Методические рекомендации по выполнению практических работ по курсу «Управление качеством» для студентов специальности 080401 «Товароведение и экспертиза товаров» всех форм обучения Бийск
СОДЕРЖАНИЕ: «Управление качеством» для студентов специальности 080401 «Товароведение и экспертиза товаров» всех форм обученияФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
Бийский технологический институт (филиал)
государственного образовательного учреждения
высшего профессионального образования
«Алтайский государственный технический университет
им. И.И. Ползунова»
С.В. Рейзвих
УПРАВЛЕНИЕ КАЧЕСТВОМ
Методические рекомендации по выполнению практических работ
по курсу «Управление качеством» для студентов специальности 080401 «Товароведение и экспертиза товаров» всех форм обучения
Бийск
Издательство Алтайского государственного технического
университета им. И.И. Ползунова
2010
УДК 658.6(075)
Р35
Рецензент: к.т.н., доцент каф. ЭП БТИ АлтГТУ Н.В. Морозова
Работа подготовлена на кафедре общей химии и экспертизы товаров
|
Управление качеством: методические рекомендации по выполнению практических работ по курсу «Управление качеством» для студентов специальности 080401 «Товароведение и экспертиза товаров» всех форм обучения / С.В. Рейзвих; Алт. гос. техн. ун-т, БТИ. - Бийск: Изд-во Алт. гос. техн. ун-та, 2010. - 57 с.
Методические рекомендации содержат учебные задания для практических занятий по дисциплине «Управление качеством». Рекомендации направлены на закрепление, углубление и расширение знаний по данной учебной дисциплине, на формирование практических навыков в области обеспечения и управления качеством.
УДК 658.6(075) Р35
Рассмотрены и одобрены на заседании
кафедры общей химии и экспертизы товаров.
Протокол № 70-05/11 от 06.11. 2009 г.
Рейзвих С.В., 2010
БТИ АлтГТУ, 2010
| |
СОДЕРЖАНИЕ
| 1 Порядок выполнения практических работ……………..…..……. |
4 |
| 2 Правила оформления отчета по работе…………………………... |
4 |
| 3 Практическая работа № 1. Совершенствование качества……….. |
4 |
| 4 Практическая работа № 2. Анализ конкурентоспособности |
8 |
| 5 Практическая работа № 3. Экспертный метод оценки |
15 |
| 6 Практическая работа № 4. Приемочный контроль продукции |
25 |
| 7 Практическая работа № 5. Политика в области качества……… |
40 |
| 8 Практическая работа № 6. Требования к составу и содержанию элементов системы качества………………………………………… |
45 |
| 9 Практическая работа № 7. Затраты на управление качеством..... |
47 |
| Литература……………………………………………………………. |
56 |
1 ПОРЯДОК ВЫПОЛНЕНИЯ ПРАКТИЧЕСКИХ РАБОТ
Перед выполнением практической работы необходимо ознакомиться с целью и задачами, объемом и последовательностью выполнения работы. Затем следует выполнить и оформить работу, сформулировать выводы и обобщить результаты. Далее следует защитить ее у преподавателя.
2 ПРАВИЛА ОФОРМЛЕНИЯ ОТЧЕТА ПО РАБОТЕ
Текст работы пишется от руки, аккуратно, чернилами или пастой в ученической тетради или на сброшюрованных листах формата А4 с соблюдением ГОСТ 2.105-95 ЕСКД «Общие требования к текстовым документам».
При оформлении работы не допускается применять сокращения слов, кроме установленных правилами русской орфографии. Небрежно выполненный отчет не принимается.
3 ПРАКТИЧЕСКАЯ РАБОТА № 1. СОВЕРШЕНСТВОВАНИЕ КАЧЕСТВА (2 ЧАСА)
Цель занятия – развить творческую активность студентов, познавательные способности, самостоятельность принятия решений по совершенствованию качества.
Задачи занятия :
– углубление и расширение знаний по данной учебной дисциплине в вопросах качества и его совершенствования;
– приобретение умений выбирать решения по совершенствованию качества;
– приобретение навыков оценки совместимости качеств личностей в группе.
3.1 Задание 1: Оценка совместимости членов группы по личностным качествам (индивидуальная работа и работа в полной группе, норма времени – 1 час)
Сформируйте группы качества по психологической совместимости участников.
Этап 1. Подбор участников по личным качествам:
а) определите свои координаты на каждой строке дифференциала (таблица 1), поставив точку, соответствующую степени близости левого или правого критерия;
Таблица 1 – Дифференциал качеств
| Качества |
7 |
6 |
5 |
4 |
3 |
2 |
1 |
Качества |
| Оптимист |
Пессимист |
|||||||
| Внушает доверие |
Вызывает недоверие |
|||||||
| Высказывается понятно |
Высказывается непонятно |
|||||||
| Тактичный |
Бестактный |
|||||||
| Непринужденный |
Скованный |
|||||||
| Самостоятельный |
Несамостоятельный |
|||||||
| Уверенный в себе |
Неуверенный в себе |
|||||||
| Смелый |
Робкий |
|||||||
| Общительный |
Замкнутый |
|||||||
| Активный |
Пассивный |
|||||||
| Отзывчивый |
Равнодушный |
|||||||
| Доверчивый |
Подозрительный |
|||||||
| Уступчивый |
Неуступчивый |
|||||||
| Альтруист |
Эгоист |
|||||||
| Эрудированный |
Ограниченный |
б) соедините точки, вы получите свой личностный профиль;
в) вычертите усредненный профиль группы;
г) сделайте вывод о психологической совместимости членов груп-пы.
Этап 2. Обеспечение психологической совместимости личностей в группе:
а) внесите в бланк (таблица 2) качества, необходимые для совместной работы;
б) проранжируйте качества в колонке № 1 (см. таблицу 2) по тому, как они вам нравятся (насколько они важны для совместной работы членов в группе). При этом самым маленьким числом, равным 1 (первое место), обозначьте самое важное качество, а самым большим числом (последнее место), – наименее важное качество. Нельзя ранжировать разные качества одинаковым числом рангов (определять одинаковые места);
в) проранжируйте качества в колонке № 2 по тому, насколько они присущи вам (см. таблицу 2);
г) определите разницу d и d 2 ;
Таблица 2 – Оценка совместимости качеств личностей
| № 1 |
Качества личностей |
№ 2 |
d =№ 1–№ 2 |
d 2 |
|
|
д) рассчитайте коэффициент корреляции r по формуле
![]() (3.1)
(3.1)
где r – коэффициент корреляции личностей в группе;
n – число выбранных качеств.
3.2 Задание 2: Выбор решения по совершенствованию качест-ва (выполняется индивидуально и в группах по пять человек, норма времени – 1 час)
Этап 1 . Выберите решение по совершенствованию качества из альтернативных вариантов:
а) предложите три альтернативы по повышению качества на предприятии (организации, учреждении) и впишите их в верхнюю строчку таблицы 3;
Таблица 3 – Выбор решения по совершенствованию качества (метод Дельфы)
| Номер п/п |
Фамилия эксперта |
|||||||||
| Ранг |
Оценка |
Произведение ранга и оценки |
Ранг |
Оценка |
Произведение ранга и оценки |
Ранг |
Оценка |
Произведение ранга и оценки |
||
| 1 |
||||||||||
| 2 |
||||||||||
| 3 |
||||||||||
| 4 |
||||||||||
| 5 |
б) проранжируйте предлагаемые варианты по степени важности (от 1 до 3);
в) оцените альтернативы с точки зрения их важности для предприятия (организации, учреждения) по десятибалльной системе (1 балл – наиболее важная альтернатива);
г) найдите сумму произведений ранга на оценку по каждой альтернативе.
Наименьшая сумма укажет на предпочтительный вариант.
Этап 2. Определите степень согласованности мнений пяти экспертов:
а) оцените среднюю сумму рангов Т по формуле
Т = N (n +1)/2, (3.2)
где N – количество экспертов;
n – число объектов экспертизы;
б) оцените сумму квадратов отклонений от средней суммы рангов и внесите в таблицу 4;
Таблица 4 – Оценка согласованности мнений экспертов
| Номер объекта экспертизы |
1 |
2 |
3 |
4 |
5 |
Сумма рангов |
Отклонение от средней суммы рангов |
Квадрат отклонения |
| 1 |
||||||||
| 2 |
||||||||
| 3 |
в) определите значение коэффициента конкордации W , показывающего согласованность мнений экспертов по формуле
![]() (3.3)
(3.3)
где R – сумма квадратов отклонений всех оценок рангов каждого объекта экспертизы от среднего значения;
m – число экспертов;
n – число объектов экспертизы.
Коэффициент конкордации изменяется в диапазоне от 0 до 1
(0 – полная несогласованность, 1 – полное единодушие).
4 ПРАКТИЧЕСКАЯ РАБОТА № 2. АНАЛИЗ
КОНКУРЕНТОСПОСОБНОСТИ ТОВАРОВ. РАСЧЕТ
ДЕНЕЖНОЙ ВЫРУЧКИ ОТ ПРОДАЖИ ПРОДУКЦИИ В ЗАВИСИМОСТИ ОТ ЕЕ ГРАДАЦИИ КАЧЕСТВА (2 ЧАСА)
Цель занятия – выявить способность к самостоятельному решению задач.
Задачи занятия :
– углубление и расширение знаний по данной учебной дисциплине в вопросах качества;
– приобретение умений анализировать конкурентоспособность продукции путем построения ранжированного ряда, рассчитывать сумму выручки от продажи товара в зависимости от его градации качества.
4.1 Задание 1: Проанализируйте конкурентоспособность товаров (индивидуальная работа по вариантам, норма времени – 1 час)
4.1.1 Рассмотрите пример построения ранжированного ряда конкурентоспособности хлебопродуктов на региональном потребительском рынке.
В качестве основных потребительских свойств, присущих продовольственным товарам, выбраны содержание белков, жиров, углеводов, обменной энергии, витаминов (таблица 5).
Таблица 5 – Характеристика хлебобулочной продукции
| Продукт |
Содержание в 100 г |
Цена 1 кг на потребительском рынке, руб. |
||||
| белки, г |
жиры, г |
углеводы, г |
энергия, ккал |
витамины, мг |
||
| Хлеб ржаной |
6,5 |
1,0 |
40,1 |
190 |
1,18 |
6,58 |
| Хлебобулочные изделия из муки первого и второго сортов |
7,9 |
1,0 |
51,9 |
236 |
1,94 |
11,79 |
| Крупа манная |
11,3 |
0,7 |
73,3 |
326 |
1,21 |
9,77 |
| Крупа овсяная |
11,9 |
5,8 |
65,4 |
345 |
1,55 |
6,34 |
| Макаронные изделия |
10,4 |
0,9 |
75,2 |
332 |
1,58 |
15,26 |
Потребительские свойства продукта Б в баллах оцениваются по формуле
![]() (4.1)
(4.1)
где Ai – показатель, характеризующий содержание i -го потребительского свойства в 100 г анализируемого продукта, г;
A 1 – показатель, характеризующий содержание i -го потребительского свойства в 100 г базисного продукта, г.
Базой для расчетов служит хлеб ржаной. Ранжированный ряд строится по относительному экономическому показателю – цене 100 баллов потребительских свойств продукта Р
*
.![]()
![]() (4.2)
(4.2)
где Р – цена 1 кг анализируемого продукта на региональном потребительском рынке, руб.
Цена 100 баллов потребительских свойств рассматриваемых про-дуктов приведена в таблице 6.
Таблица 6 – Расчет цены 100 баллов потребительских свойств
продукта
| Продукт |
Оценка в баллах |
Совокупная оценка потребительских свойств, баллов |
Цена 100 баллов потребительских свойств, руб. |
||||
| белки |
жиры |
углеводы |
энергия |
витамины |
|||
| Хлеб ржаной |
100 |
100 |
100 |
100 |
100 |
500 |
1,3 |
| Хлебобулочные изделия из муки первого и второго сортов |
121,5 |
100 |
129,4 |
124,2 |
164,4 |
639,5 |
1,8 |
| Крупа манная |
173,8 |
70 |
182,8 |
171,6 |
102,5 |
700,7 |
1,4 |
| Крупа овсяная |
183,0 |
580 |
163,1 |
181,6 |
131,4 |
1239,1 |
0,5 |
| Макаронные изделия |
160,0 |
90 |
187,5 |
174,7 |
133,9 |
746,1 |
2,0 |
Ранжированный ряд может быть построен по возрастанию (убыванию) показателя, характеризующего конкурентоспособность. Как видно из рассчитанных значений (см. таблицу 6), самую сильную позицию в ряду занимает крупа овсяная.
4.1.2 Аналогично заданию 4.1.1 проанализируйте конкурентоспособность продуктов согласно своему варианту.
![]() Вариант 1
. Проанализируйте конкурентоспособность молочных продуктов и мяса.
Вариант 1
. Проанализируйте конкурентоспособность молочных продуктов и мяса.
Характеристика молокопродуктов дана в таблице 7.
Таблица 7 – Характеристика молокопродуктов
| Продукт |
Содержание в 100 г |
Цена 1 кг на потребительском рынке, руб. |
||||
| белки, г |
жиры, г |
углеводы, г |
энергия, ккал |
витамины, мг |
||
| Молоко |
2,8 |
3,20 |
4,7 |
58 |
1,42 |
20,0 |
| Масло сливочное несоленое |
0,6 |
82,50 |
0,9 |
748 |
0,58 |
159,8 |
| Сыры твердые |
23,4 |
30,00 |
– |
371 |
2,50 |
211,3 |
| Творог нежирный |
14,0 |
0,18 |
1,3 |
226 |
1,21 |
80,4 |
| Кефир жирный |
2,8 |
3,20 |
4,1 |
59 |
1,05 |
26,0 |
Характеристика мяса дана в таблице 8.
Таблица 8 – Характеристика мяса
| Продукт |
Содержание в 100 г |
Цена 1 кг на потребительском рынке, руб. |
|||
| белки, г |
жиры, г |
минеральные вещества (Na, К, Ca, Мg, |
энергия, ккал |
||
| Говядина |
21,0 |
23,0 |
644,8 |
286 |
160,3 |
| Баранина |
20,0 |
26,0 |
472,6 |
351 |
140,0 |
| Свинина |
21,5 |
37,0 |
670,3 |
404 |
170,4 |
| Оленина |
21,5 |
22,0 |
585,0 |
286 |
212,5 |
| Конина |
21,7 |
10,0 |
644,1 |
181 |
140,2 |
| Буйволятина |
21,3 |
17,6 |
235,2 |
236 |
150,9 |
![]() Вариант 2
. Проанализируйте конкурентоспособность муки и мяса домашней птицы.
Вариант 2
. Проанализируйте конкурентоспособность муки и мяса домашней птицы.
Характеристика муки дана в таблице 9.
Таблица 9 – Характеристика муки
| Вид и сорт муки |
Содержание основных веществ в 100 г |
Цена 1 кг на потребительском рынке, руб. |
|||
| белки, г |
жиры, г |
углеводы, г |
|||
| крахмал |
сахара |
||||
| Пшеничная крупчатка |
10,4 |
0,8 |
68,0 |
1,7 |
25,3 |
| Пшеничная высшего сорта |
10,3 |
0,9 |
67,7 |
1,8 |
23,0 |
| Пшеничная 1-го сорта |
10,6 |
1,3 |
67,7 |
1,7 |
21,4 |
| Пшеничная 2-го сорта |
11,7 |
1,7 |
62,8 |
1,8 |
19,2 |
| Пшеничная обойная |
12,5 |
1,9 |
55,8 |
3,4 |
17,4 |
| Ржаная сеяная |
7,0 |
1,1 |
63,6 |
3,9 |
25,9 |
| Ржаная обдирная |
9,0 |
1,7 |
59,3 |
5,1 |
23,4 |
| Ржаная обойная |
10,7 |
1,6 |
54,1 |
5,6 |
21,6 |
Характеристика мяса птицы дана в таблице 10.
Таблица 10 – Характеристика мяса домашней птицы
| Вид птицы |
Содержание в 100 г |
Цена 1 кг на потребительском рынке, руб. |
|||
| белки, г |
жиры, г |
углеводы, г |
энергетическая ценность на 100 г, ккал |
||
| Бройлеры-цыплята, категория I |
17,6 |
12,3 |
0,4 |
183 |
100,0 |
| Куры, категория I |
18,2 |
18,4 |
0,7 |
241 |
110,2 |
| Индейки, категория I |
19,5 |
22,0 |
0,9 |
276 |
99,5 |
| Утки, категория I |
15,8 |
38,0 |
0,5 |
405 |
120,9 |
| Гуси, категория I |
15,2 |
39,0 |
0,6 |
412 |
125,7 |
![]() Вариант 3
. Проанализируйте конкурентоспособность круп.
Вариант 3
. Проанализируйте конкурентоспособность круп.
Характеристика круп дана в таблице 11.
Таблица 11 – Характеристика круп
| Наименование крупы |
Содержание в 100 г сухого вещества |
Энергетическая ценность на 100 г, ккал |
Цена 1 кг на потребительском рынке, руб. |
|||
| бел-ки, г |
жиры, г |
крахмал, г |
сахар, г |
|||
| Манная |
13,1 |
0,8 |
81,7 |
1,5 |
326 |
25,3 |
| Рисовая |
8,1 |
0,7 |
85,7 |
1,3 |
323 |
36,6 |
| Гречневая (ядрица) |
14,7 |
3,0 |
74,1 |
2,3 |
329 |
22,0 |
| Гречневая (продел) |
11,0 |
2,2 |
75,3 |
2,4 |
326 |
18,2 |
| Пшено шлифованное |
14,0 |
3,4 |
75,3 |
2,0 |
334 |
16,2 |
| Овсяная |
13,5 |
6,6 |
62,2 |
3,3 |
345 |
14,0 |
| Перловая |
10,8 |
1,3 |
76,4 |
1,9 |
324 |
21,6 |
| Кукурузная |
9,7 |
1,4 |
81,9 |
2,3 |
325 |
25,8 |
| Горох шелушеный |
26,7 |
1,7 |
55,5 |
4,0 |
323 |
19,8 |
| Пшеничная («Полтавская») |
14,8 |
1,3 |
79,2 |
2,9 |
325 |
27,4 |
4.2 Задание 2: Рассчитайте денежную выручку от продажи продукции в зависимости от ее градации качества (индивидуальная работа по вариантам, норма времени – 0,7 часа)
4.2.1 Рассчитайте выручку от продажи молока в зависимости от его сортности и упущенную выгоду при продаже молока низкого качества.
Исходные данные приведены в таблице 12.
Сумму денежной выручки В , тыс. руб., рассчитывают по формуле
B
=![]() (4.3)
(4.3)
где Ц i – цена 1 т молока соответствующего сорта, руб.;
К i – количество проданного молока соответствующего сорта, т;
i – сорт молока.
Упущенная выгода B у , тыс. руб., вычисляется по формуле
B у =B – B 1, (4.4)
где B 1 – выручка от продажи всего молока первым сортом, тыс. руб.
Таблица 12 – Исходные данные для решения задачи
| Показатели |
Сортность молока |
|||||||||||||||
| Вариант 1 |
Вариант 2 |
Вариант 3 |
||||||||||||||
| I |
II |
несортовое |
I |
II |
несортовое |
I |
II |
несортовое |
||||||||
| Количество молока, т |
75 |
20 |
5 |
35 |
55 |
10 |
81 |
7 |
12 |
|||||||
| Цена продажи 1 т, руб. |
4900 |
4500 |
4200 |
4900 |
4500 |
4200 |
4900 |
4500 |
4200 |
|||||||
| Базисная жирность молока, % |
3,4 |
3,7 |
3,5 |
|||||||||||||
| Варианты |
||||||||||||||||
| 1.1 |
1.2 |
1.3 |
2.1 |
2.2 |
2.3 |
3.1 |
3.2 |
3.3 |
||||||||
| Жирность молока, % |
3,7 |
3,4 |
5,1 |
4,5 |
5,0 |
3,8 |
3,7 |
4,7 |
5,3 |
|||||||
4.2.2 Используя данные предыдущей задачи, рассчитайте денежную выручку от продажи молока в зависимости от его жирности.
Расчет молока и молочной продукции производится в пересчете на молоко базисной жирности (см. таблицу 12), которая устанавливается в регионе в зависимости от породы скота.
Расчет количества молока базисной жирности Мб , т, производится по формуле
Мб
= ![]() (4.5)
(4.5)
где Жф – фактическая жирность, %;
Жб – базисная жирность, %;
К – количество проданного молока, т.
Сумма денежной выручки В , тыс. руб., рассчитывается по формуле
В = Ц I Мб , (4.6)
где Ц I – цена 1 т молока первого сорта, руб.
4.3 Задание 3: Рассчитайте сумму выручки от продажи крупного рогатого скота в живой массе на основании товарно-транс-портной накладной (рисунок 1) (норма времени – 0,3 часа)
Цена продажи 1 кг живой массы крупного рогатого скота: выше средней упитанности – 83 руб.; средней упитанности – 68 руб.; ниже средней упитанности – 53 руб. Содержание желудочно-кишечного тракта – 5 % живой массы скота (вычитается).
Коды
| ТОВАРНО-ТРАНСПОРТНАЯ НАКЛАДНАЯ № 1 (животные) 25 ноября 2008 г. |
Форма по ОКУД Дата составления по ОКПО к путевому листу № |
|
|||||||||||||||||||||||||||||
|
Марка автомобиля ЗИЛ Государственный номерной знак
Грузоотправитель Сибирская МТФ
Рисунок 1 – Товарно-транспортная накладная |
|||||||||||||||||||||||||||||||
5 ПРАКТИЧЕСКАЯ РАБОТА № 3. ЭКСПЕРТНЫЙ МЕТОД ОЦЕНКИ УРОВНЯ КАЧЕСТВА ПРОДУКЦИИ.
ЭКОНОМИЧЕСКИЙ ЭФФЕКТ ОТ ПОВЫШЕНИЯ
КАЧЕСТВА ПРОДУКЦИИ. УЧЕТ И АНАЛИЗ ЗАТРАТ
НА КАЧЕСТВО ПРОДУКЦИИ (2 ЧАСА)
Цель занятия – получение основ теоретических знаний и практических навыков в области обеспечения и управления качеством.
Задачи занятия :
– изучить экспертный метод оценки уровня качества продукции;
– научиться определять экономический эффект от повышения качества продукции, вести учет и анализ затрат на качество продукции.
5.1 Задание 1: Определите коэффициент весомости показателей качества экспертным методом (индивидуальная работа по вариантам, норма времени – 0,5 часа)
Экспертный метод решения задач основан на использовании обобщенного опыта и интуиции специалистов – экспертов. Этот метод применяется для определения показателей весомости каждого параметра качества, используемых для последующей оценки его уровня и экономического эффекта.
При экспертном методе оценку уровня качества или показателя того или иного свойства продукции определяют в безразмерных единицах. В случае если результат оценки (экспертного измерения) качества экспертизы представляют в виде ранжированного ряда, численное определение оценки экспертов состоит в следующем:
- произвольная нумерация всех объектов оценки (изделий или свойств);
- ранжирование экспертами объектов по шкале порядка;
- сопоставление ранжированных рядов объектов, составленных экспертами.
5.1.1 Рассмотрите пример решения задачи экспертным методом.
Пять экспертов составили для семи объектов экспертизы X cледующие ранжированные ряды по возрастающей шкале порядка:
эксперт № 1 – X 5 , X 3 , X 2 , X 1 , X 6 , X 4 , X 7 ;
эксперт № 2 – X 5 , X 3 , X 2 , X 6 , X 4 , X 1 , X 7 ;
эксперт № 3 – X 3 , X 2 , X 5 , X 1 , X 6 , X 4 , X 7 ;
эксперт № 4 – X 5 , X 3 , X 2 , X 1 , X 4 , X 6 , X 7 ;
эксперт № 5 – X 5 , X 3 , X 1 , X 2 , X 6 , X 4 , X 7 .
Место объекта в ранжированном ряду называется его рангом. Численное значение ранга в ряду возрастающей шкалы порядка увеличивается от 1 до m (m – количество оцениваемых объектов). В данном примере m =7.
Сумма рангов каждого из объектов экспертной оценки будет составлять:
X 1 – 4+6+4+4+3=21;
X 2 – 3+3+2+3+4=15;
X 3 – 2+2+1+2+2=9;
X 4 – 6+5+6+5+6=28;
X 5 – 1+1+3+1+1=7;
X 6 – 5+4+5+6+5=25;
X 7 – 7+7+7+7+7=35.
На основании полученных сумм рангов строится обобщенный ранжированный ряд:
X 5 , X 3 , X 2 , X 1 , X 6 , X 4 , X 7 .
Обобщенные экспертные оценки качества рассматриваемых объектов экспертизы, то есть коэффициенты их весомости, рассчитываются по формуле
 , (5.1)
, (5.1)
где n – количество экспертов;
m – число оцениваемых показателей;
Xij – коэффициент весомости j -го показателя в рангах (баллах), который дал i -й эксперт.
Расчеты по этой формуле дают следующие результаты:

Анализируя данные, полученные экспертным методом оценки качества, можно не только узнать, какой объект лучше или хуже других, но и на сколько.
5.1.2 Определите коэффициенты весомости показателей качества при нижеприведенных данных ранжирования, полученных от экспертов.
![]() Вариант 1
:
Вариант 1
:
эксперт № 1 – X 1 , X 2 , X 3 , X 4 , X 5 , X 6 , X 7, X 8 ;
эксперт № 2 – X 3 , X 1 , X 2 , X 5 , X 6 , X 7 , X 4 , X 8 ;
эксперт № 3 – X 1 , X 2 , X 5 , X 3 , X 6 , X 4 , X 8 , X 7 ;
эксперт № 4 – X 1 , X 3 , X 2 , X 5 , X 4 , X 6 , X 8 , X 7 ;
эксперт № 5 – X 3 , X 1 , X 5 , X 2 , X 6 , X 4 , X 7 , X 8 ;
эксперт № 6 – X 1 , X 2 , X 4 , X 3 , X 6 , X 5 , X 7 , X 8 ;
эксперт № 7 – X 2 , X 1 , X 4 , X 3 , X 5 , X 6 , X 8 , X 7 .
![]() Вариант 2:
Вариант 2:
эксперт № 1 – X 7 , X 8 , X 1 , X 4 , X 5 , X 3 , X 2 , X 6 ;
эксперт № 2 – X 7 , X 1 , X 8 , X 5 , X 4 , X 2 , X 3 , X 6 ;
эксперт № 3 – X 8 , X 5 , X 7 , X 4 , X 1 , X 3 , X 2 , X 6 ;
эксперт № 4 – X 7 , X 8 , X 5 , X 1 , X 4 , X 6 , X 3 , X 2 ;
эксперт № 5 – X 8 , X 1 , X 7 , X 4 , X 5 , X 3 , X 6 , X 2 ;
эксперт № 6 – X 7 , X 8 , X 4 , X 1 , X 5 , X 3 , X 2 , X 6 ;
эксперт № 7 – X 7 , X 8 , X 4 , X 5 , X 1 , X 6 , X 2 , X 3 .
![]() Вариант 3:
Вариант 3:
эксперт №1 – X 3 , X 4 , X 5 , X 7 , X 2 , X 1 , X 8 , X 6 ;
эксперт №2 – X 4 , X 5 , X 3 , X 2 , X 1 , X 7 , X 8 , X 6 ;
эксперт №3 – X 3 , X 5 , X 4 , X 1 , X 2 , X 7 , X 8 , X 6 ;
эксперт №4 – X 3 , X 4 , X 5 , X 1 , X 6 , X 8 , X 7 , X 2 ;
эксперт №5 – X 3 , X 4 , X 5 , X 1 , X 7 , X 2 , X 6 , X 8 ;
эксперт №6 – X 3 , X 5 , X 4 , X 2 , X 1 , X 7 , X 8 , X 6 ;
эксперт №7 – X 3 , X 4 , X 5 , X 6 , X 1 , X 7 , X 2 , X 8 .
![]() Вариант 4
:
Вариант 4
:
эксперт № 1 – X 3 , X 4 , X 5 , X 6 , X 7 , X 1 , X 8 , X 2 ;
эксперт № 2 – X 3 , X 5 , X 4 , X 7 , X 6 , X 2 , X 8 , X 1 ;
эксперт № 3 – X 3 , X 5 , X 4 , X 6 , X 7 , X 8 , X 1 , X 2 ;
эксперт № 4 – X 5 , X 4 , X 6 , X 3 , X 1 , X 8 , X 7 , X 2 ;
эксперт № 5 – X 3 , X 4 , X 5 , X 6 , X 7 , X 2 , X 1 , X 8 ;
эксперт № 6 – X 6 , X 3 , X 4 , X 5 , X 1 , X 7 , X 8 , X 2 ;
эксперт № 7 – X 5 , X 4 , X 3 , X 6 , X 1 , X 7 , X 2 , X 8 .
5.2 Задание 2: Определение экономического эффекта от повышения качества продукции (индивидуальная работа по вариантам, норма времени – 0,8 часа)
Величина годового экономического эффекта Эпотр в сфере потребления от повышения показателей качества изделий определяется по формуле
Эпотр =(И 1 +Ен ·К 1 )· - (И 2 + Ен ·К 2 ), (5.2)
где И 1 , И 2 – соответственно себестоимость единицы работы (эксплуатационные издержки), выполняемой изделием, принятым за базу для сравнения вариантов, и изделием с повышенными показателями качества, руб.;
Ен – нормативный коэффициент экономической эффективности капитальных вложений;
– коэффициент, учитывающий соотношение показателей качества изделия для определения тождества эффекта;
К 1 , К 2 – соответственно капитальные вложения (цена) потребителя, использующего изделие, принятое за базу для сравнения, и изделие с повышенными показателями качества, руб.
Коэффициент определяется по формуле
= ·п ··, (5.3)
где – коэффициент эквивалентности по техническим показателям (параметрам) базового изделия и изделия с улучшенными показателями;
п – коэффициент, учитывающий дополнительные потребительские свойства изделия, определяемые экспертным путем в баллах;
– коэффициент, учитывающий надежность изделия в эксплуатации;
– коэффициент, учитывающий срок службы изделия.
Коэффициент определяется по формуле
= н /б , (5.4)
где н , б – соответственно коэффициенты технического уровня базового изделия и изделия с более высокими техническими показателями (параметрами) качества.
Коэффициенты н , б определяются по формулам
![]() ,
, ![]() , (5.5)
, (5.5)
где i – коэффициент весомости каждого i -го показателя (параметра) качества (в сумме все коэффициенты равны единице);
К i б , К i н – соответственно значение каждого i -го показателя качества базового изделия более высокого качества по отношению к изделию, принятому за эталон.
Значения К i б , К i н , определяются по формулам
![]() ,
, ![]() , (5.6)
, (5.6)
где В i б , В i н , В i э – соответственно значения каждого i -го показателя качества (параметра) сравниваемых базового, улучшенного и эталонного изделий.
Коэффициент п из формулы (5.3) рассчитывается по формуле
 , (5.7)
, (5.7)
где Бб , Бн – соответственно оценка в баллах потребительских свойств изделий базового и с улучшенными показателями (параметрами) качества.
Коэффициент из формулы (5.3) определяется по формуле
![]() , (5.8)
, (5.8)
где Тб , Тн – соответственно наработка на отказ базового и нового (с более высокими показателями качества) изделий, ч.
Коэффициент из формулы (5.3) определяется как
 , (5.9)
, (5.9)
где t б , t н – соответственно срок службы базового и нового изделий, год.
5.2.1 Рассмотрите решение типовой задачи: определите годовой экономический эффект от улучшения показателей качества изделия.
Исходные экономические показатели приведены в таблице 13.
Таблица 13 – Исходные экономические показатели
| Показатели |
Базовое изделие |
Новое изделие |
| 1 Себестоимость единицы работы изделия (И 1 , И 2 ), руб. |
1800 |
1750 |
| 2 Наработка на отказ (Тб , Тн ), ч |
2800 |
3800 |
| 3 Нормативный коэффициент экономической эффективности капитальных вложений потребителем (Ен ) |
0,15 |
0,15 |
| 4 Капиталовложение потребителя |
26000 |
30000 |
| 5 Гарантийный срок службы изделия |
3 |
3 |
Решение.
5.2.1.1 Определение коэффициентов технического уровня параметров нового и базового изделий и весомости каждого параметра. Расчет произведен по формуле (5.1), результат расчета приведен в таблице 14.
Таблица 14 – Результаты расчета коэффициентов технического уровня и весомости параметров
| Параметры |
Относительная величина параметра |
Коэффициент весомости |
|
| Базовое изделие |
Новое изделие |
||
| А |
0,4 |
0,8 |
0,30 |
| Б |
0,6 |
0,6 |
0,05 |
| В |
0,8 |
1,0 |
0,30 |
| Г |
1,0 |
0,6 |
0,10 |
| Д |
0,5 |
0,6 |
0,25 |
5.2.1.2 Определение коэффициентов технического уровня базового б и нового н изделий по формуле (5.5):
б = 0,4·0,30+0,6·0,05+0,8·0,30+1,0·0,10+0,5·0,25=0,615;
н = 0,8·0,30+0,6·0,05+1,0·0,30+0,6·0,10+0,6·0,25=0,780.
5.2.1.3 Определение коэффициента эквивалентности по формуле (5.4):
=0,780/0,615=1,27.
5.2.1.4 Определение коэффициента, учитывающего повышение надежности изделия по формуле (5.8):
=3800/2800=1,36.
5.2.1.5 Определение коэффициента, учитывающего повышение качества изделия, по формуле (5.3):
=1,27·1,36=1,73.
5.2.1.6 Определение годового эффекта потребления изделия с более высокими техническими параметрами по формуле (5.2), руб.:
Эпотр = (1800+0,15·26000) ·1,73 - (1750+0,15·30000) = 3611.
5.2.2 Определите экономический эффект от повышения качества продукции. Исходные экономические показатели приведены в таблицах 15 –17. Нормативные коэффициенты эффективности капиталовложения примите равными 0,15.
Таблица 15 – Экономические показатели базового изделия
| Показатели |
Варианты |
|||||||
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
| 1 Себестоимость единицы работы изделия (И 1 , И 2 ), у.е. |
2700 |
1370 |
900 |
680 |
1950 |
1240 |
2800 |
1620 |
| 2 Наработка на отказ (Тб , Тн ), ч |
4200 |
2500 |
1400 |
1300 |
3100 |
1800 |
1000 |
2200 |
| 3 Капиталовложение потребителя (К 1 , К 2 ), у.е. |
39000 |
12000 |
13000 |
7000 |
21000 |
18000 |
24000 |
15000 |
| 4 Гарантийный срок службы изделия (t б , t н ), лет |
2 |
3 |
3 |
2 |
3 |
5 |
3 |
2 |
Таблица 16 – Экономические показатели нового изделия
| Показатели |
Варианты |
|||||||
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
| 1 Себестоимость единицы работы изделия (И 1 , И 2 ), у.е. |
2625 |
1370 |
875 |
650 |
1850 |
1200 |
2800 |
1550 |
| 2 Наработка на отказ (Тб , Тн ), ч |
5700 |
2800 |
1900 |
1450 |
3400 |
2250 |
1800 |
2500 |
| 3 Капиталовложение потребителя (К 1 , К 2 ), у.е. |
45000 |
15000 |
16000 |
7500 |
24000 |
21000 |
29000 |
19000 |
| 4 Гарантийный срок службы изделия (t б , t н ), лет |
2 |
3 |
3 |
2 |
3 |
5 |
3 |
2 |
Таблица 17 – Результаты расчета коэффициентов технического уровня и весомости параметров
| Параметры |
Относительная величина параметра |
Коэффициент весомости |
||||
| Базовое изделие |
Новое изделие |
Четный вариант |
Нечетный вариант |
|||
| Четный вариант |
Нечетный вариант |
Четный вариант |
Нечетный вариант |
|||
| А |
0,35 |
0,40 |
0,7 |
0,8 |
0,4 |
0,30 |
| Б |
0,55 |
0,60 |
0,60 |
0,60 |
0,10 |
0,05 |
| В |
0,70 |
0,80 |
0,85 |
1,00 |
0,25 |
0,30 |
| Г |
0,90 |
1,00 |
0,80 |
0,60 |
0,05 |
0,10 |
| Д |
0,60 |
0,50 |
0,75 |
0,60 |
0,20 |
0,25 |
5.3 Задание 3: Произведите учет и анализ затрат на качество продукции (индивидуальная работа по вариантам, норма времени – 0,7 часа)
Метод калькуляции затрат на качество. Этот метод касается расчета затрат на качество (ЗК ), которые складываются из затрат на внутреннюю хозяйственную деятельность Ву и на внешние работы Вш .
Затраты, связанные с внутренней хозяйственной деятельностью, анализируются на основе модели калькуляции затрат ПОД – профилактика (П ), оценивание (О ), дефекты (Д ).
К профилактике относятся деятельность по предотвращению дефектов: входной контроль материалов, комплектующих изделий, профилактический контроль технологического оборудования, оснастки, режущего и мерительного инструментов, обучение персонала и др.
Оценивание – испытание, контроль, обследование для оценки выполнения требований к качеству. Это испытание изделия на соответствие стандартам и другой технической документации, контроль и обследование условий производства, состояния технологического оборудования, технологических процессов и др.
К дефектам относят недостатки, изъяны, допущенные в процессе изготовления продукции и подтверждающие, что она не отвечает требованиям качества, а следовательно, требует дополнительных мер (вто-ричная обработка, переделка, повторные испытания).
Составляющие затраты, связанные с внешними работами, – зат-раты, возникающие после поставки продукции, когда выясняется, что она в реальных условиях эксплуатации не отвечает требованиям качества (техническое обслуживание и ремонт; гарантии и возвраты; прямые затраты и скидки, обусловленные изъянами продукции; издержки, связанные с несением юридической ответственности за качество продукции).
Метод калькуляции затрат, связанных с процессами. Используются понятия стоимостей соответствия и несоответствия любого процесса. Причем оба могут быть источником экономии средств.
Стоимость соответствия – затраты, понесенные с целью удовлетворения всех сформулированных и подразумеваемых запросов потребителей при безотказности существующего процесса.
Стоимость несоответствия – затраты, понесенные из-за нарушения существующего процесса.
Метод определения потерь вследствие низкого качества. При данном подходе основное внимание уделяется внутренним и внешним потерям вследствие низкого качества и определению материальных и нематериальных потерь. Типичным примером внешних нематериальных потерь является сокращение в будущем объема сбыта из-за неудовлетворенности запросов потребителей. Типичные внутренние нематериальные потери являются результатом снижения производительности труда из-за переделок, неудовлетворительной эргономики, неиспользованных возможностей и т.д. Материальные потери представляют собой внутренние и внешние затраты, являющиеся следствием дефектов.
5.3 .1 Рассмотрите решение типовой задачи: организация представила в Статистическое управление финансовый отчет, в котором затраты на качество изготовления и эксплуатации телевизоров калькулируются методом ПОД и составляют:
- затраты на метрологическое обеспечение производства (ПЗК ) – 200 млн руб.;
- затраты на испытания и сертификацию (ОЗК ) – 20 млн руб.;
- затраты на брак в производстве (ДЗК ) – 5 млн руб;
- затраты от возврата продукции потребителями (Вш
ЗК
) –
10 млн руб.
Определить сумму общих затрат на качество и затраты на качество, являющиеся результатом внутрихозяйственной деятельности.
Решение.
Определение затрат по внутрихозяйственной деятельности,
млн руб.
Ву ЗК = ПЗК + ОЗК + ДЗК = 200 + 20 + 5 = 225.
Определение общей суммы затрат предприятия на качество продукции, млн руб.
ЗК = Ву ЗК + Вш ЗК = 225 + 10 = 235.
5.3.2 Определите сумму общих затрат на качество и затраты на качество, являющиеся результатом внутрихозяйственной деятельности .
Исходные данные приведены в таблице 18.
Таблица 18 – Структура затрат предприятия на качество продукции
| Варианты |
Четные |
Нечетные |
| Виды затрат |
Сумма затрат, млн руб. |
|
| 1 |
2 |
3 |
| Затраты, связанные с использованием технологического оборудования, оснастки и рабочего инструмента |
120 |
80 |
| Затраты на метрологическое обеспечение производства |
100 |
65 |
| Затраты на обучение персонала предприятия |
10 |
8 |
Продолжение таблицы 18
| 1 |
2 |
3 |
| Затраты на организационно-техническое обеспечение производства |
25 |
30 |
| Затраты на лабораторные испытания схем |
35 |
25 |
| Затраты на сертификацию |
5 |
10 |
| Затраты, связанные с браком в производстве |
5 |
10 |
| Затраты, связанные с внешним браком |
10 |
5 |
6 ПРАКТИЧЕСКАЯ РАБОТА № 4. ПРИЕМОЧНЫЙ КОНТРОЛЬ ПРОДУКЦИИ ПО АЛЬТЕРНАТИВНОМУ ПРИЗНАКУ (4 ЧАСА)
Цель занятия – разработать план контроля фенов по альтернативному признаку.
Задачи занятия :
– ознакомиться с методами контроля качества;
– изучить методологию контроля качества продукции по альтернативному признаку.
6.1 Задание 1: Разработайте одноступенчатый план контроля по альтернативному признаку (норма времени – 2 часа)
Изучите теоретическую часть.
6.1.1 Количественные методы оценки качества
Научная область, объединяющая количественные методы оценки качества, используемые для обоснования решений, принимаемых при управлении качеством продукции и стандартизации, называется квалиметрией .
В квалиметрической оценке качества продукции различают понятия свойств и показателей качества изделий. Под свойством продукции понимается объективная особенность продукции, которая может проявляться при ее создании, эксплуатации или потреблении.
Свойство как объективную особенность изделия можно описывать качественно или количественно. Качественную или количественную характеристику любых свойств или состояний продукции называют признаком продукции. Количественную характеристику одного или нескольких свойств продукции, составляющих ее качество, рассматривая применительно к определенным условиям ее создания и эксплуатации или потребления, называют показателем качества продукции. Показатель качества, являясь внешним выражением свойства в конкретных условиях, позволяет судить о наличии самого свойства. При изменении свойств изделий изменяются показатели качества. Показатель качества выступает как мера свойства, причем эта мера может отражать устойчивость изделия, принадлежность к классификационной группе или относительную количественную характеристику его свойства. В первом случае показатель качества определяет границу устойчивости изделия, его перехода в другой предмет. Показатель качества может являться признаком классификации изделий. В этом случае количественный диапазон устойчивости разбивается на несколько классификационных интервалов.
По степени укрупнения показатели качества делятся на единичные и комплексные.
Единичный – показатель качества продукции, характеризующий одно из ее свойств.
Комплексный – показатель качества продукции, характеризующий несколько ее свойств.
Общая классификация показателей имеет следующий вид.
6.1.1.1 По характеризуемым свойствам:
• показатели назначения;
• показатели надежности;
• показатели технологичности;
• показатели унификации;
• показатели экономические.
6.1.1.2 По способу выражения:
• показатели в натуральных единицах;
• показатели в стоимостных единицах.
6.1.1.3 По количеству характеризуемых свойств:
• единичные показатели;
• комплексные показатели.
6.1.1.4 По применению для оценки:
• базовые (эталонные) показатели;
• относительные показатели.
6.1.1.5 По стадии определения:
• производственные показатели;
• эксплуатационные показатели;
• прогнозируемые показатели.
6.1.2 Классификация контроля
Классифицировать контроль можно по следующим характеристикам.
6.1.2.1 По видам:
• приемочный контроль проводят, решая, следует ли принимать партию, поступающую от изготовителя;
• межоперационный (промежуточный) контроль предназначен для решения вопроса о том, надо ли передавать полуфабрикат на следующую операцию технологического процесса или нет;
• заключительный контроль проводят, чтобы решить вопрос о том, удовлетворяет ли готовая продукция предъявляемым требованиям.
6.1.2.2 По степени охвата контроля:
• сплошной контроль, если проверяется вся продукция;
• выборочный контроль, если проверяется только часть продукции в виде выборки.
6.1.2.3
По уровню контроля.
В выборочном контроле предельное значение отклонения от среднего (характеризует среднее качество),
сохраняющее соответствие изделия требованиям AQL
(
Acceptable
Quality
Level
),
называется приемочным уровнем качества. Контроль делится в зависимости от уровня:
• на обычный, проводимый тогда, когда считают, что среднее процесса (продукта) примерно соответствует AQL ;
• на усиленный, когда полагают, что среднее процесса (продукта) хуже, чем AQL ;
• на ослабленный, когда считают, что среднее процесса (продукта) лучше, чем AQL , и это позволяет перейти на контроль с уменьшением выборки.
6. 1 .2.4 По способу выполнения:
• контроль, выполняемый с помощью измерительных приборов и приспособлений путем регистрации количественных изменений измеряемой величины;
• контроль, выполняемый с помощью предельных калибров, когда фиксируется лишь вхождение или не вхождение проверяемого параметра в допуск;
• контроль, выполняемый с помощью не только количественных методов фиксации параметров продукции, но и индивидуального оценивания по качественным критериям. Это органолептический контроль.
6.1.2.5 По характеру:
• разрушающий контроль, при котором предмет контроля либо совсем разрушается, либо теряет товарную ценность;
• неразрушающий контроль, когда этого не происходит.
Большую роль в обеспечении качества продукции играют статистические методы. Их целью является исключение случайных изменений качества продукции.
6.1.3 Приемочный контроль продукции по альтернативному приз-наку (ГОСТ Р 50779.30-95).
Планы контроля . В соответствии со стандартом план контроля представляет собой «совокупность правил и порядка формирования выборок определенных объемов, получения данных контроля, их обработки, а также правил принятия решений о соответствии или несоответствии контролируемой совокупности продукции требованиям к групповым показателям качества». Под групповым показателем качества подразумевается процент или число несоответствующих единиц продукции в партии (чаще всего из 100 шт.).
Как правило, планы выборочного приемочного контроля проектируют таким образом, чтобы вероятность ошибочно забраковать годную продукцию была мала, т.е. был мал «риск производителя». Большинство планов выборочного контроля проектируется так, чтобы риск производителя был = 0,05, риск потребителя = 0,1.
Если при установленном плане выборочного контроля уровень приемлемого качества соответствует предполагаемой доле брака р в генеральной совокупности, то считают, что вероятность забраковать годную продукцию мало отличается от 0,05. Поэтому уровень приемлемого качества и риск производителя соответствуют способу плана выборочного контроля. Важно также, чтобы план приемочного выборочного контроля составлялся с таким расчетом, чтобы вероятность приемки продукции низкого качества была мала, т.е. был мал риск потребителя. Граница между хорошей и плохой продукцией называется допустимой долей брака в партии. Рассмотрим подробнее наиболее распространенные методы статистического контроля качества.
Основной характеристикой партии изделий при контроле по альтернативному признаку является генеральная доля дефектных изделий q = D /N , где D – число дефектных изделий в партии объемом N изделий.
В практике статистического контроля генеральная доля q неизвестна, и следует оценить ее по результатам контроля случайной выборки объемом n изделий, из которых m дефектных.
План статистического контроля – это система правил, указывающих методы отбора изделий для проверки, и условия, при которых партию следует принять, забраковать или продолжать контроль. Различают следующие виды планов статистического контроля партии продукции по альтернативному признаку:
• одноступенчатые планы, согласно которым, если среди n случайно отобранных изделий число дефектных m окажется не больше приемочного числа с (m с ), то партия принимается; в противном случае партия бракуется;
• двухступенчатые планы, согласно которым, если среди n 1 случайно отобранных изделий число дефектных m 1 окажется не больше приемочного числа с1 (m 1 с 1 ), то партия принимается, если m 1 d 1 , где d 1 – браковочное число, то партия бракуется. Если же с 1 m 1 d 1 , то принимается решение о взятии второй выборки объемом n 2 . Тогда если суммарное число дефектных изделий в двух выборках (m l + m 2 ) с 2 , то партия принимается, в противном случае партия бракуется по данным двух выборок;
• многоступенчатые планы являются логическим продолжением двухступенчатых;
• последовательный контроль с корректируемым планом, при котором решение о контролируемой партии принимается после оценки качества ряда выборок, общее число которых заранее не установлено и определяется в процессе контроля по результатам предыдущих выборок.
Одноступенчатые планы наиболее просты в смысле организации контроля на производстве. Двухступенчатые, многоступенчатые и последовательные планы контроля обеспечивают при том же объеме выборки большую точность принимаемых решений, но они более сложные в организации и требуют значительных вычислений.
При использовании методов выборочного контроля решение о качестве всей партии принимается по данным выборочных наблюдений. С одной стороны, всегда существует риск, что в случайной выборке окажется большое число дефектных изделий, тогда как во всей партии их доля допустима. В этом случае годная партия будет ошибочно забракована, и совершена так называемая ошибка первого рода. С другой стороны, при сильной засоренности партии дефектными изделиями в выборке может оказаться небольшое число дефектов, и партия по качеству будет ошибочно принята. В этом случае имеет место ошибка второго рода. Задача выборочного приемочного контроля фактически сводится к статистической проверке гипотезы о том, что доля дефектных изделий q в партии равна допустимой величине q 0 . Задача правильного выбора плана статистического контроля состоит в том, чтобы сделать ошибки первого и второго рода маловероятными.
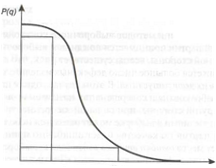
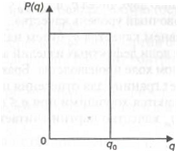
Основным вероятностным показателем плана статистического контроля является оперативная характеристика. Она может быть идеальной и рабочей (рисунок 2).
Оперативной характеристикой плана статистического контроля называется функция p (q ), равная вероятности принять партию продукции с долей дефектных изделий q = D /N , где D – число дефектных изделий в партии объемом N изделий. Очевидно, что для каждого плана будет своя оперативная характеристика. Если установлено, что q q 0 , то качество партии считается хорошим, и партию следует принять. При q q 0 партию следует забраковать. В идеальном случае оперативной характеристикой будет функция, которая приводится на рисунке 2б.
![]()
а б
Рисунок 2 – Идеальная (а) и рабочая (б) оперативные
характеристики
Идеальная оперативная характеристика может соответствовать только плану сплошного контроля при условии, что во время контроля дефект не может быть пропущен.
Для планов выборочного контроля оперативная характеристика имеет вид плавной кривой. Причем, р
(q
) = 1 при q
= 0, т.е. партия, у которой все изделия годные, не может быть забракована, и р
(q
) = 0 при
q
= 1, т.е. партия, у которой все изделия дефектные, не может быть принята.
Обычно при выборочном контроле партии разделяют на хорошие и плохие с помощью двух чисел q 0 и qm (q 0 qm ), где q 0 – приемлемый, а qm – браковочный уровень качества.
Приемлемый уровень качества q 0 – это предельно допустимое значение доли дефектных изделий в партии, изготовленной при нормальном ходе производства. Браковочный уровень качества qm определяет границу для отнесения партии продукции к браку. Партии считаются хорошими при условии q q 0 и плохими пpи условии q qm . При условии q 0 q qm качество партии считается еще допустимым.
Значения q 0 , qm должны отвечать определенным требованиям поставщика и потребителя (технической документации) к качеству продукции. Обычно к плану контроля предъявляются следующие требования:
p (q ) 1- при q q 0 , p (q ) при q qm .
Вероятность забраковать партию с приемлемым уровнем качества q = q 0 называют риском поставщика, или вероятностью ошибки первого рода, а вероятность принять партию с браковочным уровнем качества q = qm – риском потребителя, или вероятностью ошибки второго рода. Таким образом, требования к плану выборочного контроля могут сводиться к тому, чтобы риски поставщика и потребителя не превышали и .
В стандартах по статистическому контролю используются только некоторые значения и , например 0,01; 0,05; 0,1. Так, если план контроля гарантирует = 0,01 и = 0,05 при значениях доли дефектных изделий q 0 = 0,005 и q m = 0,02, то по этому плану в среднем из каждых 100 партий, имеющих засоренность не выше 0,5 %, будет забраковано не больше одной, а из 100 партий, содержащих более 2 % дефектных изделий, в среднем будет принято не более пяти партий.
На практике часто значение q 0 берут немного большим доли дефектных изделий, которая имеет место при нормальном ходе производства, чем и гарантируют прием почти всех партий, изготовленных при налаженном технологическом процессе. Значения и q 0 выбираются с учетом требований потребителя.
При использовании планов выборочного контроля по результатам проверки выборки обычно принимают одно из трех решений:
1) принять не проконтролированную (оставшуюся) часть партии без дальнейшего контроля;
2) отвергнуть оставшуюся часть партии без контроля;
3) провести сплошной (стопроцентный) контроль оставшейся части партии.
Возможны и другие решения, например, снижение сортности, изъятие отдельных частей продукции для последующей переработки и т.д.
Сплошной и выборочный контроль . При сплошном контроле дефектные изделия изымаются, и только изделия, отвечающие техническим требованиям, отсылаются заказчику; таким образом качество поддерживается на необходимом уровне. В настоящее время сплошной контроль осуществляют для дорогостоящих изделий (когда плохое качество может приводить к пагубным последствиям), чтобы гарантировать необходимое качество, особенно в тех случаях, когда число изделий невелико и их можно без затруднений проверить. И все же чаще применяется выборочный контроль.
Осуществление выборочного контроля выгодно в следующих случаях:
- невозможен сплошной контроль. Например, при разрушающем контроле или при контроле, требующем очень длительного времени;
- с технической точки зрения не имеет смысла поштучный контроль (прессованные детали, в отдельных случаях литые изделия, формованные изделия и т.д.);
- если выборочный контроль выгоден в экономическом отношении. Сравнивая расходы на контроль, приходящиеся на каждую единицу изделия, с потерями вследствие недоброкачественности, определяют точку безубыточности. И если уровень дефектности партии ниже точки безубыточности, то выборочный контроль выгоден;
- путем выборочной проверки достигается высокий эффект надежности контроля даже по сравнению со сплошной проверкой;
- если необходимо стимулировать поставщика. При контроле закупок, когда стремятся побудить поставщика к улучшению качества, возвращая ему бракованные партии, используют выборочный контроль.
Предварительные условия выборочного контроля. Выборочный контроль – это испытание выборки установленного объема, взятой из партии изделий, в результате которого выявляются критерии, позволяющие принять решение о партии изделий, т.е. определить, соответствует или не соответствует партия заданным требованиям. При таком виде контроля необходимо на основе статистических методов и, сообразуясь с экономическими требованиями, определить взаимозависимость между партией изделий и объемом выборки, а также способы отбора из партии выборок, критерии оценок и т.п.
К этим предварительным условиям выборочного контроля относятся следующие.
• Выборочный контроль не может гарантировать, что все изделия внутри принятой партии по своим свойствам удовлетворяют техническим требованиям. И если стремиться получить гарантию полного соответствия всех изделий техническим требованиям, то необходимо осуществлять тщательный сплошной контроль.
• Если окажется, что изделия, которые предположительно были отнесены к годной партии, удовлетворяющей техническим требо-ваниям, в действительности не соответствуют этим требованиям, или произойдет ошибочная оценка, а партия изделий, которая была признана негодной, как не удовлетворяющая заданным требованиям, на самом деле является годной, то это явление необходимо рассматривать, соответственно, как риск потребителя и риск поставщика.
• Выборка должна составляться случайным отбором.
• Контроль выборки должен осуществляться предельно тщательно.
6.1.4 Методология контроля качества продукции по альтернативному признаку
Прежде всего необходимо определить основные параметры плана контроля (в частности, объем выборки n и приемочное число с ), которые должны удовлетворять допустимым значениям риска производителя и риска потребителя . Доля дефектных изделий в партии, соответствующая риску производителя, обозначается как q 0 , а соответствующая риску потребителя как q m . Учитывается также степень доверия поставщика к потребителю и степень доверия потребителя к поставщику .
Последовательность разработки плана
6.1.4.1 Задается значение приемочного числа с
. Принимается доля дефектных изделий в партии q
0
при риске изготовителя и доля
дефектных изделий в партии qm
при риске потребителя .
6.1.4.2 Задается величина выборки n . Жесткость плана контроля может регулироваться путем увеличения объема выборки n при постоянном приемочном числе с или путем уменьшения значения с при постоянном значении n . В данном случае жесткость плана будет регулироваться за счет изменения значения n при постоянном значении с .
6.1.4.3 Определяется характеристика выборочной совокупности как отношение количества дефектных изделий, обладающих свойством
не быть принятыми (негодными, т.е. с
), к объему выборки n
по формуле
![]() (6.1)
(6.1)
6.1.4.4 Определяется дисперсия выборочной совокупности![]() по формуле
по формуле
![]() (6.2)
(6.2)
6.1.4.5 Находится средняя ошибка характеристики выборки для показателя доли дефектных изделий![]() по формуле
по формуле
![]() (6.3)
(6.3)
где N – величина проверяемой партии изделий.
Полученное значение средней ошибки выборочной доли дефектных изделий необходимо для установления доли дефектных изделий p во всей партии.
6.1.4.6 Одно из возможных значений, в пределах которых может находиться доля дефектных изделий во всей партии, без учета уровня доверия поставщика к потребителю (уровня доверия потребителя к поставщику ) определяется по формуле
рс = ± , (6.4)
с учетом уровня доверия поставщика к потребителю, можно записать:
рс
= ± t
![]() , (6.5)
, (6.5)
где t – коэффициент доверия.
Коэффициент доверия определяется в зависимости от уровней доверия и из таблицы 19.
Таблица 19 – Уровни и коэффициенты доверия
| Уровень доверия или |
Коэффициент доверия t |
| 0,3829 |
0,5 |
| 0,6827 |
1,0 |
| 0,8664 |
1,5 |
| 0,9545 |
2,0 |
| 0,9973 |
3,0 |
6.1.4.7 Строится оперативная характеристика (ОС) для одноступенчатого плана (n , с ) при следующих исходных данных: m – число дефектных деталей в выборке n ; р n (m ) – вероятность появления m дефектных деталей в выборке n ; с – приемочное число.
![]() .
(6.6)
.
(6.6)
При объеме выборки n
0,1![]() N
гипергеометрическое распределение заменяем биномиальным:
N
гипергеометрическое распределение заменяем биномиальным:
![]() . (6.7)
. (6.7)
Тогда оперативная характеристика будет иметь вид:
![]() , (6.8)
, (6.8)
где ![]() - количество сочетаний,
- количество сочетаний, ![]()
(1 – q ) – вероятность появления годных изделий;
![]() – уровень дефектности;
– уровень дефектности;
D – количество дефектных изделий в партии N .
Например, при приемочном числе с = 2 и m =с = 2 и объеме выборки n = 10
![]() .
.
Задаются различные значения q , определяются соответствующие им значения р (q ). Для удобства они заносятся в таблицу, в которой фиксируются значения q и соответствующие им значения p (q ).
6.1.4.8 По оперативной характеристике для заданных значений q 0 и qm определяются соответствующие им значения вероятностей принять партию изделий p (q 0 ) и p (qm ).
Определяется риск поставщика по формуле
= 1 - p (q 0 ). (6.9)
Определяется риск потребителя по формуле
= p (qm ). (6.10)
Если риск поставщика и риск потребителя не соответствуют установленным значениям, то принимается решение о корректировке плана контроля с возможным расчетом новой оперативной характеристики плана контроля.
Выборочный контроль с корректируемым планом . Характерным примером для выборочного контроля с корректируемым планом является стандарт США MIL-STD-105Л, используемый для выборочного контроля по альтернативному признаку. Этот стандарт разработан для того, чтобы приобретать для армии большие партии изделий отличного качества, поставляемых традиционными поставщиками. Хотя стандарт в первую очередь закрепляет позиции потребителя, в то время как позиции поставщика учитываются только в качестве второстепенных, тем не менее стандарт широко используется и гражданскими предприятиями. Стандарт предусматривает три уровня контроля: усиленный, нормальный, облегченный. Вначале определяют приемочный уровень дефектности, при котором изготовитель несет сравнительно небольшой риск браковки продукции с дефектностью, равной приемочному уровню или выше этого уровня. Вместе с этим избирается план контроля с такой кривой ОС (оперативной характеристики), в которой риск потребителя или вероятность приемки партий с браковочным уровнем дефектности был бы минимальным. Те партии, которые не удовлетворяют этим требованиям, бракуются и возвращаются поставщику, что служит основанием перехода к усиленному контролю, при котором берется меньшее приемочное число с. Более того, возможен и отказ от поставок. С другой стороны, если дефектность поставляемых партий устойчиво держится ниже допустимого уровня дефектности, то покупатель переходит к облегченному контролю, избрав кривую ОС, в которой риск потребителя относительно браковочного уровня будет увеличен. В этом случае, стремясь к понижению затрат на контроль, сокращают объем выборки n . Таким образом, корректируя жесткость контроля в соответствии с уровнем дефектности поставляемых партий, гарантируют требуемое качество принятых изделий. Поскольку такой вид контроля экономичен, предпочтительно применять его в тех случаях, когда в течение длительного срока последовательно покупаются изделия одного и того же вида.
Если проиллюстрировать критерий корректировки плана контроля, то это будет выглядеть так:
а) нормальный контроль ® усиленный контроль, когда в результате выборочного контроля первых партий обнаруживается, что две партии из пяти, идущих подряд, не соответствуют техническим требованиям;
б) усиленный контроль ® нормальный контроль, когда пять партий подряд оказываются соответствующими техническим требованиям;
в) нормальный контроль ® облегченный контроль, когда выполняются перечисленные ниже условия:
1) десять партий подряд оказываются соответствующими техническим требованиям;
2) общее число дефектных единиц продукции в выборках, взятых из десяти последовательных партий, не превосходят установленного предельного числа;
3) если производство стабилизировалось;
4) если ответственные лица считают облегченный контроль желательным;
г) облегченный контроль ® нормальный контроль, когда одно любое из перечисленных ниже условий имело место:
1) хотя бы одна из партий забракована;
2) производство утратило ритмичность или приостановилось;
3) другие условия, которые могут послужить основанием
возвращения к нормальному контролю.
6.2 Разработайте план контроля фенов по альтернативному признаку.
Исходные данные плана контроля:
приемочное число с
= 2; выборка n
= 10; партия фенов N
= 1000; доля дефектных изделий в партии, соответствующей риску производителя q
0
= 0,1, а соответствующая риску потребителя qm
= 0,4. Риски поставщика и потребителя
= 0,05 и = 0,10 соответственно.
Ход работы :
6.2.1 Определите выборочную совокупость по формуле (6.1).
6.2.2 Определите дисперсию выборочной совокупности ![]() по формуле (6.2).
по формуле (6.2).
6.2.3 Определите значение средней ошибки выборки для показателя доли дефектных изделий![]() по формуле (6.3).
по формуле (6.3).
6.2.4 Определите удельный вес дефектных изделий без учета уровня доверия поставщика к потребителю (уровня доверия потребителя к поставщику ) рс по формуле (6.4) и с учетом этого уровня по формуле (6.5). Коэффициент доверия определите в зависимости от уровней доверия и по таблице 19.
6.2.5 Постройте оперативную характеристику плана контроля при условии m = с = 2 и n = 10 для различных значений доли дефектных изделий q . Примите биномиальное распределение
![]() .
.
![]()
Численные значения параметров оперативной характеристики внесите в таблицу 20.
Таблица 20 – Значения функции p (q )
| q |
p (q ) |
q |
p (q ) |
| 0,01 |
0,40 |
||
| 0,05 |
0,45 |
||
| 0,10 |
0,50 |
||
| 0,15 |
0,60 |
||
| 0,20 |
0,70 |
||
| 0,25 |
0,80 |
||
| 0,30 |
0,90 |
||
| 0,35 |
1,0 |
6.2.6 Для принятых значений приемочной доли q 0 и браковочной доли qm изделий определите по оперативной характеристике риск поставщика = 1 – p (q 0 ) и риск потребителя = p (qm ).
Если приведенные риски превышают заданные значения и , то принимается решение уменьшить выборочную партию (например, до n = 8), чтобы несколько уменьшить требования к контролю и снизить риск поставщика. Строится новая оперативная характеристика измененного плана контроля (например, при n = 8)
![]()
Определяются вероятности принятия партии изделий для нового плана контроля. Для принятых значений приемочной доли q 0 и браковочной доли qm изделий по оперативной характеристике определяются риск поставщика = 1 - p (q 0 ) и риск потребителя = р (qm ). Если с полученными параметрами плана контроля можно согласиться, то в связи с изменением величины выборки, определяются:
- выборочная совокупность ;
- дисперсия выборочной совокупности ![]() ;
;
- значение средней ошибки выборки для показателя доли дефектных изделий mw ;
- удельный вес дефектных изделий в партии с учетом и без учета доверия поставщика (потребителя ).
6.2.7 Сделайте вывод о том, как изменяется жесткость контроля и доля дефектных изделий в партии с уменьшением величины выборки при неизменном приемочном числе.
6.3 Вопросы для самопроверки
1. Что называется квалиметрией?
2. Что следует понимать под свойствами и показателями качества продукции?
3. Назовите признаки классификации показателей качества.
4. Какие показатели качества называются единичными, а какие – комплексными?
5. Приведите классификацию контроля по видам.
6. Классифицируйте контроль по характеру и способу выполнения
7. Приведите классификацию контроля по степени охвата и по уровню.
8. Что представляет собой план контроля?
9. Что такое групповой показатель качества?
10. В чем заключается риск производителя/потребителя?
11. Назовите виды планов статистического контроля партии продукции по альтернативному признаку.
12. В каком случае партия будет принята/забракована при одноступенчатом плане контроля?
13. В чем заключается двухступенчатый план контроля?
14. В чем достоинства и недостатки разных планов статистического контроля партии продукции по альтернативному признаку?
15. Какие ошибки возможны при использовании методов выборочного контроля?
16. В чем заключается задача выбора плана статистического контроля качества?
17. Что является основным вероятностным показателем плана статистического контроля?
18. Что представляют собой идеальная и рабочая оперативные характеристики?
19. Какие партии считаются хорошими, а какие плохими при выборочном контроле?
20. В каких случаях выгодно проведение выборочного контроля?
21. В чем заключается выборочный контроль с корректируемым планом?
7 ПРАКТИЧЕСКАЯ РАБОТА № 5.
ПОЛИТИКА В ОБЛАСТИ КАЧЕСТВА (2 ЧАСА)
Цель работы – изучение структуры и содержания документа системы качества «Политика в области качества», формулирование целей и стратегии.
Задачи занятия:
– получить представление о роли и месте документа в деятельности предприятия;
– изучить основные направления политики в области качества и факторы, влияющие на ее формирование;
– освоить методику формирования политики в области качества и ее доведение до персонала.
7.1 Задание 1: Изучите теоретический материал, ознакомьтесь с предложенными примерами документа «Политика в области качества». Разработайте проект политики вашей фирмы (предполагается проявление творчества в его оформлении). Подкрепите политику девизами (работа в группах численностью не более 4–5 человек, норма времени – 1,5 часа)
Прежде чем начать создание системы обеспечения качества в организации, необходимо определить стратегические и тактические цели качества. Это означает, что необходимо сформулировать политику и первую программу качества организации и сделать ее обязательной для исполнения, кроме того, необходимо определить структуру организации и документации, назначить лиц, ответственных за создание и ведение системы обеспечения качества, и, наконец, предоставить необходимые средства для выполнения этих задач. Итак, одной из особых задач системы качества является формулирование и проведение политики качества организации.
Политика в области качества – это общие намерения и направление деятельности организации в области качества, официально сформулированные высшим руководством.
Политика в области качества, являясь неотъемлемой частью общей стратегии развития организации, позволяет укрепить доверие заинтересованных сторон путём развёрнутой демонстрации системы взглядов руководства организации в отношении качества продукции, политика обеспечивает основу для постановки целей в области качества. Достижение этих целей в дальнейшем будет служить критерием соответствия политики принятой стратегии и подтверждением надлежащего функционирования всей системы менеджмента организации в целом и системы менеджмента качества в частности.
Политика должна обозначить основные направления деятельности организации в области обеспечения, управления и повышения качества продукции. Политика качества, как часть политики предприятия, должна быть заложена в ответственность руководства. Руководство компании должно определить и документировать политику, цели и свои обязательства в области качества. Руководство должно принимать все необходимые меры, обеспечивающие понимание общей политики в области качества, ее проведение и внедрение.
Политика – это открытый, публичный документ, который воплощает и обобщённо характеризует потенциал предприятия, поэтому её правильное формулирование должно являться объектом особого внимания.
При разработке политики следует избегать пустых лозунгов, которые невозможно подкрепить реальными действиями (конкретными количественными целями).
Политика формулируется высшим руководством. Никто, кроме руководства организации, не может учесть всех возможных вариантов и альтернатив ее дальнейшего развития при разработке политики.
При определении и документальном оформлении своей политики, целей и обязательств в области качества руководству необходимо придерживаться следующих принципов:
1) политика в области качества должна быть изложена доступным для понимания языком;
2) политика должна относиться к определенной организации, представляемой продукции и услугам, а также людям данной организации.
После утверждения политики необходимо сформулировать цели организации в области качества. Цели организации в области качества – то, чего добиваются или к чему стремятся в области качества.
Цели в области качества базируются на политике организации в области качества.
Цели должны быть разработаны по каждой функции организации и по каждому уровню, т.е. должно быть развернуто «дерево целей»: от миссии организации к общеорганизационным целям, специфическим целям и конкретным задачам подразделений.
Формулирование целей производят по методу SMART .
S – Specific . Точность и ясность формулировок, не оставляющих места для множественного и неправильного толкования.
М – Measurable . Количественное выражение всего, что возможно, фиксация того, каким может быть результат, если цель достигнута.
А – Achievable . Цели должны быть достижимы во избежание демотивации персонала.
R – Related . Цели должны соотноситься с желаемым позиционированием, экономическими целями организации, стратегической перспективой, корпоративной культурой (ценностями), интересами исполнителя и должны иметь региональную привязку.
Т – Time - bound . Цели должны быть определены на шкале времени по срокам достижения.
Политика в области качества является элементом общей политики. При определении политики качества определяют ее роль и место в деятельности предприятия и соотношение политики качества и стратегии предприятия. При этом политика понимается как набор дополнительных ориентиров для правильного направления деятельности по реализации принятой стратегии.
Сначала необходимо установить основные направления (принципы), которые определяют для предприятия общую актуальную значимость политики качества.
Рекомендуются следующие основные направления формирования политики в области качества :
– улучшение экономического положения предприятия за счет повышения качества продукции;
– расширение или завоевание новых рынков сбыта за счет повышения качества продукции;
– достижение технического уровня продукции, превышающего уровень ведущих предприятий и фирм;
– ориентация на удовлетворение требований потребителя определенных отраслей или определенных регионов;
– освоение изделий, функциональные возможности которых реализуются на новых принципах;
– улучшение важнейших показателей качества продукции;
– снижение уровня дефектности изготовляемой продукции;
– увеличение сроков гарантии на продукцию;
– развитие сервиса.
Основными факторами, влияющими на формирование политики в области качества, являются:
– ситуация на рынках сбыта;
– положение дел внутри предприятия (технические возможности и персонал);
– выбранная стратегия и общая политика предприятия;
– общее состояние экономики и наличие инвестиций;
– научно-технический прогресс и достижения конкурентов.
В условиях стабильной работы предприятия основным направлением политики качества должно быть опережение конкурентов в области качества путем постоянного усовершенствования своей продукции, которое требует активного проведения исследований, разработки перспективных проектов, внедрения передовых технологий и подготовки персонала.
В кризисные периоды при спаде производства и недостатке инвестиций в политике качества, в первую очередь, необходимо предусматривать сохранение достигнутого уровня качества, способного на какое-то время поддержать спрос на продукцию. Главным направлением в политике качества в кризисных ситуациях должно быть использование всех имеющихся внутренних резервов для поддержания качества и поиск таких решений, которые позволили бы без снижения качества сократить затраты на производство продукции. Кроме того, целесообразно предусмотреть более активное сотрудничество с заказчиками и поставщиками с целью совместного преодоления трудностей.
Исходя из выбранных направлений, необходимо наметить следующие шаги по достижению долго-, средне- и краткосрочных целей. Примером таких целей могут быть, например, сокращение поступления рекламаций на определенный процент за установленный промежуток времени. Затем следует определить стратегию, с помощью которой можно следить за достижением целей по качеству. Это означает: наметить средства и пути, чтобы достичь цели и реализовать принципы предприятия.
Политика качества должна убеждать заказчиков в том, что на предприятии верно определены направления работ и цели в области качества и выбраны реальные средства для их достижения, которые позволяют предприятию поставлять продукцию требуемого качества.
Для примера можно предложить политику качества, сформулированную следующим образом.
«Предприятие придает особое значение качеству как основе конкурентоспособности выпускаемой продукции и в соответствии с общей политикой предприятия принимает следующие направления и цели в области качества.
Общей целью деятельности всех работников нашего предприятия в области качества является безусловное удовлетворение требований заказчиков. Мы намерены предложить нашим заказчикам и потребителям продукцию с широким спектром соотношения цены-качества и набором потребительских свойств в соответствии с индивидуальными запросами и возможностями».
Далее необходимо указать направления работ, планы модернизации и обновления основных видов выпускаемой продукции, которые вы намереваетесь осуществить.
Затем нужно подкрепить заявленные планы вашими возможностями. Сделать это можно, например, следующим образом.
«Для осуществления намеченных планов есть все возможности.
Конструкторские отделы и лаборатории способны провести необходимые исследования и разработки (указать основное оборудование отделов и лабораторий, опыт и квалификацию персонала).
Финансовое положение позволяет внедрять необходимые технологии с соответствующим техническим перевооружением производства (указать основные технологии и оборудование).
Применяемые способы мотивации персонала (указать) позволяют привлечь работников к активному участию в решении поставленных задач.
На предприятии внедрена и эффективно функционирует система качества, основанная на рекомендациях международных стандартов ИСО 9000 с элементами тотального управления качеством. Соответствие системы качества международным стандартам ИСО 9000 подтверждено сертификатами (указать).
Реализация заявленной политики качества находится под личным контролем генерального директора. Ход выполнения поставленных задач рассматривается (указать как) и доводится до сведения всех работников (указать как).
Генеральный директор (подпись, дата)»
Такая политика может помочь укреплению авторитета предприятия и продвижению товаров, так как позволяет заказчикам ясно представить направления работ и цели поставщика в интересующей области и оценить реальность их достижения при выполнении заключаемых договоров и контрактов.
До издания политики рабочей группе целесообразно организовать обсуждение ее проекта в подразделениях организации. После подведения итогов обсуждения политика оформляется в виде краткого заявления руководителя предприятия (обычно одна страница) и подписывается высшим руководителем организации. Рабочая группа организует ознакомление персонала с политикой и ее разъяснение. Ввиду того, что разъяснение политики и ознакомление с ней является обязательным требованием, каждый сотрудник организации должен подтвердить факт ознакомления с политикой (желательно письменно). Сотрудники должны не только принять политику к сведению, но и выполнять ее положения в своей повседневной работе.
Политика в области качества как самостоятельный документ вывешивается на рабочих местах и в кабинетах руководителей. Кроме того, политика качества включается в Руководство по качеству и рассылается по подразделениям, а также предоставляется заказчикам для ознакомления при проверках системы качества в процессе заключения контрактов.
7.2 Задание 2: Как руководитель предприятия представьте разработанную политику для обсуждения всех положений документа (норма времени – 0,5 часа).
7.3 Вопросы для самопроверки
1. Укажите основные структурные элементы «Политики в области качества».
2. Каких принципов следует придерживаться при документировании политики в области качества?
3. Какие требования предъявляются к формулировке целей в области качества?
8 ПРАКТИЧЕСКАЯ РАБОТА № 6. ТРЕБОВАНИЯ
К СОСТАВУ И СОДЕРЖАНИЮ ЭЛЕМЕНТОВ СИСТЕМЫ
КАЧЕСТВА (2 ЧАСА)
Цель работы – изучение общих требований к составу и содержанию элементов системы качества.
Задачи занятия:
– ознакомиться с содержанием элементов системы менеджмента качества;
– изучить требования международного стандарта к конкретным элементам системы качества;
– научиться трансформировать обобщенные требования нормативных документов в более конкретные;
– освоить методику разработки чек-листов.
8.1 Задание 1: Изучите требования международного стандарта к элементам системы качества (норма времени – 1 час)
Международные стандарты ИСО семейства 9000 обобщают опыт многих стран. При их изучении следует обратить внимание на следующие положения.
8.1.1 Стандарты семейства ИСО 9000 не предназначены для какой-либо конкретной отрасли промышленности или экономики.
8.1.2 В основу стандартов семейства ИСО 9000 входят элементы системы качества и способы их построения, исходя из задач, продукции, процессов и индивидуальных подходов конкретной организации.
8.1.3 Каждая организация из элементов системы качества создает свою оригинальную систему качества, предназначенную только для нее.
8.1.4 Международные стандарты ИСО 9000 написаны в виде задач системы качества, но не указывают, как достичь выполнения этих задач, предоставляя такой выбор руководству организаций.
8.1.5 Отправной точкой для разработки и внедрения системы качества должны быть основные направления и цели организации в области качества, официально сформулированные высшим руководством в документе, называемом «Политика организации в области качества».
8.1.6 Организация, выступающая в роли поставщика, имеет заинтересованных лиц, которые могут выдвигать свои требования.
8.1.7 Система охватывает два взаимосвязанных аспекта:
а) запросы и ожидания потребителя;
б) запросы и интересы организации.
Международный стандарт не дает конкретный перечень разрабатываемых процедур, он дает лишь рекомендации по функциям. Поэтому перед разработкой системы качества разработчику необходимо конкретизировать общие требования стандарта и трансформировать их в технически осуществимые процедуры.
Обычно процесс конкретизации начинается с разработки чек-листов.
Чек-лист представляет собой перечень структурированных требований по каждому подэлементу.
Например, по элементу 5.2 «Ориентация на потребителя» чек-лист будет иметь вид, показанный в таблице 21.
Таблица 21 – Чек-лист по элементу «Ориентация на потребителя»
| Элемент |
Цель |
Ответственный |
Функция ответственного |
Объект |
Процедура |
| 5.2 Ориентация на потребителя |
Достижение удовлетворенности потребителя |
Высшее руководство |
Гарантирование |
Запросы и ожидания потребителей |
- установить; - перевести в технические требования; - выполнить |
8.2 Задание 2: Выберите из предложенного преподавателем перечня элементов системы качества 2–3 подэлемента (работа в группах численностью до 4–5 человек, норма времени – 1 час)
Внимательно ознакомьтесь с содержанием выбранных подэлементов и разработайте для них чек-листы.
8.3 Вопросы для самопроверки
1. Каково назначение чек-листа?
2. Какой, на ваш взгляд, будет следующий этап после разработки чек-листа?
9 ПРАКТИЧЕСКАЯ РАБОТА № 7. ЗАТРАТЫ
НА УПРАВЛЕНИЕ КАЧЕСТВОМ (2 ЧАСА)
Цель работы – изучение затрат на управление качеством.
Задачи занятия:
– изучить классификацию затрат на качество, этапы сбора данных о затратах, взаимосвязь между затратами на качество и достигнутым уровнем качества;
– научиться классифицировать затраты на качество.
9.1 Задание 1: Изучите приведенный ниже теоретический материал (норма времени – 0,7 часа)
Затраты на качество – это не просто расходы на работу отдела обеспечения качества, контроль, испытания, переработку и отбраковку материалов и изделий. Затраты на качество возникают в результате выполнения целого ряда мероприятий, каждое из которых влияет на качество продукции и услуги. Сюда, например, могут входить расходы на продажи и маркетинг, научно-исследовательские работы и разработки, снабжение, хранение и переработку, планирование и управление производством, производство, доставку и монтаж, а также обслуживание. Подобные расходы возникают внутри предприятия, но они могут быть и внешними и относиться к поставщикам, дилерам, потребителям.
Затраты на качество имеют широкий диапазон и могут быть связаны с отказами систем, истечением срока годности запасов, задержками в производстве, браком, переработкой, поздней доставкой, жалобами по гарантии, жалобами на администрацию и проведением расследований, отзывом продукции и потерей доверия со стороны потребителя.
Ненужные затраты и те расходы, которых можно избежать, делают товары и услуги более дорогими. Это сказывается на конкурентоспособности и уровне заработной платы. При постоянно возрастающей конкуренции на рынке для выживания предприятия необходимо, чтобы эти затраты снижались до экономически приемлемого уровня (от 5 до 20 %).
Информация о расходах, связанных с качеством, имеет для предприятий важное значение. При наличии цифровых данных о расходах, связанных с качеством, можно:
- сравнить характеристики затрат, связанных с качеством, одного подразделения с другим;
- сравнить характеристики затрат, связанных с качеством, при использовании одной производственной линии с другой;
- сравнить характеристики затрат, связанных с качеством, с затратами конкурентов;
- анализировать тенденции, наметившиеся в затратах, связанных с качеством;
- планировать будущие затраты на обеспечение качества;
- решить, какие расходы, связанные с качеством, могут быть снижены, и какие дополнительные вложения в некоторые статьи затрат на качество могут привести к экономии.
Классификация затрат. Элементы затрат внутри их видов. Источники . Существует несколько классификаций затрат на качество. Самый известный из них – подход Фейгенбаума или PAF (рисунок 3).
 |
 |
 |
 |
Рисунок 3 – Затраты, связанные с соответствием
и несоответствием по качеству
В соответствии с этим подходом затраты подразделяются на четыре категории:
- затраты на предупреждение – затраты на предотвращение самой возможности возникновения дефектов, т.е. затраты, направленные на снижение или полное предотвращение возможности появления дефектов или потерь;
- затраты на оценку (контроль) – затраты на определение и подтверждение достигнутого уровня качества. Эти затраты включают стоимость контроля, испытаний и т.п., проводимых в процессе и после завершения производства;
- внутренние потери (затраты на внутренние дефекты) – затраты из-за внутренних отказов в пределах технологического процесса внутри предприятия. Сюда входит стоимость бракованной продукции, переработки и повторного контроля, а также другие потери организации;
- внешние потери (затраты на внешние дефекты) – затраты, возникающие за пределами производственной организации в результате неудачи в достижении установленного качества: затраты на доработку продукции, штрафы за низкое качество в рамках юридической ответственности, потери от возврата и замены продукции низкого качества.
Сумма всех этих затрат дает общие затраты на качество.
Дополнительные затраты. Косвенные затраты – затраты на дополнительные операции в технологии: на материалы, оборудование и рабочую силу, излишне расходуемые из-за несовершенства технологии.
Непредвиденные затраты – непланируемые затраты из-за низкого качества продукции: судебные издержки, снижение спроса и объемов сбыта.
В рамках каждого типа затрат могут быть выделены несколько элементов.
Затраты, связанные с достижением соответствия по качеству:
а) затраты на предупреждение:
• планирование качества;
• разработка и конструирование измерительного оборудования;
• анализ качества и проверка конструкции;
• проверка и техническое обслуживание оборудования для измерений и испытаний;
• гарантии поставщиков;
• подготовка кадров в области качества (обучение);
• контроль качества;
• анализ приобретений и доклад о характеристиках качества;
• программы качества;
б) затраты на оценку:
• предпроизводственная проверка;
• выбор способа контроля;
• проведение лабораторных приёмных испытаний;
• контроль и испытания;
• контрольное и испытательное оборудование;
• материалы, расходуемые при проведении контроля и испытаний;
• анализ и доклад о результатах испытаний и контроля;
• полевые испытания на работоспособность;
• утверждение;
• оценка складских запасов;
• инвентаризация складирования.
Затраты, связанные с несоответствием по качеству:
а) внутренние:
• брак;
• замена, переделка, ремонт;
• поиск и устранение неисправностей;
• повторные испытания и контроль;
• отказы у субподрядчика;
• разрешения на модификацию и уступки;
• понижение класса качества;
• простои;
б) внешние:
• жалобы;
• гарантийный возврат;
• возвращённая продукция;
• уступки;
• потери продаж;
• расходы на отзыв продукции;
• ответственность за продукцию.
Стоимостная модель процесса. Стоимость процесса определяют следующие элементы:
• люди;
• оборудование;
• материалы;
• окружающая среда.
Модель предполагает, что затраты могут быть разделены на две категории:
• конформные – затраты, связанные с достижением по качеству;
• неконформные – затраты, связанные с несоответствием по качеству.
Конформные – внутренние затраты, связанные с поставкой продукции или услуги в соответствии с установленными стандартами с применением установленного процесса, наиболее эффективным путём, т.е. затраты по выполнению процесса с эффективностью 100 %. Это минимальные затраты при выполнении процесса в соответствии с техническими условиями.
Неконформные затраты – затраты, связанные с потерей времени, материалов и мощностей (ресурсов) на процессы оформления, производства, отправки и исправления неудовлетворительных товаров и услуг, т.е. затраты, обусловленные неэффективным выполнением процесса, например, из-за перерасхода ресурсов или лишних расходов на рабочую силу, материалы и оборудование, что обусловлено сделанными ошибками, потерями.
Источники данных о затратах на качество:
- данные о зарплате персонала;
- планы и отчеты подразделений;
- отчеты и акты по ремонтам, заменам, исправлениям продукции;
- данные о контроле качества продукции и процессов;
- данные о расходах на свет, тепло, энергоносители и др.;
- данные о себестоимости продукции;
- данные о списании оборудования, материалов и продукции;
- данные об отказах и дефектах;
- данные об обслуживании продукции в эксплуатации;
- данные о возврате продукции;
- данные о командировочных расходах;
- данные о расходовании материалов;
- отчеты о продажах;
- жалобы, рекламации и претензии потребителей.
Этапы сбора данных о затратах:
а) вычисление затрат, непосредственно связанных с функцией качества:
• затраты, связанные с оплатой сотрудников отдела обеспечения качества;
• затраты, связанные с использованием помещений (арендная плата, отопление, освещение, охрана);
• административные расходы (содержание столовой, вспомогательного персонала, канцелярские расходы);
• стоимость расходуемых материалов;
• амортизационные отчисления, связанные с использованием специального оборудования для контроля качества;
б) вычисление затрат, связанных с качеством и относящихся к функциям, выполняемым сотрудниками вне отдела обеспечения качества (например, процент от жалованья сотрудника в отделе обслуживания потребителей, который занимается возвратом продукции от потребителя);
в) внутренние затраты, связанные с «заложенными в бюджет» отказами;
г) внутренние затраты, связанные с «непредвиденными отказами» (в результате повторного контроля и переделки продукции, замены исходных материалов);
д) расходы, связанные с отказами после смены владельца, т.е. после доставки или приёмки продукции потребителем. Эти расходы будут определяться временем, затрачиваемым в отделе обеспечения качества на исследование брака и учтенным в пункте а), а также привлечением подразделений, занимающихся маркетингом, обслуживанием потребителей, экономическими расчётами.
|
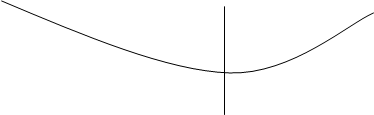 |
![]()
![]()
 |
![]()
![]()

З
Много Достигнутый Нет дефектов
дефектов уровень (совершенство)
(экономическое равновесие)
Рисунок 4 – Взаимосвязь между затратами на качество
и достигнутым уровнем качества
Как видно из рисунка, достигаемый уровень качества изменяется в интервале «много дефектов – нет дефектов» (совершенство). Рассматривая левую сторону графика («много дефектов»), мы видим, что общие затраты на качество высоки в основном потому, что высоки затраты на устранение дефектов и контроль. Затраты на предупредительные мероприятия очень малы.
Если двигаться вправо по графику, то достигаемый уровень качества будет увеличиваться (снижение дефектов). Это происходит за счет увеличения объема предупредительных мероприятий, затраты на них растут. Потери (затраты на дефекты) снижаются как результат предупредительных действий. Как показано на графике, на этой стадии затраты на потери падают быстрее, нежели возрастают затраты на предупредительные мероприятия. Как результат, общие затраты на качество снижаются.
Для проведения сравнения между группами и определения того, насколько хорошо идёт управление расходами, а также нахождения точки отсчёта, относительно которой можно проводить сравнения и оценивать улучшения, используются удобные коэффициенты (опорные точки), числовые значения которых могут быть определены. Конкретный коэффициент зависит от фактора, который анализируется. Некоторые из этих коэффициентов приведены ниже:
Коэффициент, базирующийся на рабочей силе
, =![]() ;
;
Коэффициент, базирующийся на затратах
, =![]() ;
;
Коэффициент, базирующийся на продажах
, =![]() ;
;
Коэффициент, базирующийся на штуках
, =![]() ;
;
Коэффициент добавочной стоимости
=![]() .
.
Отчет по затратам на качество. Содержание отчета по затратам на качество в большей степени зависит от того, кому он предназначен.
Высшее руководство должно получить отчет в виде общих форм, обобщающих в целом завод, отдел, группу и т.д. Отчет должен давать общую картину о состоянии качества в компании и быть выполнен в чисто финансовых терминах. Он должен быть доступно и объективно изложен.
Среднее и линейное руководство должно получить более детальную информацию о достигнутом уровне качества в той области деятельности, которой руководит. Отчет должен быть очень подробным и представлять данные по номерам партий и т.д.
Основываясь на отчёте о затратах, создаётся программа мероприятий по улучшению деятельности. Исходный баланс двух категорий затрат покажет, какой из них отдавать приоритет.
Могут проводиться сравнения с предшествующими периодами и оцениваться тенденции изменения затрат. Отчёт по затратам на качество позволяет выявить наиболее значительные области затрат, выбрать области для улучшения и показывает что:
• качество имеет денежное выражение, его можно рассчитать;
• качество связано с работой всего предприятия, а не только с работой отдела обеспечения качества;
• имеется возможность получить существенную и реальную экономию за счёт корректирующих действий, исследования причин возникновения затрат, связанных с отказами;
• в деятельность по предупреждению отказов вкладывается недостаточно средств.
9.2 Задание 2: Заполните таблицу 22 (норма времени – 0,3 часа)
Выберите из следующего списка затраты и внесите в соответствующий столбец таблицы:
1. Анализ качества на допроизводственной стадии.
2. Время работников, связанное с устранением брака.
3. Обучение персонала качественным методам работы.
4. Анализ и распространение информации.
5. Дополнительные операции в технологии, связанные с неуверенностью в качестве.
6. Доработка товара.
7. Испытание и приемочный контроль.
8. Командировки к поставщикам для проверки качества композитов и сырья.
9. Лабораторные проверки измерительных приборов и их облуживание.
10. Мероприятия в рамках системы качества предприятия.
11. Оборудование, используемое для управления качеством.
12. Планирование качества.
13. Плановый надзор за качеством продукции и системой качества.
14. Подготовка контроля производства.
15. Получение и анализ маркетинговой информации.
16. Работа с кадрами.
17. Мероприятия, проводимые предприятием для повышения качества.
18. Разработка программ и методик обучения персонала.
19. Самоконтроль, проверка работниками службы качества своей работы и технологического процесса.
20. Сертификация.
21. Технический контроль.
22. Организационные расходы на мероприятия по качеству.
23. Организация и внедрение систем управления качеством.
24. Подготовка методик и инструкций по обеспечению качества.
25. Подготовка программ по обеспечению качества.
26. Потери сырья из-за неудовлетворительного качества.
27. Потери материалов из-за их неудовлетворительного качества.
28. Устранение брака.
29. Утилизация брака.
30. Потери энергии и прочие накладные расходы, связанные с утилизацией брака и его хранением.
31. Возврат и замена продукции низкого качества.
32. Разработка требований к контролю качества компонентов и сырья, процессов, продуктов.
33. Время работников, потраченное на конференции, семинары и дни качества.
34. Анализ технологических процессов с целью выработки соответствующих методов и средств контроля на фирме-изготовителе.
35. Штрафы за низкое качество в рамках юридической ответственности.
36. Приобретение, установка и наладка различного оборудования для получения информации о качестве, ее анализа и осуществления контрольно-управленческих функций.
Таблица 22 – Затраты на качество
| Затраты, связанные с достижением соответствия по качеству |
Затраты, связанные с несоответствием по качеству |
||
| предупредительные |
оценочные |
внутренние |
внешние |
ЛИТЕРАТУРА
1. Бабанская, Н.Г. Управление качеством: учебное пособие /
Н.Г. Бабанская, О.В. Голуб. – Кемерово : Кемеровский технологический институт пищевой промышленности, 2005. – 112 с.
2. Дьяконова, И.В. Управление качеством: методические указания по выполнению контрольных работ / И.В. Дьяконова, И.Ф. Иванова. – СПб : СПбГАСЭ, 2004. – 24 с.
3. Елиферов, В.Г. Управление качеством. Сказки, мифы и проза жизни / В.Г. Елиферов. – М. : Вершина, 2006. – 296 с.
4. Система качества: методические указания по выполнению практических заданий / cост. Э.М. Сундарон. – Улан-Удэ : Изд-во ВСГТУ, 2003. – 28 с.
5. Шестопал, Ю.Т. Управление качеством: учебное пособие / Ю.Т. Шестопал и [др.]. – М. : ИНФА-М, 2008. – 331 с. – (Высшее образование).
Учебное издание
Рейзвих Светлана Викторовна
УПРАВЛЕНИЕ КАЧЕСТВОМ
Методические рекомендации по выполнению практических работ
по курсу «Управление качеством» для студентов специальности 080401 «Товароведение и экспертиза товаров» всех форм обучения
Редактор Идт Л.И.
Подписано в печать 04.04.2010. Формат 6084 1/16
Усл. п. л. - 3,4. Уч.-изд. л. - 3,6
Печать - ризография, множительно-копировальный
аппарат «RISO EZ300»
Тираж 50 экз. Заказ 2010-16
Издательство Алтайского государственного
технического университета
656038, г. Барнаул, пр-т Ленина, 46
Оригинал-макет подготовлен ИИО БТИ АлтГТУ
Отпечатано в ИИО БТИ АлтГТУ
| |