Изготовление подставки под письменные принадлежности
СОДЕРЖАНИЕ: Анализ проблемы и исторические аспекты. Конструирование и моделирование подставки под письменные принадлежности. Экономические расчеты. Расчет базовой стоимости изделия, технология и последовательность изготовления. Мини маркетинговое исследование.Оглавление
Введение
1. Анализ проблемы и исторические аспекты
1.1 Краткий исторический обзор
2. Конструирование и моделирование подставки под письменные принадлежности
2.1 Конструирование подставки под письменные принадлежности
2.2 Эскизное проектирование. Выбор и обоснование оптимального варианта решения
2.3 Экономические расчеты. Расчет базовой стоимости изделия
3. Технология изготовления подставки под письменные принадлежности
3.1 Разработка технологической карты
3.2 Организация рабочего места
3.3 Последовательность изготовления подставки под письменные принадлежности
3.4 Правила охраны труда
4. Мини маркетинговое исследование
Заключение
Список литературы
Приложение
Введение
Обоснование актуальности темы.
Подставка под ручки и карандаши удивительное исключение из правил по выбору бытовых приспособлений к мебели: ей ни к чему эргономичность, с натяжкой ее можно назвать функциональной. При этом сложно найти место в доме, на работе, в офисе или же в детской на рабочем столе, где настольная карандашница не пришлась бы к месту. Этот предмет интерьера должен всегда быть под рукой и исполнять все ваши желания; хранить все письменные принадлежности в одном месте, да и просто украшать стол. В детской комнате этот предмет становится неотъемлемой частью рабочего столика детей, в офисе подчеркивает элегантность и собранность сотрудника, на работе держит все необходимые письменные инструменты в одном, удобном для рук месте. Подставки под ручки и карандаши - хорошее средство демонстрации продукции на презентации, выставке, в магазине. Подставки под канцтовары – это экономия места в витрине, удобное расположение товара и возможность ориентирования в широком ассортименте. Подставки под ручки бывают одиночные или групповые, вертикальные, горизонтальные или наклонные. Как правило, для дорогих ручек используются одиночные подставки, чтобы подчеркнуть их ценность, для ручек, выпускаемых массовыми тиражами, используют групповые подставки, чтобы отразить их отличия, например, показать цветовую гамму.
Тема курсовой работы – «Технология изготовления подставки под ручки и карандаши».
Цели курсовой работы – Использовать умение пользоваться технической литературой, исследование актуальности применения подставки под письменные принадлежности в быту.
Задачи курсовой работы – Использовать применение практических навыков при точении, шлифовании, нанесении геометрической резьбы.
Цель исследования – разработка творческого проекта по изготовлению подставки под ручки и карандаши.
Объект исследования – изготовление изделия из массива дерева.
Предмет исследования – технология изготовления подставки под ручки и карандаши.
Задачи исследования:
1. Изучение и анализ специальной и технологической литературы
2. Проведение исследования в потребности данного изделия и истории данной проблемы
3. Поиск оптимального варианта данного изделия и оценка более подходящих материалов
4. Разработка наиболее эффективной технологии изготовления изделия
5. Изготовление изделия в соответствии с научной организацией и правилами охраны труда
Методы: изучение литературы по теме исследования; сравнение различных технологий изготовления подставки под ручки и карандаши; освоение способов и приемов изготовления подставки под ручки и карандаши.
1. Анализ проблемы и исторические аспекты
1.1 Краткий исторический обзор
Историю возникновения подставки под письменные принадлежности следует рассматривать параллельно с возникновением самих письменных принадлежностей. Поэтому рассмотрим возникновение карандаша и историю возникновения шариковой ручки.
История карандаша начинается с XІ столетия. Художники рисовали тогда в основном палочками, изготовленными из смеси свинца с цинком, иногда их называли серебряными карандашами.
Графитные карандаши известны с XVІ ст. Английские пастухи из местности Камберленд нашли в земле темную массу, которую использовали для того, чтобы метить овец. Сначала через цвет, похожий на цвет свинца, месторождение приняли за поклади этого минерала, используемого для отливки шаров. Но, определив непригодность нового материала для этих целей, начали изготовлять из него тонкие заостренные на концах палочки и использовали их для рисования. Такие палочки были мягкими, грязнили руки и подходили для рисования, но не для письма. В XVІІ ст. графит обычно продавали на улицах. Покупатели, в основном, художники, затискали эти графитовые палочки между кусочками дерева или веточками, завертывали их в бумагу или обвязывали их веревкой.
Первый документ, в котором упоминается деревянный карандаш, датированный 1683 годом. В Германии производство графитных карандашей началось в Нюрнберге. Немцы догадались смешивать графитный порошок с серой и клеем, получая, таким образом, стержень не высочайшего качества, но по более низкой цене. Чтобы припрятать это, производители карандашей прибегали к разным ухищрениям. В деревянный корпус карандаша с обеих сторон вставляли кусочки чистого графита, в середине же находился низкокачественный искусственный стержень. Иногда внутренность карандаша и совсем была пустой. Понятно, что так называемый Нюрнбергский товар не пользовался хорошей репутацией.
Современный карандаш изобрел в 1794 году французский ученый и изобретатель Николя Жак Конте. В конце XVІІІ ст. английский парламент ввел наиболее суровый запрет на вывоз драгоценного графита из Камберленда. Нарушение этого запрета наказывалось очень сурово, вплоть до смертной казни. Но, не смотря на это, графит продолжал попадать в континентальную Европу контрабандным путем, что привело к резкому увеличению его цены. За заданием французов Конте разработал рецептуру смешивания графита с глиной и производства из этих материалов высококачественных стержней. С помощью обработки высокими температурами была достигнутая высокая прочность, однако еще более важным был тот факт, что изменение пропорции смеси давало возможность делать стержни разной твердости, что и послужило основой современной классификации карандашей по твердости (Т, М, ТМ или в английском варианте: Н - твердый, В - мягкий, НВ - средней твердости). Цифры перед буквами означают дальнейшую степень мягкости или твердости. Это зависит от процентного содержания графита в смеси, что также влияет на цвет стержня (грифеля) - чем больше графита, тем темнее и более мягкий грифель карандаша.
В современных грифелях используются полимеры, которые разрешают добиваться нужного соединения прочности и эластичности, дают возможность изготовлять очень тонкие грифели для механических карандашей (до 0,3 мм).
Обычную нам шестигранную форму корпуса карандаша предложил в конце XІ ст. граф Лотар фон Фаберкастл, заметив, что карандаши круглой формы часто скатываются из преклонных поверхностей. 2/3 материала, который составляет простой карандаш, идет в отходы при его заточении. Это натолкнуло американца Алонсо Кроса, пионера современных пишущих инструментов, на создание в 1869 году металлического карандаша. Графитный стрежень размещался в металлической трубке и мог за необходимости выдвигаться на соответствующую длину.
Это скромное начало повлияло на развитие целой группы товаров, которые используются сегодня повсеместно. Простейшей конструкцией является механический карандаш с грифелем 2мм, где стержень держится металлическими прижимами (цангами) - цанговый карандаш. Приоткрываются цанги при нажатии кнопки на конце карандаша, который приводит к выдвижению грифеля на длину, регулированную собственником карандаша.
Современные механические карандаши более совершенные. При каждом нажатии кнопки происходит автоматическая подача небольшого участка грифеля. Такие карандаши не нужно затачивать, они снабжены встроенным ластиком и имеют разную фиксированную толщину линии (0,3мм, 0,5мм, 0,7мм, 0,9мм, 1мм).
2. Конструирование и моделирование подставки под письменные принадлежности
2.1 Конструирование подставки под письменные принадлежности
Параметры подставки очень важная деталь при ее изготовлении. Они могут быть разными. Правильно подобранные параметры позволяют подставке вписываться в обстановку рабочего стола. Они делают ее одним целым с имеющимися канцелярскими товарами на рабочем столе.
Размеры, прежде всего, зависят от величины, габаритов рабочего стола, и предметов, рядом с которыми будет располагаться карандашница. Каких же размеров она должна быть? Подставка нужна для того чтобы в ней размещались необходимые для письма инструменты, чтобы она вливалась в общий интерьер стола и даже комнаты. Раз в ней будут лежать ручки и карандаши она не должна быть большой. Ее верхняя часть ориентировочно должна вмещать в себя не менее восьми ручек и карандашей средней величины в длину и один или два ряда по длине – для прямоугольной подставки. Если же подставка будет круглой формы, то в ней должно размещаться не менее пятнадцати средних письменных принадлежностей.
Таким образом, подставка должна быть несколько вместительной, но и не громоздкой. Оптимальный вариант если она будет иметь 8-12 мест для письменных принадлежностей. Отлично будут смотреться письменные принадлежности выстроенные в ряд. Через 2см по длине.
Из этого следует, что длина нашей подставки будет 16-24см. Ширина 3см. Глубина 4см. Для того, чтобы подставка смотрелась элегантно установим ее на точеные стойки прикрепленные для устойчивости на декоративную дощечку. Превышающую основную подставку на 3см, и меньше по длине на 4см. Из всего этого следует, что габаритные размеры будут такими. Высота 8,5см, длина 24см, ширина 7,5см.
2.2 Эскизное проектирование. Выбор и обоснование оптимального варианта решения
Какая же форма предпочтительна для подставки под ручки и карандаши? Если сделать акцент на стремительное развитие всех технологий и не стоящей на месте моды можно сделать вывод, что форма подставки должна быть необычной, но одновременно гармонировать с интерьером квартиры. Известно, что симметрия прямоугольных форм остается классикой на рынке и в простой жизни. Для этого потребуется найти компромисс между симметрией и пластичностью форм предметов и элементов, что придаст подставке привлекательность и индивидуальность.
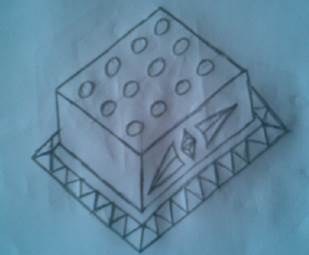
Теперь предстоит задача представить в пространстве как будет выглядеть наша подставка под ручки и карандаши. Для этого необходимо рассмотреть несколько вариантов и выбрать наиболее привлекательный и оптимальный вариант. Приложения 1, 2, 3.
Итак, после рассмотрения трех предложенных вариантов и опроса нескольких человек остановимся на столике под номером 1. Выбранная подставка наиболее привлекательна и элегантна по сравнению с двумя другими. Она сочетает в себе как элементы симметрии, так и элементы пластики, что говорит о ее индивидуальности. Эта подставка под письменные принадлежности отлично впишется в любой интерьер квартиры, будет не прихотлива в обращении и практична в применении.
В процессе изготовления подставки могут прийти новые идеи и решения. Изменение основного проекта подставки, возможно, но вначале необходимо тщательно проанализировать, действительно ли они заслуживают воплощения.
Когда приходится несколько раз распускать какой-либо неудачный фрагмент, несколько дней решать, все это утомительно. Но какое удовольствие приносит окончательный результат. Самое прекрасное в творчестве это поиск. Здесь нужно проявить не только терпение, удачливость, настойчивость, но и выдумку, фантазию, упорство в достижении цели.
2.3 Экономические расчеты. Расчет базовой стоимости изделия
Рассмотрев все аспекты изготовления подставки под ручки и карандаши можно приступить к экономическим расчетам.
Для изготовления подставки потребуется деревянный брусок из массива 60x45x250 мм стоимостью 135рублей, а также доска из массива 80x30x200 стоимостью 45 рублей.
2 евровинта на 60 мм стоимостью 1 рубль;
Лак НЦ 218 – 0,9 кг стоимостью 80 рублей;
Шлифовальная бумага 0,1 кв. м стоимостью 60 рублей;
Клей ПВА столярный – 0,1 кг стоимостью 18 рублей;
Кисти: узкий флейц – 7 рублей 50 копеек.
Общие затраты на весь материал составили 347 рублей 50 копеек.
3. Технология изготовления подставки под письменные принадлежности
3.1 Разработка технологической карты
Технологическая карта
Изготовление подставки под письменные принадлежности
| Заготовка клееный щит из массива |
||
| материал |
||
| Масштаб 1:10 |
||
| Последовательность операций |
Графическое изображение |
Оборудование, инструмент |
| 1. Подбор бруска и доски |
|
|
| 2. Разметка всех элементов |
Линейка, карандаш, циркуль |
|
| 3. Выпиливание элементов по размерам |
Электролобзик, круглая пила. |
|
| 4. Обработка, нанесение геометрической резьбы |
Шлифовальные машины, резак |
|
| 5. Чистовая зачистка элементов изделия |
|
Шлифовальная бумага |
| 6. Точение круглых подножек |
Электродрель, лерка. |
|
| 7. Сборка насухо |
|
Электродрель, ключ под евровинты |
| 8. Сборка на клей |
|
Клей ПВА, кисть |
| 9. Шлифовка, и зачистка изделия |
|
Шлифовальная бумага |
| 10. Обработка морилкой |
|
аэрограф |
| 11. Сушка изделия |
||
| 12. Покрытие лаком |
Лак НЦ 218, кисти (широкий и узкий флейц) |


3.2 Организация рабочего места
Прежде чем приступить к выполнению практической работы необходимо правильно организовать рабочее место, что будет являться основой высокопроизводительного труда, при наименьших затратах времени. К организации рабочего места предъявляют следующие общие требования:
· Перед началом работы рабочее место должно быть тщательно приготовлено, инструменты и приспособления проверены и расположены в необходимом для работы порядке;
· На рабочее место помещают только предметы, необходимые для выполнения данного задания;
· Все предметы, которые требуются во время работы левой рукой, размещают слева, а правые справа;
· Часто используемые предметы располагают ближе к исполнителю, а редко используемые – дальше, но не более, чем на расстояние вытянутой руки;
· Каждый предмет должен иметь свое постоянное место, инструменты нельзя класть друг на друга или на металлические предметы;
· Чертежи и другую техническую документацию необходимо размещать на рамках и крепить для удобства над верстаком (станком);
· По окончанию работы рабочее место тщательно убирают, инструменты, и приспособления тщательно протирают, проверяют и кладут на отведенное для них место.
Организация рабочего места при нанесении разметки.
Для получения качественных и точных заготовок необходимо выбрать лесоматериалы (бревна, брусья, доски), отвечающие по размерам, качеству и количеству требуемым. Учитывая строжайшую экономию в лесоматериалах, надо заранее подобрать их так, чтобы при раскрое на заготовки получилось минимальное количество отходов, причем сами заготовки должны быть без дефектов, отрицательно влияющих на качество готовых изделий.[3]
Организация рабочего места при работе с электролобзиком.
Производите пиление лобзиком по предварительно нанесенной на поверхность материала разметке. При этом радиус кривизны линии не должен быть менее 15 мм. При пилении по кривой, особенно материала большой толщины, рез может быть неперпендикулярен к поверхности материала, что следует учитывать при разметке. При вырезании внутренних контуров для ввода пилки необходимо предварительно просверлить отверстие диаметром 10 мм.
Линейка устанавливается на лыже в пазах и закрепляется винтом. При работе с линейкой направляющую перемещайте по прямолинейной кромке материала, избегая взаимного перекоса ее с пилкой.
Для вырезания круглых отверстий линейку перевернуть центром вниз. В центре окружности сделайте углубление или отверстие диаметром 1 — 3 мм, в которое вставьте центр линейки. При работе одной рукой придерживайте центр, а другой — перемещайте лобзик. Для малых радиусов направляющую в линейке переставить на 180°. При работе лобзиком не забывайте периодически смазывать направляющий ролик жидком смазкой. Конструкция лобзика позволяет устанавливать его в стационарное положение. Для этого с лыжи нужно снять пластмассовую накладку и прикрепить лобзик снизу к крышке верстака, используя освободившиеся на лыже отверстия М4 и винты с потайной головкой. В крышке верстака, изготовленной из листового металла толщиной не менее 3 мм, должны быть 4 отверстия под потайные головки винтов М4 и паз для пилки и направляющих вкладышей. Верстак оборудуйте дополнительным выключателем, рассчитанным на 6А и 250 V. [4]
Организация рабочего места при работе с шлифовальной машиной.
Перед тем как поместить ленточную шлифовальную машину Bort на заготовку дайте развить ей максимальную скорость. Это позволяет избежать перегрузки изделия;
В процессе шлифования шлифовальная машина должна перемешать под углом в 15 градусов к текстуре древесины;
Равномерно и плавно перемещайте ленточную шлифовальную машину по поверхности заготовки.
В общем, говоря, с помощью крупнозернистой наждачной бумаги снимается много материала, а при помощи мелкозернистой наждачной бумаги осуществляется чистовая (финишная) обработка. Неравномерная поверхность шлифуется сначала с помощью крупнозернистой наждачной бумаги до тех пор, пока она не перестанет быть шероховатой. Вслед за этим с помощью среднезернистой наждачной бумаги удаляются царапины, а затем мелкозернистой наждачной бумагой осуществляется чистовая шлифовка. Продолжайте шлифовку до тех пор, пока поверхность не станет совершенно гладкой.
Шлифмашинка снабжена прямоугольной контактной подошвой. Для достижения оптимального результата необходимо, чтобы наждачная бумага была правильно зажата. Туго натянутая наждачная бумага изнашивается медленнее и дольше служит. [5]
Организация рабочего места при работе с фрезеровальной машиной.
Произвести перед началом работы внешний осмотр и проверку надежности крепления деталей. При отсутствии смазки на направляющих колонках нанести ее тонким слоем на рабочую поверхность.
Подключить машину к сети штепсельной вилкой, проверить ее работу на холостом ходу в течение 20 с. Отключить машину от сети штепсельной вилкой. [6]
Организация рабочего места при зачистке и шлифовке изделия.
Зачистка. Поверхность древесины обычно зачищают шлифтиком (укороченным рубанком) с прямолинейным и острым лезвием. Горбатик должен быть очень плотно подогнан к железке (резцу), которую устанавливают под углом до 60°. Размер щели не должен превышать 5 мм . После зачистки штифтиком поверхность древесины должна быть ровной, гладкой и без задиров даже в местах свилеватости.
Зачищенную поверхность циклюют ручной циклей, которая представляет собой тонкую стальную пластинку прямоугольной формы размером 150 X 90 X (0,8—1,5) мм. Режущую часть цикли (длинную) затачивают под прямым углом, чтобы она образовала два острых прямоугольных ребра без заусенцев. Затем ребро заваливают стержнем, проведенным по ребру наискось так, чтобы на кромке образовалось тонкое лезвие. Работают циклей движением «на себя», по направлению волокон.
Шлифование. Шлифование применяют для выравнивания поверхностей и устранения дефектов окраски — кратеров, пузырей, шагрени и волнистости — после нанесения грунта, шпаклевки, первого слоя лака или краски.
Выполняют шлифование двумя способами: вручную или на станках (ленточных или цилиндровых).
Покрытия шлифуют обычно мокрым способом — используя шлифующие жидкости (керосин, скипидар и др.), или сухим — без применения жидкостей. Пыль или грязь, образующуюся на поверхности при шлифовании, снимают ветошью.
Поверхность древесины шлифуют сначала крупнозернистой шкуркой, затем среднезернистой и в заключение — мелкозернистой. Ручная шлифовка поверхности древесины заключается в следующем: берут гладкий деревянный брусок, обертывают его шкуркой и только после этого приступают непосредственно к работе. Шлифовать нужно без особых усилий (нажима), так как при сильном нажиме качество шлифовки ухудшается. Перед окончанием шлифовки поверхность древесины смачивают водой для подъема ворса; поднятый ворс легко снимается шкуркой. Хорошо отшлифованная поверхность должна быть гладкой, чистой и шелковистой на ощупь.
В качестве шлифующих материалов применяют пасты, порошки и шкурки, содержащие абразивы в виде мелких зерен с острыми гранями. Абразивы бывают искусственные (алунд) и естественные (корунд, кремний, пемза, трепел).
Шлифовальные пасты состоят из мелких абразивных зерен, растертых на связующих материалах (масле, воске, парафине), предназначенных для равномерного распределения абразивов в пасте. Для растворения паст применяют скипидар, Уайт-спирит, бензин и керосин; в качестве разбавителя служит вода.
Шлифовальный порошок представляет собой сухие абразивные зерна. Лакокрасочные покрытия шлифуют порошком, изготовленным преимущественно из пемзы, с зернами» просеянными через сито с 1700 отв/см2 . Шлифование порошком выполняют мокрым способом, в качестве смачивающей жидкости используют масло, воду, скипидар и керосин.
Шлифовальные шкурки представляют собой основу, на которой связующим материалом закреплены шлифующие зерна. Шкурки выпускают на полотняной и бумажной основе в рулонах и листах; в качестве полотняной основы применяют миткаль, бязь и др.; в качестве бумажной — бумагу (ГОСТ 6124—52). В зависимости от связующего материала шкурки бывают водоупорные и неводоупорные; по виду применяемых абразивов различают корундовые, стеклянные, кремниевые шкурки и др. [3]
Организация рабочего места при склеивании деталей.
Для получения качественного клеевого соединения надо тщательно подогнать склеиваемые поверхности друг к другу. Клеевое соединение будет достаточно прочным при тонком клеевом шве, равномерном по толщине. Равномерность толщины клеевого слоя зависит от способа его нанесения и давления прессования. Влажность древесины также оказывает влияние на прочность клеевого соединения. Так, наиболее качественное соединение образуется при 8—15% влажности древесины, при более низкой влажности некоторые клеи отверждаются медленно, а при большой влажности соединение получается некачественным.
Количество наносимого клея. На поверхность склеиваемых деревянных элементов клей следует наносить равномерно, чтобы получилась сплошная и тонкая клеевая прослойка. Излишнее количество клея образует неравномерные сгустки, что значительно снижает качество клеевого шва. При горячем отверждении клея расходуют обычно меньше, чем при холодном, поэтому там, где это возможно, надо применять способ горячего отверждения. При склеивании брусковых деталей клей наносят на одну из склеиваемых поверхностей. [3]
3.3 Последовательность изготовления подставки под письменные принадлежности
Для изготовления подставки под письменные принадлежности потребовался деревянный брусок 60x45x250 мм и доска 80x30x200 из массива, они был приобретены в магазине «Стройматериалы» за 180 рублей.
1. Размечаем заготовку, по геометрическим параметрам, затем выпиливаем.
2. Производим шлифовку наждачной бумагой и углошлифовальной машинкой.
3. Методом точения изготавливаем подножки для основной части подставки.
4. Наносим геометрическую резьбу на основную часть подставки и на доску устойчивости.
5. Промазываем соединяемые детали клеем ПВА и крепим евровинтами.
6. На основной подставке размечаем через 1см центры будущих отверстий и производим сверление.
7. Окончательно шлифуем изделие вручную при помощи мелкой шкурки.
8. Покрываем изделие лаком, сушим.
9. Изделие готово к применению
3.4 Правила охраны труда
Основными причинами травматизма в мастерских по деревообработке являются неправильная расстановка оборудования; отсутствие или несовершенство ограждений; неудовлетворительное состояние пусковой аппаратуры; плохое знание учащимися безопасных приемов работы и недостаточный надзор за выполнением правил техники безопасности со стороны учителя.
Оборудование в мастерских должно быть расставлено таким образом, чтобы были возможны наиболее удобные проходы. На каждом рабочем месте (у станков) следует вывесить основные правила по технике безопасности. Запрещается чистить, смазывать и убирать стружку на ходу станка и т.д.
Шлифмашинка.
При замене шлифовальной бумаги у шлифмашинке необходимо соблюдать следующие правила. Так как шлифмашинка снабжена прямоугольной контактной подошвой, для достижения оптимального результата необходимо, чтобы наждачная бумага была правильно зажата. Туго натянутая наждачная бумага изнашивается медленнее и служит дольше. Для того чтобы правильно установить наждачную бумагу необходимо
· Вынуть штекерную вилку из розетки
· Освободить заднюю прижимную пружину (нажать пружину вверз из углубления)
«Уложите под прижим шлифовальную бумагу. Следите затем, чтобы шлифовальная бумага лежала посередине, и чтобы отверстия точно соответствовали отверстиям контактной подошвы, для того чтобы могла отсасываться пыль».
· Зажимную пружину вновь зафиксировать.
· Повторите этот процесс для закрепления шлифовальной бумаги на другой стороне.
· Проконтролируйте, не забиты ли отсасывающие отверстия, когда устанавливаете шлифовальную бумагу. Следите за тем, чтобы отверстия соответствовали друг другу.
· Закрепите шлифовальную бумагу настолько прочно, насколько это возможно.
Всегда соблюдайте при пользовании электроприборами обычные требования к технике безопасности относительно риска возникновения пожара, получения электрошока и телесных повреждений. Помимо следующих указаний также прочтите требования к технике безопасности в соответствующей особой части. Данное руководство должно надежно храниться!
· Всегда носите средства защиты органов слуха и респираторы при работе с шлифмашинкой.
· Шлифмашинка не рассчитана на влажную шлифовку.
· Проконтролируйте, не находится ли выключатель в положении «ВКЛ.». прежде чем включить штекерную вилку в розетку.
· Держите сетевой шнур всегда на удалении от подвижных частей прибора.
· Всегда пользуйтесь защитными очками.
Немедленно выключить инструмент при:
· Чрезмерном искрении угольных щеток и кольцевидном огне в коллекторе.
· Неисправности в сетевой вилке, сетевом кабеле или повреждении шнура. «Неисправном выключателе. » Появлении дыма или запаха горелой изоляции.
Электрическая безопасность:
· Всегда проверяйте, соответствует ли Ваше сетевое напряжение напряжению на заводской табличке.
· Машина обладает в соответствие требованиям EN50144 двойной изоляцией; поэтому заземление не требуется.
Замена кабелей и штекерных вилок.
Утилизируйте старые кабели и штекерные вилки непосредственно после того, как они заменяются новыми. Подключение штекерной вилки незакрепленного кабеля к штекерной розетке опасно.
Использование удлинительных кабелей.
Используйте только разрешенный удлинительный кабель, который соответствует мощности машины. Жилы должны иметь минимальное поперечное сечение 1,5 мм2 . Если кабель находится на катушке, он должен быть полностью размотан. [7]
Электролобзик.
Указание мер безопасности:
· Все работы по техническому обслуживанию лобзика производить при отключенной от сети штепсельной вилке;
· Не допускать резких перегибов и натяжения шнура, его соприкосновения с горячими предметами;
· Не прокладывать шнур в местах, где возможен его разрыв или повреждение изоляции;
· Не работать в помещениях с взрывоопасной или химически активной средой;
· Не допускать попадания на лобзик и внутрь его воды и других жидкостей;
· Не применять пилки, имеющие механические повреждения поверхности;
· Пилка в лобзике должна быть надежно закреплена;
· Замену разогревшейся при работе пилки производить после ее остывания до приемлемой температуры;
· Прежде чем начать пиление, необходимо убедиться в том, что распиливаемый материал имеет жесткую опору и между материалом и опорной плоскостью имеется пространство для свободного хода пилки, а на пути реза нет посторонних предметов.[4]
Шлифмашинка
Правила техники безопасности:
1. Допустимые условия эксплуатации машины.
1.1. Применять машину только в соответствии с назначением, указанным в паспорте.
1.2. Запрещается эксплуатировать машину во взрывоопасных помещениях или с химически активной средой, разрушающей металлы и изоляцию.
1.3. Запрещается эксплуатировать машину в условиях воздействия капель и брызг, а также на открытых площадках во время снегопада или дождя.
2. Правила безопасности при подготовке машины к работе.
2.1. Перед началом работы произвести:
1) проверку комплектности и надежности крепления деталей;
2) внешний осмотр (исправность токоподводящего провода, его защитной трубки и штепсельной вилки, целостность изоляционных деталей корпуса и рукоятки);
3) проверку четкости работы выключателя;
4) проверку работы на холостом ходу.
2.2. Соблюдать осторожность при установке фрезы и приспособлений, переносе машины с установленной фрезой.
3. Правила безопасности при работе с машиной.
3.1. При эксплуатации машины необходимо соблюдать все требования настоящего паспорта, бережно обращаться с машиной, не подвергать ударам, перегрузкам, воздействию грязи, нефтепродуктов. Машина не должна подвергаться воздействию капель l брызг воды или другой жидкости.
3.2. Не допускать присутствия детей или посторонних лиц в рабочей зоне. Содержать в чистоте рабочую зону — захламленность способствует возникновению травм.
3.3. Пользоваться во время работы с машиной защитными очками. Разрешается эксплуатировать машину без применения средств индивидуальной защиты от поражения электрическим током.
3.4. Запрещается:
1) заземлять машину;
2) оставлять машину, присоединенную к питающей сети, без
надзора;
3) работать с машиной с приставных лестниц;
4) натягивать, перекручивать и подвергать механическим нагрузкам токоподводящий провод;
5) передавать машину лицам, не ознакомившимся с настоящим паспортом.
3.5. Не допускать попадания на машину и внутрь ее воды и. других жидкостей.
3.6. Не прокладывать токоподводящий провод в местах, где возможен его разрыв или повреждение изоляции. При работе токоподводящий провод должен находиться позади машины. Не допускать соприкосновения токоподводящего провода с горячими и масляными поверхностями.
3.7. Машина должна быть отключена выключателем при внезапной остановке (вследствие исчезновения напряжения в сети, заклинивания вращающихся частей и т. п.).
3.8. Отключить машину от сети штепсельной вилкой при:
1) переносе машины с одного рабочего места на другое;
2) техническом обслуживании и замене фрезы;
3) перерыве в работе;
4) окончании работы.
3.9. Надежно закреплять обрабатываемый материал, используя зажимные устройства и тиски. Замену фрезы во время работы производить после ее остывания до приемлемой температуры.
3.10. Гайка и барашки, крепящие фрезу и направляющую, соответственно, должны быть завернуты до упора, независимо от того, вставлена ли фреза или направляющая.
3.11. Носить соответствующую одежду, исключающую возможность ее захвата вращающимися деталями машины, пользоваться обувью, исключающей скольжение.
3.12. Запрещается эксплуатировать машину при возникновении во время работы хотя бы одной из следующих неисправностей:
1) повреждения штепсельного соединения;
2) повреждения токоподводящего провода или его защитной
трубки;
3) нечеткой работы выключателя;
4) искрения щеток на коллекторе, сопровождающегося появлением кругового огня на его поверхности;
5) вытекания смазки из вентиляционных каналов;
6) появления дыма или запаха, характерного для горящей изоляции, появления повышенного шума, стука, вибрации;
7) поломки или появления трещин в корпусе, ручке и ручке-накладке;
8) повреждения фрезы.
4. Ремонт машины должен производиться только ремонтным предприятием.
5. При использовании машин в производственных условиях дополнительно к указанным требованиям по безопасности необходимо руководствоваться правилами безопасности, действующими на предприятии и разработанными в соответствии с требованиями стандартов безопасности труда, применительно к машинам ручным электрическим, а также правилами эксплуатации электроустановок напряжением до 1000 В. [7]
Ленточная шлифовальная машина.
Замена шлифовальной ленты:
· Запрещается осуществлять замену шлифовальной ленты, если изделие подключено к сети электропитания;
· Положите шлифовальную машину на бок так, чтобы кожух (№10 на рисунке 03) находился снизу;
· Ослабьте фиксатор шлифовальной ленты;
· Снимите шлифовальную ленту;
· Установите шлифовальную ленту так, чтобы направление стрелки на шлифовальной ленте совпадало с индикатором направления;
· Натяните шлифовальную ленту при помощи фиксатора шлифовальной ленты.
Регулировка и центровка шлифовальной ленты:
Шлифовальная лента должна вращаться параллельно по отношению к шлифовальной машине. В противном случае необходимо отрегулировать ее положение при помощи регулятора ленты. При повороте регулятора ленты по часовой стрелке шлифовальная лента смешается к центру при повороте регуляторе ленты против часовой стрелки, шлифовальная лента перемешается наружу.
Включение/ Выключение:
Для включения нажмите на выключатель Вкл./Выкл;
Для выключения отпустите выключатель Вкл./Выкл.;
Для активизации режима продолжительного включения нажмите на кнопку продолжительного включения;
Для деактивации режима продолжительной работы и отключения ленточной машины нажмите на кнопку продолжительного включения и выключатель Вкл./Выкл.
Установка мешка для сбора пыли:
Для сборки и утилизации образующейся в процессе шлифования пыли рекомендуется использовать пылесборный мешок:
1. Установите пылесборный мешок в патрубок для отвода пыли;
2. Регулярно очищайте пылесборный мешок от пыли, что будет обеспечивать нормальное функционирование шлифовальной машины.
Рукоятки-Упоры:
Передняя и задняя рукоятки-упоры служат для четкого и правильного управления и фиксации ленточной шлифовальной машины. Благодаря им можно крепко удерживать ее обеими руками.
Внимание:
· В процессе работы запрещается касаться руками движущих частей шлифовальной машины;
· В процессе работы всегда удерживайте шлифовальную машину двумя руками.
Советы:
· Перед тем как поместить ленточную шлифовальную машину Bort на заготовку дайте развить ей максимальную скорость. Это позволяет избежать перегрузки изделия;
· В процессе шлифования шлифовальная машина должна перемешать под углом в 15 градусов к текстуре древесины;
· Равномерно и плавно перемещайте ленточную шлифовальную машину по поверхности заготовки. [5]
4. Мини маркетинговое исследование
Вся проблема данной тематики заключается в том, что не многие могут себе позволить приобрести такую вещь как подставка для ручек и карандашей. Ведь ее цена колеблется от нескольких сотен рублей, до двух и более. В зависимости от потребностей и запросов покупателей цена понижается или повышается.
При опросе продавцов канцелярских товаров и магазинов, удалось выяснить, что многие люди покупают подставки под ручки и карандаши совместно с канцелярией, но не всегда бывают удовлетворены формой или размерами приобретаемой к мебели принадлежностей.
После разговора с родственниками и знакомыми удалось выяснить, что не всегда предложенная продукция отличается высоким качеством. А так как простой, среднего достатка человек не всегда может позволить дорогую покупку, он начинает выбирать из более доступных вариантов, что порой не удовлетворяет потребностям испытываемым покупателем. И он начинает искать другие варианты достижения своей цели.
В разговоре с преподавателями по технологии деревообработке стало понятным, что достижение поставленной задачи осуществимо путем собственных умений и навыков. Ведь требуемый предмет к дополнению мебели можно изготовить самому, затратив при этом не много средств и времени. Причем так можно достичь любой поставленной цели и изготовить задуманное, спроектировав всего лишь необходимый образ и подсчитав затраты на изготовление. Что может обойтись во много дешевле, чем покупка в магазинах или салонах.
Поэтому данная курсовая работа предлагает изготовить подставку под канцелярские товары самостоятельно без каких-либо особых затрат.
Заключение
В ходе курсовой работы по теме: «Изготовление подставки под письменные принадлежности» был произведен анализ специальной технологической литературы. В ходе исследования потребности данного изделия была проверена история возникновения канцелярских товаров параллельно с историей возникновения потребностей собирать ручки и карандаши в одном удобном месте, которая позволила вернуться в средние века. Исходя из этого, был найден оптимальный вариант и оценка наиболее подходящих материалов удовлетворяющих качеству и требуемой прочности и надежности. Разработка наиболее эффективной технологии изготовления позволили рационально распределить силы и средства, затраченные на подставку. Изготовление изделия в соответствии с научной организацией и правилами охраны труда способствовали предотвращению травм в ходе выполнения практической части курсовой работы.
В ходе изготовления подставки хорошо помогает заранее изготовленная технологическая карта, которая помогает рационально распределить средства, затраченные на изготовление изделия.
При изучении принципов и этапов научного исследования удалось правильно рассчитать размеры и пропорции будущего изделия, что уже заранее несет в себе положительную оценку при его изготовлении.
Для того чтобы наиболее удачно рассчитать форму и не ошибиться в потребностях и сопутствующей моде, помогло проведение опроса среди людей, как занимающихся реализацией канцелярии, так и просто нуждающихся в этой вещи.
Список литературы
1. Панова В.А. Просто о простом. 1986г. 1284303 – ОЛИ
2. Творческие проекты учащихся педучилищ. /Под редакцией Матяш Н.В. – Брянск: Издательство Брянского университета, 1999. – 204 с.
3. Справочник столяра
4. Паспорт: «Лобзик ручной электрический». Третье издание. Гос. Резекнский завод электроинструментов «REBIR», 4, Рижское шоссе, Резекне, Латвия, LV – 4600 1994г.
5. Паспорт: «Ленточная шлифовальная машина «Bort» (Germany) BBS – 800»
6. Паспорт: «Машина фрезерная ручная электрическая ИЭ – 5000 ЗЭ (ИЭ – 5003)»
7. Паспорт: «Виброшлифмашинка «Ferm» FVM – 250 N»
8. Методика трудового обучения с практикумом: Учеб. пособие для студентов пед. ин-тов по спец. № 2120 «Общетехн. дисциплины и труд» и учащихся педучилищ по спец. № 2008 «Преподавание труда и черчения в 4 – 8 кл. общеобразоват. шк.» / Д. А. Тхоржевский, А. И. Бугаев, Б. И. Бухалов и др.; Под ред. Д. А. Тхоржевского. – М.: Просвещение, 1987. – 447 с.: ил.
9. Загвязинский В. И., Атаханов Р. Методология и методы психолого-педагогического исследования: Учеб. пособие для студ. высш. пед. учеб. заведений. – 2-е изд., стер. – М.: Издательский центр «Академия», 2005. – 208 с.
10. Кузьмн В.Н. Моделирование форм изделия // Школа и Производство – 2006 - №4 – с. 24 -25
11. Кругликов Г.И., Симоненко В.Д. Методика обучения старшеклассников творческой деятельности: Учебно-методическое пособие для студентов технолого-педагогических (технологии и предпринимательства) факультетов педвузов и педколледжей, учителей технологии, педагогов дополнительного образования. – Курск: Изд-во Курского университета. 1998 – 321 с.
12. Самородский А.Т., Симоненко В.Д., Тищенко А.Т.
Технология. Трудовое обучение: Учебник для учащихся 7 класса (вариант для мальчиков) общеобразовательной школы. / Под ред. В.Д. Симоненко. – М.: «Вентана-Граф», 1997. – 192 с.
13. Симоненко В.Д., Бронников Н.Л., Самородский П.С., синица Н.В.
Технология. Трудовое обучение: Учебник для учащихся 8 класса общеобразовательной школы. / Под ред. В.Д. Симоненко. – М.: «Вентана-Граф», 1999. – 240 с.
14. Интернет – источики:
http://www.skrepki-da.ru/page/12/
http://www.office-goods.ru/item/110/
http://www.alltime.ru/pens-pencils.shtml
Приложение
Эскиз подставки под карандаши

Эскиз подставки под карандаши

Эскиз подставки под карандаши