Изготовление печатных форм для различных видов печати
СОДЕРЖАНИЕ: Изготовление форм плоской офсетной печати, высокой печати на основе фотополимерных композиций. Разновидности форм глубокой печати. Изготовление форм для специальных видов печати. Влияние способов изготовления на требования к обработке информации.Содержание
1. Изготовление форм плоской офсетной печати
2. Изготовление форм высокой печати на основе фотополимерных композиций
3. Разновидности печатных форм глубокой печати
4. Изготовление форм для специальных видов печати
5. Прямые способы изготовления печатных форм
6. Влияние способов изготовления печатных форм на требования к обработке информации
Список литературы
1. Изготовление форм плоской офсетной печати
На печатной форме плоской офсетной печати (рис. 1) печатающие и пробельные элементы находятся практически в одной плоскости. Способ изготовления печатных форм, осуществляемый с использованием позитивных фотоформ и с применением предназначенных для такого способа позитивно работающих формных пластин, называется способом позитивного копирования. При этом копировальный слой формных пластин обладает такими свойствами, что в процессе проявления он удаляется с засвеченных участков, и в итоге эти участки печатной формы становятся невосприимчивыми к печатной краске.
Соответственно, название способ негативного копирования появилось в результате того, что в ходе изготовления печатной формы используются негативные фотоформы. При этом применяются формные пластины с негативным копировальным слоем. В ходе обработки копировальный слой удаляется со всех участков, которые не были достаточно засвечены. Воздействие экспонирующего излучения происходит на прозрачных участках фотоформы, соответствующих печатным элементам, воспринимающим печатную краску.
Перед тем, как производить экспонирование или копирование формных пластин, каждая из которых предназначена для одного из однокрасочных изображений, на пластинах пробиваются отверстия приводки, что обеспечивает точное размещение фотоформ/макета печатного листа. Очень часто на печатной форме пробиваются приводочные отверстия предназначенные для ее правильной установки в печатной машине. Эти отверстия могут быть сделаны уже после проявления экспонированной формной пластины. В традиционном фоторепродукционном процессе форма плоской печати может быть изготовлена экспонированием в проекционной или контактной системе.
Проекционные экспонирующие системы (работающие на отражение или на пропускание) используются при выпуске черно-белой книжной и газетной продукции (так же, как и в трафаретной печати), т.е. продукции, к которой не предъявляются высокие требования в отношении качества. Проекционная растровая система работает по принципу эпидиаскопа (для оригиналов, выполненных на непрозрачной основе) или как диапроектор (для оригиналов, выполненных на прозрачной основе). Макет, фотоформу полосы создают в виде клеевого монтажа на бумажной или прозрачной основе (рис. 2). Фотоформа сверстанной полосы проецируется на формную пластину. В результате в процессе экспонирования на печатной форме записывается последовательность полос, соответствующая монтажному листу.
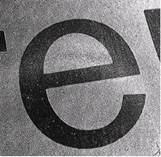
Рис. 2. Микрофотография поверхности печатной формы плоской офсетной печати
При работе на копировальномножительной машине (stop045;and045;repeat – остановиться и повторить) (рис. 3) можно обходиться даже без монтажного листа. В этом устройстве контактным методом копируются фотоформы полос издания, установленные в специальной кассете. При экспонировании в контактнокопировальной раме с вакуумным прижимом (рис. 4) необходимо обеспечить контакт полноформатного монтажа, выполненного на прозрачной основе, с формной пластиной. Монтажная фотоформа фиксируется на формной пластине посредством точного размещения по приводочным штифтам и укладывается в контактнокопировальную раму. Монтаж и формная пластина оказываются между гибким резиновым полотном и стеклянной пластиной. Воздух из внутреннего пространства сэндвича отсасывается и, таким образом, создается давление воздуха между полотном и стеклянной пластиной, что обеспечивает удовлетворительный контакт между копируемым монтажом и пластиной. Затем производится экспонирование от источника УФ излучения.
Фотохимически активный слой формной пластины реагирует на поток света, падающий от источника излучения. Для получения хороших результатов копирования на формную пластину должна воздействовать минимально допустимая энергия, приходящаяся на единицу площади. Как и при изготовлении фотоформ, оптимальная экспозиция зависит от источника излучения и от свойств формного материала.

Рис. 3. Система проекционного копирования (технология на пропускание) для изготовления печатных форм плоской офсетной и трафаретной печати (Proditec Projectionssysteme)
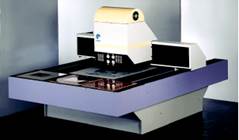
Рис. 4. Копировально-множительная машина (стоп – стартового типа)
Излучение чаще всего генерируется посредством галогенной лампы накаливания. Пучок излучения состоит из параллельно направленной и переменной диффузной составляющих. Диффузнорассеянная часть потока может быть значительно увеличена посредством применения рассеивающей матовой пленки. Это необходимо при позитивном копировании для того, чтобы исключить запись на печатной форме пылинок и обрезных краев фотопленки. Нежелательным эффектом является исчезновение мелких деталей в процессе экспонирования, когда при излишне большой экспозиции излучение попадает под темные участки фотоформы.

Рис. 6. Контактно-копировальная рама с устанавливаемым матовым листом (Sack)
Проявление (в растворах/химическое) в простейшем случае выполняется вручную, однако предпочтительнее его вести в кювете или в проявочной машине. Перед тем как наносится защитный слой, пластину проверяют на наличие ошибок и, если необходимо, корректируется вручную. При так называемой минус корректуре нежелательные печатающие элементы удаляются корректурной жидкостью, ручкой или кистью. Плюс045;корректура является более сложной. Могут быть внесены только очень незначительные изменения, такие, как заполнение краской дефектов или небольших участков на плашке при выворотке. Для этого на участках, требующих корректуры, сначала должен быть смыт уже имеющийся там защитный слой, а затем на эти места наносится корректурный лак.
Стадии корректуры и создания защитного слоя, а также стадия термообработки составляют область процессов отделки печатных форм. В процессе нанесения защитного слоя (называемого гуммированием) пластина покрывается тонким слоем гуммиарабика или раствора аналогичного химического состава, которые придают пробельным элементам устойчивые гидрофильные свойства. Твердость копировального слоя повышается в процессе термообработки, чем достигается большая тиражестойкость печатной формы. При выборе оптимальной экспозиции должны быть учтены следующие требования:
· интервал оптических плотностей, типичный для данного печатного процесса, должен быть воспроизведен на печатной форме;
· изменения в передаче градаций на стадии перехода от фотоформы к печатной форме должны находиться в узком диапазоне допусков.
Управление процессом копирования позитивных печатных форм осуществляется посредством анализа микроштрихового поля, содержащегося в контрольном тест объекте. Группа микроштрихов наименьших размеров, воспроизводимых на печатной форме, обычно находится в диапазоне 12 мкм или 15 мкм (при печати бесконечных формуляров – 20 мкм). На рис. 5 приведен соответствующий пример [3]. Для контроля процесса негативного копирования дополнительно с микроштриховыми полями используется полутоновый клин. Более подробно спецификации и/или стандарты для оценки печатной формы представлены ниже:
· стандартизация способа офсетной печати по BVD/FOGRA (13.2.3), [4];
· стандартизация многокрасочной газетной печати [1];
· стандартизация печати бесконечных формуляров (13.2.3), [2];
· стандарт DIN 16620, часть 2 или соответствующий ему стандарт ISO;
· ISO 12218 - общий стандарт офсетной печати, [1].
Оценка растровых величин на печатной форме не является необходимой, так как она может быть выполнена по копировальной шкале FOGRA на основе считывания микроштриховых полей (рис. 5). На обычных формных материалах с диазотипными копировальными слоями воспроизведение контрольной шкалы оценивается с помощью микроскопических измерений. Однако этот метод не всегда применим при использовании цифровых технологий изготовления печатных форм компьютер – печатная форма.
Вследствие небольшого светорассеяния и попадания экспонирующего излучения под непрозрачные участки фотоформы при позитивном копировании обнаруживается уменьшение размеров растровых точек с переходом от фотоформы к печатной форме и, наоборот, при негативном копировании происходит увеличение размеров растровых точек. В средних тонах размеры растровых точек отклоняются примерно на 3%. Разница обычно учитывается на стадии доформных процессов. Данные отклонения внесены в стандарты на процессы плоской офсетной печати (ISO 12647 часть 2; раздел 14.4) и газетной печати (ISO 12647, часть 3; раздел 14.4).
Управление процессом экспонирования при изготовлении печатных форм зависит от характеристик фотоформ и осуществляется с помощью так называемого интегратора излучения (известного как счетчик тактов). Это устройство автоматически рассчитывает экспозицию как произведение действующей интенсивности излучения на время экспонирования. Засветка прекращается, как только достигается требуемый уровень экспозиции.

Рис. 5. Тест-объект для контроля процесса позитивного или негативного копирования в производстве печатных форм плоской офсетной печати (UGRA/FOGRA)
В малоформатном офсете используются специальные технологии изготовления печатных форм с применением (в зависимости от требований к качеству изображения) специальных копировальных слоев. При этом изображение оригиналмакета на пленке или бумаге, как и в электрографическом копировальном устройстве, переводится посредством нанесения тонера на печатную форму (очень часто она изготавливается на материалах, подобных бумаге и обладающих свойствами, необходимыми для изготовления офсетных печатных форм). Затем изображение, сформированное тонером, закрепляется. Печатная форма может использоваться для выполнения простых печатных работ, главным образом в однокрасочной репродукции или при печати совместно соспециальными внетриадными красками.
2. Изготовление форм высокой печати на основе фотополимерных композиций
Процесс изготовления форм высокой печати на основе фотополимеризующихся пластин довольно прост и включает в себя пять этапов:
1. Основное экспонирование
При экспонировании происходит фотополимеризация рельефа под действием УФ-излучения (с диапазоном длин волн от 200 до 400 нм). Засвеченные молекулы полимера образуют сетчатую структуру и становятся нерастворимыми. Для этого на пластину через матированный пленочный негатив направляется УФ-излучение. Печатающие элементы и пробелы возникают следующим образом: там, где действует излучение (под прозрачными участками негатива), происходит реакция фотополимеризации, в результате которой полимер становится твердым и нерастворимым. Там, где излучение не действует, полимер остается в неполимеризованном состоянии, не стойком к действию растворителя. В результате там, где действует УФ-излучение, образуются возвышенные печатающие элементы, а где не действует (то есть на непрозрачных участках негатива) — углубленные пробельные элементы. Точное время экспонирования можно определить с помощью тестового экспонирования через специальный негатив.
Для экспонирования используются специальные копировальные установки с вакуумным прижимом негатива к фотополимерной пластине посредством пленки. Эти установки отличаются от офсетных копировальных рам тем, что для прижима фотоформы к пластине используется именно пленка, а не стекло, как в офсетных рамах, поскольку только этот материал пропускает УФ-излучение, необходимое для фотополимеризации пластины. Для излучения используются УФ-лампы диапазона А (около 360 нм), например лампы Philips TL 10 R. При экспонировании можно использовать и галогенные лампы, но тогда нужно оснастить экспонирующую установку дополнительными устройствами для рассеивания света (например, рефлекторами) и специальным светофильтром для работы с пластинами, вымываемыми водой.
Нужно сказать несколько слов о фотоформе. Вследствие того что фотополимерные слои являются слоями негативного проявления (то есть там, где действует световое излучение, уменьшается растворимость), в качестве фотоформы используются негативы. К ним предъявляются следующие требования: минимальная оптическая плотность D непрозрачных участков должна быть 4,0 единицы, максимальная оптическая плотность D прозрачных участков (вуаль) — 0,05 единиц. При этом эмульсионная сторона негатива должна быть матированной для создания наиболее плотного контакта между негативом и пластиной в процессе экспонирования.
Поскольку способ высокой печати — прямой способ, то изображение на форме должно быть зеркальным. При использовании фотополимеризующихся пластин для типоофсетной печати (для непрямой высокой печати — сухого офсета) изображение на форме должно быть прямое. Способ печати необходимо учитывать при выводе негатива. Следует указать, что недостаточные значения оптических плотностей негатива приводят к полимеризации пробельных элементов и уменьшению рельефа формы. Негативы изготавливаются на специальном фотовыводном устройстве при помощи лазерного излучения.
2. Вымывание
На этом этапе с пластины удаляются участки полимера, не затвердевшие при экспонировании. Обычно для водовымывных пластин, если иное не оговорено специально, используется обыкновенная водопроводная вода. Как уже говорилось, после вымывания раствор можно сливать прямо в канализацию, так как в нем нет твердых остатков и все его составные части могут биологически разлагаться. В вымывном растворе отсутствуют тяжелые металлы или хлорированные углеводороды, а содержится только углерод в органическом соединении. У спиртовымывных пластин полимер с пробельных участков удаляется смесью спирта (например, этилового) и воды. Насыщенный раствор может быть очищен на регенерационных установках или утилизирован как специальные отходы, подлежащие сожжению.
Пластины обоих типов вымываются в плоских устройствах (вертикального или горизонтального типов) с распылительными соплами или с системой для удаления полимера с пробелов с помощью плюшевых подушечек или щеток. Эти устройства должны иметь систему термостатирования, поддерживающую температуру на уровне 29-30 °С. Переменными факторами этого этапа являются время основного экспонирования и время вымывания. Данные значения определяются посредством специального тестирования (как и в случае экспонирования). Тестирование целесообразно выполнять как при первом запуске производственного процесса, так и при получении новой партии пластин или при смене производственных условий. Время для вышеуказанных операций зависит главным образом от типа и толщины пластин, состояния оборудования и производственных условий. Определение продолжительности вымывания происходит экспериментальным путем, без применения специальных тестовых приспособлений. Полимер доложен удаляться практически до подложки.
3. Дополнительное споласкивание
Во время этой операции поверхность пластины очищается от остатков полимера. Для этого используют свежий вымывной раствор. Остаток жидкости на пластине после споласкивания нужно сразу же удалить губкой, мягкой влажной замшей или сдуть сжатым воздухом. Ополаскивать пластину проще всего струей холодной водопроводной воды равномерно по всей ее поверхности. Продолжительность споласкивания весьма незначительна — 1-2 мин.
4. Сушка
При вымывании пластина впитывает растворитель, который нужно удалить, чтобы стабилизировать печатные свойства, устранить набухание печатающих элементов и повысить тиражестойкость формы. Сушку производят горячим воздухом. Время сушки зависит от типа пластины, толщины рельефа и обычно составляет порядка 10-15 мин. Например, пластины Nyloprint на металлических подложках (на стальной или алюминиевой) сушат при температуре 80 °С, а на полиэфирной основе — при 60 °С. Для равномерного просушивания применяют аппарат для сушки циркуляционным/свежим воздухом. Процесс сушки может происходить как в горизонтальном, так и в вертикальном положении — в зависимости от типа оборудования. После сушки горячим воздухом обрабатываемую пластину необходимо выдерживать в течение 2-3 мин для охлаждения до комнатной температуры.
5. Дополнительное экспонирование
На этом этапе происходит окончательная полимеризация рельефа формы. В процессе основного экспонирования не происходит полной полимеризации печатающих элементов, и около 20-25% первоначального количества мономера в фотополимеризующемся слое остается в неполимеризованном состоянии. В результате уменьшается тиражестойкость и ухудшаются печатно-технических свойства фотополимерных форм. В связи с этим еще раз производят обработку формы УФ-излучением (диапазона А при 360 нм), но без негатива. Процесс длится длится столько же времени, что и основное экспонирование. (На основании собственного опыта могу сказать, что в зависимости от характера воспроизводимого изображения, от особенностей последующего печатного процесса, а также от свойств применяемых печатных красок время дополнительного экспонирования может варьироваться в пределах 20-25% от исходного.)
Чтобы готовые печатные формы не пересохли и не стали хрупкими, в складском помещении поддерживают относительную влажность воздуха не менее 60% и температуру 20-22 °С. Формы можно просто запаковать в светонепроницаемый пакет из пленки. Они должны быть сухими и очищенными от остатков красок. Таким образом, процесс изготовления форм высокой печати на основе фотополимеризующихся пластин при условии выполнения вышеуказанных условий и требований довольно несложный. При этом благодаря большим возможностям высокой печати и экономичности при использовании фотополимерных форм можно достичь очень хороших результатов как при производстве этикеток, так и при запечатывании различной упаковочной пластмассовой и металлической продукции (в случае типоофсетного варианта высокой печати). Тиражестойкость фотополимерных форм может составлять до миллиона оттисков.
3. Разновидности печатных форм глубокой печати
В глубокой печати печатные элементы формы, так называемые ячейки, находятся ниже плоскости пробельных элементов (рис. 6). В зависимости от структуры ячеек имеется три разновидности печатных форм:
· в традиционной (обычной) глубокой печати изображение на формном цилиндре получают методом травления. Площадь ячеек печатающих элементов остается постоянной, а их глубина изменяется в соответствии с тоном. Темным тонам соответствуют глубокие ячейки, а светлым – неуглубленные, плоские;
· в автотипной глубокой печати изменяются размеры ячеек, а их глубина остается постоянной. Передача градации обеспечивается в процессе травления за счет изменения диаметра ячейки;
· в третьем варианте, полуавтотипной глубокой печати, изменяется как площадь, так и глубина, что достигается посредством механического гравирования печатающих элементов. Отличительной чертой данного способа является получение оттисков высокого качества. Управление процессом осуществляется непосредственно на базе электронных данных.
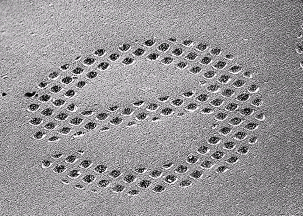
Рис. 6. Микрофотография печатной формы глубокой печати
Для обеспечения качества гравирования осуществляется как контроль толщины медной рубашки, получаемой электролитическим осаждением, так и хромированного покрытия. После гравирования с помощью микроскопа определяется размер ячеек и соответственно объем заполнения их краской. Естественно, в работе необходимо использовать качественный резец. Глубокая автотипия почти полностью вытеснила процессы травления печатных форм.
4. Изготовление форм для специальных видов печати
Шелкография - метод печати, основанный на продавливании краски через трафарет (печатную форму). Оттиск получается рельефным.
Изображение, нанесенное методом шелкографии, обладает высокой интенсивностью цвета благодаря большой толщине красочного слоя, устойчиво к воздействию влаги и имеет глянцевую поверхность. Шелкография также используется в легкой промышленности (печать на тканях, пластике, дереве, металле и т.п.). Активно применяется для изготовления сувенирной продукции (нанесение на ручки, зажигалки, брелки, блокноты и т.п.).
Тампопечать - способ передачи изображения с печатной формы (клише) на запечатываемую твердую поверхность с использованием тампона. При производстве рекламных сувениров часто используется тампопечать.
Тампонная печать позволяет наносить изображение практически на любой вид твердой поверхности (гладкие, рефленные поверхности и невпитывающие краску материалы) - пластик, стекло, дерево, металл.
5. Прямые способы изготовления печатных форм
В настоящее время печатные формы для трафаретной печати изготавливаются преимущественно с применением копировального материала на диазооснове:
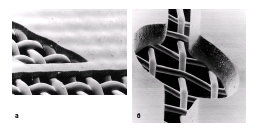
Рис. 6. Снимок печатной формы трафаретной печати, изготовленной фотомеханическим способом, полученный электронным микроскопом:
а форма, изготовленная прямым способом;
б форма, изготовленная комбинированным способом
· прямой способ. Для него применяют материал, затвердевающий под действием УФ излучения. Материал наносится на сетку, устанавливаемую вертикально или под небольшим углом наклона. Для достижения высокого качества и большой толщины красочного слоя при печати копировальный слой для шаблонов может наноситься на сетку многократно с промежуточными сушками. Слои наносятся как с печатной стороны, так и со стороны ракеля. Чем мельче заметна структура сетки на поверхности формы, тем лучше результаты печати. Причина заключается в том, что в печатном процессе форма должна лежать ровно на запечатываемом материале, чтобы не возникало никаких зазоров, в которые могла бы проникнуть краска. Равномерный прижим при копировании также улучшает качество, так как при этом можно избежать нерезкости и неточности при передаче печатной информации. После копирования незадубленные участки вымываются. Прямой способ изготовления удовлетворяет всем требованиям качест венной печати и поэтому находит наибольшее применение. На рис. 6 а показан фрагмент поверхности печатной формы;
· непрямые способы используются при высоких требованиях к точности толщины слоя краски, например при нанесении проводящей пасты на элементы солнечной батареи или запечатке панелей с определёнными толщинами красочного слоя. Фотослой, находящийся на пленкеносителе, предназначенной для точно определённой толщины слоя краски, экспонируется, проявляется и только затем переносится на сетку (приклеивается, прикатывается и пр.);
· комбинированный способ. Фотоматериал с носителем на плёнке переносится сначала на трафаретную сетку, а затем экспонируется и проявляется. Этот вид печатной формы имеет высокую точность при формировании печатных элементов.
6. Влияние способов изготовления печатных форм на требования к обработке информации
На данный момент самое большее распространение получил офсетный способ печати. Менее распространена флексография. Уже редко встречаеться высокая печать прародительница флексографии. В узком спектре рынка полиграф услуг расположена трафаретная печать. И как экзотика смотриться глубокая, представленная в нашем городе всего лишь одной типографией. Также много разновидностей шелкографии и единичные станки тампопечати и сухого офсета. Поэтому в моей контрольной рассказывается лишь о самых распространённых способах печати и способах изготовления к ним печатных форм.
Список литературы
1. Раскин А.Н., Ромейков И.В. и др. Технология печатных процессов. Учебник. - М.: Книга, 2005, 432 с.
2. Пиккок Дж. Издательское дело: от замысла до упаковки шаг за шагом. - М.: Эком, 2008, 400 с.
3. Технология изготовления печатных форм. Учебник/Под ред. В.И. Шеберстова. - М.: Книга, 2007, 224 с.
4. Полянский Н.Н. Основы полиграфического производства. Учебник. - М.: Книга, 2007, 352 с.
5. Стефанов С.И. Путеводитель в мире полиграфии. - М, 2008, 320с.
6. Никанчикова Е.А., Попова А.П. Технология полиграфического производства. Изготовление печатных форм. - М.: Книга, 2008, 368 с.
7. Никанчикова Е.А., Попова А.П. Технология полиграфического производства. Часть 2. Печатные процессы. - М.: Книга, 2007, 288 с.
8. Основы обработки изобразительной информации. Лабораторный практикум. / Под ред. Андреева Ю.С. - М.: Издательство МГАП «Мир книги», 2007, 88 с.
9. Такчук Ю.Н. Оборудование допечатных процессов. Конспект лекций. - М.: Издательство МГУП, 2007, 108 с.
10. Дегтярь Е., Никулищина Е. Этот цветной мир требует контроля.//Журн. «Полиграфия», 2008. №5. С. 108 – 109.
11. Леонардо-Сайс В. Будущее – за отечественным производителем.//Журн. «Полиграфия», 2007. №28. С. 44 – 46.
12. Процессы офсетной печати. Технологические инструкции. - М.: «Книга», 2007, 472 с.
13. Издательские системы, графические технологии. Компания Терем. Информационный сайт: http://www.terem.ru.
14. Современные печатные технологии. Компания Вариант. Информационный сайт: http://www. variant.ru.