Изготовление детали Хвостовик
СОДЕРЖАНИЕ: Характеристика и свойства материала для изготовления детали Хвостовик - стали 45. Анализ технологичности данной детали, определение и обоснование типа ее производства, технико-экономическая оценка. Этапы производства хвостовика, определение припусков.Введение
Разработка техпроцесса – важнейший исходный этап подготовки производства новых изделий. После разработки техпроцесса на его основе производится конструирование и изготовление необходимой по техпроцессу оснастки, расчёт припусков, расчёт режимов резания, нормирование, организация производства.
В основу разработки технологических процессов положены два принципа – технический и экономический. В соответствии с техническим принципом проектируемый технологический процесс должен полностью обеспечить выполнение всех требований рабочих чертежей и технических условий на изготовление изделия. В соответствии с экономическим принципом изготовление изделия должно вестись с минимальными затратами труда и издержками производства. С точки зрения технического принципа задача проектирования технологического процесса, как правило, характерна многовариантность возможных решений, при этом из нескольких возможных вариантов выбирается наиболее рентабельный. В исключительных случаях (ликвидация узких мест, срочный выпуск особо важной продукции в кратчайшие сроки) может быть выбран не более рентабельный, а наиболее производительный вариант.
Технологический процесс изготовления детали определяется в основном следующими факторами:
1) конфигурацией и размерами детали; требованиями к точности обработки и к качеству поверхности; материалом детали, наличием или отсутствием термической обработки в процессе изготовления;
2) объёмом производства и размерами партий;
3) наличным составом и состоянием оборудования;
4) возможностями инструментального цеха, изготовляющего приспособления, штампы, пресс-формы, режущий инструмент и другую технологическую оснастку.
Из указанных выше факторов три последних с деталью непосредственно не связаны, а характеризуют общую производственную обстановку. Поэтому для одной и той же детали в зависимости от применения трёх последних факторов рациональный вариант техпроцесса будет различен, что обуславливает многовариантность техпроцесса для одной и той же детали. Многовариантность техпроцесса возрастает также и потому, что при изготовлении детали одних и тех же результатов с точки зрения точности и качества поверхности можно достичь, применяя несколько различных способов обработки. Рациональный вариант техпроцесса определяется путём экономического анализа.
1. Материал детали и его свойства
Материал детали «Хвостовик» – сталь 45 (ГОСТ 1050–74). Сталь 45 относится к группе углеродистых качественных сталей. Эти стали характеризуются более низким, чем у сталей обыкновенного качества, содержанием вредных примесей и неметаллических включений. В соответствии с ГОСТ 1050–74 качественные стали производят и поставляют без термической обработки (горячекатаными, коваными), термически обработанными и нагартованными. Механические свойства гарантируются после нормализации, а так же по требованию потребителя после закалки и отпуска, нагартовки или термической обработки, устраняющей нагартовку – отжига или высокого отпуска.
В зависимости от содержания углерода качественные стали подразделяются на низкоуглеродистые, среднеуглеродистые и стали с высокой концентрацией углерода. Маркируются они двузначными числами 05, 08, 10, 15, 20, …, 85, обозначающими среднее содержание углерода в сотых долях процента (ГОСТ 1050–74). Сталь 45 относится к среднеуглеродистым сталям, которые отличаются большей прочностью, но меньшей пластичностью, чем низкоуглеродистые. Среднеуглеродистые стали применяют после улучшения, нормализации и поверхностной закалки.
Сталь 45, химический состав (%) ГОСТ 1050–74
| C | Si | Mn | Cr | S | P | Cu | Ni | As |
| Не более | ||||||||
| 0,42–0,50 | 0,17–0,37 | 0,50–0,80 | 0,25 | 0,04 | 0,035 | 0,25 | 0,25 | 0,08 |
В улучшенном состоянии – после закалки и высокого отпуска на структуру сорбита – достигаются высокая вязкость, пластичность, и, как следствие, малая чувствительность к концентраторам напряжений. При увеличении сечения деталей из-за несквозной прокаливаемости механические свойства сталей снижаются. После улучшения стали применяют для изготовления деталей небольшого размера, работоспособность которых определяется сопротивлением усталости (шатуны, коленчатые валы малооборотных двигателей, зубчатые колёса, маховики, оси и т.п.). При этом возможный размер деталей зависит от условий их работы и требований к прокаливаемости. Для деталей, работающих на растяжение, сжатие (например, шатуны), необходима однородность свойств металла по всему сечению, и, как следствие, сквозная прокаливаемость. Размер поперечного сечения таких нагруженных деталей ограничивается 12 мм. Для деталей (валы, оси и т.п.), испытывающих главным образом напряжения изгиба и кручения, которые максимальны на поверхности, толщина упрочнённого при закалке слоя должна быть не менее половины радиуса детали. Возможный размер поперечного сечения таких деталей – 30 мм.
Для изготовления более крупных деталей, работающих при невысоких циклических и контактных нагрузках, используют стали 40, 45, 50. Их применяют после нормализации и поверхностной индукционной закалки с нагревом ТВЧ тех мест, которые должны иметь высокую твёрдость поверхности (HRC 40–58) и сопротивление износу (шейки коленчатых валов, кулачки распределительных валиков, зубья шестерён и т.п.).
Индукционной закалкой с нагревом ТВЧ упрочняют также поверхность длинных валов, ходовых винтов станков и других деталей, для которых важно ограничить деформации при термической обработке.
Технологические свойства стали 45:
– температура ковки, °С: сначала – 1250, конца – 700. Сечение до 400 мм охлаждается на воздухе;
– свариваемость – трудносвариваемая. Способы сварки: РДС и КТС. Необходим подогрев и последующая термообработка;
– обрабатываемость резанием – в горячекатаном состоянии при НВ 170–179 и sВ =640 МПа
кu тв. спл. =1
кu б. ст. =1;
– флокеночувствительность – малочувствительна;
– склонность к отпускной хрупкости – не склонна.
2. Анализ технологичности детали «Хвостовик»
Каждая деталь должна изготавливаться с минимальными трудностями и материальными затратами. Эти затраты можно в значительной степени сократить от правильного выбора варианта технологического процесса, его оснащения, механизации, автоматизации, применение оптимальных режимов обработки и правильной подготовки производства. На изготовление детали оказывает большое влияние её конструкция и технические требования. Деталь «Хвостовик», имеющая форму тела вращения, удовлетворяет следующим основным требованиям, предъявляемым к детали данного вида:
1. Деталь – тело вращения, её можно обрабатывать на токарных станках.
2. Конструкция детали такова, что её масса уравновешена относительно оси вращения.
3. Диаметры и длины элементов выбраны из нормального ряда длин и диаметров. В связи с этим можно использовать стандартный режущий инструмент.
4. Необходимо избегать нежёстких валов. Жёсткость вала определяется соотношением L/dср 12. Определяем жёсткость детали:
dср =(20+10)/2=15 мм
L=55 мм
L/dср =55/15=3,67
Таким образом, условие жёсткости выполняется: 3,6712.
5. Используемый режущий инструмент имеет свободный вход и выход.
6. 10+0,024 +0,015
Td=ES-EI=0,024–0,015=0,009 мм
Квалитет 6, шлифование тонкое.
20-0,020 -0,072
Td=ES-EI=-0,020 – (-0,072)=0,052 мм
Квалитет 9, чистовое точение на токарном станке.
На основе проведённых расчётов можно сделать вывод о том, что данная деталь является технологичной с точки зрения её изготовления.
3. Определение типа производства
В машиностроении в зависимости от программы выпуска изделий и характера изготовляемой продукции различают три основных типа производства: единичное, серийное и массовое.
Тип производства согласно ГОСТ 3.1108–74 характеризуется коэффициентом закрепления операций за одним рабочим местом или единицей оборудования. Тип производства определяется коэффициентом:
К3.0 =Q/PM , (2.1)
где Q – число различных операций; PM – число рабочих мест, на которых выполняются данные операции.
Для предварительного определения типа производства можно использовать годовой объём выпуска и массу детали. Учитывая, что объём выпуска детали «хвостовик» составляет 80000 штук в год, а масса детали – 0,1 кг, на основании таблицы 3.1 [3, c. 24] определяем тип производства как крупносерийное.
Серийное производство характеризуется ограниченной номенклатурой изделий, изготовляемых или ремонтируемых периодически повторяющимися партиями, и сравнительно большим объёмом выпуска. Коэффициент закрепления операций для крупносерийного производства составляет 1–10.
На предприятиях серийного производства значительная часть оборудования состоит из универсальных станков, оснащённых как специальными, так и универсально-наладочными (УНП) и универсально-сборочными (УСП) приспособлениями, что позволяет снизить трудоёмкость и удешевить производство. Представляется также возможным располагать оборудование в последовательности технологического процесса для одной или нескольких деталей, требующих одинакового порядка обработки, с соблюдением принципов взаимозаменяемости при обработке. При небольшой трудоёмкости обработки или недостаточно большой программе выпуска изделий целесообразно обрабатывать заготовки партиями, с последовательным выполнением операций, т.е. после обработки всех заготовок партии на одной операции производить обработку этой партии на следующей операции. При этом время обработки на различных станках не согласуют. Заготовки во время работы хранят у станков, а затем транспортируют целой партией.
В серийном производстве применяют также переменно-поточную форму организации работ. Здесь оборудование также располагают по ходу технологического процесса. Обработку производят партиями, причём заготовки каждой партии могут несколько отличаться размерами и конфигурацией, но допускают обработку на одном и том же оборудовании. В этом случае время обработки на смежных станках согласуют, поэтому движение заготовок данной партии осуществляется непрерывно, в порядке последовательности технологического процесса. Для перехода к обработке партии других деталей переналаживают оборудование и технологическую оснастку (приспособления и инструмент).
4. Технико-экономическое обоснование выбора заготовки
1) Заготовка из проката.
Согласно точности и шероховатости поверхностей обрабатываемой детали определяем промежуточные припуски по таблицам. За основу расчёта промежуточных припусков принимаем наружный диаметр детали 20![]() мм. Устанавливаем предварительный маршрутный технологический процесс обработки поверхности детали 20
мм. Устанавливаем предварительный маршрутный технологический процесс обработки поверхности детали 20![]() . Обработка поверхности диаметром 20 мм – производят в жёстких центрах. Технологический маршрут обработки данной поверхности:
. Обработка поверхности диаметром 20 мм – производят в жёстких центрах. Технологический маршрут обработки данной поверхности:
Операция 005. Токарная черновая
010. Токарная чистовая
При черновом точении припуск на обработку составляет 4 мм, а при чистовом – 2 мм. Определяем промежуточные размеры обрабатываемых поверхностей согласно маршрутному технологическому процессу:
На токарную операцию 005:
Dр.005 =Dн +2Z010 =20+2=22 мм (3.1)
Расчётный размер заготовки:
Dр.з. =Dр.005 +2Z005 =22+4=26 мм (3.2)
По расчётным данным заготовки выбираем необходимый размер горячекатаного проката обычной точности по ГОСТ 2590–71.
Круг 26 – В-ГОСТ 2590 – 71
45 – б – ГОСТ 14034 – 74
Отклонения для диаметра 26 мм равны ![]() .
.
Припуск на обработку 2х торцовых поверхностей заготовки равен 1,4 мм.
Общая длина заготовки:
Lз =Lд +2Zподр. =55+1,4=56,4 мм (3.3)
Исходя из предельных отклонений, общую длину заготовки округляем до целых единиц. Принимаем длину заготовки 57 мм. Объём заготовки определяем по плюсовым допускам:
Vз =p·D2 з.п. ·Lз /4=3,14·2,642 ·5,7/4=31,185 см3 (3.4)
Массу заготовки определяем по формуле:
Gз =gVз =0,007531,185=0,245 кг (3.5)
Выбираем минимальную длину проката для изготовления заготовки. Потери на зажим заготовки Lзаж принимаем 20 мм. Заготовку отрезают на ножницах. Это самый производительный и дешёвый способ. Длину торцового обрезка проката определяем из соотношения:
Lо.т. =(0,30,5) d=0,326=7,8 мм (3.6)
Число заготовок, исходя из принятой длины проката по стандартам, определяется по формуле:
1. Из проката длиной 4 м:
X4 =(Lпр +Lзаж +Lо.т. )/(Lз +Lр )=(4000–20–7,8)/(57+3)=66,2 шт. (3.7)
Получаем 66 заготовок из данной длины проката.
2. Из проката длиной 7 м:
X7 =(Lпр +Lзаж +Lо.т. )/(Lз +Lр )=(7000–20–7,8)/(57+3)=116,2 шт.
Принимаем 116 заготовок из данной длины проката. Остаток длины (некратность) определяется в зависимости от принятой длины проката:
1. Из проката длиной 4 м:
LНК4 =Lпр –Lо.т. –Lзаж –Lз X4 =4000–7,8–20–5766=210,2 мм (3.8)
Или
ПНК4 =(LНК 100)/Lпр =210,2100/4000=5,25%
2. Из проката длиной 7 м:
LНК7 =Lпр –Lо.т. –Lзаж –Lз X7 =7000–7,8–20–57116=360,2 мм (3.9)
Или
ПНК7 =(LНК 100)/Lпр =360,2100/7000=5,14%
Из расчётов на некратность следует, что прокат длиной 7 м для изготовления заготовок более экономичен, чем прокат длиной 4 м.
Потери материала на зажим при обрезке по отношению к длине проката составят:
Пзаж =(Lзаж 100)/Lпр =20100/7000=0,285% (3.10)
Потери материала на длину торцового обрезка проката в процентном отношении к длине проката составят:
По.т. =Lо.т. 100/Lпр =7,8100/7000=0,11% (3.11)
Общие потери к длине выбранного проката:
Пп.о. =Пнк +По.т. +Пзаж =5,14+0,11+0,285=5,535% (3.12)
Расход материала на одну деталь с учётом всех технологических неизбежных потерь определяем по формуле:
Gз.п. =Gз (100+Пп.о. )/100=0,245 (100+5,535)/100=0,258 кг (3.13)
Коэффициент использования материала:
Ки.м. =Gд /Gз.п. =0,099/0,258=0,38 (3.14)
Gд =gVд =0,0078512,55=0,099 кг (3.15)
Vд =pDд1 2 Lд1 /4 + pDд2 2 Lд2 /4=12,55 см2 (3.16)
Стоимость заготовки из проката:
Сз.п. =См Gз.п. – (Gз.п. –Gд )(Сотх /1000), (3.17)
где
См – цена 1 кг материала заготовки, руб.;
Сотх – цена 1 т отходов материала, руб.
См =14720/1000=2,94 руб./кг
Сотх =3320/1000=0,66 руб./кг
Сз.п. =2,940,258 – (0,258–0,099) 0,66=0,758–0,1590,66=0,65 руб.
2) Заготовка изготовлена методом горячей объёмной штамповки на горизонтально-ковочной машине (ГКМ) .
Степень сложности – С1. Точность изготовления поковки – класс I, группа стали – М1.
Припуски на номинальные размеры детали назначают по таблице. Припуски на обработку заготовок, изготавливаемых горячей объёмной штамповкой, зависят от массы, класса точности, группы стали, степени сложности и шероховатости заготовки. На основании принятых припусков на размеры детали определяем расчётные размеры заготовки:
D1 =Dн +2z=10+21,5=13 мм (3.18)
D2 =Dн +2z=20+21,2=22,4 мм (3.19)
L1 =Lд +2z=20+2,4=22,4 мм (3.20)
L2 =Lд +2z=35+2,4=37,4 мм
Допуски на размеры заготовки:
13![]() ; 22,4
; 22,4![]() ; 22,4
; 22,4![]() ; 37,4
; 37,4![]()
Разрабатываем эскиз на штампованную заготовку:
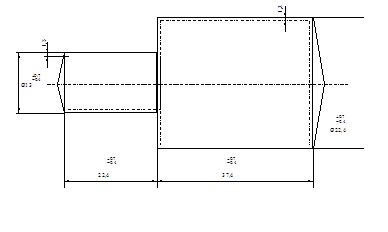
Рис. 3.1
Для определения объёма штампованной заготовки условно разбиваем фигуру заготовки на отдельные простые элементы и проставляем на них размеры с учётом плюсовых допусков:
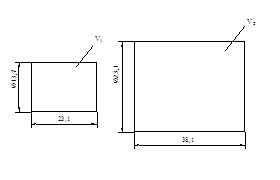
Рис. 3.2
Определяем объём отдельных элементов заготовки:
V1 =pD1 2 L1 /4=3,141,372 2,31/4=3,403 см3 (3.21)
V2 =pD2 2 L2 /4=3,142,312 3,81/4=15,959 см3 (3.22)
Общий объём заготовки:
Vобщ =V1 +V2 =3,403+15,959=19,362 см3 (3.23)
Масса штампованной заготовки:
Gз.ш. =gVобщ =0,0078519,362=0,152 кг (3.24)
Принимая неизбежные технологические потери (угар, облой и т.д.) при горячей объёмной штамповке равными 10%, определяем расход материала на одну деталь:
Gз.п. =Gз.ш. (100+Пш )/100=0,152(100+10)/100=0,167 кг (3.25)
Коэффициент использования материала на штампованную заготовку:
Ки.м. =Gд /Gз.п. =0,135/0,167=0,81 (3.26)
Стоимость штампованной заготовки:
Сз.ш. =(СМ Gз.п. ) – (Gз.п. –Gд )(Сотх /1000) (3.27)
где
СМ – цена 1 кг материала заготовки, руб.;
Сотх – цена 1 т отходов материала, руб.
СМ =63820/1000=12,76 руб./кг
Сотх =3320/1000=0,66 руб./кг
Сз.ш. =12,760,167 – (0,167–0,135)0,66=2,131–0,021=2,11 руб.
Годовая экономия материала от выбранного варианта изготовления заготовки:
Эм =(G’з.п. –G»з.п. )N=(0,258–0,167)80000=7280 кг (3.28)
Экономический эффект (выбранного вида) изготовления заготовки:
Э=(Сз.ш. –Сз.п. )N=(2,11–0,68)80000=114400 руб. (3.29)
Технико-экономические расчёты показывают, что заготовка, полученная методом горячей объёмной штамповки на горизонтально-ковочной машине, более экономична по использованию материала, чем заготовка из проката, однако по себестоимости штампования заготовка дороже, поэтому принимаем заготовку из горячекатаного круглого проката обычной точности.
5. Технологический процесс изготовления детали «Хвостовик»
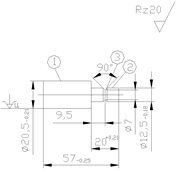
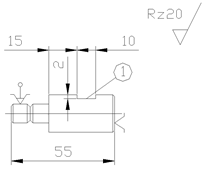
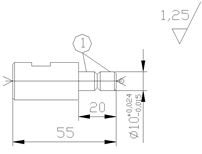
Технологический процесс – это часть производственного процесса, содержащая действия по изменению и последующему определению состояния предмета производства. Технологический процесс непосредственно связан с изменением размеров, формы и свойств материала обрабатываемой заготовки, выполняемым в определенной последовательности. Чертеж детали «Хвостовик», которую необходимо получить в результате проведения технологического процесса, представлен на рисунке 3.3, а внешний вид детали – на рисунке 3.4.
Она представляет собой широко распространенную в машиностроении деталь типа ступенчатого вала. Анализ рабочего чертежа детали позволяет сделать следующие заключения:
· основными конструкторскими базами являются ось детали и торец, от которых заданы размеры;
· в массовом и крупносерийном производстве заготовки получают методами штамповки или из круглого проката.
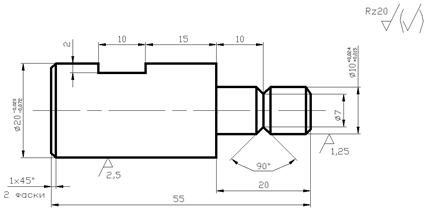
Рис. 3.3.
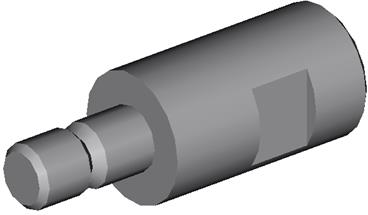
Рис. 3.4
На основании проведенных ниже расчетов в качестве заготовки выбрана заготовка из горячекатаного круглого проката обычной точности 21+0,4 -0,5 .
В настоящее время разработаны типовые технологические процессы механической обработки валов на основе разновидности их в разных типах производства. Используя отдельные элементы операций типового технологического процесса, составляем технологический процесс изготовления детали «Хвостовик».
№ перехода |
Наименование операции и содержание перехода | Эскиз механической обработки | Режущий и измерительный инструмент | ||||
1 2 3 4 5 6 7 |
005 Револьверная Подача прутка до упора Точить поверхность 1 в размер 20,5-0,21 на длине 57-0,25 Точить поверхность 2 в размер 17,5-0,18 на длине 20+0,21 Точить поверхность 2 в размер 15-0,18 на длине 20+0,21 Точить поверхность 2 в размер 12,5-0,18 на длине 20+0,21 Точить канавку 3Отрезка в размер 57-0,25 |
 |
Резец 1 проходной прямой с пластиной из Т15К6 по ГОСТ 18869–73 j=45° Резец 2 проходной упорный с пластиной из Т15К6 по ГОСТ 18879–73 j=90° Резец 3 проходной упорный с пластиной из Т15К6 по ГОСТ 18879–73 j=90° Резец 4 проходной упорный с пластиной из Т15К6 по ГОСТ 18879–73 j=90° Резец 5 специальный с пластиной из Т5К10 по ГОСТ 18879–73 j=90° Резец 6 отрезной с пластиной из Т5К10 по ГОСТ 18884–73 ширина 3 ммШтангенциркуль |
||||
1 2 3 4 5 6 |
010 Фрезерно-центровальная Установить и закрепить заготовку Фрезеровать поверхность 1 Центровать поверхность 1 Переустановить и закрепить заготовку Фрезеровать поверхность 2 Центровать поверхность 2 |
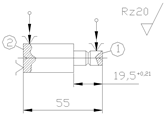 |
Фреза дисковая по ГОСТ 3755–78 из быстрорежущей стали Р6М5 Сверло центровочное ГОСТ 14952–75 Калибр – пробка Штангенциркуль |
||||
1 2 3 |
015 Токарная I-я Установить и закрепить заготовку Точить поверхность 1 в размер 11-0,043 с подрезкой торца в размер 20 Точить фаску 2 |
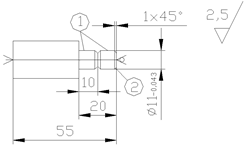 |
Резец проходной упорный с пластиной из Р18 по ГОСТ 18879–73 j=90° Резец проходной прямой с пластиной из Т15К6 по ГОСТ 18869–73 j=45° Штангенциркуль Скоба односторонняя предельная |
||||
1 2 3 |
020 Токарная II-я Установить и закрепить заготовку Точить поверхность 1 в размер 20-0,02 -0,072 Точить фаску 2 |
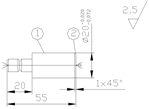 |
Резец проходной прямой с пластиной из Р18 по ГОСТ 18869–73 j=45° Штангенциркуль Скоба односторонняя предельная |
||||
1 2 |
025 Фрезерная Установить и закрепить заготовку Фрезеровать поверхность 1 |
 |
Фреза дисковая пазовая из быстрорежущей стали Р6М5 по ГОСТ 3964–69 Штангенциркуль |
||||
| 030 Контроль промежуточный | Штангенциркуль микрометр | ||||||
| 035 Термическая обработка HRC 40…45 | Закалочная ванна | ||||||
1 2 3 |
040 Шлифовальная Установить и закрепить заготовку Шлифовать поверхность 1 в размер 10,3-0,043 Шлифовать поверхность 1 в размер 10+0,024 +0,015 |
 |
Шлифовальный круг 24А40ПС25К по ГОСТ 2424–83 Контрольная индикаторная скоба |
||||
| 045 Контроль окончательный | Штангенциркуль Микрометр Контрольная индикаторная скоба |
||||||
6. Определение припусков расчётно-аналитическим методом
Исходные данные: деталь «хвостовик», изготовлена из материала: сталь 45 ГОСТ1050–74. В качестве заготовки выбираем горячекатаный прокат обычной плотности ГОСТ 2590–71.
Рассматриваем припуски на наружный диаметр хвостовика 20![]() . Определяем квалитет точности заданного размера по таблице [1, с. 192]. В результате находим квалитет 9. Составляем маршрут обработки данной поверхности, руководствуясь таблицей [1, с. 181].
. Определяем квалитет точности заданного размера по таблице [1, с. 192]. В результате находим квалитет 9. Составляем маршрут обработки данной поверхности, руководствуясь таблицей [1, с. 181].
1. Заготовка – пруток обычной точности.
2. Черновое точение, точность 12 квалитет.
3. Чистовое точение, точность 9 квалитет.
Расчёт припусков сводим в таблицу 3.1. Отклонения расположения при установке в центрах определяются по формуле:
DSk=Dkl, (3.29)
где
Dk – отклонение оси детали от прямолинейности, мкм на 1 мм (в справочных материалах далее именуется кривизной).
L – общая длина заготовки.
Dk находим в таблице [1, с. 180]
Dk=0,5 мкм/мм; l=55 мм
DSk=0,555=27,5 мкм » 28 мкм
Кривизну при всех последующих операциях определяем по формуле:
Dост=КуDз, где (3.40)
Dз – кривизна заготовки (DSk),
Ку – коэффициент уточнения, определяется из таблицы [1, с. 190]
Dточ. черн. =0,0628=1,68 мкм » 2 мкм
Dточ. чист. =0,0428=1,12 мкм » 1 мкм
При установке в центрах погрешность установки равна e=0.
Определяем минимальные припуски на операции по формуле:
2Zmini =2 (Rzi-1 +hi-1 +Di-1 +ei ), где (3.41)
Rzi-1 – шероховатость поверхности заготовки на предшествующей операции,
hi-1 – глубина дефектного поверхностного слоя на предыдущей операции.
2Zmin.точ.черн. =2 (125+150+28)=606 мкм
2Zmin.точ.чист. =2 (63+60+2)=250 мкм
Предельные размеры детали:
dмин.дет. =20–0.072=19.928 мм
dмакс.дет. =20–0.020=19.98 мм
Td=dmax.дет. -dmin.дет. =19,98–19,928=0,052 мм
Определяем межоперационные минимальные размеры по формуле:
dmini-1 =dmini +2Zmini (3.42)
dmin.точ.черн. =19,928+0,25=20,178 мм
dштп. заг. =20,178+0,06=20,238 мм
По рассчитанному размеру заготовки выбираем стандартный размер прутка. Выбираем пруток обычной точности размером 21+0,4 -0.5 . На чертеже заготовки указывается сортамент:
21 ГОСТ 2590–71
Круг –
45 ГОСТ 14034–74
Заносим размеры прутка в составленную таблицу 3.1. Округляем минимальные межоперационные размеры. Определяем допуск для каждой операции в зависимости от квалитета и диаметра min. Определяем максимальные межоперационные размеры по формуле:
dmax = dmin +Td (3.43)
dmax.точ.черн. =20,2+0,21=20,41 мм
Находим максимальные и минимальные межоперационные припуски:
2Zmaxi =dmaxi-1 –dmaxi (3.44)
2Zmax.точ.черн. =21,4–20,41=0,99 мм =990 мкм
2Zmax.точ.чист. =20,41–19,98=0,43 мм =430 мкм
2Zmini =dmini-1 –dmini (3.45)
2Zmini.точ.черн. =20,5–20,2=0,3 мм =300 мкм
2Zmin.точ.чист. =20,2–19,928=0,272 мм =272 мкм
Проверку выполненного расчёта осуществляем по формуле:
Tdзаг. –Tdдет. =2Zmax.o. –2Zmin.o. (3.46)
Tdзаг. –Tdдет. =900–52=848 мкм
2Zmax.o. –2Zmin.o. =(990+430) – (300+272)=848 мкм
Таблица 3.1. Таблица расчёта припусков
| Элементарная поверхность детали и технологический маршрут её обработки | Элементы припуска МКМ | Расчётный припуск 2Zmin , мкм | Расчётный наименьший размер, мм dmin |
Допуск на изготовление Td, мкм | Принятые (округлённые) размеры по переходам, мм | Полученные предельные припуски, мкм | |||||
| RZ | h | D | e | dmax | dmin | 2Zmax | 2Zmin | ||||
20-0.020 -0.072 пруток |
125 | 150 | 28 | – | 20.238 | 900 | 21.4 | 20.5 | |||
| Точение черновое, кв. 12 | 63 | 60 | 2 | – | 606 | 20.178 | 210 | 20.41 | 20.2 | 990 | 300 |
| Точение чистовое, кв. 9 | 6.3 | 20 | 1 | – | 250 | 19.928 | 52 | 19.98 | 19.928 | 430 | 272 |
Схема расположения припусков
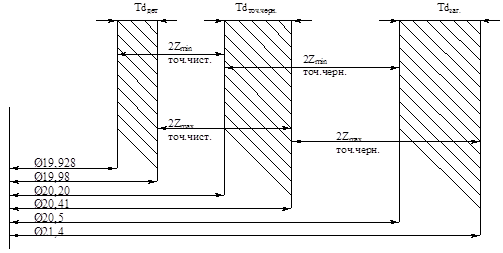
Рис. 3.5
7. Выбор технологического оборудования
Выбор станочного оборудования является одной из важнейших задач при разработке технологического процесса обработки заготовки. От правильного его выбора зависит производительность изготовления детали, экономное использование производственных площадей, механизации и автоматизации ручного труда, потребление электроэнергии и, в итоге, себестоимость изделия. В зависимости от объема выпуска изделий выбирают станки по степени специализации и высокой производительности.
Для реализации разработанного технологического процесса изготовления детали «Хвостовик» в качестве технологического оборудования предполагается использование следующих станков:
1. Станок токарно-револьверный модели 1Г325
Основные параметры станка:
| Наибольший диаметр обрабатываемого прутка, мм | 25 |
| Наибольшая длина подачи прутка, мм | 80 |
| Расстояние от торца шпинделя до передней грани револьверной головки, мм | 70–400 |
| Наибольшее рабочее перемещение перемещения поперечного суппорта, мм | 80 |
| Частота вращения шпинделя, об/мин | 80–3150 |
| Мощность электродвигателя главного привода, кВт | 6 |
| Габаритные размеры: | |
| длина, мм | 3980 |
| ширина, мм | 1000 |
| высота, мм | 1555 |
| Масса, кг | 1400 |
2. Станок фрезерно-центровальный модели 2538
Основные параметры станка:
| Размеры обрабатываемой детали: | |
| диаметр, мм | 10–80 |
| длина, мм | 200–1200 |
| Частота вращения шпинделя, об/мин | 50–2000 |
| Подача, мм/мин | 0,01–0,3 |
| Мощность, кВт | 4,4 |
| Габаритные размеры: | |
| длина, мм | 2000 |
| ширина, мм | 1050 |
| высота, мм | 1255 |
| Масса, кг | 2200 |
3. Станок токарно-винторезный модели 16К20М
Основные параметры станка:
| Наибольший диаметр обрабатываемой заготовки: | |
| над станиной, мм | 400 |
| над суппортом, мм | 220 |
| Наибольший диаметр прутка, проходящего через отверстие шпинделя, мм | 53 |
| Наибольшая длина обрабатываемой заготовки, мм | 780 |
| Частота вращения шпинделя, об/мин | 20–3000 |
| Число скоростей шпинделя | 22 |
| Наибольшее перемещение суппорта: | |
| продольное, мм | 700 |
| поперечное, мм | 240 |
| Подача суппорта: | |
| продольная, мм/об | 0,02–1,5 |
| поперечная, мм/мин | 0,01–1,4 |
| Мощность электродвигателя главного привода, кВт | 4,2 |
| Габаритные размеры: | |
| длина, мм | 1510 |
| Ширина, мм | 780 |
| Высота, мм | 1380 |
| Масса, кг | 1850 |
4. Станок фрезерный широкоуниверсальный модели 676П
Основные параметры станка:
| Размеры рабочей поверхности основного вертикального стола, мм | 250х630 |
| Наибольшие перемещения: | |
| вертикального стола: | |
| продольное, мм | 400 |
| вертикальное, мм | 380 |
| шпиндельной бабки, мм | 250 |
| Наибольший угол поворота вертикальной головки, ° | ±90 |
| Частота вращения шпинделей: | |
| горизонтального, об/мин | 50–1630 |
| вертикального, об/мин | 63–2040 |
| Продольная, поперечная и вертикальная подачи, мм/мин | 13–395 (ступен.) |
| Мощность электродвигателя главного привода, кВт | 2,2 |
| Габаритные размеры: | |
| длина, мм | 1285 |
| ширина, мм | 1215 |
| высота, мм | 1780 |
| Масса, кг | 910 |
5. Станок круглошлифовальный модели 3А110В
Основные параметры станка:
| Наибольшие размеры устанавливаемой заготовки: | |
| диаметр, мм | 140 |
| длина, мм | 200 |
| Наибольший диаметр шлифования: | |
| наружного, мм | 3–30 |
| внутреннего, мм | 5–25 |
| Наибольшая длина шлифования: | |
| наружного, мм | 180 |
| внутреннего, мм | 50 |
| Высота центров над столом, мм | 115 |
| Наибольшее продольное перемещение стола, мм | 250 |
| Частота вращения шпинделя заготовки, об/мин | 100–1000 |
| Наибольшие размеры шлифовального круга: | |
| наружный диаметр, мм | 250 |
| высота, мм | 25 |
| Частота вращения шпинделя шлифовального круга при шлифовании: | |
| наружном, об/мин | 100–3000 |
| внутреннем, об/мин | 40000 |
| Скорость врезной подачи шлифовальной бабки, мм/мин | 0,01–0,5 |
| Мощность электродвигателя главного привода, кВт | 2,2 |
| Габаритные размеры: | |
| длина, мм | 1880 |
| ширина, мм | 2025 |
| высота, мм | 1750 |
| Масса, кг | 2000 |
8. Расчёт режимов резания и норм времени
Разработка технологического процесса обычно завершается установлением технических норм времени для каждой операции. Техническую норму времени определяют на основе расчёта режимов резания с учётом полного использования режущих свойств инструмента и производственных возможностей оборудования. Проведём расчёт режимов резания и технических норм времени на операции технологического процесса изготовления детали «Хвостовик».
Операция 005 Револьверная.
Переход 1. Подача прутка до упора.
Переход 2. Резцом 1 обтачивать поверхность с 21 мм на 20,5 мм на длине 57 мм.
Переход 3. Резцом 2 обтачивать поверхность с 20.5 мм на 17,5 мм на длине 20 мм.
Переход 4. Резцом 3 обтачивать поверхность с 17,5 мм на 15 мм на длине 20 мм.
Переход 5. Резцом 4 обтачивать поверхность с 15 мм на 12,5 мм на длине 20 мм.
Переход 6. Резцом 5 точить канавку с 12,5 мм на 7 мм.
Переход 7. Резцом 6 отрезка заготовки 20,5 мм.
Револьверная операция относится к разряду многоинструментальных обработок и проводится на револьверных станках. Нормирование машинного времени работ, выполняемых на револьверных станках, при последовательной работе инструментов мало чем отличается от нормирования при одноинструментной работе. В случае обработки небольших деталей, чтобы не производить переключение скоростей шпинделя, устанавливают общее число оборотов шпинделя для нескольких переходов или даже для обработки всей детали.
Результаты расчётов сведены в таблицу 3.2.
Таблица 3.2.
| Определяемая величина | Формула или основание для расчёта | Результаты расчёта | |||||
| Резцы | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | ||
| Начальный диаметр обрабатываемой детали, мм | dн по эскизу детали | 21 | 20,5 | 17,5 | 15 | 12,5 | 20,5 |
| Конечный диаметр обрабатываемой детали, мм | dк по эскизу детали и рабочему чертежу | 20,5 | 17,5 | 15 | 12,5 | 7 | 0 |
| Длина хода, мм | L по эскизу детали и рабочему чертежу | 57 | 20 | 20 | 20 | 2,75 | 10,25 |
| Глубина резания, мм | t=(dн –dк )/2 | 0,25 | 1,5 | 1,25 | 1,25 | 2,75 | 10,25 |
| Подача, мм/об | По нормам режимов резания табл. 11 [2, с. 266] и табл. 15 [2, c. 268] | 0,4 | 0,4 | 0,4 | 0,4 | 0,08 | 0,08 |
| Скорость резания, м/мин | По результатам табл. 2 | 276 | 147 | 152 | 152 | 75 | 75 |
| Число оборотов шпинделя в минуту | 4183 | 2282 | 2765 | 3225 | 1910 | 1165 | |
| Коэффициент времени резания | 0,270 | 0,147 | 0,178 | 0,207 | 0,123 | 0,075 | |
| Коэффициент корректирования числа оборотов | Коэффициент К по табл. 111 [5, c. 194] при m=0,2 | 1,32 | 1,50 | 1,46 | 1,43 | 1,54 | 1,65 |
Скорость резания u при наружном продольном точении определяется по эмпирической формуле:
![]() (3.47)
(3.47)
а при отрезании и прорезании канавок
![]() (3.48)
(3.48)
Результаты расчёта скорости резания представлены в таблице 3.3.
Таблица 3.3.
| Определяемая величина | Формула или основание для расчёта | Результаты расчёта | |||||
| Резцы | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | ||
| Стойкость резца Т, мин | На основании рекомендаций [2, c. 268] | 60 | 60 | 60 | 60 | 60 | 60 |
| Коэффициент Сu | На основании табл. 17 [2, c. 269] | 350 | 350 | 350 | 350 | 47 | 47 |
| Показатели степени x | На основании табл. 17 [2, c. 269] | 0,15 | 0,15 | 0,15 | 0,15 | – | – |
| y | 0,35 | 0,35 | 0,35 | 0,35 | 0,80 | 0,80 | |
| m | 0,20 | 0,20 | 0,20 | 0,20 | 0,20 | 0,20 | |
| Коэффициент влияния материала заготовки КМ u |
Кг =1,0, nu =1 – на основании табл. 2 [2, c. 262] sВ =640 МПа для Стали 45 |
1,17 | 1,17 | 1,17 | 1,17 | 1,17 | 1,17 |
| Коэффициент состояния поверхности КП u | На основании табл. 5 [2, c. 263] | 0,9 | 0,9 | 0,9 | 0,9 | 0,9 | 0,9 |
| Коэффициент материала инструмента КИ u | На основании табл. 6 [2, c. 263] | 1,0 | 1,0 | 1,0 | 1,0 | 0,65 | 0,65 |
| Коэффициент главного угла в плане резца Кц u | На основании табл. 18 [2, c. 271] | 1,0 | 0,7 | 0,7 | 0,7 | 0,7 | 0,7 |
| Коэффициент Кu | Кu =КМ u КП u КИ u Кцu | 1,053 | 0,737 | 0,737 | 0,737 | 0,479 | 0,479 |
| Скорость резания u, м/мин | 276 | 147 | 152 | 152 | – | – | |
| – | – | – | – | 75 | 75 | ||
 ,
,Число оборотов шпинделя в минуту корректируем по формуле:
nk =nK (3.49)
n1k =n1 K1 =41831,32=5522
n2k =n2 K2 =22821,50=3423
n3k =n3 K3 =27651,46=4037
n4k =n4 K4 =32251,43=4612
n5k =n5 K5 =19101,54=2942
n6k =n6 K6 =11651,65=1922
Вспомогательное число W находим по табл. 112 [5, c. 194] для каждого числа оборотов (при m=0,2=1/5)
W1 =2,6610-2 ; W2 =2,7210-2 ; W3 =2,7110-2 ; W4 =2,6810-2 ; W5 =2,7510-2 ; W6 =3,110-2 .
Сумма всех вспомогательных величин SW=16,6210-2
По той же таблице 112 [5, c. 194] находим (в той же колонке m=1/5), что числом, ближайшим к 16,6210-2 будет 1310-2 , что соответствует общему числу оборотов шпинделя в минуту n=1500. Тогда фактическая скорость резания будет определяться по формуле:
u=pdn/1000 (3.50)
u1 =3,14211500/1000=98,91 м/мин
u2 =3,1420,51500/1000=96,55 м/мин
u3 =3,1417,51500/1000=82,42 м/мин
u4 =3,14151500/1000=70,65 м/мин
u5 =3,1412,51500/1000=58,88 м/мин
u6 =3,1420,51500/1000=96,55 м/мин
Для проверки мощности станка, для выбранных режимов резания, рассчитаем мощность резания. Мощность резания рассчитывают по формуле:
![]() , кВт (3.51)
, кВт (3.51)
Результаты расчёта сведены в таблицу 3.4
Таблица 3.4.
| Определяемая величина | Формула или основание для расчёта | Результаты расчёта | |||||
| Резцы | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | ||
| Постоянная Ср | На основании табл. 22 [2, c. 273] | 300 | 300 | 300 | 300 | 408 | 408 |
| Показатели степени x | На основании табл. 22 [2, c. 273] | 1 | 1 | 1 | 1 | 0.72 | 0.72 |
| y | 0.75 | 0.75 | 0.75 | 0.75 | 0.80 | 0.80 | |
| n | –0.15 | –0.15 | –0.15 | –0.15 | 0 | 0 | |
| Поправочный коэффициент КМР |  МПа для Стали 45, m=0,75 – на основании табл. 9 [2, c. 264] МПа для Стали 45, m=0,75 – на основании табл. 9 [2, c. 264] |
0.89 | 0.89 | 0.89 | 0.89 | 0.89 | 0.89 |
| Поправочный коэффициент КЦР | На основании табл. 23 [2, c. 275] | 1.0 | 0.89 | 0.89 | 0.89 | 0.89 | 0.89 |
| Поправочный коэффициент Кg Р | 1.1 | 1.1 | 1.1 | 1.1 | 1.1 | 1.1 | |
| Поправочный коэффициент Кl Р | 1.0 | 1.0 | 1.0 | 1.0 | 1.0 | 1.0 | |
| Поправочный коэффициент КГР | 1.0 | 1.0 | 1.0 | 1.0 | 1.0 | 1.0 | |
| Поправочный коэффициент КР | КР = КМР КЦР Кg Р Кl Р КГР | 0.98 | 0.87 | 0.87 | 0.87 | 0.87 | 0.87 |
| Сила резания РZ , Н | РZ =10Cptx Sy un КР | 183.75 | 978.75 | 848.25 | 864.56 | 973.57 | 2511.52 |
| Мощность резания, кВт | 0.3 | 1.54 | 1.14 | 1.0 | 0.93 | 3.96 | |
Проверяем достаточность мощности привода станка. Для револьверной операции был выбран токарно-револьверный станок 1Г325П с мощностью электродвигателя главного привода N=5,3 кВт. С учётом к.п.д. станка h=0,85 потребная мощность резания составит:
N1рез.п. =0,3/0,85=0,35 кВт
N2рез.п. =1,54/0,85=1,81 кВт
N3рез.п. =1,14/0,85=1,34 кВт
N4рез.п. =1,18 кВт
N5рез.п. =1,1 кВт
N6рез.п. =4,66 кВт
Таким образом, NNрез.п. , что подтверждает правильность сделанного выбора технологического оборудования для данной операции.
Машинное время для обработки детали «хвостовик» на данной операции составит:
![]() (3.52)
(3.52)
![]() 0,195+0,108=0,3 мин.
0,195+0,108=0,3 мин.
Оперативное время определяется по формуле
TОП =TМ +ТВ (3.53)
Вспомогательное время определяется по формуле
ТВ =ТВ.уст. +ТВ упр.ст +ТВперех. +ТВизмер , (3.54)
где ТВ.уст – вспомогательное время на установку и снятие заготовки со станка;
ТВ упр.ст – вспомогательное время на управление станком;
ТВперех – вспомогательное время, связанное с технологическими переходами;
ТВизмер – вспомогательное время на измерение заготовки.
ТВ.уст =0,18 мин на основании табл. 70 [5, c. 131]
ТВ упр.ст =ТВна измен.подач. +ТВповернуть державку =20,06+50,08=0,52 мин на основании табл. 71 [5, c. 131]
ТВперех =0,167=1,12 мин на основании табл. 71 [5, c. 131]
ТВизмер =0.165=0.80 мин на основании табл. 3.40 [3, c. 96]
Таким образом, вспомогательное время на одну деталь по формуле (3.54) ТВ =0,18+0,52+1,12+0,80=2,62 мин
Оперативное время на одну деталь по формуле (3.53)
Топ =0,3+2,62=2,92 мин
Штучное время может быть определено по следующей формуле:
Тшт =Топ (1+(аабс +аотл )/100) (3.55)
где аабс – время на обслуживание рабочего места, в% от ТОП
аотл – время перерывов на отдых и личные потребности, в% от ТОП
аабс =2,5% на основании карты 45 [6, c. 226]
аотл =4% на основании карты 46 [6, c. 223]
Тогда ТШТ =2,92 (1+(2,5+4)/100)=3,10 мин
Операция 010 Фрезерно-центровальная
Переход 1. Установить и закрепить заготовку.
Переход 2. Фрезеровать торцевую поверхность 12,5 мм.
Переход 3. Центровать поверхность.
Переход 4. Переустановить и закрепить заготовку.
Переход 5. Фрезеровать торцевую поверхность 20,5 мм
Переход 6. Центровать поверхность.
Наибольшая глубина фрезерования составляет 20,5 мм, а ширина фрезерования1,5 мм. По таблице 92 [5, c. 158] выбираем диаметр фрезы и уточняем размеры фрезы. Для фрезерования торцовых поверхностей в данном случае применяется дисковая фреза. По ГОСТ 3755–78 [2, c. 181] выбираем дисковую трёхстороннюю фрезу с размерами D=125 мм, В1 =8 мм, Z=22 (число зубьев) из быстрорежущей стали Р6М5.
Переход 2. Подачу на один зуб SZ , мм, выбираем по табл. 34 [2, c. 283] SZ =0.10 мм. Глубина фрезерования по чертежу детали составляет t=12,5 мм, ширина фрезерования В2 =0,5 мм.
Подача на один оборот фрезы может быть определена по формуле:
S=SZ z=0,1022=2,2 мм/об (3.56)
Скорость резания, м/мин, определяется по формуле:
![]() (3.57)
(3.57)
По таблице 39 [2, c. 286] находим коэффициент и показатели степени в формуле скорости резания:
Сu =68,5; q=0.25; x=0.3; y=0.2; u=0.1; p=0.1; m=0.2
По таблице 40 [2, c. 290] определяем период стойкости фрезы Т.
Т=150 мин.
Общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания,
КМ u КП u КИ u (3.58)
где КМ u – коэффициент, учитывающий качество обрабатываемого материала.
 (3.59)
(3.59)
КГ =1,0, nu =0.9 – на основании табл. 2 [2, c. 262]
sВ =640 МПа для стали 45
КМ u =1,15
КП u – коэффициент, учитывающий состояние поверхности заготовки.
КП u =1,0 – на основании табл. 5 [2, c. 263]
КИ u – rjaabwbtyn? exbnsdf.obq vfnthbfk bycnhevtynf/
КИ u =1,0 – на основании табл. 6 [2, c. 263]
Таким образом, Ku =1,151,01,0=1,15
Скорость резания составит:
![]() м/мин
м/мин
Число оборотов фрезы в минуту определяется по формуле:
![]() (3.60)
(3.60)
n=100057,12/(3,14125)=145 об/мин
Сила резания, Н, может быть определена по формуле:
![]() (3.61)
(3.61)
По таблице 41 [2, c. 291] находим:
Ср =68,2; x=0.86; y=0.72; u=1,0; q=0.86; w=0;
n – частота вращения фрезы.
По таблице 9 [2, c. 264] находим поправочный коэффициент КМР на качество обрабатываемого материала
 (3.62)
(3.62)
m=0.3; sВ =640 МПа для стали 45.
КМР =(640/750)0,3 =0,95
Тогда
![]() Н
Н
Эффективная мощность резания, кВт
![]() (3.63)
(3.63)
Nрез =196,6157,12/(102060)=0,183 кВт
Проверяем достаточность мощности привода станка. Для фрезерно-центровальной операции был выбран фрезерно-центровальный станок модели 2538 с мощностью N=4,4 кВт. С учётом к.п.д. станка h=0,85 потребная мощность резания составит:
Nрез.п. =0,183/0,85=0,215 кВт
Таким образом, NNрез.п. , что подтверждает правильность сделанного выбора технологического оборудования для данной операции.
Машинное время на данном переходе составит:
Тм =(l+l1 +l2 )/Sm (3.64)
где Sm – минутная подача; Sm =Sn=2,2145=319 мм/мин
l – длина обработки, мм; l=12,5 мм
l1 – величина врезания инструмента, мм.
l1 =11.4 мм по таблице 87 [5, c. 155]
l2 – величина пробега инструмента, мм.
l2 =3.5 мм по таблице 87 [5, c. 155]
Тм2 =(12.5+11.4+3.5)/319=0,09 мин
Переход 5. Аналогично переходу 2 принимаем ту же подачу на один зуб Sz =0.1 мм. Глубина фрезерования по чертежу детали на данном переходе составляет t=20,5 мм, ширина фрезерования В2 =1,5 мм. Для снижения вспомогательного времени принимаем число оборотов фрезы в минуту, полученное для перехода 2, n=145 об/мин. Тогда скорость резания u будет иметь ту же величину u=57,12 м/мин.
Сила резания, Н, может быть определена по формуле (3.61). Значения поправочного коэффициента и показатели степени аналогичны переходу 2. Тогда
![]() Н
Н
Эффективная мощность резания, кВт
Nрез =858.157,12/(102060)=0,8 кВт
С учётом к.п.д. станка h=0,85 потребная мощность резания составит:
Nрез.п. =0,8/0,85=0,94 кВт,
что меньше мощности станка модели 2538.
NNрез.п
Машинное время на данном переходе составит:
Тм5 =(l+l1 +l2 )/Sm =(20.5+11.4+3.5)/319=0,11 мин
Аналогично переходу 2, Sm =319 об/мин, l1 =11,4 мм, l2 =3,5 мм. Длина обработки l=20,5 мм.
Переход 3 и Переход 6. На данных переходах выполняется центрование поверхностей. В качестве режущего инструмента выступает сверло центровочное, выбранное по ГОСТ 14952–74 [7, c. 343] (d=1,6 мм, L=34 мм – общая длина сверла, l0 =10 мм – длина рабочей части) из быстрорежущей стали Р18. Глубина резания при сверлении
t=0,5d=0,8 мм (3.65)
Подачу выбираем на основании табл. 25 [2, c. 277] S=0,10 мм/об. Для снижения вспомогательного времени принимаем число оборотов инструмента в минуту, полученное для переходов 2 и 5, n=145 об/мин.
Тогда скорость резания u можно определить по формуле:
u=pnd/1000 (3.66)
u=3,141451,6/1000=0,73 м/мин
Учитывая малый диаметр режущего инструмента и низкую скорость резания, проверка на достаточность мощности станка на данных переходах нецелесообразна.
Машинное время на данных переходах составит:
ТМ3,6 =2(l+l1 )/(nS) (3.67)
где l – длина отверстия, мм; l=d/2=0.8 мм
l1 – величина врезания, мм; l1 =(d/2) ctgV, где V – главный угол в плане, град.
V=59° по таблице 7 [7, c/347], тогда l1 =0,8ctg59°=0,80,59=0,47 мм
ТМ3,6 =2(0,8+0,47)/(1450,1)=0,18 мин
Машинное время на фрезерно-центровальной операции составит
Тм =Тм2 +Тм5 +Тм3,6 =0,09+0,11+0,18=0,38 мин.
По формуле (3.53) Топ =Тм +ТВ .
Для фрезерно-центровальной операции вспомогательное время (ТВ ) определяется по формуле (3.54)
ТВ =ТВуст +ТВупр.ст +ТВперех +ТВизмер
ТВуст – вспомогательное время на установку и снятие заготовки со станка;
ТВупр.ст – вспомогательное время на управление станком;
ТВперех – вспомогательное время, связанное с технологическими переходами;
ТВизмер – вспомогательное время на измерение заготовки.
ТВуст =0,79 мин на основании табл. 93 [5, c. 159]
ТВупр.ст =0,3 мин на основании табл. 61 [5, c. 121], устанавливается только для переходов зацентровки и связано с изменением подачи относительно переходов фрезерования
ТВперех =0,552=1,1 мин на основании табл. 93 [5, c. 159]
ТВизмер =0, т. к. учтено в ТВперех .
ТВ =0,79+0,3+1,1=2,19 мин
Оперативное время на одну деталь по формуле (3.53)
Топ =0,38+2,19=2,57 мин
Штучное время определяется по формуле (3.55)
Тшт =Топ (1+(аабс +аотл )/100) (3.55)
где аабс – время на обслуживание рабочего места, в% от ТОП
аотл – время перерывов на отдых и личные потребности, в% от ТОП
аабс =3% см. [5, c. 121]
аотл =2% см. [5, c. 121]
Тогда ТШТ =2,57 (1+5/100)=2,7 мин
Операция 015 Токарная I-я
Переход 1. Установить и закрепить заготовку.
Переход 2. Точить поверхность с 12,5 мм на 11 мм с подрезкой торца в размер 20.
Переход 3. Точить фаску 1,545°
Переход 2. Производится чистовое обтачивание с подрезкой торца. Учитывая, что отношение ![]() , то скорость резания при подрезке торца берётся по нормативам для продольного обтачивания без поправочных коэффициентов [5, c. 127]. Глубина резания t=(dн
–dк
)/2=0,75 мм – по рабочему чертежу детали.
, то скорость резания при подрезке торца берётся по нормативам для продольного обтачивания без поправочных коэффициентов [5, c. 127]. Глубина резания t=(dн
–dк
)/2=0,75 мм – по рабочему чертежу детали.
Выбираем подачу по нормативам резания для чистового точения [2, c. 268] S=0,2 мм/об.
Скорость резания при выбранных t и S составит по табл. 62 [5, c. 125] для резца с режущей сталью из стали Р18 u=85 м/мин.
Число оборотов детали в минуту находится по формуле
![]() (3.69)
(3.69)
n=100085/(3,1412,5)=2165 об/мин
По таблице 62 [5, c. 125] эффективная мощность резания составит Nрез =0,83 кВт. С учётом к.п.д. станка h=0,85 потребная мощность станка Nп.рез. =0,83/0,85=0,98 кВт. Для данной операции был выбран токарно-винторезный станок 16К20М с мощностью N=10 кВт. Таким образом NNп.рез. , что подтверждает правильность сделанного выбора технологического оборудования для данной операции.
Машинное время на данном переходе составит:
ТМ3,6 =(l+l1 +l2 )/(nS) (3.70)
где l – длина обрабатываемой детали по чертежу, мм; l=20 мм
l1 – длина врезания инструмента, мм; l1 =2 мм на основании табл. 3.31 [3, c. 85]
l2 – длина подвода и пробега режущего инструмента, мм; l2 =2 мм на основании табл. 3.31 [3, c. 85]
ТМ2 =(20+2+2)/(21650,2)=0,06 мин
Переход 3. Производится точение фаски 1,545° на диаметре 11 мм. Глубина резания t=1,5 мм. Для уменьшения вспомогательного времени на операцию подачу и число оборотов детали в минуту выбираем равными подаче и числу оборотов на переходе 2, S=0.2 мм/об и n=2165 об/мин. Тогда скорость резания ![]() м/мин. Учитывая малую разницу в режимах резания переходов 2 и 3, проверка на достаточность мощности станка на переходе 3 нецелесообразна.
м/мин. Учитывая малую разницу в режимах резания переходов 2 и 3, проверка на достаточность мощности станка на переходе 3 нецелесообразна.
Машинное время на данном переходе определяется по формуле (3.70), где l=1,5 мм, l1 =1 мм, l2 =2 мм.
ТМ3 =(1,5+1+2)/(21650,2)=0,010 мин
Машинное время на операции токарная I-я составит
ТМ =ТМ2 +ТМ3 =0.06+0.010=0.07 мин
Для токарной операции вспомогательное время определяется по формуле (3.54)
ТВ =ТВуст +ТВупр.ст. +ТВперех +ТВизмер
ТВуст =0,35 мин на основании табл. 70 [5, c. 131]
ТВупр.ст +ТВперех =0,32 мин на основании табл. 71 [5, c. 131]
ТВизмер =0,1 мин на основании табл. 3.40 [3, c. 96].
ТВ =0,35+0,32+0,1=0,77 мин
Оперативное время на одну деталь по формуле (3.53)
Топ =0,07+0,77=0,84 мин
Штучное время определяется по формуле (3.55)
Тшт =Топ (1+(аабс +аотл )/100) =0,84 (1+7/100)=0,9 мин
где аабс =3% на основании карты 45 [6, c. 226]
аотл =4% на основании карты 46 [6, c. 223]
Операция 020 Токарная II-я
Переход 1. Установить и закрепить заготовку.
Переход 2. Точить поверхность с 20,5 мм на 20,0 мм на длине 35 мм.
Переход 3. Точить фаску 145°.
Переход 2. Производится чистовое обтачивание. Глубина резания t=(dн -dк )/2=0,25 мм – по рабочему чертежу детали. Выбираем подачу по нормативам резания для чистового точения [2, c. 268] S=0,2 мм/об.
Скорость резания при выбранных t и S составит по табл. 62 [5, c. 125] для резца с режущей сталью из стали Р18 u=85 м/мин.
Число оборотов детали в минуту находится по формуле
![]() =100085/(3,1420,5)=1320 об/мин
=100085/(3,1420,5)=1320 об/мин
Учитывая малую разницу в режимах резания операций Токарная I-я и Токарная II-я и использование токарного станка одной модели 16К20М, проверка на достаточность мощности станка на операции Токарная II-я не целесообразна.
Машинное время на данном переходе составит:
ТМ2 =(l+l1 +l2 )/(nS)
где l – длина обрабатываемой детали по чертежу, мм; l=35 мм
l1 – длина врезания инструмента, мм; l1 =1 мм на основании табл. 3.31 [3, c. 85]
l2 – длина подвода и пробега режущего инструмента, мм; l2 =4 мм на основании табл. 3.31 [3, c. 85]
ТМ2 =(35+1+4)/(13200,2)=0,152 мин
Переход 3. Производится точение фаски 145° на диаметре 20 мм. Глубина резания t=1 мм. Для уменьшения вспомогательного времени на операцию подачу и число оборотов детали в минуту выбираем равными подаче и числу оборотов на переходе 2, S=0.2 мм/об и n=1320 об/мин. Тогда скорость резания u=13203,1420/1000=82,9 м/мин.
Машинное время составит
ТМ3 =(l+l1 +l2 )/(nS)
где l=1 мм
l1 =1 мм на основании табл. 3.31 [3, c. 85]
l2 =2 мм на основании табл. 3.31 [3, c. 85]
ТМ3 =(1+1+2)/(13200,2)=0,015 мин
Машинное время на операции Токарная II-я составит
ТМ =ТМ2 +ТМ3 =0,152+0,015=0,167 мин
Вспомогательное время для операции Токарная II-я равно вспомогательному времени для операции Токарная I-я.
ТВ =0,77 мин.
Оперативное время ТОП =ТМ +ТВ =0,167+0,77=0,937 мин.
Штучное время по формуле (3.55)
Тшт =Топ (1+(аабс +аотл )/100) =0,937 (1+7/100)=1,002 мин
где аабс =3% на основании карты 45 [6, c. 226]
аотл =4% на основании карты 46 [6, c. 223]
Операция 025 Фрезерная
Переход 1. Установить и закрепить заготовку.
Переход 2. Фрезеровать паз – ширина 10 мм, глубина 2 мм.
Производится фрезерование паза. В качестве режущего инструмента выбираем дисковую пазовую фрезу из быстрорежущей стали Р6М5 по ГОСТ 3964–69. На основании рекомендаций табл. 92 [5, c. 158] и табл. 80 [2, c. 180] выбираем размеры фрезы
D=80 мм, В1 =10 мм, Z=18
Глубину фрезерования t и ширину фрезерования В2 находим по чертежу детали – t=2 мм, В2 =10 мм.
Подача на один зуб фрезы SZ , мм, определяется из таблицы 34 [2, c. 283]
SZ =0,07 мм
Подача на один оборот фрезы S=SZ Z=0,0718=1,26 мм/об
Скорость резания определяется по формуле (3.57):
![]()
Значения коэффициента Cu и показателей степени определяем по табл. 39, а период стойкости фрезы Т по табл. 40 [2, c. 286–290]
Сu =68,5; q=0.25; x=0.3; y=0.2; u=0.1; p=0.1; m=0.2
Т=120 мин.
Общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания по формуле (3.58)
Кu =КМ u КП u КИ u
где КМ u – коэффициент, учитывающий качество обрабатываемого материала. По формуле (3.59):
КГ =1,0, nu =0.9 – на основании табл. 2 [2, c. 262]
sВ =640 МПа для стали 45
КМ u =1,15
КП u – коэффициент, учитывающий состояние поверхности заготовки.
КП u =1,0 – на основании табл. 5 [2, c. 263]
КИ u – коэффициент учитывающий материал инструмента
КИ u =1,0 – на основании табл. 6 [2, c. 263]
Таким образом, Ku =1,151,01,0=1,15
Скорость резания составит:
![]() м/мин
м/мин
Число оборотов фрезы в минуту определяется по формуле (3.60):
![]()
n=100074.2/(3,1480)=295 об/мин
Главная составляющая силы резания при фрезеровании – окружная сила, Н, может быть определена по формуле (3.61):
![]()
По таблице 41 [2, c. 291] находим:
Ср =68,2; x=0.86; y=0.72; u=1,0; q=0.86; w=0;
n – частота вращения фрезы.
По таблице 9 [2, c. 264] находим поправочный коэффициент КМР на качество обрабатываемого материала по формуле (3.62)
m=0.3; sВ =640 МПа для стали 45.
КМР =(640/750)0,3 =0,95
Тогда
![]() Н
Н
Эффективная мощность резания, кВт, по формуле (3.63)
![]()
Nрез =758,1574,2/(102060)=0,92 кВт
Проверяем достаточность мощности привода станка. Для фрезерной операции был выбран универсальный фрезерный станок модели 676П с мощностью N=2,2 кВт. С учётом к.п.д. станка h=0,85 потребная мощность резания составит:
Nрез.п. =0,92/0,85=1,08 кВт
Таким образом, NNрез.п. , что подтверждает правильность сделанного выбора технологического оборудования для данной операции.
Машинное время на данном переходе составит (по формуле (3.64)):
Тм =(l+l1 +l2 )/Sm
где Sm – минутная подача; Sm =Sn=1,26295=371,7 мм/мин
l – длина обработки, мм; l=2 мм
l1 – величина врезания инструмента, мм.
l1 =13.3 мм по таблице 87 [5, c. 155]
l2 – величина пробега инструмента, мм.
l2 =3 мм по таблице 87 [5, c. 155]
Тм =(2+13.3+3)/371,7=0,049 мин
Вспомогательное время для фрезерной операции
ТВ =ТВуст +ТВперех +ТВизмер
ТВуст – вспомогательное время на установку и снятие заготовки станка;
ТВперех – вспомогательное время, связанное с технологическими переходами;
ТВизмер – вспомогательное время на измерение заготовки.
ТВуст =0,57 – на основании табл. 93 [5, c. 159];
ТВперех =0,20 – на основании табл. 93 [5, c. 159];
ТВизмер =0,10 – на основании табл. 3.40 [3, c. 96];
ТВ =0,57+0,20+0,10=0,87 мин
Оперативное время ТОП =ТМ +ТВ =0,049+0,87=0,919 мин
Штучное время по формуле (3.55)
Тшт =Топ (1+(аабс +аотл )/100) =0,919 (1+6.5/100)=0,979 мин
где аабс =2.5% на основании карты 45 [6, c. 226]
аотл =4% на основании карты 46 [6, c. 223]
Операция 040 Шлифовальная
Переход 1. Установить и закрепить заготовку.
Переход 2. Шлифовать поверхность с 11 мм на 10,3 мм на длине 20 мм.
Переход 3. Шлифовать поверхность с 10,3 мм на 10 мм на длине 20 мм.
Станок круглошлифовальный модели 3А110В.
Обработка выполняется в виде предварительного и окончательного шлифования детали с одной установки. В качестве обрабатывающего инструмента выбираем шлифовальный круг 24А40ПС25К по ГОСТ 2424–83 с размерами D=200 мм, В=25 мм. В качестве процесса шлифования выбираем круглое шлифование в центрах методом врезания.
Переход 2. На данном этапе обработки заготовки выполняется предварительное врезное шлифование. Параметры резания устанавливаем на основе данных табл. 55 [2, c. 301].
При предварительном врезном шлифовании:
Глубина шлифования t=0,04 мм;
Скорость круга uк =30 м/с;
Скорость заготовки uз =35 м/с;
Радиальная подача Sp =0,040 мм/об
Частота вращения заготовки nз =1000uз /(pd)=351000/(3,1411)=1015 об/мин
Частота вращения круга nк =100030/(3,1411)=868 об/мин
Машинное время при врезном шлифовании определяется по формуле [7, c. 302]
![]() , (3.71)
, (3.71)
где h – припуск на шлифование на сторону, мм
t – глубина шлифования, мм
nз – частота вращения заготовки
к – коэффициент, учитывающий точность шлифования и износ круга (для предварительного шлифования 1,2–1,4, для окончательного шлифования 1,3–1,7)
h=0.35 мм; t=0,04 мм; nз =1015 об/мин; к=1,3
ТМ2 =0,351,3/(0,041015)=0,011 мин
Переход 3. Выполняется окончательное врезное шлифование. Параметры резания устанавливаем на основе данных табл. 55 [2, c. 301]. При окончательном врезном шлифовании:
Глубина шлифования t=0,002 мм;
Скорость круга uк =30 м/с;
Скорость заготовки uз =20 м/с;
Радиальная подача Sp =0,002 мм/об
Частота вращения заготовки nз =1000uз /(pd)=201000/(3,1410)=637 об/мин
Частота вращения круга nк =100030/(3,1410)=955 об/мин
Машинное время при врезном шлифовании по формуле (3.71)
![]() ,
,
h=0.15 мм; t=0,002 мм; nз =637 об/мин; к=1,5
ТМ3 =0,151,5/(0,002637)=0,177 мин
Машинное время операции шлифования
ТМ =ТМ2 +ТМ3 =0,011+0,177=0,188 мин
Вспомогательное время при операции шлифования
ТВ =ТВуст +ТВшл +ТВизмер
ТВуст =0,62 мин – на основании табл. 109 [5, c. 187];
ТВшл =0,37 мин – на основании табл. 109 [5, c. 187] – вспомогательное время, связанное со шлифованием одной поверхности;
ТВизмер =0,16 мин – на основании табл. 109 [5, c. 187];
ТВ =0,62+0,37+0,16=1,15 мин
Оперативное время ТОП =ТМ +ТВ =0,188+1,15=1,338 мин
Штучное время по формуле (3.55)
Тшт =Топ (1+(аабс +аотл )/100) =1,338 (1+7/100)=1,432 мин
где аабс =3% на основании карты 45 [6, c. 226]
аотл =4% на основании карты 46 [6, c. 223]