Металлургические печи
СОДЕРЖАНИЕ: Производство чугуна и стали. Конверторные и мартеновские способы получения стали, сущность доменной плавки. Получение стали в электрических печах. Технико-экономические показатели и сравнительная характеристика современных способов получения стали.ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
г. Комсомольск-на-Амуре
РЕФЕРАТ
МЕТАЛЛУРГИЧЕСКИЕ ПЕЧИ
СОДЕРЖАНИЕ
1. Производство чугуна
2. Производство стали
2.1. Конверторные способы получения стали
2.2. Мартеновские способы получения стали
2.3. Получение стали в электрических печах
3. Технико-экономические показатели и сравнительная характеристика современных способов получения стали
1. ПРОИЗВОДСТВО ЧУГУНА
Получение чугуна из железной руды осуществляются в доменных печах.
Сущность доменной плавки сводится к раздельной загрузке в верхнюю часть печи, называемой колошником, руды (или агломерата), кокса и флюсов, располагающихся поэтому в шахте печи слоями. При нагревании шихты за счет горения кокса, которое обеспечивает вдуваемый в горн горячий воздух, в печи идут сложные физико-химические процессы (которые описаны ниже) и шихта постепенно опускается вниз навстречу горячим газам, поднимающимся вверх. В результате взаимодействия компонентов шихты и газов в нижней части печи, называемой горном, образуются два несмешивающихся жидких слоя чугун и шлаки.
Доменные печи являются крупнейшими современными шахтными печами. Большинство действующих в настоящее время доменных печей имеет полезный объем 1300–2300 м3 – объем, занятый загруженными в нее материалами и продуктами плавки. Эти печи имеют высоту примерно 30 м и дают в сутки по 2000 т чугуна.
На рисунке 1 показана схема доменной печи объемом 2700 м3 . Печи этого типа работают на ряде заводов. Материалы подаются к печи двумя скиповыми подъемниками с опрокидывающимися ковшами вместимостью по 17 м3 , доставляющими агломерат, кокс и другие добавки к засыпному устройству на высоту 50 м. Засыпное устройство доменной печи состоит из двух поочередно опускающихся конусов. Для равномерного распределения материалов на колошнике печи малый конус с цилиндром после каждой засыпки оборачивается на заданный угол (обычно 60°). В верхней части горна располагаются фурменные отверстия (16–20 шт.), через которые в печь подается под давлением около 300 кПа (3 атк) горячий, обогащенный кислородом воздух при температуре 900 – 1200° С.
Печь монтируют в прочном сварном стальном кожухе, интенсивно охлаждаемом водой. Внутри печь выкладывают высококачественным шамотным кирпичом, а отдельные части печи делают из прессованных углеродистых блоков. Толщина боковых стенок печи в отдельных местах превышает 1,5 м, а лещади – 4 м. Печь полезным объемом 2700 м3 имеет высоту 80 м и весит с механизмами около 200 000 т. Печь работает непрерывно в течение 4–8 лет.

Рисунок 1 – Схема доменной печи объемом 2700 м3 :
1 – чугунная летка; 2 – шлаковая летка; 3 – фурменный прибор; 4 – лещадь; 5 – чугуновоз; 6 – шлаковозы; 7 – газоотводы; 8 – засыпное устройство; 9 – фундамент; 10 – воздухопровод.
Физико-химические процессы, протекающие в доменной печи, очень сложны и многообразны. Ученые академики А.А. Байкович, А. Павлов и другие глубоко занимались их изучением и создали капитальные труды по этим вопросам.
Условно процесс, протекающий в доменной печи, можно разделить на следующие этапы: горение углерода топлива; разложение компонентов шихты; восстановление окислов; науглероживание железа; шлакообразование.
Доменные печи являются крупнейшими современными шахтными печами. В них осуществляется получение чугуна из железных руд. Большинство действующих сейчас доменных печей имеет полезный объем 1300–2300 м3 – объем, занятый загруженными в нее материалами и продуктами плавки. Эти печи имеют высоту примерно 30 м и дают в сутки по 2000 т чугуна.
2. ПРОИЗВОДСТВО СТАЛИ
Еще в XX столетии начали широко применять более современные получения стали, позволяющие выпускать наиболее сложные и высоко легированные стали. Рассмотрим три основных применяемых теперь способа получения стали: в конверторах, мартеновских печах и в электрических печах.
2.1. Конверторные способы получения стали
Изобретателем конверторного способа получения стали считают англичанина Г. Бессемера, впервые предложившего и осуществившего в 1854 – 1856 гг. получение стали без расхода топлива, путем продувки воздуха через расплавленный чугун. Предложенный Г. Бессемером способ производства стали совершенствовался, видоизменялся другими изобретателями и производственными коллективами. Так возникли и получили применение томасовский процесс, русский процесс и многие другие. В настоящее время конверторные способы с применением кислорода вновь получают широкое распространение, поэтому кратко опишем их.
Конвертором принято называть большую стальную реторту, футерованную огнеупором. Вместимость современных конверторов достигает 250 – 400 т. Конвертор имеет стальную цилиндрическую часть, отъемное, легко заменяемое днище и конусообразную горловину. Цилиндрическая часть конвертора крепится в литом стальном кольце, имеющем две цапфы, которыми оно опирается на подшипники двух стоек. Поэтому конвертор может поворачиваться вокруг оси цапф, что необходимо для его обслуживания (заливки исходного чугуна, взятия проб, выливки готовой стали и т.д.). Одна из цапф – полая, она соединяется одним воздухопроводом с трубовоздуходувкой, а другим – с воздушной коробкой днища конвертора. Воздушная коробка днища конвертора соединяется с отверстиями фурм, проходящими через все днище.
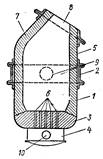
Рисунок 2 – Схема устройства бессемеровского конвертора:
1 – корпус; 2 – опорный пояс; 3 – днище; 4 – воздушная коробка; 5 – кожух; 6 – сопла; 7 – «спина»; 8 – горловина; 9 – пустотелая цапфа; 10 – воздушный патрубок.
Бессемеровский процесс применяется не часто и перед старыми способами получения стали имел два неоспоримых преимущества – очень высокую производительность, отсутствие потребности в топливе.
Недостатком бессемеровского процесса является ограниченная гамма чугунов, которые могут перерабатываться этим способом, так как при бессемеровском способе не удается удалить из металла такие примеси, как серу и фосфор, в том случае, если они содержатся в чугуне. Кроме того, получаемая в конверторе сталь хрупка из-за насыщения ее азотом, содержащимся в воздухе.
Дальнейшим развитием бессемеровского процесса явился томасовский процесс, разработанный Т. Томасом в 1878 г. Он внедрил в практику футеровку конверторов доломитом. Такая футеровка позволяла удалить из чугуна фосфор и частично серу.
Томасовский процесс не устранил всех недостатков бессемеровского процесса. В металле оказалось более высоким содержание кислорода и азота и он больше загрязнен шлаковыми включениями, поэтому качество металла при томасовском процессе ниже бессемеровского. Футеровка томасовского конвертора редко выдерживает более 400 плавок.
Конверторное производство стали постоянно совершенствовалось и нашло более или менее широкое применение в практике сталеплавильного производства. Уральские мастера и инженеры разработали, например, оригинальный способ конверторной переработки чугунов, содержащих пониженное содержание кремния и около 1,5% марганца. Этот способ затем нашел своих последователей на многих западноевропейских заводах и получил название русского бессемерования.
Новым важным этапом, вновь поставившим конверторные способы на современный уровень и обеспечившим ему теперь повсеместное широкое применение, явилась замена воздушного дутья кислородным. Предложения о такой замене поступали давно и возможности применения кислорода для этой цели успешно изучались многими учеными. В настоящее время имеет место широкое практическое решение этой проблемы (процесс L–D и др.).
Современный конверторно-кислородный способ получения стали протекает примерно следующим образом. На большинстве заводов для этого способа используют глуходонные конверторы. Футеруют эти конверторы обычно смолодоломитовым или магкезито-хромитовым кирпичом.
Кислород вдувают в конвертор вертикальной трубчатой водо-охлаждаемой фурмой, опускаемой в горловину конвертора, но не доходящей до уровня металла на 1200–2000 мм. Таким образом, кислород не вдувается под зеркало металла (как воздух в старых конверторных процессах), а подается на поверхность залитого в конвертор металла. Однако и при таком способе подвода кислорода процесс идет очень горячо, что дает возможность перерабатывать в нем чугуны с различным содержанием примесей, а также вводить в конвертор не только жидкий металл, но и добавлять к нему скрап и железную руду.
Благодаря тому, что окисление углерода и фосфора в кислородном конверторе идет одновременно, создается возможность остановить процесс на заданном содержании углерода и получать в нем довольно широкую гамму углеродистых сталей при достаточно низком содержании фосфора и серы в металле, которые удаляются в этом процессе в шлак с помощью извести.
Стали, более чистые по сере и фосфору, в кислородном конверторе удается получить потому, что более горячий ход плавки в таком конверторе позволяет иметь более известковые шлаки. Сера, как известно, содержится в чугуне и стали в виде сульфидов и ее можно удалять.
При получении стали в конверторах наиболее часто раскисление ведут марганцем и кремнием, а точнее их ферросплавами, так как их окислы образуют с окислами железа жидкую шлаковую фазу, помогающую вывести продукты раскисления из металла. Часть раскислители вводят иногда в конвертор за несколько минут до разливки. Завершается раскисление обычно в разливочном ковше. Общий расход технического кислорода на получение 1 т стали в конверторе составляет 50–60 м3 , что незначительно превышает теоретически необходимое количество.
Недостатком кислородно-конверторного способа получения стали является большое пылеобразование, обусловленное обильным окислением и испарением железа, значительно большим, чем при других способах получения стали. Это требует обязательного сооружения при этих конверторах сложных и дорогих пылеочистительных установок.
2.2. Мартеновские способы производства стали
Мартеновский способ является основным способом, дающим около 70% высококачественной стали, выплавляемой в мире. В 1865 г. во Франции инженеру П. Мартену после многочисленных попыток удалось получить на поду пламенной печи жидкую сталь, так как до этого этим путем получали сталь в тестообразном состоянии. Мартен применил для сталеплавильной печи принцип регенерации тепла отходящих печных газов для подогрева топлива и воздуха, подаваемого в печь (разработанный инженером Ф. Сименсом и используемый до этого в печах некоторых других производств). По этому принципу строятся и работают мартеновские сталеплавильные печи до настоящего времени.
Современные мартеновские печи (рис. 3) отапливают обычно газом (чаще всего смесью доменного газа с коксовальным или природным газом) и оборудуют четырьмя регенераторами (по два с каждой стороны печи), заполненными кирпичной решетчатой кладкой для раздельного подогрева газообразного топлива и воздуха, подаваемых в печь.
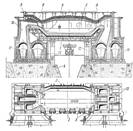
Рисунок 3 – Мартеновская печь (разрез и план):
1 – под печи; 2 – передняя стенка; 3 – задняя стенка; 4 – свод; 5 – загрузочные окна; 6 – бетонные опоры; 7 – откос; 8 – воздушный канал (головки); 9 – газовый канал; 10 – вертикальные каналы; 11 – шлаковики газового регенератора; 12 – шлаковики воздушного регенератора.
Продукты горения из рабочего пространства печи направляются в одну пару регенераторов (например, правую) и нагревают их насадку (решетчатую внутреннюю кладку), а затем выпускаются в дымовую трубу. В это время газовое топливо и воздух подают в печь через вторую пару регенераторов (например, левую), насадка которых была нагрета раньше. Через некоторое время с помощью автоматически переключающихся клапанов меняется направление выхода печных газов и подачи топлива.
Мартеновские печи строят разной вместимости и производительности – от 10 до 500–900 т. На некоторых заводах работают печи, отапливаемые мазутом или природным газом, в которых подогревается только воздух, подающийся в печь.
В первых печах, предложенных Мартеном, под, стены и свод выкладывали из динасового огнеупорного кирпича. В 1880 г. в России была построена первая мартеновская печь с подом и стенками из доломитового кирпича, которые затем получили широкое распространение. В современном сталеплавильном производстве для кладки стен и пода печей применяют и кислые, и основные огнеупоры; этим отличается устройство основных и кислых мартеновских печей.
Ванна печи, удерживающая расплавленные материалы, имеет форму чаши, и ее длину и ширину обычно определяют на уровне порогов садочных окон, через которые и производят загрузку в печь твердых материалов. Современная 500-тонная печь имеет ванну 16,4 м длины, 5,9 м ширины и более 1 м глубины. Произведение этой длины на ширину принято считать условной площадью пода мартеновской печи. Глубиной ванны считают размер в самой глубокой ее части, которая расположена около выпускного отверстия, от подины, до уровня порогов садочных окон.
Боковую кладку и под укрепляют снаружи прочными стальными балками. До недавнего времени своды мартеновских печей делали арочными и выкладывали из динасового кирпича. Такие своды не допускали их нагрев выше 1700° С, что тормозило производительность печей; эти своды обычно выдерживали 200–250 плавок. Теперь своды делают из термостойкого хромомагнезитового кирпича. Изменилась и конструкция свода. Отдельные блоки свода подвешивают на тягах к поперечным балкам каркаса печи и свод получается подвесным. Применение хромомагнезита и новой конструкции свода позволяют нагревать его до 1800° С. Такие подвесные хромомагнезитовые своды выдерживают 500 плавок.
Горячий газ подают в печь по центральному каналу, воздух – по двум боковым. Сходясь в рабочем пространстве печи, эти каналы образуют так называемую головку печи, формирующую газовое пламя. Внутрь стенок головки обычно вставляют кессоны, в которых циркулирует вода для сохранения огнеупоров головки от быстрого разгара. Перед регенераторами в мартеновской печи устанавливают шлаковики для сбора пыли и капель шлака, выносимых из печи с отходящими газами, и предохранения регенераторов от быстрого загрязнения. Загрузку твердой шихты в печь производят через окна с помощью завалочных машин. Выпуск стали и шлака из мартеновской печи после завершения плавки проводят через летку, которую располагают в так называемой задней продольной стенке печи, не имеющей загрузочных окон. Некоторое количество шлака выпускают иногда через так называемые ложные пороги загрузочных окон на лицевую сторону печи. На время плавки летку (выпускное отверстие) заделывают магнезитовым порошком и огнеупорной глиной.
Кроме стационарных мартеновских печей иногда для переработки чугунов, содержащих много фосфора, применяют качающиеся мартеновские печи, рабочее пространство которых располагают на катках, что облегчает и ускоряет удаление (скачивание) по ходу передела фосфористых шлаков и тем самым повышает производительность печи.
Мартеновский способ получил широкое применение благодаря возможности использования различного сырья и разнообразного топлива. В настоящее время мартеновский процесс различают в зависимости от используемого сырья: скрап-процесс, если его шихта состоит из стального лома (60–70%) и твердого чушкового чугуна (30–40%). Эта разновидность процесса применяется на заводах, не имеющих доменного производства. Широко применяется и скрап-рудный процесс, характерный тем, что его шихта состоит на 20–50% из скрапа и на 50–80% из жидкого чугуна, который после выпуска из доменных печей хранится в больших бочкообразных футерованных внутри огнеупорным кирпичом хранилищах, называемых миксерами. Этот процесс называется скрап-рудным потому, что для ускорения окисления примесей чугуна в печь загружают, кроме того, гематитовую железную руду в количестве 15–30% от массы металлической части шихты.
Скрап-рудный процесс в кислой и основной мартеновских печах проходит различно (меняется состав флюсов и некоторых других шихтовых материалов, по-разному идет окисление примесей). Поэтому различают кислый и основной мартеновские процессы.
Рассмотрим кратко сущность широко применяемого основного скрап-рудного процесса. Мартеновские печи работают циклами, но нагрев печи ведется непрерывно, поэтому подготовка новой плавки стали начинается с осмотра печи и устранения изъяна в подине и боковых откосах печи путем их заварки новым слоем доломита или магнезита еще во время выпуска предыдущей плавки. После выпуска металла выпускное отверстие заделывают и шихту загружают для новой плавки. Сыпучие шихтовые материалы (руда, известняк, скрап) загружают обычно первыми и отдельные их слои хорошо прогревают. На подину принято сначала загружать железную руду, а потом известняк и сверху стальной лом. Все эти материалы подвозят к печам составом платформ в так называемых мульдах (металлические коробки с приспособлением для захвата их хоботом завалочной машины).
Завалочная машина современных крупных печей – это самоходная тележка, перемещающаяся по рельсам вдоль продольных лицевых стенок нескольких мартеновских печей, обычно располагающихся в одну линию. На самоходной тележке установлен механизм управления с кабиной машиниста и загрузочный механизм с длинным штоком (хоботом). Хобот завалочной машины поднимает с платформы мульду с шихтой, вносит ее в печь и, поворачивая, высыпает ее содержимое, затем выносит пустую мульду из печи и ставит ее на платформу.
Во время загрузки твердых материалов в печь расходуется максимальное количество топлива для обеспечения быстрого прогрева и расплавления шихтовых материалов. Жидкий чугун загружают в печь через окно с помощью вставляемого в него стального желоба, футерованного изнутри огнеупором. Жидкий чугун подают к печи в чугуновозном ковше с помощью мостового крана. Чугун заливают в печь, когда твердая шихта прогрета и начинает оплавляться. С заливкой жидкого чугуна резко ускоряется плавление металлической части шихты. Одновременно с прогревом шихты начинается окисление примесей. К моменту расплавления шихты почти полностью окисляется кремний, более половины марганца, третья часть фосфора и частично углерод. Во время плавления образуется значительное количество закиси железа, так как количество воздуха, подаваемого в мартеновскую печь, обычно значительно больше необходимого для сжигания топлива (125% теоретически необходимого) и пламя в мартеновской печи бывает окислительным.
Процесс доводки металла до нужного химического состава производится в так называемый период чистого кипения металла, начинающегося после прекращения добавок в него железной руды. Чистое кипение ванны протекает не менее одного часа. Готовность заданной плавки стали определяют взятием пробы и экспресс-анализом в цеховой лаборатории.
После этого проводится раскисление и выпуск стали в ковши, из которых ее разливают в слитки. Общая продолжительность получения стали в мартеновской печи занимает несколько часов. Раскисление стали в ванне мартеновской печи проводят сначала доменным ферромарганцем, а затем доменным ферросилицием. Кремний ферросилиция отнимает кислород от закиси железа и образует сложные силикаты железа и марганца, которые обладают низкой температурой плавления и малой плотностью. Они всплывают в ванне и переходят в шлак. После этого сталь начинают выпускать из печи и завершают раскисление в ковше (или на желобе, по которому она вытекает в ковш), богатым ферросилицием, и вводят небольшое количество более сильного восстановителя – обычно алюминия или силикоалюминия
Алюминий является активным раскислителем стали, но образующаяся окись алюминия тугоплавка и в виде тонкой взвеси почти вся остается в стали. Принято считать, что эти частички окиси алюминия являются центрами кристаллизации при формировании слитка, и с увеличением количества алюминия, вводимого для раскисления, можно получить более мелкую структуру слитка или отливки. Обычно для раскисления берут 100–400 г алюминия на 1 т выплавляемой стали в зависимости от ее марки.
Скрап-процесс в основной печи отличается от скрап-рудного процесса, особенно в период завалки и расплавления шихты; заключительная часть процесса отличается меньше.
Совсем иначе протекает кислый мартеновский процесс. В связи с тем, что футеровка кислых мартеновских печей выполнена из динаса, наварка пода и откосов проводится кварцевым песком, т. е. кислым материалом. Шлак в этой печи кислый и не содержит свободной извести. Следовательно, удаления серы и фосфора в этой печи не происходит. Поэтому шихтовые материалы и топливо должны содержать эти примеси в минимальном количестве.
Хотя окислительное действие газов в кислых печах сохраняется и в начальный период плавки в шлаке образуется 20–35% закиси железа, окислительное действие его слабее. Окисление углерода происходит значительно медленнее, чем в основном процессе. Руду подают в печь во время окислительного периода небольшими порциями постепенно. Кроме закиси железа, шлаки содержат много SiO2 , достигающего к концу процесса 60% за счет перехода части кремнезема из набойки. Этот кремнезем и связывает закись железа в файалит, чем и объясняется медленное окислительное действие шлака в кислом процессе. В результате могут создаться условия для восстановления некоторого количества кремния в период кипения ванны. В горячо работающих кислых печах сталь раскисляется лучше и при малом расходе раскислителей, а в ряде случаев и без них. Поэтому сталь, выплавленная в кислых печах, содержит меньше растворенных газов, неметаллических включений и отличается высокими механическими свойствами.
Кислым процессом производят и легированные высококачественные стали, так как окисление (угар) дорогих легирующих элементов в них значительно меньше. Но и производство кислой мартеновской стали обходится в 1,5–2 раза дороже, чем стали, полученной в основной печи.
Мартеновские печи разной мощности принято сравнивать по суточной производительности, отнесенной к площади пода печи, т. е. суточному съему стали с 1 м2 условной площади пода. Наши мартеновские печи непрерывно улучшают этот показатель. Так, в 1932 г. он равнялся 2,68 т, в настоящее время – более 8 т и нередко достигает 11–12 т, а с применением кислорода он еще выше.
Общая продолжительность плавки стали 220–260 т в печах обычно составляет 7–10 ч при расходе условного топлива 130–350 кг на 1 т стали. Таким образом, основными недостатками мартеновского процесса следует считать большую продолжительность процесса и значительный расход топлива. Именно поэтому направление рационализаторских предложений производственных коллективов и исследований ученых – металлургов направлены на устранение этих недостатков и повышение качества получаемого металла.
Важнейшим фактором, совершенствующим и ускоряющим мартеновский процесс, является применение кислорода. В мартеновском процессе наметились два реальных и экономически целесообразных пути применения кислорода. Первый путь – это обогащение воздушного дутья кислородом до 25–35%. В результате интенсификации горения и повышения окислительной способности печи сокращается общая продолжительность плавки, снижается расход топлива, увеличивается производительность. Так, например, при обогащении дутья печи в 100 т кислородом до 29–30% расход кислорода составляет 55–70 м3 на 1 т стали, производительность печи увеличивается в 2,5 раза при сокращении продолжительности плавки с 9 ч до 3 ч 30 мин; расход топлива при этом снижается с 150 кг/т стали до 92 кг/т. Такое обогащение дутья кислородом и форсирование плавки возможно при наличии свода печи, сделанного из высокотермостойких огнеупоров.
Второй путь – это применение кислорода для интенсификации окисления примесей путем кратковременного введения в печь кислорода. Наиболее перспективным в этом направлении является введение кислорода водоохлаждаемыми фурмами через свод печи (до аналогии с кислородно-конверторным производством). Введение кислорода таким образом резко сокращает продолжительность окисления примесей в ванне печи, но сильно увеличивает (в 5–8 раз) содержание пыли в печных газах, за счет разбрызгивания шлака и испарения металла.
На ряде заводов успешно комбинируют эти два способа применения кислорода в мартеновских печах. Последние годы начали применять специально построенные для этих целей двухванные мартеновские печи.
Очень важна автоматизация мартеновских печей, особенно их теплового режима. В период расплавления по заданной программе в газовую смесь вводят больше коксового газа, в период пониженной тепловой нагрузки – меньше. Автоматизируется перекидка клапанов в зависимости от температуры насадок и многое другое. Эти меры приводят к уменьшению расхода топлива, особенно его дорогих компонентов.
2.3. Получение стали в электрических печах
Получение стали в электрических печах из года в год увеличивается, так как в них можно получить более высокую температуру и восстановительную или нейтральную атмосферу, что очень важно при выплавке высоколегированных сталей.
Для производства стали наиболее часто применяют дуговые трехфазные электрические печи с вертикальными графитовыми или угольными электродами и непроводящим подом. Ток, нагревающий ванну в этих печах, проходит по цепи электрод–дуга–шлак–металл–шлак–дуга–электрод. Вместимость таких печей достигает 270 т.
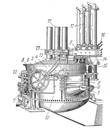
Рисунок 4 – Трехфазная дуговая электропечь:
1 – выпускной желоб; 2 – дверка; 3 – свод; 4 – металлическое кольцо (пята свода); 5 – поперечины электродов; 6 – зубчатый сегмент для наклона печи; 7 – электромотор для наклона печи; 8 – ручной маховичок; 9 – коробка зубчатой передачи; 10 – кожух печи; 11 – электорды; 12 – охлаждаемые уплотнительные кольца; 13 – зажимы; 14 – ползуны; 15 – колонки для подъема электродов; 16 – медный кабель; 17 – стальной трос.
На рисунке 4 представлен внешний вид такой печи. Печь состоит из металлического кожуха цилиндрической формы и сферического или плоского дна. Внутри печь футерована огнеупорными материалами. Дуговые печи могут быть кислыми и основными. В основных печах подина выкладывается из магнезитового кирпича, сверху которого делается набивной слой из магнезита или доломита (150–200 мм). Соответственно в кислых печах применяют динасовый кирпич и набивку из кварцита на жидком стекле.
В цилиндрической части печи имеется рабочее окно и выпускное отверстие с желобом. Электрические печи имеют механизмы для наклона печи в сторону выпускного отверстия на 40–45° для слива металла и на 10–15° в сторону рабочего окна для скачивания шлака. Механизмы для наклона печей довольно разнообразны. Свод печи обычно сферический и через него опускают в печь три цилиндрических электрода. Рядом с печью помещены механизмы для подъема электродов и понижающий трансформатор, через который печь питается и регулируется ее тепловой режим. Мощность трансформатора зависит от размеров и емкости печи. Так, 10-тонные печи имеют мощность трансформатора 3500 кВ А, а 250-тонные печи – 60 000 кВА. Трансформатор печи имеет на низкой стороне несколько ступеней напряжения (от 3 до 12), переключая которые, можно регулировать энергетическую нагрузку электродов.
Загрузку печей производят через окно (с помощью мульд и завалочной машины) или через свод (с помощью загрузочной бадьи или сетки). В этом случае свод с электродами делают съемным и в период загрузки его поднимают, а печь отводят в сторону и мостовым краном сразу или в два приема загружают полную садку печи. После этого сводом вновь быстро накрывают печь.
В зависимости от состава перерабатываемого сырья, характера выплавляемой стали, а также конструкции и материала футеровки печи ход выплавки стали существенно меняется. Для примера кратко разберем плавку стали с окислением в основной дуговой печи. Эта плавка ведется в том случае, если перерабатываемое сырье содержит фосфор и значительно отличается по составу других элементов от заданной марки стали. После загрузки печи тем или иным способом электроды опускают на металлическую шихту, предварительно засыпав ее сверху известью в количестве 2–3% от массы загруженного в печь металла. Известь способствует ровному горению дуги, предохраняет материалы от поглощения газов и быстрее образует шлак. Плавление ведут при наибольшей мощности печи (на самых высоких ступенях напряжения), чтобы быстрее создать в печи жидкую фазу.
Еще до полного расплавления шихты в печь засыпают известь и железную руду, обычно около 1 % от массы металла, для получения в первом периоде плавки окислительного шлака. Через 10–15 мин после загрузки руды из печи скачивают 60–70% шлака, с ним удаляется большая часть фосфора так же, как и при плавке в мартеновской печи, преимущественно в виде фосфатов железа.
После скачивания шлака в печь опять засыпают известь (1,0–1,5% от массы металла), полностью расплавляют и нагревают металл и порциями засыпают железную руду и известь. По мере повышения температуры усиливаются окисление углерода и кипение ванны, что, как известно, способствует удалению из металла растворенных в нем газов и неметаллических включений.
В период кипения для полного удаления фосфора из металла несколько раз сливают шлак. Вместо слитого шлака наплавляется новый. Шлаки окислительного периода на заводах называют черными, так как присутствующие в них окислы железа окрашивают их в черный цвет.
После того как содержание углерода в металле достигает нижнего предела заданной марки, а содержание фосфора снижается До 0,015%, шлак опять удаляют и дают ванне «прокипеть» 25 мин, без присадки руды (т.е. проводят чистое, или безрудное, кипение). После этого начинают восстановительный период плавки. Он начинается загрузкой в печь смеси извести, плавикового шпата CaF2 и мелкого кокса для образования уже восстановительного шлака. Имеющаяся в металле ванны закись железа и марганца при этом начинает переходить в шлак и восстанавливаться имеющимся в шлаке углеродом кокса. После побеления шлака в него вводят более сильные восстановители – молотый ферросилиций или алюминий.
Отличительной особенностью выплавки стали в электрических печах является активное раскисление шлака, что приводит к диффузионному раскислению металла, непрерывно отдающему растворенную в нем закись железа за счет диффузии ее в восстановительный шлак. Такой метод раскисления предотвращает загрязнение металла неметаллическими включениями, выделяющимися при раскислении.
При выплавке углеродистой стали в дуговых электрических печах иногда применяют карбидные шлаки, имеющие более высокие восстановительные способности, чем белые. Для образования карбидного шлака в печи поднимают температуру, переводя печь на более высокую ступень напряжения, и увеличивают загрузку извести, плавикового шпата и особенно мелкого кокса по сравнению с их дозировкой для образования белого шлака. Такой шлак обладает большей раскислительной способностью, чем белый, так как в нем содержится карбид кальция и меньше окислов железа. Выдержка металла под карбидным шлаком значительно снижает содержание кислорода в металле не только за счет диффузии закиси железа в шлак, но и ее восстановления. При этом еще успешнее идет и удаление в шлак серы.
Продолжительность выплавки стали в дуговой печи составляет 6–5 ч и зависит от ее мощности и конструкции, выплавляемой марки стали, а также характера исходного сырья. Так, загрузка завалочной машины 35-тонной печи занимает около 1 часа, а для загрузки сверху требуется лишь несколько минут. На восстановительный период стали простого состава требуется примерно 1,5 ч, для легированных сталей – 2–2,5 ч. Если шихта требует окисления примесей, то продолжительность периода в зависимости от количества примесей составляет от 40 до 80 мин.
Существенно отличается от описанной выплавка стали в кислой дуговой печи, которая требует кислых шлаков и не создает условий для удаления серы и фосфора. Для повышения интенсивности окисления и кипения плавку ведут при более высокой температуре, чем в основной печи и засыпают в печь железную руду в количестве 2,0–4,0% от массы садки. По мере выгорания углерода содержание закиси железа в этом шлаке снижается до 15–17%.
Расход электроэнергии на 1 т выплавляемой стали зависит от мощности и конструкции печи, продолжительности плавки, и, следовательно, характера сырья и выплавляемой и заданной марки стали. На 1 т выплавляемой углеродистой стали расходуется 500–700 кВт ч, легированной стали – до 1000 кВт ч.
Выплавка стали в индукционных печах применяется в черной металлургии значительно реже, чем в дуговых. Для этой цели используют обычно печи без железного сердечника, состоящие из индуктора в виде катушки (из медной трубки, охлаждаемой водой), являющейся первичной обмоткой, окружающей огнеупорный тигель, куда загружается плавящийся металл. Магнитные силовые линии, создаваемые катушкой, проходя через металл, находящийся в тигле, вызывают в нем вихревые токи, которые нагревают и плавят его. Так как в индукционных печах тепло возникает в металле, шлак в них нагревается только через металл. Вместимость современных индукционных печей достигает нередко 5 т, а в отдельных случаях и 15 т.
Крупные печи могут работать на переменном токе с промышленной частотой в 50 периодов; более мелкие нуждаются в генераторах, работающих на частоте 500–2500 периодов в секунду. Эти печи с успехом используются для переплавки чистых легированных сталей, так как высокая температура, возможность работы в вакууме и отсутствие науглероживания металла электродами дают возможность получить в них стали с малым содержанием углерода и различные сложные сплавы, к которым предъявляются повышенные требования.
3. Технико-экономические показатели и сравнительная характеристика современных способов получения стали
Технико-экономические показатели производства стали зависят от большого числа факторов и изменяются в очень широких пределах. Решающее значение среди этих факторов имеют способ производства и Применяемая технология, характер исходных материалов, конструкция и размеры сталеплавильных агрегатов, а также уровень квалификации и мастерство обслуживающего персонала.
Различные способы производства стали имеют свои преимущества и недостатки.
Преимуществом конверторных способов производства стали является незначительный расход топлива и небольшой расход других видов энергии на единицу получаемого металла, а также высокая производительность на одного рабочего и единицу производственной площади. Строительство конверторных цехов обходится намного дешевле мартеновских. Продолжительность получения стали в конверторе исчисляется минутами, а в мартеновских и электрических печах часами.
Недостатком конверторных способов получения стали является ограниченность их применения (в основном для получения только углеродистой и некоторых низколегированных сортов стали) и трудность получения стали точно заданной марки. Качество аналогичных сортов стали, полученных в мартеновских печах и конверторах, работающих только на техническом кислороде, близко, но сталь, полученная в конверторах, продуваемых воздухом, обладает пониженными механическими свойствами из-за растворенного в ней азота. В конверторах происходит наибольший угар металла (6–9%), и выход годного продукта пока не превышает 90%.
Мартеновский способ является основным способом получения стали. Главное его преимущество – большая универсальность как в смысле выплавки широкого сортамента углеродистых и легированных сталей, так и в смысле потребляемых исходных материалов. В мартеновских печах можно перерабатывать передельные чугуны любого состава как в твердом, так и в расплавленном состоянии, различный лом и вводить в шихту другие добавки (руду, окалину и т.п.).
Выход годной стали, благодаря небольшому угару, при мартеновской плавке выше, чем при конверторном переделе, и составляет 90–96% металлической завалки.
Недостатком мартеновского способа получения стали является большая продолжительность плавки, превышающая несколько часов, и большой расход топлива особенно при работе на твердой завалке.
Получение стали в дуговых электрических печах имеет неоспоримые преимущества, важнейшими из которых являются очень высокое качество получаемой стали, возможность выплавлять любые марки стали, включая высоколегированные, тугоплавкие и жаропрочные. Плавка в электрических печах дает минимальный угар железа по сравнению с другими сталеплавильными агрегатами и, что особенно важно, минимальное окисление дорогостоящих легирующих присадок благодаря нейтральной атмосфере в печи. Следует отметить удобство регулирования температурного режима и легкость обслуживания этих печей.
Недостатком выплавки стали в дуговых электрических печах является потребность в большом количестве электроэнергии и высокая стоимость передела, так как на 1 т стали при твердой закалке расходуют от 600 до 950 кВт ч электроэнергии. Поэтому дуговые электрические печи применяют главным образом для получения высоколегированных и других дорогих сортов стали, предназначенных для ответственных изделий.
Для повышения качества стали и увеличения производительности отдельных агрегатов иногда применяют так называемые дуплекс-процессы. Для этого сталь из кислородного конвертора направляют на доводку в основную мартеновскую печь или дуговую электрическую печь, но такое комбинирование пока не нашло широкого применения.
ЛИТЕРАТУРА
1. Арист Л.М. и др. Модернизация и долговечность агломерационного и доменного оборудования. М., «Металлургия», 2001.
2. Кузьмин Б.А. и др. Металлургия, металловедение и конструкционные материалы. Учебник для техникумов. М., «Высшая школа», 2000.
3. Общая металлургия. Учебник для вузов. М., Издательство «Металлургия», 2001.
4. Целиков А.И. и др. Машины и агрегаты металлургических заводов. Учебник для вузов. М., «Металлургия», 1992.
5. Целиков А.И. Металлургические машины и агрегаты: настоящее и будущее. М., «Металлургия», 1998.