Магнитопорошковый метод контроля
СОДЕРЖАНИЕ: Общая характеристика магнитных методов неразрушающего контроля, подробная характеристика магнитопорошкового метода. Выявление поверхностных и подповерхностных дефектов типа нарушения сплошности материала изделия (непроварка стыковых сварных соединений).Министерство образования Российской Федерации
Федеральное агентство по образованию
ГОУ СПО «Выксунский металлургический техникум»
РЕФЕРАТ
МАГНИТОПОРОШКОВЫЙ МЕТОД КОНТРОЛЯ
Выполнил:
Студент гр. Э-06
Морозов А.В.
Проверил:
Лунёв К.П.
2009
Содержание
1. Магнитные методы неразрушающего контроля
2. Магнитопорошковый метод
3. Этапы магнитопорошкового контроля
Заключение
1. Магнитные методы неразрушающего контроля
Магнитные методы неразрушающего контроля решают следующие задачи:
феррозондовый метод контроля применяется для выявления поверхностных и под поверхностных (глубиной до 10 мм) дефектов типа нарушения сплошности материала: волосовины, трещин, раковин, закатов, плен и т.п., а также для выявления дефектов типа нарушения сплошности сварных соединений и для контроля качества структуры и геометрических размеров изделий, используется для определения степени размагниченности изделий после магнитного контроля;
этот метод можно применять на изделиях любых размеров и форм, если отношение их длины к наибольшему размеру в поперечном направлении и их магнитные свойства дают возможность намагничивания до степени, достаточной для создания магнитного поля рассеяния дефекта, обнаруживаемого с помощью преобразователя;
магнитографическим методом контроля выявляют дефекты типа нарушения сплошности материала изделий, в основном для контроля сварных стыковых соединений из ферромагнитных материалов при их толщине от 1 до 18 мм.
Вихретоковый метод неразрушающего контроля основан на анализе взаимодействия внешнего электромагнитного поля с электромагнитным полем вихревых токов, наводимых в объект контроля этим полем.
Данный метод применяют для контроля деталей, изготовленных из электропроводящих материалов.
Особенности присущие вихретоковым методам: многопараметровость, бесконтактный контроль, нечувствительность к изменению влажности» давления и загрязненности газовой среды и поверхности объектов контроля непроводящими веществами.
Вихретоковые методы имеют два основных ограничения:
во-первых, их применяют только для контроля электропроводящих изделий; во-вторых, они имеют малую глубину контроля, связанную с особенностями проникновения электромагнитных волн в объект контроля.
Контрольно-измерительные задачи, решаемые с помощью вихретоковых методов:
позволяют обнаружить трещины, раковины, неметаллические включения и другие виды нарушений сплошности (дефектоскопия);
измерять толщины прутков, стенок труб (при одностороннем доступе), диаметр проволок, а так же толщины лакокрасочных, эмалевых, керамических, гальванических и других покрытий, нанесенных на электропроводящую основу (толщинометрия);
контролировать химический состав, механические свойства, остаточные напряжения (структуроскопия).
Неразрушающий контроль осуществляют с помощью СНК (средств неразрушающего контроля): приборов (дефектоскопов, толщиномеров, структуроскопов и т.д.) и установок, а также дефектоскопических веществ и материалов (проникающих и проявляющих жидкостей, магнитных порошков и суспензий, паст и т.д.), стандартных образцов, вспомогательного оборудования.
Дефектоскопы представляют собой приборы и установки, предназначенные для обнаружения дефектов типа нарушения сплошности.
Практически все дефектоскопы не только выявляют дефекты в изделии, но и определяют с установленной погрешностью его размеры и местонахождение. Некоторые дефектоскопы способны обнаруживать дефекты, определять глубину их и координаты относительно плоскостей изделия.
Структуроскопы в зависимости от их принципа действия могут определять физико-химические свойства материала, оценивать твердость и прочность материалов, глубину и качество термической обработки, обнаруживать отклонение содержания углерода от номинального значения, рассортировывать изделия по твердости, выявлять неоднородные по структуре области.
Принципиальный шаг вперед в области методов магнитного неразрушающего контроля был сделан после изобретения Е.М. Беловым Способ прогнозирования местоположения течей трубопроводов, позволяющего выявлять аномальные участки трубопровода с поверхности земли за счет бесконтактного измерения его магнитного поля. На базе этого способа реализовано техническое устройство ИАМ-1. Из публикаций о результатах применения данного прибора можно сделать вывод о его достаточной эффективности в качестве индикатора аномальных участков трубопровода с отклонениями уровня напряженно-деформированного состояния металла от фоновых значений. Однако методические основы обследования указанным прибором для выявления точного местоположения, вида и опасности дефектов металла в печати или в нормативных документах не отражены и не могут быть проанализированы. Недостатком метода является отсутствие системы автоматической регистрации с заданным шагом (т.е. сканирования), т.е. появляется зависимость от человеческого фактора. Эффективность применения данной технологии может быть оценена широким кругом специалистов по НК лишь при публикации достаточно обширной статистики вскрытий по результатам обследований.
2. Магнитопорошковый метод
Магнитопорошковый метод предназначен для выявления поверхностных и под поверхностных (на глубине до (1,5 ... 2) мм) дефектов типа нарушения сплошности материала изделия: трещины, волосовины, расслоения, не проварка стыковых сварных соединений, закатов и т.д.
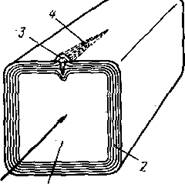
Магнитные частицы порошка, попадая в поле дефекта под действием электрического тока 7, намагничиваются и в результате притягивающей сипы перемещаются в зону наибольшей неоднородности магнитного поля. Порошинки, притягиваясь друг к другу, выстраиваются в цепочки, ориентируясь по магнитным силовым линиям поля 2, и, накапливаясь, образуют характерные рисунки в виде валиков 3, по которым судят о наличии дефекта 4.
Этим методом можно контролировать изделия любых габаритных размеров и форм, если магнитные свойства материала изделия (относительная максимальная магнитная проницаемость не менее 40) позволяют намагничивать его до степени, достаточной для создания поля рассеяния дефекта, способного притянуть частицы ферромагнитного порошка.
Магнитопорошковый метод - это метод неразрушающего контроля поверхностей изделий из ферромагнитных материалов в их производстве и эксплуатации, суть которого такова: магнитный поток в бездефектной части изделия не меняет своего направления; если же на пути его встречаются участки с пониженной магнитной проницаемостью, например дефекты в виде разрыва сплошности металла (трещины, неметаллические включения и т.д.), то часть силовых линий магнитного поля выходит из детали наружу и входит в нее обратно, при этом возникают местные магнитные полюсы (N и S) и, как следствие, магнитное поле над дефектом. Так как магнитное поле над дефектом неоднородно, то на магнитные частицы, попавшие в это поле, действует сила, стремящаяся затянуть частицы в место наибольшей концентрации магнитных силовых линий, то есть к дефекту. Частицы в области поля дефекта намагничиваются и притягиваются друг к другу как магнитные диполи под действием силы так, что образуют цепочные структуры, ориентированные по магнитным силовым линиям поля.
Наибольшая вероятность выявления дефектов достигается в случае, когда плоскость дефекта составляет угол 90грд. с направлением намагничивающего поля (магнитного потока). С уменьшением этого угла чувствительность снижается и при углах, существенно меньших 90грд. дефекты могут быть не обнаружены.
Чувствительность МПД определяется:
магнитными характеристиками материала контролируемого изделия (магнитной индукцией (В),
остаточной намагниченностью (Br ),
максимальной магнитной проницаемостью (µmax ),
коэрцитивной силой (Н0 ),
шероховатостью поверхности контроля,
напряженностью намагничивающего поля, его ориентацией по отношению к плоскости дефекта,
качеством дефектоскопических средств и освещенностью контролируемой поверхности.
Магнитопорошковый метод применяется практически во всех отраслях промышленности:
авиапромышленность
машиностроение
автомобильная промышленность
металлургия
транспорт (авиация, железнодорожный, автотранспорт)
судостроение
строительство (стальные конструкции, трубопроводы)
Методика применения
Магнитопорошковый метод применяется для выявления в объектах разных размеров и формы, изготовленных из ферромагнитных материалов поверхностных и подповерхностных дефектов. С помощью магнитопорошкового метода могут быть обнаружены различные трещины, волосовины и закаты, непровары сварных соединений и другие дефекты шириной раскрытия несколько микрометров. Метод может быть использован для контроля объектов с немагнитным покрытием. Существуют различные виды контроля:
«Cухой» и «мокрый» способы нанесения индикатора на контролируемый объект
Флуоресцентный или цветной индикатор для контроля при УФ или дневном свете
Последовательность выполнения технологических операций магнитопорошкового контроля приведена в следующем разделе.
3. Этапы магнитопорошкового контроля
1. Подготовка детали к контролю.
Подготовка детали к контролю заключается в очистке поверхности детали от отслаивающейся ржавчины, грязи, а также от смазочных материалов и масел, если контроль проводится с помощью водной суспензии или сухого порошка. Если поверхность детали темная и черный магнитный порошок на ней плохо виден, то деталь иногда покрывают тонким просвечивающим слоем белой контрастной краски.
2. Намагничивание детали.
Намагничивание детали является одной из основных операций контроля. От правильного выбора способа, направления и вида намагничивания, а также рода тока во многом зависит чувствительность и возможность обнаружения дефектов.
3. Нанесение на поверхность детали магнитного индикатора (порошка или суспензии).
Оптимальный способ нанесения суспензии заключается в окунании детали в бак, в котором суспензия хорошо перемешана, и в медленном удалении из него. Однако этот способ не всегда технологичен. Чаще суспензию наносят с помощью шланга или душа. Напор струи должен быть достаточно слабым, чтобы не смывался магнитный порошок с дефектных мест. При сухом методе контроля эти требования относятся к давлению воздушной струи, с помощью которой магнитный порошок наносят на деталь. Время стекания с детали дисперсной среды, имеющей большую вязкость (например, трансформаторного масла), относительно велико, поэтому производительность труда контролера уменьшается.
4. Осмотр детали. Расшифровка индикаторного рисунка и разбраковка.
Контролер должен осмотреть деталь после стекания с нее основной массы суспензии, когда картина отложений порошка становится неизменной.
Детали проверяют визуально, но в сомнительных случаях и для расшифровки характера дефектов применяют оптические приборы, тип и увеличение которых устанавливают по нормативным документам. Увеличение оптических средств не должно превышать x10.
Разбраковку деталей по результатам контроля должен производить опытный контроллер. На рабочем месте контроллера необходимо иметь фотографии дефектов или их дефектограммы (реплики с отложениями порошка, снятые с дефектных мест, с помощью клейкой ленты или другими способами), а также контрольные образцы с минимальными размерами недопустимых дефектов.
Вид и форма валиков магнитного и люминесцентного магнитного порошка во многих случаях помогают распознать нарушения сплошности.
5. Размагничивание и контроль размагниченности. Удаление с детали остатков магнитного индикатора.
Применяют два основных способа размагничивания. Наиболее эффективный из них - нагрев изделия до температуры точки Кюри, при которой магнитные свойства материала пропадают. Этот способ применяют крайне редко, так как при таком нагреве могут изменяться механические свойства материала детали, что в большинстве случаев недопустимо.
Второй способ заключается в размагничивании детали переменным магнитным полем с амплитудой, равномерно уменьшающейся от некоторого максимального значения до нуля. В зависимости от материала изделия, его размеров и формы применяют переменные магнитные поля различных частот: от долей Гц до 50 Гц.
Заключение
При выполнении данного реферата я дал общую характеристику магнитных методов неразрушающего контроля и более подробную характеристику магнитопорошкового метода.
Данный метод предназначен для выявления поверхностных и подповерхностных дефектов типа нарушения сплошности материала изделия: трещины, волосовины, расслоения, непроварка стыковых сварных соединений, закатов и т.д.
Этим методом можно контролировать изделия любых габаритных размеров и форм, если магнитные свойства материала изделия позволяют намагничивать его до степени, достаточной для создания поля рассеяния дефекта, способного притянуть частицы ферромагнитного порошка. Магнитопорошковый метод применяется практически во всех отраслях промышленности.
В разделе «Этапы магнитопорошкового контроля» приведена последовательность выполнения технологических операций магнитопорошкового контроля:
подготовка детали к контролю - намагничивание детали - нанесение на поверхность детали магнитного индикатора - осмотр детали, расшифровка индикаторного рисунка и разбраковка - размагничивание и контроль размагниченности, удаление с детали остатков магнитного индикатора.