Холодная прокатка листов
СОДЕРЖАНИЕ: Технологический процесс и оборудование стана. Схема расположения оборудования. Понятия о калибровке валков. Качество продукции и основные дефекты. Перспективы развития способа производства. Технико-экономические показатели.П л а н :
Введение.
1. Сортамент.
2. Технологический процесс и оборудование стана.
Схема расположения оборудования.
3. Понятия о калибровке валков.
4. Качество продукции и основные деффекты.
5. Перспективы развития способа производства.
6. Технико-экономические показатели.
Литература.
Введение.
Холодная прокатка по сравнению с горячей имеет два больших преимущества: во-первых, она позволяет производить листы и полосы толщиной менее 0,8-1 мм, вплоть до нескольких микрон, что горячей прокаткой недостижимо; во-вторых, она обеспечивает получение продукции более высокого качества по всем показателям - точности размеров, отделке поверхности, физико-механическим свойствам. Эти преимущества холодной прокатки обусловили ее широкое использование как в черной, так и в цветной металлургии.
Вместе с тем необходимо отметить, что процессы холодной прокатки являются более энергоемкими, чем процессы горячей прокатку При холодной деформации металл упрочняется (наклепывается), в связи с этим для восстановления пластических свойств приходится проводить отжиг. Технология производства холоднокатаных листов включает большое число переделов, требует применения сложного и многообразного оборудования.
В настоящее время доля холоднокатаных листов в общей массе тонколистового проката составляет около 50 %. Производство холоднокатаных листов, полос и лент продолжает интенсивно развиваться. Основную массу (примерно 80%) холоднокатаных листов составляет низкоуглеродистая конструкционная сталь толщиной 0,5-2,5 мм, шириной до 2300 мм. Такую тонколистовую сталь широко используют в автомобилестроении, поэтому часто ее называют автолистом. Методом холодной прокатки производят почти всю жесть - продукцию, идущую в больших количествах для изготовления пищевой тары, в частности консервных банок. Материалом для жести также служит низкоуглеродистая сталь, но в большинстве случаев жесть выпускают с защитным покрытием, чаще всего - оловянным. Жесть прокатывают в виде полос толщиной 0,07-0,5 мм, шириной до 1300 мм. К числу распространенных видов холоднокатаной продукции также относятся: декапир (травленая и отожженная сталь, применяемая при производстве эмалированной посуды и других изделий с покрытиями), кровельный лист (часто выпускается оцинкованным), низколегированные конструкционные стали. Особо следует отметить две важные группы легированных сталей - коррозионностойкую (нержавеющую) и электротехническую (динамную и трансформаторную).
В цветной металлургии холодная прокатка применяется для получения тонких полос, листов и лент из алюминия и его сплавов, меди и ее сплавов, никеля, титана, цинка, свинца и многих других металлов. Наименьшую толщину имеет фольга. Например, алюминиевая фольга выпускается в виде полос минимальной толщиной 0,005мм, шириной до 1000-1500 мм. Разнообразие сортамента холоднокатаной листовой продукции обеспечивается применением прокатных станов различной конструкции, с очень разными техническими характеристиками и уровнями производительности.
1. Производство электротехнической листовой стали
Электротехническая сталь условно делится на динамную и трансформаторную. Само название этих сталей указывает на области их применения. Динамная сталь используется в основном для изготовления электромоторов (динамо-машин) и генераторов, трансформаторная - для изготовления трансформаторов и различных электромагнитных приборов. Электротехнические стали работают в условиях перемагничивания переменным током и должны иметь низкие ваттные (гистерезисные) потери и высокую магнитную индукцию.
Для обеспечения указанных физических свойств сталь должна содержать большое количество кремния и минимальное, как можно меньшее количество углерода и других примесей. Обычно содержание кремния находится в пределах: в динамной стали - 1-1,8%, в трансформаторной - 2,8-3,5 %. Кроме того, сталь должна иметь особую структуру - крупнозернистую и текстурованную. К числу стандартизованных марок электротехнической стали относятся: Э11, Э12, Э13, Э21, Э22, Э31, Э32, ЭЗЮ, Э320, ЭЗЗО и др.(Буквы и цифры мерках электротехнической стали обозначают; Э – электротехническая сталь; перввя цифра — степень легирования стали кремнием: вторая цифра — гаранторовавнные электрические и магнитные свойства; ноль (0) в конце марки означает, что сталь холоднокатаная текстурованная, два нуля (00) - малотекстурованная).
Электротехнические стали выпускаются в виде полос и листов толщиной 0,2-1,0 мм (чаще всего 0,35 и 0,5мм), шириной до 1000мм. Распространенные размеры листов в плане 750 х 1500 мм и 1000 х х 2000 мм. Исходной заготовкой служат горячекатаные полосы толщиной 2-4 мм, поступающие в рулонах с непрерывных станов или станов с печными моталками.
Сопротивление деформации и пластичность электротехнических сталей сильно зависят от процентного содержания кремния. Увеличение его количества в стали приводит к повышению сопротивления деформации и резкому падению пластичности. Поэтому холодная прокатка трансформаторной стали осуществляется значительно труднее, чем прокатка динамной.
2. Технологический процесс и оборудование стана.
Схема расположения оборудования.
Холодная прокатка трансформаторной стали на отечественных заводах осуществляется на одноклетевых реверсивных(рис.1), трехклетевых и пятиклетевом непрерывных и многовалковых станах.
Обязательным условием прокатки трансформаторной стали с большим обжатием является наличие мощного прокатного оборудования пятиклетевых непрерывных либо одноклетевых многовалковых станов и применение высокоэффективных технологических смазок. Сопоставление данных о силовых условиях деформации трансформаторной и малоуглеродистой сталей на одном и том же стане при относительно одинаковых условиях прокатки позволяет сделать вывод, что давления и расход энергии при прокатке трансформаторной стали на 10—15% больше, чем при прокатке малоуглеродистой стали. При увеличении содержания кремния в стали значительно повышается сопротивление металла деформации. Удельное давление металла на валки при холодной прокатке стали с содержанием 4% Si; в четыре раза, а с содержанием 3,5 Si в 2,5 раза больше, чем при прокатке стали 1% Si.
Принятые при холодной прокатке трансформаторной стали интенсивные обжатия в первом пропуске (35—45%) в результате значительной деформации обеспечивают нагрев полосы до 100—150° С, что благоприятно влияет на процесс прокатки рулона в последующих пропусках, так как нагрев полосы до такой температуры (в результате деформации) приводит к значительному снижению сопротивления деформации при прокатке.
Для обезжиривания полосы после холодной прокатки могут быть применены различные способы, в том числе электролитический, химический, ультразвуковой.
В настоящее время для обезжиривания рулонов химическим способом применяют растворы следующего состава, г/дм3:
Сода кальцинированная . . . . . . 50
Тринатрийфосфат .........20
Каустическая сода ......... 5
Эмульгатор ОП-7 ......... 3
Решающее влияние на качество холоднокатаной трансформаторной стали оказывает термическая обработка — предварительный, промежуточный и окончательный высокотемпературный отжиги.
Изменения магнитных характеристик трансформаторной стали при термической обработке вызываются: а) изменением формы углерода (лучшие свойства получаются, когда углерод находится в виде графита); б) выгоранием углерода и дегазацией металла; в) увеличением размеров зерен; г) рекристаллизацией наклепанной стали (при которой происходит снятие внутренних напряжений, изменение величины зерен и их ориентация),
Промежуточный рекристаллизационный отжиг холоднокатаной трансформаторной стали необходим для снижения твердости ленты после первого передела холодной прокатки. Опыт работы показал, что такой отжиг трансформаторной стали в колпаковых печах с различной защитной атмосферой практически не влияет на снижение содержания углерода в стали.
Высокотемпературный отжиг холоднокатаной трансформаторной
стали проводится в колпаковых печах при 1100—1200° С в вакууме или в сухом водороде.
При высокотемпературном отжиге происходит укрупнение зерен феррита, коагуляция включений, изменение формы углерода и уменьшение количества вредных примесей в стали.
В последние годы для обезуглероживания и окончательного отпуска трансформаторной стали строили башенные и горизонтальные печи, характеризующиеся высокой производительностью, позволяющие проводить значительноеобезуглероживание металла.
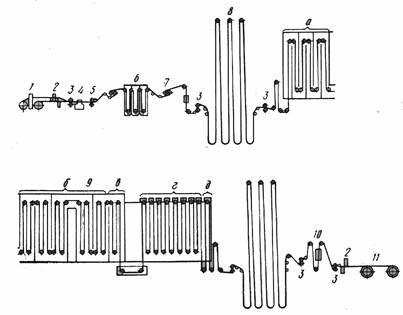 |
Рис. 21. Линия термической обработки трансформаторной стали с башенной печью;
а — камера нагрева; б — камера выдержки; в — камера регулируемого охлаждения;
г — камера ускоренного охлаждения; д — камера обдувки; 1 — разнатыватель;
2 — гильотинные ножницы; 3 — тянущие ролики; 4 — сварочная машина; 5 — струйно-щеточные машины; С — ванна электролитического обезжиривания; 7 — сушилка;
8 — петлевые ямы; 9 — башенная печь; 10 — установка Для нанесения защитного покрытия; 11 — моталка.
 |
На рис. 21—24 показаны агрегаты для термической обработки трансформаторной стали, а на рис, 132 — отделение электроизоляционного покрытия цеха холодной прокатки трансформаторной стали.
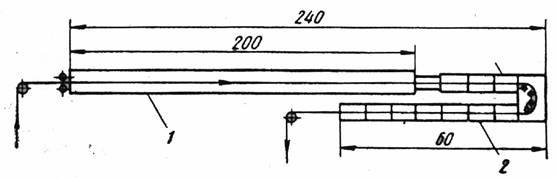
Рис. 22. Протяжная печь для нормализации рулонов трансформаторной стали:
1, 2 — камеры нагрева и охлаждения соответственно.
В современном производстве подката из трансформаторной
стали предусматривается технологический передел слитков большой массы в слябы на блюмингах или слябингах либо получение слябов с установок непрерывной разливки стали с использованием стали, содержащей 2,9— 3,2% Si. При производстве катаных слябов слитки в колодцевые печи загружаются горячим всадом с температурой поверхности слитков при посадке 800—950° С. Продолжительность нагрева слитков в зависимости от температуры всада 7—10 ч, имея в виду, что не менее 75% общего времени должно расходоваться на томление слитков при температуре выдачи. Прокатанные слябы в потоке обжимных станов подвергаются зачистке на машинах огневой зачистки, после чего подвергаются термической обработке (отжигу) при температуре 750° С с загрузкой слябов в печь горячим всадом. Охлаждение садки после отжига должно быть замедленным со скоростью 40—50° С. Регламентированный режим нагрева и охлаждения слябов кремнистой стали исключает образование трещин из-за значительных термических напряжений.
При необходимости дополнительной зачистки поверхностных дефектов на слябах ее осуществляют на остывших слябах на адъюстаже.
Слябы перед прокаткой на широкополосном стане нагреваются в зависимости от химического состава трансформаторной стали до 1200—1400° С. Преимуществом использования полунепрерывных станов для прокатки рулонного подката является возможность
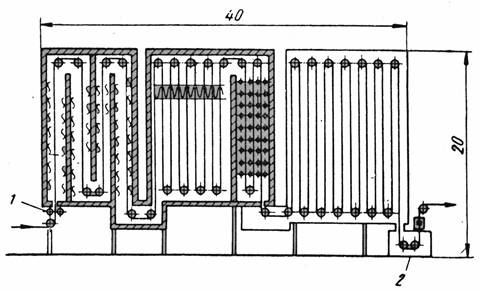 |
Рис. 23. Башенная электрическая печь для обезуглероживания и отжига трансформаторной стали камерами нагрева, выдержки и регулируемого охлаждения:
1 — роликовый затвор; 2 — бак для замачивания в воде
регулирования числа проходов и величины обжатия в зависимости от химического состава стали, температуры сляба и толщины рулонного подката. Перед чистовой группой клетей температура раската толщиной 18—25 мм должна быть в пределах 950—1050° С, температура конца прокатки не ниже 850° С и температура полосы при смотке на моталку не выше 600°С.
Толщина рулонного горячекатаного подката определяется режимом его прокатки на стане холодной прокатки и конструкцией стана. Обычно толщина подката равна 2,5 мм.
3. Материал и профилировка валков станов холодной прокатки.
Валки станов холодной прокатки испытывают воздействие очень высоких контактных давлений, которые, как правило, в несколько раз превышают величину предела текучести деформируемого металла при комнатной температуре. В связи с этим валки должны обладать соответствующей прочностью и твердостью. Второе, что необходимо учитывать, - это повышенные требования к качеству поверхности холоднокатаных листов. Чтобы удовлетворить их, валки должны иметь определенный микрорельеф поверхности; тем более недопустимы различные макроповреждения и дефекты.
Рабочие валки станов холодной прокатки изготавливают из высокоуглеродистых сталей, легированных хромом, ванадием, вольфрамом и другими элементами. Чаще всего применяют валки из сталей 9Х, 9ХФ, 9Х2, 9Х2В, 9Х2СФ, 9Х2МФ, 9Х2СВФ, 60Х2СМФ. После отливки и ковки валки подвергаются сложной термической обработке, на заключительной стадии - поверхностной закалке с отпуском. Твердость бочки рабочих валков обычно находится в пределах 90-102 HSD) (по Шору), твердость шеек 30-55 HSD.. Толщина закаленного поверхностного слоя валков должна быть не менее 3 % радиуса валков. Для рабочих валков большого диаметра (порядка 500-600 мм) рациональная толщина закаленного слоя составляет примерно 10-12 мм. В последние годы рабочие валки многовалковых станов, предназначенных для прокатки особо твердых и тонких лент, иногда изготавливают из твердых металлокерамических сплавов на основе карбида вольфрама (85-90 % карбида вольфрама и 10-15% кобальта). Методом горячего прессования и спекания удается получать цельные валки диаметром до 80 мм, длиной до 1500 мм. Твердость таких валков достигает 115-125 HSD.. Их износостойкость в 30-50 раз превышает стойкость валков из легированных сталей. Благодаря очень высокому модулю упругости, карбидвольфрамовые валки сплющиваются в очаге деформации в 3 раза меньше, чем стальные валки. Вместе с тем надо иметь в виду, что карбидвольфрамовые валки имеют большую стоимость и повышенную хрупкость. Последнее затрудняет их использование при ударной нагрузке и значительных прогибах.
Опорные валки бывают трех типов: цельнокованые, литые и составные (бандажированные). Наиболее распросгранены цельнокованые опорные валки. Их изготавливают из сталей 9Х, 9Х2, 9ХФ, 75ХМ, 65ХНМ. Для изготовления осей составных валков используют более простые, менее легированные марки сталей: 70, 55Х, 50ХГ, 45ХНВ, 45ХНМ. Бандажи по своему химическому составу соответствуют цельнокованым валкам. Твердость бочки опорных валков обычно составляет 60- 85HSD.
На практике установлено, что работоспособность новых валков, особенно рабочих, прошедших сложную термическую обработку, значительно повышается при вылеживании их в течение 5-6 месяцев; это способствует снятию внутренних напряжений в валках.
Важной операцией является подготовка поверхности валков к прокатке. Применяются рабочие валки со шлифованной, полированной и насеченной поверхностью. Шлифование валков до 7-9 класса чистоты поверхности является наиболее распространенной операцией; она выполняется на специальных вальцешлифовальных станках. Инструментом для обработки служат шлифовальные круги из карбида кремния, карбида бора, электрокорунда, синтетических алмазов и других материалов. При шлифовании сначала производится обдирка с целью удаления накопившихся поверхностных дефектов, а затем - чистовая обработка с профилированием бочки валка и доводкой поверхности до заданного класса чистоты. Съем поверхностного слоя за одну плановую перешлифовку (при отсутствии глубоких повреждений) для рабочих валков составляет примерно 0,05-0,1 мм на диаметр.
Полированные рабочие валки 10-12 класса чистоты поверхности применяются на многовалковых станах, в частности при прокатке нержавеющей стали, а также очень часто при прокатке некоторых видов цветных металлов, например фольги. Полирование осуществляется также на вальцешлифовальных станах с применением мелкозернистых корундовых кругов на бакелитовой связке с графитовым наполнителем, графитовых и войлочных кругов. На поверхность войлочных кругов наносится полировальная паста типа ГОИ.
Насеченные, шероховатые рабочие валки применяются в первой и последней клетях непрерывных станов: в первой клети - для улучшения условий захвата, в последней клети - с целью предотвращения сваривания витков рулонов или листов в пачках при отжиге. Насеченные валки применяются и в некоторых других случаях, когда необходимо получить шероховатую поверхность продукции. Операция насечки выполняется на специальных дробеструйных установках. Рабочим телом служит чугунная или стальная колотая дробь, иногда резаная стальная проволока (сечка).
В настоящее время для получения высококачественной, износостойкой поверхности валков с любой требующейся шероховатостью все более широко используется электроискровая и электроэрозионная обработка.
Под действием больших усилий, возникающих при холодной прокатке, валки претерпевают значительную упругую деформацию: они прогибаются и сплющиваются. Образующаяся в процессе прокатки тепловая выпуклость валков не компенсирует в полной мере их упругую деформацию. В связи с этим для получения листов и полос с минимальной, допустимой поперечной разнотолщинностью приходится применять выпуклую начальную (станочную) профилировку валков. При этом часто профилируется только верхний рабочий валок, а остальные три валка клети кварто (нижний рабочий и два опорных) шлифуются цилиндрическими.. Величина задаваемой выпуклости зависит, естественно, от типа стана, размера валков, свойств металла, толщины и ширины прокатываемых полос, режима обжатий и т.д. Чаще всего величина выпуклости (по разности диаметров) находится в пределах 0,05-0,5 мм.
На бочках опорных валков иногда делают краевые скосы длиной до 250 мм. с уменьшением диаметра до 3 мм. Это способствует более равномерному распределению давлений и износа вдоль бочек. Практика свидетельствует, что для нормальной эксплуатации станов холодной прокатки необходимо иметь минимум пять комплектов рабочих валков и три комплекта опорных.
4. Качество продукции и основные деффекты.
В зависимости от назначения холоднокатаной стали к ней предъявляют различные требования, в том числе требование соответствующей отделки ее поверхности. Эти требования-оговорены соответствующими стандартами и техническими условиями. Так, например, холоднокатаная сталь для автомобильных кузовов (ГОСТ 9045—59) поставляется только 1 и II групп отделки поверхности, тонколистовая качественная углеродистая конструкционная сталь (ГОСТ 914—56) трех групп отделки поверхности, а тонколистовая легированная конструкционная сталь уже четырех групп отделки поверхности. При первой группе отделки поверхности, -высшей по качеству, на лицевой стороне листа поверхностные дефекты не допускаются. На поверхности листов II и III групп отделки допускаемые дефекты не должны превышать величину половины допуска, возможны только легкая рябизна, мелкие царапины, отпечатки и навары от валков. На листах IV группы допускаются примерно те же дефекты, что и на листах II и III групп, но уже в пределах допуска на толщину листа.
В ряде случаев характеристика поверхности листов устанавливается эталонами, согласованными между поставщиком и заказчиком.Высокое качество поверхности холоднокатаного металла во многом предопределяется состоянием поверхности подката.
Поэтому стандартом на подкат качественной углеродистой горячекатаной стали (ГОСТ 1530—42) предусмотрены две группы состояния поверхности стали: группа повышенной и группа нормальной отделки.Сортаментным стандартом на холоднокатаную листовую сталь (ГОСТ 3680—57) предусматривается поставка листов шириной 600—1400 мм, толщиной 0,2—3,9 мм. Длина листов 1200—3500 мм. Сортаментным стандартам (ГОСТ 8596-57) на сталь рулонную холоднокатаную предусматривается поставка ленты шириной от 200—2300 мм и толщиной 0,2—4 мм. Действующими стандартами оговорены допуски по толщине листа и разнотолщинности в зависимости от габаритов листа или ленты и условий поставки. В отдельных случаях техническими условиями оговорены и более жесткие допуски, чем в стандартах.
В зависимости от допускаемых отклонении по толщине листового проката установлены две группы точности: высокая точность (группа А) и повышенная точность (группа Б). В ряде стандартов оговариваются дополнительные требования к холоднокатаной стали исходя из ее назначения. По стандарту ГОСТ 1542—54 на тонколистовую легированную сталь лист поставляется в термообработанном состоянии, а с согласия потребителя без термообработки, но с гарантированными механическими свойствами в отожженном состоянии. В стандарт включены нормы по пределу прочности и относительному удлинению. Оговаривается также допускаемая коробоватость на 1 пог. м по длине и ширине листа и контроль на обезуглероживание.
Рядом стандартов и технических условий оговариваются требования к холоднокатаной стали, основанные на способности металла к вытяжке. Так, например, по ГОСТ 914—56 на тонколистовую качественную углеродистую конструкционную сталь по способности металла к вытяжке листы подразделяют на три группы: ВГ—весьма глубокой вытяжки, Г—глубокой вытяжки и Н—нормальной вытяжки.
Этим стандартом для соответствующей группы вытяжки предусматриваются требования к величине зерна, полосчатости микроструктуры, механическим свойствам и испытанию на выдавливание по Эриксену.ГОСТ 9045—59 на холоднокатаную сталь для автомобильных кузовов предусматривается поставка металла двух категорий вытяжки: ОСВ—для штамповки деталей с особо сложной вытяжкой и СВ - для штамповки деталей со сложной вытяжкой.
Виды дефектов холоднокатаных листов и полос очень многочисленны. Некоторые из них специфичны, т.е. относятся только к какому-либо конкретному виду продукции. Например, при производстве листов с покрытиями большое место в отбраковке занимают дефекты покрытий. Отдельные виды продукции имеют классификаторы дефектов, включающие 30-40 и более наименований. Ниже рассмотрены только самые типичные виды дефектов, причем многие из них свойственны как холоднокатаным, так и горячекатаным листам.
1. Несоблюдение точности размеров и формы листов и полос.
Поскольку холоднокатаные листы в основной массе значительно тоньше, чем горячекатаные, на первый план выходят такие дефекты, как поперечная и продольная разнотолщинность, волнистость, коробоватость. Предупреждение их достигается оптимальной профилировкой валков, применением противоизгиба, введением автоматического управления процессом прокатки.
2. Нарушение сплошности металла. Основной причиной возникновения дефектов такого рода (дыры, трещины, рваная кромка, плены, расслоения и др.) является плохое качество металла исходной горячекатаной заготовки. Вместе с тем некоторые дефекты типа нарушения сплошности могут возникать в результате неправильного осуществления процесса прокатки. При задаче в валки коробоватых полос, когда имеется тенденция к образованию продольной складки, в зоне деформации одна часть полосы смещается относительно другой части. На поверхности металла проступают светлые линии, расположенные под некоторым углом к направлению прокатки (рис. 41, а). Такой дефект называется порезом (или «елкой», если линии располагаются симметрично в продольном направлении). Причиной возникновения этого нередкого дефекта является неудачно подобранная профилировка валков, неравномерное распределение обжатия по ширине полосы.
3. Дефекты поверхности листов и полос относятся к числу наиболее распростаненых. Они вознвкахп на разных переделах. При травлении горячекатаных полос возможны недотрав и перетрав. В первом случае на поверхности полосы остаются темные полосы или пятна нестравленной окалины (рис. 41, б); во втором - поверхность металла получается грубо шероховатой, разъеденной кислотным раствором. Появление этих дефектов требует изменения режима травления. В процессе прокатки на поверхности полос иногда образуются углубления (надавы) или выступы (бугорки). Отпечатки в виде надавов разных форм и размеров обычно появляются вследствие наваривания частиц металла на поверхность валков. В этом случае необходима зачистка поверхности валков, например наждачной шкуркой или абразивным бруском. Бугорки образуются при наличии на поверхности валков вмятин или раковин (от выкрошивання). Валки с грубыми дефектами поверхности должны быть заменены.
Распространенным видом повреждения холоднокатаных листов и полос является вкатанная металлическая крошка (рис. 41, в). Дефект возникает в результате попадания кусочков металла на поверхность прокатываемой полосы. Часто кусочки металла отрываются с кромок полосы, когда на кромках имеются трещины или заусенцы.
При соприкосновении металла с острыми краями проводковой арматуры, при транспортировке и других операциях на поверхности полос образуются риски и царапины. Эти дефекты также могут возникать в результате относительного смещения витков полосы в рулоне при его намотке, размотке и перемещении. Некоторые виды поверхностных дефектов образуются при отжиге холоднокатаного металла. Так, при наличии на поверхности металла после прокатки значительных остатков технологической смазки (эмульсии) возможно появление при отжиге темных пятен и разводов, располагающихся в основном вблизи кромок полос или листов. Этот дефект часто называют пригаром эмульсии. Для его предотвращения следует избегать применения слишком концентрированных эмульсий и в максимальной степени удалять остатки смазки с поверхности полос после прокатки, что достигается сдуванием или другими метолами.
4. Отклонения по структуре и физико-механическим свойствам металла зависят главным образом от выполнения предписанных режимов термической обработки. Вместе с тем следует иметь в виду большое влияние режимов деформации, которые должны быть выбраны с учетом конечных свойств металла.
5. Направления и перспективы развития технологии и оборудования цехов холодной прокатки.
Холоднокатаный листовой прокат относится к категории высококачественной металлопродукции. Использование его в различных отраслях промышленности чрезвычайно эффективно. Это является стимулом интенсивного научно-технического прогресса в области производства холоднокатаных листов. Идет непрерывное совершенствование существующих технологий, предлагаются принципиально новые технические решения. Основные из них отмечены ниже.
1. Постоянно ведутся работы по замене трудоемкой и экологически вредной операции травления другими способами удаления окалины с поверхности горячекатаных полос-заготовок. Установка в составе травильных линий валковых окалиноломателей, работающих по принципу резкого перегиба и растяжения полосы, и дрессировочных клетей позволяет значительно сократить процедуру последующего травления. В последние годы развивается дробеструйный способ удаления окалины. Дробеструйные аппараты устанавливаются либо непосредственно в линиях травления, либо отдельно, в самостоятельных линиях. Обычно после дробеструйной обработки требуется лишь легкое травление; при этом расход кислоты сокращается примерно на 75 %.
2. В цехах с большим объемом производства будут сооружаться новые непрерывные станы, в основном 5-клетевые для прокатки полос толщиной не менее 0,3- 0,4 мм и б-клетевые для прокатки более тонких полос. Масса рулонов достигнет 50-60 т. Получат дальнейшее распространение станы бесконечной прокатки.
Максимальная скорость прокатки, по-видимому, не превысит 35-40 м/с, так как практика свидетельствует, что достижение таких скоростей вызывает трудности. На тех новых станах, на которых такие скорости запроектированы, фактически прокатка осуществляется на более низких скоростях, до 30-35 м/с.
При относительно небольших объемах производства холоднокатаных листов и полос, например из специальных сталей и многих цветных металов, будут широко использоваться одноклетевые реверсивные многовалковые станы, оборудованные мощными намоточно-натяжными барабанами (моталками). Максимальная скорость прокатки на этих станах будет находится на уровне 10-15 м/с. Интенсивно разрабатываются новые конструкции одноклетевых станов, рассчитанные на работу с повышенными обжатиями. К числу таких станов относятся рассмотренные выше станы типа MKW и Тейлора.
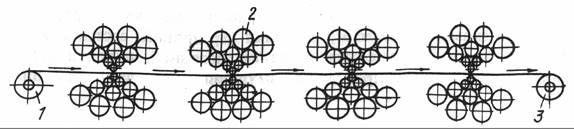 |
В зарубежной практике имеются примеры использования многовалковых клетей в составе непрерывных станов (рис. 51).
Рис. 51. Схема непрерывного стана, состоящего из четырех многовалковых клетей:
1 — разматыватель; 2 — 20-валковые рабочие клети; 3 - моталка
3. В связи с постоянным ужесточением требований по минимальной поперечной разнотолщинности листов, а также их полной планшетности, будут продолжаться работы по совершенствованию профилировок валков. Особого внимания заслуживает разработка способов мобильного воздействия на профиль прокатной щели и, соответственно, профиль листов в процессе прокатки. Будет расширяться применение установок противоизгиба валков. В последние годы предложены способы быстрого воздействия на профиль прокатной щели путем осевого смещения рабочих валков специальной, так называемой «бутылочной» формы или промежуточных валков на многовалковых станах. Форма «бутылочных» валков схематично показана на рис. 52, а. Очевидно, при осевом смещении «бутылочных» валков навстречу друг другу высота зазора в средней части бочек будет уменьшаться, т.е. будет достигнут эффект, аналогичный увеличению выпуклости валков. При осевом смещении промежуточных валков с односторонними краевыми скосами, как показано на рис. 52, б, также достигается изменение
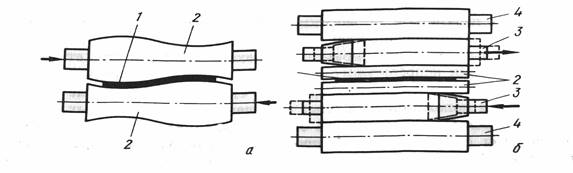 |
соотношения обжатий в средней части и по кромкам полосы.
Рис. 52. Способы изменения формы межвалкового зазора посредством осевого смещения валков:
а — вариант применения «бутылочных» рабочих валков; б — вариант смещения промежуточных валков; 1 — прокатываемая полоса; 2,3,4— соответственно рабочие, промежуточные и опорные валки.
4. Тенденция к постепенному уменьшению толщины прокатываемых листов вызывает необходимость применения более эффективных технологических смазок (эмульсий). Однако введение дополнительных количеств жировых компонентов в смазку приводит к повышенной зажиренности металла после прокатки, что нежелательно. Для устранения указанного противоречия современные смазочные системы на непрерывных станах должны предусматривать возможность раздельной подачи смазки по клетям, позволяя варьировать состав и концентрацию смазки. В этом случае на валки последней, чистовой клети подается низкоконцентрированная эмульсия или даже моющий раствор.
Современные смазочные системы также должны обеспечивать достаточное охлаждение и тщательную очистку эмульсии от металлических частиц и других загрязнений.
5. В термических отделениях будут широко применяться агрегаты
непрерывного отжига с вертикальными или горизонтальными протяжными печами.
Практика подтвердила большие преимущества этих агрегатов:
возможность достаточно простого регулирования температурно-скоростных параметров обработки, удобство механизации и автоматизации, высокую производительность.
б. Основные объекты современных цехов холодной прокатки, будучи агрегатами непрерывного действия и имея соизмеримую производительность, могут быть объединены в единые, совмещенные линии. Уже имеется положительный опыт включения дрессировочных станов в состав агрегатов непрерывного отжига. Проходит испытания вариант совмещения станов холодной прокатки с агрегатами непрерывного травления. Имеются сведения, что при создании совмещенных линий травления-прокатки капитальные затраты снижаются на 18 %.
7. Будет расширяться выпуск листовой продукции с защитными и декоративными металлическими и неметаллическими покрытиями. Это значительно повышает эффективность ее использования в народном хозяйстве.
8. Нормальное функционирование новых, высокопроизводительных цехов холодной прокатки невозможно без использования автоматических систем управления технологическим процессом (АСУ ТП). Применение АСУ дает положительные результаты на всех переделах, но особенно необходимо оно на основном технологическом агрегате - непрерывном или реверсивном прокатном стане, где в настоящее время автоматизированно выполняются многие операции: подача и уборка рулонов, задача полосы в клети, установка валков в рабочее положение, перевалка рабочих валков и др. Качество выпускаемой продукции в решающей степени зависит от работы автоматических систем, управляющих самим процессом прокатки. К их числу относятся:
1. Система автоматического регулирования толщины полосы (САРТ).
2. Система автоматического регулирования натяжения (САРН).
3. Система автоматического регулирования профиля и формы полосы (САРПФ).
4. Система автоматической подачи смазочно-охлаждающей жидкости (САПОЖ).
В задачу САРТ входит обеспечение постоянства толщины прокатываемых полос, исключение значительных колебаний по толщине. Работа этой системы осуществляется посредством воздействия на нажимные устройства, а также путем изменения межклетевых натяжений и скорости вращения валков. По некоторым данным, применение САРТ обеспечивает прокатку 99% длины полосы с отклонениями от заданной толщины не более 1-2 %.
САРН является как бы подсистемой САРТ; работа этих систем тесно взаимосвязана. Поддержание величины натяжений на заданном, оптимальном уровне особенно необходимо в переходных режимах прокатки, например при переходе с заправочной скорости на рабочую. САРПФ воздействует на профиль межвалкового зазора (прокатной щели). Одним из наиболее эффективных средств регулирования в этом случае является применение устройств для противоизгиба (или принудительного изгиба) валков.
САПОЖ обеспечивает подачу смазочно-охлаждающей жидкости (СОЖ) на валки и полосу в необходимом, регулируемом количестве. Подача СОЖ ведется раздельно по зонам, выделенным по длине бочки валков. В задачу САПОЖ входит стабилизация теплового состояния валков в процессе прокатки. Для выполнения этой функции вдоль бочки валков располагаются температурные датчики. Регулирование температуры валков осуществляется с точностью ± 5 °С. «Мозгом» автоматических систем управления являются ЭВМ, которые на современных быстроходных станах составляют мощные вычислительные комплексы. Затраты на автоматизацию станов холодной прокатки окупаются за 2-3 года, не считая тех выгод, которые получает потребитель благодаря применению листовой продукции более высокого качества.
6. Технико-экономические показатели производства холоднокатаных листов и полос.
Производительность станов холодной прокатки зависит от сортамента прокатываемых полос, скорости прокатки, массы рулонов и количества сварных швов в них, длительности простоев стана и других факторов. Большое влияние на производительность оказывает степень автоматизации станов.
Практически возможная часовая производительность определяется по общей формуле. Под величиной G в данном случае следует понимать массу рулона. Коэффициент использования стана Ки
составляет 0,85-0,90. Такт прокатки Т можно представить как сумму машинного времени Tм и времени пауз Тп. При определении машиного времени Тм необходимо учитывать изменение скорости на протяжении прокатки рулона. Как отмечалось ранее, на непрерывных станах скорость снижается в период заправки полосы и выдачи заднего конца, а также при прохождении сварных швов. Например, при прокатке на непрерывном стане двойных рулонов в соответствии с диаграммой (циклограммой) на рис. 182 машинное время будет Тм = Т1 + Т2 + Т3 + Т4+ Т5 + Т6 + Т7 + Т8. Время паузы Тп = Т9.
 |
При прокатке на реверсивных станах часовая производительность определяется по формуле:
где Тм - сумма машинного времени во всех проходах; Тв - сумма времени вспомогательных операций; Тп - сумма времени пауз между проходами.
Ниже приведены практические данные по часовой производительности основных типов станов при холодной прокатке углеродистых конструкционных сталей и жести:
Тип стана Производительность, т/ч
Непрерывный, 4-или 5-клетевой....……………..........150-500
Бесконечной прокатки, 5-клетевой .........…………....250-800
Непрерывиый, 5- или 6-клетевой жестепрокатный ..50-200
Одноклетевой реверсивный кварто.........…………....30-100
Большой разбег в значениях часовой производительности для станов одного и того же типа объясняется сильной зависимостью этого показателя от толщины и ширины прокатываемых полос. При прокатке специальных сталей и цветных металлов производительность значительно, часто в несколько раз, ниже, чем при прокатке углеродистых сталей. Например, при прокатке широкополосной коррозионностойкой (нержавеющей) стали на реверсивных многовалковых станах производительность составляет примерно 5-15 т/ч.
Фактическое число часов работы в году, необходимое для расчета годовой производительности, для большинства станов холодной прокатки находится в пределах 7000-75004; в отдельных случаях оно бывает меньше, порядка 6000-6500 ч.
Показатели расходе металла, других материалов и энергоносителей существенно зависят от вида продукции, типа прокатного стана и принятой технологии на всех переделах. При произволстве распространеникх видов холоднокатаных листов и полос расходные коэффициент металла Кр.м (от горячекатаной заготовки) составляет:
Вид продукции
Полосы и липы из углеродистой и визколегироваяной стали..1,06-1,11
Жесть белая электролитического лужении ..........…………....... 1,08-1,13
Эпектротехническая сталь ......................……………………....... До 1,37
Расход алектрознергии при прокатке углеродистой стали, жести и электротехнической стали соответственно составляет: 90-120, 250-400 и 400-550 кВт-ч/т. Эти данные включают затраты электроэнергии на термообработку и отделку металла.
Расход тепла на термообработку углеродистой стали составляет 0,96-1,1 МДж/т.
Расход кислоты на травление существевво зависит от вида применяемой кислоты.
При сернокислотном травлении на 1 т горячекатаных полос расходуется 10-15 кг H2SO4 (концентрацией 96%); при солянокислотном, с учетом регенерации - 2-3 кг НС1 (концентрацией 33 %). В этом проявляется одно из преимуществ солянокислотного травления.
Расход валков (рабочих) на 1т проката составляет: на непрерывных и реверсивных станах кварто 0,6-1,5 кг, на многовалковых станах 0,5— 0,6 кг, на дрессировочных ставах 0,1—0,2 кг. Расход опорных валков примерно в 1,5 раза ниже, чем рабочих.
Основную часть себестоимости холоднокатаных листов и полос, как и горячекатаных, составляет стоимость исходной заготовки. Расход по переделу в цехе холодной прокатки в большинстве случаев находятся в пределах10-20%себестоимости.
Литература:
1. А.П. Грудев, Л.Ф. Машкин, «Технология прокатного производства».
2. Н.И. Шефтель «Холодная прокатка листовой стали».
3. Н.И. Шефтель «Производство калиброванной и холоднокатанной стали».
4. Ф.Л. Панасенко «Холодная прокатка тонколистовой стали».
5. Я.Д. Васильев, М.М. Сафьян «Производство полосовой и листовой стали», К, Высшая школа, 1976.
6. М.М. Сафьян, В.Л. Мазур «Технология процессов прокатки и волочения».