Металлорежущий станок
СОДЕРЖАНИЕ: Расчет металлорежущих станков. Кинематический анализ станка.РЕЗАНИЕ, СТАНОК, МАТЕРИАЛ, МЕТЧИК, РЕЗЕЦ, КИНЕМАТИЧЕСКИЙ АНАЛИЗ, ДИАГРАММА.
ЗАДАНИЕ НА КУРСОВУЮ РАБОТУ
В данной работе требуется произвести расчет металлорежущего станка 1П 365, вычертить график частот оборотов и лучевую диаграмму, а также рассчитать инструменты, необходимые для обработки детали, представленной в задании и выполнить рабочие чертежи этих инструментов на листах формата А4 или А3.
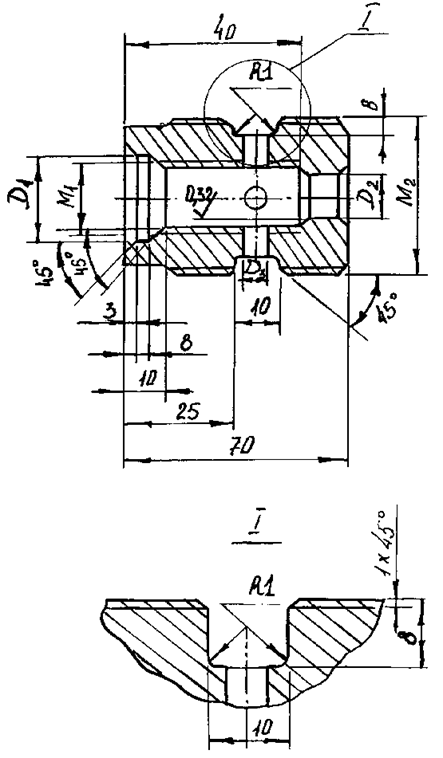
Втулка резьбовая
ВВЕДЕНИЕ
Данная работа выполняется с целью приобретения практических навыков по следующим категориям: назначению режимов резания, выбору режущих материалов, подбору и конструированию высокопроизводительных инструментов, освоение методики анализа кинематики металлорежущих станков и способов их настройки, приобретение опыта по работе с техникой и литературой.
Работа выполнена по этапам:
произведение подбора основных элементов режущих инструментов,
выполняются эскизы инструментов и их рабочие чертежи,
по нормативам назначаются режимы обработки,
проводится кинематический анализ станка,
оформляется пояснительная записка.
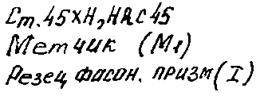
РАСЧЁТ МЕТЧИКА
М27 – 8g
d2 – диаметр заборной части на переднем торце метчика, он делается меньше внутреннего диаметра резьбы. Для метчиков диаметром 20 – 39 мм на 0.2 – 0.25 мм (по справочнику).
dнар. = 27 мм; dcр. = 25.051мм; dвн. = 23.752мм
d2 = 26.8мм
Основные элементы метчика.
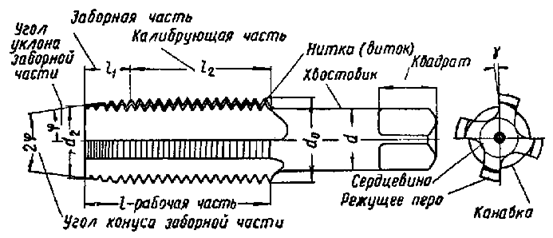
Рисунок 1.
Величина коэффициентов приводится в таблицах и для нашего случаяs = 0.018.
3. Число перьев у метчиков тоже выбирается по таблице, в зависимости от диаметра и назначения метчика и равно:
z = 4.
4. Высоту резьбы можно определить по следующей формуле:
T2 =(d0-d1)/2
где d0 = 27 – наружний диаметр, d1 = 23.752 – внутренний диаметр.
T2 =1.624
Следовательно длина l1 заборной части будет равна:
l1=22.5
5. Угол наклона заборной части fопределяется из формулы:
tgf=(d0-d2)/2 l1
d0 – наружний диаметр, d2 – диаметр заборной части в переднем торцевом сечении метчика.
По справочным данным выбираем f = 6.
6. Ширина пера f = 0.25d0 для четырёхканавочных метчиков, она равна f= 6.75.
7. Для четырёхканавочных метчиков диаметр сердцевины равен D1 = 1.3 + 0.45d0 и равен D1 = 13.45 мм.
8. Передний угол gвыбирается по таблице, в зависимости от свойств обрабатываемого материала. Для стали средней твёрдости g= 8…10. Следовотельно g = 10.
9. Главный задний угол aна заборной части принимается по таблице, в зависимости от типа метчика. Метчик ручной по этому aвыбираем равным 8. Задний угол на калибрующей части a1 у метчиков со шлифованым профилем делается за счёт уменьшения диаметра резьбы на 0.02…0.05 мм.
11. Стандартные метчики изготавливаются с прямыми канавками. Специальные метчики для улучшенного отвода стружки иногда снабжаются винтовыми канавками.Угол наклона винтовых канавок равен w= 8…15. При сквозных отверстий рекомендуется левое направление винтовых канавок.
При нарезании сквозных отверстий лучшего отвода стружки можно достигнуть и путём создания наклона передней поверхности метчика на его заборной части под углом
l = 5…10, такая заточка обеспечивает отвод стружки в направлении подачи метчика.
12. Для снижения величины силы трения между метчиком и нарезаемой резьбой калибрующая часть метчика выполняется с обратной конусностью. Уменьшение диаметра по направлению к хвостовику составляет 0.05…0.1 мм на 100 мм длины.
РАСЧЁТ ФАСОННОГО ПРИЗМАТИЧЕСКОГО РЕЗЦА
На высоте центра Он вращения детали распологается та узловая контурная точка 1 фасонного профиля режущего лезвия, которая лежит на наименьшем радиусе r1. Расположение остальных узловых точек определяется пересечением передней поверхности резца с окружностями детали радиусами r2, r3, r4. (Рис. 2)
Рисунок 2.
2. Для образования задних углов aтело призматического фасонного резца наклоняют так, чтобы прямолинейная образующая фасонной задней поверхности резца в точке 1 образовала угол aс плоскостью резания в той же точке.
3. Целью коррекционных расчётов призматических фасонных резцов является вычисление расстояния от прямолинейной образующей точки 1 до параллельных ей образующих задней поверхности резца, проведённых через контурные точки 2, 3, 4, 5, 6, 7, 8, т.е. величин Р2, Р3, Р4, Р5, Р6, Р7, Р8.
Из узловых точек опускаем перпендикуляры на прямолинейную образующую узловой точки 1. Получаем ряд прямоугольных треугольников. Известные из общей части коррекционного расчёта расстояния: С2-6, С3-7, С4-8 являются гипотенузами.
4. Осевые размеры между узловыми точками детали и резца равны. Для нашего случая tмах = 8мм, и следовательно по данным из таблицы выбираются конструктивные размеры призматического резца:(Рис. 3)
В = 14, Н = 75,
Е = 6, А = 20,
F = 10, r = 0.5,
d = 4, M = 24.
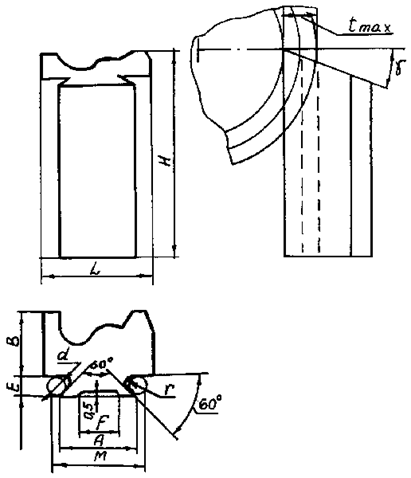
Рисунок 3.
5. Построение шаблонов и контршаблонов для контроля фасонного профиля призматического резца полностью определяется координатными расстояниями Р2 – Р8. Допуски на точность изготовления заданных чертежом линейных размеров фасонного профиля шаблона составляет +,- 0.01мм.
6. Из рекомендации по выбору геометрии лезвия фасонного резца: задний угол a = 10, и в зависимости от материала заготовки и материала самого резца выбираем g = 20.
КИНЕМАТИЧЕСКИЙ АНАЛИЗ МЕТАЛЛОРЕЖУЩЕГО СТАНКА 1П 365.
Кинематический анализ включает следующие этапы:
1. Вычерчивание кинематической схемы станка.
2. Общая характеристика станка.
3. Составление кинематического уравнения.
4. Построение графика частот оборотов.
5. Анализ картины частот оборотов.
6. Построение лучевой диаграммы скоростей.
7. Изучение кинематики механизмов подач.
8. Описание вспомогательных движений и механизмов.
Кинематическая схема станка 1П 365. (Прилож. 3)
Номера валов обозначаются римскими цифрами, числа зубцов шестерён и колёс – арабскими.
Основными узлами станка являются:
Станина – 1.
Коробка подач – 2.
Передняя бабка с коробкой скоростей – 3.
Шпиндель – 4.
Боковой суппорт – 5.
Продольный суппорт с револьверной головкой – 6.
Барабан упоров – 7.
Фартуки продольного и бокового суппортов – 8, 9.
Общая характеристика станка.
Токарно-револьверный станок 1П 365 предназначен для обработки деталей из штучных заготовок диаметром до 500 мм и из прутка диаметром до 80 мм. Изготовление деталей связано с выполнением ряда последовательных переходов: обтачивания, сверления, растачивания, развёртывания, отрезки и др. – в условиях серийного производства. Основные узлы станка приведены в Приложении 3.
Принцип работы и движения в станке: обрабатываемая деталь закрепляется в обычном самоцентрирующем или пневматическом патроне, установленном на шпинделе станка. В процессе обработки деталь вращается (главное движение). Весь необходимый для данной операции комплект режущих инструментов устанавливается в шестипозиционной револьверной головке продольного суппорта и четырёхпозиционном резцедержателе бокового суппорта. Инструменты совершают движения подачи в продольном или поперечном направлениях. Обработка может производиться от обоих суппортов одновременно с заданными подачами. Ограничение движения суппортов и автоматическое выключение подач осуществляются регулируемыми упорами на барабане упоров.
Кинематическое уравнение.
Cоставляем кинематическое уравнение цепи главного движения в развёрнутом виде и определяем теоретическое число ступеней регулирования z.
Z=12
Частота оборотов.
Проводятся вертикальные линии валов 0, I, II,… на равном расстоянии друг от друга. Последний вал обычно является шпинделем станка (Рис. 4).
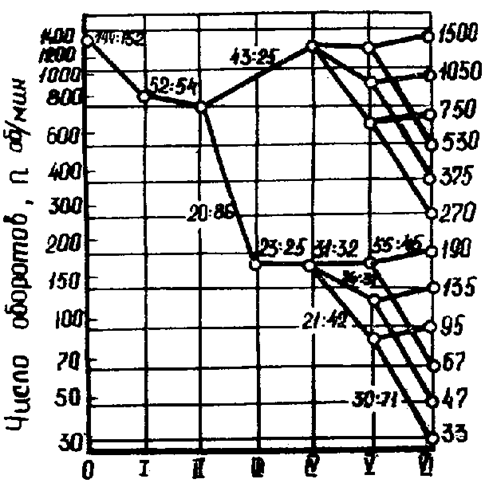
Рисунок 4.
На нулевой вал (вал электродвигателя) наносится логарифмическая шкала частот оборотов в интервале, охватывающем минимальные и максимальные частоты оборотов, которые могут иметь место на валах коробки скоростей. Обычно ориентируются по наименьшим и наибольшим оборотам шпинделя и оборотам вала электродвигателя. Масштаб шкалы выбирается таким, чтобы график оборотов удобно разместился на выбранном формате листа и был чётким. На шкале наносим числа частот.
Анализ картины частот оборотов.
По точкам на последнем валу (шпинделе) определяется фактическое число ступеней частот оборотов Zф, при этом точки совпадающие (линии передач на валу сходятся в одну точку) и очень близко расположенные принимаются за одну, следовательно, Строим диаграмму в координатных осях с логарифмическими шкалами.
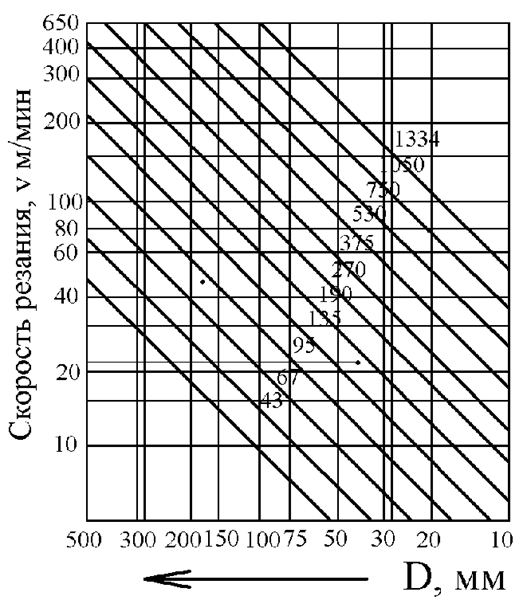
Рисунок 5.