Методы организации и управления материальными потоками
СОДЕРЖАНИЕ: СОДЕРЖAНИЕ Введение .…3 1. Построение системы организации материальных потоков ...…5 2. Системы управления материальными потоками ..…11СОДЕРЖAНИЕ
Введение………………………………………………………………………….…3
1. Построение системы организации материальных потоков………………...…5
2. Системы управления материальными потоками…………………………..…11
2.1. Толкающая система управления материальными потоками……..…..14
2.2. Тянущая система управления материальными потоками……….........16
2.3. Логистическая концепция RP……………………………………...…17
2.4 Планирование потребности в материалах (MRP)……………….……..22
2.5 Планирование производственных ресурсов (MRP II) и
планирование потребностей предприятия (ERP система)…………......20
2.6 Концепция «точно в срок» (JIT) Just in time……………………….........23
2.7 Концепция эффективной реакции на
запросы потребителей (ECR)…………..…………………………….......27
2.8 Система KANBAN………………………………………………………..28
2.9 Система ORT……………………………………………………….........31
Заключение………………………………………………………………….....…...32
Список литературы…………………………………………………………….......35
ВВЕДЕНИЕ
В последние годы в сфере товарного обращения ряда стран произошли существенные преобразования. В условиях, когда рост объемов производства и расширение внутринациональных и микрохозяйственных связей привели к увеличению издержек сферы обращения, внимание предпринимателей сконцентрировалось на поиске новых форм оптимизации рыночной деятельности и сокращения затрат в данной сфере. В хозяйственной практике стали использоваться новые методы и технологии доставки товаров. Они базируются на концепции логистики .
Логистика (от греческого слова «logistike», что означает искусство вычислять, рассуждать) – это наука о планировании, организации, управлении, контроле и регулировании движения материальных и информационных потоков в пространстве и во времени от их первичного источника до конечного потребителя.
Логистика охватывает всю сферу и спектр деятельности предприятия и на всех стадиях развития производства стремится сократить затраты и выпустить продукцию, заданного количества и качества в установленные сроки и в установленном месте.
В связи с быстрыми изменениями рыночных условий предприятия, ориентированные на логистическую организацию имеют преимущественную возможность адаптации системы к условиям окружающей среды.
В современных условиях выделяют несколько видов логистики: производственную, закупочную, распределительную, информационную, транспортную, логистику сервиса и др.
Одним из центральных звеньев системы логистики можно назвать производственную логистику, так как благодаря производству осуществляется закупка сырья и материалов, а в последующем и распределение готовой продукции.
Логистическая концепция организации производства включает в себя следующие основные положения:
· отказ от избыточных запасов;
· отказ от завышенного времени на выполнение основных и транспортно-складских операций;
· отказ от изготовления серий деталей, на которые нет заказа покупателей;
· устранение простоев оборудования;
· обязательное устранение брака;
· устранение нерациональных внутризаводских перевозок;
· превращение поставщиков из противостоящей стороны в доброжелательных партнеров.
В отличие от логистической традиционная концепция организации производства предполагает:
· никогда не останавливать основное оборудование и поддерживать во что бы то ни стало высокий коэффициент его использования;
· изготавливать продукцию как можно более крупными партиями;
· иметь максимально большой запас материальных ресурсов “на всякий случай”.
Содержание концептуальных положений свидетельствует о том, что традиционная концепция организации производства наиболее приемлема для условий “рынка продавца”, в то время как логистическая концепция – для условий ”рынка покупателя”.
Целью данной работы является :
- Изучение методов построения системы организации материальных потоков.
- Изучение систем управления материальными потоками на предприятии.
1 ПОСТРОЕНИЕ СИСТЕМЫ ОРГАНИЗАЦИИ
МАТЕРИАЛЬНЫХ ПОТОКОВ
Сущность организации материальных потоков состоит в объединении отдельных звеньев и стадий процесса передвижения предметов труда, установлении необходимых связей и взаимодействий между ними с целью обеспечения своевременнойи комплектной поставки продукции в соответствии с хозяйственными договорами при минимальных затратах на выполнение заказов.
Система организации материальных потоков представляет собой совокупность инструментов (форм, методов, правил и т.п.), посредством которых происходит формирование материальных и соответствующих им информационных потоков по всей логистической цепи с целью своевременного и качественного выполнения заказа, обеспечивается их эффективное функционирование и совершенствование.
Структура управлениялогистической деятельностью на предприятии:
Консультативный (координационный) тип структуры призван осуществить так называемую «штабную функцию». При реализации этого типа структуры предполагается выделение управляющего товародвижением и сосредоточение им функций планирования товарных потоков, анализа издержек, оперативного прогнозирования, координации деятельности всех подразделений.
Линейная организационная структура – во главе службы (отдела) логистики находится руководитель, наделенный всеми полномочиями и осуществляющий единоличное руководство подчиненными ему работниками и сосредоточивающий в своих руках все функции управления. Его решения, передаваемые по цепочке «сверху вниз», обязательны для выполнения всеми нижестоящими звеньями. Сам руководитель в свою очередь подчинён вышестоящему руководителю.
Матричный механизм организации логистической деятельности предусматривает вовлечение работников, деятельность которых связана с организацией товародвижения, из других служб в подразделение логистики с сохранением прежнего мета работы. Они подчиняются не только руководителю по логистике, но и руководителям тех функциональных подразделений, в которых они постоянно работают.
Логистический комитет включает в свой состав управляющих, ответственных за разные аспекты деятельности по организации товародвижения на предприятии. Такие комитеты призваны выполнять координационные функции.
Форма организации материальных потоков представляет собой совокупность технических средств, создающих возможность потока предметов труда, и расположение производственных участков и складов по отношению к ней, выраженное системой устойчивых связей.
Выделяют три формы организации движения материального потока: накопительная, транспортно-накопительная, форма «нулевого запаса». Их характеристики представлены в таблице 1.1 [10]
Таблица 1.1 – Характеристика форм организации материальных потоков
| Форма |
Описание |
| Накопительная |
характеризуется наличием в составе цехов комплекса складов. Это цеховые склады материалов, межучастковые (промежуточные) склады заготовок, деталей и сборочных единиц, склады готовых изделий. Взаимосвязи производственных участков, бригад и рабочих мест со складами осуществляются с помощью транспортных средств. |
| Транспортно-накопительная |
предполагает наличие комбинированной транспортно-складской системы, которая объединяет определенное количество рабочих мест, бригад, участков путем установления связи каждого рабочего места с любым другим посредством информационного и материального потоков. Организация движения материального потока проходит по схеме: поиск материала, необходимой заготовки или детали на складе – транспортировка к станку – обработка – возвращение обработанной по данной операции детали на склад. |
| «Нулевого запаса» |
предполагает поддержание минимального запаса на каждой технологической стадии производственного процесса. Склад в системе «нулевого запаса» служит для промежуточного хранения только тех деталей и сборочных единиц, которые не могут быть поставлены или изготовлены в срок. Такие склады создаются на каждом из этапов движения предметов труда: для хранения приобретенных материалов и комплектующих изделий, в производстве, для подготовки готовых изделий потребителю и являются средством централизованного планирования производства. |
Выбор метода закупок зависит от сложности конечного продукта, состава комплектующих изделий и материалов.
Основными методами закупок являются следующие:
1. Закупка товара одной партиейпредполагает поставку товаров большой партией за один раз (оптовые закупки). Его преимущества: простота оформления документов, гарантия поставки всей партии, повышенные торговые скидки. Недостатки — большая потребность в складских помещениях, замедление оборачиваемости капитала.
2. Регулярные закупки мелкими партиями. В этом случае покупатель заказывается необходимое количество товаров, которое поставляется ему партиями в течение определенного периода. Преимущества данного метода таковы: ускоряется оборачиваемость капитала, так как товары оплачиваются по мере поступления отдельных партий; достигается экономия площади складских помещений; сокращаются затраты на документирование поставки, поскольку оформляется только заказ на всю поставку. Его недостатки: вероятность заказа избыточного количества товаров; необходимость оплаты всего количества товаров, определенного в заказе.
3. Закупки по котировочным ведомостям используется для закупки дешевых и быстро потребляемых товаров. Преимущества данного метода: ускорение оборачиваемости капитала, снижение затрат на складирование и хранение, своевременность поставок.
4. Получение товара по мере необходимостисродни регулярной поставке товаров, но характеризуется следующими особенностями:
• количество поставляемых товаров не устанавливается, а определяется приблизительно;
• поставщики перед выполнением каждого заказа связываются с покупателем;
• оплачивается только поставленное количество товара;
• по истечении срока контракта заказчик не обязан принимать и оплачивать товары, которые еще только должны быть поставлены.
Преимущества данного метода: отсутствие твердых обязательств по покупке определенного количества товаров, ускорение оборота капитала, минимум работы по оформлению документов.
5. Закупка товара с немедленной сдачей. Сфера применения этого метода — покупка нечасто используемых товаров, когда невозможно получать их по мере необходимости. Товар заказывается, когда он требуется, и вывозится со складов поставщиков. Недостаток данного метода — в увеличении издержек, связанных с необходимостью детального оформления документации при каждом заказе, мелкими размерами заказов и множеством поставщиков. [10]
Снабжение предприятия материальными ресурсами по одной из двух схем:
1) напрямую от поставщика – транзитная форма;
2) с привлечением услуг сторонних складских организаций – складская форма.
Осуществление перевозки грузов предприятие может вести по одной или нескольким из 5 моделей: унимодальная, интермодальная, мультимодальная, трансмодальная или амодальная. Более подробная информация о них представлена в таблице 1.2.
Таблица 1.2 – Модели перевозки грузов
| Модель |
Описание |
| Унимoдальная |
использование только одного транспорта при доставке грузов потребителю. Как правило, эта модель применяется в случаях, когда четко заданы начальный и конечный пункты транспортировки, и при этом отсутствуют промежуточные операции по складированию и грузопереработке. Эта модель зачастую используется при крупнотоннажных отправках и при наличии подъездных путей в конечном пункте доставки груза. |
| Интермодальная |
последовательная перевозка грузов несколькими видами транспорта в одной и той же грузовой единице или транспортном средстве без перегрузки самого груза при его перевалке на другой вид транспорта: трейлерные перевозки, перемещение железнодорожного вагона на тележках-тяжеловозах автомобильного транспорта; контрейлерные перевозки — перемещение транспортных средств на вагоне-платформе; системы роудрейлеров — установка полуприцепа на железнодорожную тележку. |
| Мультимодальная |
модификация интермодальной модели. Отличается от нее тем, что в перевозках один вид транспорта выступает в роли основного перевозчика, а взаимодействующие виды являются клиентами, оплачивающими его услуги |
| Трансмодальная |
основана на технологии перевозок различными видами транспорта по единым транспортно-проездным документам. |
| Амодальная |
транспортировка грузов по определенным маршрутам, обслуживаемым различными видами транспорта и контролируемым из одного диспетчерского пункта. |
Выбранный тип перевозок осуществляется по определенной схеме – маршруту движения транспорта. В настоящее время применяются следующие виды маршрутов: маятниковые, веерные, кольцевые, терминальные, «цветок маргаритки». Маятниковые маршруты предполагают, что транспортное средство осуществляет перевозку грузов между двумя определенными пунктами. При веерных маршрутах перевозка грузов осуществляется из нескольких пунктов в один или из одного пункта в несколько других. При последовательном обслуживании транспортным средством в течение цикла нескольких пунктов отправления и получения грузов применяется кольцевой маршрут. Терминальные маршруты предусматривают перевозку грузов через терминалы. В роли организаторов терминальных перевозок выступают, как правило, транспортно-экспедиционные фирмы, использующие уникальные или специализированные терминалы и терминальные комплексы. Наиболее рациональным типом транспортных маршрутов является т.н. «цветок маргаритки». Это идеальная схема, принципиальным отличием которой является отсутствие пересечения путей и соседних маршрутов. Поставки могут быть организованы одним из 5 способов, представленных в таблице 1.3.
Таблица 1.3 – Способы организации поставки
| № п/п |
Название |
Описание |
| 1 |
Система «от двери до двери» |
Товар доставляется от поставщика до потребителя, минуя склады и хранилища. Эта форма используется тогда, когда продукция закупается крупными партиями или в случае закупок уникальной продукции. Она позволяет свести до минимума транспортные издержки и затраты на промежуточное хранение товаров. Прямые связи приносят эффект только при обслуживании близко расположенных потребителей. |
| 2 |
Склады (центры) поставщиков |
Используются в том случае, когда потребители располагаются в отдалении от поставщиков или в нескольких регионах. Сбытовые агенты, принимая заказ на поставку продукции, отправляют его не в центральную сбытовую контору, откуда он пересылается на одно из предприятий фирмы, а непосредственно в ближайший распределительный центр. |
| 3 |
Использование услуг оптовых посредников |
Применяется при реализации продукции производственно-технического назначения с целью расширения рынков сбыта и снижения издержек, при необходимости организовать дополнительный канал реализации одного и того же товара на разных рынках, когда поставляются в большом количестве товары стандартного качества и т.д. |
| 4 |
Товарные биржи, брокеры и др. |
При реализации промышленного оборудования, сырьевых материалов и полуфабрикатов |
| 5 |
Аутсорсинг |
Если организация поставки не является ключевой компетенцией организации, этот процесс можно передать на выполнение сторонней компании. При этом может иметь место такая форма отношений оптовых и промышленных предприятий, когда за первыми закрепляются операции по техническому обслуживанию оборудования, находящегося у потребителя, изготовители освобождаются от необходимости иметь у себя персонал для выполнения таких операций. |
Канал распределения - это совокупность организаций или отдельных лиц, которые принимают на себя или помогают передать другому право собственности на конкретный товар или услугу на пути от производителя к потребителю. Использование каналов распределения приносит производителю определенные выгоды, так как обеспечивает продажу продукции наиболее эффективными способами, позволяет доводить продукцию до целевых рынков, экономит затраты на распределение. Каналы распределения имеют различную структуру, которая может быть охарактеризована количеством составляющих канал уровней. Уровень канала - это посредник, который выполняет работу по приближению канала и права собственника на него к конечному потребителю. [1,стр 52]
Логистический сервис неразрывно связан с процессом распределения и представляет собой комплекс услуг, оказываемых в процессе поставки товаров потребителю. Объектом логистического сервиса являются предприятия производственной и непроизводственной сферы, население. Логистический сервис осуществляется либо самим поставщиком, либо экспедиторской фирмой, специализирующейся в области послепродажного обслуживания.
2 СИСТЕМЫ УПРАВЛЕНИЯ МАТЕРИАЛЬНЫМИ ПОТОКАМИ
Под системой управления материальными потоками понимается организационный механизм формирования планирования и регулирования материальных потоков в рамках внутрипроизводственной логистической системы.
Поток представляет собой совокупность объектов, воспринимаемую как единое целое, существующую как процесс на некотором временном интервале и измеряемую в абсолютных единицах за определенный период. Параметры потока – это параметры, характеризующие происходящий процесс. Основными параметрами, характеризующими поток, являются: начальный и конечный его пункты, траектория движения, длина пути (мера траектории), скорость и время движения, промежуточные пункты, интенсивность. [6.Стр. 89]
По характеру образующих объектов выделяются следующие виды потоков: материальные, транспортные, энергетические, денежных средств, информационные, людские, военные и др., но для логистики из перечисленных представляют интерес материальные, информационные и финансовые.
Понятие материального потока является ключевым в логистике. Материальные потоки образуются в результате транспортировки, складирования и выполнения других материальных операций с сырьем, полуфабрикатами и готовыми изделиями – начиная от первичного источника сырья вплоть до конечного потребителя. Материальные потоки могут протекать между различными предприятиями или внутри одного предприятия.
Материальный поток – это продукция (в виде грузов, деталей, товарно-материальных ценностей), рассматриваемая в процессе приложения к ней различных логистических (транспортировка, складирование и др.) и (или) технологических (механообработка, сборка и др.) операций и отнесенная к определенному временному интервалу. Материальный поток не на временном интервале, а в данный момент времени переходит в материальный запас.
Материальный поток характеризуется определенным набором параметров:
· номенклатура, ассортимент и количество продукции;
· габаритные характеристики (объем, площадь, линейные размеры);
· весовые характеристики (общая масса, вес брутто, вес нетто);
· физико-химические характеристики груза;
· характеристики тары (упаковки);
· условия договоров купли-продажи (передачи в собственность, поставки);
· условия транспортировки и страхования;
· финансовые (стоимостные) характеристики;
· условия выполнения других операций физического распределения, связанных с перемещением продукции, и т.д.
Материальный поток на своем пути от первичного источника сырья до конечного потребителя проходит ряд производственных звеньев. Управление материальным потоком на этом этапе имеет свою специфику и носит название производственной логистики.
Задачи производственной логистики касаются управления материальными потоками внутри предприятий, создающих материальные блага или оказывающие такие материальные услуги, как хранение, фасовка, развеска, укладка и др.
Логистические системы, рассматриваемые производственной логистикой, носят название внутрипроизводственных логистических систем. К ним можно отнести: промышленное предприятие; оптовое предприятие, имеющее складские сооружения; узловую грузовую станцию; узловой морской порт и др. Внутрипроизводственные логистические системы можно рассматривать на макро- и на микроуровне.
На макроуровне внутрипроизводственные логистические системы выступают в качестве элементов макрологистических систем. Они задают ритм работы этих систем, являются источниками материальных потоков. Возможность адаптации макрологистических систем к изменениям окружающей среды в существенной степени определяется способностью входящих в них внутрипроизводственных логистических систем быстро менять качественный и количественный состав выходного материального потока, т. е. ассортимент и количество выпускаемой продукций. Качественная гибкость внутрипроизводственных логистических систем может обеспечиваться за счет наличия универсального обслуживающего персонала и гибкого производства. Количественная гибкость также обеспечивается различными способами. Например, на некоторых предприятиях Японии основной персонал составляет не более 20% от максимальной численности работающих. Остальные 80% — временные работники. Причем до 50% от числа временных работников составляют женщины и пенсионеры. Таким образом, при численности персонала в 200 человек предприятие в любой момент может поставить на выполнение заказа до 1000 человек. Резерв рабочей силы дополняется адекватным резервом оборудования.
На микроуровне внутрипроизводственные логистические системы представляют собой ряд подсистем, находящихся в отношениях и связях друг с другом, образующих определенную целостность, единство. Эти подсистемы: закупка, склады, запасы, обслуживание производства, транспорт, информация, сбыт и кадры, обеспечивают вхождение материального потока в систему, прохождение внутри нее и выход из системы. В соответствии с концепцией логистики построение внутрипроизводственных логистических систем должно обеспечивать возможность постоянного согласования и взаимной корректировки планов и действий снабженческих, производственных и сбытовых звеньев внутри предприятия.
Когда спрос превышает предложение можно с достаточной уверенностью полагать, что изготовленная с учетом конъюнктуры рынка партия изделий будет реализована. Поэтому приоритет получает цель максимальной загрузки оборудования. Причем, чем крупнее будет изготовленная партия, тем ниже окажется себестоимость единицы изделия. Задача реализации на первом плане не стоит.
Ситуация меняется с приходом на рынок ”диктата” покупателя. Задача реализации произведенного продукта в условиях конкуренции выходит на первое место. Непостоянство и непредсказуемость рыночного спроса делает нецелесообразным создание и содержание больших запасов. В то же время производственник уже не имеет права упустить ни одного заказа. Отсюда необходимость в гибких производственных мощностях, способных быстро отреагировать производством на возникший спрос.
Снижение себестоимости в условиях конкуренции достигается не увеличением размеров выпускаемых партий и другими экстенсивными мерами, а логистической организацией как отдельного производства, так и всей товаропроводящей системы в целом.
Различают несколько систем управления материальными потоками:
· MRP – планирование потребности в материалах;
· DRP – планирование распределения ресурсов;
· JIT – управление материальными и информационными потоками по принципу “точно вовремя”;
· KANBAN – информационное обеспечение оперативного управления материальными потоками по принципу “точно вовремя”;
· OPT – оптимизированная технология производства.
2.1 Толкающая система управления материальными потоками.
Толкающая система представляет собой систему организации производства, в которой предметы труда, поступающие на производственный участок, непосредственно этим участком у предыдущего технологического звена не заказываются. Материальный поток ”выталкивается” получателю по команде, поступающей на передающее звено из центральной системы управления производством (рис. 1)
 |
Условные обозначения:
![]()
![]() Материальный поток, Информационный поток
Материальный поток, Информационный поток
Рис. 1. Принципиальная схема, толкающей системы управления материальными потоком в рамках внутрипроизводственной логистической системы
Толкающие модели управления, потоками характерны для традиционных методов организации производства. Возможность их применения для логистической организации производства появилась в связи с массовым распространением вычислительной техники. Эти системы, первые разработки которых относят к 60-м годам, позволили согласовывать и оперативно корректировать планы и действия всех подразделений предприятия — снабженческих, производственных и сбытовых, с учетом постоянных изменений в реальном масштабе времени.
Толкающие системы, способные с помощью микроэлектроники увязать сложный производственный механизм в единое целое и максимально задействовать рабочих и оборудование в производстве. Однако в случае резкого изменения спроса использование “выталкивающей” системы приводит к созданию избыточного запаса и “затовариванию” из-за отсутствия возможности “перепланирования” производства для каждой стадии. Параметры ”выталкиваемого” на участок материального потока оптимальны настолько, насколько управляющая система в состоянии учесть и оценить все факторы, влияющие на производственную ситуацию на этом участке. Однако чем больше факторов по каждому из многочисленных участков предприятия должна учитывать управляющая система, тем совершеннее и дороже должно быть ее программное, информационное и техническое обеспечение. [3. Стр. 112]
2.2 Тянущая система управления материальными потоками.
Другой вариант основан на принципиально ином способе управления материальным потоком. Он носит название ”тянущая система” и представляет собой систему организации производства, в которой детали и полуфабрикаты подаются на последующую технологическую операцию с предыдущей по мере необходимости.
Здесь центральная система управления не вмешивается в обмен материальными потоками между различными участками предприятия, не устанавливает для них текущих производственных заданий. Производственная программа отдельного технологического звена определяется размером заказа последующего звена. Центральная система управления ставит задачу лишь перед конечным звеном производственной технологической цепи. Тянущая система предполагает сохранение минимального уровня запасов на каждом этапе производства и движения заказа от последующего участка к предыдущему. Последующий участок заказывает материал в соответствии с нормой и временем потребления своих изделий. План-график работы устанавливается только для участка (цеха)-потребителя. Участок-производитель не имеет конкретного графика и плана и работает в соответствии с поступившим заказом. Таким образом изготавливаются только те детали, которые реально нужны и только тогда, когда в этом возникает необходимость. [10]
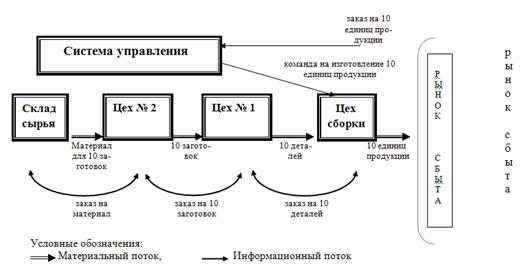 Для того чтобы понять механизм функционирования тянущей системы рассмотрим пример (рис. 2).
Для того чтобы понять механизм функционирования тянущей системы рассмотрим пример (рис. 2).
Рис. 2 Тянущая система управления материальным потоком в рамках внутрипроизводственной логистической системы
Допустим, предприятие получило заказ на изготовление 10 единиц продукции. Этот заказ система управления передает в цех сборки. Цех сборки, для выполнения заказа, запрашивает 10 деталей из цеха № 1. Передав из своего запаса 10 деталей, цех № 1 с целью восполнения запаса заказывает у цеха № 2 десять заготовок. В свою очередь, цех .№ 2, передав 10 заготовок, заказывает на складе сырья материалы для изготовления переданного количества, также с целью восстановления запаса. Таким образом, материальный ноток ”вытягивается” каждым последующим звеном. Причем персонал отдельного цеха в состоянии учесть гораздо больше специфических факторов, определяющих размер оптимального заказа, чем это смогла бы сделать центральная система управления.[11]
2.3 Логистическая концепция RP
Одной из наиболее популярных в мире логистических концепций, на основе которой разработано и функционирует большое число логистических систем, является концепция «Requirements/resource planning» — RP («планирования потребностей/ ресурсов»).
Базовыми системами, основанными на концепции RP в производстве и снабжении являются системы MRP I / MRP II — «Materials/manufacturing requirements /resource planning» (Системы планирования потребностей в материалах / производственного планирования потребностей ресурсов) и в дистрибьюции (распределении) — DRP I / DRP II — «Distribution requirements/resource planning» (Системы планирования распределения продукции/ресурсов). MRP и DRP относятся к толкающим системам управления. Хотя сама логистическая концепция RP сформулирована достаточно давно (с середины 1950-х годов), но только с появлением быстродействующих компьютеров, ее удалось реализовать на практике, а революция в микропроцессорных и информационных технологиях стимулировала бурный рост различных приложений RP систем в бизнесе.
2.4 Планирование потребности в материалах (MRP)
При выборе метода организации управления МП необходимо выяснить, с каким видом спроса имеет дело организация: зависимым или независимым. Если общий спрос формируется большим количеством отдельных покупателей, каждый из которых независимо от других нуждается в каком-то товаре, то имеет место независимый спрос. В этом случае делается прогноз и производится планирование требований по ресурсам (см. п.7.2). Если же, например, производитель использует ряд компонентов для изготовления продукта, то спрос на каждый из этих компонентов связан друг с другом и зависит от производственного плана изготовления конечного продукта. В этом случае имеет место зависимый спрос. При зависимом спросе становится возможным планирование потребности в материалах (material requirements planning) или MRP. Суть этого подхода заключается в расчете потребностей во всех видах материалов, сырья, комплектующих, деталей, необходимых для производства каждого продукта из основного графика в требуемом объеме, и подаче соответствующих заказов на поставку. Общая последовательность действий следующая:
1) основной график «разбивается» на отдельные продукты, определяется объем их выпуска;
2) по ведомостям спецификации материалов определяются все виды материалов, сырья, комплектующих, деталей, необходимые для производства каждого продукта, определяется их количество, требуемое для выполнения основного графика (валовая потребность);
3) проверяется наличие на данный момент всех составляющих (материалов, деталей и т.д.) на складах предприятия и определяется чистая потребность, т.е. с учетом имеющихся запасов;
4) определяется время подачи заказа, исходя из длительности поставок и времени, к которому они должны поступить, и других факторов (минимальный уровень запасов, минимальный размер заказов, надежность поставщиков и т.п.).
Таким образом, при независимом спросе либо в отсутствие применения подхода MRP запасы непосредственно не связываются с производственными планами и поэтому должны быть достаточно высокими, чтобы позволить удовлетворить любой возможный спрос. При использовании MRP уровень запасов низкий и повышается только непосредственно перед выполнением заказа.[11]
Пример использования MRP
Одна из старейших авиакомпаний мира British Airways осуществляет полеты по 150 направлениям и имеет свыше 1200 маршрутов. В год ее пассажиры потребляют 50 млн. порций еды. Авиакомпания готовит часть продуктов питания своими силами, и сама занимается такими вопросами, как посуда, напитки, сухие продукты питания, столовые приборы и т.д. В обычном полете на борту Boeing 747 находится около 45 000 различных предметов. В 1997 г. компания начала внедрение системы MRP для нескольких миллионов единиц продукции, поступающей от 300 поставщиков. В качестве основного графика были приняты заказы билетов пассажирами. Сопоставление предложения с известным спросом позволило устранить многие отходы, сократить запасы, складские площади, время выполнения запасов, реже стали возникать дефициты. Благодаря новому способу управления МП British Airways экономит около 4 млн. ф. ст. в год.
Преимущества MRP
· MRP оперирует данными не о прошлом потреблении, а о будущих потребностях.
· Снижение объема запасов, т. е. экономия финансов, площадей, персонала и т.д.
· Повышение скорости оборачиваемости запасов.
· Отсутствие задержек, вызванных нехваткой материалов.
· Уменьшение количества срочных заказов.
· Возможность использования данных MRP для планирования других логистических видов деятельности, как на предприятии, так и в цепи поставок
Проблемы MRP
· Требуется большой объем подробной и точной информации и необходимых вычислений.
· Низкая гибкость не позволяет оперативно реагировать на внешние изменения.
· Наличие очень сложных систем управления большой размерности и загруженности, что может повлечь значительное число сбоев в системе.
· Размер заказов, предлагаемый MRP, может быть неэффективен.
· MRP может не учитывать ограничений по мощности и другим параметрам.
· Дорогостоящее и долговременное внедрение.
2.5 Планирование производственных ресурсов (MRP II) и планировние потребностей предприятия (ERP система)
MRP может быть усовершенствовано различными способами, например, учитывая при составлении заказов возможность объединения нескольких крупных заказов в более крупный; объединяя спрос на одни и те же материалы, требуемые по разным видам продукции; связывая MRP с планированием использования мощностей поставщиков и др.
Одним из масштабных расширений MRP является планирование производственных ресурсов (manufacturing resource planning) или MRPII. Материалы – это только один ресурс, а организации требуется составлять графики и по другим производственным ресурсам: сотрудникам, оборудованию, сооружениям, финансам, транспорту и т.д., чем и занимается MRPII. Пусть организация применяет MRP для составления расписания по закупкам материалов и по производству ряда материалов внутри самой организации. Если известно, когда материалы, выпускаемые внутри, должны быть готовы, то известно и когда следует начать их производство. Таким образом, MRPII может задавать графики производства комплектующих. Таким же образом организация может применять графики производства комплектующих и для разработки графиков использования оборудования, сотрудников, работающих с этим оборудованием, транспортных потоков, проверки качества продукции и т.д. При таком подходе графики составляются по всем операциям. В дальнейшем этот подход можно применить к финансам, маркетингу, продажам и т.д. В конечном счете, можно получить полностью интегрированную систему, в которой основной график составляет основу для планирования всех ресурсов организации. Т.е. MRPII создает интегрированную систему синхронизации всех функций, выполняемых в организации.[11]
При всех достоинствах MRPII, аналогичных MRP, главными недостатками остаются отсутствие требуемой в некоторых ситуациях гибкости и сложность реализации интегрированной системы управления.
Распространение подхода MRPII на предприятия ЛЦ в соответствии с тенденцией внешней интеграции получило название планирование потребностей предприятия (enterprise requirements planning) или ERP системы. Пусть система MRP производителя определила требуемый объем поставок какого-то материала. Электронный обмен данными может связать систему MRP с системой поставщика. Тогда поставщик, зная, когда и сколько он должен доставить материалов, может начать составлять графики для своих операций, чтобы успеть к сроку. Если поставщики второго уровня связаны с системой MRP поставщика первого уровня, то они также могут начать свои приготовления. Таким образом, исходное сообщение перемещается по цепи поставок назад, обеспечивая интегрированное планирование в пределах всей ЛЦ.
Технически реализовать систему ERP помогает электронный обмен данными, система электронных платежей, Интернет и др. Проблемы заключаются в том, чтобы добиться полного доверия между организациями, обеспечить наличие согласованных систем на разных предприятиях и т.п. Программное обеспечение ERP систем стало доступно с 1990-х годов. В настоящее время рынок для него развивается очень быстро, на нем присутствуют такие компании как SAPAG, BAAN, JD Edwards, SSA, PeopleSoft, Frontstep Inc. Некоторые компании, например, Frontstep Inc.работают на территории России и СНГ, причем программное обеспечение адаптировано к российскому законодательству и условиям работы на российских рынках. Над внедрением ERP систем работают много предприятий на рынке нашей страны и нельзя сказать что все делают внедрение ERP системы качественно. Провести качественное внедрение ERP системы может только высококвалифицированная компания, которая имела опыт внедрения ERP систем на нескольких предприятиях и может предоставить рекомендации клиентов, у которых проводилось внедрение ERP системы. Без такого пакета, заказывать себе внедрение ERP системы не рекомендуется. Так как платите за внедрение ERP системы именно Вы, то Вам и спрашивать рекомендации. Стоимость внедрения ERP системы у многих разная, но очень немногие компании демпингуют в цене внедрения ERP системы, так что в любом случае будьте готовы, что весь процесс внедрения ERP системы выльется Вам в круглую сумму.
Обобщим основную информацию о концепции «планирования потребностей/ресурсов», лежащей в основе систем MRP, MRPII, ERP системы.
Идея концепции «планирования потребностей/ресурсов» – сначала определяется, сколько и в какие сроки необходимо произвести ГП, затем определяется время и необходимые количества МР для выполнения производственного расписания. Концепции «планирования потребностей/ресурсов» реализуют толкающие системы.
Основная цель концепции – обеспечение потока плановых количеств МР и запасов продукции на горизонте планирования.
Необходимые условия реализации концепции «планирование потребностей/ресурсов»:
· использование эффективных математических методов прогнозирования, планирования, организации производственных процессов;
· наличие средств вычислительной техники, позволяющей автоматизировать решение оптимизационных задач, планирование и управление производством, оперативное управление технологическими процессами;
· наличие у организаций в ЛЦ стремления к долговременному сотрудничеству (для ERP систем).
2.6 Концепция «точно в срок» (JIT) Just in time
Ряд компаний, в числе первых была Toyota, в 1970-е годы затратили годы на разработку концепции точно в срок (just in time) или JIT, другое название «точно вовремя». Эти методы оказались настолько эффективными, что все крупные организации в настоящее время в той или иной степени используют элементы этого подхода. Традиционный подход к организации работы предполагает, что запасы – это важный элемент всей системы, гарантирующий отсутствие сбоев при выполнении операций. MRP сокращает объем запасов, используя основной график таким образом, чтобы обеспечить более близкое соответствие между поставками материалов и спросом на них, при этом некоторый страховой запас все же существует на случай непредвиденных проблем. Очевидно, что чем выше будет обеспечена степень соответствия между поставками и спросом, тем меньший запас нам потребуется. Если нам удастся в полной мере устранить несоответствие между поставками и спросом, нам вообще не нужны будут запасы. На этом основана работа Just in time.[10]
В основе этой концепции лежит уверенность, что запасы возникают из-за плохого управления, плохой координации работ и поэтому проблемы прячутся в запасы. Отсюда следует вывод, что надо отыскать причины, вызывающие разницу между предложением и спросом, улучшить выполнение операций, после чего запасы исчезнут. В более широком значении Just in time рассматривает предприятие как набор проблем, мешающих эффективному выполнению операций, например, большое время выполнения заказов, нестабильность доставки заказов, несбалансированные друг с другом операции, ограниченная мощность, поломки оборудования, бракованные материалы, перерывы в работе, ненадежные поставщики, низкое качество ГП, слишком большой объем бумажной работы и многое другое. Менеджеры пытаются решить эти проблемы, создавая запасы, приобретая дополнительные мощности, устанавливая резервное оборудование, приглашая специалистов по «тушению пожаров» и т.д. Однако на самом деле эти действия только скрывают причины проблем. Конструктивный подход заключается в том, чтобы выявить настоящие проблемы и решить их. Концепция Just in time приводит к изменению взглядов по следующим направлениям:
· Запасы в Just in time. Организации должны выявлять и решать проблемы, приводящие к запасам, стремясь к минимальным (нулевым запасам) МР, незавершенного производства, ГП.
· Качество в Just in time. Необходимо добиваться не приемлемого уровня брака, а его полного отсутствия на основе комплексного управления качеством.
· Поставщики в Just in time. Заказчики должны полностью полагаться на своих поставщиков, поэтому им необходимо устанавливать долгосрочные партнерские соглашения с небольшим числом надежных поставщиков и перевозчиков.
· Объем партий в Just in time. Необходимо искать способы снижения объемов производственных партий, добиваться коротких производственных циклов, чтобы излишек производства не накапливался в запасах ГП.
· Время выполнения заказов в Just in time. Необходимо снижать время выполнения заказов, чтобы снизить факторы неопределенности, которые могут изменить ситуацию за время долгой поставки.
· Надежность в Just in time. Все операции должны выполняться непрерывно без сбоев, т.е. не должно быть поломок оборудования, брака, невыходов на работу и т.п.
· Работники в Just in time. Необходим дух сотрудничества, как между рабочими, так и между менеджерами и рабочими, т.к. благосостояние всех зависит от общих успехов в работе, ко всем работникам должно быть одинаковое, справедливое отношение. Поощряется любая творческая инициатива, высказанная любым работником по поводу возможных усовершенствований в работе.
· Информационная поддержка в Just in time должна позволять оперативно обмениваться информацией и синхронизировать все процессы поставки МР, производства и сборки, поставки ГП.
Таким образом, Just in time – это не только способ минимизации запасов, но еще и устранения отходов по любым видам ресурсов, улучшения координации и повышения эффективности деятельности.
Пример использования Just in time
Известная американская компания Harley-Davidson, производящая мотоциклы, в 1970-х годах столкнулась с обострением конкуренции с японскими компаниями: Honda, Yamaha, Suzuki и Kawasaki. Большинство ранее стабильных компаний в этой отрасли обанкротились. Четыре японские компании могли поставлять свои мотоциклы практически в любую точку мира с более высоким качеством и по более низкой цене, чем у конкурентов. В 1978 г. Harley-Davidson пыталась доказать в суде, что японские компании продают мотоциклы по демпинговым ценам, т.е. ниже их себестоимости. Но во время судебных слушаний выяснилось, что операционные издержки у японских компаний на 30% ниже, чем у Harley-Davidson. Одной из основных причин такого положения дел было использование ими режима работы Just in time. Поэтому в 1982 г. Harley-Davidson начала разрабатывать и внедрять программу «материалы по мере необходимости», аналог Just in time. Вначале компания столкнулась с трудностями, но за 5 лет она снизила время переналадки оборудования на 75%, сократила гарантийные затраты и расходы, связанные с отходами, на 60%, снизила запасы незавершенного производства на 22 млн $. За тот же период производительность компании выросла на 30% и в настоящее время компания преуспевает на рынке.
Преимущества Just in time
В некоторых организациях, внедривших Just in time, произошло сокращение запасов на 90%; площадей, на которых выполняются работы – до 40%; затрат на снабжение – до 15% и т.д. К преимуществам Just in time относятся:
· сокращение запасов материалов и незавершенного производства;
· сокращение времени выполнения запасов;
· сокращение времени производства продукции;
· повышение производительности;
· использование оборудования с более высокой загрузкой;
· повышение качества материалов и ГП;
· снижение объема отходов;
· более ответственное отношение сотрудников к работе;
· улучшение отношений с поставщиками;
· появление привычки конструктивно решать возникающие в ходе работы проблемы.
Проблемы реализации Just in time
· Высокие первоначальные инвестиции и затраты на реализацию Just in time (покупка качественного дорогостоящего современного оборудования, затраты на подготовку специалистов и на высокую заработную плату, повышение затрат на производство вследствие небольших партий выпуска и т.д.).
· Неспособность справляться с непредвиденными обстоятельствами (поломки, забастовки работников поставки и др.);
· Зависимость от высокого качества поставляемых материалов.
· Необходимость работать в стабильном производстве, хотя спрос часто колеблется.
· Снижение гибкости в удовлетворении меняющихся запросов потребителей.
· Трудность сокращения времени на переналадку и связанных с этим затрат.
· Неспособность отдельных поставщиков работать в режиме Just in time.
· Проблемы привязки Just in time к другим информационным системам партнеров.
· Необходимость изменения общей планировки сооружений.
· Работа сотрудников в обстановке повышенного стресса.
· Отсутствие духа сотрудничества и доверия между работниками.
· Неспособность отдельных сотрудников взять на себя большую ответственность.
2.7 Концепция эффективной реакции на запросы потребителей (ECR)
Just in time заставляет поставщиков менять методы работы, чтобы обеспечивать более быстрые поставки, более высокое качество, меньшие партии и абсолютную надежность. Очевидный способ удовлетворять эти требования – самим поставщикам взять на вооружение методы Just in time. Это гарантирует, что вся ЛЦ будет работать согласованно на основе одних и тех же целей и принципов. Концепция эффективной реакции на запросы потребителей (efficient consumer response) или ECR предполагает расширение зоны Just in time на всю цепь поставок. Еще используются названия быстрая реакция (quick response, QR), планирование непрерывного пополнения (continuous replenishment planning, CPR). В условиях ECR сообщение о требуемых материалах идет назад через цепь поставок, в результате чего МР перемещаются вперед, т.е. ECR «протягивает» МР через организации, входящие в ЛЦ.
Примеры использования ECR
В 1985 г. в США было создано одно из первых в мире партнерств по ECR с участием розничного торгового предприятия J.C.Penney, производителя тканей Burlington и производителя одежды Lanier Clothing. В результате они повысили объем продаж на 22%, сократили объем запасов на 50%.
Большой интерес к ECR возник во второй половине 1990-х годов в отрасли бакалейных товаров. В настоящее время в супермаркетах, использующих этот подход, когда покупателю продают пачку печенья, то касса автоматически отправляет сообщение поставщику заменить эту пачку, после чего система поставщика отправляет аналогичный сигнал своему поставщику, т.е. этот сигнал идет по всей цепи назад. Именно в рамках ECR возникла технология запасов, управляемых продавцом.
Необходимые условия реализации концепции точно в срок
· Наличие в экономической системе надежных поставщиков. Так, например, американские и европейские производители смогли внедрить эту концепцию на 10-15 лет позже японцев из-за низкой надежности поставок.
· Отношения партнерства между организациями в цепи поставок.
· Использование систем обмена информацией о требуемых МР, например, канбан для Just in time и электронный обмен данными для ECR.
· Высокая скорость физической доставки МР, в том числе за счет сокращения времени промежуточного хранения и ожидания грузопереработки.
· Точная информация о текущем состоянии производства, точные прогнозы на ближайшее будущее. Для этого при организации и оперативном управлении производственных процессов должны использоваться надежные телекоммуникационные системы и информационно-компьютерная поддержка.
Проблемы внедрения ECR
· Сезонность производства некоторых поставляемых ресурсов, например, сельскохозяйственных культур.
· Несогласие какой-то из организаций ЛЦ (не хочет или не может) работать в режиме ECR – это прерывает поток.
· Если ЛЦ пересекает границу, где МП тормозится, или сталкивается с другими проблемами, снижающими производительность, ECR не работает.
Обобщим основную информацию о концепции «точно в срок», лежащей в основе систем Just in time и ECR.
Идея концепции «точно в срок» – синхронизация процессов доставки МР и ГП в необходимых количествах точно к тому моменту, когда звенья логистической цепи в них нуждаются для выполнения заказа, заданного подразделением-потребителем. Концепции «точно в срок» реализуют тянущие системы.
Цель концепции «точно в срок» – минимизация затрат, связанных с созданием запасов.
2.8 Система KANBAN
Система KANBAN разработана Корпорацией «Тоёта Моторс» (что в переводе с японского означает «карта»). Система KANBAN представляет собой первую реализацию «тянущих» логистических систем в производстве, на внедрение которой от начала разработки у фирмы «Тоёта» ушло около 10 лет.
Ключевыми факторами внедрения этой системы явились:
• рациональная организация и сбалансированность производства;
• тотальный контроль качества на всех стадиях производственного процесса и качества исходных ресурсов у поставщиков;
• партнерство только с надежными поставщиками и перевозчиками;
• повышенная профессиональная ответственность и высокая трудовая мораль всего персонала.
Первоначальные попытки американских и европейских конкурентов автоматически перенести схему KANBAN в производство без учета этих и других факторов логистического окружения потерпели неудачу.
Система KANBAN, впервые примененная корпорацией «Тоёта Моторс» в 1972 г. на заводе «Такахама» (г. Нагоя, Япония), представляет собой систему организации непрерывного производственного потока, способного к быстрой перестройке и практически не требующего страховых запасов. Сущность системы KANBAN заключается в том. что все производственные подразделения завода, включая линии конечной сборки, снабжаются материальными ресурсами только в том количестве и к такому сроку, которые необходимы для выполнения заданного подразделением-потребителем заказа. Таким образом в отличие от традиционного подхода к производству структурное подразделение-производитель не имеет общего жесткого графика производства, а оптимизирует свою работу в пределах заказа, по производственно-технологическому циклу подразделения фирмы.
Средством передачи информации в системе является специальная карточка «kanban» в пластиковом конверте. Распространены два вида карточек; отбора и производственного заказа. В карточке отбора указывается количество деталей (компонентов, полуфабрикатов), которое должно быть взято на предшествующем участке обработки (сборки), в то время как в карточке производственного заказа — количество деталей, которое должно быть изготовлено (собрано) на предшествующем производственном участке. Эти карточки циркулируют как внутри предприятий «Тоёты», так и между корпорацией и сотрудничающими с ней компаниями, а также на предприятиях филиалов. Таким образом, карточки «kanban» несут информацию о расходуемых и производимых количествах продукции.
В системе отсутствует складирование на местах, так как используются только контейнеры, перемещаемые от одного обрабатывающего центра к другому с помощью технологического транспорта.
Каждый полностью заполненный контейнер имеет прикрепленную на нем карточку «kanban» со следующей информацией:
o код компонента (полуфабриката);
o описание;
o продукция (конечная, промежуточная), где эти компоненты используются;
o номер (код рабочего), где производится компонент;
o номер обрабатывающего центра (код рабочего), который использует данный компонент;
o количество компонентов для данного контейнера;
o количество контейнеров (карточек «kanban») рядом с обрабатывающим центром.
Карточки «kanban» могут быть двух цветов: белого и черного. Белые карточки находятся на контейнерах на входах Черные карточки «kanban» находятся на контейнерах у позиции выхода и означают разрешение на обработку.
Информация на карточках, прикрепленных к контейнерам, относится к конкретному контейнеру и фиксирует его объем и соответствующие вышеперечисленные реквизиты. В процессе управления каждой операцией по логистической технологии KANBAN участвуют только свободные карточки, отделенные от контейнера.
KANBAN — это типичная схема «тянущей» производственной системы, где контейнеры с деталями (составляющие производственный запас) перемещаются только в зависимости от потребления на последующих участках.
Важными элементами KANBAN являются информационная система, включающая не только карточки, но производственные, транспортные и снабженческие графики, технологические карты, информационные световые табло и т.д.; система регулирования потребности и профессиональной ротации кадров: система тотального (TQM) и выборочного («Дзидока») контроля качества продукции; система выравнивания производства и ряд других.
Практическое использование системы KANBAN, а затем ее модифицированных версий позволяет значительно улучшить качество выпускаемой продукции: сократить логистический цикл, существенно повысив тем самым оборачиваемость оборотного капитала фирм: снизить себестоимость производства: практически исключить страховые запасы. Анализ мирового-опыта применения системы KANBAN многими известными машиностроительными фирмами показывает, что она дает возможность уменьшить производственные запасы на 50 %. товарные — на 8 % при значительном ускорении оборачиваемости оборотных средств и повышении качества.
2.9 Система ORT
ORT относится к классу “тянущих” микрологистических систем, интегрирующих процессы снабжения и производства. Основным принципом работы этой системы является выявление в производственном процессе так называемых “узких” мест или критических ресурсов. По существу ORT является компьютеризованной версией KANBAN с той разницей, что система ORT препятствует возникновению узких мест в логистической сети “снабжение-производство”, а система KANBAN позволяет эффективно устранять уже возникшие узкие места. В качестве критических ресурсов, оказывающих влияние на эффективность логистической системы могут выступать запасы сырья и материалов, размер незавершенного производства, технология изготовления, персонал и др. Предприятия, использующие систему ОРТ, не стремятся максимально загрузить персонал, выполняющий некритические операции, так как это вызывает нежелательный рост запасов незавершенного производства. Эффективность системы ОРТ с логистических позиций заключается в увеличении выпуска продукции, снижении производственных и транспортных издержек, уменьшении запасов незавершенного производства.
ЗАКЛЮЧЕНИЕ
Логистика в России, как наука начала развиваться сравнительно недавно , но уже сейчас можно говорить о ее значимости на предприятии. В современных рыночных условиях, когда рынок ориентирован на покупателя, становится нерационально использовать традиционную концепцию производства, и все больше предприятий склоняются к логистической концепции.
Современная рациональная организация и управление материальными потоками предполагают обязательное использование основных логистических принципов: однонаправленности, гибкости, синхронизации, оптимизации, интеграции потоков процессов. Организации и оперативному управлению материальными потоками принадлежит ведущая роль в оперативном управлении предприятием, в своевременной поставке продукции и особенно в обеспечении повышения эффективности производства, так как в их рамках решаются все вопросы, связанные с использованием производственных ресурсов во времени и пространстве. Современная организация и оперативное управление производством (материальными потоками) должны отвечать ряду требований:
1. Обеспечение ритмичной, согласованной работы всех звеньев производства по единому графику и равномерного выпуска продукции.
2. Обеспечение максимальной непрерывности процессов производства.
3. Обеспечение максимальной надежности плановых расчетов и минимальной трудоемкости плановых работ. В настоящее время на машиностроительных предприятиях, как правило, используются статические методы планирования и управления производством, которые порождают ряд трудноразрешимых проблем, как-то:
• дефицит производственных мощностей. Производство отстает от графика из-за нехватки рабочей силы и оборудования. Это приводит к дополнительным сверхурочным работам, нарушениям сроков поставок готовой продукции, жалобам потребителей, необходимости вести учет неудовлетворенных заявок и другим аналогичным трудностям;
• субоптимальность календарных планов производства. Из-за отсутствия четких приоритетов заказов, неэффективности действующих правил формирования графиков, а также постоянных изменений текущего состояния работ в цехе многие работы назначаются к выполнению неправильно. В результате имеет место прерывание производственных циклов для выполнения таких работ, которые неожиданно стали приоритетными, возрастает число переналадок оборудования, а выполнение работ по графику внезапно тормозится;
• большая длительность производственных циклов. Пытаясь компенсировать трудности, связанные с первыми двумя проблемами, планирующий персонал практикует выделение дополнительного времени на выполнение заказов, отстающих от графика. По этой причине производство в цехе перегружается, сбиваются приоритеты заказов, что в итоге приводит к чрезмерному увеличению продолжительности производственных циклов;
• неэффективное управление запасами. В то время когда суммарные запасы сырья, полуфабрикатов и готовой продукции чрезмерно велики, по некоторым необходимым в производстве позициям имеет место дефицит. Высокий уровень суммарных запасов оборачивается большими издержками по их содержанию, а нехватка сырья приводит к отставанию от графиков производства;
• низкий КПД оборудования. Эта проблема отчасти является следствием неэффективного календарного планирования (излишне частые переходы с выпуска одного вида продукции на другой, прерывание работ), а также других факторов, которые не могут контролироваться в полной мере (например, появление узких мест в производстве, поломки оборудования, снижение спроса на выпускаемую продукцию);
• отклонения от технологии производства. Это, например, замена постоянных технологических маршрутов на специально подбираемые последовательности операций в обход узких мест. В результате растет объем наладочных работ, на станки устанавливается неподходящая оснастка, уменьшается эффективность процесса обработки.
С этими проблемами сталкиваются не только в России, но, например, и в США. В значительной мере они порождены ошибочным представлением о ходе производства как о статичном процессе и свидетельствуют о недостаточной надежности плановых расчетов. Представление о ходе производства как о статичном процессе базируется на предположениях, что:
• длительность производственного цикла изготовления детали является величиной конечной, окончательной, а на самом деле она является величиной вероятностной - ошибка в определении сроков составляет 40%;
• длительность производственного цикла изготовления ведущей детали комплекта определяет длительность производственного цикла изготовления всего комплекта. Тогда как длительность производственного цикла изготовления комплекта деталей как минимум в 1,5 раза больше длительности производственного цикла изготовления ведущей детали комплекта, и ошибка возрастает еще в 1,5 раза. Если первые два предположения приводят только к нарушениям плановых сроков, то следующие вызывают разбалансировку планов, штурмовщину и дефицит деталей на сборке;
• трудоемкость изготовления изделия распределяется равномерно в пределах каждой стадии длительности производственного цикла. На самом деле плотность (интенсивность) работ на протяжении цикла каждой стадии производства меняется в значительных пределах;
4. Обеспечение достаточной гибкости и маневренности в реализации цели при возникновении различных отклонений от плана.
5. Обеспечение соответствия системы оперативного управления производством (ОУП) типу и характеру конкретного производства.
В условиях рынка ускорение роста эффективности производства обязательно требует повышения научного уровня управления, автоматизации его функций, применения современного математического аппарата, средств вычислительной и организационной техники, создания интегрированных систем управления предприятиями (ИСУП). Организация и управление материальными потоками должны совершенствоваться в рамках подсистемы оперативного управления основным производством (ОУОП).
СПИСОК ЛИТЕРАТУРЫ
1. Гаджинский А.М. Логистика: Учебник для высших и средних специальных учебных заведений. – М.: ИВЦ Маркетинг, 2000.
2. Логистика: Учебное пособие / Под ред. Б.А. Аникина. – М.: ИНФРА-М, 1998.
3. Миротин Л.Б., Ташбаев Ы.Э., Порошина О.Г. Эффективная логистика. – М.: Издательство «Экзамен», 2002.
4. Неруш Ю.М. Коммерческая логистика: Учебник для вузов. – М.: Банки и биржи, ЮНИТИ, 1997.
5. Родионова В.Н. Логистика: Конспект лекций. – Воронеж: Изд-во ВГТУ, 1999.
6. Родионова В.Н. Управление материальными потоками в производстве. – Воронеж: Изд-во ВГТУ, 1998.
7. Родников А.Н. Логистика: Терминологический словарь. – М.: Экономика, 1995.
8. Семенко А.И. Предпринимательская логистика: Учебник для Вузов – СПБ: Политехника, 1997.
9. Сергеев В.И. Логистика в бизнесе: Учебник. – М.: ИНФРА-М, 2001.
10. www.ekportal.ru
11. www.enbv.ru