
Рис.3 Паковочный красильный аппарат
Непрерывное крашение лучше всего подходит для тканых изделий. Большинство установок непрерывного крашения предназначено для окрашивания материалов, сотканных из смеси полиэфирных и хлопковых волокон. Найлоновые ковры иногда окрашиваются непрерывным способом, однако предназначенные для этого аппараты конструктивно отличаются от аппаратов для крашения безворсовых материалов. Оборудование для непрерывного крашения эффективно и экономично при крашении длинных полос тканей с целью получения определенного однородного цвета (гладкое крашение). Поскольку для загрузки установки непрерывного крашения требуется 450–720 м ткани, этот способ не подходит для коротких полос. Установка непрерывного крашения окрашивает до 9000 м ткани в час.
Допуск на изменение цвета должен быть больше для непрерывного крашения, чем для периодического, ввиду большей скорости процесса и большего числа переменных, влияющих на нанесение красителя. Смешанная полиэфирно-хлопковая ткань может быть окрашена за один проход. Полиэфирные волокна окрашиваются в первых ступенях установки посредством процесса термофиксации (при высокой температуре); хлопковые и вискозные волокна окрашиваются в последующих ступенях с использованием пара для закрепления красителя. Незакрепленный краситель и вспомогательные химические препараты вымываются из ткани после окончания процесса. Обычно ткань сушится на горячих каландрах перед выводом из красильного аппарата.
5. Опишите технологию крашения и печатания хлопчатобумажных тканей кубозолями
Кубозоли — это видоизмененная водорастворимая форма кубовых красителей. Благодаря использованию кубозолей и индигозолей, которые представляют собой сернокислые эфиры лейкосоединений кубовых и тиоиндигоидных красителей, могут быть устранены трудности получения равномерных окрасок при гладком крашении, что обычно имеет место в случае использования кубовых красителей. Кубозоли и индигозоли растворимы в воде, использование их в крашении не вызывает особых трудностей. Красители эти могут применяться как при периодических, так и при непрерывных способах крашения, причем обеспечивается удовлетворительная равномерность окраски даже на трудно прокрашиваемых тканях и сохраняется прочность окрасок на уровне прочности окрасок кубовыми красителями.
Красители в растворимой форме наносят на волокно и непосредственно на волокне путем специальных обработок (омыления лейкоэфира красителя в кислой среде и последующего окисления) переводят в нерастворимую форму.
Кубозоли - название Na-солей кислых сернокислых эфиров лейкосоединений кубовых красителей общей формулы R(OSO3 Na)x , где R-opг. остаток, х= 2-4.
Под действием кислот и окислителей кубозоли переходят в нерастворимую форму (исходные кубовые красители). Обладают существенно меньшим сродством к целлюлозным и белковым волокнам, чем лейкосоединения исходных кубовых красителей. Вследствие этого кубозоли по сравнению с кубовыми красителями более удобны в применении, обеспечивают получение более равномерных окрасок слабых (пастельных тонов) и средних интенсивностей, что позволяет использовать их для крашения трудноокрашиваемых тканей (плащевых и сорочечных).
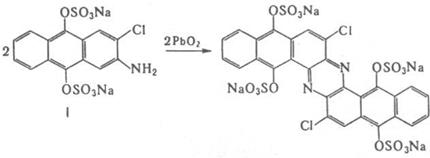
Получают кубозоли восстановлением кубовых красителей порошком Fe в среде пиридина в присутствием олеума или хлорсульфоновой кислоты при 40-80 °С. Образовавшуюся Fe-соль сульфата лейкосоединения обрабатывают содой и получают кубозоли. Существуют и другие способы синтеза кубозолей. Например, кубозоль голубой синтезируют окислением динатриевой соли дисернокислого эфира 2-амино-З-хлорантрагидрохинона в щелочной среде:
Поскольку кубозоли легко разлагаются под действием О2 воздуха, света и кислых паров, их стабилизируют щелочами, мочевиной, диметилсульфанилатом Na или глауберовой солью. Выпускают в виде порошков со сроком хранения 1-2 года. При работе с ними нельзя допускать попадания прямых солнечных лучей, т.к. это может привести к преждевременному их разложению и, в конечном счете, - к получению неравномерных окрасок и потере интенсивности.
Применяют кубозоли преимущественно для крашения целлюлозных волокон и печатания тканей из них, реже для крашения тканей изсмеси целлюлозных и полиэфирных волокон; используют иногда для крашения натурального шелка, шерстяного и полиамидного волокон.
Основные стадии крашения:
- обработка материала нейтральным или слабощелочным раствором кубозолей;
- его кислотный гидролиз до лейкосоединения;
- окисление лейкосоединения в кубовый краситель;
- промывка,
- нейтрализация,
- обработка раствором ПАВ (мыловка).
Гидролиз и окисление обычно объединяют в одну стадию - проявление. В зависимости от метода проявления окраски и используемого окислителя различают нитритный, бихроматный, железно-купоросный и запарной (проявление насыщенным паром) способы крашения. Наибольшее распространение получил нитритный способ, который сравнительно прост и обеспечивает получение воспроизводимых и устойчивых окрасок. При крашении по непрерывному нитритному способу ткань пропитывают при 60-85°С раствором, содержащим кубозоли, NaNO2 (5-10 г/л), смачиватель (0,25-2,0 г/л), Na2 CO3 (0,5-1,0 г/л). Иногда добавляют загуститель (10-25 г/л), например, 8%-ный раствор карбоксиметилцеллюлозы или альгината Na. Затем ткань отжимают до 65-85%-ного привеса, обрабатывают 2-3%-ной H2 SO4 при 50-70°С в течение 2-3секунд. По периодическому способу крашение проводят при 50-75°С в течение 25-30 минут в растворе, содержащем кубозоли, NaNO2 (2,0-2,5 г/л) и NaCl (10-15 г/л), после чего материал обрабатывают 2-3%-ной H2 SO4 при 20-25 °С (при использовании трудноокисляемых кубозолей - при 65-75 °С) в течение 15-20 минут.
6. Из каких операций состоит заключительная отделка шерстяных тканей?
При заключительной отделке шерстяные ткани проходят следующие виды обработки: стрижку, аппретирование (только полушерстяные), прессование, декатировку.
Стрижка для гребенных тканей выполняется с целью удаления с поверхности отдельно торчащих волоконец; суконных — для подравнивания высоты ворса (начеса). Шерстяные ткани стригут на стригальной машине, принцип работы которой состоит в следующем. Ткань поступает в рабочую зону машины, где имеется острый нож 1 (рис.4), установленный горизонтально, и цилиндр 2 со спирально установленными ножами. При огибании тканью столика 3 горизонтальный нож поднимает волокна с поверхности ткани, а спиральные ножи вращающегося цилиндра срезают их. Шерстяные ткани стригут с лицевой и изнаночной стороны. После стрижки ткань чистят.
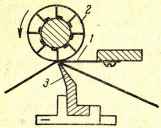
Рис. 4 Схема стригальной машины.
Аппретированию подвергаются некоторые полушерстяные костюмные и платьевые ткани. Для придания им мягкости и уменьшения сминаемости их обрабатывают аппретами, в состав которых вводят крахмал, мягчители и др.
Прессование применяется для уплотнения, выравнивания ткани и придания ей блеска. Прессование производится на цилиндрических прессах (самопрессах), представляющих собой полый цилиндр 1 (рис. 5) с двумя полыми корытами 2, прилегающими к цилиндру. При работе пресса ткань 3 пропускают между нагретыми до 90—100°С цилиндром и корытами. Регулируя зазор между цилиндром и корытами получают на ткани определенный эффект прессования.
Декатировка проводится на декатирах и заключается в обработке ткани горячим паром с последующим высушиванием. Эта операция проводится для уменьшения усадки ткани, придания ей устойчивых линейных размеров. При декатировке ткань свободно наматывают на полый дырчатый цилиндр, сверху закрывают кожухом, а внутрь цилиндра в течение 5—10 мин подают горячий пар. Потом с помощью вакуумнасоса отсасывают пар из ткани, а затем воздух, высушивающий ткань.
После вылеживания в течение 4—6 ч ткань поступает на разбраковку и упаковку.
Специальные виды отделки применяются также и для шерстяных тканей.
Несминаемая отделка применяется главным образом для полушерстяных тканей из шерстяных и вискозных штапельных волокон. Для отделки этих тканей используют диметилолмочевину или химические препараты, используемые при аналогичной отделке штапельных вискозных тканей, но при несколько иных режимах. В результате несминаемой отделки несминаемость этих тканей повышается на 17—20%.
Противомолевая пропитка шерстяных тканей применяется для предохранения их от разрушения личинками моли. В качестве пропиток используют различные химические вещества, которые являются ядом для личинок моли: хлорированные ароматические сульфокислоты, выпускаемые в виде препаратов под различными названиями, например, митин FF, эвлан. Очень эффективным средством защиты шерстяных тканей от личинок моли является препарат ДДТ. Препарат ДДТ не растворим в воде, но растворяется в органических растворителях: бензине, дихлорэтане, жирах. Поэтому вначале готовят стойкую водную жировую эмульсию ДДТ, которой и обрабатывают ткань (ДДТ берут в количестве до 1% от веса ткани). Хорошее закрепление ДДТ на волокнах получается при внесении водной эмульсии в красильную ванну при крашении ткани.
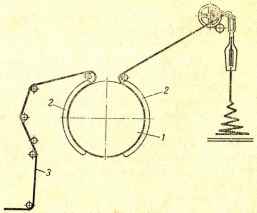
Рис. 5 Самопресс.
Безусадочной отделке подвергают большинство тканей из шерстяной малокрученой пряжи, обладающих значительной усадкой. Для получения малоусадочных тканей их обрабатывают специальными растворами (сополимера винилпиридина и бутилакрилата, метилированного метилолмеламина). После такой обработки значительно уменьшается усадка и свойлачиваемость материала, повышается несминаемость и устойчивость к истиранию. Швейные изделия, изготовленные из обработанной таким образом ткани лучше сохраняют форму.