Оборудование предприятий торговли и общественного питания
СОДЕРЖАНИЕ: Содержание Оборудование для товарной обработки продукции: сортировочно-калибровочное оборудование 6 Оборудование для товарной обработки продукции: общие сведения о способах дозирования и дозирующих устройствах. Классификация дозаторов 8Содержание
Оборудование для товарной обработки продукции: сортировочно-калибровочное оборудование
Торговые автоматы: автомат для продажи штучных товаров
Основы техники: основные характеристики машин - производительность, мощность и КПД машины. Понятия, расчетные уравнения
Использования торгово-технологического оборудования определяется рядом технико-экономических показателей, которые можно разделить на три группы:
Показатели первой группы оценивают оборудование как объект эксплуатации. К ним относятся следующие основные показатели:
производительность;
мощность;
коэффициент полезного действия; степень автоматизации;
непрерывность технологического процесса; габаритные размеры;
надежность и долговечность;
удобство обслуживания и простота наладки; дизайн.
Характеристики второй группы позволяют оценить оборудование как объект производства. Это -
масса оборудования;
материалоемкость;
стоимость (отпускная цена);
трудоемкость;
технологичность.
Характеристики третьей группы определяют степень экономической целесообразности производства и использования оборудования, эффективность капитальных затрат, связанных с приобретением и установкой.
Рассмотрим основные характеристики.
Производительность, мощность и КПД машины
Важнейшим показателем оборудования является его производительность. Производительность оборудования определяется количеством готовой продукции, выпускаемой в единицу времени, т.е. м3 /ч, л/с, м/мин, кг/ч и т.д.
При работе технологической машины периодического действия длительность цикла работы Тц
складывается из длительности рабочих ходов ![]() , связанных с процессом обработки изделия, и длительности холостых (вспомогательных) ходов
, связанных с процессом обработки изделия, и длительности холостых (вспомогательных) ходов ![]() , необходимых для полного осуществления рабочего цикла (загрузка и съемка обрабатываемого изделия, перемещение изделия с позиции на позицию, подвод и отвод рабочих органов и т.д.), т.е.
, необходимых для полного осуществления рабочего цикла (загрузка и съемка обрабатываемого изделия, перемещение изделия с позиции на позицию, подвод и отвод рабочих органов и т.д.), т.е. ![]() , а цикловая производительность
, а цикловая производительность ![]() машины равна количеству циклов, которые машина может выполнить в единицу времени:
машины равна количеству циклов, которые машина может выполнить в единицу времени:
![]()
Пример. Цикловая производительность хлеборезки (шт. /с), если известны времена технологических переходов (![]() - время установки батона;
- время установки батона; ![]() - время холостого хода каретки;
- время холостого хода каретки; ![]() - время нарезания батона и
- время нарезания батона и ![]() - время удаления нарезанных ломтей батона) определяется как
- время удаления нарезанных ломтей батона) определяется как
![]()
Идеальную (теоретическую) производительность (при отсутствии холостых ходов) определяют по формуле:
![]()
Зная значения цикловой и идеальной производительности, можно определить коэффициент производительности ![]()
![]()
Величина КП характеризует степень непрерывности рабочего процесса, т.е. степень совершенства машины.
Таким образом,
![]()
Время холостого хода может быть понижено путем применения непрерывных процессов, автоматизированного и механизированного исполнения вспомогательных технологических операций, усовершенствования конструкций и механизмов. Эффективным методом понижения времени холостого хода является рациональная компоновка оборудования, совмещение вспомогательных переходов с рабочими и т.д.
Время обработки понижается за счет использования новых методов обработки, оптимальных ее режимов: повышения скорости воздействия рабочих органов (скорости вращения, резания и т.д.); ускорения процессов обработки с помощью физических, химических и других воздействий; применения метода параллельной обработки.
Для машин непрерывного действия (идеальных машин) (конвейеры и т.п.), у которых ![]() , график производительности представляет собой линейную зависимость.
, график производительности представляет собой линейную зависимость.
Цикловая производительность растет лишь до определенного предела изменений ![]() . Это означает, что повышать производительность машины за счет увеличения скорости ее·работы (увеличения скорости вращения рабочего вала) можно лишь в определенных пределах, после чего повышение скорости эффекта не дает. Повысить производительность в этом случае можно за счет уменьшения времени холостого хода.
. Это означает, что повышать производительность машины за счет увеличения скорости ее·работы (увеличения скорости вращения рабочего вала) можно лишь в определенных пределах, после чего повышение скорости эффекта не дает. Повысить производительность в этом случае можно за счет уменьшения времени холостого хода.
Фактическую производительность машины определяют по формуле:
![]()
где ![]() - время производственного цикла;
- время производственного цикла; ![]() - время на внецикловые затраты.
- время на внецикловые затраты.
Отношение
![]()
называют коэффициентом технического использования машины.
![]() показывает, в какой степени при работе используется запроектированная в машине производительность.
показывает, в какой степени при работе используется запроектированная в машине производительность.
Уменьшить внецикловые потери можно, механизировав и автоматизировав заправку и обслуживание машин, а также сокращая простои путем повышения надежности и долговечности машины, при меняя передовые методы эксплуатации и ремонта.
При определении производительности машины следует учитывать потери продукции, обусловленные браком.
Производительность с учетом брака определяется по формуле:

где коэффициент качества выпущенной продукции
![]()
Таким образом,
![]()
Теоретическую (идеальную) производительность аппарата (машины) непрерывного действия (конвейеры, транспортеры) определяют по формуле:
![]()
где ![]() - объем обработанного материала за время работы машины;
- объем обработанного материала за время работы машины;
![]() - время работы машины.
- время работы машины.
Из формулы следует, что аппараты непрерывного действия являются наиболее совершенными (так как имеют наименьшую длительность рабочего цикла ![]() ):
):
Очень часто используется соотношение
![]()
где S - плотность продукции, кг/м3 ;
v - скорость потока, м/с;
F - площадь потока, м2 .
Мощность машины
Мощность машины, двигателя - это энергия, которая подводится к машине, двигателю в единицу времени и характеризует быстроту совершения работы.
В случае производительно движения абсолютно твердого тела результирующая мощность равна алгебраической сумме мощностей всех сил, действующих на тело:
где ![]() - скорость движения точки приложения силы
- скорость движения точки приложения силы ![]() . Мощность силы или сил, вызывающих вращательное движение абсолютно твердого тела, равна
. Мощность силы или сил, вызывающих вращательное движение абсолютно твердого тела, равна
где ![]() - результирующий момент этих сил;
- результирующий момент этих сил;
![]()
где ![]() - плечо силы F;
- плечо силы F;
![]() ,
, ![]() - угловая скорость
- угловая скорость ![]()
Мощность машин определяется общей установочной мощностью двигателей машины или других потребителей энергии. Потребляемая мощность может быть меньше установочной вследствие различных затрат энергии в переходных и установившихся процессах работы оборудования. Установочная мощность двигателя должна учитывать также потери мощности в технологическом процессе при преодолении вредных сопротивлений и потерь энергии в окружающую среду. Установочная мощность должна максимально соответствовать потребляемой мощности в технологическом процессе, а эта мощность, в свою очередь, должна быть минимальной, т.е. сам технологический процесс должен быть предельно совершенным. Совершенство процесса характеризуется многими характеристиками. Одной из основных при этом является КПД.
Коэффициент полезного действия.
Под КПД технологической машины (аппарата) понимают отношение полезной работы (полезно затраченной энергии) ко всей затраченной работе (энергии). Следовательно, коэффициент полезного действия характеризует величину потерь и величину полезно затраченной энергии и в этом смысле является одним из критериев степени совершенства преобразования электрической (тепловой) энергии в механическую и обратно.
Потери энергии в машинах и аппаратах происходят:
в технологическом процессе;
при работе механизмов на холостом ходу;
при наличии сил трения в кинематических парах;
в результате рассеивания энергии при деформации и вибрации деталей и машин;
при выбросах в окружающую среду;
при включении сил торможения и т.д.
Расчет КПД можно провести по формуле:
![]()
где ![]() - общий кпд машины;
- общий кпд машины;
![]() - полезная мощность (энергия);
- полезная мощность (энергия);
![]() - затраченная мощность (энергия).
- затраченная мощность (энергия).
В общем случае КПД машины определяется. как произведение отдельных коэффициентов полезного действия, учитывающих потери на различных участках машины, например потери в передачах, подшипниках и т.д. Общий КПД при последовательном соединении механизмов можно рассчитать как:
![]()
где ![]() - КПД отдельных звеньев машины.
- КПД отдельных звеньев машины.
КПД при параллельном соединении механизмов равен:
![]()
где ![]() - мощности, расходуемые на определение полезных сопротивлений элементами кинематической цепи;
- мощности, расходуемые на определение полезных сопротивлений элементами кинематической цепи;
![]() - мощность движущей силы.
- мощность движущей силы.
Оборудование для товарной обработки продукции: сортировочно-калибровочное оборудование
Сортировочно-калибровочный процесс заключается в разделении сыпучих продуктов на фракции, отличающиеся качеством частиц (сортировка), величиной частиц (калибровка), а также в отделении от сыпучих продуктов посторонних примесей (просеивание).
Сортировочно-калибровочное оборудование применяется в основном на овощных базах, где осуществляется закладка, хранение и товарная обработка плодоовощной продукции и картофеля. Для сортировки применяют конвейерные переборочные машины, позволяющие отбраковывать пораженные корнеплоды и клубни картофеля. Калибровка картофеля осуществляется на барабанных и конвейерных калибровочных машинах.
На предприятия общественного питания сыпучие продукты поступают в различной таре - мешках, кулях, картонных коробах и т.п., что ведет к их засорению. Засорения необходимо удалять из продуктов путем их просеивания. Просеиванию подвергаются мука, сахар и некоторые другие продукты.
Основной частью просеивателей являются сита, различающиеся в зависимости от вида продукта. Сита представляют собой решетки из стальной или латунной проволоки, изготавливаются плоскими, цилиндрической или многогранной призматической формы с круглыми, овальными, щелевидными или иной формы отверстиями. Применяют также сита, сплетенные из шелковых или капроновых нитей.
Часть продукта, которая прошла через отверстия сита, называют проходом, а оставшуюся на сите и сходящую с него - сходом. Практически не все частицы, размеры которых меньше отверстий сита, проходят через отверстия - некоторая часть их покидает сито вместе с отходом (сход).
КПД в зависимости от типа и конструкции сит изменяется в пределах 60 - 75%.
КПД сита - это отношение массы зерен, прошедших через сито, к массе зерен такого же размера, содержащихся в исходной смеси эффективность сит обусловлена рядом факторов, а именно: формой и размерами отверстий сита; формой частиц продукта; толщиной слоя продукта на сите; влажностью продукта; характером движения продукта на сите.
Пропускная способность сит характеризуется живым сечением. Живое сечение штампованных сит - не более 50%, плетеных - в пределах 45 - 70%.
На предприятиях общественного питания применяются просеиватели двух основных видов: с плоским ситом (рис.1) и с цилиндрическим ситом (рис.2).
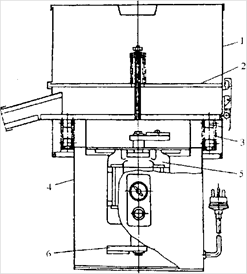
Рис. 1. Просеиватель МПМВ-300
1 - рабочая камера; 2 - плоское сито;
3 - амортизаторы; 4 - основание просеивателя;
5 - электродвигатель; 6 – дебалансы
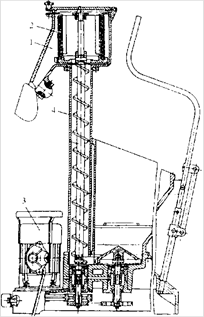
Рис. 2. Просеиватель МПМ-800
1 - просеивающая головка, 2 - цилиндрическое сит;,
3 - приводной механизм; 4 - шнековый питатель
В зависимости от конструкции сита и характера его движения просеиватели можно классифицировать по следующей схеме (таблица 1).
Таблица 1. Классификация просеивателей
| Просеиватели | |||||||||
Просеиватели с плоским ситом |
Просеиватели с цилиндрическим ситом | ||||||||
| Просеиватели с возвратно-поступательным движением сита | Просеиватель с вибрационным движением сита | Просеиватель с вращающимся ситом | Просеиватель с неподвижным ситом | ||||||
Оборудование для товарной обработки продукции: общие сведения о способах дозирования и дозирующих устройствах. Классификация дозаторов
При выборе дозирующего устройства необходимо:
уточнить требования к точности дозирования на основе государственных предписаний и других официальных документов (например, требуется исходить из того, что среднее накопленное отклонение не должно быть меньше номинального показателя, а индивидуальное отклонение не должно превышать 2%);
установить для данного продукта дисперсию вариантов отдельных способов дозирования. При большом разбросе дисперсии средний показатель надо поднять выше номинального уровня так, чтобы трехкратная дисперсия была выше нижнего предела. При большей дисперсии происходит передозировка;
при оценке различных способов дозирования следует учитывать, что если средняя за год дозировка показала перерасход продукта, нужно использовать более точный тип дозатора с меньшей дисперсией.
В основном различают два вида дозирования: весовое, осуществляемое при непосредственном взвешивании массы дозы, и объемное, проводимое путем определения объема конкретной массы продукта.
Весовое дозирование применяют для сыпучих, зерно-, порошкообразных, волокнистых, небольших штучных и слегка слипающихся продуктов. Для этой цели служат весовые дозаторы различных видов, при этом производительность, как правило, не превышает 100 доз/мин.
Часто при весовом дозировании используются весы двойного действия: это означает, что весы, расположенные друг над другом, каждый раз производят два параллельных взвешивания. На чашке верхних весов производится грубое взвешивание - примерно 80 - 90% номинальной массы продукта, затем эта масса поступает на чашку нижних весов, где более тонкой струей доводится до номинальной.
На рис. 1 приведена схема весового дозатора коромыслового типа РТ-ДК, предназначенного для дозирования сыпучих, гранулированных, кристаллических и мелкоштучных пищевых продуктов (крупы, макаронные изделия, орехи, сахарный песок, чай, покорн, конфеты и т.д.), а также штучных малоразмерных изделии.
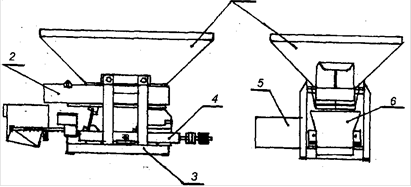
Рис. 2. Дозатор весовой коромысловый РТ-ДК
1 - бункер загрузочный; 2 - подающее устройство;
3 - основание; 4 - коромысловый механизм; 5 - электропривод; 6 - чаша приемная
Объемное дозирование основано на применении мерных емкостей различных видов (стаканчиков, камер, ковшей, калибровочных устройств и т.п.) или закономерностей постоянства расхода продукта через мерные отверстия в единицу времени (дозирование по времени истечения продукта).
Стаканчиковый дозатор пригоден для дозирования сыпучих, зернообразных, небольших штучных, неслипающихся, немажущихся, и непорошкообразных продуктов.
Осуществлять объемное дозирование так же позволяет шнековый дозатор, который целесообразно использовать для дозирования прежде всего порошкообразных, мелкозернистых и густотекучих продуктов. Производительность дозатора может достигать 100 доз/мин. На рис. 3 приведена схема шнекового дозатора РТ-ДШ-01.
Преимущества шнекового дозатора:
пригоден для дозирования порошкообразных, пыльных и трудносыпучих продуктов, поскольку его закрытая конструкция исключает распыление;
применяется при упаковке с использованием инертного газа для повышения сохранности (в подготовительном бункере дозатора продукт не соприкасается с воздухом и его можно обдувать газом без утечки последнего);
имеет наиболее простое и удобное решение дозирующего устройства, позволяющего быстро изменять дозу продукта и осуществлять в случае необходимости подпитку и точную регулировку дозы с пульта управления.
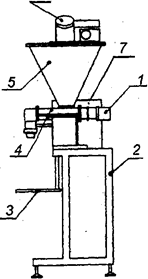
Рис. 3. Дозатор шнековый РТ-ДШ-01:
1 - электропривод; 2 - основание (станина); 3 - опора под тару;
4 - дозирующий калиброванный шнек; 5 - бункер с датчиком уровня;
6 - загрузочный патрубок; 7 - электронный пуль Т управления с цифровой индексацией веса
Для дозирования жидких пульповидных продуктов часто используются поршневые дозаторы, работа которых основана на перемещении поршня в закрытой мерной емкости (цилиндре) в целях создания требуемого объема продукта и последующего его вытеснения из этой емкости. При этом производительность дозатора не более 60 доз/мин.
Холодильное оборудование: устройство и технико-эксплуатационные характеристики среднетемпературной закрытой витрины ВСХ-1-0,8
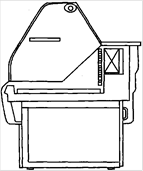
Оборудование для продажи с закрытыми стеклянными витринами (рис.4) и местом для весов и работы продавца устанавливают в магазинах с продавцами. Корпус (короб) витрин залит теплоизоляционным материалом - пенополиуретаном.
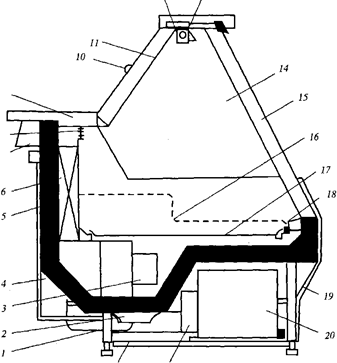
Рис. 4. Среднетемпературная закрытая витрина ВХС-1-0,8
1 - шланг слива талой воды; 2 - емкость сбора талой воды; 3 - вентилятор воздухоохладителя; 4 - боковая панель; 5 - короб витрины, залитый пенополиуретаном; б - испаритель; 7 - пульт управления; 8 - жалюзи; 9 - рабочий стол; 10 - выключатель освещения; 11 - раздвижные стеклянные створки;
12 - подъемное устройство переднего стекла; 13 - люминесцентная лампа;
14, 15 - стеклянные ограждения: 14 - боковое; 15 - переднее;
1б - ступенчатая решетка для размещения продуктов;
17 - лоток для размещения продуктов; 18 - всасывающий воздушный канал;
19 - ограждение машинного отделения; 20 - холодильный агрегат ВС630 (2);
21 - электрощит; 22 - рама
Витринное стекло в таких витринах может иметь различные формы, быть подъемным, оснащаться электронагревателями для предотвращения образования конденсата.
Конструкция витринной части определяется назначением витрины. Так, для продажи кондитерских изделий, тортов, пирожных, суфле и др. стандартная комплектация витрины предполагает три стеклянные полки, расположенные друг над другом (рис.5, а) Для продажи молочных, колбасных изделий и других продуктов питания - полка одна (рис.5, б). Для продажи небольших количеств охлажденных продуктов применяют настольные охлаждаемые витрины.
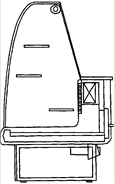
а
б
Рис. 5. Среднетемпературные закрытые витрины: а - для кондитерских изделий; б - для молочных и колбасных изделий
Торговые автоматы: автомат для продажи штучных товаров
В зависимости от назначения автоматы для продажи штучных товаров делят на универсальные, предназначенные для продажи товаров произвольной геометрической формы, и специализированные. Товары в автоматах этого класса, упакованные в пакеты, коробки, бутылки, металлические банки, пачки и т.п., размещают в загрузочных устройствах различных типов. Тип загрузочного устройства определяется видом и физическим состоянием товара, размерами упаковки, условиями хранения и другими особенностями.
В зависимости от конструкции автоматы для продажи штучных фасованных товаров можно подразделить на четыре типа: кассетные, транспортные, ячейковые (полочные) и бункерные.
В кассетных автоматах товар (одного размера и в однородной упаковке) укладывается в вертикальные или горизонтальные кассеты штабелем или в ряд вплотную один к другому (рис. 6, а). При выдаче единицы товара оставшийся в кассете товар смещает отрезок, равный своей толщине. Автоматы могут использоваться для продажи конфет, печенья, мороженого, сыпучих товаров в пакетах, напитков в баночках и бутылях и др.
В транспортных автоматах (рис. 6, в) дном секции является бесконечная лента, приводимая в движение электроприводом. На ленту укладывается однородный товар различных сортов. Количество лент в автомате может быть различным. Автоматы могут отпускать напитки в металлической, полимерной и стеклянной таре и другие фасованные продукты.
В ячейковых автоматах (рис. 6, г, д) единицы товара произвольной формы находятся обособленно одна от другой в ячейках (полки, разделенные перегородками, секции транспортерной ленты, отделения барабана), перемещаемых электроприводом в вертикальном или горизонтальном направлении. При выдаче товара каждый раз происходит перемещение его на размер ячейки. Автоматы используются для продажи бутербродов, пирожных, хлебобулочных изделий и других товаров (включая товары без упаковки).
В кассетно-ячейковых автоматах применяют съемные короба - кассеты, которые полками-перегородками разделены на отдельные горизонтальные ячейки.
В бункерных автоматах (рис. 6, е) однотипный товар произвольной формы находится в бункере, откуда механизмом выдачи отпускается покупателю по массе или поштучно. Их используют для продажи товаров, загружаемых насыпью, например конфет, жевательной резинки, медикаментов и др.
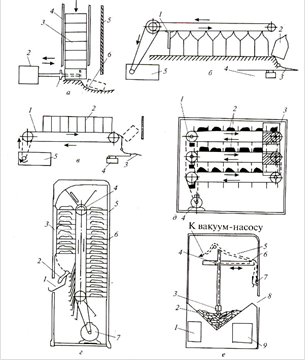
Рис. 6. Схемы автоматов для продажи штучных товаров:
а - кассетный с вертикальным расположением товара (1 - толкатель; 2 - механизм выдачи; 3 - товар; 4 - кассета; 5 - стенка автомата; 6 - лоток);
б - кассетный с горизонтальным расположением товара (1 - механизм выдачи-толкатель; 2 - товар; 3 - лоток; 4 - датчик; 5 - электропривод);
в - транспортный (1 - транспортер; 2 - товар; 3 - лоток; 4 - датчик; 5 - электропривод);
г - ячейковый с вертикальным перемешением товара (1 - окно выдачи; 2 - товар; 3 - витрина; 4 - цепь; 5 - дверь для загрузки; 6 - полка; 7 - электродвигатель);
д - ячейковый с горизонтальным перемещением товара (1 - электромагнитные муфты; 2 - товары; 3 - окна выдачи; 4 - электродвигатель);
е - бункерный (1 - вакуум-насос; 2 - товар; 3 - груз; 4 - челнок; 5 - шланг; 6 - направляющая; 7 - присос; 8 - окно выдачи; 9 - механизм движения челнока)
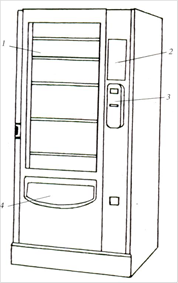
Рис. 7. Торговый автомат Break Point 36 фирмы Saeco 1 - холодильная камера; 2 - дисплей; 3 - монетный механизм; |
4 - лоток выдачи товара
Торговые автоматы фирмы Saeco Break Poiпt 36 и Break Poiпt 56 предназначены для штучной розничной продажи расфасованных продуктов (сэндвичей, йогуртов, газированных напитков, шоколада, чипсов ит.п.), хранение которых не требует сильного охлаждения и жесткого поддержания постоянной температуры. Торговый автомат Break Point 36 (рис. 7) позволяет умеренно охлаждать продукты и напитки при температуре от 6 до 15 ° С.
Продукты загружаются в лотки, снабженные спиралями различных диаметров. Спираль приходит в движение, и желаемый продукт попадает в окно выдачи, доступное покупателю. В стандартной комплектации автомат оборудован 5 - 7 лотками, каждый из которых содержит 6 спиралей. На одной спирали помещается от 6 до 19 единиц товара; таким образом, на каждом лотке можно разместить до 114 единиц товаров. В автомате Break Point 56 количество единиц товара на одном лотке до 152. Автоматы оборудованы монето-, банкното - и жетоноприемниками, системой Saесо Card (оплата магнитными картами); можно установить бесплатный режим выдачи продуктов (для закрытых организаций).
Программируемая система позволяет менять рабочую температуру, автоматически размораживать холодильную камеру 1 через определенные промежутки времени, вести счет проданных продуктов, отображать на экране дисплея 2 сообщения для пользователей (стоимость продуктов, дату и время, оставшийся кредит, информацию о необходимости сервисного обслуживания и т.п.). Обслуживание автоматов заключается в наполнении загрузочного устройства продуктами и пополнении монетного устройства (при наличии такового) монетами, необходимыми для сдачи. Автоматы комплектуются монетным механизмом 3, адаптированным для приема российских монет. Монетный приемник имеет 8 степеней защиты, принимает монеты и выдает сдачу. При отключении электроэнергии автомат отключает прием монет. Диагностирование и выявление неисправностей производиться через дисплей 2.
Список литературы
1. Оборудование предприятий торговли и общественного питания, под редакцией профессора В.А. Гуляева, Москва, ИНФРА-М, 2004г.;
2. Оборудование предприятий общественного питания - тепловое оборудование, М.П. Могильный, Москва, 2004 г.;
3. Справочник по холодильному оборудованию предприятий торговли и общественного питания, А.Н. Стрельцов, В.В. Шишов, Москва, 2006 г.;
4. Оборудование предприятий торговли, учебное пособие 6-е издание, Э.А. Арустамов, Москва, 2008г.;
5. Торговое оборудование, В.Ф. Кащенко, Л.В. Кащенко, Москва, 2006г.