Методические указания Алюминиевые сплавы в производстве деталей механизмов и машин (Штампованные поковки)
СОДЕРЖАНИЕ: В методических указаниях рассматриваются технологические возможности использования алюминиевых сплавов при изготовлении деталей механизмов и машин методами точной объемной штамповкиМетодические указания
Алюминиевые сплавы
в производстве деталей механизмов и машин
(Штампованные поковки)
Москва
2004 г.
Методические указания.
Выпущены кафедрой «Системы пластического деформирования» МГТУ «Станкин»
Зав. кафедрой: д.т.н., проф. Ю.П. Кирдеев
Разработал д.т.н., проф. А.Э. Артес
Аннотация
В методических указаниях рассматриваются технологические возможности использования алюминиевых сплавов при изготовлении деталей механизмов и машин методами точной объемной штамповки.
Анализируется тенденция развития металло-сберегающих технологических процессов изготовления деталей из алюминиевых сплавов, и отмечаются особенности конструкторско-технологической подготовки при их производстве. Основным содержанием методических указаний являются технологические процессы точной объемной штамповки деталей машин методами холодной и горячей объемной штамповки (в изотермических условиях пластического деформирования).
Обращается внимание специалистов машиностроения на экономическую эффективность использования алюминиевых сплавов взамен стали и чугуна.
Поковки – изделия кузнечно-прессового производства, подразделяются на кованные и штампованные. Поскольку поковки штампованные (реже штампованные заготовки, штамповки) составляют основную массу изделий поступающих на дальнейшую механообработку, технологические процессы изготовления поковок методами ковки в методических указаниях не представлены. Однако к штампованным поковкам условно отнесены и изделия, получаемые специальными технологическими процессами пластического деформирования (раскаткой, ротационным выдавливанием и др.). Технологические процессы изготовления стандартных деталей типа гаек, болтов, винтов, заклепок, гвоздей и др. в методических указаниях не рассматриваются.
Методические указания разработаны на кафедре СПД МГТУ «Станкин» по инициативе СУАЛ-ХОЛДИНГ; внесены департаментом глубокой переработки алюминия (директор департамента В.М. Чертовиков, ведущий специалист С.Л. Цукров) и рекомендуются для использования конструкторами и технологами при конструкторско-технологической подготовке производства деталей в машиностроении.
Термины и определения
В методических указаниях используются применяемые в науке, технике и производстве термины и определения основных операций ковки и штамповки. Поскольку в литературе зачастую встречаются и термины-синонимы, ниже представлены основные термины, вошедшие в соответствующие стандарты.
| Термин и ГОСТ |
Определения |
Термины-синонимы |
| Ковка ГОСТ 18970-73 |
Обработка давлением с помощью универсального подкладного инструмента или бойков |
Свободная Ковка |
| Штамповка ГОСТ 18970-73 |
Обработка давлением с помощью штампа |
|
| Поковка штампованная ГОСТ 7505-89 |
Изделие, изготовленное горячей объемной штамповкой в соответствии с техническими требованиями ГОСТ 8479 |
Штамповка , штампованная заготовка |
УДК 621.735.043
Методические указания.
| Алюминиевые сплавы в производстве деталей механизмов и машин (Штампованные поковки) |
январь 2004 |
Настоящие методические указания носят рекомендательный характер при конструировании деталей механизмов и машин из алюминиевых сплавов взамен чугунного кокильного литья, а также средненагруженных стальных деталей и устанавливают последовательность проведения работ по конструкторско-технологической подготовке производства деталей общемашиностроительного применения из алюминиевых сплавов методами точной объемной штамповки.
1. Особенности конструкторско-технологической подготовки производства деталей из алюминиевых сплавов.
1.1 Тенденция развития металло-сберегающих технологических процессов изготовления деталей из алюминиевых сплавов.
1.1.1 Одним из основных направлений повышения качества заготовительной базы машиностроения является увеличение доли изделий, изготовляемых штамповкой и литьем из легких сплавов. В России только 16% произведенного алюминия идет на изготовление машин, электротехники, в строительстве и производстве других изделий народного потребления. В том числе только 3,8% идет на изготовление деталей машин и оборудования и столько же в транспорте. В Японии эти показатели на порядок выше. В тоже время по потреблению чугуна на душу населения мы занимаем первое место среди индустриально развитых стран. Как известно, в производстве автомобилей и сельхозтехники замена чугунного литья на заготовки из алюминия является экономически выгодным и одновременно значительно повышающим экологическую чистоту технологических процессов [1].
1.1.2 Алюминий, как конструкционный материал, в настоящее время является одним из самых распространенных после стали. Бурное развитие потребления алюминия обусловлено такими его основными свойствами, как высокая удельная прочность (в 1,5 раза выше, чем у стали) в сочетании малой плотностью; удовлетворительная коррозионная стойкость; хорошая способность к формоизменению давлением, литьем и резанием; возможность соединения алюминиевых деталей в различных конструкциях с помощью сварки, пайки, склеивания и других способов; хорошая восприимчивость защитных и декоративных покрытий. Все это в сочетании с большими природными запасами алюминия (8%- алюминия, 5%- железа, 2%- магния, 0,01%- меди) определяет весьма широкие перспективы развития производства деталей из алюминия [2].
1.1.3 Основными тенденциями развития технологии точной объемной штамповки из алюминия является:
- конструирование деталей машин из алюминиевых сплавов взамен использования чугуна и стали;
- совершенствование технологии штамповки кристаллизующегося металла;
- совершенствование известных технологических процессов изотермической штамповки за счет включения в технологию прогрессивных способов деформирования методами поперечного и комбинированного выдавливания;
- разработка новых технологических процессов типа Tixoforming и др.
1.1.4 К точной объемной штамповке относят технологические процессы, в результате которых изделия (поковки) имеют незначительные припуски для дальнейшей механообработки (в несколько раз меньше, чем по ГОСТ 7505-89, «Поковки стальные штампованные. Допуски, припуски и кузнечные напуски»), либо поверхности с малой шероховатостью и не подлежащие дальнейшей лезвизной или абразивной обработке. Для оценки точности введен показатель КНП (коэффициент необрабатываемых поверхностей), равный отношению необрабатываемых поверхностей поковок к площади всей поверхности детали. КНП деталей, изготовленных методами холодной объемной штамповки или методами порошковой металлургии, может достигать 0,85 - 0,95. Несколько ниже КНП при изотермической штамповке и штамповке методом тиксоформирования.
1.2 Анализ технологичности конструкции изделия.
1.2.1 Проектируя технологический процесс объемной штамповки, технолог на основе анализа возможных альтернативных вариантов, должен обеспечить необходимый уровень служебных характеристик, изменение формы заготовки, точные размеры и качество поверхности, улучшение свойств исходного материала, а в целом снижение себестоимости изготовления деталей.
1.2.2 При постановке изделия на производство необходимо проводить экспертную оценку технологичности конструкции изделия. Под технологичностью продукции понимается совокупность свойств конструкции изделия, проявляющихся в возможности оптимальных затрат труда, средств, материалов и времени при технологической подготовке производства, изготовлении и эксплуатации по сравнению с соответствующими показателями однотипных конструкций изделий того же назначения (ГОСТ 18831-73).
1.2.3 На основе анализа технологичности конструкции изделия, конструктору в ряде случаев следует проводить рационализацию конструкции детали, приспосабливая ее к оптимальной ресурсосберегающей технологии.
1.2.4 Последовательность проектирования технологических процессов холодной и горячей объемной штамповки деталей из алюминиевых сплавов практически мало отличается от методики принятой в области штамповки стальных деталей [4]. Существенным отличием являются термомеханические режимы деформирования. Более низкая температура нагрева алюминиевых сплавов (~ 4500 С) и меньшие удельные силы деформирования металла обеспечивают более высокую стойкость штампов. При этом условия труда и требования экологии более благоприятны. Поэтому основное оборудование кузнечно-прессовых цехов машиностроительных предприятий не требует модернизации при переходе на штамповку из алюминиевых сплавов.
1.2.5 К особенностям технологических процессов штамповки алюминиевых сплавов следует отнести:
- возможность в ряде случаев сокращения числа металлургических переделов изготовления исходных заготовок для штамповки. Так , например, фланец (рис.1) может быть изготовлен
|
Рис. 1. Схема прямого выдавливания фланцаиз кольцевой заготовки |
горячей штамповкой выдавливанием из кольцевой заготовки, полученной из полого слитка диаметром 426 м и с толщиной стенки 60 мм;
- возможность изготовления более широкого диапазона номенклатуры поковок и деталей, штампуемых в холодном состоянии, поскольку, в отличие от технологии холодной штамповки из стальных заготовок не требуется нанесения специальных покрытий (например, цинко-фосфатного) на поверхность заготовки для предотвращения адгезии;
- большие возможности использования эффекта сверхпластичности;
- возможность нанесения на поверхность поковки после ее механообработки сверхтвердого коррозионного покрытия (микродуговым оксидированием) , в результате чего в трущейся паре алюминиевая деталь- стальная закаленная, последняя изнашивается быстрее;
- возможность горячей объемной штамповки высококремнистых сплавов (за- эвтектических силуминов) марок 01390, 01391 и др. [3] взамен чугуна, при изготовлении деталей типа тормозных цилиндров, поршней и др. благодаря относительно высокой пластичности прутков и труб полученных поперечно-винтовой прокаткой из слитков с ультразвуковой обработкой расплава.
На рис. 2 представлена деталь, которая может быть отштампована из сплава 01391 взамен литья под давлением из сплава АК12М2. Новые сплавы представляют также интерес при штамповке деталей с тонкими ребрами. 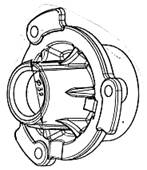
Рис. 2.
2. Выбор алюминиевых сплавов при конструировании деталей машин (марки, обозначения, механические характеристики, сортамент).
2.1 Классификация алюминиевых сплавов.
2.1.1 Алюминиевые сплавы подразделяются на две большие группы:
1) литейные (АК7, АК5М2, АК12М2 и др.), не подвергающиеся после отливки пластическому деформированию (за исключением тех, которые подвергаются деформированию в условиях всестороннего неравномерного сжатия);
2) деформируемые полуфабрикаты, из которых получают из слитка, прессованием, прокаткой, ковкой, штамповкой или другими видами обработки давлением. В настоящих методических указаниях приводятся данные, которые относятся в основном к деформируемым алюминиевым сплавам, отличающимся большим разнообразием прочностных, пластических, коррозионных и декоративных характеристик.
2.1.2 Наиболее важными признаками классификации алюминиевых сплавов является химический состав и определяемый составом и условиями термической обработки уровень механических свойств полуфабрикатов (см. приложение № 1) [5].
Высокими пластическими, технологическими свойствами, коррозионной стойкостью, хорошей свариваемостью обладают технический алюминий и термически неупрочняемые сплавы алюминия с марганцем и магнием (АД00, АД0, АМц, АМг и др.) Высокой технологичностью при обработке давлением обладают сплавы системы Al-Mg-Si. Это сплавы марки АД31, АДЗЗ, АД35. Сплавы хорошо поддаются прессованию при больших скоростях деформирования, а также штамповке в холодном и горячем состоянии. Из них получают профили и поковки различной конфигурации. Они хорошо подвергаются цветному анодированию. Однако, сплавы типа АД31 имеют не высокие прочностные характеристики (см. приложение № 1). На рис. 3 представлены детали пневмоаппаратуры ( 40 - 65), полученные холодной объемной штамповкой на прессе К0032 (160 тс) из сплава АДЗ1. Сплавы системы Al-Zn-Mg также обладают высокой технологичностью. Так, например, из сплава типа 1925 изготавливают детали прессформ.
Сплавы системы Al-Cu-Mg имеют широкий интервал прочностных свойств (Д1, Д16, В65 и др.) обладают низкой технологичностью при литье и обработке давлением. Сплавы относятся к категории несвариваемых плавлением из-за высокой склонности к образованию кристаллизационных трещин. Хорошо обрабатываются резаньем сплавы 2007, 2011.
Сплавы системы Al-Cu-Mg-Fe-Ni-Si применяются для изготовления изделий, работающих при повышенных температурах (до 250°С). Они имеют хорошие технологические свойства при литье и обработке давлением.
На рис. 4 представлены чертежи отливки (а) и поковка (б), изготовленные литьем (Аl2) и штамповкой из сплава АК4. Штамповка взамен кокильного литья сокращает расход металла в 2 раза. При этом нет необходимости в латунном вкладыше для нарезания резьбы.
Рис. 3. Детали пневмоаппаратуры, полученные холодной
объемной штамповкой из сплава АД31.
Рис. 4. Чертежи отливки (а) из сплава Al2 и поковки (б), полученной
изотермической штамповкой выдавливанием из сплава АК4.
Сплавы системы Al-Cu-Mn обладают хорошей технологичностью при литье и обработке давлением, отличаются высокими механическими характеристиками при температурах до 250°С, хорошо свариваются всеми видами сварки. Они применяются в условиях криогенных температур, коррозионная стойкость их низкая из-за высокого содержания меди. Коррозионную стойкость можно повысить у этих сплавов (Д20, Д21, и др.) микродуговым оксидированием (см. приложение № 2) [6].
Сплавы системы Al-Zn-Mg-Cu наиболее высокопрочные. Так, например, у сплава В96цТ1, s= 650 Mпa (HB-145). Они имеют низкую штампуемость. Длительная эксплуатация возможна при температурах не выше 100-120°С. На рис. 5 представлена поковка корпуса с внутренним шпангоутом из сплава В96цЗ, у которой sв =585н-600 МПа.
2.2 Новые деформируемые термически неупрочняемые сплавы на основе системы
Al-Mg-Sc марок 01515. 01523. 01535. 01545, 01570. 01571.
Новые сплавы на основе системы Al-Mg-Sc имеют те же основные достоинства, что и традиционные сплавы системы Al-Mg:
- хорошую свариваемость;
- высокую коррозионную стойкость;
- высокую технологичность в металлургическом и машиностроительном производствах;
- полуфабрикаты и готовые детали из них не требуют упрочняющей термической обработки.
При одном и том же содержании магния (1-6,8%) сплавы на основе системы Al-Mg-Sc по прочностным характеристикам, особенно по пределу текучести, в 1,5-2 раза превосходят традиционные алюминиево-магниевые сплавы при удовлетворительной пластичности (см. таблицу № 1, приложение № 2).
2.1.1 Области применения сплавов системы Al-Mg-Sc:
- сварные корпуса космических летательных аппаратов (01570);
- сварные корпуса легких скоростных судов (01570);
- детали сложной формы, получаемые сверхпластической формовкой (01570, 01571);
- элементы шасси легкового автомобиля (01535, 01545);
- криогенные сварные конструкции, в том числе эксплуатируемые при
- температуре жидкого водорода (01535, 01545);
- сварные конструкции, работающие в агрессивных средах, в том числе резервуары и трубопроводы для хранения и перекачки сырой нефти с повышенным содержанием сероводорода (01535, 01523);
- радиационно стойкие сварные конструкции (01523);
- теплообменники (01515).
Применение сплавов системы Al-Mg-Sc взамен традиционных сплавов системы Al-Mg позволяет снизить массу и металлоемкость конструкций на 20-30%. В ряде конструкций сплавы системы Al-Mg-Sc могут использоваться взамен термически упрочняемых алюминиевых сплавов (Д16, 1201 и др.). В этом случае эффект достигается за счет исключения операций закалки и старения.

Рис. 5. Поковка корпуса с внутренним шпангоутом из сплава В96цЗ.
2.3. Особую группу составляют высококремнистые сплавы системы Al-Si-Mg и Al-Si-Cu-Mg (А356, А357, С355, А319, А390), поставляемые в виде слитков для тиксотропной штамповки. Из этих сплавов изготавливают поковки тормозных цилиндров и других деталей сложной формы в автомобиле- и тракторостороении.
3. Экономическая эффективность использования алюминиевых сплавов в машиностроении.
3.1. Основной составляющей экономической эффективности использования алюминиевых сплавов в деталях транспортных механизмов и машин является снижение затрат на топливо и повышение грузоподъемности.
В мировой практике установлено, что снижение массы машины на 1 кг позволяет экономить 1 кг топлива в год. Применительно к сельхозмашинам не менее важным эффектом будет снижение давления на почву. В транспортном машиностроении эффективным является изготовление различных емкостей и цистерн, а так же вагонов из высокопрочных алюминиевых сплавов. Растет использование алюминиевых сплавов в судостроении.
Использование алюминиевых сплавов в производстве автомобильных колес получило большое распространение (см. приложение № 3). Снижение массы движущихся механизмов в дальнейшем пойдет и по пути применения магниевых сплавов, что также подтверждает тенденцию увеличения доли легких сплавов в производстве деталей машин.
3.2. Алюминиевые трубы, также как и стальные , в основном используются в нефтегазовой промышленности. Особенно эффективно применение высококачественных труб из алюминиевых сплавов (бурильных, насосно-компрессорных и обсадных труб) взамен дорогостоящих труб из нержавеющих сталей для работы в сероводородсодержащих нефтепромысловых средах. При этом стоимость бурильных алюминиевых труб составляет $3 тыс. за тонну, а применение труб из нержавеющих сплавов с содержанием хрома 20-30% и никеля до 50% ведет к повышению их стоимости до $18-25 тыс. за тонну [7].
Эффективным является возможность штамповки крупногабаритных плоских и воротниковых фланцев (ГОСТ 12820 и ГОСТ 12821) диаметром 24” и более из литых трубных заготовок.
3.3. В арматуростроении перспективным является использование алюминиевых сплавов при изготовлении штамповкой различных пробок и других деталей шаровых кранов и клапанов. Так, например, для штамповки пробки шаровой из стали 12х13 Н9Т для запорного клапана Ду125 используется 12 кг. стальной трубы стоимостью 100 руб. за 1 кг. При переходе на технологию штамповки из алюминиевого сплава АК6 примерно в три раза уменьшается масса поковки, что позволяет даже при последующей относительно дорогой операции микродугового оксидирования поверхности пробки получить значительный экономэффект.
3.4. В мелкосерийном и серийном производстве большое количество стальных деталей изготавливается с низким коэффициентом использования металла (КИМ). Зачастую он находится в пределах 0,2-0,4. В этом случае эффективным является переход с затратной технологии (формообразование детали в основном за счет лезвийной механообработки) на прогрессивную точную объемную штамповки из алюминиевых сплавов.
Так, например, при штамповке детали “переходник” (рис. 6) из сплава АМг5 масса поковки равна 4,65 кг. (КИМ=0,8), вместо 46 кг. стальной (сталь 25) кованой поковки (КИМ=0,24). Низкий КИМ у стальной поковки объясняется малой партионностью переходов – 400 штук в год. С учетом того, что другие два типоразмера переходников имеют такие же диаметры фланцев и могут быть изготовлены по групповой технологии в том же штампе, эффективность перехода на штамповку из алюминия становится очевидной.
Однако с целью обеспечения равнопрочной конструкции детали следует увеличить высоту фланца из алюминия до 15 мм. (sв у сплава АМг5Н – 420МПа) вместо 12 мм. у стального (sв у стали 25 – 520 МПа).
В расчетах экономической эффективности следует учитывать, что стоимость “производства” 1 кг. стальной стружки в 2-3 раза больше стоимости 1 кг. стального сортового проката (при использовании в основном токарной механообработки).
3.5. В связи с тем, что свыше 70% деталей машин и механизмов изготавливается на предприятиях с мелкосерийным и серийным производством, эффективным является концентрация штамповки алюминиевых деталей на ограниченном количестве заводов, имеющих развитый парк кузнечно-прессового оборудования (КУМЗ, СМЗ, ВСМПО и др.). При этом эффективность производства точных поковок может быть достигнута путем использования групповых принципов обработки. Наибольший эффект достигается, когда заказчик получает не только поковки, но и готовые детали с покрытием. В этом случае изготовитель поставляет детали с максимально добавленной стоимостью, а заказчику нет необходимости устанавливать дорогостоящее оборудование для механообработки и нанесения покрытий. производственные возможности КУМЗа представлены в приложении № 4.
 Рис.6 Контуры поковок переходника:
Рис.6 Контуры поковок переходника:
а–кованой; б- штампованной
(пунктиром обозначен контур детали).
4. Определение сортамента и номенклатура полуфабрикатов для холодной и горячей объемной штамповки.
Для холодной и горячей объемной штамповки в качестве исходных заготовок применяют прессованные прутки и трубы, плиты, профиль и литые круглые слитки.
4.1. Прессованные прутки из алюминия и алюминиевых сплавов в соответствии с ГОСТ 21488-97 изготавливают круглого, квадратного и шестигранного сечения.
4.2. Прутки круглого сечения поставляются в диапазоне диаметров от 8 до 400 мм, с предельными отклонениями нормальной, повышенной и высокой точности.
При этом нормальный ряд диаметров (мм) : 8, 10, 12, 14, 16, 18, 20, 25, 30, 35, 40, 45, 50, 55, 60, 70, 75, 80, 90, 100, 110, 120, 130, 140, 150, 160, 180, 200, 250, 300, 350, 400..
4.3. Прутки квадратного сечения поставляются в диапазоне вписанных окружностей в пределах от 8 до 200 мм, с нормальным рядом; мм: 8, 10, 12, 14, 16, 18, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 90, 100, 110, 120, 130, 140, 150, 160, 180, 200.
4.4. Диаметры вписанных окружностей шестигранных прутков составляют нормальный ряд; мм: 8, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 21, 22, 24, 27, 30, 32, 36, 41, 46, 50, 55, 60, 65, 70, 75, 80, 85, 90, 100, 110, 120, 140, 160, 180, 200.
4.5. Перессованные прутки изготавливают из алюминия марок АД0, АД1, АД и алюминиевых сплавов марок АМЦ , АМЦ С, АМГ 2, АМГ 3, АМГ 5, АМ Г 6, АД31, АД33, АД35, АВ, Д1, Д16, АК4, АК4-4, АК6, АК8, В95, 1915, 1925 с химическим составом по ГОСТ 1131.
По согласованию изготовителя и потребителя допускается изготовлять прутки из алюминия других марок высокой и технической чистоты по ГОСТ 11069.
4.6. Прутки изготовляют немерной длины:.
от 1,0 до 6,6 м – для диаметров до 80 мм;
от 1,0 до 5,0 м – для диаметров от 80 до 110 мм;
от 0,5 до 4,0 м – для диаметров свыше 110 мм.
При этом прутки круглые диаметров до 15 мм включительно в состоянии без термической обработки или в мягком (отожженном) состоянии изготавливают в бухтах немерной длины.
4.7. Прутки круглого сечения в соответствии с ГОСТ Р51834-2001 “Прутки перессованные из алюминиевых сплавов высокой прочности и повышенной пластичности” поставляются в диапазоне диаметров от 30 до 300 мм. Прутки квадратного сечения в диапазоне вписанных окружностей от 31 до 150 мм, а шестигранного сечения в диапазоне вписанных окружностей от 30 до 100 мм.
4.8. Прутки из алюминиевых сплавов высокой прочности и повышенной пластичности (с рекристализованной структурой) изготовляются из сплавов марок АВ, Д1, Д16, АК4, АК6, АК8, В95 с химическим составом по ГОСТ 4781.
4.9. Перессованные трубы из алюминия и алюминиевых сплавов тех же марок, что и прутки, поставляют в диапазоне диаметров от 18 до 300 мм, с толщиной стенки от 1,5 до 40 мм. Точностные параметры труб из алюминия и алюминиевых сплавов устанавливает ГОСТ 18482-79.
Точностные параметры труб из алюминия и алюминиевых сплавов устанавливает ГОСТ 18482-79.
Например, для труб с толщиной стенки 4 – 7 мм отклонение толщины составляет (0,5 – 0,7)мм, то есть +-10%, а при толщине 40 мм - +-3,0 мм, то есть +- 7,5%.
При этом нормальные ряды:
наружных диаметров, мм: 18, 20, 22, 25, 28, 30, 32, 35, 38, 40, 42, 45, 50, 52, 55, 58, 60, 65, 70, 75, 80, 85, 90, 95, 100, 105, 110, 115, 120, 125, 130, 135, 140, 145, 150, 155, 160, 165, 170, 175, 180, 185, 190, 195, 200, 210, 230, 240, 250, 260, 270, 280, 230, 300;
толщин стенок: 1.5, 2.0, 2.5, 3.0, 3.5, 4.0, 5.0, 6.0, 7.0, 7.5, 8.0, 10.0, 12.5, 15.0, 17.5, 20.0, 22.5, 25.0, 30.0, 32.5, 35.0, 37.5, 40.0
Более точными, а поэтому более дорогими, являются алюминиевые холоднодеформируемые трубы по ГОСТ 18475-92.
4.10. Плиты. Из плитных заготовок в кузнечно-прессовом производстве наиболее часто применяются типовые алюминиевые плиты с размерами, мм: ширина до 2500, длина до 10000 и толщина от 10 до 200. [8]
При прокатке плит из плоских слитков некоторых сплавов (АМ6 и др.) для улучшения поверхности применяют технологическую плакировку слитков алюминием (толщина плакировки обычно не превышает 1,5% от толщины плиты).
Плиты из термически упрочняемых сплавов изготавливают прокаткой с последующими закалкой и правкой растяжением. Максимальные размеры плит из алюминиевых сплавов – 18300 х 3650 х 152 мм. Допустимая разнотолщинность плит толщиной 11 – 80 мм составляет 0.25 – 0.50 мм; допуски на ширину +-0.40 - +-2.0 мм; на длину – 30 – 200 мм ; на плоскостность – на один метр длины 2-10 мм.
В настоящее время все большее применение при изготовлении пресформ находят плиты из алюминиевого сплава Д16Т, у которого при нагреве до 200 С прочность остается достаточно высокой ~ 420МПа (520МПа при t=20 С) [см. приложение № 1].
4.11. Слитки для объемной штамповки .
В целях сокращения числа переделов изготовления исходных заготовок для штамповки, в ряде случаев целесообразно вести изготовление поковок непосредственно из литого полуфабриката взамен прессованного.
При этом имеется в виду получение качественной мелкозернистой структуры поковок за счет измельчения зерна в результате значительных степеней деформации при штамповке. Так, например, для изготовления поковок фланцев с развитой втулочной частью (воротниковые фланцы по ГОСТ 12821 и др.) с размерами до 24” и более целесообразно в качестве исходных заготовок использовать литые трубные заготовки диаметром до 600 мм с толщиной стенок 80 – 100 мм.
Кроме перечисленных выше марок сплавов, предназначенных для прессования и штамповки необходимо указать на возможность штамповки различных деталей машиностроения из литейных сплавов с высоким содержанием кремния. При этом исходные слитки должны иметь мелкозернистую структуру (менее 70 мкм), получаемую с использование электромагнитного или ультразвукового методов перемешивания расплава и высокую скорость охлаждения в кристаллизаторе.
Так, например, из литейного сплава АК12М2 могут быть изготовлены тормозные цилиндры и др. детали, изготавливаемые пока из чугуна. Использование литых заготовок с мелкозернистой структурой позволяет вести штамповку с наличием растягивающих напряжений во время деформирования материала в штампе.
С целью получения мелкозернистой структуры, в соответствии с технологией, разработанной в ВИЛСе, слитки получаемые с использованием ультразвуковой обработки при полунепрерывном литье, подвергают прокатке. Такая прокатка, благодаря наличию больших сдвиговых деформаций, уменьшает величину зерна с 70 до 30 и менее микрометров [3].
Слитки для штамповки методом тиксоформирования из алюминиевых сплавов системы Al-Si-Mg и Al-Si-Cu-Mg, получаемые с использованием электромагнитного перемешивания расплава, поставляются в диапазоне диаметров от 76 до 152 мм.
4.12. Профили из алюминиевых сплавов получили наибольшее применение в конструкциях окон, витражей, витрин и пр. Профили – пересованные изделия с заданными размерами и формой поперечного сечения, подразделяются на сплошные , полые и комбинированные. К комбинированным профилям относят изделия, у которых внутренние и наружные элементы выполненные из алюминиевых профилей из одной марки сплава, соединены между собой термовставкой (ГОСТ 22233-2001, “Профили прессованные из алюминиевых сплавов для светопрозрачных ограждающих конструкций”) из материала с более низкой теплопроводностью, к которым предъявляются и другие требования.
4.13. Профили, обычно изготовленные из сплава АД31Т1, поставляются как полуфабрикат или как готовый профиль, имеющий защитно-декоративное покрытие. Готовые профили изготавляются с покрытием: анодно-окисным –Ан, жидким лакокрасочным –Жл, жидким электродифузным – Жэ, порошковым полимерным – П комплексным – К(двухслойное, состоящее и различных видов покрытия).
Профильный полуфабрикат зачастую подвергают штамповке с использованием операций гибки, обжима, раздачи и др.
4.14. Особый интерес представляют профили из сплавов типа АМг5 со сплошным прямоугольным сечением (с выступами и впадинами), из которых после гибки и сварки кольцевой заготовки ведут горячую раскатку колец больших диаметров сложного поперечного профиля.
4.15. Профили для плит прессформ (см. приложение №6) могут подвергаться холодной калибровке для получения точных размеров и высокого качества поверхности.
5. Технологические процессы горячей объемной штамповки.
5.1. Алгоритм проектирования технологических процессов объемной штамповки достаточно широко представлен в специальной литературе [4,8] и содержит следующие основные этапы:
- экспертная оценка возможного использования алюминиевых сплавов взамен стали, чугуна и тяжелых цветных металлов и сплавов;
- анализ конструкции детали и оценка ее технологичности;
- разработка чертежа штампованной поковки в соответствии с ГОСТ7505-89 и отраслевыми стандартами;
- установление операций и переходов и выбор термомеханических режимов штамповки;
- выбор оборудования и проектирование штамповой оснастки;
- составление и оформление технологической карты с нормированием времени штамповки и указанием средств контроля качества поковки.
5.2. Разделка исходных полуфабрикатов (слитков, прутков, труб и профилей) на заготовки.
Основными способами разделения исходных полуфабрикатов из алюминиевых сплавов на штучные заготовки для холодной и горячей объемной штамповки являются отрезка на ленточных и дисковых пилах, сдвиговая отрезка на пресс-ножницах и в специальных штампах , плазменно-дуговая резка [10].
5.2.1. Резка на пилах позволяет получать ровные торцы на отрезаемой заготовке и перпендикулярные к ее оси. Пилы подразделяются на дисковые и ленточные. Дисковые пилы имеют диаметр диска от 200 до 800 мм. При диаметре диска 800 мм можно производить резку прутков и слитков до 300-350 мм. На ленточных пилах можно разрезать слитки любого диаметра, а прутки и трубы малых диаметров сразу несколько штук в пакете, в результате чего увеличивается производительность.
Допуски на длину заготовки до 300 мм составляют + 0,8 мм. Производительность резки на пилах при диаметре прутка равным 100 мм составляет до 50 штук заготовок в час. Стойкость ленточной пилы (до износа и ее замены) до 5 м2 суммарной площади поперечных сечений заготовок.
При резке на дисковых пилах получается отход металла на пропил толщиной от 3 до 8 мм, а на ленточных пилах от 0,8 до 2,5 мм. Такие параметры резки являются удовлетворительными применительно к мелкосерийному и серийному производству.
5.2.2. Разрезку на пресс-ножницах и в штампах на универсальных кривошипных прессах следует применять в массовом производстве в основном для «твердых» алюминиевых прутков (Д16Т, ДIT, АК6TI, В95TI и др.). Эти ограничения связаны с тем, что кромки ножей сминают металл и срезают на глубину С, (рис. 7) после чего происходит хрупкое разрушение металла. Внедрение ножей сопровождаются утяжкой соседних участков металла.
Рис. 7. Схема сдвиговой резки прутка и торцы среза:
1- зоны смятия металла Е, Е1 (проекция на диаметральное сечение); 2 – зоны скола металла от развивающихся трещин; 3 – зоны внедрения ножей и среза металла на высоту С (блестящий поясок); 4 – зоны утяжки металла
Хрупкое разрушение металла возникает в результате большой концентрации напряжений в зонах пластического среза, от кромок ножей образуются идущие навстречу друг другу трещины, которые сходятся в одну только при определенном зазоре между ножами . Практически зазор находится в пределах 2-4% от толщины (диаметра) разрезаемого прутка. Разделение прутков из менее «твердых» сплавов требует использования схемы резки с осевым подпором прутка определенной силы с целью обеспечения условий всестороннего сжатия в зоне реза. Такой прием реализуется в специальных штампах [4, 10].
Неперпендикулярность торцов заготовки исправляется осадкой перед штамповкой.
5.2.3. Плазменно-дуговая резка может быть применена при разрезке плит. Резка выполняется струей плазмы, т.е. струей сильно ионизированного газа при температур 10000-300000 С.
Плазменно-дуговая резка более экономична, чем резка пилами. Можно резать любой металл толщиной до 300 мм. Наибольший эффект получается при резке высокопрочных тугоплавких сталей и сплавов, а также медных и алюминиевых сплавов. Производительность резки зависит от толщины металла. При толщине металла 300 мм она составляет 150 см2 в минуту [10].
К серьезному недостатку этого способа резки следует отнести необходимость установки вытяжных устройств для удаления продуктов сгорания, загрязняющих воздушную среду.
При определенных условиях могут быть применены и другие способы разделения исходных заготовок: холодная ломка, обкатка клиновым инструментом, лазерная и электроэрозионная резка, а так же образивно-водяная.
5.3. Температурный интервал горячей объемной штамповки.
Температурный интервал штамповки определяется верхней конечной температурой, до которой следует нагреть металл и нижней температурой, при которой следует заканчивать штамповку.
Нагрев заготовок из алюминиевых сплавов предпочтительно производить в электропечах с экранированными нагревательными элементами и принудительной циркуляцией газовой среды. Перепад температур в рабочей зоне не должен превышать 15-250 С.
Время нагрева заготовок устанавливается в зависимости от диаметра или толщины заготовки из расчета 0,8-1 мин. на 1 мм диаметра или толщины для заготовок диаметром или толщиной до 100 мм. Время нагрева отсчитывается с того момента, когда температура воздуха в печи станет равной нижнему пределу температурного интервала штамповки сплава.
Температурные интервалы штамповки приведены в таблице 2.
| Таблица 2. |
||
Оборудование и температуры деформацииалюминиевых сплавов |
||
| Марка сплава |
Оборудование |
Температура деформации |
| 1 |
2 |
3 |
| АМц, АМг1, АМг2, АД31, АД33, АД35, АВ, АК6, АД0, АД1 |
Пресс гидравлический Молот или пресс механический |
470-300 |
| Д1, Д1ч, ВД17, АК8 |
Пресс гидравлический Молот или пресс механический |
470-370 450-350 |
| Д20, Д21, АК4 |
Пресс гидравлический Молот или пресс механический |
470-350 430-320 |
| Д19ч, ВАД1, Д16ч |
Пресс гидравлический Молот или пресс механический |
470-350 430-350 |
| В92, АМг3, АМг4, АМг5, АМг6 |
Пресс гидравлический Молот или пресс механический |
430-320 430-300 |
| В95, В96Ц, В96Ц3 |
Пресс гидравлический Молот или пресс механический |
430-350 430-320 |
При этом, как видно из таблиц, чем выше скорость деформирования (на молотах) тем ниже температура нагрева, в связи с необходимостью учета дополнительного выделения тепла при высоких скоростях движущегося инструмента. При штамповке на высокоскоростных молотах приращение температуры t=570 С.
5.4. Особенности штамповки на молотах.
Штамповка на молотах характеризуется высокими скоростями деформирования. Соударение верхней и нижней половины штампа происходит более чем за 6 м/с. Время удара обычно не превышает 0,01 с, что обеспечивает хорошее заполнение полости штампа. Штамповку выполняют обычно в открытых штампах. Для разработки технологии штамповки важно знать, как заполняет металл углубление в полости штампа и каковы особенности его течения [4]. Обычно при штамповке на молоте деформирование происходит за несколько ударов. Рис. 8 дает представление о конструкции типового штампа для многоручьевой штамповки и переходы штамповки поковки типа рычага.
Рис. 8 . Многоручьевой молотовой штамп и переходы штамповки изогнутой поковки:
1-поковка; 2-подкатной ручей; 3-протяжной ручей; 4-окончательный ручей; 5-гибочный ручей; 6-предварительный ручей; 7-исходная заготовка; 8-протяжка; 9-подкатка; 10-гибка; 11-предварительная штамповка; 12-окончательная штамповка.
Окончательный ручей имеет облойную канавку предназначенную для выхода в нее избытка металла (до 1030%) и создания сопротивления вытеканию металла из полости штампа. При этом реализуется схема всестороннего неравномерного сжатия, способствующая четкому заполнению сложной полости ручья штампа.
Методика расчета припусков и допусков, назначаемых при конструировании чертежа поковки, выбор заготовительных и штамповочных ручьев (предварительного и окончательного) и их расположение в штампе, расчет необходимой массы падающих частей штампа и др. параметров достаточно полно представлены в специальной литературе [4].
В крупных кузнечно-прессовых цехах эксплуатируются молоты с массой падающих частей до 25 тонн.
При штамповке изделий из алюминиевых сплавов имеющих тонкие ребра (крыльчатки, диски с ребрами и т.п.) используют высокоскоростные молоты со скоростью соударения частей штампа до 30 м/с.
На рис. 9 представлена поковка из алюминиевого сплава и конструкция штампа для высокоскоростного молота. При горячей штамповке с высокой скоростью деформирования выделяется дополнительное тепло и возможен перегрев металла. Поэтому нагрев проводят на 80-1500 С ниже, чем при штамповке на обычных молотах. Штамп перед штамповкой подогревают до 150-2500 С [4].
Рис. 9 .Закрытый штамп для высокоскоростного молота:
1-подпуансонная плита; 2-пуансонодержатель; 3-пуансон; 4-обойма матрицы; 5-секционная матрица; 6-подматричная плита; 7-центрирующая втулка; 8-подштамповая плита; 9-выталкиватель
5.5. Штамповка на винтовых прессах происходит при несколько меньших скоростях соударения половинок штампа (до 1 м/с). Обычно основная масса поковок изготавливается высадкой (стержневые детали с фланцами) и выдавливанием в закрытых штампах с неразъемной или разъемной матрицами. При наличии выталкивателей штамповочные уклоны выбирают от 0 до 20 . Винтовые прессы используют в мелкосерийном и серийном производстве. Наиболее успешно эксплуатируются гидровинтовые прессы силой до 60 МНГ [6000тс] (ВСМПО). Штампы крупных гидровинтовых прессов включают в себя системы электронагрева и системы водяного охлаждения
Конструкции штампов в зависимости от типа штампуемых изделий выполняются с направляющими колонками или без них.
На рис. 10 представлена конструкция универсального переналаживаемого штампа с комплексом сменных вставок 2, закрепляемых клиньями 6. Вставки устанавливаются в цилиндрических гнезда, выполненные в нижней 1 и верхней 3 плитах и опираются на промежуточные подкладные плитки 4. Вставки крепятся клиньями 6. Плита 3 крепиться к ползуну пресса с помощью штыря 5. Такие блоки устанавливают на прессах силой 0,4-2,5 МН [10].
Рис. 10. Универсальный переналаживаемый блок штампов с комплексом сменных вставок
5.6. Штамповка на кривошипных горяче-штамповочных прессах (КГШП).
По сравнению со штамповкой на молотах КГШП имеют ряд технологических и эксплуатационных преимуществ:
- поковки получают относительно высокую точность, особенно по высоте и имеют меньшие штамповочные уклоны благодаря наличию выталкивателей;
- производительность в среднем в 1,4 раза выше;
- благодаря тому, что КГШП относится к машинам статического действия на них успешно применяют автоматические перекладчики заготовок и штамповка полностью может быть автоматизирована.
К недостаткам относят меньшую универсальность в работе по сравнению с молотом, возможность заклинивания пресса при нарушении технологии (недогрев заготовок, большая чем расчетная масса заготовки и др.), более сложную конструкцию штампов. Невозможность использования протяжных и подкатных ручьев, компенсируется установкой в агрегате с прессом специальных ковочных вальцев. Эта же проблема успешно решается путем использования периодического проката.
Номенклатура поковок, получаемых на КГШП весьма представительна. Спектр поковок изготавливаемых из алюминиевых сплавов, например, в автомобилестроении, составляют поковки для ходовой части автомобиля (колеса, рычаги, подвески, корпуса поворотных подшипников,стоек подшипников,фланцев кардана,рычагов и тяг рулевого управления) [9].
Компоненты ходовой части автомобиля находятся в зоне активного контакта с окружающей средой и подвержены ее коррозионному воздействию. Поэтому в настоящее время для автомобильных поковок преимущественно используют алюминиевый сплав типа AlSiMgMn (европейское обозначение EN-AW6082), обладающий наряду с благоприятными прочностными характеристиками (в 310 МПа), хорошей деформируемостью и высокими антикоррозионными свойствами.
Таблица № 3
Типовые поковки, изготовляемые горячей объемной штамповкой
Разновидности форм поковок: 1-поковки с цапфой, с утолщением в средней части; 2-поковки с ободом, с утолщениями на концах; 3-поковки с цапфой и ободом, с комбинацией утолщений, изгибом; 4-поковки с отростком, с элементом ассиметрии; 5-поковка с вилками, с комбинацией отростков.
Типы поковок: I-кольца, фланцы, шестерни, крестовины; II-оси, валы, тяги, кулаки, цапфы, вилки; III-полые, валы, оси, цапфы, вилки; IV-рычаги, шатуны, тяги, коленчатые валы; V-оребренные перегородки, лонжероны, нервюры.
В таблице 3 представлены типовые поковки, которые могут быть изготовлены на КГШП, выпускаемые отечественной промышленностью (Воронежский завод тяжелых механических прессов) силой от 8 до 160 МН.
Штамповка ведется в открытых штампах с облойными канавками в окончательном штамповочном ручье или в закрытых штампах. На рис. 11 представлена конструкция типового штампа со вставками.
Рис. 11 . Блок (пакет) штампа КГШП:
1-вставки призматические
В отличие от облойной штамповки процесс безоблойной штамповки осуществляется в закрытых штампах, в конструкциях которых избыток металла вытекает в специальные компенсаторы. Основные схемы закрытого штампа с цельной и разъемной матрицей показаны на рис. 12.
Рис. 12. Схема закрытых штампов:

Большая группа поковок типа стаканов, стержней с утолщениями и фланцами из алюминиевых сплавов (рис. 13) изготавливается методами прямого (а), обратного (б и в), поперечного (г) и комбинированного (д) выдавливания.
Методом прямого выдавливания из кольцевого полуфабриката получают поковки типа фланца с развитой втулочной частью (рис.13г).
Рис. 13. Схемы выдавливания
Поперечное выдавливание предпочтительно вести на КГШП двойного действия. Отсутствие таких прессов, частично компенсируется использованием специальных штампов с горизонтальным разъемом матрицы рис.14.

Рис. 14. Закрытый штамп КГШП с горизонтальным разъемом
Такие штампы можно использовать для штамповки деталей типа тройников и крестовин. Запирание полости штампа осуществляется пружинным устройством 1. Пуансон 2 деформирует металл после того как верхняя и нижняя половинка штампа 4 и 5 сомкнуты. В предварительном ручье 3 производят осадку исходной заготовки.
Тарельчатые пружины прижимного устройства выбираются так, чтобы распорные силы при поперечном выдавливании не размыкали половинки матриц.
5.7. Особенностью штамповки на горизонтально-ковочных машинах (ГКМ) является наличие двух разъемов в штампе. В отличие от молотов и прессов на ГКМ штампуют менее разнообразные поковки. Однако благодаря разъему штампа в двух плоскостях, представляется возможным наряду с традиционными типами поковок (стержни с утолщениями, кольца, стаканы и др.) вести штамповку деталей типа тройников, т.е. с элементами поперечного выдавливания.
Такие технологические процессы возможны при использовании ГКМ с горизонтальным разъемом. При этом штучные заготовки могут перемещаться из ручья в ручей механизмами переноса в горизонтальной плоскости. Большие технологические возможности имеют машины с горизонтальным разъемом, выпускаемые Рязанским АООТ «Тяжпрессмаш».
Пластичные алюминиевые сплавы (АD31 и др.) могут штамповаться на ГКМ и в холодном состоянии (высадка стержневых деталей с фланцами, деформирование трубных заготовок и др.). Однако в большинстве случаев на ГКМ ведут штамповку с нагревом металла. При штамповке деталей типа стаканов основной операцией является прошивка.
На ГКМ можно осуществлять как прошивку с течением металла навстречу пуансону, так и с раздачей металла в стороны, в том числе и так, чтобы этот процесс не осложнялся осадкой и последующим течением навстречу пуансону.
Примером применения глубокой прошивки с течением металла навстречу пуансону может служить штамповка фланца патрубка из алюминиевого сплава АМг6 [13].
Патрубок штампуют (рис. 15) из круглой заготовки диаметром 110 мм и длиной 57+ 1 мм. Кромки выполнены с небольшими фасками под углом 450 .
|
Рис. 15. Штамповка патрубка с фланцем |
В центре на одном из торцов просверлено отверстие диаметром 14 мм, в которое вставляется оправка для переноса заготовки из ручья в ручей в процессе штамповки. Заготовку после нагрева штампуют в первом ручье, где за счет высадки образуется фланец 1 и происходит частичная прошивка. При этом металл вытекает также в кольцевой зазор между матрицей 2 и оправкой 3, вставленной в отверстие заготовки, смещая ее назад (по чертежу направо) и плотно охватывая, чем достигается надежное соединение заготовки с оправкой. Во втором ручье производится окончательная прошивка, а в третьем – пробивка (просечка) отверстия с выталкиванием оправки вместе и отходом 4 [13].
Схема прошивки на горизонтально-ковочной машине с течением металла только в стороны, без осложнения процесса элементом высадки и течением металла навстречу пуансону представлена на рис. 16, а
| Рис. 16 . Штамповка прошивкой |
Заготовкой служит отрезок прутка соответствующего объема с площадью поперечного сечения, равной кольцевой площади сечения поковки.
Для осуществления прошивки прежде всего необходимо высадить бурт А на переднем конце заготовки, вне зависимости от того, требуется ли он по чертежу поковки или нет. Этот бурт будет служить фиксирующим элементом при дальнейшей прошивке. Одновременно с высадкой в бурте следует выполнить наметку под дальнейшую прошивку. Диаметр бурта берут равным 1,1 диаметра поковки (Dб =1,1 d3 ), а длину – 0,3 этого диаметра. На следующем переходе производится прошивка. При этом в матрице следующего прошивного ручья предусмотрен участок Б, в котором располагается бурт А, препятствуя деформации заготовки в направлении прошивки. Конец заготовки с входящим в нем концом оправки для манипулирования помещается в упорном участке Г матрицы.
Следует отметить, что ГКМ с горизонтальным разъемом не требует использования оправки для переноса и удержания поковки.
5.8. Штамповка на гидравлических прессах.
5.8.1. Особенностями штамповки на гидравлических прессах является создание самых больших по сравнению с другими видами прессов деформирующих сил с обеспечением номинального усилия на протяжении всего рабочего хода.
Столы прессов больших габаритов имеют выдвижные гидравлические устройства для смены штампов мостовым краном.
Для гидравлических прессов характерна небольшая скорость деформирования, не превышающая 0,15-0,2 м/сек. Имеются гидропрессы силой 10000кН со скоростью рабочего хода до 0,4 м/сек.
Перечисленные особенности определяют область применения гидравлических прессов для горячей объемной штамповки следующих типов поковок:
- крупногабаритные поковки с ребрами типа панелей, рам, стоек, дисков;
- поковки типа стаканов с гладкими цилиндрическими стенками или стенками сложной формы (бурзамки, гильзы цилиндров и др.);
- поковки со сплошными и полыми отростками, расположенными в разных полостях (поковки типа втулки авиационного винта (см. приложение №3), ступенчатого вала, элементов соединения трубопроводов и др.);
- другие поковки, для которых экономически целесообразно применение оборудования с перечисленными выше особенностями.
5.8.2. Типовой технологический процесс штамповки состоит из следующих операций: нагрев, предварительная штамповка, обрезка заусенца, травление, зачистка дефектов, нагрев, окончательная штамповка, обрезка заусенца, правка, старение, травление контроль качества, сдача готового изделия [8]. Заготовки перед штамповкой нагревают до температуры 400-4600 С в предварительно разогретых конвейерных электропечах или в газовых печах конвейерного типа. В качестве технологической смазки рабочих поверхностей штампа и заготовки используют смесь графита с маслом Вапор-Т или с веретенным маслом в соотношении 1:2. Входящую в технологический процесс штамповки операцию обрезки заусенцев осуществляют в основном на ленточных пилах. Операции травления и последующей зачистки вызваны проникновением в тело поковки графита и остатков масла. Травление проводят в 25%-ном щелочном растворе с последующим осветлением в 15%-ном растворе азотной кислоты и промывкой. После окончательной штамповки и обрезки заусенца поковки подвергают отжигу или закалке в электропечах закаливания, а затем старению по определенному режиму в зависимости от типа алюминиевого сплава.
|
|
|
| I переход |
III переход |
| II переход |
|
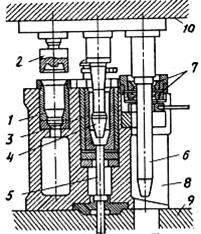
Рис. 17. Штамп для изготовления крупных поковок типа стаканов:
I – переход – осадка заготовки и наметка отверстия; II – переход – выдавливание поковки;
III – переход – протяжка (вытяжка с утонением).
5.8.3. На рис. 17 представлен штамп последовательного действия для изготовления крупной пустотелой поковки. К формообразующим деталям этого штампа относят матрицу 1, формирующий пуансон 2, матрицу 3 и пуансон 4 для выдавливания, выталкиватель 5, протяжной пуансон 6 и вытяжные кольца 7. Матрицы и кольца обычно размещают в литом корпусе 8, установленном на столе пресса 9, а пуансоны крепят к ползуну пресса 10. Матрицы и пуансоны крупных штампов такого типа оборудуют средствами охлаждения.
Перед штамповкой производят подогрев штампов с регламентированной скоростью во избежание возникновения термических напряжений. Время подогрева крупных штампов гидравлических прессов, имеющих массу до 15 т, достигает 6-8 ч.
Для уменьшения нагрева и пластической деформации поверхностного слоя гравюры применяют охлаждение штампов. Интенсивное охлаждение обеспечивают смазки на водяной основе. Кроме того, штампы охлаждают путем подачи воды, водовоздушной смеси или струи сжатого воздуха на гравюру; применяют также внутреннее водяное охлаждение с помощью специальных каналов и полостей в штампах.
Для изготовления крупных штамповых вставок при горячей штамповке на гидравлических прессах применяют хромоникелевые и хромомарганцевые стали марок 5ХНВ, 5ХНМ, 5ХГМ, 5ХГСВФ и т.п. Инструмент штампов гидравлических прессов, предназначенных для выдавливания, испытывающий при эксплуатации большие тепловые нагрузки, изготавливают из теплостойких высоковольфрамовых штамповых сталей марок 5Х3В3МФС, 4Х2В5ФМ, 3Х2В8Ф при отсутствии водяного охлаждения инструмента или из высоколегированных сталей (с 3-5% Cr) марок 4Х3ВМФ, 4Х4МВФС и 4Х5В2ФС при наличии водяного охлаждения инструмента.
5.9. Процессы изотермического деформирования отличаются от обычных, традиционных способов горячей штамповки тем, что формоизменение нагретой заготовки осуществляют в инструменте, нагретом до температуры деформации или близкой к ней.
Для изотермического деформирования применяют гидравлические прессы, преимущество которых заключается в возможности развивать большие силы деформирования (до 750 МН) при значительных величинах рабочих ходов и скоростях перемещения рабочего органа пресса (ползуна) от 0,015 до 0,4 м/сек. Для этой же цели можно использовать и другое оборудование, например, термопрессы.
По сравнению с обычной штамповкой на кривошипных прессах, при изотермической штамповке примерно в два раза снижаются удельные силы деформирования (менее 200МПа). Уменьшение напряжения течения особенно заметно при переходе в зону скоростей сверхпластической деформации. При этом заготовка должна иметь мелкозернистую структуру (менее 10 мкм).
Уменьшение силы деформирования позволяет использовать для изотермической штамповки менее мощное оборудование, экономить производственные площади и энергию. Это важно для получения крупногабаритных и сложных поковок типа дисков, цилиндров, панелей, колец, шпангоутов и др.
5.9.1.Классификация типовых представителей деталей рекомендуемых для изотермической штамповки дана в приложении № 7. В основу классификатора положен конструктивно-технологический принцип, т.е. детали разбиты на группы, объединенные общим конструктивным признаком и вполне определенными особенностями способа формообразования [4,8]. Там же по каждой группе деталей дается описание технологических приемов штамповки. Так, например, детали с тонкими ребрами и стенками характеризуются наличием сочетания полотна и достаточно высоких и тонких ребер. При этом во избежание возможного возникновения зажимов и утяжин (рис. 18) следует придерживаться определенных приемов и ограничений. Одним из способов качественного изготовления этого типа деталей и предотвращения утяжин является прием представленный на рис. 19, предусматривающий образование выступов в предварительном ручье штампа.
Рис.18. Схема образования Рис. 19. Предотвращение
утяжины утяжины
Одним из способов штамповки деталей типа панелей без подрезов и утяжин является последовательное, локальное деформирование металла с использование подкладной плиты перемещаемой после каждого хода ползуна пресса от участка к участку (рис. 20). Такой метод штамповки значительно снижает необходимые технологические усилия. Аналогичный прием используется и при секционной штамповке дисков. [4]
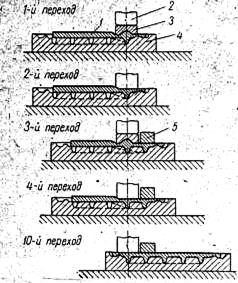
Рис. 20. Схема последовательной штамповки панели
![]()
5.9.2. В целях предотвращения сдвигов и повышения точности поковок окончательные штампы выполняют с направляющими по типам описанным для молотовых штампов. При штамповке крупногабаритных поковок (рис. 21), особенно с тонким полотном необходимо учитывать упругие деформации штампа, подштамповых плит и поперечин пресса, а также и перекосы вследствие обычно неизбежного эксцентриситета нагрузки [13].
Рис. 21. Крупногабаритные поковки
5.9.3. Штампы для изотермической штамповки имеют встроенные нагревательные устройства. Инструмент нагревают с помощью индукторов, элементами сопротивления или газовыми горелками.
Рис. 22. Схема установки для изотермической Рис. 23. Блок штампов
штамповки легких сплавов
На рис. 22 и 23 представлена схема установки типа УНВ-300 для нагрева штампа и блок штампов. Штампы-вставки 1 крепятся в верхней и нижней обоймах 2 блока клиньями 3. Обоймы установлены на опорных подштамповых плитах 4 и совместно с теплоизоляционными плитами 5 болтами прикреплены к водоохлаждающим плитам 6. Обоймы, штампы и подштамповые плиты нагреваются индукторами 7 токами промышленной частоты. Индукторы изготовлены из медной трубки квадратного сечения, изолированной стеклотканью и стеклопластиком. Снаружи индукторов размещены магнитопроводы 8, которые обеспечивают более равномерное распределение магнитного потока в нагревательных частях блока.
Между индукторами и обоймами установлены теплоизоляционные прокладки 9. В нижней половине блока имеется выталкиватель 10, действующий от гидроцилиндра выталкивающего механизмы пресса. Нагреваемые металлические детали блока изготовлены из стали 5ХНМ.
Температура нагрева рабочей зоны блока контролируется с помощью встроенных термопар ХК и регулируется терморегуляторами ПРС1-18.
В приложении № 8 представлены типовые схемы штампов со встроенными электронагревателями и характеристики установок различных моделей.
5.9.4. В целях предотвращения схватывания металла с поверхностью инструмента нагретого до 430-4000 С используют смазочный материал состоящий из чешуйчатого графита (15-20%) свинцового сурика (5-10%), технического талька (5-7%) и масла цилиндрового «Вапор-Т» [12].
5.9.5. Изотермическую штамповку на специальных термопрессах целесообразно применить для мелкосерийного изготовления деталей типа плоских и криволинейных панелей и замкнутых оболочек, с параллельными или ортоганальными ребрами. Этот относительно новый технологический процесс реализуется с использованием специальных «термических процессов». Размеры обрабатываемых деталей: диаметр обечайки 100-150 мм, высота 100-1500 мм, шаг ребра 10-200 мм, высота ребер 3-12 мм, ширина ребер 0,3-6 мм.
На рис. 24 представлена типовая поковка – обечайка с внутренними ребрами.
Рис. 24. Поковка, штампованная на термопрессе Рис. 25 . Схема термопресса
Схема термопресса приведена на рис. 25 . Пуансон, состоящий из стержня 1 и секторов 2, является основным рабочим инструментом, изменение температуры которого при нагреве создает силовое воздействие на заготовку. Материал пуансона – штамповая сталь 5ХНМ. Контейнер 3, изготовленный из того же материала, является массивным жестким телом, воспринимающим возникающую нагрузку. Температуру его во время всего цикла поддерживают постоянной. Подвод тепловой энергии обеспечивают встроенные элементы тепловых электрических нагревателей (ТЭН) [8]. Потери теплоты предотвращают теплоизоляционным кожухом 11, выполненным из стеклоткани. Термопресс изображен на рис. 25 в момент окончания процесса, когда рельеф штампуемой заготовки 4 полностью оформлен. Запорное устройство, выполненное в виде байонетного кольца 5, предотвращает осевое перемещение пуансона вместе с заготовкой. Система водоохлаждения 6 обеспечивает интенсивное охлаждение пуансона после окончания этапа деформирования, уменьшение его диаметра и, как следствие этого, ликвидацию созданного натяга (слив воды через трубу 9). Все узлы конструкции располагаются на опорной раме 8, которую можно установить на любом участке штамповочного цеха. Система регистрации температуры состоит из набора термоэлектрических преобразователей 10, установленных в различных зонах пуансона, контейнера и заготовки 4, и регистрирующей аппаратуры.
Типовой технологический процесс включает следующие операции: нагрев контейнера; сборку холодной заготовки и пуансона с контейнером; нагрев заготовки и пуансона до расчетной температуры; охлаждение пуансона, извлечение пуансона и заготовки из контейнера; отделение заготовки от пуансона. Известны и другие схемы технологического процесса, например, процесс, в котором сборку и разборку всех узлов проводят при температуре окружающей среды в цехе.
Для термоштамповки деталей из материалов АМг3, АМг6, 1420, ВАД-23 необходимо давление q=30+150 МПа при температуре окончания деформирования t=400+5000 С и скорости деформации = 106-2 +10-7 с-1 . При этом продолжительность штамповки =103 +105 с.
5.9.6. Новый способ тиксотропной штамповки алюминиевых сплавов с недендритной -структурой целесообразно вести на гидравлических прессах двойного действия. Слитки с такой структурой получают с использованием линейного электромагнитного перемешивания расплава в сочетании с высокой скоростью охлаждения металла в кристаллизаторе. Слитки разрезаются на штучные заготовки. Нагрев заготовок осуществляется в индукционном нагревателе до t0 =5900 С. При этой температуре металл находится в «Полужидком» состоянии (~40-60% жидкой фракции) и имеет тиксотропную характеристику, т.е. при приложении к нему усилия сдвига он переходит в жидкое состояние, показывая вязкость, как у жидкого алюминия. Диаметры слитков от 76 до 152 мм.
5.9.7. Штамповка сплавов в полужидком состоянии обеспечивает возможность получения точных изделий, в том числе тонкостенных (без захвата газовых включений, отсутствие литейных дефектов, меньшая усадочная пористость, хорошие механические свойства и свариваемость) (см. таблицу 3).
Кроме того, температура штамповки полужидкого металла на 1000 С ниже, чем температура литья под давлением, что позволяет уменьшить расход энергоресурсов, увеличить срок эксплуатации матриц, снизить продолжительность цикла и расширить возможности конструирования. В
В сравнении с жидкой штамповкой себестоимость поковок в 2-2,5 раза больше, поэтому тиксотропную штамповку следует применять только для поковок со сложной конфигурацией в штампах с разъемными матрицами (рис. 26).

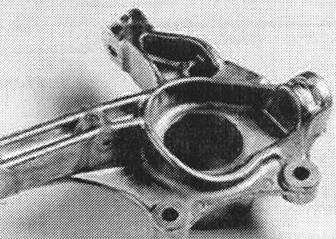
Рис. 26
Таблица № 4
Механические свойства изделий, полученных методом тиксотропной штамповки
| Химический состав сплава, % |
Марка сплава |
0,2 , МПа |
, МПа |
d, % |
| Al-7Si-0,3Mg |
А356 |
170 |
260 |
15 |
| Al-7Si-0,6Mg |
А357 |
210 |
275 |
10 |
| Al-6Si-1Cu-1Mg |
С355 |
225 |
320 |
7 |
| Al-6Cu-3Mg |
А319 |
225 |
310 |
3 |
| Al-17Si-4Cu-1Mg |
А390 |
- |
250 |
0,2 |
6. Холодная объемная штамповка.
6.1. Холодной объемной штамповкой (ХОШ) называют технологические операции обработки давлением, в процессе которых происходит оформление поковки (детали) в результате заполнения полости штампа деформируемым металлом при условии его полного упрочнения, что возможно при полном отсутствии явлений возврата или кристаллизации.
ХОШ по сравнению с горячей обеспечивает более высокую точность размеров (10-12-й квалитет в поперечном направлении и качество поверхности с параметром шероховатости Rа =0,040,16 мкм); улучшенные прочностные характеристики и повышенное качество изготовленных деталей; уменьшение отходов металла (КИМ может быть доведен до 0,98). ХОШ в массовом производстве легко поддается механизации и автоматизации (изготовление гаек, болтов, винтов, а также заклепочное и гвоздильное производство из сплавов В65 и др.). Наряду с метизами методами ХОШ можно изготавливать большую номенклатуру деталей общемашиностроительного применения. Фактор, ограничивающий применение холодной объемной штамповки – необходимость создания высоких удельных деформирующих сил, на пределе прочностных характеристик инструмента (2500 МПа и более).
Для осуществления ХОШ применяют разнообразное прессовое оборудование: холодновысадочные автоматы, механические и гидравлические прессы, раскатные и радиально-обжимные машины и др.
 5
5
6.2. В таблице 5 представлены основные операции ХОШ с указанием формул расчета относительных степеней деформаций. Кроме указанных операций используют специальные операции с локальным нагружением давящим инструментом. К этим операциям относят так называемые схемы радиальной и торцовой раскатки [8,14].
На рис. 27 представлена схема холодной продольной прокатки (раскатки) в неприводных калиброванных валках 2.
Рис. 27 .Схема продольной прокатки в неприводных валках
Валки вдавливаются в неподвижную заготовку 1 на участке одной из гантелей, после чего производится продольное протягивание либо проталкивание заготовки до участка второй гантели, реверс по команде конечного 3,4 выключателя и обратный проход. Затем валки разводятся, заготовка поворачивается на 900 , валки вновь вдавливаются на том же участке и производится следующий проход. За ряд двойных проходов с поворотами заготовки по определенной программе формируется цилиндрический стержень меньшего диаметра и гантели заготовки. Малые значения сил трения и большой охват заготовки калибром валков обеспечивают благоприятную схему напряженного состояния в очаге деформации с преобладанием сжимающих напряжений. Это позволяет производить значительные (до 80% и более) обжатия при прокатке заготовок широкой номенклатуры из алюминиевых сплавов (АМг3, АDЗ1 и др.). Схема торцовой раскатки представлена на рис. 29 (б)
Рис. 28. Схемы деформирования сферодвижной Рис. 29. Схемы продольной (а) и торцовой (б) раскатки
штамповкой 1-неприводные валки; 2-заготовка; 3-захват; 4-упор;
5-конечный выключатель
6.3. Весьма эффективными являются локальные нагружения при так называемой сферодвижной штамповке. Штамповка осуществляется рабочим подвижным инструментом (пуансоном или матрицей), совершающим круговые колебательные движения (обкатывание) и вертикальное поступательное движение (рис. 28).
Этот процесс применяется для получения сложных деталей с тонкими фланцами. Площадь соприкосновения инструмента с заготовкой составляет 0,15-0,25 площади ее поперечного сечения. Общее технологическое усилие уменьшается в 10-15 раз по сравнению с традиционными операциями ХОШ. Степени деформации ограничены технологическими возможностями материала.
К схемам с локальным нагружением относят процесс ротационного выдавливания на машинах типа СРГ, конструкции САВМА.
Рис. 30 иллюстрирует технологию ротационного выдавливания (вытяжки) поковки типа стакана с фасонным днищем. Формообразование стенок стакана производится роликами, которые вдавливаются с помощью гидропривода и перемещаются вдоль образующей цилиндра по заданной программе.

Рис. 30. Комплексный технологический процесс изготовления детали «Корпус с фланцем»
6.4. Большое разнообразие деталей, которые могут быть получены методами ХОШ следует выделить в несколько групп:
- метизы (болты, гайки, винты, заклепки, гвозди и т.п.), штампуемые в массовом производстве на холодновысадочных автоматах; основными сплавами при этом являются В63, АD31, АМг2, АМг3, АМг4, АМг5 и другие пластичные сплавы (%=1520%);
- общемашиностроительные детали небольших габаритов и масс (до 3 кг) (рис.3);
- детали типа втулок и длинномерных цилиндров с соотношением внутреннего диаметра (d) к высоте (Н) до 0,1;
- фланцы (типа воротниковых) с развитой втулочной частью.
6.5. Специфика производства деталей типа втулок и цилиндров с Н 10d связана с необходимостью применения удаляемых проталкиванием оправок.
При этом основным видом заготовок для схем выдавливания с использованием плавающих оправок являются трубы.
Возможности использования трубных заготовок значительно расширяются, если применить при прямом выдавливании свободные, незакрепленные в пуансоне оправки. Оправка, оформляющая внутреннюю поверхность поковки, выполняется отдельно от пуансона и в процессе выдавливания самоустанавливается в осевом и радиальном направлениях.
На рис. 31 представлены схемы выдавливания с использованием плавающей оправки (а), закрепленной в пуансоне (б), плавающей оправки и противопуансона (в), а в таблице № 5 классификатор поковок, изготавливаемых выдавливанием на плавающих оправках с последующей высадкой, обжимом и раздачей.
Рис. 31. Схема выдавливания с помощью плавающей оправки.
Таким образом, способ прямого выдавливания, основанный на использовании незакрепленных в пуансоне (плавающей) удаляемой проталкиванием оправки, позволяет значительно расширить технологические возможности процесса холодного выдавливания и использовать его для изготовления большего числа изделий типа высоких втулок (Н/d 10), полых роликов, втулок, цилиндрических гильз и т.п. изделий.
На рис. 32 представлен двухпозиционный штамп для выдавливания деталей типа втулок с использованием плавающей оправки.
Штамп имеет верхнюю 1 и нижнюю 12 плиты. В верхней плите перемещается пневмоцилиндром 2 блок пуансонов 5 с пуансоном для выдавливания 10 и с плавающей оправкой 9 и пуансоном 6 для проталкивания выдавленного изделия 7. Исходные заготовки 4 перемещаются в матрицу для штамповки 8 шибером 3. Оправку 9 предварительно устанавливают в обойме 11, откуда ее захватывают пуансоном 10, благодаря наличию конусных поверхностей с углами самоторможения.
В штампе за два хода ползуна пресса выдавливают одну деталь.
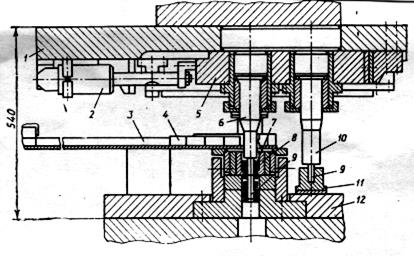
Рис. 32 . Штамп для выдавливания деталей типа втулок и роликов
а) б)
Рис. 33. Схема прямого выдавливания (а) и высадки фланца (б)
На рис. 33 представлена схема выдавливания и высадки детали типа фланца с цилиндрической частью с конечной толщиной стенки S.
Исходная трубная заготовка, основываясь на допустимых параметрах выдавливания и последующей высадки, будет иметь толщину 2S. В этом случае в первом штампе осуществляется выдавливание цилиндрической части, а во втором, высадка фланца. Объем фланца определяется допустимой высотой высаживаемой частью трубы равной 4S.Единая для двух штампов оправка удаляется в третьем штампе методом проталкивания.
Используя плавающие оправки, номенклатура деталей получаемая по описанной технологии представлена в таблице 6.
Таблица № 6
6.6. Гидромеханическое выдавливание стержневых поковок из малопластичных
алюминиевых сплавов.
6.6.1. Гидромеханическое выдавливание, основанное на использовании жидкостей высокого давления для создания схем всестороннего неравномерного сжатия, что способствует повышению пластичности штампуемого материала, значительно расширяет технологические возможности холодной объемной штамповки деталей из малопластичных сплавов.
К малопластичным сплавам, характеризующиеся малой величиной удлинения (6%), относят недеформируемые литейные алюминиевые сплавы, спеченные порошковые полуфабрикаты и др. Технологические возможности переработки этих материалов традиционными методами (литье, порошковая металлургия) ограничены, в частности, не могут быть получены изделия с тонкими стенками, длинными тонкими стержнями и т.д. Холодная объемная штамповка (ХОШ) полуфабрикатов из малопластичных материалов позволяет сократить объем их механической обработки при одновременном повышении качества изделия (снижение остаточной пористости, повышение прочностных характеристик вследствие деформационного упрочнения и т.д.).
6.6.2. Ряд литейных алюминиевых сплавов в холодном состоянии могут быть продеформированы без нарушения сплошности только при малых степенях относительной деформации 30%.
Большие деформации возможны только при всестороннем неравномерном сжатии. Например, литейный сплав АК7 (=7%,=12%) деформируют при 0,8 в специальных установках (штампах) для гидромеханического выдавливания.
На рис. 34 представлены схема гидромеханического устройства с саморегулированием давления в рабочей камере.
Особенность устройства – возможность саморегулирования давления в рабочей камере благодаря свободному перемещению бандажированной матрицы 2 по плунжеру 5. Величина противодавления рпд пропорциональна величине удельного усилия деформирования:
рпд = рд F1 /F2 ,
где рд - удельное усилие деформирования; F1 , F2 – площади поперечного сечения приемного контейнера матрицы и плунжера соответственно.
Поковка удаляется из устройства рабочей жидкостью путем силового перемещения матрицы гидроцилиндрами 7 в направлении деформирования.
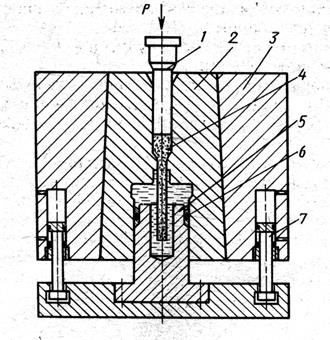
Рис. 34. Схема гидромеханического устройства с саморегулирование давления в рабочей камере: 1-пуансон; 2-матрица: 3-бандаж; 4-поковка; 5-плунжер; 6-уплотнение; 7-гидроцилиндр
По аналогичной схеме прямого выдавливания, представляется возможным получить из кольцевых полуфабрикатов детали типа тонкостенных втулок с фланцами. При этом используется плавающая удаляемая оправка.
Удельные силы противодавления, блокирующие растягивающее напряжение в зоне нижнего торца поковки стержневого типа должны быть в пределах 1-1,2 в .
7. Термообработка поковок.
7.1. Поковки из высокопрочных алюминиевых сплавов перед дальнейшей механообработкой подвергают закалке и естественному или искусственному старению по определенному режиму.
Типичные режимы упрочняющей термической обработки поковок из наиболее распространенных марок алюминиевых сплавов представлены в таблице 7.
Таблица № 7
| Сплав |
Температура под закалку |
Старение |
Обозначение |
|
| температура старения 0 С |
выдержка, с |
|||
| АД31 |
515-530 |
комнатная 160-170 |
240-300 10-12 |
Т Т1 |
| AД33 |
515-530 |
комнатная 160-170 |
240-360 10-12 |
Т Т1 |
| Д1 |
495-510 |
комнатная |
96 |
Т |
| Д16 |
485-503 |
185-195 |
11-13 |
Т1 |
| АК6 |
515-525 |
комнатная |
96 |
Т |
| АК6-1 |
515-525 |
150-165 |
6-15 |
Т1 |
| АК4 |
525-535 |
165-180 |
10-16 |
Т1 |
| В95пч |
465-475 |
135-145 175-185 |
15-17 8-18 |
Т1 Т3 |
7.1. Для холодной объемной штамповки исходные заготовки из труднодеформируемых сплавов (Д16, АК6, АК4, В95) подвергают отжигу при температурах 380-4200 С с выдержкой 10-16мин.
Отожженные полуфабрикаты обозначают буквой М (Д16М, АК6М и т.д.).
7.2. С целью повышения механических характеристик у поковок из нетермоупрочняемых сплавов (АМг2, АМг3-АМг6), они поставляются в нагартованном состоянии после ХОШ и не подвергаются отжигу.
При этом штамповка ведется в горячем состоянии при больших степенях деформаций, а нагартовка происходит за счет окончательной доштамповки в холодном состоянии в пределах допустимых деформаций.
8. Штамповка кристаллизующегося металла (жидкая штамповка).
8.1. Штамповка жидкого металла (литье с кристаллизацией под давлением, прессование из расплава, жидкая штамповка) – процесс получения поковок, при котором на порцию залитого в матрицу открытой пресс-формы (штампа) расплава оказывает давление пуансон до полного затвердевания металла.
Особенностью деталей, изготавливаемых жидкой штамповкой, является отсутствие прибылей и литниковых систем. Поэтому технологический процесс проектируется таким образом, чтобы исключить появление в поковках усадочных дефектов.
Как известно, при кристаллизации сплавов объем уменьшается на 3-5%. Поэтому зачастую в конце штамповки с помощью противопуансона производят подпрессовку – дополнительную деформацию охлажденного до 350-4000 С металла (рис.35).
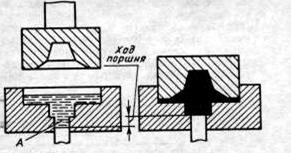
Рис. 35. Схема пуансонного прессования с нижней подпрессовкой
Рис. 36. Чертежи корпуса (я) и крышек (б):
1...9 — точки измерения твердости в сечениях I, II, III
8.2. Примером жидкой штамповки является корпус и крышки электроприбора (рис. 36). В корпусе имеются бобышки; в каждой крышке по всему контуру прилегания к корпусу предусмотрен паз для установки резинового уплотнения. Штамповка ведется на гидравлическом прессе силой 1600кН [15].
Технологический процесс состоит из следующих этапов:
- заливка расплава в предварительно нагретую матрицу (температура расплава 770-800-0 С, что выше температуры плавления на 50…1000 С);
- выдержка (вынужденная) расплава в течение нескольких секунд до приложения давления (время выдержки зависит от скорости холостого хода ползуна пресса);
- формообразование отливки путем выдавливания расплава в закрытые полости (стенки корпуса) при давлении 80120 МПа;
- выдержка затвердевающей отливки под давлением; время выдержки до 10 сек;
- извлечение отливки из прессформы.
В штампе зазор между пуансоном и матрицей составляет 0,15 мм. Выступающая часть пуансона, оформляющая внутреннюю полость отливки, выполнена конусообразной с углом конуса 50 .
Штамп подогревается до 250-2800 С. При достаточно высоком темпе штамповки для поддержания постоянной температуры в штампе предусматривается система водяного охлаждения.
Штамповка корпуса и крышек ведется из сплава типа АК7. Твердость металла в зоне дна корпуса равна 105НВ.
На рис. 37 представлена поковка типа «чашка» из сплава АК12М массой 0,17 кг с наружным диаметром 93 мм, полученная жидкой штамповкой на гидравлическом прессе1600 кН.
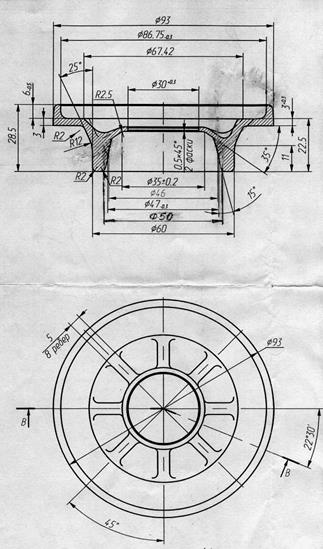
Рис. 37. Чертеж поковки «чашка»
При массовом производстве таких поковок необходимо решить проблему дозированной подачи расплава с темпом штамповки до 200 штук в час с использованием многопозиционных штампов или роторных линий.
Конструкции штампов для жидкой штамповки широко представлены в специальной литературе [8,10].
В ряде случаев жидкой штамповкой получают детали типа тормозного барабана со встроенной в него чугунной вставкой.
9. Компьютерное моделирование технологических процессов штамповки.
9.1. Традиционная схема разработки технологического процесса объемной штамповки включает в себя ряд этапов и как правило опытную штамповку с дальнейшей корректировкой технологии. Применение компьютерного моделирования позволяет уменьшить объем работ при технологической подготовке производства (при разработке чертежа поковки, изготовлении штампа, корректировки штампов) в несколько раз.
В настоящее время для этой цели может использоваться конечно-элементная система QFORM2D/3D [11] и др.
Основной особенностью системы является:
-объединение двухмерного и трехмерного моделирования в одной программе;
- программа автоматически строит конечно-элементную сетку на поверхности и в объеме штампов и заготовки и перестраивает ее в процессе решения;
- возможность получения достаточно точной картины течения металла при изотермической штамповке деталей.
9.2. Примером эффективного использования системы QFORM2D/3D является технологическая подготовка производства детали «Корпус» (рис. 5 и рис. 38).

Рис. 38. Эскиз поковки корпуса
Технологические переходы изотермического выдавливания поковки представлены на рис. 39.
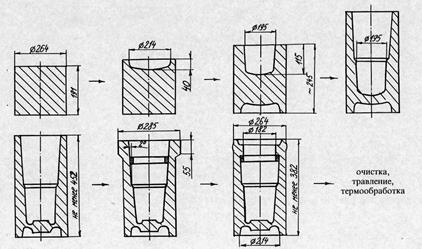
Рис. 39. Переходы изотермического выдавливания корпуса
Для поперечного выдавливания внутреннего штангоута было использовано технологическое кольцо из более дешевого алюминиевого сплава удаляемого затем резанием.
С помощью компьютерной программы удалось подобрать рациональный радиус перехода (R25) от вертикальной стенки в донной части корпуса.
Ранее запроектированный конструкторами радиус R=10 мм, оказался неприемлемым из-за возможного образования зажима.
Компьютерная программа позволила также установить характер и величины сопротивления деформации при комбинированном выдавливании «Корпуса» (рис. 38).
Таким образом, результаты, полученные с помощью имитационного моделирования с использованием программы «QFORM», дают возможность оценить условия протекания процесса с высокой точностью. При этом возможно изменение геометрических параметров инструмента и режимов штамповки практически без затрат на переточку и изготовление новой оснастки. Затраты же на установку программного продукта «QFORM» невелики и быстро окупятся за счет экономии при отработке технологии.
10. Рекомендации по созданию участков точной объемной штамповки в мелкосерийном и серийном производстве.
10.1. Реализация принципов групповой обработки.
Основным условием создания участка точной объемной штамповки является разрешение противоречия между малой партийностью изготавливаемых деталей и высокой производительностью прессового оборудования. Это противоречие может быть преодолено организацией группового метода производства поковок, основанного на реализации следующих принципов:
- единицей группирования принята деталеоперация, которая может быть подвергнута дроблению;
- группирование осуществляют путем комплектования деталеопераций и ведется по общности оборудования и технологической оснастки (штампов) на основе рационализации загрузки оборудования.;
- наполняемость групп и их увеличение осуществляется на основании предпроектных исследований, направленных на создание новых и совершенствование известных технологических процессов;
- расширение номенклатуры штампуемых сплавов обеспечивают в результате пересмотра всей заготовительной базы предприятия в сторону повышения доли штампуемых деталей и изготовления их по кооперации;
- число деталей, запускаемых в производство, определяется на основе экономического расчета с учетом минимума переналадок, затрат на складирование и расходов на незавершенное производство;
Группирование деталеопераций должно проводится с целью сокращения трудоемкости проектирования и разработки технологии, проектирования и изготовления штампов, снижения амортизационных расходов, снижения трудозатрат при штамповке. Только групповой метод обработки позволяет приблизить все виды затрат к уровню, достигаемому в массовом производстве.
Многовариантность технологических маршрутов пластического деформирования предопределяет возможность варьирования загрузкой прессового оборудования. Поэтому группирование следует проводить по общности оборудования и штамповой оснастки с использованием автоматизированной системы загрузки оборудования.
10.2. В качестве иллюстрации изложенных принципов группирования и структурной схемы групповой обработки рассмотрим организацию групповой штамповки (холодной и горячей) на небольшом участке, состоящем из двух кривошипно-коленных прессов с разными номинальными технологическими усилиями (например, Р=2500кН и Р=4000кН), рис. 40.
Этот участок имеет подразделение подготовки заготовок, на котором производится отрезка штучных заготовок, осадка (в необходимых случаях) и отжиг.
Между двумя прессами предусмотрена установка одного нагревательного устройства, позволяющего в ряде случаев (при горячей штамповке труднодеформируемых алюминиевых сплавов) увеличить наполняемость групп штампуемых деталей в холодном состоянии.
На представленной схеме группирование ведется на двух уровнях: на уровне технологической оснастки и оборудования. При этом группируются не детали, а деталеоперации.
Группирование деталеопераций по общности технологической оснастки предусматривает использование различных быстросменных рабочих наладок, устанавливаемых на одном из унифицированных штампов, принадлежащих одному из прессов.
Например, один штамп предназначен для штамповки втулок и т.п. изделий, штампуемых на провал, имеет сквозное отверстие в нижней плите (на нем же проводят и вытяжку с утонением), а второй предназначен для штамповки деталей типа стаканов, стержневых и т.п. изделий и имеет нижний выталкиватель.
Рис. 40. Структурная схема групповой штамповки деталей на типовом участке ХОШ
На схеме представлены различные технологические маршруты штамповки: К1 , К2 ,К3 , К5 , …, Кn .
Так, например, по маршруту К1 заготовка поступает на пресс 1 и проходит только одну штамповочную операцию, после чего поступает как готовая поковка на механообработку. По маршруту К2 заготовка превращается в готовую поковку после штамповке на прессе 1, а затем на прессе 2.
По маршруту К3 после штамповки на прессе 1 полуфабрикат подвергается нагреву, а затем окончательную поковку получают горячей штамповкой на прессе 2.
По маршруту К5 поковку получают последовательно после первой операции на прессе 2 и второй операции на том же прессе, но после промежуточного отжига на участке подготовки заготовок.
Таким образом, специфика группирования заключается в группировании деталеопераций, число которых для одной детали может быть от 1 до 3-4 и более в зависимости от сложности поковки и технологических возможностей оборудования.
Для поковок малых партий число деталеопераций рекомендуется уменьшать за счет назначения напусков, т.е. за счет упрощения конфигурации детали. Увеличение расхода металла на поковку при этом компенсируется сокращением расхода инструментальных сталей на рабочие наладки. Задачу эту следует решать с помощью машинного расчета себестоимости при ТПГП.
При группировании необходимо рассматривать возможность производства комплексных и комплектных поковок.
Из комплексной поковки можно получить одну из нескольких возможных деталей, примерно равновеликих по объему и геометрии. При этом число деталей NД равно числу поковок NП .
Из комплектной поковки можно получить две или три детали. Дополнительные трудозатраты на разделение деталей механообработкой компенсируется за счет унификации заготовок.
Варьируя объемы исходных заготовок при одинаковом D и разных h в одной рабочей наладке, за счет регулирования закрытой высоты штампа можно получить обратным выдавливанием группу деталей типа стакан с различными высотами донной и цилиндрической частей. Таким образом, в данном случае можно говорить о группировании в пределах одной рабочей наладки.
Многообразие приемов группирования, подбора сочетаний различных операций позволяет, в конечном счете, только на одном прессе осуществить в течение года штамповку нескольких сот наименований деталей общим объемом в несколько сотен тысяч штук.
Описанный выше подход к методике группирования деталей обеспечит необходимую (полноценную) загрузку высокопроизводительного прессового оборудования только после осуществления комплекса мероприятий и способов, направленных на значительное увеличение номенклатуры деталей, штампуемых групповыми методами на одном или группе прессов, позволяющих решить проблему загрузки участка.
Литература
1. Артес А.Э. «Проблемы повышения качества структуры заготовительной базы машиностроения». // Кузнечно-штамповочное производство. 2002, № 5, с. 36-39.
2. Алюминиевые сплавы. Перевод с нем. Под редакцией М.Е. Дрица и Л.Х. Райтбарга. М. «Металлургия». 1979, 679 с.
3. Эскин Г.И., Панов Е.И. «Влияние поперечно-винтовой прокатки на структуру и свойства заэвтектических силуминов разной шихтовой основы»// Цветные металлы. 2002, №9 с. 85-89.
4. «Ковка и штамповка». Справочник в 4 томах. Под редакцией Е.И.Семенова. М. «Машиностроение» 1986, том II, 592 с; том III, 384 с.
5. Справочник по алюминиевым сплавам. Под редакцией В.И. Елагина. ВИЛС 1978, 132 с.
6. Эпельфельд А.В. «Технология и оборудование микродугового оксидирования (МДО)». // Квалификация и качество. М. АСМС. 2002, № 4, с. 33-37.
7. Федоров М. Алюминий и алюминиевые полуфабрикаты на внутреннем рынке. //Металлоснабжение и сбыт. 2002, № 6, с. 86-91.
8. Машиностроение. Энциклопедия/ред. совет: К.В. Фролов (пред.) и др.
-М.; Машиностроение. Технология заготовительных производств. Том III-2 1996-736 с.
9. Федоркевич В.Ф., Дибнер Ю.А. «Особенности штамповки поковок из алюминиевых сплавов на кривошипных горячештамповочных прессах»// Кузнечно-штамповочное производство 2003, №10 с. 16, 25-28.
10. Семенов Е.И. «Технология и оборудование ковки и горячей штамповки»- М. Машиностроение 1999, 383 с.
11. Стебунов С.А. и др. «Разработка малоотходной технологии изотермической штамповки деталей из алюминиевых сплавов».// Кузнечно-штамповочное производство 2002, №11 с. 37-40.
12. Нестеров В.С. и др. «Точная объемная изотермическая штамповка алюминиевых и магниевых сплавов».// Кузнечно-штамповочное производство 1989, №5 с. 17-19.
13. Сторожев М.В., Середин П.И., Кирсанова С.Б. «Технология ковки и горячей штамповки цветных металлов и сплавов». М. «Высшая школа». 1967, 350 с.
14. Семибратов Г.Г., Агасьянц Г.А., Зубер Д.Л. «Прогрессивная технология и специальное оборудование для холодной продольной прокатки длинномерных ступенчатых заготовок переменного сечения».// Кузнечно-штамповочное производство, 2002, №5 с. 40-43.
15. Лыжников Е.И., Гришин А.В., Гришин В.В. «Разработка технологического процесса и оснастки для изготовления изделий штамповкой из жидкого металла».//Кузнечно-штамповочное производство 2002, №5 с. 17-20.
16. Аюпов Т.Х., Савков Е.Д., Серов Е.С., Бенедиктов И.А. «Изотермическая штамповка алюминиевых корпусных деталей с внутренним шпангоутом».//Кузнечно-штамповочное производство.2000, №11, с. 25-28.
Приложение № 1
МЕХАНИЧЕСКИЕ СВОЙСТВА АЛЮМИНИЕВЫХ СПЛАВОВ
ПРИ КОМНАТНОЙ ТЕМПЕРАТУРЕ
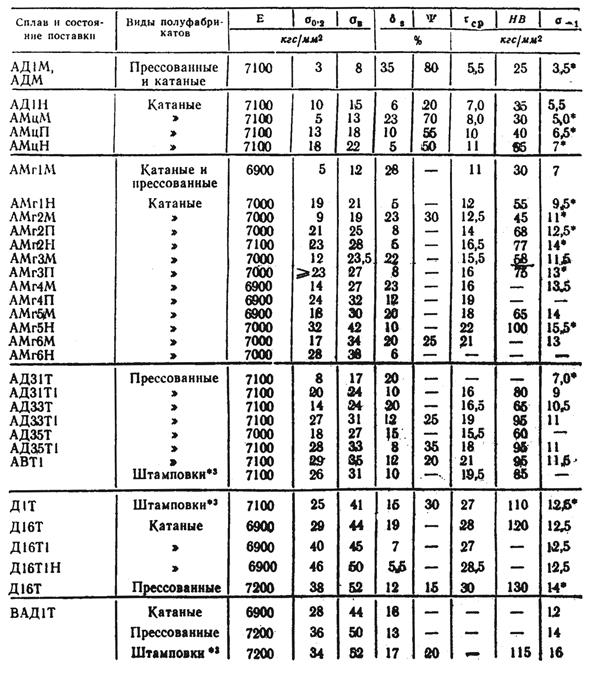
Приложение № 2
Таблица № 1
Типичные механические свойства деформированных полуфабрикатов из новых сплавов системы Al-Mg-Sc и традиционных сплавов системы Al-Mg
| Система |
Сплав |
Среднее содержание |
sв , МПа |
s0,2 , МПа |
d, % |
| Аl- Mg |
Амг1 |
Аl- 1,1 5Mg |
120 |
50 |
28 |
| Аl- Mg-Sc |
01515 |
Al-l,15Mg-0,3 Sc-0,1 Zr |
250 |
160 |
16 |
| Аl- Mg |
Амг2 |
Al-2,2Mg-0,4Mn |
190 |
90 |
23 |
| АмгЗ |
Al-3,5Mg-0,45Mn-0,65Si |
235 |
120 |
22 |
|
| Аl- Mg-Sc |
01523 |
Al-2,lMg-0,3 Sc-0,1 5 Zr |
270 |
200 |
16 |
| Аl- Mg |
Амг4 |
Al-4,2Mg-0,65Mn-0,06Ti |
270 |
140 |
23 |
| Аl- Mg-Sc |
01535 |
Al-4,2Mg-0,3 Sc-0,1 Zr |
360 |
280 |
20 |
| Аl- Mg |
Амг5 |
Al-5,3Mg-0,55Mn-0,06Ti |
300 |
170 |
20 |
| Аl- Mg-Sc |
01545 |
Al-5,2Mg-0,3 Sc-0,1 Zr |
380 |
290 |
16 |
| Аl- Mg |
Амгб |
Al-6,3Mg-0,65Mn-0,06Ti |
340 |
180 |
20 |
| Аl- Mg-Sc |
01570 |
Al-5,8Mg-0,4Mn-0,25Sc-0,lZr |
400 |
300 |
15 |
| 01571 |
Al-6,3Mg-0,35Sc-0,l Cr-0,lZr |
400 |
300 |
15 |
|
| Пимечание. Даны механические свойства в горяче-деформированном или отоженном состояниях. |
|||||
Приложение № 3
Производство штампованных дисков автомобильных колес на КУМЗе.
Имея 60-летний опыт работы в авиационной промышленности, Каменск-Уральский металлургический завод использует самые современные технологии в производстве автомобильных колес для грузовых и легковых автомобилей. Колеса изготавливаются методом горячей объемной штамповки, в результате чего изделия получают однородную структуру без дефектов, присущих литым колесам. Это позволяет после проведения термической обработки получить максимально возможные механические характеристики, что благоприятно влияет на потребительские качества штампованных дисков автомобильных колес.
Преимуществом использования штампованных колес являются увеличение срока эксплуатации деталей подвески, плавность хода автомобиля и экономия топлива в момент разгона и торможения.
Завод производит автомобильные колеса из алюминиевых сплавов с высоким удельными механическими свойствами как по российским, так и по американским стандартам.
В настоящее время идут работы по освоению новых типоразмеров – 16”, 17”, 18” – и грузовых колес с постоянным совершенствованием технологии производства.
Производство колес подвергалось технологическому аудиту компанией «ALCOA» («Алюминиевой Корпорацией Америки») и получило положительное заключение. В период с 1994 по 2000 гг. ОАО «КУМЗ» поставил «ALCOA» более 100 000 штук штампованных заготовок колес для большегрузных автомобилей.
Начиная с 1990 года разработаны и внедрены более 20 видов колес разных типов и размеров.
ОАО «Каменск-Уральский металлургический завод» может поставлять автомобильные и мотоциклетные колеса из алюминиевых и магниевых сплавов в виде штампованных термообработанных поковок с частичной или полной механической обработкой, а так же в виде готовых изделий с высоким качеством финишной отделки.
Приложение №4
Кузнечно-штамповочное производство КУМЗа.
Кузнечно-штамповочное производство расположено на территории двух корпусов, общая площадь составляет 47000 м2 . Цехи оснащены кузнечным и штамповочным оборудованием:
- гидравлическими вертикальными штамповочными прессами усилием:
1250т.с., 5000т.с. – по 2 ед.;
10000т.с., 15000т.с., 30000т.с. – по 1 ед.;
- гидравлическим ковочным прессом усилием 6000 т.с. – 1 ед.;
- радикально-прокатным станом.
Для выполнения подготовительных операций цехи имеют горизонтальные гидравлические прессы усилием:
3500т.с.; 5000т.с.; 12000т.с. – по 1 ед.
Исходные слитки перед прессованием нагревают в индукционных электрических печах, перед операциями ковки и штамповки – в электропечах с принудительной циркуляцией воздуха, обеспечивающих нагрев в заданном температурном интервале.
Вспомогательное оборудование для разделки и подготовки заготовок и термообработки готовых полуфабрикатов имеет в своем составе:
- фрезерно-отрезные полуавтоматические станки;
- ленточные пилы;
- соляные ванны для закалки;
- электрические печи для закалки и старения;
- механические и гидравлические прессы для обрезки облоя и прошивки;
- травильные отделения для осветления.
ОАО «КУМЗ» выпускает кузнечную продукцию:
- штампованные заготовки площадью проекции от 100 до 12500см2 , массой от 0,1кг до 1500кг;
- кольцевые заготовки диаметром до 4500мм, высотой до 600мм, массой до 3000кг;
в том числе:
- детали фюзеляжа и крыльев самолетов;
- шпангоуты летательных аппаратов;
- барабаны и реборды самолетных колес;
- лопасти самолетных винтов;
- турбинные лопатки;
- штампованные обечайки;
- поршни двигателей внутреннего сгорания;
- рычаги автомобильных подвесок;
- буксы железнодорожных колесных пар;
- автомобильные колеса.
ОАО «КУМЗ» выпускает более 1500 наименований штампованных поковок, 1200 типоразмеров поковок, 1600 наименований кольцевых заготовок из 70 марок алюминиевых и магниевых сплавов по стандартам Российской Федерации согласно ОСТ 1 90073-85 «Штамповки и поковки из алюминиевых сплавов» и ТУ 1 92-147-89 «Поковки кованные и штампованные из магниевых сплавов».
Производство этой продукции сертифицировано германской фирмой «TV», а производство штамповок автомобильных колес фирмой «Alcoa» (США).
Имеется техническая возможность для производства штампованных поковок по стандартам BS 1472; DIN 1749, AMS 4127G, ASTM B 247-95а, ASTM B 91-97.
Приложение № 5
Технология и оборудование
микродугового оксидирования (МДО)
Микродуговое оксидирование - МДО - один из наиболее перспективных видов поверхностной обработки, получающий в последнее время все более широкое распространение для получения многофункциональных покрытий, находящих применение в самых различных отраслях промышленности. [4].
Данный вид обработки относится к электрохимическим процессам, но его отличительной особенностью является использование энергии электрических микроразрядов в электролите на поверхности обрабатываемых изделий для получения особых свойств покрытий. Это позволяет получать керамикоподобные покрытия с регулируемыми в широком диапазоне составом, структурой и свойствами и использовать их в качестве износо- и коррозионно-стойких, электроизоляционных и теплостойких, а также как декоративные покрытия.
Микродуговое оксидирование берет свое начало от традиционного анодирования, однако имеет ряд существенных отличий от него, а именно: процесс ведется при напряжениях на порядок выше (до 1000 В); используются в основном не постоянный, а переменный и импульсный токи; применяются в основном не кислотные, а слабощелочные электролиты.
К характерным особенностям процесса МДО можно отнести высокие температуры в разрядных каналах и, как следствие, образование высокотемпературных фаз в покрытии, например, твердого a-АL2O3 - корунда - для алюминиевых сплавов; термическую деструкцию воды с образованием атомарного и ионизированного кислорода; локальное увеличение концентрации электролита и специфические плазмохимические реакции в зоне разряда; локальную последовательную переработку в разряде оксидов, сформированные электрохимическим путем.
Свойства МДО-покрытий определяются их составом и структурой, которые, в свою очередь, зависят от материала основы, состава электролита и режима обработки. Для МДО-покрытий, получаемых на алюминиевых сплавах, можно привести некоторые данные:
- толщина - до 400мкм.
- твердость по шкале Мооса - 8-9
- микротвердость - до 2500 кг/мм2
- пробойное напряжение - до 6000 В.
- теплостойкость - выдерживает тепловой
удар до 2500°С
- коррозионная стойкость - 1-й балл (высший) по
десятибалльной шкале.
- износостойкость - на уровне твердых
сплавов.
- пористость - от 2 до 50%
(регулируемая).
Оборудование для микродугового оксидирования весьма разнообразно и, в зависимости от назначения, может иметь конденсаторные, трансформаторные, тиристорные и некоторые другие виды источников питания. Например, установка МДО-200 конденсаторного типа с единовременной загрузкой до 50 дм2 , предназначенная для нанесения многофункциональных покрытий на детали из алюминия и его сплавов, имеет следующие основные параметры и характеристики:
| НАИМЕНОВАНИЕ |
НОРМА |
|
| 1. Тип |
Стационарная |
|
| 2. Номинальная мощность, кВт |
200 |
|
| 3. Максимальный ток, А |
500 |
|
| 4. Рабочая емкость, м3 |
1,6 |
|
| 5. Электрическое напряжение питающей сети |
380 |
+10% |
| 6. Габаритные размеры, мм, не более - ванна в сборе с подставкой, шинами и токосъемниками - длина - ширина - высота - электрошкаф в сборе с пультом управления - длина - ширина - высота |
1942 1000 1540 1350 650 1315 |
|
| 7. Масса, кг, не более |
1200 |
|
| 8. Количество обслуживающего персонала, чел. |
1 |
|
Цена на нанесение МДО-покрытий от 0,4руб./мкм*дм2
и выше.
Приложение № 6
Штамп к гидравлическому прессу для штамповки втулки авиационного винта.
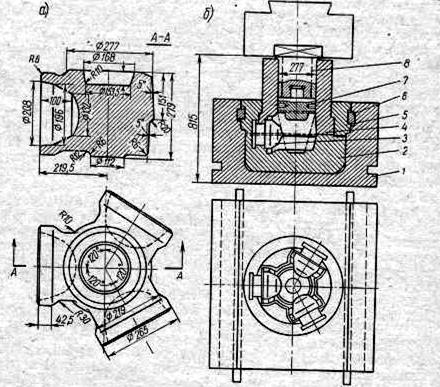
Рис. 41.
Штамп со вставными пуансонами (б) для поковки втулки (а)
Сборку штампа осуществляют следующим образом. В гнездо нижней плиты 1 помещают нижнюю полуматрицу 2, в пазы которой закладывают хвостовики боковых пуансонов 3. Далее устанавливают верхнюю полуматрицу 4 и прижимную плиту 5, которую скрепляют клиньями 6 с нижней плитой 1.
Пуансон 7 закрепляют в державке 8. Направление его обеспечивает цилиндрический выступ верхней полуматрицы. При поднятом положении верхней поперечины пуансон выходит из отверстия матрицы и таким образом открывается доступ для загрузки штампа заготовкой. Последняя имеет форму усеченного конуса длиной 360 мм с верхним диаметром 230 мм и нижним 150 мм. После штамповки выбивают клинья 6 и при обратном ходе поперечины пресса, используя последнюю, поднимают плиту 5 вместе с полуматрицей 4, извлекают поковку и выжимают из нее боковые пуансоны 3.
![]() 7
7
Приложение № 8
Принципиальная схема штампового блока изотермической штамповки показана на рис. 42. Нижний 16 и верхний 13 штампы прикрепляются с помощью шпилек 6,7 соответственно к штамподержателем 4 и 10, связанным через теплоизолирующие прокладки 2 и 11с опорными плитами 1 и 12. Теплоизоляция штампового блока состоит из прокладок 2 и 11 и нижнего неподвижного 3 и верхнего подвижного 9 кожухов. При перемещении ползуна пресса вверх кожух 9 не выходит из кожуха 3, что предотвращает нарушение теплоизоляции рабочей зоны. Штампы нагревают индукторами 5, 8. Заготовки 14 загружают, а штампованные поковки удаляют через специальное окно 15 в кожухе 3. Конструкция штампового блока позволяет нагревать инструмент до температуры деформации с минимальными затратами энергии.
Теплоизоляция 3, 9 рабочего пространства выполнена из кремнеземного волокна, заключенного во внутренний и наружный листовые сварные кожухи, изготовленные соответственно из жаропрочного сплава и коррозионно-стойкой стали.
Водоохлаждаемые индукторы 5 и 8 из медной трубки имеют межвитковую изоляцию. К индукторам подводится ток через понижающие трансформаторы.
Индукторы изготавливают из электротехнической меди М0 или М1, так как наличие примесей, например фосфора, резко увеличивает ее удельное сопротивление. Стенка трубки индуктора должна быть тем большей толщины, чем меньше частота тока. В индукторах, работающих на промышленной частоте, широко применяют специальные неравностенные трубки.
а) б) в)
Рис. 42. Конструктивные схемы штамповых блоков для изотермического деформирования:
а- с индукционным нагревом и рабочим окном;
б- с индукционным нагревом с открытым разъемом;
в- с нагревом элементами сопротивления
Таблица № 8
Характеристики установок для низкотемпературного изотермического деформирования
| Параметр |
Модель |
||||
| УНВ-300М |
УНВ-630 |
УИН-900 |
УИН-200 |
УНВ-350 |
|
| Размеры штамповых вставок, мм: в плане высота |
300х250 140 |
630х350 250/100*1 |
900х300 150 |
200х120 120/90*1 |
350х280 120 |
| Наибольшая температура нагрева, 0 С |
475 |
500 |
500 |
500 |
500 |
| Время нагрева до наибольшей температуры, ч |
2 |
3 |
2 |
3 |
2 |
| Габаритные размеры штампового блока, мм: длина ширина высота |
900 900 800 |
1 390 1 240 1 000 |
1 210 850 835 |
700 700 645 |
900 850 1 050 |
| Мощность нагревателей, кВт |
200*2 |
120 |
300*2 |
45 |
95 |
| Тип нагревателя |
индукционный (50 Гц) |
индукционно- резисторный |
сопротивлением трубчатыми электронагревателями |
||
| Масса штампового блока, кг |
2 500 |
4 000 |
3 500 |
910 |
1 500 |
*1 В числителе указана высота нижней вставки, в знаменателе - верхней.
*2 Указана установочная мощность
 Приложение № 9
Приложение № 9
в =450-530 МПа
твердость 150 НВ
h1 =(61-100) мм
h2 =(118-200) мм
h3 =(13-20) мм
h4 =(13-20) мм
В=(125-296) мм
В1 =(140-305) мм
В2 =(100-240) мм
В3 =(81-202) мм
L1 =(125-596) мм
L2 =(94-540) мм
S=(51-100) мм
S1 =(16,5-23,5) мм
S2 =12 мм
ход=(30,5-48) мм
42. Геометрические параметры верхней и нижней плит прессформы из сплава НD87 7022 («HASCO»)