Концепция конструкции питательных насосов фирмы SULZER
СОДЕРЖАНИЕ: Формулируется современная концепция конструирования питательных насосов SULZER, приводится некоторые результаты их промышленной эксплуатации.Концепция конструкции питательных насосов фирмы SULZER
П. Бушзипер
Вступление
Питательные насосы играют решающую роль на тепловых электростанциях. Они потребляют порядка от 3 до 5 % вырабатываемой станцией энергии, являясь наибольшими потребителями энергии на электростанции. Помимо высокого КПД, важнейшими параметрами этих насосов являются надежность, срок службы и техническая готовность.
За последние десятилетия увеличение мощности блоков электростанций привело к значительному росту мощности питательных насосов. Отдельные этапы в развитии питательных насосов можно охарактеризовать следующим образом:
в 50-е годы - замена материалов быстроизнашивающихся деталей на хромистые стали вследствие изменений в водоподготовке, увеличение единичной мощности насосов и коэффициента быстроходности рабочих колес;
в 60-е годы - акцент на исследования динамики ротора и компенсацию осевых сил вследствие увеличения мощности энергоблоков;
в 70-е годы - исследования, порожденные необходимостью решения проблем кавитационной эрозии, связанной с высокими периферийными скоростями в рабочем колесе первой ступени;
в 80-е годы - контроль температурных деформаций, связанных с нестационарной работой в режимах пусков и остановов;
в 90-е годы - внедрение конструкторских решений, облегчающих обслуживание и обеспечивающих максимально возможную надежность работы.
Собранная Северо-Американским Советом по Надежности статистика показала, что проблемы с питательными насосами были третьей по величине причиной незапланированных простоев больших тепловых электрических станций. Было подсчитано, что только стоимость недовыработанной электроэнергии из-за простоев, связанных с проблемами питательных насосов, составляет более 400 миллионов долларов ежегодно.
EPRI - Исследование - Заказ
В 1983 SULZER получил заказ на более чем 10 миллионов долларов от EPRI (НаучноИсследовательский Институт Электроэнергетики, США) для выработки рекомендаций по конструированию и работе питательных насосов. Целью этого исследования являлась разработка основополагающих принципов усовершенствованной конструкции высоконадежных питательных насосов с учетом их работы на электростанциях в циклическом режиме. Основанная на приобретенном за десятилетия производства питательных насосов опыте и на проведенных всеобъемлющих испытаниях и расчетах, эта огромная исследовательская работа продолжалась без малого семь лет и была сконцентрирована:
на гидравлических исследованиях,
динамике ротора,
исследовании кавитации,
изучении взаимодействия насоса с системой.
Это была первая и до настоящего времени единственная попытка оптимизировать питательные насосы большой мощности только с технической точки зрения без оглядки на коммерческий аспект такой оптимизации. В результате, в настоящее время SULZER способен конструировать питательные насосы с повышенной готовностью и надежностью, сохраняя наивысший КПД в течение длительных периодов работы.
Опыт работы с новой концепцией конструкции
Чтобы охватить широкий диапазон работы питательных насосов, основываясь на результатах исследований, проведенных для EPRI, SULZER разработал модульную систему конструкции питательного насоса. Соответственно, рабочий диапазон питательных насосов SULZER: напор до 4200 м, подача до 4000 м3/ч.
В тепловой схеме энергоблоков большой мощности могут использоваться как двухкорпусные, так и секционные насосы. SULZER производит насосы обеих конструкций, которые полностью идентичны с точки зрения проточных частей, роторов, подшипников, устройств для разгрузки осевых сил и уплотнений вала. Единственное отличие - конструкция корпусных элементов.
При уровне расходов до 1500 м3/ч преимущество имеет секционная конструкция, которая обладает меньшими температурными деформациями при нестационарных режимах работы насосов. Чем меньше число ступеней и чем больше расходы, тем большее предпочтение отдается двухкорпусной конструкции. Двухкорпусные насосы предпочтительней в обслуживании, особенно там, где не требуется 100 % резервирования насоса.
Таким образом, для расходов до 1500 м3/ч можно использовать оба типа насосов - двухкорпусной и секционный, тогда как двухкорпусной тип предпочтительней для больших подач и более высоких давлений.
В настоящее время SULZER поставил и пустил в эксплуатацию уже несколько сотен насосов, изготовленных на базе концепции, разработанной для EPRI.
Одними из самых больших насосов, поставленных SULZER, были питательные насосы на полную нагрузку двух энергоблоков по 800 МВт для электростанции «Schwarze Pumpe» в Германии (рис. 1). Параметры: Q = 3140 м3/ч; H = 3875 м; n = 5817 об/мин; T = 191 °C, PQ64 = 35,777 кВт (вкл. бустерный насос).
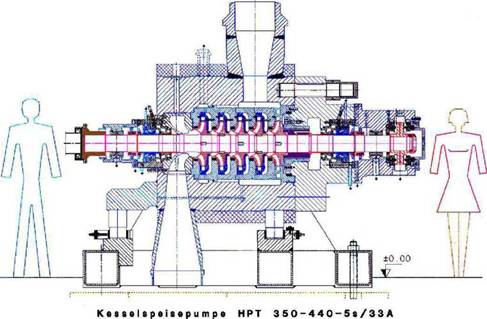
Рис. 1
Конструктивные особенности двухкорпусных питательных насосов Sulzer
Принцип картриджа
Двухкорпусной питательный насос SULZER сконструирован в соответствии с концепцией полного картриджа, выполненного как единый узел. Это означает, что картридж включает в себя вал, полумуфту, статические и динамические детали проточной части, уплотнения вала, радиальные подшипники и упорный подшипник, систему разгрузки, напорную крышку и крышку со стороны всаса (рис. 2).
Благодаря этому возможна замена картриджа SULZER без разборки основных деталей самих картриджей. Картридж полностью собирается вне наружного корпуса. Установка торцовых уплотнений, радиальная и осевая регулировка ротора и регулировка зазора в упорном подшипнике проводятся до установки картриджа. Это делает обслуживание насосов чрезвычайно простым и значительно сокращает время ревизии насоса. Конструкция с полным картриджем, выполненным как единый узел, на сегодняшний день является самой передовой конструкцией двухкорпусных насосов.
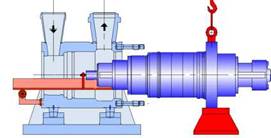
Рис. 2
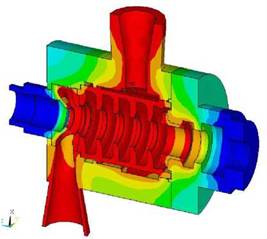
Рис. 3
В предыдущих конструкциях, иногда называемых картридж безопасного быстрого извлечения, детали на всасывающей стороне насоса (такие как корпус всасывающей ступени и корпус подшипника) напрямую прикручивались болтами к наружному корпусу. Длительный опыт эксплуатации этой конструкции показал, что особенно в переходных рабочих режимах эти детали следуют малым перемещениям жесткого и массивного наружного корпуса, тогда как остальные детали картриджа и ротор могут свободно расширяться. Во время работы насоса в циклическом режиме это очень часто приводит к повышенным уровням вибрации и прогибам вала, за которыми следуют серьезные повреждения насоса.
Конструкция с полным патроном обеспечивает жесткий полный внутренний картридж, который может при всех рабочих условиях гибко компенсировать все тепловые расширения по сравнению с массивным наружным. В результате - отсутствие термических напряжений из-за напряжений в деталях, жестко прикрепленных к наружному корпусу. Без снижения надежности насоса можно позволить большие температурные градиенты при пусках и остановах и большую разницу температур между верхом и низом наружного корпуса (рис. 3).
На сегодня для SULZER эта передовая концепция является стандартной.
Конструкция ротора насоса
Для обеспечения наименьшего естественного прогиба ротор насоса спроектирован максимально жестким с валом большого диаметра и наименьшим расстоянием между радиальными подшипниковыми опорами (рис. 4). Все детали, смонтированные на валу и передающие крутящий момент или осевые/радиальные усилия, устанавливаются по прессовой посадке.
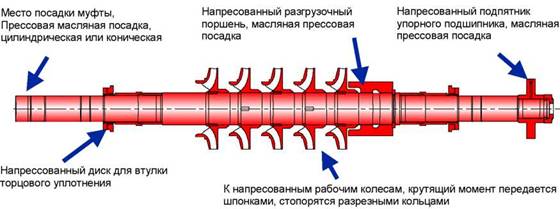
Рис. 4
Питательные насосы HPT 300-400/6s Мосэнерго, Россия
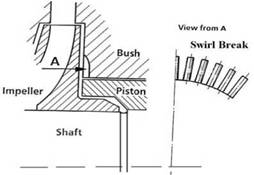
Рис. 5
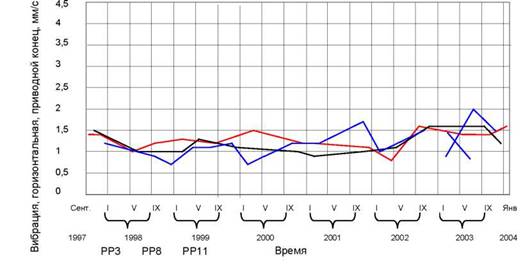
Рис. 6
SULZER
Для обеспечения жесткости ротора и демпфирующего эффекта оптимизируется геометрия всех внутренних кольцевых зазоров, которые действуют как подшипники со смазкой водой (рис. 5). Это достигается за счет запатентованных SULZER «успокоителей завихрений», в результате применения которых достигаются исключительно низкие уровни вибрации насоса даже спустя годы их эксплуатации (рис. 6).
Гидравлическая эффективность насоса
Как правило, КПД насосов SULZER всегда основывается на оптимизированной геометрии рабочих колес и направляющих аппаратов. Эта геометрия обеспечивает уровень КПД, максимально возможный для данной рабочей точки насоса. Поскольку высокий уровень КПД обеспечивается только геометрией рабочих колес и направляющих аппаратов, уменьшение КПД вследствие износа незначительно, и общий КПД насоса остается постоянным в течение длительного времени работы.
Это было впечатляюще доказано на электростанциях Мосэнерго, где замеры после более 40000 часов наработки показали практически полное отсутствие снижения КПД, а все внутренние детали и зазоры были «как новые». На рис. 7 показана внутренняя поверхность гильзы разгрузочного устройства после 40 000 часов работы насоса.
Некоторые производители насосов для увеличения КПД и уменьшения вибраций выполняют на внутренних поверхностях щелевых зазоров насоса «сотовые» профили. Эти сотовые профили имеют ряд недостатков. Во-первых, стенки сот очень маленькие и тонкие, чрезвычайно чувствительны к малейшему соприкосновению вращающихся и невращающихся деталей. Спустя короткое время после пуска насоса в эксплуатацию невозможно избежать значительного износа, и тогда весь эффект пониженной вибрации и высокого КПД пропадает. Также вследствие высоких скоростей течения в зазорах в профилях такого типа обычно наблюдается эрозия. Во-вторых, сложная геометрия сотовых профилей может быть изготовлена производителем насосов, и поэтому заказчик вынужден покупать все запчасти у производителя насоса, поскольку местное изготовление таких профилей не представляется возможным.
Насосы конструкции SULZER не требуют такого типа профилей для улучшения вибрационных характеристик и повышения КПД насоса.

Рис. 7
Система разгрузки осевых сил
Высокооборотные, большой мощности питательные насосы конструкции Sulzer для компенсации возникающих осевых сил всегда оборудуются разгрузочной системой, состоящей из прямого разгрузочного поршня в комбинации с упорным подшипником двухстороннего действия.
История развития конструкции разгрузочных устройств:
1905 - патент SULZER на систему разгрузки гидропятой;
1965 - представление комбинаций поршень/диск с подпружиненными упорными подшипниками;
1980 - представление передовой системы разгрузки SULZER прямой поршень с упорным подшипником двухстороннего действия (рис. 8).
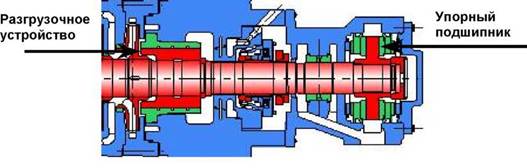
Рис. 8
Преимущества системы разгрузки SULZER:
никаких дисковых эффектов в отличие от ступенчатого поршня или гидропяты, отсюда большая надежность;
фиксированное положение ротора, поскольку нет необходимости в сложной процедуре выставления ротора, как это требуется при использовании ступенчатого поршня или гидропяты (зазор в ступенчатом поршне и зазор в упорном подшипнике должны согласовываться друг с другом);
компенсируемые силы не зависят от износа прямого поршня, изменения остаточных осевых усилий вызываются только изменениями распределения давления в рабочих колесах;
для повышения КПД нет необходимости уменьшать зазоры как в ступенчатом поршне или гидропяте, следовательно, нет уменьшения КПД через короткое время после начала работы (КПД насосов SULZER основан на улучшенной геометрии рабочих колес, но не на уменьшенных зазорах);
отсутствует гидравлическая нестабильность, если остаточные осевые силы действуют в сторону напорной части насоса. Если осевые силы действуют в сторону напорной части насоса, конструкции со ступенчатым поршнем или гидропятой гидравлически нестабильны, и наружная половина упорного подшипника оказывается сильно перегружена и разрушается, что может произойти во время быстрых пусков/остановов, в переходных режимах, при потере давления на входе, или при работе в режиме кавитации;
система разгрузки, применяемая SULZER - единственная система, использующая двусторонний упорный подшипник в обоих направлениях без всякого пружинящего эффекта;
поскольку применяемая SULZER система разгрузки работает без дискового эффекта, насос может работать от 10 об/мин и до полной частоты вращения, при полном расчетном давлении, начиная от режима рециркуляции и кончая подачами при режимах значительных перегрузов, возможна даже работа в режиме кавитации;
поршень в насосах SULZER посажен на вал по прессовой посадке. Поэтому нет необходимости во вторичном уплотнении между валом и поршнем, также увеличивается жесткость вала, уменьшается естественный прогиб вала и гарантируются низкие уровни вибрации во всем рабочем диапазоне.
Подшипники
Опорами ротора насоса являются радиальные подшипники, по одному с каждой стороны, и воспринимающий остаточные осевые силы упорный подшипник на неприводной стороне (рис. 9). Радиальные подшипники представляют собой подшипники сегментного типа с принудительной смазкой, рассчитанные как на работу при высоких частотах вращения, так и на работу при частотах валоповорота вплоть до 10 об/мин. С приводной и напорной стороны подшипники одинакового размера. Для уменьшения потерь мощности и улучшения условий смазки упорный подшипник Митчеля двустороннего действия смазывается принудительным впрыском масла к каждому сегменту. Подпятник упорного подшипника напрессовывается на вал.
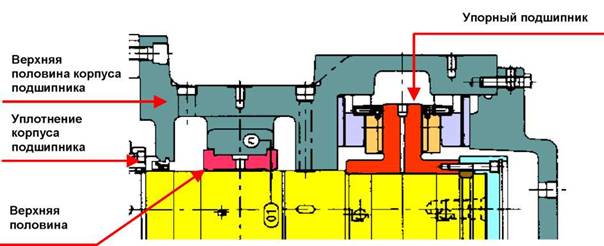
Рис. 9
Для облегчения обслуживания корпус подшипника имеет горизонтальный разъем. Такая конструкция позволяет инспектировать или заменять любые подшипники без разборки каких- либо других деталей насоса. Для предотвращения утечки масла корпус подшипника уплотняется по валу уплотнительным устройством, представляющим собой запатентованное бесконтактное лабиринтное уплотнение.
Уплотнение вала
Уплотнение вала осуществляется двумя торцовыми уплотнениями производства фирм «Джон Крейн» или «Бургманн» (рис. 10).
Для предотвращения перегрева уплотнений предусмотрена рубашка охлаждения с внешним контуром охлаждения. Внешний контур охлаждения является контуром замкнутого типа, что позволяет с помощью встроенных в контур теплообменников отводить генерируемое трущимися парами тепло и очищать с помощью фильтров циркулирующую через уплотнения воду.
Передовая технология SULZER также включает в себя встроенные воздушные зазоры между уплотнением и горячими корпусными деталями, а также между уплотнением и валом насоса. Воздушные зазоры, являясь великолепными изоляторами, предотвращают передачу тепла от горячих деталей насоса в область торцовых уплотнений и минимизируют температурную деформацию уплотнения, а следовательно, и прогиб вала вследствие температурного градиента.
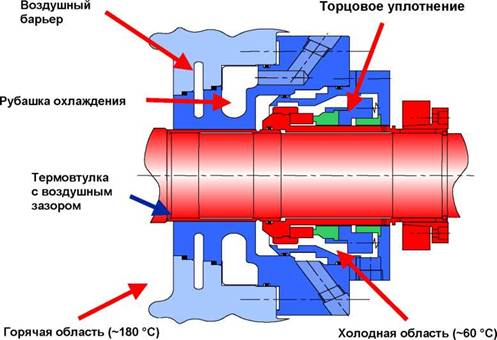
Рис. 10
Использование ноу-хау и компетентность SULZER в реконструкциях
Основываясь на опыте работы с электростанциями по всему миру в течение десятилетий, результатах описанных выше научно-исследовательских работ и используя полученные в результате этого принципы конструирования питательных насосов, в середине 90-х годов была разработана выдающаяся концепция SULZER по реконструкции и модернизации имеющихся двухкорпусных питательных насосов (рис. 11).
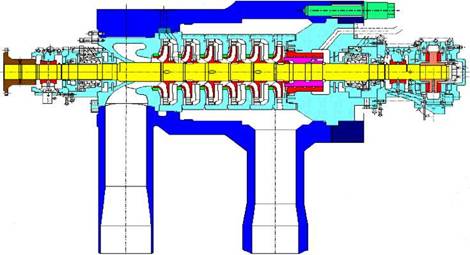
Рис. 11
Модернизация и реконструкция имеющихся питательных насосов в соответствии с «Технологией SULZER» включает в себя следующие мероприятия и положения.
Ремонт и повторную мехобработку имеющегося наружного корпуса. После мехобработки, старый наружный корпус проверятся в соответствии со стандартами SULZER. Стяжные шпильки напорной крышки заменяются на эластичные, конструкции SULZER. Шпильки затягиваются гид- гидравлическим способом, обеспечивающим простоту этой операции и, одновременно, затяжку шпилек с определенным точным усилием затяжки.
Встраивание нового внутреннего картриджа конструкции SULZER.
Повышение КПД насоса до 84 % и выше.
Сохранение основных трубопроводов, фундаментов и привода насоса, а также прежней системы подачи смазки.
Несмотря на попытки конкурентов скопировать концепцию реконструкции SULZER, удовлетворенные заказчики по всему миру являются подтверждением того, что SULZER играет ведущую роль в модернизации питательных насосов. Электростанция Йеншвальде, Германия (12 энергоблоков), электростанции Мосэнерго, Россия (19 энергоблоков), Тбилисская ГРЭС (1 энергоблок), Новочеркасская ГРЭС, Россия (3 энергоблока), BHEL, Индия (12 энергоблоков) и электростанция Дюнаменти, Венгрия (6 энергоблоков) - некоторые примеры применения этой успешной концепции.