Нарезание резьбы
СОДЕРЖАНИЕ: Содержание. Классификация видов резьбы Метрическая резьба Дюймовая резьба Трубная цилиндрическая резьба Трубная коническая резьба Трапецеидальная резьбаСодержание.
| 1. | Классификация видов резьбы | 3 |
| 1.2 | Метрическая резьба | 4 |
| 1.3 | Дюймовая резьба | 5 |
| 1.4 | Трубная цилиндрическая резьба | 5 |
| 1.5 | Трубная коническая резьба | 6 |
| 1.6 | Трапецеидальная резьба | 6 |
| 1.7 | Упорная резьба | 6 |
| 1.8 | Круглая резьба | 6 |
| 1.9 | Прямоугольная резьба | 7 |
| 2. | Резьбовые резцы и гребенки | 8 |
| 3. | Резьбонарезные фрезы | 12 |
| 4. | Метчики и плашки | 14 |
| 5. | Вопросы к реферату | 15 |
| 6. | Список использованной литературы | 16 |
Классификация резьбы
Таблица 1
№ п/п |
Тип резьбы | Профиль резьбы (некоторые параметры) |
Условное изображение резьбы | Стандарт | Примеры обозначения | Примеры обозначения резьбового соединения |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1 | Метрическая | 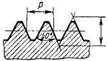 |
 |
 |
 |
|
| 2 | Метрическая коническая | 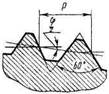 |
 |
 |
 |
|
| 3 | Трубная цилиндрическая |  |
 |
 |
 |
|
| 4 | Трубная коническая | 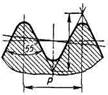 |
 |
 |
||
| 5 | Коническая дюймовая | 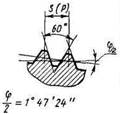 |
 |
|||
| 6 | Трапецеидальная | 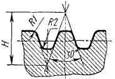 |
 |
 |
 |
|
| 7 | Упорная | 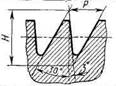 |
 |
|||
| 8 | Круглая |  |
 |
 |
||
| 9 | Прямоугольная |  |
 |
1.1 Метрическая резьба
Метрическая резьба (см. табл.1.2.1) является основным типом крепежной резьбы. Профиль резьбы установлен ГОСТ 9150–81 и представляет собой равносторонний треугольник с углом профиля = 60°. Профиль резьбы на стержне отличается от профиля резьбы в отверстии величиной притупления его вершин и впадин. Основными параметрами метрической резьбы являются: номинальный диаметр – d(D) и шаг резьбы – Р, устанавливаемые ГОСТ 8724–81.
По ГОСТ 8724–81 каждому номинальному размеру резьбы с крупным шагом соответствует несколько мелких шагов. Резьбы с мелким шагом применяются в тонкостенных соединениях для увеличения их герметичности, для осуществления регулировки в приборах точной механики и оптики, с целью увеличения сопротивляемости деталей самоотвинчиванию. В случае, если диаметры и шаги резьб не могут удовлетворить функциональным и конструктивным требованиям, введен СТ СЭВ 183–75 «Резьба метрическая для приборостроения». Если одному диаметру соответствует несколько значений шагов, то в первую очередь применяются большие шаги. Диаметры и шаги резьб, указанные в скобках, по возможности не применяются.
В случае применения конической метрической (см. табл.1.2.1) резьбы с конусностью 1:16 профиль резьбы, диаметры, шаги и основные размеры установлены ГОСТ 25229–82. При соединении наружной конической резьбы с внутренней цилиндрической по ГОСТ 9150–81 должно обеспечиваться ввинчивание наружной конической резьбы на глубину не менее 0,8.
1.2 Дюймовая резьба
В настоящее время не существует стандарт, регламентирующий основные размеры дюймовой резьбы. Ранее существовавший ОСТ НКТП 1260 отменен, и применение дюймовой резьбы в новых разработках не допускается.
Дюймовая резьба применяется при ремонте оборудования, поскольку в эксплуатации находятся детали с дюймовой резьбой. Основные параметры дюймовой резьбы: наружный диаметр, выраженный в дюймах, и число шагов на дюйм длины нарезанной части детали.
1.3 Трубная цилиндрическая резьба
В соответствии с ГОСТ 6367–81 трубная цилиндрическая резьба имеет профиль дюймовой резьбы, т. е. равнобедренный треугольник с углом при вершине, равным 55° (см. табл.1.2.1).
Резьба стандартизована для диаметров от ![]() до 6 при числе шагов z от 28 до 11. Номинальный размер резьбы условно отнесен к внутреннему диаметру трубы (к величине условного прохода). Так, резьба с номинальным диаметром 1 мм имеет диаметр условного прохода 25 мм, а наружный диаметр 33,249 мм.
до 6 при числе шагов z от 28 до 11. Номинальный размер резьбы условно отнесен к внутреннему диаметру трубы (к величине условного прохода). Так, резьба с номинальным диаметром 1 мм имеет диаметр условного прохода 25 мм, а наружный диаметр 33,249 мм.
Трубную резьбу применяют для соединения труб, а также тонкостенных деталей цилиндрической формы. Такого рода профиль (55°) рекомендуют при повышенных требованиях к плотности (непроницаемости) трубных соединений. Применяют трубную резьбу при соединении цилиндрической резьбы муфты с конической резьбой труб, так как в этом случае отпадает необходимость в различных уплотнениях.
1.5 Трубная коническая резьба
Параметры и размеры трубной конической резьбы определены ГОСТ 6211–81, в соответствии с которым профиль резьбы соответствует профилю дюймовой резьбы (см. табл.1.2.1). Резьба стандартизована для диаметров от 1/16 до 6 (в основной плоскости размеры резьбы соответствуют размерам трубной цилиндрической резьбы).
Нарезаются резьбы на конусе с углом конусности j/2 = 1°4724 (как и для метрической конической резьбы), что соответствует конусности 1:16.
Применяется резьба для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков.
1.6 Трапецеидальная резьба
Трапецеидальная резьба имеет форму равнобокой трапеции с углом между боковыми сторонами, равным 30° (см. табл.1.2.1). Основные размеры диаметров и шагов трапецеидальной однозаходной резьбы для диаметров от 10 до 640 мм устанавливают ГОСТ 9481–81. Трапецеидальная резьба применяется для преобразования вращательного движения в поступательное при значительных нагрузках и может быть одно- и многозаходной (ГОСТ 24738–81 и 24739–81), а также правой и левой.
1.7Упорная резьба
Упорная резьба, стандартизованная ГОСТ 24737–81, имеет профиль неравнобокой трапеции, одна из сторон которой наклонена к вертикали под углом 3°, т. е. рабочая сторона профиля, а другая – под углом 30° (см. табл.1.2.1). Форма профиля и значение диаметров шагов для упорной однозаходной резьбы устанавливает ГОСТ 10177–82. Резьба стандартизована для диаметром от 10 до 600 мм с шагом от 2 до 24 мм и применяется при больших односторонних усилиях, действующих в осевом направлении.
1.8Круглая резьба
Круглая резьба стандартизована. Профиль круглой резьбы образован дугами, связанными между собой участками прямой линии. Угол между сторонами профиля = 30° (см. табл.1.2.1). Резьба применяется ограниченно: для водопроводной арматуры, в отдельных случаях для крюков подъемных кранов, а также в условиях воздействия агрессивной среды.
1.9Прямоугольная резьба
Прямоугольная резьба (см. табл.1.2.1) не стандартизована, так как наряду с преимуществами, заключающимися в более высоком коэффициенте полезного действия, чем у трапецеидальной резьбы, она менее прочна и сложнее в производстве. Применяется при изготовлении винтов, домкратов и ходовых винтов.
Резьбовые резцы и гребенки
Резьбовые резцы применяются для нарезания всех видов резьб и обладают следующими достоинствами: простотой конструкции, технологичностью и универсальностью. Последнее достоинство заключается в том, что одним и тем же резцом можно нарезать на цилиндрической и конической поверхностях наружную и внутреннюю резьбы различного диаметра и шага.
Резьбовые резцы работают по методу копирования, поэтому профиль их режущих кромок должен соответствовать профилю впадины нарезаемой резьбы. С целью повышения производительности иногда используется также генераторная схема резания.
Удаление припуска в процессе резьбонарезания производится в условиях несвободного резания при большой степени деформации снимаемого материала. При этом формирование резьбы осуществляется, как правило, за несколько проходов при малых сечениях срезаемой стружки. В связи с этим производительность процесса резьбонарезания низка, поэтому резьбовые резцы в основном применяются в единичном и мелкосерийном производствах.
Являясь фасонным инструментом, резьбовые резцы могут быть трех типов: стержневые, призматические и круглые.
На рис. 1 представлены типовые конструкции резьбовых резцов стержневого типа:
· цельный из быстрорежущей стали; с напайной твердосплавной пластиной;
· с механическим креплением твердосплавной пластины специальной формы, применяемой для нарезания наружной и внутренней резьб.

Рис. 1. Типы стержневых резьбовых резцов:
а - из быстрорежущей стали; б - с напайной твердосплавной пластиной; в - с механическим креплением твердосплавной пластины.
При многопроходном нарезании остроугольной резьбы резцами образование профиля резьбы может осуществляться по трем схемам (рис. 2): а) профильной - с радиальной подачей резца; б) генераторной - с подачей резца под углом к оси заготовки; в) комбинированной, состоящей из подачи под углом при черновой обработке и радиальной подачи - при чистовой (окончательной) обработке.
Достоинством генераторной схемы является увеличение толщины срезаемого слоя за один проход в 2 раза, что обеспечивает соответствующее сокращение проходов. Правая кромка в этом случае работает как вспомогательная кромка, оставляя ступеньки на обработанной поверхности. Этот недостаток позволяет исправить применение комбинированной схемы.
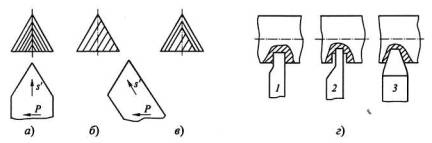
Рис. 2. Схемы резания, применяемые при нарезании резьбы:
а - профильная; б - генераторная;
в - комбинированная; г - для нарезания трапецеидальной резьбы
При нарезании резьб с глубоким профилем, например трапецеидальных, формирование резьбы на предварительных операциях осуществляют резцами с разным профилем режущих кромок, как показано на рис. 2, г.
Стержневые резцы обычно имеют небольшой запас на переточку и их установка относительно заготовки связана с определенными трудностями, которые не возникают при использовании фасонных призматических и круглых резьбонарезных резцов.
Гребенки (рис. 3) - это многониточные фасонные резцы, которые могут быть стержневыми, призматическими, круглыми. Их используют главным образом для нарезания крепежных резьб с мелким шагом, т.е. резьб с небольшой высотой профиля.
Как показано на рис. 3 г, режущая часть гребенок состоит из заборной части длиной l1 заточенной под углом к оси и калибрующей части l2
![]()
где Р - шаг резьбы.
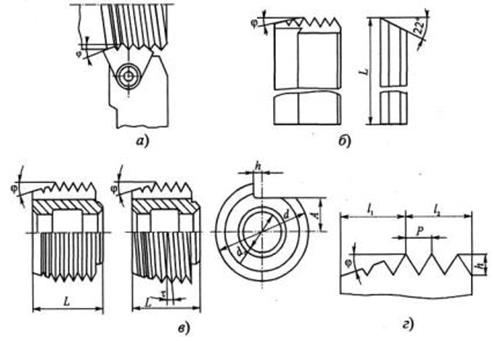
Рис. 3. Резьбонарезные гребенки:
а - стержневая с механическим креплением твердосплавной пластины;
б - призматическая; в - круглая; г - рабочая часть гребенки
В начале рабочего хода гребенка имеет радиальную подачу на врезание и затем перемещается вдоль оси вращающейся заготовки с подачей на один оборот, равной шагу.
Резьбонарезные фрезы
В практике машиностроения применяются следующие основные виды резьбонарезных фрез:
- гребенчатые,
- дисковые,
- головки для вихревого нарезания резьбы.
Применение фрезерования вместо точения при нарезании наружной и внутренней резьб обеспечивает значительное повышение производительности за счет:
1) использования многозубого инструмента с большой суммарной активной длиной режущих кромок, одновременно снимающих стружку (гребенчатые фрезы);
2) увеличения толщины среза на один зуб (дисковые фрезы);
3) увеличения скорости резания за счет оснащения резцов твердым сплавом (головки для вихревого нарезания резьбы).
Гребенчатые фрезы (рис.4) применяются для нарезания остроугольных наружных и внутренних резьб с мелким шагом на цилиндрических и конических поверхностях заготовок. По сути, они представляют собой набор дисковых фрез, выполненных за одно целое на одном корпусе с профилем зубьев, соответствующим профилю резьбы. Для образования зубьев вдоль оси фрезы прорезаны либо прямые, либо винтовые стружечные канавки.
 |
 а) а) |
 |
 б) б) |
 в) в) |
|
Рис. 4. Гребенчатые резьбонарезные фрезы:
а - цилиндрическая насадная; б - цилиндрическая концевая; в - для нарезания конических резьб.
Недостатком гребенчатых фрез является искажение угла профиля нарезаемой резьбы из-за несовпадения траектории точек режущих кромок фрезы с кривой резьбы, получаемой в сечении, перпендикулярном к оси заготовки.
Дисковые фрезы нашли применение при нарезании резьб больших глубин, диаметров и длины. Например, их часто используют при нарезании резьб червяков, ходовых винтов и т.п..
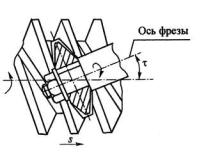
Рис.5 Схема установки дисковой фрезы относительно заготовки
При нарезании резьбы ось оправки дисковой фрезы устанавливается под углом к оси заготовки, равным углу подъема резьбы на ее среднем диаметре (рис.5). Фреза совершает вращательное движение, а заготовка - вращательное и поступательное движения вдоль своей оси с подачей на один оборот, равный шагу резьбы.
Метчики
Метчики широко используются в машиностроении для нарезания резьбы в отверстиях заготовок и весьма разнообразны по конструкциям и геометрическим параметрам.
Метчик - это винт, превращенный в инструмент путем прорезания стружечных канавок и создания на режущих зубьях передних, задних и других углов. Для крепления на станке или в воротке он снабжен хвостовиком. Режущая часть метчика изготавливается чаще всего из быстрорежущей стали, реже из твердого сплава.
Условия резания при снятии стружки метчиком очень тяжелые из-за несвободного резания, больших сил резания и трения, а также затрудненных условий удаления стружки.
Достоинствами метчиков являются: простота и технологичность конструкции, возможность нарезания резьбы за счет самоподачи, высокая точность резьбы, определяемая точностью изготовления метчиков.
По конструкции и применению метчики делят на следующие типы:
1) ручные (слесарные) - с ручным приводом, изготавливаются комплектами из двух или трех номеров;
2) машинно-ручные одинарные или в комплекте из двух номеров -с ручным или станочным приводом;
3) машинные одинарные - со станочным приводом;
4) гаечные - для нарезания резьбы в гайках на специальных станках;
5) плашечные - для нарезания и, соответственно, калибрования резьбы в резьбонарезных плашках;
6) специальные - для нарезания резьб различных профилей: трапецеидальных, круглых, упорных и т.д., а также сборные регулируемые, метчики-протяжки, конические метчики и др.
Основными частями метчика (рис. 6) являются: режущая (заборная) и калибрующая части, стружечные канавки, число перьев и зубьев, хвостовик с элементами крепления.
а) |
 б) б) |
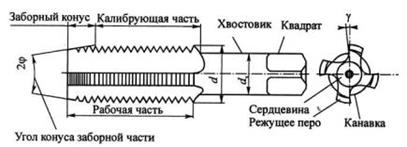
Рис. 6. Метчики: а - основные элементы метчика; б – фотография метчика.
Режущая часть метчика выполняет основную работу по срезанию припуска, формированию профиля нарезаемой резьбы и удалению стружки из зоны резания. Она определяет точность резьбы и стойкость метчиков.
Плашки
Резьбонарезная плашка - это гайка, превращенная в режущий инструмент путем сверления стружечных отверстий и формирования на зубьях режущих перьев передних и задних углов.
Плашки применяют для нарезания наружных резьб на болтах, винтах, шпильках и других крепежных деталях. По форме наружной поверхности плашки бывают: круглые, квадратные, шестигранные, трубные. Для слесарных работ они делаются разрезными и зажимаются в воротках.
Самое широкое применение нашли плашки круглые, как наиболее технологичные и простые в эксплуатации. Они изготавливаются из калиброванных прутков быстрорежущей стали на токарных прутковых станках-автоматах.
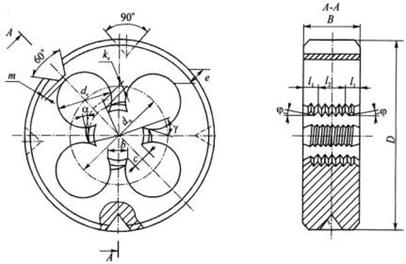
На рис. 7 показана конструкция круглой плашки и ее основные конструктивные и геометрические параметры. Конструктивные параметры: наружный диаметр плашки D толщина В, диаметры стружечных отверстий dc и окружности их центров dц , ширина просвета с,ширина пера b, минимальная толщина стенки е. Геометрические параметры плашки: передний угол , задний угол и угол заборного конуса . На наружной поверхности плашки имеются 3 или 4 конических углубления с углом при вершине 90° для крепления в воротке или кольце. На этой же поверхности плашек выполнен трапециевидный паз с углом 60°, образующий перемычку толщиной т = 0,4...1,5 мм, которую после двух-трех переточек плашки разрезают.
 а) а) |
 б) б) |
Рис. 7. Плашки: а - конструктивные элементы круглой плашки, б – фотография плашки
Вопросы по реферату .
1. Назовите типы резьб.
2. Характеристика метрической резьбы.
3. Характеристика дюймовой резьбы.
4. Характеристика трубной цилиндрической резьбы.
5. Характеристика трубной конической резьбы.
6. Характеристика трапецеидальной резьбы.
7. Характеристика упорной резьбы.
8. Характеристика круглой резьбы.
9. Характеристика прямоугольной резьбы.
10. Применение резьбовых резцов.
11. Определение гребенков и их применение.
12. Назовите виды резьбонарезных фрез.
13. Определение метчика.
14. Типы метчиков.
15. Определение плашки.
Список использованной литературы.
1. Ачкасов Н.А., Терган В.С. «Технология точного приборостроения» - М., Высшая школа, 1973.
2. Беспалов Б.Л., Глейзер Л.А. «Технология машиностроения (спец. часть) - М., Машиностроение,1973
3. Данилевский В.В. «Технология машиностроения» - М., Высшая школа, Москва, 1967
4. Технология машиностроения. - М., Машиностроение 1990