Исследование модели электролитического осаждения меди
СОДЕРЖАНИЕ: Историческая справка. Положение меди в периодической системе Д.И. Менделеева. Распространение в природе. Получение, физические свойства, применение. Метод электролитического осаждения. Построение физико-математической модели. Определение характеристик.Федеральное агентство по образованию
Государственное образовательное учреждение
высшего профессионального образования
Нижегородский государственный технический университет
Кафедра Физика и технология материалов и компонентов электронной техники
Заведующий кафедрой
____________ Воротынцев В.М.
«____» ________________ 2005 г.
Исследование модели электролитического осаждения меди
Вариант №7
РУКОВОДИТЕЛЬ Панкратов А.В.
(подпись) (Ф.И.О.) ________________дата |
|
СТУДЕНТ Шаров А.Ю.
(подпись) (Ф.И.О.) ________________дата (группа или шифр) Работа защищена________________ Протокол №_____________________ С оценкой ______________________ |
2005
Содержание
1 Введение 2
2.1 Историческая справка 3
2.2 Положение меди в периодической системе Д.И. Менделеева 4
2.3 Распространение в природе 4
2.4 Получение 5
2.5 Физические свойства 8
2.6 Применение 8
2.8 Метод электролитического осаждения 9
3 Построение физико-математической модели 15
4 Определение характеристик 17
5 Общие нелинейные дифференциальные уравнения 19
5.1 Нелинейный оператор Лапласа 19
5.2 Уравнение Монжа—Ампера 20
5.3 Уравнения четвертого порядка 20
6 Список использованных источников 22
1 Введение
Уровень технологии производства радиоэлектронных устройств является одним из основных факторов, определяющих научно-технический прогресс страны. Важнейшим элементом современных радиоэлектронных устройств являются интегральные микросхемы.
Разработка и ускоренное внедрение в производство перспективной электронной базы, в том числе больших интегральных схем (БИС) с высоким быстродействием и степенью интеграции в значительной степени определяется созданием систем автоматизированного проектирования (САПР) и подготовкой высококвалифицированных инженерных кадров, в совершенстве владеющих инструментом машинного моделирования интегральных микротехнологий приборов и схем.
Инженер-технолог производства интегральных схем должен овладеть физико-химическими основами этого производства, анализом и синтезом технологических процессов, теорией точности и надежности технологических процессов, теорией математического моделирования и оптимизации производства, наукой о процессах и аппаратах.
2 Химический процесс – область применения
Медь – химический элемент. Один из семи металлов, известных с глубокой древности. По некоторым археологическим данным - медь была хорошо известна египтянам еще за 4000 лет до н. э. Знакомство человечества с медью относится к более ранней эпохе, чем с железом; это объясняется с одной стороны более частым нахождением меди в свободном состоянии на поверхности земли, а с другой сравнительной легкостью получения ее из соединений. Особенно важна медь для электротехники. По электропроводности медь занимает второе место среди всех металлов, после серебра. Однако в наши дни во всем мире электрические провода, на которые раньше уходила почти половина выплавляемой меди, все чаще делают из алюминия. Он хуже проводит ток, но легче и доступнее. Медь же, как и многие другие цветные металлы, становится все дефицитнее. Если в 19 в. медь добывалась из руд, где содержалось 6-9% этого элемента, то сейчас 5%-ные медные руды считаются очень богатыми, а промышленность многих стран перерабатывает руды, в которых всего 0,5% меди.
2.1 Историческая справка
Медь относится к числу металлов, известных с глубокой древности. Раннему знакомству человека с медью способствовало то, что она встречается в природе в свободном состоянии в виде самородков, которые иногда достигают значительных размеров. Медь и её сплавы сыграли большую роль в развитии материальной культуры. Благодаря лёгкой восстановимости окислов и карбонатов, медь была, по-видимому, первым металлом, который человек научился восстановлять из кислородных соединений, содержащихся в рудах. Древняя Греция и Рим получали медь с острова Кипра (Cyprum), откуда и название ее Сuprum.
В древности для обработки скальной породы её нагревали на костре и быстро охлаждали, причём порода растрескивалась. Уже в этих условиях были возможны процессы восстановления. В дальнейшем восстановление вели в кострах с большим количеством угля и с вдуванием воздуха посредством труб и мехов. Костры окружали стенками, которые постепенно повышались, что привело к созданию шахтной печи. Позднее методы восстановления уступили место окислительной плавке сульфидных медных руд с получением промежуточных продуктов - штейна (сплава сульфидов), в котором концентрируется медь, и шлака (сплава окислов).
2.2 Положение меди в периодической системе Д.И. Менделеева
Медь (Cuprum), Сu — химический элемент побочной подгруппы первой группы периодической системы элементов Д.И. Менделеева. Порядковый номер 29, атомная масса 63,54. Распределение электронов в атоме меди — Is2 2 s2 2 p6 3 s2 3 p6 3 d10 4 s1 .
Природная медь состоит из смеси 2-х стабильных изотопов с массовыми числами 63 (69,1%) и 65 (30,9%). Сечение захвата тепловых нейтронов атомов меди 3,59-10-28 м-2 . Путем бомбардировки никеля протонами или дейтронами искусственно получают радиоактивные изотопы меди 61 Сu и 64 Сu с периодами полураспада 3,3 и 12,8 ч соответственно. Эти изотопы обладают высокой удельной активностью и используются в качестве меченых атомов.
Заполненная d-оболочка меди менее эффективно экранирует s-электрон от ядра, чем оболочка инертного газа, поэтому первый потенциал ионизации меди выше, чем у щелочных металлов. Так как в образовании металлической связи принимают участие и электроны d-оболочки, теплота испарения и температура плавления меди значительно выше, чем у щелочных металлов, что обусловливает более «благородный» характер меди по сравнению с последними. Второй и третий потенциалы ионизации меньше, чем у щелочных металлов, что в значительной степени объясняет проявление свойств меди как переходного элемента, который в степени окисления II и III имеет парамагнитные свойства окрашенных ионов и комплексов. Медь(I) также образует многочисленные соединения по типу комплексов переходных металлов.
2.3 Распространение в природе
Среднее содержание меди в земной коре 4,7-10-3 % (по массе), в нижней части земной коры, сложенной основными породами, её больше (1-10-2 %), чем в верхней (2-10-3 %), где преобладают граниты и другие кислые изверженные породы. Медь энергично мигрирует как в горячих водах глубин, так и в холодных растворах биосферы; сероводород осаждает из природных вод различные сульфиды меди, имеющие большое промышленное значение. Среди многочисленных минералов меди преобладают сульфиды, фосфаты, сульфаты, хлориды, известны также самородная медь, карбонаты и окислы.
Медь - важный элемент жизни, она участвует во многих физиологических процессах. Среднее содержание меди в живом веществе 2-10-4 %, известны организмы - концентраторы меди. В таёжных и других ландшафтах влажного климата медь сравнительно легко выщелачивается из кислых почв, здесь местами наблюдается дефицит меди и связанные с ним болезни растений и животных (особенно на песках и торфяниках). В степях и пустынях (с характерными для них слабощелочными растворами) медь малоподвижна; на участках месторождений меди наблюдается её избыток в почвах и растениях, отчего болеют домашние животные.
В речной воде очень мало меди, 1-10-7 %. Приносимая в океан со стоком медь сравнительно быстро переходит в морские илы. Поэтому глины и сланцы несколько обогащены медью (5,7-10-3 %), а морская вода резко недосыщена медью (3-10-7 %).
В морях прошлых геологических эпох местами происходило значительное накопление меди в илах, приведшее к образованию месторождений (например, Мансфельд в Германии). Медь энергично мигрирует и в подземных водах биосферы, с этими процессами связано накопление руд меди в песчаниках.
Медь образует до 240 минералов, однако лишь около 40 имеют промышленное значение.
Различают сульфидные и окисленные руды меди. Промышленное значение имеют сульфидные руды, из которых наиболее широко используется медный колчедан (халькопирит) CuFeS2 . В природе он встречается главным образом в смеси с железным колчеданом FeS2 и пустой породой, состоящей из оксидов Si, Al, Ca и др. Часто сульфидные руды содержат примеси благородных металлов (Аи, Ag), цветных и редких металлов (Zn, Pb, Ni, Co, Mo и др.) и рассеянных элементов (Ge и др.).
Содержание меди в руде обычно составляет 1—5%, но благодаря легкой флотируемости халькопирита его можно обогащать, получая концентрат, содержащий 20% меди и более [1845]. Наиболее крупные запасы медных руд сосредоточены главным образом на Урале, в Казахстане, Средней Азии, Африке (Катанта, Замбия), Америке (Чили, США, Канада).
2.4 Получение
Медные руды характеризуются невысоким содержанием меди. Поэтому перед плавкой тонкоизмельчённую руду подвергают механическому обогащению; при этом ценные минералы отделяются от основной массы пустой породы; в результате получают ряд товарных концентратов (например, медный, цинковый, пиритный).
В мировой практике 80 % меди извлекают из концентратов пирометаллургическими методами, основанными на расплавлении всей массы материала. В процессе плавки, вследствие большего родства меди к сере, а компонентов пустой породы и железа к кислороду, медь концентрируется в сульфидном расплаве (штейне), а окислы образуют шлак. Штейн отделяют от шлака отстаиванием.
На большинстве современных заводов плавку ведут в отражательных или в электрических печах. В отражательных печах рабочее пространство вытянуто в горизонтальном направлении; площадь подачи 300 м2 и более (30 м; 10 м), необходимое для плавления тепло получают сжиганием углеродистого топлива (естественный газ, мазут, пылеуголь) в газовом пространстве над поверхностью ванны. В электрических печах тепло получают пропусканием через расплавленный шлак электрического тока (ток подводится к шлаку через погруженные в него графитовые электроды).
Однако и отражательная, и электрическая плавки, основанные на внешних источниках теплоты, - процессы несовершенные. Сульфиды, составляющие основную массу медных концентратов, обладают высокой теплотворной способностью. Поэтому всё больше внедряются методы плавки, в которых используется теплота сжигания сульфидов (окислитель - подогретый воздух, воздух, обогащенный кислородом, или технический кислород). Мелкие, предварительно высушенные сульфидные концентраты вдувают струей кислорода или воздуха в раскалённую до высокой температуры печь. Частицы горят во взвешенном состоянии (кислородно-взвешенная плавка). Можно окислять сульфиды и в жидком состоянии; эти процессы усиленно исследуются в СССР и за рубежом (Япония, Австралия, Канада) и становятся главным направлением в развитии пирометаллургии сульфидных медных руд.
Богатые кусковые сульфидные руды (2-3 % Cu) с высоким содержанием серы (35-42 % S) в ряде случаев непосредственно направляются на плавку в шахтных печах (печи с вертикально расположенным рабочим пространством). В одной из разновидностей шахтной плавки (медно-серная плавка) в шихту добавляют мелкий кокс, восстановляющий в верхних горизонтах печи SO2 до элементарной серы. Медь в этом процессе также концентрируется в штейне.
Получающийся при плавке жидкий штейн (в основном Cu2 S, FeS) заливают в конвертер - цилиндрический резервуар из листовой стали, выложенный изнутри магнезитовым кирпичом, снабженный боковым рядом фурм для вдувания воздуха и устройством для поворачивания вокруг оси. Через слой штейна продувают сжатый воздух. Конвертирование штейнов протекает в две стадии. Сначала окисляется сульфид железа, и для связывания окислов железа в конвертер добавляют кварц; образуется конвертерный шлак. Затем окисляется сульфид меди с образованием металлической меди и SO2 . Эту черновую медь разливают в формы. Слитки (а иногда непосредственно расплавленную черновую медь) с целью извлечения ценных спутников (Au, Ag, Se, Fe, Bi и других) и удаления вредных примесей направляют на огневое рафинирование. Оно основано на большем, чем у меди, сродстве металлов-примесей к кислороду: Fe, Zn, Co и частично Ni и другие в виде окислов переходят в шлак, а сера (в виде SO2 ) удаляется с газами. После удаления шлака медь для восстановления растворённой в ней Cu2 O дразнят, погружая в жидкий металл концы сырых берёзовых или сосновых брёвен, после чего отливают его в плоские формы. Для электролитического рафинирования эти слитки подвешивают в ванне с раствором CuSO4 , подкислённым H2 SO4 . Они служат анодами. При пропускании тока аноды растворяются, а чистая медь отлагается на катодах - тонких медных листах, также получаемых электролизом в специальных матричных ваннах. Для выделения плотных гладких осадков в электролит вводят поверхностно-активные добавки (столярный клей, тиомочевину и другие). Полученную катодную медь промывают водой и переплавляют. Благородные металлы, Se, Te и другие ценные спутники меди концентрируются в анодном шламе, из которого их извлекают специальной переработкой.
Наряду с пирометаллургическими применяют также гидрометаллурги-ческие методы получения меди (преимущественно из бедных окисленных и самородных руд). Эти методы основаны на избирательном растворении медьсодержащих минералов, обычно в слабых растворах H2 SO4 или аммиака. Из раствора меди, либо осаждают железом, либо выделяют электролизом с нерастворимыми анодами. Весьма перспективны применительно к смешанным рудам комбинированные гидрофлотационные методы, при которых кислородные соединения меди растворяются в сернокислых растворах, а сульфиды выделяются флотацией. Получают распространение и автоклавные гидрометаллургические процессы, идущие при повышенных температурах и давлении.
2.5 Физические свойства
Техническая медь — металл красного, в изломе розового цвета, при просвечивании в тонких слоях — зеленовато-голубой. Имеет гранецентрированную кубическую решетку с параметром а = 0,36074 нм, плотность 8,96 кг/м3 (20° С).
Основные физические свойства меди
Температура плавления, °С1083
Температура кипения, °С2600
Теплота плавления, кДж/г-ат.0,7427
Теплота испарения, кДж/г-ат.17,38
Удельная теплоемкость, Дж/(г. град) (20°С)0,022
Теплопроводность, Дж/(м. град. с) (20°С)2,25-10-3
Электрическое сопротивление, Ом. м (20°С)1,68-Ю-4
Удельная магнитная восприимчивость,0,086. 10-6
абс. эл.-магн. ед./г (18 °С)
Медь — вязкий, мягкий и ковкий металл, уступающий только серебру высокой теплопроводностью и электропроводностью. Эти качества, а также пластичность и сопротивление коррозии обусловили широкое применение меди в промышленности.
2.6 Применение
Большая роль меди в технике обусловлена рядом её ценных свойств и, прежде всего высокой электропроводностью, пластичностью, теплопроводностью. Благодаря этим свойствам медь - это основной материал для проводов; свыше 50 % добываемой меди применяют в электротехнической промышленности. Все примеси понижают электропроводность меди, а потому в электротехнике используют металл высших сортов, содержащий не менее 99,9 % Cu. Высокие теплопроводность и сопротивление коррозии позволяют изготовлять из меди ответственные детали теплообменников, холодильников, вакуумных аппаратов и т. п. Около 30-40 % меди используют в виде различных сплавов, среди которых наибольшее значение имеют латуни (от 0 до 50 % Zn) и различные виды бронз; оловянистые, алюминиевые, свинцовистые, бериллиевые и т. д. (подробнее см. Сплавы меди). Кроме нужд тяжёлой промышленности, связи, транспорта, некоторое количество меди (главным образом в виде солей) потребляется для приготовления минеральных пигментов, борьбы с вредителями и болезнями растений, в качестве микроудобрений, катализаторов окислительных процессов, а также в кожевенной и меховой промышленности и при производстве искусственного шёлка.
Медь как художественный материал используется с медного века (украшения, скульптура, утварь, посуда). Кованые и литые изделия из меди и сплавов украшаются чеканкой, гравировкой и тиснением. Лёгкость обработки меди (обусловленная её мягкостью) позволяет мастерам добиваться разнообразия фактур, тщательности проработки деталей, тонкой моделировки формы. Изделия из меди отличаются красотой золотистых или красноватых тонов, а также свойством обретать блеск при шлифовке. Медь нередко золотят, патинируют, тонируют, украшают эмалью. С 15 века медь применяется также для изготовления печатных форм.
В медицине сульфат меди применяют как антисептическое и вяжущее средство в виде глазных капель при конъюнктивитах и глазных карандашей для лечения трахомы. Раствор сульфата меди используют также при ожогах кожи фосфором. Иногда сульфат меди применяют как рвотное средство. Нитрат меди употребляют в виде глазной мази при трахоме и конъюнктивитах.
2.8 Метод электролитического осаждения
Метод электролитического осаждения – наиболее старый метод получения тонкопленочных структур металлов. В технологии производства изделий электронной техники этот метод для осаждения серебра, золота, меди и никеля, хрома, свинца, платины, олова, цинка и ряда других металлов [1]. Достаточно давно этот метод применяется для получения тонких пленок ферромагнитных металлов и их сплавов [2, 3]. Технологический процесс происходит в электролитической ванне, упрощенная схема которой представлена на рисунке 3.1. В качестве электролита такой ванны используются водные растворы солей осаждаемого металла. Например, для осаждения пленок никеля электролит содержит растворы сульфата никеля и хлористого аммония. Катионы, которые нужно осадить, могут присутствовать в электролите в виде свободных ионов или комплексов. Анод электролитической ванны соединен с положительным полюсом источника постоянного тока, катод, являющийся подложкой осаждаемой пленки – с отрицательным полюсом.
При пропускании через электролитическую ванну электрического тока, величина которого контролируется амперметром, катионы, в числе которых и катионы осаждаемого металла, движутся к катоду (в нашем примере Ni2+ и NH4 + ), анионы (SO4 2- и Cl- ) – в противоположном направлении.
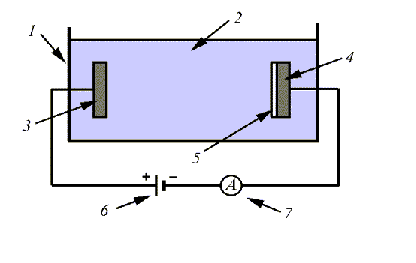
1 – ванна, 2 –электролит, 3 – анод, 4 – катод, 5 – пленка, 6 – источник питания, 7 – амперметр.
Рисунок 3.1 Схема электролитической ванны.
Согласно законам электролиза Фарадея скорость осаждения металла на катоде определяется плотностью электрического тока j , прошедшего через электролитическую ванну:
 , (3.1)
, (3.1)
где h - выход по току; r - плотность осажденного металла; E – напряженность электрического поля; F – число Фарадея.
На рисунке 3.2. схематически показана вольтамперная характеристика процесса электролиза. При абсолютном значении потенциала катода j выше некоторой величины jН процесс электролитического осаждения достигает насыщения. С другой стороны при j jР осаждение металлической пленки на катоде прекращается и наблюдается даже растворение катода. В этом режиме электролитическую ванну можно использовать для предварительной очистки подложки. Таким образом, технологический режим электролитического осаждения ограничен значениями потенциала катода от jН доjР .
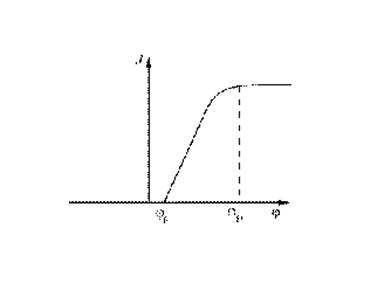
Рисунок 3.2 Зависимость тока электролитического осаждения от абсолютного значения потенциала катода.
На процесс электролитического осаждения металлической пленки существенное влияние оказывают состав электролита, кислотность электролитической ванны, плотность электрического тока, температура подложки и т.д. Технологические режимы, как правило, подбираются опытным путем из условия наилучшего протекания процесса электролитического осаждения. Для улучшения этого процесса в электролит добавляют различные присадки, которые не влияют на состав осаждаемой пленки, а для улучшения самого процесса электролитического осаждения. Например, не восстанавливающие катионы калия и кальция в электролите увеличивают его электропроводность. Добавки различных неорганических соединений уменьшают зависимость процесса от кислотности электролита.
Наиболее простой способ получения многослойных структур металлов возможен при многократном переносе подложки из одного электролита в другой, в каждом из которых осаждается пленка соответствующего металла. Таким способом еще в 1921 г. были получены пленки из чередующихся слоев меди и никеля. В современных методах электролитического осаждения многослойных структур металлов используется тот факт, что у многих металлов существенно отличаются их равновесные потенциалы восстановления [4]. Так, например, немагнитные металлы Cu, Ag, Au могут осаждаться при очень малых (иногда даже положительных) потенциалах катода, магнитные элементы группы железа эффективно осаждаются при достаточно высоких отрицательных потенциалах катода. Разница между ними может составлять 600 мВ и более [4, 5]. Это обстоятельство позволяет при использовании импульсного напряжения на катоде получать многослойные структуры из одного и того же электролита.
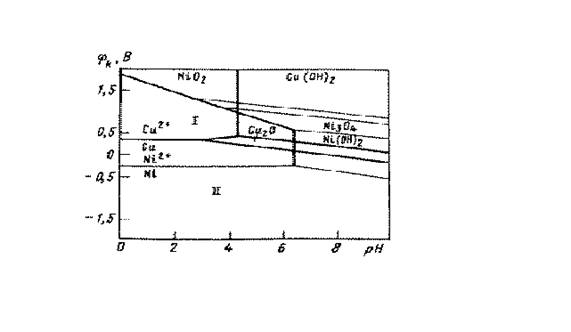
Рисунок 3.3 Совмещеннае диаграмма Пюрбаха меди и никеля [5]
На рисунке 3.3 приведены совмещенные диаграммы Пюрбаха меди и никеля [4,5]. Из них видно, что при потенциале катода в области I на катоде будет осаждаться только медь. Если потенциал находится в области II, то будут осаждаться как медь, так и никель. В технологии электролитического осаждения многослойных структур из одного электролита используется электролит, содержащий соли обоих металлов. Предельная плотность тока осаждения каждого элемента в этом случае зависит от его концентрации в электролите. На рис. 3.4 в качестве примера приведена зависимость плотности тока осаждения меди от потенциала катода для электролитов с разным содержанием ионов меди. Из солей металлов в состав электролита входили никель сернокислый (NiSO4), никель хлористый (NiCl2) и медь сернокислая [5]. Кривая 1 соответствует простому электролиту, содержащему только ионы никеля с потенциалом насыщения, соответствующего точке В (сравнить с данными рисунке 3.2). По мере увеличения в электролите ионов меди в вольтамперной зависимости процесса электролитического осаждения наблюдается вторая область насыщения (точка А), которая определяется предельной плотностью тока осаждения меди. при значительно меньших потенциалах на катоде. Отсюда следует, что при потенциале катода 100…500 мВ (точка А, рисунке 3.4) на нем будет осаждаться чистая медь, так как этого потенциала еще недостаточно для осаждения никеля. Если теперь резко поднять потенциал катода до величины приблизительно 1000 мВ (точка В на рисунке 3.4), то выделяться будет практически только никель, так как скорость осаждения меди остается малой в сравнении со скоростью осаждения никеля.
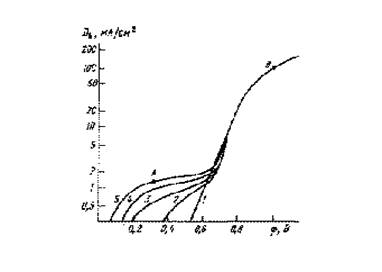
Рисунок 3.4 Зависимость плотности тока осаждения меди от потенциала катода для электролитов с различной концентрацией ионов Cu2+ [4]
Для получения многослойных структур необходимо на катод электролитической ванны периодически подавать импульсы напряжения разной амплитуды и длительности, в течение которых на катоде будет осаждаться соответствующий металл. В зависимости от режимов подачи импульсов различают потенциостатическое и гальваностатическое импульсное электролитическое осаждение. При гальваностатическом осаждении на катоде поддерживается постоянной в течение каждого импульса плотность тока. Так, при получении Cu-Ni многослойных структур [5] плотность тока при осаждении слоя меди составляла 1,5 мА/см2, в то время как при осаждении слоя никеля плотность тока поддерживалась равной 100 мА/см2. В потенциостатическом режиме постоянными на катоде поддерживались напряжения: 400 мВ для меди и 1000 мВ для никеля. При длительности импульсов 5,5 с и 0,2 с при осаждении Cu и Ni соответственно формировались слои этих металлов одинаковой толщины по 100 .
Потенциостатический режим осаждения в большинстве случаев позволяет получать более резкую границу между слоями в магнитных многослойных структурах. При оптимальном выборе режимов электролитического осаждения содержание магнитного элемента в немагнитном и наоборот может не превышать 0,5…0,1 % [4].
3 Построение физико-математической модели
a) найдем ток, протекающий через установку:
 |
б) найдем количество меди и передаточную функцию:
в) построим физико-математическую модель:


![]()
![]()
![]()
![]()
![]()

![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
4 Определение характеристик
а) зависимость тока от времени, используя преобразование Лапласа
 |
 |
 |
![]()

![]()
б) частотные характеристики ТС

 |
![]()
|

действительная часть:
мнимая часть:
 |
5 Общие нелинейные дифференциальные уравнения
Пусть u= u( x1 , x2 ,…, xn ) – функция, определенная в любой точке действительных чисел. Градиентом u является N - вектор-функция, обозначаемая gradu и определенная следующим образом:
![]()
 (1)
(1)
В дальнейшем будем прежде всего иметь дело с функциями, определенными в плоских областях, т.е. при N = 2. Для функции u = u (х, у) имеем
 (2)
(2)
5.1 Нелинейный оператор Лапласа
Рассмотрим плоскую область ![]() и функцию и =и(х,у),
удовлетворяющую уравнению
и функцию и =и(х,у),
удовлетворяющую уравнению
 (3)
(3)
где f =
f(х,у
) - заданная на ![]() функция, а р
- действительное число, удовлетворяющее условию р
1.
функция, а р
- действительное число, удовлетворяющее условию р
1.
Мы не знаем, имеет ли уравнение (3) какой-либо физический смысл. Тем не менее оно полезно с методологической точки зрения и мы будем часто им пользоваться, чтобы проиллюстрировать различные понятия и утверждения. Так как при р = 2 левая часть уравнения (3) представляет собой оператор Лапласа, а само уравнение (3) сводится к уравнению Пуассона, то можно называть
 (4)
(4)
выражение нелинейным оператором Лапласа.
5.2 Уравнение Монжа—Ампера
Задача отыскания поверхности, задаваемой функцией и =и(х,у)
для ![]() и имеющей заданную форму на границе
и имеющей заданную форму на границе ![]() и заданную кривизну, является типичной нелинейной задачей. Она приводит к уравнению
и заданную кривизну, является типичной нелинейной задачей. Она приводит к уравнению
 (5)
(5)
и условию ![]()
5.3 Уравнения четвертого порядка
В рассмотренных выше задачах мы встретились с уравнениями второго порядка, являющимися нелинейными аналогами уравнения Пуассона. Сейчас рассмотрим уравнения, аналогичные уравнению равновесия пластины.
Рассмотрим еще раз плоскую область ![]() и положим
и положим
 (6)
(6)
тогда уравнение
 (7)
(7)
вместе с краевыми условиями
![]() (8)
(8)
описывает упругопластическую деформацию жестко зажатой пластины. Здесь функция g= g( t) задана при t 0. Она характеризует материал, из которого сделана пластина. Функция f= f( x, у) характеризует нагрузку этой пластины. Условия (8) выражают тот факт, что пластина зажата вдоль границы.
Функция ![]() где
где ![]() – положительная физическая константа, соответствует пластине в условиях ползучести материала.
– положительная физическая константа, соответствует пластине в условиях ползучести материала.
В 5.2 был введен нелинейный оператор Лапласа. Аналогично можно ввести нелинейный бигармоничеекий оператор
![]() (9)
(9)
При р
= 2 получаем бигармонический оператор![]() . Как и раньше, мы не знаем, имеет ли уравнение с оператором (9) какую-либо физическую интерпретацию, однако оно может быть использовано дня моделирования различных теоретических соображений.
. Как и раньше, мы не знаем, имеет ли уравнение с оператором (9) какую-либо физическую интерпретацию, однако оно может быть использовано дня моделирования различных теоретических соображений.
6 Список использованных источников
1. Суху Р. Магнитные тонкие пленки./ Суху Р - М.: Мир, 1967.- 422 с.
2. Праттон М. Тонкие ферромагнитные пленки./ Праттон М. – Л.: Судостроение, 1967.- 266 с.
3. Bennet L. H.. Magnetic properties of electrodepositied copper-nikel composition-modulated alloys // Journ. Magn. And Magn. Materials.- 1987.- Vol. 67, No. 1.- P. 239 – 245.
4. Фельдман Л. Основы анализа поверхности и тонких пленок. – М: Мир, 1989. – 344 с.
5. Вакуумное оборудование тонкопленочной технологии производства изделий электронной техники: Учебник для студентов специальности «Электронное машиностроение»./ Н.В. Василенко, Е.Н. Ивашов, Л.К. Ковалев и др.; Под ред. Проф. Л.К. Ковалева, Н.В. Василенко.: В 2 т. Т.1.- Красноярск: кн. изд-во Сиб. аэрокосм. акад., 1995. – 256 с.
6. Математическое моделирование технологической операции электролитическое осаждения меди: Метод, разработка к лаб. работам по курсу Математические модели технологических процессов для студентов спец. 210104 /НГТУ; Сост.: А.В.Панкратов. Н.Новгород, 2005 - 11с.
7. 3ернов Н.В. Теория радиотехнических цепей / В.Г.Карпов, Н.В. 3ернов Издание 2-е, переработанное доп. «Энергия», 1990 – 130 с.
8. Бронштейн И.Н. Справочник по математике для инженеров и учащихся втузов / К.А. Семендяев, И.Н. Бронштейн – М: Наука, 1990. – 240 с.
9. Лекции по курсу «Математические модели технологических процессов»