Методические указания к курсовой работе по дисциплине «Материаловедение и ткм»
СОДЕРЖАНИЕ: Ат в качестве методических указаний к курсовой работе по дисциплине «Материаловедение и ткм» для студентов специальностей 150200 (Автомобили и автомобильное хозяйство), 170900 (Подъемно-транспортные, строительные, дорожные машины и оборудование), 240400 (Организация и безопасность движения)ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ТЕРМИЧЕСКОЙ ОБРАБОТКИ
ДЕТАЛЕЙ МАШИН
Методические указания к курсовой работе
по дисциплине
«Материаловедение и ТКМ»
|
Министерство образования РФ
Сибирская государственная автомобильно-дорожная академия
Кафедра технологии конструкционных материалов
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
Методические указания к курсовой работе по дисциплине
«Материаловедение и ТКМ»
Составители Д.Н. Коротаев, А.Ф. Мишуров, Е.Ю. Шутова
Омск
Издательство СибАДИ
2002
УДК 621. 785
ББК 34. 651
Рецензент кандидат технических наук, доцент Ю.А. Буров
Работа одобрена методической комиссией факультета АТ в качестве методических указаний к курсовой работе по дисциплине «Материаловедение и ТКМ» для студентов специальностей 150200 (Автомобили и автомобильное хозяйство), 170900 (Подъемно-транспортные, строительные, дорожные машины и оборудование), 240400 (Организация и безопасность движения).
Технологический процесс термической обработки деталей машин: Методические указания к курсовой работе по дисциплине «Материаловедение и ТКМ» / Сост.: Д.Н. Коротаев, А.Ф. Мишуров, Е.Ю. Шутова. – Омск: Изд-во СибАДИ, 2002. – 40с.
Рассмотрены вопросы проектирования заготовки деталей машин, выбора методов термической обработки заготовки и детали, назначения режимов термической обработки, выбора необходимого оборудования. Представлены сведения по оформлению чертежей деталей и технологической документации на термическую обработку. К методическим указаниям прилагается альбом рабочих эскизов деталей.
Ил. 6. Табл. 20. Библиогр.: 11 назв.
Издательство СибАДИ, 2002
Содержание
1. Основные задачи и исходные данные для курсового
проектирования ................................................................................ 4
1.1. Задачи курсового проектирования..................................... 4
1.2. Содержание и объем курсовой работы.............................. 4
1.3. Основные требования к оформлению расчетно-
пояснительной записки и чертежей............................................. 5
1.4. Последовательность работы............................................... 9
2. Общие методические указания к выполнению курсовой
работы ............................................................................................... 9
2.1. Исходные данные................................................................... 9
2.2. Введение.................................................................................. 10
2.3. Выбор заготовки и разработка чертежа заготовки.............. 10
2.4. Разработка технологического маршрута изготовления
детали.............................................................................................. 13
2.5. Разработка технологического процесса термической
обработки........................................................................................ 14
2.6. Выбор технологического оборудования............................... 23
2.7. Оформление технологической документации..................... 28
Контрольные вопросы..................................................................... 28
Библиографический список............................................................ 30
Приложения..........................................................………………… 31
1. Основные задачи и исходные данные
для курсовой работы
1.1. Задачи курсового проектирования
Курсовое проектирование имеет большое значение в развитии навыков самостоятельной творческой работы студентов, так как при этом вырабатывается умение использовать справочную и нормативную литературу, государственные и отраслевые стандарты, каталоги и другие информационные источники. При этом развиваются навыки научно-исследовательской работы, обоснования принятых технологических решений и оформления конструкторской и технологической документации.
Курсовой проект по дисциплине «Материаловедение и ТКМ» является комплексной самостоятельной работой студентов, включающей проектирование заготовки для заданной детали и разработку технологического процесса термической обработки детали. Курсовое проектирование закрепляет, углубляет и обобщает знания, полученные во время лекционных и практических занятий по материаловедению и ТКМ.
Защита курсовой работы является важным контрольным этапом оценки умения студента кратко изложить сущность проделанной работы и грамотно доказать правильность принятых решений.
1.2. Содержание и объем курсовой работы
Курсовая работа по материаловедению и ТКМ должна состоять из пояснительной записки и чертежей. Количество и характер чертежей определяются программой курса для соответствующих специальностей. В курсовой работе по материаловедению и ТКМ для студентов специальностей 150200, 170900, 240400 необходимо выполнить 2 листа чертежей формата А4, из которых один лист–чертеж детали, второй лист – чертеж заготовки.
Расчетно-пояснительная записка должна содержать:
а) титульный лист (прил. 2);
б) техническое задание на курсовое проектирование с исходными данными;
в) оглавление работы;
г) введение;
д) обоснование способа получения заготовки;
е) разработку технологического маршрута изготовления детали;
ж) проектирование заготовки;
з) разработку технологического процесса термической обработки;
и) операционную карту термической обработки детали (ГОСТ 3.1405-86);
к) список литературы.
Объем расчетно-пояснительной записки – 20…25 листов формата А4 рукописного или машинописного текста.
Каждый студент получает и выполняет индивидуальное задание на проект, включающее эскиз детали, тип производства детали и технические требования на термообработку. Задание должно быть оформлено на бланке установленной формы (прил. 3).
1.3. Основные требования к оформлению расчетно-пояснительной записки и чертежей
Расчетно-пояснительная записка выполняется на стандартных листах белой бумаги формата А4 (210 х 297 мм) со стандартной рамкой. Требования к вычерчиванию рамки: слева отступ 20 мм; сверху, справа и снизу – 5 мм. Первый лист оформляется как титульный (см. прил. 2). Внизу каждого последующего листа вычерчивается угловой штамп для указания номера листа. При выполнении пояснительной записки на компьютере допускается рамку не выполнять. При этом используется шрифт Times New Roman, размер – 14, междустрочный интервал – 1,5.
В целях облегчения проверки расчетов формулы рекомендуется оформлять в следующем виде: сначала записывается формула в буквах и символах, затем та же формула без всяких алгебраических преобразований записывается в цифрах, после этого – результат вычисления. Например, при определении массы детали расчет следует оформлять так:
m = r V = 7,8 100 = 780г,
где r - плотность материала детали; V = 100 см3 – объем детали.
При выполнении чертежей необходимо руководствоваться ГОСТами на машиностроительные чертежи. Чертежи деталей должны быть вычерчены (по возможности) в натуральную величину с необходимым количеством проекций и разрезов. Чертежи деталей, имеющих малые размеры, рекомендуется выполнять в увеличенном масштабе, установленном ГОСТом. На чертеже детали должны быть нанесены: все необходимые для ее изготовления размеры; предельные отклонения размеров, формы и расположения; шероховатость поверхностей; марка материала; предельные значения твердости. На каждом чертеже помещают основную надпись (штамп), выполненную по ГОСТ 2.104-68 (изм. в 1990г.). Более подробно указания по выполнению чертежей приведены в [6].
Обозначение на чертежах допусков и предельных отклонений
Во избежании брака при обработке детали любой действительный ее размер, получаемый измерением, должен находиться между предельными размерами, обусловленными величиной допуска. Наибольшим и наименьшим предельными размерами называют такие размеры, между которыми может колебаться действительный размер. Допуском называется разность между наибольшим и наименьшим предельными размерами.
Предельные отклонения линейных размеров могут быть указаны на чертежах одним из 3-х способов:
1) условными обозначениями полей допусков по ГОСТ 25347–89 (изм. в 1990г.), например 18Н7;
2) числовыми значениями предельных отклонений, например 18+0,018
; 12![]() ;
;
3) условными обозначениями полей допусков с указанием справа в скобках числовых значений предельных отклонений: 18Н7(+0,018) .
При записи предельных отклонений числовыми значениями верхнее отклонение располагают над нижним, например 60![]() ; 60
; 60![]() . Предельные отклонения, равные нулю, не указывают, например: 60+ 0,2
; 60 - 0,2
. При равенстве верхнего и нижнего значения отклонения обозначаются знаком ±, например 100 ± 0,5.
. Предельные отклонения, равные нулю, не указывают, например: 60+ 0,2
; 60 - 0,2
. При равенстве верхнего и нижнего значения отклонения обозначаются знаком ±, например 100 ± 0,5.
На рис. 1 приведены обозначения предельных отклонений и полей допусков на чертежах.
|
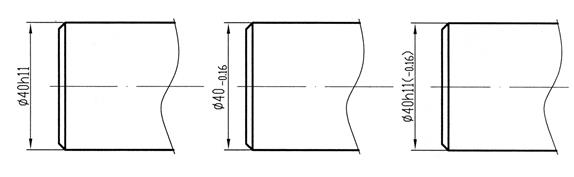
Рис.1.Обозначения предельных отклонений и полей допусков
Более подробная информация о предельных отклонениях размеров и допусках изложена в ГОСТ 25347 – 89 (изм. в 1990г.).
Шероховатость поверхностей деталей и обозначение
ее на чертежах
Шероховатость поверхности – совокупность неровностей обработанной поверхности. Основными параметрами шероховатости являются Rа и Rz . Параметр Ra – среднее арифметическое отклонение профиля обработанной поверхности, Rz - высота неровностей профиля по десяти точкам (5 выступов, 5 впадин).
Обозначение шероховатости поверхностей на чертежах производится в соответствии с ГОСТ 2.309-73 (рис.2).
![]() ГОСТ предусматривает три знака для обозначения требований к шероховатости поверхности. Знак применяется в случаях, когда вид обработки поверхности не оговаривается. Если при изготовлении детали не допускается удаление поверхностного слоя материала, то в обозначении
ГОСТ предусматривает три знака для обозначения требований к шероховатости поверхности. Знак применяется в случаях, когда вид обработки поверхности не оговаривается. Если при изготовлении детали не допускается удаление поверхностного слоя материала, то в обозначении ![]() шероховатости необходимо применять знак . Если необходимо удалить
шероховатости необходимо применять знак . Если необходимо удалить ![]() поверхностный слой материала, то для обозначения шероховатости применяется знак .
поверхностный слой материала, то для обозначения шероховатости применяется знак .
|
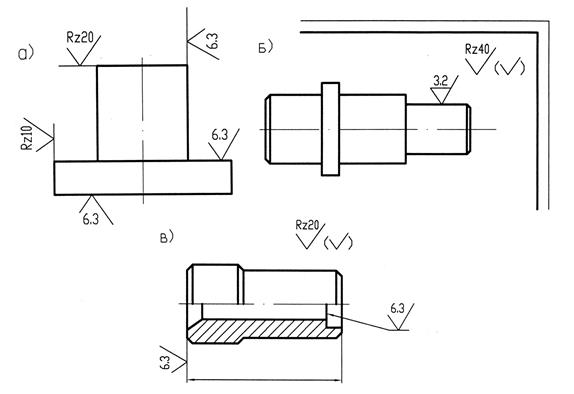
Рис.2. Обозначение шероховатости на чертежах
Значения шероховатости ![]() указывают: для параметра Ra
без символа, например 6,3; для параметра Rz
– после символа, например Rz
20.
указывают: для параметра Ra
без символа, например 6,3; для параметра Rz
– после символа, например Rz
20.
На рис. 2, а показано расположение обозначений шероховатостей на чертеже детали. Если все поверхности имеют одну и ту же шероховатость, то в правом верхнем углу чертежа этой детали наносится обозначение соответствующей шероховатости (рис. 2, б ).
![]() Если поверхность детали должна быть различной, то на каждой части поверхности проставляется обозначение соответствующей шероховатости. Для большей ясности чертежей и для экономии в работе по изготовлению следует обозначать шероховатость как показано на рис. 2, в
, где обозначение шероховатости, относящееся к поверхности большинства участков детали, указывают в правом верхнем углу чертежа.
Если поверхность детали должна быть различной, то на каждой части поверхности проставляется обозначение соответствующей шероховатости. Для большей ясности чертежей и для экономии в работе по изготовлению следует обозначать шероховатость как показано на рис. 2, в
, где обозначение шероховатости, относящееся к поверхности большинства участков детали, указывают в правом верхнем углу чертежа.
![]() Знак , взятый в скобки ( ), означает, что все остальные поверхности детали, кроме обозначенных на чертеже знаками шероховатости, имеют шероховатость, указанную перед скобкой.
Знак , взятый в скобки ( ), означает, что все остальные поверхности детали, кроме обозначенных на чертеже знаками шероховатости, имеют шероховатость, указанную перед скобкой.
![]() Поверхности отливок, поковок, штамповок и проката, к которым не предъявляется особых требований в отношении шероховатости, на чертежах обозначают знаком .
Поверхности отливок, поковок, штамповок и проката, к которым не предъявляется особых требований в отношении шероховатости, на чертежах обозначают знаком .
Нанесение на чертежах показателей свойств материала
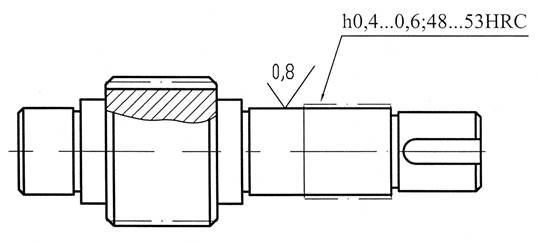
Обозначение на чертежах показателей свойств материалов, получаемых в результате термической и других видов обработки (ХТО, наклеп и т.д.), осуществляется согласно ГОСТ 2.310-68 (изм. в 2000г.).
На чертежах деталей, подвергаемых термической и другим видам обработки, указывают показатели свойств материалов, полученных в результате обработки, например: твердость (HRC, HB, HV), предел прочности (sВ ) и т.п. Глубину обработки обозначают буквой h . Глубины обработки и твердости материалов на чертежах указывают предельными значениями «от … до», например: h 0,7…0,9; HRC 40…46.
Если все изделия подвергают одному виду обработки, то в технических требованиях делают запись: HRC 40…45 или «Цементировать h 0,7 … 0,9; HRC 58…62» или «Отжечь» и т.п. Если большую часть поверхностей подвергают одному виду обработки, а остальные поверхности – другому виду обработки или предохраняют от нее, то в технических требованиях делают запись по типу: «HRC 40…45, кроме поверхности А» (рис.3, а ) или «HRC 30…35, кроме места, обозначенного особо» (рис.3, б ).
|
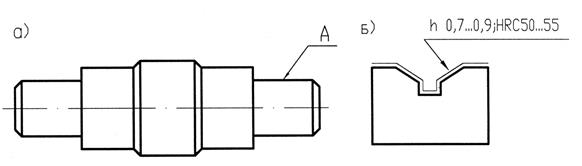
Рис. 3. Нанесение на чертежах показателей свойств материала
|
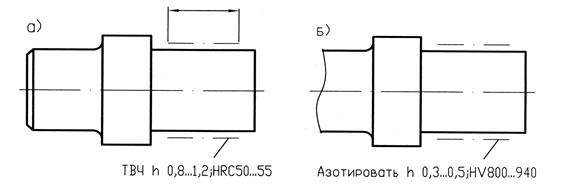
Рис. 4. Нанесение на чертежах вида обработки
Допускается на чертежах указывать виды обработки, если они являются единственными, гарантирующими требуемые свойства материала и долговечность изделия. В этих случаях наименование обработки указывают словами или условными сокращениями, принятыми в научно-технической литературе (рис.4 а , б )
Более подробно о нанесении на чертежах свойств материалов изложено в ГОСТ 2.310-68 (изм. в 2000г.).
1.4. Последовательность работы над проектом
Работу над курсовым проектом рекомендуется выполнять в следующей последовательности.
1. Ознакомление с техническим заданием. Подбор литературы, необходимой для проектирования. Анализ исходных данных. При этом обратить внимание на тип производства, материал детали. Ознакомиться с принципами выбора типа производства и материала детали.
2. Разработка технологического маршрута изготовления детали; выбрать оборудование, оснастку и инструмент, пользуясь справочной литературой.
3. Обоснование способа получения заготовки. Для этого необходимо учесть материал детали, тип производства, размеры и конструкцию детали, условия ее эксплуатации.
4. Выполнение необходимых расчетов для разработки чертежа заготовки и его вычерчивание.
5. Ознакомление и анализ видов термической обработки стальных деталей и обоснование выбранных видов термообработки.
6. Выбор технологического оборудования для термической операции, пользуясь литературой и справочными данными.
7. Окончательное оформление технологического процесса термообработки в виде операционной карты (ГОСТ 3.1405 – 86).
8. Окончательное выполнение чертежей, указанных в задании.
9. Окончательное оформление расчетно-пояснительной записки.
10.Подготовка к защите курсового проекта.
2. Общие методические указания к выполнению курсового проекта
2.1. Исходные данные
Исходные данные к курсовой работе указаны в прил. 1 в соответствии с индивидуальным вариантом.
Согласно техническому заданию, материал детали указывается в основной надписи эскиза детали. В прил. 4 приведены рекомендуемые марки сталей, используемых для деталей автомобилей, строительных и дорожных машин.
При анализе материала детали, необходимо расшифровать марку и основные физико-механические характеристики материала, выявить основные факторы внешней среды, с которой контактирует деталь (температура, агрессивность окружающей атмосферы, условия смазки и т.д.), характер действующих нагрузок.
Материал должен удовлетворять эксплуатационным и экономическим требованиям [8].
Тип производства – это классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности, стабильности и объема выпуска изделий.
В машиностроении различают три типа производства: единичное, серийное и массовое.
В единичном производстве выпускают изделия широкой номенклатуры в небольших количествах или индивидуально. Изготовление однотипных деталей совсем не повторяется или повторяется через определенные промежутки времени. При изготовлении деталей, как правило, используется универсальное оборудование.
В серийном производстве изготавливают партии деталей, регулярно повторяющиеся через определенные промежутки времени. В зависимости от размера партии различают мелко-, средне- и крупносерийное производство. Используется специализированное оборудование.
Для массового производства характерно изготовление большого количества однотипных деталей на специальном оборудовании.
Тип производства указан в задании согласно рекомендациям производственных предприятий и обусловлен количеством деталей в партии (программой выпуска). Большинство деталей автомобильной и дорожной техники (валы, зубчатые колеса, шестерни, рычаги, оси, стаканы) изготавливаются партиями различных размеров, то есть тип производства – серийный [1, 2].
2.2. Введение
Во введении излагаются общие положения о состоянии, перспективах и основных направлениях развития машиностроения, а также о термической обработке материалов, ее целях и месте в технологическом процессе изготовления деталей.
2.3. Выбор заготовки и разработка чертежа заготовки
Правильный выбор вида заготовки оказывает непосредственное влияние на рациональное построение технологического процесса изготовления детали, способствует уменьшению отходов и экономии ресурсов. На выбор метода получения заготовки оказывают влияние назначение детали и технические требования на ее изготовление, материал детали, тип производства, форма поверхности и размеры детали. При выборе заготовки необходимо решить следующие задачи:
- установить способ получения заготовки;
- рассчитать припуски на обработку каждой поверхности;
- рассчитать размеры и назначить допуски на размеры заготовки;
- разработать чертеж заготовки.
Все решения должны учитываться одновременно, т.к. между ними существует тесная связь.
При выборе способа получения заготовки необходимо стремиться к максимальному приближению формы и размеров заготовки к параметрам готовой детали и снижению трудоемкости заготовительных операций.
В машиностроении и ремонтном производстве применяются следующие виды заготовок: сортовой прокат, штамповки, отливки, поковки а также комбинированные (штампосварные, литые в сочетании со сваркой).
Заготовки из сортового проката
Крепежные детали, пальцы, толкатели клапанов, ролики, шарики, мелкие ступенчатые валики и т.п. детали необходимо проектировать в массовом, серийном производстве из прутка соответствующего диаметра.
Штампованные заготовки
Одним из производительных способов получения заготовок является штамповка на горизонтально-ковочных машинах (ГКМ), производительность до 400 поковок в час. Штамповкой на ГКМ получают поковки массой 0,1 – 100 кг с максимальным диаметром 315 мм. Кроме ГКМ в качестве оборудования для штамповки применяют молоты и прессы [1, 3].
Допуски и припуски на поковки регламентируются ГОСТ 7505-89.
На ГКМ изготавливаются следующие поковки: зубчатые колеса, шестерни, конические шестерни с валом; цилиндрические шестерни с валом, кольца, втулки, шестерни с фланцем и т. д. (рис.5).
В том случае, когда поковку невозможно технологически выполнить на ГКМ, необходимо проектировать штамповку на кривошипных прессах. На прессах штампуют детали весом до 200 кг типа плоских поковок, шестерен, крестовин, ступенчатых валов, валов-шестерен, поворотных кулаков, рычагов, шатунов, коленчатых валов и т.д. (рис. 6).
Штамповка на кривошипных прессах в 2 – 3 раза производительнее, а припуски и допуски на 20-35% ниже по сравнению со штамповкой на молотах, расход металла поковки снижается на 10 –15%. Допуски и припуски заготовок, штампуемых на кривошипных прессах, принимают по ГОСТ 7505-95.
На рис.5, 6 разделение деталей на группы I, II, III, IV произведено с учетом сложности поковок и точности их изготовления. Кроме того, к I группе относятся детали массового производства и высокой точности изготовления; ко II и III группам – детали серийного производства обычной
 |
и высокой точности.
Рис. 5. Классификация поковок, получаемых на ГКМ [1]
Заготовки, полученные литьем (отливки)
При выборе литой заготовки в первую очередь следует определить класс точности [1, 5] в зависимости от типа производства и способа получения отливки.
Чугунные детали рекомендуется выполнять литьем в песчано-глинистые формы. Стальные отливки сложной формы весом 50 – 500 г рекомендуется отливать по выплавляемым моделям. В металлических формах (кокилях) отливаются детали главным образом из алюминия массой от 5 г до 500 кг. Литье в металлических формах под давлением производится для цинковых, алюминиевых, магниевых и латунных сплавов. Под давлением отливают блоки цилиндров, поршни, корпусы коробок передач, втулки, кольца и др.
В данном курсовом проекте заготовки для автомобильных деталей серийного производства рекомендуется выполнять штамповкой [2, 8]. Методика проектирования и разработки чертежа штампованной заготовки представлены в [9].
|
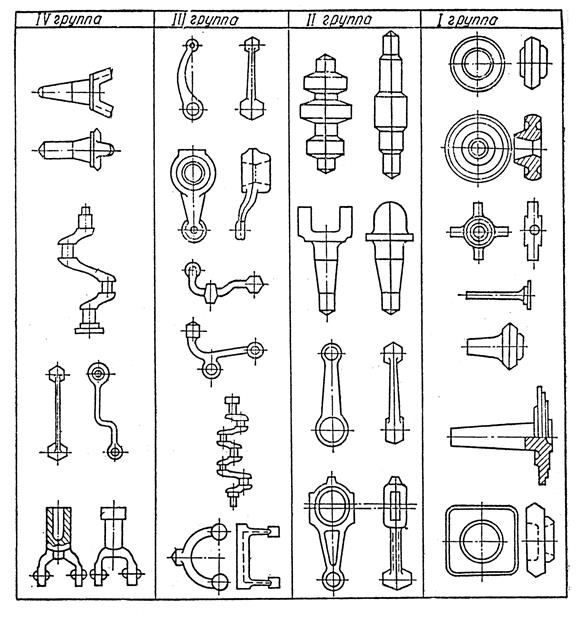
Рис. 6. Классификация поковок, штампуемых на молотах и горячештамповочных прессах [1, 3]
2.4. Разработка технологического маршрута изготовления
детали
Основной задачей этого этапа проекта является составление общего плана (маршрута) получения детали, начиная с заготовительной операции и до окончательного получения детали с заданными размерами и техническими параметрами. Маршрут обработки можно представить в виде следующей общей схемы:

В данном курсовом проекте технологический маршрут изготовления детали необходимо представить в виде табл.1.
Таблица 1. Технологический маршрут изготовления детали
| № п/п |
Операция |
Цех (участок) |
Оборудование |
Инструмент |
| 1 |
Заготовительная |
Заготовительный |
Пресс-ножницы |
Нож |
| 2 |
Изготовление заготовки (ковка) |
Кузнечный |
Ковочный молот |
|
| … |
||||
| N |
Контроль |
2.5. Разработка технологического процесса термической
обработки
В рамках курсового проекта по дисциплине «Материаловедение и ТКМ» наиболее важным является этап по разработке операций термической обработки детали с выбором необходимого оборудования, оснастки и инструмента.
Технологический процесс - это совокупность последовательных действий по изменению физико-механического состояния предметов труда с целью придания необходимых технических характеристик.
Разработка технологического процесса термообработки начинается с изучения технических условий на изделие. Обычно в технических условиях указывается твердость поверхности изделия, толщина слоя после термической обработки, величина допустимой деформации и другие показатели. После изучения технических условий выбирают основные операции термической обработки, тип оборудования, инструмент и т.д.
Технологический процесс термической обработки деталей включает в себя подготовительные, основные, отделочные и контрольные операции [4].
Подготовительные операции включают в себя комплекс мероприятий, направленных на предохранение изделий от образования трещин и других видов дефектов, например, обезжиривание деталей перед азотированием, укладку их в поддоны, защиту и изоляцию отдельных мест и т.д.
Основные операции включают в себя нагрев изделий для закалки, нормализации, отжига, отпуска, ХТО и т.д., выдержки и охлаждения. Выбор вида термической обработки обусловливается техническими требованиями к поверхностям деталей по физико-механическим свойствам.
Отделочные операции состоят из очистки поверхности деталей, рихтовки и правки после коробления и т.д.
Контрольные операции являются заключительными в технологическом процессе. В них входят контроль твердости, толщины слоя после ХТО и закалки токами высокой частоты (ТВЧ) и т.п. Контроль осуществляется как представителями организации-изготовителя, так и заказчика.
Разработка технологических процессов термической обработки в общем случае включает в себя следующие работы: определение последовательности и содержания технологических операций; назначение и расчет режимов обработки; выбор оборудования; нормирование процесса; выбор средств контроля и испытаний; оформление рабочей документации на технологический процесс.
Выбор вида термической обработки
Все виды термической обработки в зависимости от назначения делятся на предварительные и окончательные.
Предварительная термообработка проводится для улучшения обрабатываемости материала режущим инструментом, повышения его пластичности, снятия внутренних напряжений и улучшения структуры.
Предварительной термообработке подвергаются заготовки деталей машин. К видам предварительной термической обработки, как правило, относятся: отжиг, нормализация, улучшение.
Краткая характеристика видов предварительной термической обработки и область их применения представлены в табл.2.
Окончательная (упрочняющая) термообработка проводится для придания требуемых эксплуатационных характеристик (твердость, износостойкость и т.д.) поверхностям деталей машин.
Все детали, подвергаемые окончательной (упрочняющей) термообработке, можно разделить на две группы. К первой группе относятся детали, работающие на трение, поэтому проведенная термообработка должна обеспечить необходимую твердость, износостойкость поверхностного слоя. Ко второй группе относятся детали, испытывающие при работе значительные нагрузки различного характера: растягивающие, изгибающие, крутящие, контактные.
В деталях, испытывающих в процессе эксплуатации растягивающие и сжимающие нагрузки, напряжения по сечению распределены более или менее равномерно. Для таких деталей применяют сквозную закалку и отпуск.
В деталях, работающих на изгиб, кручение или при высоких контактных нагрузках, сквозное упрочнение сечения не обязательно, но, желательно поверхностное упрочнение при сохранении вязкой сердцевины.
Краткая характеристика видов окончательной термической обработки и область их применения представлены в табл.3.
Таблица 2. Виды предварительной термической обработки
| Наименование обработки |
Краткая характеристика и применение |
Режим |
| 1 |
2 |
3 |
| Отжиг |
Медленное охлаждение нагретой стали (с печью, в горячей золе, песке, цементе и т.п.). В зависимости от температуры нагрева подразделяется на полный, неполный, диффузионный и рекристаллизационный |
Скорость охлаждения до 50-100°С/час для углеродистых и 20-60°С/час для легированных сталей, затем на воздухе |
| Полный отжиг |
Выравнивает структуру по всей площади сечения; снижает твердость и облегчает обрабатываемость; снимает внутренние напряжения; ликвидирует перегрев, измельчая структуру. Применяется для поковок и отливок только из доэвтектоидных сталей |
Температура нагрева на 30-50°С выше АС3 |
| Неполный отжиг (сфероидизация) |
Обеспечивает получение зернистого перлита, обладающего лучшей обрабатываемостью, чем пластинчатый перлит. Применяется только для эвтектоидных и заэвтектоидных сталей |
Температура нагрева на 30-40°С выше АС1 |
| Диффузионный отжиг (гомоге- низационный) |
Выравнивает химический состав по всему сечению. Отливки из легированных доэвтектоидных сталей |
Температура нагрева на 150-200°С выше АС3 , с длительной выдержкой |
| Рекристаллизационный отжиг |
Снимает наклеп, увеличивая пластичность и уменьшая твердость, улучшает обрабатываемость. Все стали после холодной штамповки либо грубой механической обработки |
Температура нагрева на 20-50°С ниже АС1 |
| Нормализация |
Выравнивает и измельчает структуру; улучшает механические свойства стали; разрушает карбидную сетку у заэвтектоидных сталей. Применяется после горячей или грубой механической обработки стали, перед цементацией и после нее |
Нагрев на 30-80°С выше АС3 (Аст ), охлаждение на спокойном воздухе |
Рекомендуемый вид окончательной термообработки для различных деталей автомобилей и дорожных машин представлен соответственно в прил. 5.
Таблица 3. Виды окончательной термической обработки
| Наименование обработки |
Краткая характеристика и применение |
Режим |
| 1 |
2 |
3 |
| Закалка |
Охлаждение стали, нагретой до температуры выше АС1 , АС3 . Повышает твердость, прочность и износостойкость; измельчает структуру. Стали с содержанием углерода менее 0,3% перед закалкой подвергаются поверхностному науглероживанию (цементации), а с содержанием углерода 0,3% и более закаливает без дополнительной обработки. В зависимости от температуры нагрева закалка подразделяется на полную и неполную. Широко применяется для всех групп сталей |
Скорость охлаждения и охлаждающая среда (вода, масло, воздух и т.п.) назначаются в зависимости от химического состава стали и требований, предъявляемых к детали |
| Полная закалка |
Применяется для эвтектоидных и доэвтектоидных сталей, обеспечивая максимально возможную твердость |
Температура нагрева на 30-50°С выше АС3 |
| Неполная закалка |
Применяется для заэвтектоидных сталей, обеспечивая им максимально возможную твердость |
Температура нагрева на 30-50°С выше АС1 |
| Поверхностная закалка |
Повышает твердость только поверхностного слоя. Применяется в тех случаях, когда необходима высокая износостойкость поверхности и мягкая сердцевина детали |
Нагрев поверхностного слоя при помощи токов высокой частоты (ТВЧ) или горелок до темпера- туры выше АС3 с последующим быстрым охлаждением |
| Отпуск |
Производится немедленно после закалки, с целью придания стали необходимых механических свойств. В зависимости от температуры нагрева подразделяется на: низкий, средний и высокий |
Нагрев ниже АС1 , скорость охлаждения назначается в зависимости от хим. состава |
| Низкий отпуск |
Понижает внутренние напряжения, возникшие в процессе закалки, без заметного снижения твердости и хрупкости. Режущий инструмент, не подвергающийся ударам; измерительный инструмент; поверхности деталей, работающих в условиях трения |
Температура нагрева 150-250°С. Для специальных легированных сталей интервал температур иной |
| Средний отпуск |
Снижает внутренние напряжения и хрупкость, возникшие в процессе закалки, при некотором понижении твердости. Режущий инструмент, подвергающийся ударным нагрузкам; пружины |
Температура нагрева 300-500°С. Для специальных легированных сталей интервал температур иной |
| Продолжение табл. 3 |
||
| 1 |
2 |
3 |
| Высокий отпуск |
Снижает внутренние напряжения и хрупкость, возникшие в процессе закалки; увеличивает вязкость и значительно понижает твердость; после высокого отпуска возможна обработка лезвийным инструментом. Ответственные детали машин; валы, шатунные болты и т.п. |
Температура нагрева 500-700°С. Для специальных легированных сталей интервал температур иной |
| Улучшение |
Двойная термическая обработка, состоящая из закалки и высокого отпуска |
См. закалку и высокий отпуск |
| Искусственное старение (прерывистое) |
Стабилизирует размеры детали. Применяется после отпуска при обработке особо точных изделий, например, калибров, прецизионных деталей топливной аппаратуры |
Нагрев до 110-140°С, выдержка 2-3 часа, охлаждение в масле при 20-25°С. Операция повторяется 3-4 раза. Иногда заменяется выдержкой до 100ч |
| Обработка холодом |
Увеличивает твердость, переводя остаточный аустенит в мартенсит. Применяется немедленно после закалки (до отпуска) для деталей ответственного назначения и инструмента, изготовленных из углеродистых и легированных сталей с содержанием углерода свыше 0,6%. После обработки холодом необходим низкий отпуск |
Температура охлаждения от –20 до – 100°С в зависимости от химического состава стали |
| Цементация (науглероживание) |
Насыщение поверхностного слоя детали углеродом до концентрации 0,8-1%. Обеспечивает получение (после закалки) изделия с высокой твердостью и износостойкостью на поверхности и с вязкой сердцевиной. Применяется для деталей, изготовленных из малоуглеродистых сталей (до 0,25% углерода) |
Нагрев деталей в герметически закрытой среде твердого или газообразного карбюризатора на 50-80°С выше АС3 , выдержка с медленным охлаждением |
| Азотирование |
Насыщение поверхностного слоя детали азотом после предварительного улучшения. Придает высокую твердость (80-85 HRA), износостойкость и коррозионную стойкость поверхностному слою изделия при минимальном его короблении и не требует последующей обработки |
Нагрев деталей в атмосфере аммиака при 500-700°С с последующим охлаждением в парах аммиака до 100°С |
Окончание табл. 3
| 1 |
2 |
3 |
| Нитроцементация |
Одновременное насыщение поверхностного слоя детали N и С. В зависимости от температуры нагрева подразделяется на низкотемпературную (для повышения износостойкости режущего инструмента) и высокотемпературную (для создания износостойких деталей из малоуглеродистых легированных сталей) |
Температура нагрева: а) 550-600°С без последующей термообработки (низкотемпературная); б) 850-870°С с последующей закалкой и низким отпуском (высокотемпературная) |
Режимы термической обработки
Термическая обработка представляет собой совокупность операций нагрева, выдержки и охлаждения металлических изделий с целью изменения структуры и свойств сплавов. Режимами процесса термической обработки являются: максимальная температура нагрева, время нагрева, время выдержки сплава при температуре нагрева и скорость охлаждения.
Температуру нагрева для различных видов термической обработки назначают: для углеродистых сталей по диаграмме железо-цементит, для легированных сталей – по справочникам или государственным стандартам. Ориентировочно можно использовать диаграмму.
Время нагрева стальных заготовок и деталей до заданной температуры зависит от ряда факторов: химического состава стали, размеров максимального сечения, теплопроводности, площади поверхности контакта с нагревающей средой и т.д.
Ориентировочные нормы времени для нагрева стальных деталей приведены в табл. 4.
Время выдержки
изделий при температуре нагрева зависит от многих факторов. Ориентировочно время выдержки деталей и заготовок в пламенных и электрических печах берется в пределах 1,0![]() 1,5 мин на 1 мм сечения детали. Допустимо принимать время выдержки равным 1/5 от времени нагрева. Время выдержки при отпуске назначается в соответствии с табл.5.
1,5 мин на 1 мм сечения детали. Допустимо принимать время выдержки равным 1/5 от времени нагрева. Время выдержки при отпуске назначается в соответствии с табл.5.
Время выдержки при цементации или азотировании назначается в соответствии с требованиями на толщину цементированного или азотированного слоя.
Продолжительность выдержки при цементации в твердом карбюризаторе (с момента достижения температуры цементации 950°С) ориентировочно определяется из расчета 0,1![]() 0,15 мм/ч. При газовой цементации (при 950°С) продолжительность выдержки берется исходя из опытных данных:
0,15 мм/ч. При газовой цементации (при 950°С) продолжительность выдержки берется исходя из опытных данных:
Толщина слоя, мм ………………0,75 1,5 2 2,5 3 3,5
Время выдержки, ч……………...1,0 4 7 12 16 22
Таблица 4. Время нагрева изделий из углеродистой и легированной сталей
| Наименование агрегата |
Температура нагрева, °С |
Время нагрева на 1 мм условного диаметра изделия, с |
|
| из углеродистой стали |
из легированной стали |
||
| Пламенная печь |
800-900 |
60-70 |
65-80 |
| Электропечь |
750-820 820-880 |
60-65 50-55 |
70-75 60-65 |
| Соляная ванна |
770-820 820-880 1240-1280 |
12-14 10-12 6-8 |
18-20 8-10 8-10 |
| Свинцовая ванна |
770-820 820-880 |
6-8 5-7 |
8-10 7-8 |
Таблица 5. Время выдержки при отпуске деталей
| Температура отпуска, °С |
Время отпуска в электропечах |
Время отпуска в соляных ваннах, мин |
| 300 |
120 мин +1 мин на 1 мм условной толщины |
120 |
| 300-400 |
20 мин + 1 мин на 1 мм условной толщины |
15-20 |
| 400-680 |
10 мин + 1 мин на 1 мм условной толщины |
3 мин + 0,4 мин на 1мм условной толщины |
При проведении поверхностной закалки токами высокой частоты определяется необходимая частота тока, от которой зависит глубина закаливаемого слоя, подбирается тип установки с необходимыми параметрами.
Величина тока может быть ориентировочно принята по табл.6.
Для поверхностного нагрева стали под закалку необходимо применять сравнительно большую удельную мощность (до 2 кВт/см2 ) и сравнительно малое время нагрева (2 – 10 с). При этом скорость нагрева лежит в пределах 15-300°С/с. Снижение удельной мощности и увеличение времени нагрева обусловливает получение более глубокого нагрева.
Ориентировочные значения скорости нагрева и удельной мощности даны в табл. 7. Ориентировочные данные режимов закалки деталей токами высокой частоты, применяемых в автостроении, приведены в табл.8.
Таблица 6. Зависимость глубины поверхностной закалки от частоты тока
| Частота тока, Гц |
Рациональные пределы глубины нагрева, мм |
Минимальный диаметр заготовки при нагреве под закалку, мм |
| 50 |
15-80 |
200 |
| 1000 |
3-17 |
44 |
| 2500 |
2-11 |
28 |
| 4000 |
1,5-9 |
22 |
| 8000 |
1-6 |
16 |
| 10000 |
0,9-5,5 |
14 |
| 70000 |
0,3-2,5 |
5 |
| 400000 |
0,2-1 |
2,2 |
Таблица 7. Зависимость глубины нагрева от удельной мощности и
скорости нагрева
| Глубина нагрева, мм |
Скорость нагрева в области фазовых превращений, °С/с |
Удельная мощность, кВт/см2 |
| 1-2 |
100-300 |
0,8-1,5 |
| 3-5 |
20-80 |
0,5-1,8 |
| 6-10 |
2-15 |
0,05-0,2 |
Таблица 8. Режимы закалки ТВЧ автомобильных деталей
| Детали |
Марка стали |
Глубина закалки, мм |
Твердость поверхности, HRC |
Закалочная среда |
Рекомендуемые час-тоты, кГц |
| 1 |
2 |
3 |
4 |
5 |
6 |
| Валы |
40 |
2,5 |
56 |
Вода |
10 |
| Шлицевые валы малого диаметра |
- |
1 – 2 |
60 |
Вода |
10 |
| Рабочие части защелок, коромысел, клапанов, храповиков |
- |
2 – 3 |
30 – 55 |
Масло |
8 |
| Валы раздаточных коробок отбора мощности |
- |
0,8 – 1,7 |
52 – 55 |
Масло |
10 |
| Тонкие оси (штоки) амортизаторов |
- |
4 |
56 – 58 |
Масло |
10 |
| Червяки рулево- го управления |
45 |
1 – 1,2 (по зубу) |
58 – 60 |
Масло |
10 – 7 |
| Окончание табл. 8 |
|||||
| 1 |
2 |
3 |
4 |
5 |
6 |
| Венец маховика |
- |
2,5 – 3 |
50 – 55 |
Масло |
10 – 7 |
| Золотники перепускные |
- |
0,6 – 2,5 |
58 – 62 |
Масло |
7 |
| Поршневые пальцы |
55 |
- |
60 – 62 |
Масло |
10 – 7 |
| Шаровые пальцы |
55 40Х |
2 – 2,5 |
56 |
Масло |
10 – 7 |
| Цапфы картеров |
35Х |
2,3 – 3 |
56 – 58 |
Масло |
10 |
| Зубчатые муфты и венец |
50ХМ |
1,5 |
58 – 62 |
Эмульсия |
10 – 7 |
| Валы водяных насосов |
ШХ15 |
1 |
58 |
Вода |
10 |
| Торцы клапанов |
Легирован- ные стали |
1 – 1,5 |
56 |
Масло |
10 – 7 |
| Оси блока шестерен КПП |
- |
1 – 3 |
60 – 65 |
Вода |
8 |
| Крестовины карданного вала грузовых автомобилей |
- |
1,5 |
52 – 62 |
Вода |
2,4 |
| Крестовины карданного вала легкового автомобиля |
- |
1 – 2,5 |
58 - 62 |
Вода |
2,4 |
| Шестерни ведомые |
- |
1 – 2,5 |
58 – 63 |
Вода |
2,4 |
| Полуоси заднего моста грузового автомобиля |
47ГТ |
4 – 6 |
52 – 58 |
Вода |
2,5 |
| Шлицевые втулки |
40Х |
Сквозная |
НВ255 - 302 |
- |
- |
| Картеры мостов автомобилей |
35 |
1,5 – 3,5 |
25 – 35 |
Вода |
2,4 |
| Шейки цапф, балки картера |
17ГС |
Сквозная |
28 |
- |
- |
| Вилки переклю- чения КПП |
20 |
0,3 – 0,5 |
56 – 62 |
Вода |
8 |
| Валы (промежу- точные) КПП |
25ХГМ |
- |
25 – 40 |
Воздух |
8 |
| Шестерни веду- щие главной передачи заднего моста |
30ХГТ |
- |
35 |
Воздух |
8 |
Скорость охлаждения изделия напрямую зависит от выбранной охлаждающей среды. Охлаждающая среда должна обеспечивать скорость охлаждения в верхнем диапазоне температур выше критической скорости закалки, а в нижнем (в области мартенситных превращений) – по возможности меньшую скорость охлаждения, чтобы предотвратить коробление изделий и образование трещин.
В качестве закалочных сред для углеродистых сталей, имеющих высокую критическую скорость охлаждения, применяют воду и различные водные растворы, а для легированных сталей, имеющих небольшую критическую скорость охлаждения, используют масло и воздух (табл. 9).
Таблица 9. Скорости охлаждения (град/с) в различных охлаждающих средах
| Закаливающая среда |
Интервал температур |
|
| 650° - 550°С |
300° - 200°С |
|
| Вода при температуре, °С: 20 30 50 75 |
600 500 100 30 |
270 270 250 200 |
| 10%-ный раствор поваренной соли при 18°С |
1100 |
300 |
| 10%-ный раствор соды при 18°С |
800 |
270 |
| Мыльная вода |
30 |
200 |
| Машинное масло |
150 |
30 |
| Трансформаторное масло |
120 |
25 |
| Спокойный воздух |
3 |
1 |
| Сжатый воздух |
30 |
10 |
2.6. Выбор технологического оборудования
К основному оборудованию термического участка относятся нагревательные печи, печи-ванны, установки для получения искусственных атмосфер, индукционные закалочные установки, закалочные баки, то есть оборудование, с помощью которого выполняют основные технологические операции.
К вспомогательному оборудованию относят грузоподъемные средства, приспособления для загрузки деталей, контрольно-измерительную аппаратуру и приборы, оборудование для очистки деталей и т.п.
Печи для термической обработки классифицируются по следующим признакам:
1.По назначению – универсальные печи для отжига, нормализации, закалки и отпуска; цементационные; для азотирования; печи специального назначения.
2.По температуре рабочего пространства – низкотемпературные, среднетемпературные, высокотемпературные.
3.По характеру загрузки, выгрузки – камерные, шахтные, печи с выдвижным подом.
4.По источнику тепла – мазутные, газовые, электрические.
В небольших многотемпературных термических цехах и участках широкое распространение получили универсальные камерные печи, работающие на мазуте или газе, электрические печи камерные и шахтные с карборундовыми (силитовыми) нагревателями. Температуры таких печей приведены в табл.10![]() 12.
12.
Таблица 10. Камерные огневые термические печи
| Индекс печи |
Размеры загрузочных окон, мм |
Наибольший расход топлива |
Производительность, кг/ч |
||
| природный газ, |
мазут, кг/ч |
при закалке, отжиге |
при отпуске |
||
| ТНО-4.6,4.5/11 ТНО-4.8,4.5/11 ТНО-5.10.5.5/11 ТНО-6.12.5.5/11 ТНО-8.12.6.5/11 ТНО-8.16.6.5/11 ТНО-10.14.8/11 ТНО-10.20.8/11 |
324х348 325х348 410х464 410х464 512х696 512х696 596х1044 596х1044 |
5 7 10 15 20 26 28 40 |
4 6 8 12 16 20 22 32 |
40 60 90 130 170 230 250 360 |
30 40 60 90 120 160 175 250 |
Примечание. Расшифровка индекса печи: ТНО – термическая, нагревательная, камерная, обычная атмосфера; цифры в числителе – округленные значения ширины, длины, высоты рабочего пространства в дм; в знаменателе – максимальная рабочая температура в сотнях градусов.
Таблица 11. Камерные электрические печи
| Индекс электропечи |
Индекс электропечи |
| Высокотемпературные СН3-2.2.0,9/13 СН3-3.4.1,2/13 СН3-5.6.5,2/13 СН3-8.5.10,3/13 СН3-8.5.17,5/13 СН3-11.22.7/12 СНО-2,55.1,7/12 СНО-4,8.2,6/12 СНО-5.10.3,2/12 СНО-8,5.17.5/12 |
Среднетемпературные СНО-2,5.5.1,7/10 СНО-3,6,5.5,2/10 СНО-5.10.3,2/10 СНО-8,5.17.5/10 Низкотемпературные СНО-3.6,5.2/7 СНО-4,8,2,6/7 СНО-5.10.3,2/7 СНО-6,5.13.4/7 СНО-8,5.17.5/7 |
Примечание . Расшифровка индекса печи: С – нагрев сопротивлением, Н – нагревательная камера, З или О – защитная или окислительная атмосфера. Цифры после букв: в числителе - ширина, длина и высота рабочего пространства в дм, в знаменателе – максимальная рабочая температура в сотнях градусов.
В камерных печах загрузку и выгрузку деталей массой до 10 кг осуществляют вручную. При массе деталей более 10 кг используют средства механизации (подвесные клещи на монорельсе, манипуляторы, загрузочные машины). Мелкие детали загружают в печи на поддонах (противнях).
Таблица 12. Шахтные электрические печи
| Печи с цилиндрическим рабочим пространством |
Печи с прямоугольным сечением рабочего пространства |
| СШО-4.4/7 (25) СШЗ-4.8/10 (42) |
СШЗ-2.2.10/13 (32) |
| СШО-4.12/7 (40) СШЗ-6.6/10 (45) |
СШЗ-5.5.20/13 (126) |
| СШО-6.6/7 (36) СШЗ-6.12/10 (75) |
СШЗ-8,5.8,525/13 |
| СШО-6.12/7 (60) СШО-6.18/10 (90) |
|
| СШО-6.18/7 (72) СШО-6.30/10 (136) |
|
| СШО-6.30/7 (108) СШЗ-10.10/10 (110) |
|
| СШО-10.10/7 (86) СШЗ-10.20/10 (165) |
|
| СШО-10.20/7 (120) СШЗ-10.30/10 (220) |
|
| СШО-10.30/7 (160) |
Примечание . Расшифровка индекса печи: С – нагрев сопротивлением, Ш – шахтная, О или З – обычная или защитная атмосфера. Цифры в числителе: диаметр и высота или ширина, длина и высота рабочего пространства в дм, в знаменателе – максимальная рабочая температура в сотнях градусов, цифра в скобках – мощность в кВт.
В шахтные печи загрузку деталей осуществляют в металлических корзинах или подвешивают на специальные приспособления – ёлочку.
Для газовой цементации используют шахтные электрические печи типа Ц (муфельные) и шахтные печи типа СШЦ (безмуфельные). В качестве карбюризатора при газовой цементации применяют углеводородные газы (пропан, бутан, природный газ), бензол, пиробензол, жидкие углеводороды (керосин, синтин), подаваемые в печь через капельницу. Загрузку деталей в печь осуществляют в корзинах или подвешивают на ёлочках.
При цементации в твердом карбюризаторе наибольшее распространение получили печи типа Ц – 105А и СШЦ.
Наиболее широко применяемые для цементации печи представлены в табл. 13.
Для азотирования применяются шахтные печи типа США (табл. 14), процесс осуществляется в атмосфере аммиака по одно- и двухступенчатому циклу при температуре 480°-650° С. Детали загружают в печь в корзинах или на ёлочках.
Таблица 13. Печи для газовой цементации
| Индекс печи |
Размер реторты, мм |
Рабочая тем-пература, °С |
Мощность, кВт |
Масса садки, кг |
|
| диаметр |
высота |
||||
| Ц-25 |
300 |
450 |
950 |
25 |
50 |
| Ц-35 |
300 |
600 |
950 |
35 |
100 |
| Ц-60 |
450 |
600 |
950 |
60 |
150 |
| Ц-75 |
450 |
900 |
950 |
75 |
220 |
| Ц-90 |
600 |
900 |
950 |
90 |
400 |
| Ц-105 |
600 |
1200 |
950 |
105 |
500 |
| Шахтные безмуфельные электропечи типа СШЦ |
|||||
| СШЦ-3.4/10,5 |
300 |
400 |
1050 |
20 |
50 |
| СШЦ-3.6/10,5 |
300 |
600 |
1050 |
30 |
100 |
| СШЦ-4.6/10,5 |
400 |
600 |
1050 |
45 |
150 |
| СШЦ-4.9/10,5 |
400 |
900 |
1050 |
65 |
220 |
Таблица 14. Печи для газового азотирования с номинальной температурой 650 ° С
| Индекс печи |
Мощность, кВт |
Максимальная масса садки, кг |
| Муфельные |
||
| США-2.6/6 |
12 |
50 |
| США-3,2.4,8/6 |
20 |
150 |
| США-5.7/6 |
50 |
400 |
| США-8.126/6 |
100 |
1200 |
| США-12,5.20/6 |
150 |
2000 |
| Безмуфельные |
||
| США-15.22,47/6-Б |
180 |
2500 |
| США-20.30/6-Б |
225 |
3000 |
| США-25.37,5/6-Б |
300 |
3500 |
Примечание . Расшифровка индекса печи: С – нагрев сопротивлением, Ш – шахтная, А – для азотирования; цифры в числителе – диаметр и высота рабочего пространства в дм; в знаменателе – округление номинальная температура.
Для поверхностной закалки деталей используют индукционные закалочные универсальные установки с машинным генератором, вертикального (ИЗУВ) и горизонтального (ИЗУГ) положения. При выборе типа и мощности установки для закалки деталей ТВЧ необходимо ориентироваться на размеры обрабатываемой детали, необходимую глубину закалки и частоту тока.
Мощность установки, расходуемая на нагрев детали, определяется по формуле:
Pg = P 0 S ,
где P 0 – удельная мощность, кВт/см2 (см. табл. 7); S – площадь поверхности нагрева, см2 .
По найденному значению Pg определяется мощность установки, потребляемая от питающей сети (табл. 15).
Таблица 15. Определение мощности установки
| Передаваемая мощность детали Pg , кВт |
Потребляемая мощность, кВт |
||
| Ламповый генератор |
Машинный генератор |
Тиристорный преобразователь |
|
| P 0 S |
3,4 P0 S |
2,4 P0 S |
1,9 P0 S |
Некоторые из установок, применяемых для закалки ТВЧ, приведены в табл. 16.
Таблица 16. Индукционные закалочные установки с машинным генератором
| Вертикального исполнения |
Горизонтального исполнения |
| ИЗУВ 32/160-208 ИЗУВ 5/50-22 |
ИЗУГ 80/280-402 |
| ИЗУВ 12/90-102 ИЗУВ 32/160-202 |
ИЗУГ 200/160-202 |
| ИЗУВ 80/50-102 ИЗУВ 80/280-202 |
ИЗУГ 500/90-402 |
| ИЗУВ 5/50-28 УЗУВ 12/90-108 |
ИЗУГ 80-280-408 |
| УЗУВ 80/50-108 УЗУВ 32/160-208 |
ИЗУГ 200/160-208 |
| УЗУВ 80/280-208 |
ИЗУГ 500/900-408 |
Цифры в индексе установки означают следующее: первая – максимальный диаметр закаливаемой детали в см; вторая – максимальная длина закаливаемой детали в см; третье число – первая цифра в последнем двухзначном числе или две первые цифры в последнем трёхзначном числе показывают максимальную мощность установки в десятках киловатт, последняя цифра – округлённое значение частоты тока в индукторе, кГц. Например, ИЗУВ 80/280-208. Это установка для закалки деталей с максимальным диаметром 800 мм, длиной 2800 мм. Мощность установки 200 кВт, частота тока в индукторе 8000 Гц.
Ламповые универсальные закалочные установки (табл. 17) имеют большую частоту тока и позволяют производить закалку более тонкого поверхностного слоя детали.
Таблица 17. Ламповые установки для закалки ТВЧ
| Обозначение установки |
Мощность, потребляемая от сети, кВт |
Рабочая частота, кГц |
| ЛЗ1-25 |
93 |
66 |
| ЛЗ2-67 |
105 |
66 |
| ЛЗ-107 |
185 |
66 |
| ЛЗ-167 |
290 |
66 |
После термической обработки обычно изделия подвергаются мойке, очистке и, при необходимости, дробеструйной обработке металлическим порошком, корундовой крошкой, ультразвуком.
Контроль качества термообработки проводится обычно измерением твёрдости детали приборами ТШ-2 (пресс Бринелля) и ТК (пресс Роквелла).
Глубина цементированного слоя и толщина слоя после поверхностной закалки контролируются по образцам-свидетелям, прошедшим цикл обработки вместе с контролируемой партией деталей.
2.7. Оформление технологической документации на процесс
термической обработки заготовки и детали
В заключении, после выбора вида и режима термической обработки, основного и вспомогательного оборудования и инструментов, оформляется технологическая документация в виде операционной карты технологического процесса термообработки заготовки и детали. Технологическая документация оформляется согласно требованиям ЕСТД (ГОСТ 3.1405.86).
Пример заполнения технологических карт приведён в прил. 6, 7, 8.
Технологическая карта 1 заполняется для термической или химико-термической обработки, карта 2 – для термической обработки детали токами высокой частоты, карта 3 – для термической обработки заготовок и проката.
Контрольные вопросы
1. В чем сущность процесса термической обработки?
2. Какие превращения протекают в стали при нагреве?
3. Назначение и виды термической обработки стали.
4. Что такое мартенсит? В чем сущность и особенности мартенситного превращения?
5. Назвать основные параметры режимов термической обработки.
6. Дать определение основных видов предварительной термической обработки.
7. Какие существуют разновидности процесса отжига и закалки и для чего они применяются?
8. Как выбрать температуру нагрева при отжиге для доэвтектоидных и заэвтектоидных сталей?
9. Каково назначение нормализации?
10. Как осуществляется обработка холодом?
11. Какие существуют группы охлаждающих сред и каковы их особенности?
12. Дать определение основных видов окончательной термообработки?
13. Как выбрать режимы термообработки (температуру нагрева, время выдержки) для углеродистых сталей?
14. Какое влияние оказывают легирующие элементы на превращения в стали?
15. Назвать основное оборудование для термической обработки?
16. Дать определение видов химико-термической обработки.
17. Цементация, цель, сущность, применение.
18. Азотирование, цель , сущность, применение.
19. Цианирование, виды, цель . сущность, применение.
20. Как практически осуществляются процессы цементации, азотирования, цианирования, нитроцементации?
21. Назовите основные дефекты цементации.
22. Назовите основные дефекты азотирования.
23. Назовите основные дефекты цианирования и нитроцементации.
24. Как влияет поверхностная закалка на эксплуатационные характеристики изделия?
25. Как регулируется глубина закаленного слоя при нагреве токами высокой частоты?
26. Каковы преимущества поверхностной закалки?
27. Какова структура поверхностного слоя и сердцевины детали при закалке ТВЧ?
28. Виды поверхностной закалки, недостатки и преимущества.
29. Что такое тип производства? Назвать разновидности.
30. Какие существуют виды получения заготовок?
31. Что называется шероховатостью поверхности?
Библиографический список
1. Горбацевич А. Ф. Курсовое проектирование по технологии машиностроения. - М.: Машиностроение, 1981.- 284с.
2. Дюмин Г. Е., Трегуб Н. Н. Ремонт автомобилей. – М.: Машиностроение, 2000.- 220с.
3. Семёнов Е. И. Ковка и объёмная штамповка. – М.: Высшая школа, 1972.- 352с.
4. Зуев В. М. Термическая обработка металлов. – М.: Высшая школа, 2001.- 288с.
5. Дальский А.М., Барсукова Т.М. и др. Технология конструкционных материалов. – М.: Машиностроение, 1993.- 448с.
6. Попова Г.Н., Алексеев С.Ю. Машиностроительное черчение /Справочник. – СПб.: Политехника, 1994.- 448 с.
7. Мягков В.Д. Допуски и посадки: Справочник: В 2 ч. - Л., 1978.
8. Технологический процесс термической обработки стальных заготовок и деталей машин: Методические указания к курсовой работе по материаловедению /Сост. В. А. Плотников. - Омск., 2001.- 28с.
9. Разработка технологического процесса изготовления штампованной заготовки /Сост. В. А. Плотников, М.Я. Швец. - Омск, 1987.- 28с.
10. Гуляев А.П. Металловедение. – М.: Металлургия, 1987.- 388с.
11. Лахтин Ю.М., Леонтьева В.П. Материаловедение. – М.: Машиностроение, 1980.- 326с.
Приложение 1
Исходные данные к курсовой работе
| Вариант |
Материал детали |
Метод упрочнения (термообработки) |
Термообрабатываемая поверхность |
Глубина упрочняемого слоя, мм |
Твердость |
| 1 |
2 |
3 |
4 |
5 |
6 |
| 1а |
Сталь 20 |
Цементация |
Зубья |
0,9...1,0 |
58...62 HRC |
| 1б |
Сталь45 |
Азотирование |
Зубья |
0,5...0,7 |
58...62 HRC |
| 1в |
40Х |
Азотирование |
50к6 |
0,6 |
48...53 HRC |
| 1г |
40Х |
ТВЧ |
Зубья |
0,8...1,1 |
58...62 HRC |
| 1д |
38ХА |
ТВЧ |
50к6 |
1,0...1,1 |
48...53HRC |
| 2а |
12ХН3А |
Цементация |
Зубья |
1,3...1,5 |
60...63 HRC |
| 2б |
38ХМЮА |
Азотирование |
Зубья |
0,4...0,6 |
62...65 HRC |
| 2в |
40ХНА |
ТВЧ |
Зубья |
2,5...3,7 |
52...58 HRC |
| 2г |
15ХHГА |
Цианирование |
Зубья |
0,4...0,6 |
56...62 HRC |
| 2д |
35Х3МА |
Нитроцементация |
Зубья |
0,6...0,8 |
54...60 HRC |
| 3а |
40ХНМА |
Азотирование |
35k6 |
0,4...0,6 |
48...53 HRC |
| 3б |
60ХФА |
ТВЧ |
Зубья |
3,0...3,5 |
56...60 HRC |
| 3в |
10ХА |
Цементация (газовая) |
Зубья |
1,2...1,5 |
60...65 HRC |
| 3г |
18Х2Н4ВА |
Нитроцементация |
Зубья |
0,6...0,8 |
58...60 HRC |
| 3д |
55ПП |
ТВЧ |
Зубья |
2,5...3,0 |
58...60 HRC |
| 4а |
18ХГН |
Цементация |
Зубья |
0,8...1,0 |
60...65 HRC |
| 4б |
50Г |
ТВЧ |
Зубья |
3,0...4,0 |
52...62 HRC |
| 4в |
20ХНМ |
Цианироваие |
Зубья |
0,6...0,8 |
54...60 HRC |
| 4г |
30Х3ВА |
Азотирование |
Зубья |
0,35...0,4 |
60...65 HRC |
| 4д |
20Х3МФ |
Цианирование |
Зубья |
0,4...0,5 |
62...64 HRC |
| 5а |
45ХФА |
ТВЧ |
Зубья |
2,3...3,0 |
56...58 HRC |
| 5б |
15Х2НГТА |
Цементация (газовая) |
Зубья |
1,5...2,0 |
58...62 HRC |
| 5в |
30Х3ВА |
Азотирование |
Зубья |
0,5...0,6 |
64...68 HRC |
| 5г |
20ХН |
Цементация |
Зубья |
0,8...1,2 |
62...65 HRC |
| 5д |
50ХМ |
ТВЧ |
Зубья |
2,0...2,5 |
58...60 HRC |
| 6а |
30Х2НВФА |
Азотирование |
Зубья |
0,35...0,5 |
64...66 HRC |
| 6б |
40ХМА |
Нитроцементация |
Зубья |
0,4...0,55 |
62...64 HRC |
| 6в |
18ХГТ |
Цементация (газовая) |
Зубья |
1,2...1,8 |
60...65 HRC |
| 6г |
55ПП |
ТВЧ |
Зубья |
2,7...3,5 |
54...58 HRC |
| 6д |
30Х3ВА |
Нитроцементация |
Зубья |
0,35...0,5 |
56...60 HRC |
Продолжение прил.1
| 1 |
2 |
3 |
4 |
5 |
6 |
| 7а |
25ХМА |
Цианирование |
Зубья |
0,3...0,4 |
58...62 HRC |
| 7б |
50ХА |
ТВЧ |
Зубья |
2,5...3,5 |
54...58 HRC |
| 7в |
35Х2Н4ЮА |
Азотирование |
Зубья |
0,2...0,3 |
62...67 HRC |
| 7г |
15Х5Н2ВА |
Цементация (газовая) |
Зубья |
1,2...1,5 |
60...63 HRC |
| 7д |
45ХН2ВА |
Азотирование |
Зубья |
0,4...0,5 |
62...65HRC |
| 8а |
20ХНМА |
Цементация (газовая) |
Зубья червячн. |
1,2...1,4 |
63...65 HRC |
| 8б |
35Х |
Цианирование |
Зубья |
0,2...0,3 |
52...58 HRC |
| 8в |
65ХНА |
ТВЧ |
Зубья |
2,0...2,3 |
58...62 HRC |
| 8г |
18ХГ2 |
Цементация |
35d9 |
1,2...1,4 |
48...53 HRC |
| 8д |
30ХН3ГА |
Азотирование |
Зубья |
0,4...0,5 |
62...64 HRC |
| 9а |
30ХГСА |
50d9 |
0,8...1,0 |
46...50 HRC |
|
| 9б |
50ХНА |
Улучшение |
Объемная термообр. |
- |
25...30 HRC |
| 9в |
45ГСА |
Улучшение |
Объемная термообр. |
- |
26...32 HRC |
| 9г |
35Х2Н4М |
Улучшение |
Объемная термообр. |
- |
24...28 HRC |
| 9д |
40Х2М6Н4 |
Улучшение |
Объемная термообр. |
- |
27...30 HRC |
| 10а |
55ХГСА |
ТВЧ |
Зубья |
2,5...3,0 |
54...58 HRC |
| 10б |
12Х2Г4МА |
Цианирование |
Зубья |
0,4...0,5 |
52...56 HRC |
| 10в |
20ХФА |
Цементация (газовая) |
Зубья |
1,5...1,8 |
60...63 HRC |
| 10г |
08Х4ГМ |
Азотирование |
Зубья |
0,2...0,3 |
56...60 HRC |
| 10д |
18ХГ2МА |
Цементация |
Зубья |
1,0...1,2 |
58...63 HRC |
| 11а |
65ХНМА |
ТВЧ |
Шлицы |
1,0...1,5 |
50...58 HRC |
| 11б |
55ПП |
ТВЧ |
Шлицы |
3,5...4,0 |
56...60 HRC |
| 11в |
55ГА |
ТВЧ |
Шлицы |
3,0...3,2 |
60...62 HRC |
| 11г |
40ХГТ |
ТВЧ |
Шлицы |
2,3...2,8 |
58...62 HRC |
| 11д |
45ХНМЮА |
ТВЧ |
Шлицы |
3,2...3,5 |
62...65 HRC |
| 12а |
38ХЮМ4А |
Азотирование |
Шлицы |
0,2...0,35 |
63...65 HRC |
| 12б |
20Х2Н4ВА |
Цементация (газовая) |
Шлицы |
1,5...2,0 |
60...62 HRC |
| 12в |
55РП |
ТВЧ |
Шлицы |
2,5...3,5 |
58...60 HRC |
| 12г |
35Х2Н2ФА |
Цианирование |
Шлицы |
0,25...0,4 |
58...62 HRC |
| 12д |
40ХМЮА |
Азотирование |
Шлицы |
0,3...0,5 |
63...65 HRC |
| 13а |
4Х9С2А |
Термообр-тка |
25...35 HRC |
||
| 13б |
4Х10С2М |
Термообр-тка |
28...32 HRC |
||
| 13в |
Х7СМ |
Термообр-тка |
32...38 HRC |
||
| 13г |
4Х14Н14В2 |
Термообр-тка |
30...35 HRC |
||
| 13д |
Х18Н10Т |
Термообр-тка |
30...35 HRC |
Окончание прил. 1
| 1 |
2 |
3 |
4 |
5 |
6 |
| 14а |
30ХГТ |
Азотирование |
Зубья |
0,25...0,3 |
60...62 HRC |
| 14б |
12ХН3ФА |
Цементация |
Зубья |
1,0...1,5 |
62...64 HRC |
| 14в |
25ХН4В2М |
Цементация (газовая) |
Зубья |
1,6...2,0 |
60...63 HRC |
| 14г |
15Х2Г4МА |
Цианирование |
Зубья |
0,35..0,4 |
56...58 HRC |
| 14д |
35ХН4МЮ |
ТВЧ |
Зубья |
2,5...3,5 |
54...56 HRC |
| 15а |
40ХН |
Улучшение |
Объемная термообр. |
- |
22...28 HRC |
| 15б |
38ХМА |
Улучшение |
Объемная термообр. |
- |
25...30 HRC |
| 15в |
45Х3МЮ |
Улучшение |
Объемная термообр. |
- |
24...28 HRC |
| 15г |
38ХА |
Улучшение |
Объемная термообр. |
- |
26...30 HRC |
| 15д |
40Х4М2ФА |
Улучшение |
Объемная термообр. |
- |
23...26 HRC |
Приложение 2
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
Сибирская государственная автомобильно-дорожная академия
Кафедра ТКМ
Расчетно-пояснительная записка к курсовой работе
по материаловедению и ТКМ
Тема: Технологический процесс термической обработки впускного клапана газораспределительного механизма
Выполнил: студент Мухин В.И.
Группа: 2АТ-33
Проверил: ст.преподаватель Сталин И.В.
ОМСК – 2002
Приложение 3
Министерство образования РФ
Сибирская государственная автомобильно-дорожная академия
Кафедра ТКМ
Задание
на курсовой проект по материаловедению и ТКМ
Студенту _____факультета ________группы
___________________________________________________________________________
(Ф.И.О.)
Разработать технологический процесс термической обработки
________________________
(деталь)
Исходные данные: согласно варианту задания (прил. 1)
Объём курсового проекта: пояснительная записка ______листов; графический материал ____листов формата _____
Дата выдачи: ___ _________2002 г.
Срок выполнения: ___ ________2002 г.
Студент __________________ (Роспись).
Омск – 2002
Приложение 4
Стали, применяемые при изготовлении деталей автомобилей
и дорожных машин
| Детали |
Материал деталей |
| 1 |
2 |
| Болты и шпильки |
10, 20, 25, 30, 35, 40, 45, 35Х, 40Х |
| Колеса зубчатых передач |
35, 40, 45, 35Х, 40Х. 45Х, 40ХН, 12ХН3А, 12Х2Н4А, 18ГТ, 20ХНМ, 25ХГТ, 30ХГТ, 38ХМЮА |
| Червяки рулевых управлений |
12ХН3А, 20ХНМ, 35Х |
| Валы шестеренных передач |
35Х, 40Х, 15ХГНТА, 25ХГМ, 30ХГТ |
| Полуоси |
40, 40Х, 40ХС, 30ХГСА, 33ХС, 35ХГС, 38ХС, 38ХГА, 40ХНМА |
| Крестовины |
20Х, 20ХНМ, 40Х, 18ХГТ, 12ХН3А |
| Карданные валы |
15, 20 |
| Вилки |
35, 40, 30Х, 30ГХ, 40Х, 45 |
| Шаровые пальцы |
35, 40ХН |
| Валы рулевых управлений |
20, 30, 35, 45 |
| Валы рулевой сошки |
12ХН3А, 30Х, 40Х |
| Рулевые тяги |
20, 35 |
| Оси рычагов |
35, 40Х |
| Коленчатые валы |
35, 40, 45, 50, 35Г, 45Г2, 50Г, 65Г, 40Х, 40ХГМ, 40ГМ, 40ХНМ, 40ХН, 30ХМА, 18ХНВА, 18ХНМА, 20ХН3А, 40Х3МЮ, 25ХН4ВЛ, 38ХМЮА |
| Распределительные валы |
15Х, 15ХН, 40, 45 |
| Поршневые пальцы |
12ХН3А, 15Х, 45, 20ХН3А, 20ХНР |
| Клапаны ДВС |
40, 45, 40Х, 50ХН, 40ХНМА, 40Х10СМ, 40СХ10МА, 40Х9С2 |
| Шатуны |
40Г2, 45Г2, 50Г2, 30Г, 30Х, 35Х, 40Х, 38ХА |
| Плунжеры топливной аппаратуры, иглы форсунок, гильзы цилиндров |
38ХМЮА, 38ХВЮА, 38ХЮ |
| Пальцы звеньев гусениц трактора |
50, 50Г, 50Г2 |
| Опорные катки гусениц тракторов |
50, 45Л, 45ГЛ, 38ХС |
| Зубья ковшей экскаваторов |
110Г13Л |
Приложение 5
Термическая обработка основных деталей автомобильной и дорожной
техники
| Изготавливаемые детали |
Группа стали |
Марка стали |
Термическая обработка |
| 1 |
2 |
3 |
4 |
| Поршневые пальцы, толкатели, крестовины кардана |
Хромистая |
15Х, 15ХА, 20Х |
Цементация, закалка, низкий отпуск |
| Шатуны, валы и шестерни коробок передач, болты шатунные и крепления маховика, шлицевые наконечники карданных валов, цапфы поворотные, рулевые рычаги |
Хромистая |
30Х, 35Х, 40Х, 38ХА |
Улучшение, поверхностная закалка. Цианирование, закалка, низкий отпуск Улучшение |
| Шатуны, полуоси |
Марганцовистая |
45Г2, 40Г |
Улучшение |
| Шестерни полуосей, сателлиты, конические и цилиндрические шестерни главной передачи, валы и шестерни коробок передач, крестовины дифференциала, кулаки шарнира переднего ведущего моста |
Хромомарган-цовистая |
18ХГТ, 25ХГТ, 30ХГТ, 25ХГМ |
Цементация или цианирование, закалка, низкотемпературный отпуск |
| Конические шестерни главной передачи, шестерни полуоси, сателлиты, шестерни и валы коробок передач и раздаточных коробок, поршневые пальцы |
Хромникелевая |
20ХН3А 20Х2Х4А 12ХН3А |
Цементация, закалка, низкотемпературный отпуск |
| Вал ведомый коробок передач автомобилей, валы-шестерни, конические шестерни, крестовины кардана, шестерни полуоси |
Хромомарган- цовоникелевая с титаном и бором |
20ХГНР 15ХГН2ТА |
То же |
| Конические шестерни главной передачи, шестерни полуоси, сателлиты, червяки рулевого управления |
Хромоникель- молибденовая |
20ХН2М |
То же |
| Плунжеры топливной аппаратуры, иглы форсунок |
Хромоалюми-ниевая и хромоалюминиевая с молибденом |
38Х2Ю 38Х2МЮА |
Азотирование, закалка, высокий отпуск |
| Валы, шестерни, каретки синхронизаторов коробок передач и конические шестерни главных передач |
Хромомарган-цовоникельмо-либденовая |
20ХГНМ (19ХГН) |
Химикотермичес-кая обработка, закалка, низкотемпературный отпуск |
Окончание прил. 5
| 1 |
2 |
3 |
4 |
| Рычаги рулевого управления, поворотные цапфы |
То же |
40ХГНМ |
Улучшение |
| Шатуны, полуоси |
Бористая |
40Р, 45РП |
Улучшение Улучшение, закалка |
| Пружины клапанов, пластины торсионов автомобилей |
Хромованади- евая |
40ХФА 50ХФА 40ХН |
Улучшение Улучшение, закалка |
| Шатунные болты, болты маховика, шаровые пальцы передней подвески |
Хромоникеле- вая |
40ХН |
Улучшение Улучшение, закалка ТВЧ |
| Продольные и поперечные балки автомобильных рам грузовых автомобилей, металлические кузова самосвалов, балки задних мостов и другие детали |
Низколегиро-ванные стали |
14Г, 09Г2, 14Г2, 12ГС, 17ГС, 19ХГС, 10ХСНД |
Без обработки Нормализация |
Учебное издание
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ТЕРМИЧЕСКОЙ ОБРАБОТКИ
ДЕТАЛЕЙ МАШИН
Методические указания к курсовой работе
по дисциплине «Материаловедение и ТКМ»
Составители:
Дмитрий Николаевич Коротаев,
Александр Федорович Мишуров
Елена Юрьевна Шутова
Редактор Т.И. Калинина
Лицензия ИД № 00064 от 16. 08. 99.
Подписано к печати
Формат 60 х 90 1/16. Бумага ксероксная.
Гарнитура Таймс.
Оперативный способ печати.
Усл. п. л. 2,5 + 0,18 вкл. уч.-изд. л. 2.4 + 0,16.
Тираж 400 экз. Изд. № 29. Заказ
Цена договорная.
Издательство СибАДИ
644099, Омск, ул. П. Некрасова, 10
![]()
Отпечатано в ПЦ издательства СибАДИ
644099, Омск, ул. П.Некрасова, 10
![]()