Измерение линейных величин
СОДЕРЖАНИЕ: Методика проведения испытаний по измерению линейной величины штангенциркулем. Особенности проведения точных измерений расстояний. Устройство микрометра, определение шага микрометрического винта. Измерение штангенциркулем и обработка результатов измерения.Лабораторная работа №1
Тема: Измерение линейных величин
Приборы и принадлежности : штангенциркуль, микрометр, измеряемые тела.
Нониус и микрометрический винт. Представимсебе две линейки, сложенные вместе, как указано на рис. 1. Пусть цена деления (длина одного деления) верхней линейки равна l1 , а цена деления нижней линейки – l2 . Линейки образуют нониус, если существует такое число k, при котором
Kl 2 =(k + 1)l1 (1)
У линеек, изображенных на рис. 1, k = 4 . Верхний знак в формуле (1) относится к случаю, когда деления нижней линейки длиннее делении верхней, т. е. когда l2 l1 . В противоположном случае следует выбирать нижний знак. Будем для определенности считать, что L2 L1 . Величина
= l2 – l1 = l1 /k =l2 /(k + 1) (2)
называется точностью нониуса.
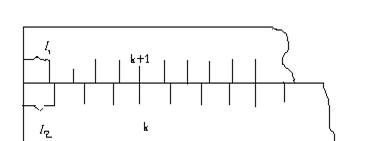
рис. 1.
В частности, если L1 = 1 мм, k =10 то точность нониуса. = 0,1 мм. Как видно из рис. 1 , при совпадении нулевых делений нижней и верхней шкал совпадают, кроме того, k- е деление нижней и (k+1)- е деление верхней шкалы, 2k- еделение нижней и 2(k+1)- е деление верхней шкалы и т. д.
Начнем постепенно сдвигать верхнюю линейку вправо. Нулевую деления линеек разойдутся и с начало совпадут первые деления линеек. Это случится при сдвиге l2 –l1 , равном точности нониуса . при двойном сдвиге совпадут вторые деления линеек и т. д. если совпали m - е деления, можно, очевидно, утверждать, что их нулевые деления сдвинуты на m .
Высказанные утверждения справедливы в том случае, если сдвиг верхней линейки относительно нижней не превышает одного деления нижней линейки. При сдвиге ровно на деление (или несколько делений) нулевое деление верхней шкалы совпадает уже не с нулевым, а с первым (или n- м) делением нижней линейки. При небольшом дополнительном сдвиге с делением нижней линейки совпадает уже не нулевое, в первое деление и т. д. В технических нониусах верхнюю линейку делают обычно короткой, так что совпадать с нижними может лишь одно из делений этой линейки. В дальнейшем мы всегда будем предполагать, что нониусная линейка является в этом смысле короткой.
Применим нониус для измерения длины тела А (рис.2). как видно из рисунка, в нашем случае длина L тела А равна
L = nl2 + m(3)
(l2 l1 ). Здесь n – целое число делений нижней шкалы, лежащих влево от начала верхней линейки, а m - номер деления верхней линейки, совпадающего с одним из делений нижней шкалы (в том случае, если ни одно из делений верхней линейки не совпадает в точности с делениями нижней, в качестве m берут номер деления, которое ближе других подходит к одному из делений нижней шкалы).
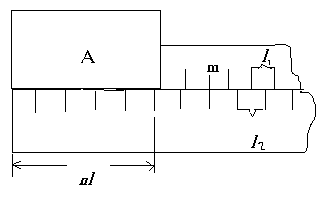
рис. 2.
Часто подвижная часть нониуса (верхняя линейка на рис. 1) имеет более крупные деления, т. е. l1 l2 . метод определения длины тела в этом случае рекомендуется найти самостоятельно.
Аналогичным образом можно строить не только линейные, но и угловые нониусы. Нониусами снабжаются штангенциркули (рис. 3), теодолиты и многие другие приборы.
При точных измерениях расстояний нередко применяют микрометрические винты – винты с малым и очень точно выдержанным шагом. Такие винты употребляются, например, в микрометрах (рис. 4). Один поворот винта микрометра передвигает его стержень на 0,5 мм. Барабан, связанный со стержнем, разбить на 50 делений. Поворот на одно деление соответствует смещению стержня на 0,01 мм. С этой точностью обычно и производятся измерения с помощью микрометра.

рис. 3.
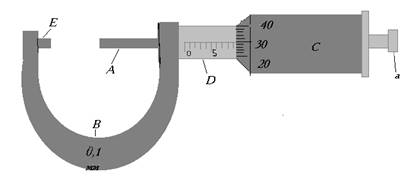
рис. 4.
Микрометрический винт. Микрометр
Микрометрический винт применяется в точных измерительных приборах (микроскоп, микрометр) и позволяет проводить измерения до сотых долей миллиметра. Микрометрический винт представляет собой стержень, снабженный точной винтовой нарезкой. Высота подъёма винтовой нарезки за один оборот называется шагом микрометрического винта . Микрометр (рис.4) состоит из двух основных частей: скоба В и микрометрический винт А . Микрометрический винт проходит через отверстия скобы с внутренней резьбой, против микрометрического винта на скобе имеется упор. На микрометрическом винте закреплен полный цилиндр (барабан) с делениями по окружности. При вращении микрометрического винта барабан скользит по линейной шкале, нанесенной на стебле.
Для того, чтобы микрометрический винт А передвинулся на 1 мм, необходимо сделать два оборота барабана С . Таким образом, шаг микрометрического винта равен 0,5 мм. У того микрометра на барабане С имеется шкала, содержащая 50 делений. Так как шаг винта в =0,5 мм , а число делений барабана m =50 , то точность микрометра
в/m = 0,5/50 = 1/100 мм (4)
Числовое значение измеряемого предмета находят по формуле
L = kв+ nв/m(5)
Длина измеряемого тела равно целому числу k мм масштабной линейки,n – деление нониуса, которое совпадает с любым делением масштабной линейки.
Измерение штангенциркулем и обработка результатов измерения
Штангенциркуль состоит из стальной миллиметровой линейки, с одной стороны, которая имеется неподвижная ножка. Вторая ножка имеет нониус и может перемещаться вдоль линейки. Когда ножки прикасаются, нуль линейки и нуль нониуса совпадает. Для того, чтобы измерить длину предмета, его помещают между ножками, которые двигают до соприкосновения с ножками предмета (без сильного нажима), и закрепляет винтом f . После этого делают отсчет по линейки и нониуса, вычисляют длину предмета по формуле (5).
Штангенциркулем измеряет высоту h и диаметр d цилиндра. Измерения производят следующим образом:
1. Цилиндр помещают между ножками В и Д штангенциркуля (слегка зажав ножки) и закрепляют винт.
2. измеряют длину, диаметр цилиндра и производят отсчет по шкале линейки числа целых k мм , расположенных слева от нулевого деления нониуса и числа деленийn шкалы нониуса, совпадающего с любым делением шкалы масштабной линейки. По формуле (5) делают отсчет. Измерения повторить три раза, слегка поворачивая цилиндр между ножками.
3. Вычисляют абсолютные и относительные ошибки измерений. Результаты измерений и вычислений записывают в таблицу результатов.
| № | k (м) |
n | h (м) |
h (м) |
 |
k (м) |
n | d (м) |
d (м) |
 |
| 1. | ||||||||||
| 2. | ||||||||||
| 3. | ||||||||||
| Сред. |
Измерение микрометром и обработка результатов измерений
1.Измеряемый предмет (толстую проволку или металлическую пластинку) помещают между упором Е и концом микрометрического винта А .
2.Находят значения k и n по шкале стебля Д и барабана С . по формуле (5) производят отсчет искомых величин.
3.Измерения диаметра проволки повторяют не менее пяти раз в различных местах.
4.Вычисляют абсолютную и относительную погрешность. Результаты измерения и вычислений записывают в таблицу.
| № | k (м) |
n | L (м) |
L (м) |
 |
k (м) |
n | h (м) |
h (м) |
 |
Lтс (м) |
| 1. | |||||||||||
| 2. | |||||||||||
| 3. | |||||||||||
| 4. | |||||||||||
| 5. | |||||||||||
| Сред. |
Контрольные вопросы
1. Что такое нониус? Как надо пользоваться с нониусом?
2. Для чего предназначен микрометр и штангенциркуль?
3. Расскажите принцип работы штангенциркуля?
4. Штангенциркуль чем отличается от микрометра?
5. Что называется шагом микрометра?