Оперативное планирование производства предприятия
СОДЕРЖАНИЕ: Курсовая работа по теме: Оперативное планирование производства предприятия Фирсова И.А. Глухова А. Глава 1. Методология планирования в рыночной экономикеКурсовая работа по теме:
Оперативное планирование производства предприятия
Фирсова И.А. Глухова А.
Глава 1. Методология планирования в рыночной экономике
1.1 Предмет, содержание, цели и задачи дисциплины
В широком смысле слова планирование – это задание целей любой системе или подсистеме. Важность планирования деятельности предприятия выражена в известном афоризме: «Планировать или быть планируемым», т.е предприятие, которое не умеет или не считает нужным планировать свою деятельность, само становится объектом планирования, средством достижения чужих целей. Планирование как экономическую категорию можно рассматривать с экономической и управленческой позиции.
С общеэкономической позиции планирование – один из методов регулирования пропорций производства. Долгие годы централизованное планирование, было основным регулирующим механизмом в экономике нашей страны. Однако в условиях рыночных отношений главным регулятором производства выступает закон стоимости. Сегодня в разных странах в зависимости от конкретной экономической ситуации использование механизма планирования для регулирования экономики осуществляется по-разному. В масштабах предприятия планирование было и остаётся основным механизмом регулирования пропорций производства.
С позиции управления производством, планирование одна из основных функций управления. Основное управляющее воздействие субъекта на объект происходит через функцию планирования, так как с помощью планирования происходит функционирование или развитие системы. При внутрипроизводственном планировании предприятие рассматривается как многоуровневая система, в которой объект управления вышестоящей системы превращается в субъект управления нижестоящей системы (например, мастер подчиняется начальнику цеха, начальник цеха подчиняется директору производства и т.д.), и при этом, в каждой из них реализуются функции планирования.
Планирование – это процесс проектирования желаемого будущего, конечным результатом которого являются плановые решения – основа последующей целенаправленной деятельности. Планирование – это непрерывный процесс, приближающих плановые решения к реальным возможностям предприятие.
Сущность планирования в рыночных условиях состоит в том, принести предприятию наибольший доход, при умелом использовании имеющихся ресурсов.
1.2 Место дисциплины в системе подготовки экономистов – менеджеров
Планированием на предприятии занимаются руководители всех уровней управления, инженеры – экономисты, специалисты – менеджеры различных категорий, исполнители плановики соответствующих линейных подразделений и функциональных служб. На каждом предприятии уровень внутрихозяйственного планирования и финансовое состояние зависят от применяемых теоретических принципов, методологических положений, методических рекомендаций и нормативных материалов, а так же от состава персонала, его экономических знаний и профессиональных умений, степени развития трудового потенциала и предпринимательских способностей.
Современным российским предприятиям нужны экономисты – менеджеры высокой профессиональной квалификации. Менеджер должен быть не только теоретически грамотным в области рыночной экономики, но и иметь практические навыки в сфере трудовой деятельности, предпринимательстве, эффективно использовать производственные ресурсы, обеспечивать максимальную прибыль предприятию.
Одним из первых людей, севших за написание развёрнутого труда о том, что делают менеджеры, был француз по имени Анри Файоль. Он был горным инженером, а затем стал управляющим директором одной фирмы, владевшей убыточной угольной шахтой. Под его руководством фирма добилась огромных успехов. Труд Файоля назывался «Общий и промышленный менеджмент», в котором рассматриваются элементы и функции менеджмента. Файоль выделил пять функций:
1. Планирование – это прогнозирование и подготовка к будущему. Неспособность планировать означает некомпетентность менеджера.
2. Организация – это обеспечение бизнеса всем необходимым для функционирования, важным элементом здесь является учебная подготовка менеджера.
3. Командная деятельность – средство выполнения организационной работы – управление подчинёнными.
4. Координация – гармонизация деятельности для достижения успеха.
5. Контроль–проверка надзор за тем, чтобы всё шло так, как запланировано.
Как представляется на основе исследований, «нижний эшелон» менеджеров львиную долю своего времени тратит на фактическое выполнение работы. Менеджеры среднего и высшего звена, оказывается намного больше тратят времени на фактическое выполнение работы, чем на планирование, организацию работы и контроль. Более того, значительное количество времени они тратят на разговоры с людьми. Теоретически, большинство менеджеров высшего звена, должны уделять основное время планированию, некоторое время организационной работе, некоторое время – контролю, и совсем немного время – фактическому выполнению работы.
К основным особенностям профессиональной деятельности менеджера относится:
· повышенная ответственность субъекта управления за последствия принимаемых решений;
· влияние личных качеств менеджера на содержание решения;
· повышенные требования к уровню профессионализма, к нравственным и деловым качествам руководителя;
· высокий уровень риска, имеющего значение не только для самого руководителя, но и для организации в целом;
· интенсивность контактов субъекта управления с другими людьми;
· значительный конфликтный потенциал во взаимодействии руководителя и подчинённого;
Американская модель управляющего предполагает наличие таких ролей: полицейского, арбитра, аналитика, человека говорящего «нет», человека формулирующего цели организации. В Японии выдающийся менеджер должен быть: психологом, организатором, контролёром, наставником, советником, инструктором, экспертом, товарищем, другом, лидером, информатором, критиком, юмористом, психотерапевтом. В процессе практического руководства организацией менеджер делает акцент на одну или несколько из указанных ролей, в зависимости от образования, индивидуального профессионального опыта работы в соответствующей сфере, от продолжительности работы в конкретной должности, от уровня управления. Если менеджер хорошо профессионально подготовлен в сфере деятельности своих подчинённых, имеет длительный опыт работы в организации, он выполняет преимущественно роль наставника, педагога, воспитателя, советника, инструктора, эксперта, консультанта и специалиста. Следует иметь в виду, что во всех случаях главенствующей для менеджера остаётся роль организатора.
Рассмотрим роли менеджера организации, адаптированные к современным российским условиям:
· позитивный лидер – направляет свои действия на то, чтобы работники стали не просто арифметической суммой людей со своими проблемами и интересами, но и сплочённым коллективом, нацеленным на создание выполнение общественной задачи, чтобы проявились все позитивные эффекты социальной организации, ради которых люди объединяются в ней, чтобы организация стала эффективной;
· интегратор – менеджер структурирующее воздействует на работников организации, самой организации, её связей с внешним миром представляющих собой сферу целей деятельности организации;
· администратор – использует свои административные полномочия для достижения целей организации, действует в строгом соответствии с нормативно-правовыми актами, участвует в реализации кадровой политики;
· организатор – проявляет способность квалифицированно определять предпосылки и цели деятельности подобрать исполнителей, распределить между ними функции в соответствии с их способностями, опытом и склонностями, поставить перед ними задачи, распределить ответственность, правильно расставить акценты в деятельности, выделить необходимые ресурсы, а затем координировать деятельность подчинённых;
· профессионал – менеджер обладает знаниями, опытом в конкретной области практической деятельности, способностью сформулировать критерии оценки деятельности, осуществить её планирование, провести инструктаж, анализировать ход выполнения решения;
· специалист – менеджер самостоятельно эффективно осуществляет профессиональную деятельность, решает конкретную задачу, показывает личный пример подчинённому;
· менеджер – психолог – осуществляет деятельность, направленную на вовлечение коллектива, учёт особенностей психики подчинённого в процессе общения, обмена информации с подчинёнными, при постановке целей и задач деятельности перед подчинёнными и коллективом в целом, при распределении обязанностей, при оценке результатов труда, при определении мер поощрения и наказания;
· менеджер – воспитатель – осуществляет формирование у работников чувства служебного долга, усвоения им элементов корпоративной культуры.
В соответствии с этим существуют основные требования современного рынка к менеджеру, который должен иметь необходимые профессиональные знания и практические умения в сфере избранного вида производственной или предпринимательской деятельности, к которым можно отнести:
· исследовать рынок и определять виды и объёмы производства пользующихся высоким спросом товаров, работ, услуг;
· прогнозировать динамику спроса и предложения и уровень рыночных цен на выпускаемую продукцию с учётом изменения внутренней и внешней среды;
· разрабатывать краткосрочные и долгосрочные цели и стратегические планы развития предприятия и его структурных подразделений;
· выбирать оптимальные методы, формы и системы планирования, организации и управления производством в условиях рынка;
· составлять бизнес-планы производства и т.д.
В современном производстве каждому менеджеру требуются фундаментальная экономическая подготовка, профессиональные знания, личностные качества (физические, умственные, нравственные), опыт.
Отсюда цель дисциплины – формирование в процессе обучения творческих способностей к предстоящей экономической деятельности.
Основные задачи дисциплины оперативного планирования предприятия заключаются в развитии теории и методологии планирования, совершенствования методики и практики разработки оперативных планов на предприятии, а также освоение новых научных знаний и передовых практических достижений.
1.3 Сущность планирования в оперативном управлении производством. Системный подход к управлению производством. Производственная система
Регулирование процесса производства в целях повышения его эффективности, роста производительности труда, улучшения качества продукции осуществляется за счёт оперативного управления производства.
Оперативное управление производством - основной элемент рациональной организации управления всей деятельностью предприятия. Оно объединяет и охватывает все стороны организации производства, являясь средством координации, обеспечивающим рациональное управление. Без него деятельность предприятия не может быть достаточно эффективной.
Цель оперативного управления производством (productionengineering) - обеспечить эффективное осуществление производственного процесса. Оно охватывает:
o определение партии единовременно изготовляемой продукции;
o оперативное планирование места и времени выполнения процесса изготовления продукции;
o координирование прохождения внутрипроизводственных и внешних заказов;
o выдачу нарядов на выполнение работ;
o установление сроков сдачи и поставки продукции и контроль за их соблюдением;
o обеспечение оптимальной загрузки рабочих и оборудования в производственном процессе;
o размещение заказов на материалы.
Важнейшие функции оперативного управления производством;
o координация и контрольза функционированием всей производственной структуры, включая получение и оформление заказов, выдачу их в производство, составление календарных плановых наблюдение за выполнением всех других функций оперативного управления
o подготовка заказоввключает подготовку и распределение всей необходимойдокументации;
o календарное планирование - установление сроков подготовки и выполнения каждого задания;
o организация производственного процесса - научно обоснованное определение того, каким образом, где и при каких издержках производства могут быть качественно изготовлены деталь, узел или все изделие в соответствии с заданными чертежами;
o контроль издержек производства -анализ сокращения и контроль издержекпроизводства, связанных с конструированием, планированием и изготовлением или сборкой заказанных изделий;
o организация инструментального хозяйства - выбор инструментов, их конструирование, размещение заказов на инструмент, отправка, учет, хранение, выдача, ремонт и замена инструмента;
o контроль и регулирование запасов - обеспечение производства необходимыми материалами в нужном месте, в требуемом количестве и в соответствующее время;
o диспетчеризация -регулирование выполнения работы в соответствии с принятой технологией, производственными нормативами и календарным планом.
Система ОУП представляет собой сложную организационно-плановую систему, включающую функциональную, элементную и организационную подсистемы. Функциональное разбиение характеризует круг функций, которые должна выполнять система управления; поэлементное – основные элементы, из которых она состоит; организационное – построение системы оперативного управления
В функциональном отношении ОУП изменяется в зависимости от уровня управления: на уровне предприятия – оно заключается в организации движения предметов в пределах года, квартала, месяца; на уровне управления цехом - такое движение осуществляется в пределах квартала, месяца, недели; на уровне управления участком – в пределах месяца, недели, суток, смены.
В поэлементном отношении в зависимости от уровня управления ОУП изменяется по составу и квалификации управленческого персонала; математическому обеспечению задачи планирования производства; составу и числу используемых технических средств; составу календарно-плановых нормативов; документации; характеру и напряжённости информационных потоков.
В организационном отношении система ОУП осуществляет свои функции посредством планово-диспетчерского отдела на уровне предприятия, планово-диспетчерского бюро на уровне цеха, планово-управленческого персонала на уровне участка.
Система ОУП включает объёмное и оперативно-календарное планирование, учёт и диспетчирование.
При рассмотрении планирования производства имеется ввиду, что предприятие – это многоуровневая система, в которой объект управления вышестоящей системы превращается в объект управления нижестоящей системы. В каждой из подсистем независимо от её уровня реализуется функция планирования. Каждая система является подсистемой лишь по отношению к вышестоящей подсистеме, но так как подсистемы управления предприятием часть единой системы, то и цели их функционирования должны быт согласованы, а содержание планирования будет различным исходя из места и роли подсистемы в общей системе производства.
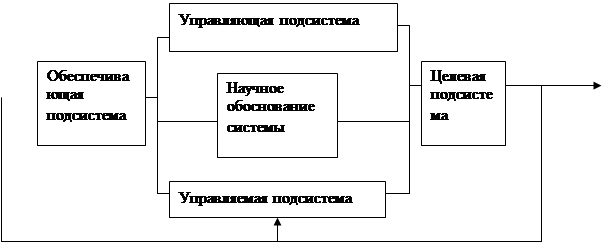
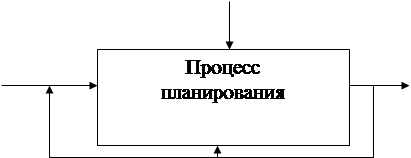
В соответствии с сущностью системного подхода система управления производством должна состоять из внешнего окружения и внутренней структуры.

внешняя среда
Рис 1 Система управления
![]() В 1995 году была обоснована необходимость проектирования внутренней структуры из пяти подсистем: научное обоснование системы, целевая подсистема, обеспечивающая подсистема, управляемая подсистема, управляющая подсистема.
В 1995 году была обоснована необходимость проектирования внутренней структуры из пяти подсистем: научное обоснование системы, целевая подсистема, обеспечивающая подсистема, управляемая подсистема, управляющая подсистема.
 |
Вход выход
обратная связь
Рис 2
К входу системы относится всё, что получает организация для производства: сырьё, материалы, оборудование, комплектующие, энергия, информация, документы и т.д.
Выходом является выпускаемая организацией продукция.
К компонентам обратной связи относятся дополнительные требования и рекламации потребителя, новая информация, и т.д.
Подсистема «Научное обоснование системы» состоит из компонентов:
· изучение механизмов действия экономических законов
· применение научного подхода к управлению
· применение принципов управления различными объектами
· применение современных методов и моделей управления.
Целевая подсистема состоит из компонентов:
· повышение качества выпускаемой продукции и услуг
· ресурсосбережение по стадиям жизненного цикла выпускаемых товаров
· расширение рынка сбыта товаров
· организационно- техническое развитие производства
· повышение качества сервиса потребителей товаров
· социальное развитие коллектива
Обеспечивающая подсистема состоит из компонентов
· методическое обеспечение
· ресурсное обеспечение
· информационное обеспечение
· правовое обеспечение
Управляемая подсистема состоит из компонентов:
· стратегический маркетинг
· инновационный менеджмент
· финансовый менеджмент
· организация производства
· тактический маркетинг
· организация сервиса потребителей товаров
Управляющая подсистема состоит из компонентов:
· разработка рациональных управленческих решений
· оперативное управление
Производственные объекты представляют собой сложные иерархические системы, состоящие из взаимосвязанных и взаимозависимых подсистем (предприятие, цех, производственный участок, и т.д.). работа по организации и управлению производством состоят в проектировании и обеспечении функционирования системы в целом: установление взаимосвязи элементов системы, создание условий и механизма согласования элементов системы, организационное построение органов управления.
Системный подход в управлении производством предполагает рассмотрение производственной деятельности как производственной системы, выполняющей операционные функции. Операционная функция – включает в себя те действия, в результате которых производятся товары и услуги. К операциям можно отнести – сборку и разъединение деталей, подготовку предмета к другой технологической, транспортной или контрольной операции или хранению, планирование, калькуляцию, сообщение или получение информации.
Операционная система, охватывающая всю производственную деятельность состоит из трёх подсистем:
· перерабатывающая подсистема – подразделение, которое выполняет производственную работу, непосредственно связанную с превращением поступающих ресурсов в выходную продукцию;
· подсистема обеспечения – подразделение, которое выполняет функции необходимые для работы перерабатывающей подсистемы(вычислительный центр, ремонтная служба и т.д.)
· подсистема планирования и контроля – подразделение, которое получает информацию от перерабатывающей подсистемы о состоянии самой системы и незавершённом производстве, на основании полученной информации данная подсистема принимает решение по перспективным целям и функциям перерабатывающей подсистемы.
Рассмотрим производство как систему.
Производство – это любой процесс, предназначенный для превращения совокупности ресурсов в продукцию. Производственную систему можно рассматривать как систему, состоящую из трёх компонентов: ресурсов, продукции, производственного процесса.
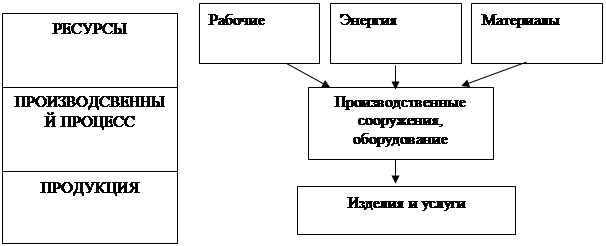
Рис 3
Ресурсы определяются как элементы производства – издержки, изменяющиеся пропорционально объёму производства. К переменным расходам относятся ресурсы, состоящие в основном из материалов, рабочей силы и энергии. Сумма этих расходов зависит от числа выпущенных единиц продукции в натуральном выражении. В переменные расходы включают расходы на зарплату и расходы на материалы, которые можно отнести на каждую единицу продукции.
Продукция – отражает направление деятельности предприятия.
Производственный процес с состоит из элементов, имеющих отношение к постоянным расходам.
Постоянные расходы – это издержки, не зависящие от объёма производства(налоги, зар/плата, расходы на отопление, энергию, амортизационные отчисления, и.т.д.)
Рассмотрим производственную структуру предприятия.
Под предприятием понимается производственная единица, на которой происходит непосредственная связь работника со средствами производства и создаётся продукция. Основной структурной производственной единицей предприятия является цех – обособленное в административной отношении звено, выполняющее определённую часть общего производственного процесса.
Возглавляет цех – начальник цеха, который организует производственный процесс и отвечает за его деятельность.
В управлении производством начальнику цеха помогают начальники участков, мастера, руководители цеховых бюро.
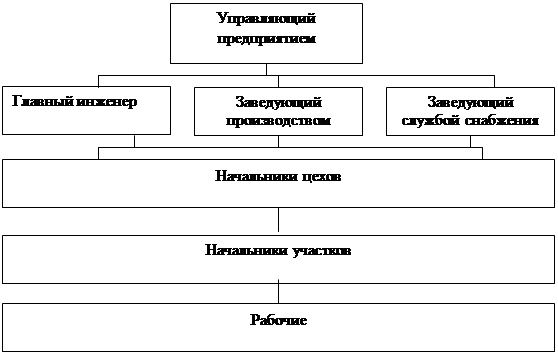 |
Рис 4 Схема производственной структуры предприятия
Аппарат управления цехов и участков состоит из производственно – диспетчерского бюро, группы по организации и нормирования труда, экономиста, бухгалтера. Цехи подразделяются на основные, вспомогательные, побочные, подсобные.
Таблица 1 Состав цехов
| Основные цеха | Вспомогательные цеха | Побочные цеха | Подсобные цеха |
Заготовительный · литейный · кузнечно-штамповочный · кузнечно-прессовый · сварочно-конструкторский |
Инструментальный | Утилизации | По изготовлению тары для упаковки |
Обрабатывающие: · механообрабатывающие · деревообрабатывающие · термические · цехи покрытия деталей |
Нестандартного оборудования | Переработки | Погрузка и отправка продукции |
Сборочные: · агрегатной сборки · окончательной сборки · окраски · комплектации зап.частями |
Модельный | Изготовление товаров массового потребления | |
| Ремонтный | |||
| Энергетический | |||
| Транспортный |
В состав цехов входят производственные участки: основные и вспомогательные.
Основные производственные участки создаются по технологическому принципу, где выполняются операции определённого типа; или по предметному принципу, где выполняются технологические процессы в целом.
Вспомогательные производственные участки организуются по тем же принципам, что и основные.
Производственную структуру предприятия определяют:
· номенклатура выпускаемой продукции
· тип производства
· характер производственного процесса
· состав оборудования и технологического оснащения производства
· система организации обслуживания оборудования и его текущего ремонта
· качество продукции
· размер и масштабы производственной деятельности предприятия и его цехов.
Вид производственной структуры предприятия зависит от характера производственной деятельности предприятия. Различают три вида производственных структур:
1. Технологическая структура предполагает чёткую технологическую обособленность отдельных видов производств. Например, литейное производство, кузнечно-штамповочное.
2. Предметная структура предполагает специализацию основных цехов предприятия и их участков, которые выпускают закреплённые за ними изделий или определённой группы деталей. Данная структура позволяет организовать конвейерное производство.
3. Смешанная структура (предметно-технологическая) характеризуется наличием на одном предприятии основных цехов, организованных и по предметному и по технологическому признаку.
Типы производственных систем.
Под типом производственной системы понимают комплексную характеристику способностей организации и технического уровня промышленного производства.
По типу производственной системы выделяют:
· Единичное (проектное) производство – ориентировано на выпуск штучных изделий непостоянной номенклатуры, когда каждая единица конечной продукции уникальна по важным признакам.
Характеристики: широкая номенклатура выпускаемой специализированной продукции; единичный характер процесса производства; изготовление продукции на основе заказов потребителей с учётом их требований; использование в процессе производства квалифицированной рабочей силы; длительность производственного цикла; планирование деятельности предприятия в зависимости от наличия заказов и сроков изготовления продукции; осуществление контроля качества.
· Серийное производство (малосерийное, среднесерийное, крупносерийное) – ориентировано на выпуск одинаковых изделий определенными партиями в течении установленного периода.
Характеристики: изготовление сериями широкой номенклатуры повторяющейся однородной продукции; периодичность изготовления изделий сериями; использование в процессе работы рабочих средней квалификации, специализация рабочих мест; небольшая длительность производственного цикла; типизация технологического процесса в связи с унифицированным составом деталей; наличие специализированного технологического оборудования; автоматизация контроля.
· Массовое производство
· Производство с непрерывным процессом.
Глава 2. Оперативное планирование, его сущность, содержание, принципы
2.1 Принципы планирования
Неотъемлемой частью содержания плановой работы при определении экономических возможностей предприятия является использование определённых принципов планирования.
При свободных рыночных отношениях выделяют шесть основных принципов планирования. К числу их относят:
· Принцип единства – планирование деятельности предприятия носит системный характер. В этом случае планирование должно координироваться на горизонтальном уровне (согласно планов работы подразделений) и на вертикальном уровне (согласно общего плана предприятия).
· Принцип участия – заключается в том, что каждый сотрудник независимо от служебного положения, должен быть вовлечён в процесс планирования деятельности предприятия.
· Принцип непрерывности –заключается в том, что процесс планирования на предприятии должен осуществляться постоянно, а разработанные планы по мере необходимости проходить стадию корректировки, что обусловлено неопределённостью внешней и внутренней среды предприятия. Непрерывную систему планирования можно представить в виде схемы:
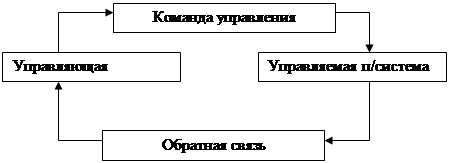 |
Рис. 5 Непрерывная система планирования
· Принцип гибкости состоит в придании планам способности менять предварительные параметры. Это значит, что планы должны иметь резервы, способные стабилизировать возможные негативные ситуации и риски. Эти резервы должны быть оптимальными иначе затраты могут оказаться настолько высокими, что гибкость плана и связанные с ней преимущества не окупятся.
· Принцип эффективности заключается в том, что что затраты на планирование не должны превышать эффект от его применения, т.е. планы должны быть конкретизированы и детализированы настолько, насколько это необходимо для выполнения уровня доходности продукции.
· Принцип системности предполагает, что предприятие – сложная многоуровневая социально-экономическая система, состоящая из подсистем, в каждой из которых осуществляется функция планирования.
В современной отечественной науке и практике кроме классических принципов планирования имеют место общеэкономические принципы: целенаправленность, комплексность, оптимальность, эффективность, научность, приоритетность, сбалансированность, занятость, директивность, самостоятельность, равнонапряжённость, конкретность, объективность, динамичность, риск и др.
Многие принципы тесно взаимосвязаны между собой. Некоторые из них, например эффективность и оптимальность, действуют в одном направлении. Другие гибкость и точность, - в разных направлениях. Экономисты – менеджеры имеют в настоящее время большой выбор существующих принципов планирования. Основные принципы планирования ориентируют все наши предприятия на достижения наилучших экономических показателей.
Рациональная организация работ по прогнозированию должна обеспечивать оперативное получение вариантов развития качественных характеристик изучаемого объекта, условия его производства и потребления, тенденцию изменения полезного эффекта и элементов затрат по стадиям жизненного цикла объекта и уменьшения затрат средств и времени на проведение прогнозирования. Выполнение этих требований возможно при соблюдении следующих принципов организации работ по прогнозированию:
· Принцип адресности – состоит в выполнении прогнозов для строго определённой научно-исследовательской или проектно-конструкторской организации, предприятия.
· Принцип параллельности - проведение работ по прогнозированию различными службами используется для сокращения времени сбора и обработки исходной информации и выполнения самого прогноза.
· Принцип непрерывности состоит в систематическом сборе и обработки поступающей дополнительной информации после выполнения прогноза и внесения необходимых коррективов в прогноз по мере необходимости.
· Принцип прямоточности предусматривает строг о целесообразную передачу информации от одного исполнителя к другому по кратчайшему пути.
· Принцип автоматичности является одним из основных для сокращения времени и затрат труда на сбор и обработку исходных данных и выполнения прогнозирования.
· Принцип адекватности – помогает точно оценить вероятность реализации выявленной тенденции изменения полезности эффекта и затрат на его получение.
· Принцип управляемости предполагает применение количественной оценки показателей качества и затрат, экономико-математические методы и модели управления.
2.2 Организация работ по планированию и прогнозированию
Под организацией работ по планированию понимают процесс переработки входа системы планирования в её выход по достижению целей организации. Рассмотрим компоненты системы планирования.
 Внешняя среда
Внешняя среда
Вход Выход
Обратная связь
Рис 6
Вход, выход, внешняя среда и обратная связь являются компонентами внешнего окружения системы планирования.
Вход - это нормативы конкурентоспособности планируемого объекта, разработанные на стадии стратегического маркетинга в соответствии с миссией и целями организации, дополнительная информация для разработки планов, необходимые ресурсы, документы.
Выход - планы, разработанные в соответствии с требованиями потребителей (рынка), в исполнении нормативов конкурентоспособности и других требований.
Внешняя среда – факторы макро – и микросреды организации, инфраструктура данного региона, прямо или косвенно влияющие на процесс планирования, его параметры, параметры входа и выхода системы. Прямо влияют на процесс и эффективность планирования такие факторы, как антимонопольная политика, налоговая и таможенная системы, сила конкуренции данной отрасли и смежных отраслях (у поставщиков и потребителей продукции организации), активность маркетинговых посредников, наличие качественной нормативно-методической документации по различным функциям менеджмента (по планированию)и др. Факторы макросреды страны и инфраструктуры региона на качество и эффективность планирования оказывают как ,правило, косвенное влияние.
Обратная связь характеризует различную информацию, поступающую от исполнителя плана к его разработчику (стрелка в процесс) или к поставщикам входа системы планирования (стрелка к входу). Поступление информации по обратной связи может быть связана с некачественными планами, дополнительными требованиями потребителей и др.
Процесс планирования – процесс разработки и принятия управленческих решений в области планирования. Этот процесс составляет внутреннюю структуру системы планирования.
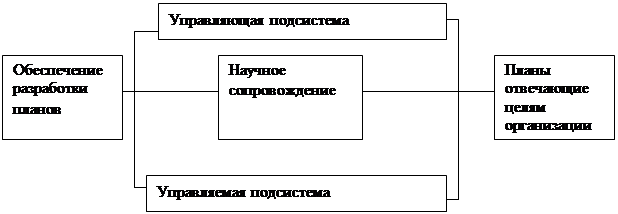 |
Рис 7
Научное сопровождение состоит из 14 подходов планирования:
· Системный подход
· Структурный подход
· Маркетинговый подход
· Функциональный подход
· Воспроизводственно-эволюционный подход
· Комплексный подход
· Нормативный подход
· Интеграционный подход
· Динамический подход
· Процессный подход
· Оптимизационный подход
· Директивный подход
· Поведенческий подход
· Ситуационный подход
Планы отвечающие целям организации – это система стратегических, тактических (текущих) и оперативно – календарных планов по различным аспектам производственно-хозяйственной деятельности организации.
Обеспечение разработки планов - включает ресурсное, информационное, кадровое, методическое, правовое обеспечение этого процесса.
Управляемая подсистема – это совокупность объектов планирования: для менеджера – специалисты, разрабатывающие планы; для специалистов – непосредственные плановые задания и параметры, которые нужно спрогнозировать, обосновать, состыковать, оформить в плановые документы, и т.д.
Управляющая подсистема – менеджеры, осуществляющие руководство разработкой планов, организацию их выполнения.
Организация работ по прогнозированию представляет собой комплекс взаимосвязанных мероприятий, направленных на создание условий для прогнозирования полезного эффекта и элементов совокупных затрат по продукции с целью подготовки информации для принятия оперативных и стратегических решений.
Задачами организации работ по прогнозированию является:
· сбор и систематизация необходимой информации для прогнозирования;
· подготовка специалистов, владеющими основным приёмами и методами прогнозирования;
· формирование и организация функционирования рабочих органов программирования, интегрированных существующими службами управления.
Выбор организационной структуры системы ОПП зависит от типа производства, объёма выпуска, характера продукции и степени централизации ОПП.
Обычно применяется трёхуровневая структура, которая решает комплекс задач на межцеховом, внутрицеховом и внутриучастковом уровне. Рассмотрим организационную структуру системы оперативного планирования предприятия.
 |
Уровни предприятия цеха участка
Межцеховое Внутрицеховое ОПП
Рис 9 Трёхуровневая структура оперативного управления и планирования предприятия
На уровне предприятия центральный производственно-диспетчерский отдел решает совокупность задач межцехового ОПП. На внутрицеховом уровне производственно-диспетчерское бюро цеха осуществляет планирование и регулирование деятельности участков, бригад. На уровне участков начальник участков, старшие и сменные мастера, бригадиры распределители работ проводят внутриучастковое планирование, обеспечивают движение предметов по рабочим местам, ведут оперативный учёт, контроль и регулирование производства.
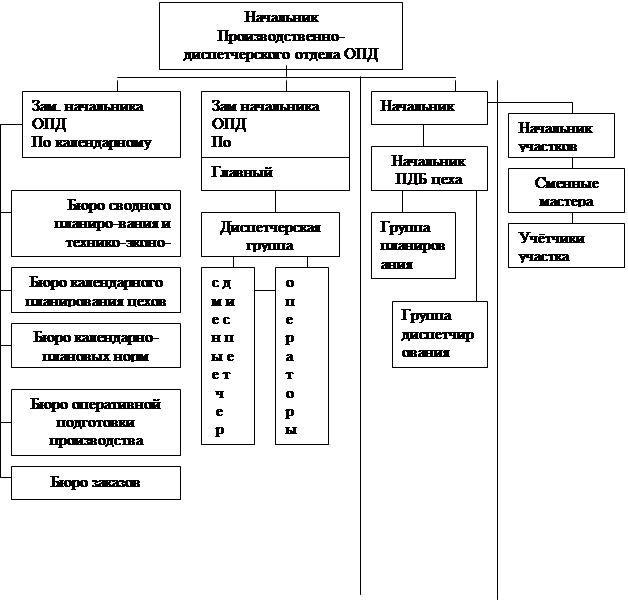
Основные функции Производственно-диспетчерского отдела следующие:
· формирование планово-учётных единиц;
· разработка календарно-плановых норм для системы ОПП;
· разработка оперативных графиков выпуска продукции для цехов и участков предприятия, контроль за их выполнением;
· проверка обеспеченности планов материальными ресурсами, проверка мер ликвидации задержек, неполадок и т.д.;
· осуществление контроля и анализа загрузки производственных мощностей, выявление узких мест;
· организация и совершенствование документооборота;
· руководство и проведение разработок по совершенствованию организации производства и ОПП;
· контроль за деятельностью цехов.
В процессе оперативного планирования подразделения предприятия, службы и отдельные должностные лица обмениваются необходимой функциональной информацией. Стороны несут ответственность за качество и сроки предоставления информации. Сведения предоставляются в соответствии с установленными на предприятии плановыми периодами обеспечения конкретной информации. Сведения предоставляются в соответствии с установленными на предприятии плановыми периодами обеспечения конкретной информации.
Рассмотрим взаимоотношения участков в процессе ОПП в обеспечении информации.
Таблица 2
Взаимоотношения участков в процессе ОПП в обеспечении информации.
| Потребитель информации | Поставщик информации | Форма предоставления информации |
| Директор | Зам директора по производству | Проект годового и квартального планов производства в номенклатурном разрезе по предприятию и цехам. Отчёт о выполнении годового и квартального планов производства в номенклатурном разрезе по предприятию и цехам |
| Зам директора по производству | Директор | Утверждённые годовые и квартальные планы производства в номенклатурном разрезе по предприятию и цехам |
| Зам директора по производству | Главный инженер | Внедрение новых технологий, графики подготовки производства новых изделий |
| Зам директора по производству | ПДО | Проект календарных планов, графиков производств в разрезе номенклатуры цехов и участков. Отчёт о выполнении календарных планов – графиков производства по объёму, срокам и номенклатуре в разрезе цехов и участков. План работы ПДО |
| ПДО | Зам директора по производству | Утверждённые календарные планы-графики подготовки производства в разрезе номенклатуры цехов и участков |
| ПДО | Отдел гл. конструктора |
Нормативно-конструкторская документация на выпускаемые изделия |
| ПДО | Отдел гл. технолога |
Нормативно-технологическая документация на выпускаемые изделия |
| ПДО | Технический отдел | Расчёты производственных мощностей цехов и участков |
| ПДО | Инструментальный цех | Планы-графики подготовки оснастки и специального инструмента на новые изделия |
| ПДО | Отделы гл. механика и энергетика | График планово-предупредительного ремонта оборудования, заявки на изготовление деталей для ремонта оборудования |
| ПДО | ПЭО | Годовые квартальные и месячные планы производства |
| ПДО | Отдел материального снабжения | Данные об обеспечении основного производства материалами и комплектующими изделиями. Данные об обеспечении производства покупным инструментом. Сведения о наличии материалов на складе. |
| ПДО | Отдел труда и зарплаты | Информация о плановой и фактической численности рабочих по профессиям и цехам. Порядок стимулирования работников |
| ПДО | Отдел технического контроля | Сведения о браке, рекламациях и приёмке готовой продукции |
| ПДО | Цехи | Информация о фактическом выполнении производственной программы. Накладные о сдаче продукции на склад |
| Отдел гл. технолога | Отдел гл. конструктора | Нормативно-конструкторская документация на выпускаемые изделия |
| Потребитель информации | Поставщик информации | Форма предоставления информации |
| ПЭО | ПДО | Производственные задания в разрезе цехов по номенклатуре. Квартальные и месячные планы поставки продукции на год в поквартальной разбивке. Месячные и декадные графики производства продукции. Сводные отчёты о выполнении производственного задания за плановые периоды. Сроки выпуска новых изделий |
| Отдел материально технического снабжения | ПДО | Годовые, квартальные планы производства в сроки поставки металлов и комплектующих изделий. Сведения о наличии заделов в производстве. Графики подачи материалов, увязанные со сроками запуска-выпуска продукции. Информация об изменениях в производственной программе и графиках |
| Цехи | ПДО | Утверждённый годовой, квартальный, месячный, декадный план – задание в разрезе планово-учётных единиц |
| Цехи | Отдел гл. конструктора |
Нормативно-конструкторская документация на выпускаемые изделия |
| Цехи | Отдел гл. технолога |
Нормативно-технологическая документация на выпускаемые изделия |
| Цехи | Отдел гл. механика | Планы капитального и текущего ремонта оборудования |
| Цехи | Отдел материально-технического снабжения | Лимитные карты на отпуск материалов на выпускаемую продукцию |
| Цехи | Отдел труда и зарплаты | Информация о трудоёмкости в пооперационном и подетальном разрезах выпускаемой продукции |
2.3 Задачи и этапы оперативно-производственного планирования
ОПП является наиболее сложным разделом внутризаводского планирования, требующим знаний динамики протекания производственных процессов, особенностей организации производства и труда.
Главной задачей ОПП является обеспечение ритмичной непрерывной работы всех подразделений организация согласованного в пространстве, во времени и в количестве продвижения заготовок, деталей сборочных единиц и готовых изделий от момента запуска их в производство до момента выпуска.
Конечной целью ООП является обеспечение своевременного выполнения календарных планов –графиков запуска-выпуска продукции заданного количества и поддержание потоков движения деталей, узлов в запланированном режиме.
Составными частями ОПП являются:
· Оперативное планирование производства – 1 этап – включает в себя разработку номенклатурно-календарных планов запуска деталей, узлов, сборочных единиц; разработка плановых заданий по запуску и выпуску продукции в разрезе цехов, участков, рабочих мест; формирование производственной программы запуска готовой продукции
· Оперативный учёт производства – 2 этап – включает в себя учёт и выполнение операций технологического процесса; учёт поступления ресурсов; учёт потерь и брака; учёт выпуска продукции в разрезе цехов, участков; учёт фактического наличия готовой продукции на складах цехов
· Диспетчерский контроль, анализ и оперативное регулирование хода производства – 3 этап – включает в себя диспетчерский контроль и анализ потерь; контроль и анализ выполнения плановых заданий
· контроль и анализ комплектности поступления готовой продукции.
Каждый их названных этапов ОПП содержит в себе выполнение строго определённых функций, которые прописаны ниже.
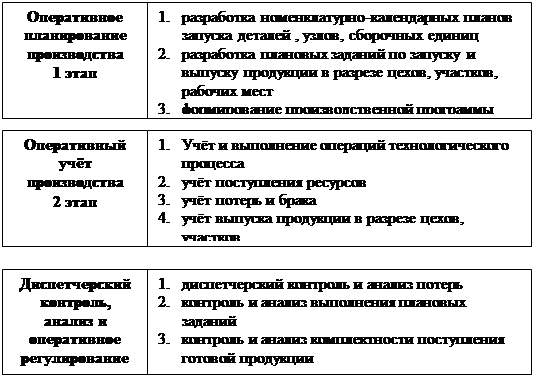
Рис.10 Этапы оперативно-производственного планирования
Выделяют три уровня оперативного планирования на предприятии: межцеховой, внутрицеховой, участковый. По характеру применяемых методов плановые работы подразделяются на три блока: объёмное, календарное, оперативное планирование.
В зависимости от уровня оперативного планирования рассмотрим стадии планирования:
| Стадии оперативно-производственного планирования | |||
| Блок ОПП | Межцеховое планирование | Внутрицеховое планирование | Внутри участковое планирование |
| Объёмное планирование | Разработка производственных программ цехов по номенклатуре на месяц. | Разработка номенклатурных планов участков на месяц. | |
| Календарное планирование | Разработка межцеховых календарных планов графиков производства и комплектования машин, изделий. | Разработка календарных планов графиков изготовления продукции по участкам на месяц |
|
| Оперативное текущее планирование | Разработка сменно- суточ-ных скорректированных планов графиков изготовления машин, деталей, узлов | Построение графиков движения партий деталей в процессе производства к рабочим местам. | |
Рис 11 Стадии оперативно-производственного планирования
В процессе объёмного планирования проводится распределение годовой производственной программы завода в объёмном (трудовом) и натуральном выражении между цехами и участками (на квартал или месяц) в соответствии с выделенными им трудовыми и материальными ресурсами. При решении задач объёмного планирования стремятся к обеспечению равномерной загрузки оборудования и рабочих во всех цехах и на участках предприятия. Одновременно необходимо выполнение заданных техпромфинпланом основных количественных и качественных показателей цехов и участков. Решая эту задачу, учитывают, что по ряду позиций номенклатуры заранее установлены сроки выпуска некоторых изделий. В результате реализации задачи оптимального распределения годовой производственной программы по номенклатуре и объёму по плановым периодам года (квартала, месяца) определяется загрузка оборудования, так как показатель загрузки учитывается либо в целевой функции, либо в ограничениях. Для решения задач объёмного планирования широко используется методы математического программирования. Значительная специфика в подходе к задаче распределения годовой программы по плановым периодам определяется типом производства.
Задача блока объемного планирования сводится к разработке и обоснованию производственных программ цехов, участков, рабочих мест и к расчётам загрузки оборудования. Содержание работ в блоке объёмного планирования по каждому отдельному подразделению включает в себя:
· определение потребных для выполнения производственной программы ресурсов;
· определение наличия ресурсов;
· составления баланса ресурсов;
· разработку производственных программ цехов, участков по всей номенклатуре на месяц.
При равномерном выпуске продукции месячная программа выпуска продукции по каждой номенклатуре определяется исходя из годовой программы и количества рабочих дней в месяце. План производства основным цехам устанавливается в обратном ходу технологического процесса порядке соответствия с длительностью технологического цикла и пропускной способностью оборудования. Размер производственной программы устанавливается каждому цеху исходя из следующих параметров.
Кз = Тц.обр. Пмес / поб Фмес Квн
Кз – коэффициент загрузки;
Тц.обр – длительность технологического цикла обработки детали (час);
Пмес – программа месячная (шт);
Поб – количество установленного оборудования;
Фмес - месячный эффективный фонд времени (час);
Квн - коэффициент выполнения норм.
В планировании производственных программ цехов используется цепной метод. Исходя из месячной программы завода определяют программу выпуска изделий сборочным цехам:
Псб = Пзав + (Тк мес – Тнмес),
Псб – программа выпуска изделий сборочным цехом;
Пзав – программа выпуска изделий заводом;
Тк мес , Тнмес - остаток готовых изделий на складе сборочного цеха на конец и начало месяца.
Исходя из программы сборочных цехов определяют программу выпуска комплектов деталей механическим цехам.
Пмех = Псб Nдет + ПЗ части + (Тк мес – Тнмес), шт
Пмех - программа механического цеха;
Псб – программа сборочного цеха;
Nдет - количество деталей;
ПЗ части – программа выпуска запасных частей;
Тк мес , Тнмес - остаток готовых изделий на складе механического цеха на конец и начало месяца.
Программа выпуска заготовительным цехам определяется исходя из программы механических цехов и полуфабрикатов, реализуемых на сторону.
Пзаг = [Пмех + Пф +(Тк мес – Тнмес)] Кбр
Пзаг - программа заготовительного цеха;
Пмех - программа механического цеха;
Пф – программа выпуска полуфабрикатов;
Тк мес , Тнмес - остаток готовых изделий на складе цеха на конец и начало месяца.
Задача календарного планирования состоит в определении на основе календарно-плановых нормативов, сроков выполнения заданий в разрезе цехов, участков и в построении планов графиков запуска и выпуска отдельных изделий в целом. Оперативно-календарное планирование осуществляется как на заводском так и на внутрицеховом этапах.
В задачи заводского календарного планирования входит определение количества и времени передачи по планируемым позициям (деталей, сборочных единиц, изделий) из цеха в цех по месяцам и кварталам. В задачи внутрицехового планирования входит определение места и сроков начала и окончания обработки каждой деталеоперации, их групп или детали в целом; составление календарного плана графика работы участков цеха на месяц, декаду, сутки и смену.
| Цех | Объём работ | Число рабочих | Сменность | Календарный план график выполнения заказа № | |||
| Февраль 28 дней | Март 31 день | Апрель 30 дней | Май 31 день | ||||
| Кузнечный цех №1 | 840 | 3 | 2 | 17,5
|
|||
| Литейный цех №1 | 1200 | 2 | 2 | ||||
| Литейный цех №2 | 2100 | 2 | 2 | ||||
| Механический цех №1 | 910 | 2 | 2 | 28 | |||
| Механический цех №2 | 840 | 2 | 2 | 26 | |||
| Механический цех №3 | 1540 | 3 | 2 | ||||
| Сборочный цех | 2860 | 5 | 2 | ||||
| Подготовка к отправке | 200 | 2 | 2 | ||||
| Справка потребителю | 24 | 2 | 2 | ||||
| Итого | 10514 | 23 | 2 | ||||
Рис 12. Календарный план график
Календарный план –график участка может относиться к одному из трёх типов планов: подетально-пооперационному, подетальному, графику-перечню деталей.
Подетально-пооперационные планы –графики составляются в условиях крупносерийного производства. В серийном производстве такие планы-графики целесообразно составлять при сравнительно небольшой номенклатуре деталей на участке.
В условиях малосерийного и серийного типа производства построение подетально-пооперационных календарных планов – графиков бывает нецелесообразно, так как большой удельный вес статистических норм времени, частые нарушения хода производственного процесса, недостаточно высокая дисциплина приводят к нарушениям данных планов – графиков. В этих условиях целесообразно составлять укрупнённый план – график, в котором единицей планирования является не отдельная деталеоперация , а деталь для которой определяется время запуска партии в обработку и выпуску с участка, цеха – подетальный план – график. В условиях единичного и масосерийного производства разрабатывается план график перечень деталей.
Задача блока оперативного текущего планирования – обеспечение дифференциации квартальных и месячных цеховых планов по участками и отдельным рабочим местам, разработка декадных, суточных сменных заданий, распределение работ по исполнителям. В блоке объёмного планирования различают два вида расчётов: предварительный и расчётно-уточняющий.
Предварительные объёмные расчёты подкрепляют разработку годовых и квартальных производственных программ предприятия и цехов, обеспечивают согласование потребных и располагаемых ресурсов, что позволяет до планового периода выявить и устранить диспропорцию, а так же обеспечить сбалансированную загрузку цехов. Уточнённые объёмные расчёты строятся на основе точных фактических данных о наличии ресурсов.
В зависимости от типа производства, особенностей технологического процесса и специализации цехов, участков, рабочих мест, поточных и автоматизированных линий объектом оперативного объёмно-календарного планирования может быть: заказ, серия машин, узел, комплект деталей, условный комплект, деталь.
В единичном производстве в качестве объекта планирования выступает заказ. В серийном производстве планово-учётными единицами для планирования участка цеха служат детали отдельных наименований. Поскольку состав и очерёдность операций по разным деталям различны, их необходимо сгруппировать по однородности технологических маршрутов и очерёдности прохождения по участкам цеха.
Для участков с небольшой и устойчивой номенклатурой деталей разрабатываются стандарт – планы (календарные планы на сутки, смену). Различают подетальный стандарт план (рис 13) и подетально-операционный стандарт план (рис 14) .
| Наименование детали | Длительность цикла | Рабочие дни смены | |||||||||||
| 1 день | 2 день | 3 день | 4 день | 5 день | 6 день | ||||||||
| 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | ||
| А | |||||||||||||
| В | 28,8 | ||||||||||||
Рис 13. Подетальный стандарт план одного рабочего места
| Рабочие дни смены | |||||||||||
| 1 день | 2 день | 3 день | 4 день | 5 день | 6 день | ||||||
| 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 |
| Токарный станок | |||||||||||
| Фрезерный станок | |||||||||||
Рис. 14 Подетально пооперационный план
2.4 Системы оперативного планирования
В соответствии с типом производства существуют несколько систем оперативного планирования. Под системой ОПП производства понимают технику плановой работы, определяемые степенью централизации плановой работы, планово-учётной единицей, составом календарно-плановых нормативов, составом, порядком оформления и движения планово-учётной документации.
Под планово-учётной единицей понимают состав элементов продукции , сформированной с учётом специфики его планирования, изготовления и комплектации для дальнейшего производственного использования. Объединение элементов производится по определённым заданным признакам и описывается набором параметров. Планово-учётные единицы продукции , применяемые в ОПП, характеризуют степень детализации годового плана производства при доведении его заданий от верхнего уровня управления производством предприятия до низовых звеньев (цехов, участков).
В основе планово-учётных единиц лежат деталь, комплект. В качестве планово-учётных единиц в машиностроении применяют:
· производственный заказ № - один или несколько экземпляров изделий одного или нескольких наименований, изготавливаемых в разовом порядке или нерегулярно;
· комплект деталей и сборочных единиц № - часть деталей и сборочных единиц, производство и выпуск которых закреплены технологическим процессом за производственным подразделением;
· серия изделий – несколько изделий одного наименования, подлежащих изготовлению в течении определённого заданного планом производства отрезка времени;
· машинокомплект – комплект деталей и сборочных единиц одного наименования, производство и выпуск которых закреплены технологическим процессом за производственным подразделением;
· узловой комплект – комплект деталей и сборочных единиц какого-либо узла изделия одного наименования, производство и выпуск которых технологическим процессом за производственным подразделением;
· цикловой комплект – комплект деталей и сборочных единиц одного или нескольких наименований, объединённых по принципу единства или подобия технологического маршрута, одинаковой длительностью производственного цикла;
· деталь (сборочная единица) – законченная продукция производственного подразделения;
· деталеоперация – незаконченная производственным подразделением продукция, подлежащая передаче на следующее рабочее место по технологическому процессу;
· партия деталей – комплект деталей одного наименования, изготавливаемых регулярно с постоянной периодичностью.
Под планово- учётным периодом понимается кратный месяцу отрезок времени, по истечении которого цех или участок должен отчитаться о выполнении планов по запланированной ему на этот период номенклатуре продукции.
Плановым периодом называется промежуток времени, в течении которого экономически целесообразно и технически возможно строить оперативные календарные планы работы цехов и участков. Назначение планового периода в создании благоприятных условиях для действительного управления технико-экономическими показателями работы цеха, участка.
Выбор системы ОПП производства обуславливается типом и объёмом производства, степенью унификации и применяемости деталей и сборочных единиц, производственной структурой предприятия, цеха и участка.
В массовом производстве чаще используют партионно-переодичекую систему и систему планирования по ритму запуска (выпуска).
При партионно-переодичекой системе в соответствии с требованиями сборки устанавливается определённая периодичность изготовления партий деталей и сборочных единиц, которая с учётом регулярного режима их комплектования и потребления превращается в стандартное календарное расписание работы участка и цеха.
При системе планирования по ритму запуска (выпуска) осуществляется выравнивание производительность всех производственных звеньев участка. Планово-учётными единицами являются: изделие, сборочная единица, деталь.
В серийном производстве используется система планирования по цикловым комплектам (комплекто-групповая система), по опережениям, по комплектовочным номерам и заделам.
При планировании по цикловым комплектам детали объединяются в группы (комплекты) в зависимости от общности периодичности их изготовления, длительности производственного цикла и маршрута движения. Планово-учётной единицей является комплект деталей. Для каждой группы деталей устанавливается дифференцированный срок подачи их на сборку. Использование комплекта позволяет сократить прослеживание деталей на складе. Данная система применяется при значительном выпуске изделий в течении длительного периода, трудоёмкой сборке.
При системе планирования по опережениям для каждой партии изделий, изготавливаемых в предыдущем звене, устанавливается опережение по запуску и выпуску по сравнению с предыдущим звеном производства. Планово-учётной единицей является комплект (серия) одноимённых изделий
Система планирования по комплектовочным номерам характеризуется тем, что изготовление деталей каждым последующим цехом начинается только после поставки предыдущим цехом всех входящих в неё деталей. Планово-учётной единицей является комплект деталей. Всем сборочным единицам присваивается номер, последний номер присваивается готовому изделию. Недостаток данной системы планирования заключается в том, что большинство деталей комплекта выпускается раньше срока их общей готовности. Это ограничивает возможности применения машинокомплектной системы.
Система планирования по заделам основана на создании нормативного неснижающего задела по каждой детали и сборочной единице, уровень которого определяется нормативным опережением. Расчёт нормативных заделов и опережений производится на основе планов-графиков работы участков. После создания заделов в соответствии с нормативами устанавливаются всем цехам плановые задания в условных комплектах без дифференцирования по календарным опережениям. Разность между фактическими и нормативными заделами по детали на определённую дату представляет собой число деталей, составляющих один условный комплект. Результат деления этой разницы на число деталей, составляющих один условный комплект, определяет число изделий, обеспеченных данной деталью. Планово - учетной единицей системы планирования по заделам является условный комплект, изготовление которого обеспечивает выпуск продукции в заданном объёме на сутки, пятидневку и т.д.
В единичном и мелкосерийном производстве наибольшее распространение получили позаказная, комплетно-сборочная системы планирования.
При позаказной системе планирования для каждого заказа строится сквозной календарный график технической подготовки производства и выполнения заказа, который согласуется с графиком подготовки и производства других заказов. Планово-учётной единицей для сборочных цехов является заказ, для обрабатывающих и заготовительных – комплект деталей на заказ. Недостаток – длительное прослеживание деталей и сборочных единиц.
При комплектно-сборочной системе планирования подача деталей на сборку осуществляется в несколько очередей в виде сборочных комплектов. Для каждой очереди устанавливается состав сборочных комплектов из которых собирается изделие. Планово-учётной единицей является комплект деталей на сборочную единицу.
Для унифицированных деталей (например крепёж), которые используются в сборке, применяют систему планирования «на склад». Целью планирования данной системы является поддержание запасов деталей на складе, что гарантирует бесперебойное снабжение сборочного цеха посредством своевременного запуска партий деталей в производство.
Выбор той или иной планово-учётной единицы определяется принятой системой ОПП и типом производства
Глава 3. Разработка оперативных планов производств
3.1 Процесс разработки оперативного плана производства
Оперативное планирование производства заключается в разработке важнейших объёмных и календарных показателей производственно-хозяйственной деятельности предприятия. Всякий процесс оперативного планирования предусматривает выполнение экономистами –менеджерами таких этапов деятельности, как выбор стратегии предприятия, обоснование формы организации производства, определение логистической схемы движения материальных потоков, разработка основных календарно-плановых нормативов, оперативное планирование работы производственных подразделений, организационная подготовка производств, непосредственная организация оперативной работы, текущий контроль и регулирование хода производства.
Основная задача оперативного планирования сводится к обеспечению на предприятии слаженного и ритмичного хода всех производственных процессов с целью наибольшего удовлетворения основных потребностей рынка, рационального использования имеющихся экономических ресурсов и максимизации получаемой прибыли.
Процесс разработки плана включает следующие укрупнённые работы:
· изучение проблемы;
· формирование системы планирования в соответствии со структурой системы планирования предприятия;
· уточнение нормативов конкурентоспособности планируемого объекта и других требований;
· Разработка управленческого (планового) решения;
· Оформление, согласование и утверждение плана;
· Доведение плановых заданий до исполнителя;
· Координация выполнения плана;
· Учёт и контроль выполнения конкретных плановых заданий;
Примерная форма плана представлена на рис 15. Каждая из перечисленных работ состоит из ряда операций. Например, первый этап требует выполнения таких операций, как, анализ ситуации, по качественным и ресурсным показателям; сравнение эффективности объекта с лучшими достижениями, определение расхождения показателей анализируемых объектов, анализ организационно-технического уровня производства у изготовителя и потребителя,; формирование направлений развития объекта и т.д.
3.2 Основы оперативно календарного планирования
На уровне организации разрабатываются годовой план и производственная программа. На уровне цеха разрабатываются оперативно-календарные планы, в которых месячные программы разбиваются на более короткие промежутки времени: декаду, сутки, смену.
Организация производства каждой отрасли народного хозяйства имеет свои особенности в зависимости от формы собственности, размера организации типа производства, характера выпускаемой продукции.
Рассмотрим цели и задачи оперативно-календарного планирования.
Цель оперативно-календарного планирования – выполнение производственной программы по критериям количества, качества, сроков и затрат.
Основные задачи оперативно-календарного планирования :
1. обеспечение ритмичности выполнения производственной программы;
2. снижение производственного брака;
3. оптимальная загрузка технологического оборудования, производственных мощностей и рабочих;
4. охрана труда работников и окружающей среды;
5. экономное расходование ресурсов.
Основные этапы оперативно-календарного планирования:
1. анализ бизнес –плана (тактического плана, производственной программы) на будущий год на предмет его полноты, достоверности, обоснованности и эффективности выполнения, при необходимости –возможно уточнение показателей плана.
2. Изучение конструкторской, технологической и плановой документации, условий производства, методик, структуры и квалификации персонала организации и т.д.
3. выполнение календарно-плановых расчётов и разработка нормативов организации процессов, загрузки производственных мощностей и рабочих, потребности в материальных ресурсах ит.д.
4. Разработка номенклатурно-календарных планов запуска (выпуска) продукции подразделениями организации, составление сметно-суточных заданий их оформление и утверждение.
5. оперативное управление выполнением оперативно-календарных планов (учёт, контроль, анализ, стимулирование, регулирование).
Объём работ по оперативно-календарному планированию определяется только уровнем анализа плановых показателей. Вариации число плановых показателей и глубины их анализа, обоснования и учёта по разным признакам зависят от типа производства, например, при единичном производстве число плановых показателей и глубина их анализа незначительна, когда при массовом и серийном производстве она весьма значительна.
| Шифр и наименование объекта плана | Контрольные плановые задания | Сроки выполнения | Исполнители | Место выполнения | Потребность в ресурсах | Ожидаемый результат | ||||||
| Раздел | Подраздел | Начало | Конец | Ответственный | Исполнитель | подразделение | Рабочее место | В натураль ном выражении |
В денеж ном выражении |
В натураль ном выражении |
В денежном выражении | |
Рис 15 Форма плана
3.3 Оперативно-календарного планирования в единичном и мелкосерийном производстве
Единичное производство характеризуется изготовлением различных изделий единичными или небольшими сериями. Повторяемость выпуска изделий в единичном производстве либо отсутствует, либо нерегулярна и не оказывает влияние на существенные особенности производственного процесса.
Главная задача оперативно-календарного планирования в этих условиях заключается в обеспечении своевременного выполнения разнообразных заказов в соответствии производственными программами при равномерной загрузке всех звеньев производства и наименее коротких производственных циклах выполнения заказа.
Характерной чертой оперативно-календарного планирования является тесная связь календарно-плановых расчётов производства с планированием технической подготовки выполнения каждого заказа. В единичном производстве следует увеличивать удельный вес унифицированных и стандартных составных частей выпускаемой продукции. Это позволяет применить групповые технологии, специализированные участки и многопредметные поточные линии по обработке унифицированных деталей и узлов, планировать их производство партиями на склад.
Процесс выполнения заказа состоит из следующих этапов: оформление заказа, подготовка выполнения заказа, выполнение заказа. Рассмотрим каждый из этих этапов в отдельности.
Оформление заказа – необходимо пользоваться укрупнёнными нормативами, определяемыми опытно-статистическими методами. Последовательность оформления заказа на машиностроительном производстве показана на рис 16., основными элементами которого являются портфель заказов, запросный лист (документ, в который заносятся все пожелания, требования, расчёты исполнителей в последовательности, указанной на схеме), карта заказа, договор (контракт) выполнения заказа. Запросный лист каждый исполнитель передаёт в бюро заказов и следующему по циклу исполнителю. Используются следующие сокращения: ОГК – отдел главного конструктора, ОГТ – отдел главного технолога, ОМТО – отдел материально-технического снабжения, ПО – производственный отдел, ПЭО – планово-экономический отдел.
| Наименование работ | Исполнители | |||||||||
| Бюро заказов | ОГК | ОГТ | ОМПО | ПО | ПЗО | |||||
1. регистрация заказов в журнале портфеля заказов (ПЗ ), оформление запросного листа (ЗЛ ). 2. Расчёт показателей (объём, сроки, затраты) конструкторской подготовки производства 3. Расчёт показателей технологической подготовки производства 4. Нормирование расходов материальных ресурсов 5. Нормирование руда по стадиям производства 6. Разработка плана поставок ресурсов 7. Определение сроков выполнения заказа по стадиям производства 8. Калькулирование затрат и расчёт цены 9. Расчёт прибыли 10. Заполнение карты заказа и проект договора 11. Согласование и утверждение договора, его регистрация в журнале |
|
|||||||||
Рис 16. Последовательность оформления заказа на машиностроительном производстве
Подготовка выполнения заказа.
Календарно-плановые расчёты в единичном производстве включают:
1. расчёт длительности производственного цикла изготовления изделий (выполнения заказов) и построения цикловых графиков по отдельным заказам;
2. определение календарных опережений в работе цехов;
3. составление сводного календарного графика выполнения заказов, принятых к производству, и последующее уточнение календарных опережений в работе цехов;
4. проверочные расчёты загрузки производственных площадей и оборудования (объёмно-календарные расчёты и корректировка сводгого графика с целью выравнивания загрузки по отдельным плановым периодам.
Расчёт длительности производственного цикла выполнения заказа является основным календарно- плановым расчётом в единичном производстве. Эта длительность определяется по формуле:
Тц = n (tк / csq) + m (tмп / sq) + tс
Тц – длительность производственного цикла;
n - число деталей в партии;
m- число операций технологического процесса;
tк - полная норма времени на операцию;
c- число рабочих мест, параллельно занятых выполнением операции;
s- число рабочих смен в сутках;
q-длительность рабочей смены;
tмп - межоперационное время;
tс -продолжительность естественных процессов;
Сборка изделий может быть последовательной, то есть по окончании сборки одного изделия начинается сборка другого и параллельной, когда одновременно собираются все изделия серии. При последовательной сборке общая длительность сборки определяется по формуле
Тпсб = nс Тсб
nс - число изделий в серии
Тсб –длительность производственного цикла сборки одного изделия
При параллельной сборке общий период сборки совпадает с длительностью производственного цикла сборки одного изделия.
По каждому заказу суммируется трудоёмкость операции по видам работ для того, чтобы определить загрузку каждого вида оборудования и работников. Форма циклограммы изготовления изделий представлена на рис17.
| Шифр изделия | Наименование изделия, работ, услуг | Количество | Цикловой график изготовления изделия | |
| Месяц, год | Месяц, год | |||
| Даты | Даты | |||
|
||||
Рис 17. Циклограммы изготовления изделий
![]()
![]() - заготовительные, подготовительные операции
- заготовительные, подготовительные операции
![]() - межпроизводственные перерывы
- межпроизводственные перерывы
![]() - технологическая обработка
- технологическая обработка
- заключительные операции (сборка, упаковка ит.д.)
Выполнение заказа производится последовательно согласно оперативно-календарного планирования.
Оперативно-календарное планирование в единичном и мелкосерийном производстве заключается в составлении месячных оперативных программ для цехов, учёте их выполнения и внутрицеховом оперативно – календарном планировании, составлении сменно-суточных заданий для участков и рабочих мест, и их учёте. Планово-учётными единицами являются:
· в сборочных цехах являются изделия, или сборочные единицы соответствующего наименования;
· в обрабатывающих и заготовительных цехах – заказы в целом, сборочные комплекты и маршрутно-сборочные комплекты.
В соответствии с этим в единичном и мелкосерийном производстве целесообразно применять комплектно-сборочную систему оперативно-производственного планирования, при которой опережение выпуска для всех деталей данной сборочной единицы принимается равным наибольшему опережению выпуска одной из обрабатываемых в данном цехе деталей этой сборочной единицы. При изготовлении трудоёмких деталей, которые проходят через несколько цехов, увеличивается незавершённое производство, для его уменьшения детали одной сборочной единицы разбивают на комплекты с одинаковыми технологическими маршрутами их обработки в последующих цехах (рис 18, 19)
| № детали | Номер цеха, в котором производится обработка или сборка детали |
| 1 | 1-5-8 |
| 2 | 1-8 |
| 3 | 1-5-8 |
| 4 | 1-3-8 |
| 5 | 3-8 |
| 6 | 3-8 |
| 7 | 1-5-8 |
| 8 | 1-8 |
| 9 | 1-3-8 |
| 10 | 3-8 |
Рис 18 Технологические маршруты обработки деталей сборочной единицы по цехам.
| № цеха | № комплекта сборочной единицы | Технологический маршрут обработки по цехам | № детали |
| 1 | 1 | 1-5-8 | 1,3,7 |
| 1 | 2 | 1-8 | 2,8 |
| 1 | 3 | 1-3-8 | 4,9 |
| 3 | 1 | 3-8 | 4,5,6,9,10 |
| 5 | 1 | 5-8 | 1,3,7 |
| 8 | 1 | 8 | 1,2,3,4,5,6,7,8,9,10 |
Рис 19 Комплекты деталей сборочной единицы с одинаковыми технологическими маршрутами.
Оперативный план на три месяца выдаётся цехам либо в начале каждого месяца, либо в начале квартала. По окончании первого месяца квартала вносятся коррективы в оставшиеся два месяца и к ним добавляется план первого месяца следующего квартала с учётом опережений. Сроки выпуска деталей, входящих в сборочный комплект, определяются вычитанием опережений выпуска, установленного по данному сборочному комплекту, из срока выпуска готовых сборочных единиц.
Сроки выпуска изделий устанавливают укрупнено по декадам или неделям на основании реализации. Для наглядности загрузку оборудования по заказам представляют графически (рис 20)
В том случае, если процент готовности на начало месяца фактически окажется меньше, чем было запланировано, цех в текущем месяце должен будет выполнить по данной планово-учётной единице больший объём работ, чем предусматривается в программе, чтобы процент готовности на конец месяца был не ниже установленного. Форма месячной оперативной программы приведена на рис 21.Порядок составления месячных оперативных заданий для участков целесообразнее составлять в подетальном разрезе (рис 22). Срок выпуска детали соответствующего наименования определяется вычитанием длительности производственного цикла сборки сборочной единицы и обработки детали после данного участка из срока выпуска сборочной единицы, установленного в месячной программе для цеха.
Для предметных участков, специализированных по сборочным единицам, месячные оперативные задания составляют выборкой числа сборочных единиц и сроков их выпуска из месячной программы для цеха.
Для участков на которых обрабатывается небольшое число трудоёмких деталей, месячное задание может составляться в виде план-графика загрузки оборудования рабочих мест.
Для сборочных участков целесообразно составлять планы-графики сборки изделий в пооперационном разрезе
Производственная программа механическому цеху на март 2006 г.
| № заказа | № сборочной единицы | Наименование изделия | Общая трудоёмкость норма-часов | Процент готовности на начало месяца | Процент готовности на конец месяца | Фактический процент готовности на конец месяца | Задано на месяц | Выполнено за месяц | |||||
| Количество штук | В нормо часах | ||||||||||||
| Всего | В том числе по декадам | ||||||||||||
| I | II | III | Кол, шт. | Нормо часов | |||||||||
| 879,3 | 182805329 | корпус | 800 | 25 | 100 | 100 | 1 | - | 1 | - | 600 | 1 | 600 |
Рис 21 Производственная программа механическому цеху.
Задание участку на март 200—г.
| № заказа | № детали | Наименование изделия | Нормы времени на одну деталь | Задано на месяц | Выпуск по декадам | Выполнено за месяц | Процент выполнения месячного задания | ||||
| Кол-во, шт. | Нормо часов | I | II | III | Кол-во, шт. | Нормо часов | |||||
| 3284 | 182805340 | Стойка | 35 | 2 | 70 | 1 | 1 | - | 2 | 70 | 100 |
Рис 22 Задание участку.
План график загрузки оборудования (в числителе номер детали в знаменателе – номер операции)
| № рабочего места | Рабочее место | План и выполнение по дням / сменам | ||||||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | … | 28 | 29 | 30 | |||||||||||
| 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | |||
| 1265 | Продольно-фрезерный станок | 31074/10 | 30824/20 | 3128/15 | ||||||||||||||||
Рис 23 План загрузки оборудования
Декадные задания составляют для участков и деталей с длительным производственным циклом. Эти задания составляют либо в виде план-графика загрузки оборудования, либо в виде задания на декаду в пооперационном разрезе по каждой детали или сборочной единице.
Сменно-суточное планирование и учёт месячных и внутримесячных заданий осуществляется следующим образом: при обработке трудоёмких деталей в сменном задании указывается процент готовности детали, если обработка её не может быть закончена в течении данной смены. При наличии нормы времени на переходы в сменном задании могут быть указаны переходы, по которым должна быть произведена обработка детали в течении смены.
| № изделия | № заказа | № операции | Операция | План и выполнение по дням | |||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | … | 31 | ||||
| 10 | 341 | 1 | |||||||||||||||
| 2 | Монтаж питания | ||||||||||||||||
| 3 | Регулировка питания | ||||||||||||||||
| 4 | Сборка сборочных единиц управления | ||||||||||||||||
| 5 | Регулировка и сдача | ||||||||||||||||
| 11 | 342 | 1 | Основной монтаж | ||||||||||||||
| 2 | Монтаж питания | ||||||||||||||||
| 3 | Регулировка питания | ||||||||||||||||
| 4 | Сдача | ||||||||||||||||
Рис 24 план графика сборки изделия
Учёт выполнения месячных заданий и программ для цехов ведётся тех же формах по которым они составляются.
3.5 Оперативно-календарного планирования в серийном и массовом производстве
В серийном производстве номенклатура изготовляемых изделий или оказываемых услуг более или менее стабильно и регулярно повторяется в программе выпуска. Число выполняемых в цехах деталеопераций значительно превышает количество рабочих мест, требующих для изготовления заданной продукции, что предопределяет необходимость изготовления деталей (сборочных единиц) на рабочих местах партиями в порядке чередования с другими деталями (сборочными единицами), изготавливаемые на тех же рабочих местах.
Главная задача оперативно-календарного планирования в этих условиях является установление и обеспечение периодичности изготовления деталей в соответствии с производственным заданием – определение размера партии выпуска изделий, величины партии деталей и периодичности их запуска и обработки.
Исходя из установленного размера партии запуска деталей строят календарные планы –графики работы оборудования, регламентирующие сроки запуска партий в обработку, очерёдность и сроки их прохождения по операциям технологического процесса.
Размер партии (серии) изделий представляет собой число изделий, одновременно выпускаемых для изготовления на какой-либо стадии производства в течении короткого промежутка времени, после чего через определённый интервал времени выпускается следующая партия (серия) деталей.
Календарно-плановые расчёты для серийного производства включают в себя:
· определение размера партий изготовления изделий;
· расчёт заделов.
· определение нормативного размера партии деталей и периодичности их изготовления;
· построение календарных планов-графиков работы производственных участков.
Определение размера партии изготовления изделий
Число изделий , подлежащих запуску (выпуску) в плановом периоде определяется по формулам:
Nз = nз1 + nзс
Nв = nв1 + nвс
nз1, nв1 – размер 1 серии изделий по запуску и выпуску
nзс, nвс – размер запускаемых и выпускаемых серий после 1-ой соответственно.
Продолжительность времени изготовления одной серии изделий Тс равна:
Тс = Тцс + rc
Тцс – длительность производственного цикла изготовления одного изделия
rc- периодичность запуска (выпуска) изделий в серии.
Тогда длительность планового периода выпуска, запуска находится по формулам:
Тпл = Тцс1 + rc1+ Rвк
Тпл = Тцсп + rcп+ Rзк
Тпл – длительность планового периода
Тцс1 , Тцсп - длительность производственного цикла одного изделия 1-ой и последней серии;
rc1, rcп - периодичность запуска (выпуска) изделий в 1-ой и последней сериях соответственно;
Rвк, Rзк - периодичность запуска и выпуска к-х серий изделий.
Если принять, что в каждой серии число запускаемых и выпускаемых изделий одинаково и соблюдается строгая периодичность запуска и выпуска, то длительность планового периода можно рассчитать образом:
Тпл = Тцс + (nс – 1) rc + (kс – 1) Rс
kс - число запускаемых и выпускаемых серий изделий в плановом периоде.
Периодичность - ритм запуска или выпуска изделий – это промежуток времени между запуском или выпуском двух смежных (следующих друг за другом) серий изделий.
При одинаковых размерах запуска и выпуска изделий серии nзс = nзс = nс и одинаковой периодичности их запуска rc1 = rc2 = … rcритмы запуска и выпуска серий будут также равны. Rвк = Rзк = nс r, при этом значение r – ритм (такт) запуска , выпуска изделий в плановом периоде определяется по формуле:
r = Фн / Nв
Ф н – номинальный фонд времени.
Темп выпуска – это среднее число выпускаемых натуральных единиц продукции в единицу времени. Эта величина задаётся планом. Размер выпуска может быть меньше размера запуска из-за появления брака.
Ритм запуска – выпуска партий деталей представляет собой промежуток времени между моментами времени выпуска, запуска двух смежных партий R находится по формуле
R = nr = n /
Под опережением запуска понимается время от момента запуска партии деталей в обработку на первую операцию в данном цехе до момента выпуска со сборки всех изделий, для которых были запущены детали в обработку. Опережение выпуска меньше опережения запуска на длительность производственного цикла обработки партий деталей в цехе. Опережения необходимы для определения и соблюдения сроков запуска и выпуска партий деталей по цехам, в которых производится обработка. В опережения запуска, выпуска включается:
· длительность производственных циклов изготовления партий деталей по цехам;
· межцеховые перерывы, необходимые для транспортировки и оформления документов;
· страховые опережения для обеспечения бесперебойной работы последующих цехов;
· перерывы возникающие вследствие неравенства ритмов партий по цехам.
Следовательно, опережение запуска, выпуска партий деталей больше суммы длительности производственных циклов изготовления её по цехам.
Размер транспортной партии устанавливается в том случае, когда передача деталей с операции на операцию (с одного рабочего места на другое) происходит не всей партией, а частями.
Заделы в серийном и массовом производстве
Заделами называют находящиеся на различных стадиях производственного процесса детали, сборочные единицы или изделия (незавершённое производство). Различают:
· внутрицеховые заделы – к ним относятся цикловые, оборотные и страховые заделы
· межцеховые заделы – к ним относятся транспортные, оборотные, страховые заделы.
Цикловой задел – это число деталей (сборочных единиц), которое находится в цехе непосредственно в процессе обработки (сборки) в определённый момент времени, к ним относятся – детали находящиеся в обработке на рабочих местах и пролёживающие у рабочих мест или на цеховых складах.
Оборотные заделы – заделы, возникающие в дискретном производстве при передаче с одного участка на другой деталей одного и того же наименования неравными ритмами партий.
Страховые заделы – заделы, необходимые для обеспечения бесперебойной работы последующих участков и цехов при возникновении случайных перебоев в работе предшествующих участков, цехов. Страховые заделы создают перед сборочными участками, цехами.
![]() Тцс1
Тцс1
![]() rс1
rс1
![]()
![]()
![]() Rзк
Rзк
Rз2
Rз3
Rс
Рис 25. График запуска, выпуска изделий
В массовом производстве средний ритм и темп запуска, выпуска определяется для каждого отдельного месяца, так как выпуск их по месяцам может изменяться. Средние ритмы и темпы запуска и выпуска вычисляются по тем же формулам, что и для серийного производства.
Внутрилинейные заделы определяются для поточных линий. Они могут быт на рабочих местах транспортными, страховыми и оборотными. Заделы на рабочих местах рассчитываются только для непрерывных,
Межлинейные заделы могут быть оборотными, транспортными, страховыми. Оборотные заделы возникают только при разных средних ритмах выпуска на смежных линиях. Транспортные заделы – учитываются только для непрерывных поточных линий.
Транспортные межцеховые заделы учитываются при передаче деталей из цеха в цех транспортными средствами непрерывного действия.
Оборотные межцеховые заделы возникают между цехами в случае неравенства средних ритмов выпуска деталей в смежных цехах.
Страховые межцеховые заделы необходимы для бесперебойного обеспечения работы последующих цехов.
3.6 Построение календарных планов-графиков и программ работы производственных участков
Календарные планы –графики строятся на основании следующих параметров и данных:
· число деталеопераций, закреплённых в среднем за одним станком;
· степень устойчивости номенклатуры изготовляемых изделий и периодичность их обработки, которая определяется в первую очередь характером организации сборочных процессов;
· технологические маршруты обработки деталей с указанием выполняемых операций, применяемого оборудования и норм времени на обработку одной детали;
· закрепление деталеопераций за оборудованием;
· размеры месячного производственного задания по детали каждого наименования, нормативные значения размеров партий и периодичности их запуска в обработку.
Для обеспечения равномерной работы и выпуска продукции каждый цех должен иметь кроме оперативно-календарных планов месячные программы как по выпуску, так и по запуску деталей, сборочных единиц или изделий.
Чтобы составить месячную программу, необходимы данные о фактическом выпуске (запуске) деталей, по цехам на момент расчета и начало следующего месяца, план выпуска изделий в следующем месяце и календарно-плановые нормативы (рис 24).
Расположение деталей сначала:
· по цехам – поставщикам облегчает контроль за поставщиками заготовок,
· по цехам – потребителям - облегчает контроль за комплектностью поставок;
· по группам опережения выпуска - облегчает контроль за своевременностью выпуска деталей.
Так как наибольшее значение имеет своевременность и комплектность выпуска деталей, то наиболее целесообразно располагать детали сначала по группам опережения выпуска, а затем – по цехам получателям.
Месячные программы составляют для цехов предприятия, утверждаются директором предприятия и выдаются цехам за 5-10 дней до начала следующего месяца. График учёта деталей имеет следующий вид (рис 26).
При планировании месячных заданий технологических участков планово-учётными единицами должны быть детали отдельных наименований.
Срок запуска деталей на первом по ходу технологического процесса недолжен быть ранее того, который получается по расчёту.
Сроки выпуска деталей одного и того же наименования с различных участков должны опережать установленные для них сроки выпуска из цеха на сумму длительности циклов обработки партии данной детали на всех последующих участках. Поэтому месячное задание для детали каждого наименования необходимо составлять сначала для последнего участка, с которого выпускается деталь из цеха, затем для всех предыдущих в последовательности, обратной ходу технологического процесса.
Для более ритмичной работы и выпуска продукции необходимо составлять месячные задания и по запуску деталей на каждом участке.
Сроки запуска и выпуска деталей могут задаваться по декадам, неделям, дням. Месячное задание участку составляется по форме (рис 26). Итоги за месяц (по плану и фактически) определяют в натуральных единицах измерения (шт, изделиях) и в норма-часах.
Процент выполнения месячного задания определяется сравнением фактического и планового числа норма-часов по выпуску за месяц.
Для предметных участков с большой номенклатурой деталей в качестве планово-учётных единиц принимают группы деталей с одинаковым опережением выпуска. Сроки выпуска партии берут из месячной оперативной программы для цеха (рис 27).
Детали группового комплекта, установленные по однозначности запуска и выпуска имеют различную длительность производственного цикла обработки партий в цехе, поэтому различны опережения запуска. По таким групповым комплектам составляется месячное задание только по выпуску.
Для сборочных участков в качестве планово-учётных единиц принимают сборочные единицы в целом по которым устанавливается месячная оперативная программа для цеха.
| Номер детали | Наименование детали | Число деталей на одно изделие | Ритм партии, рабочие дни | Минимальные допустимые опережения Рабочие дни |
Дата Выпуска деталей факт |
Номер изделия выпуска факт |
Дата выпуска первой партии |
Дата запуска, выпуска деталей |
Итого за месяц |
Номер изделия выпуск, по расчётам |
||||
| запуск | выпуск | запуск | выпуск | запуск | выпуск | запуск | выпуск | |||||||
| 182805 | Вал | 1 | 11 | 9 | 6 | 14.06 | 514 | 20.06 | 18.06 | 20.06 | 88 | 88 | 646 | 646 |
| 03.07 | 07.07 | |||||||||||||
| 18.07 | 22.07 | |||||||||||||
Рис 26 Оперативная программа _______________цеху ______на июль 200___г
Выпуск изделий со сборки: фактически на день на день расчёта по № 490
Выпуск деталей из цеха: фактически на начало месяца – по №520
по плану за месяц - на 88 изделий
по плану на конец месяца - по №608
Номер планово- учётной единицы |
Номер детали | Деталь | Число деталей на одно изделие | Ритм партий деталей, рабочие дни | Опережение, рабочие дни | Фактический выпуск деталей по рабочим дням | |||||||
| запуск | выпуск | 1 | 2 | 3 | 4 | 5 | 6 | 7 | |||||
| Выпуск изделий по рабочим дням (с нарастающим итогом) | |||||||||||||
| 58 | 62 | 66 | 70 | 74 | 78 | 82 | |||||||
| Мх – 4/12,5 | 182805325 | цилиндр | 1 | 11 | 20 | 17 | 20.06 – 50/150 | ||||||
| Фактический выпуск деталей по рабочим дням | |||||||||||||
| 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 |
| Выпуск изделий по рабочим дням (с нарастающим итогом) | |||||||||||||
| 86 | 90 | 94 | 98 | 102 | 106 | 110 | 114 | 118 | 122 | 126 | 130 | 134 | 138 |
| 7.07 – 44/194 | |||||||||||||
| и.т.д. | |||||||||||||
Рис 27.График учёта выпуска деталей по цеху
Составление заданий на каждую рабочую смену принято называть сменно-суточным планированием; оно является последним этапом оперативно-календарного планирования.
При сменно-суточном планировании окончательно устанавливаются сроки запуска партий деталей в обработку, движения их по операциям и рабочим местам и выпуска из обработки.
Сменные задания составляют на каждую рабочую смену и отдельно для каждого участка, в дневную смену – на вечернюю смену текущих суток, на ночную и дневную смены следующих суток. В сменное задание вписывают всех основных рабочих по данному участку в данную смену. Каждому рабочему в сменное задание включается в первую очередь те детали, по выпуску которых имеется наибольшее отставание.
В сменное задание должны включаться работы , выполнение которых на данном рабочем месте обеспечено всем необходимым. Объём работы, задаваемый рабочему на смену, должен обеспечить его полную загрузку с учётом выполнения норм.
Для ночных смен в сменных заданиях предусматривается резервные работы на случай невозможности выполнения каким – либо рабочим одной работы, предусмотренных сменным заданием.
Деталеоперации, не выполненные за предыдущие сутки, должны быть выполнены в первую очередь в соответствующую смену следующих суток.
| № детали | деталь | Число деталей | Трудоёмкость одного изделия | Ритм партий деталей | Запуск – выпуск партий деталей по дням месяца | Итого за месяц | % вып -я плана |
||||||||||||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 8 | 9 | 10 | 11 | 12 | 15 | 16 | 17 | 18 | 19 | 22 | 23 | 24 | 25 | 26 | 29 | 30 | Число детал., шт |
Число детал, нормо-часов |
||||||||
з а п у с к |
выпуск | запуск | в ы п у с к |
||||||||||||||||||||||||||||
| 182805 | цилиндр | 1 | 0,5 | 11 | 70 | 50 | 50 | 60 | |||||||||||||||||||||||
Рис 28 Задание участку на июнь 2000 г
| Номер изделия | Деталь (сборочная единица) | Операция | Норма времени | Задано на месяц | Выполнение за месяц | ||||
| Номер | Наименование | Номер | Наименование | Число деталей | Число нормо- часов | Число деталей | Число нормо- часов | ||
| 2156187 | 118280531 | вал | 6 | Токарная | 0,5 | 100 | 50 | 100 | 50 |
Рис 29 Задание на июнь 2000 г рабочему месту: токарный станок 1263
Сменный мастер ________________рабочие_______________________________________________
Табельный номер |
Рабочий | Номер станка | Деталь | Операция | Разряд работы | Норма времени | Задано за смену | Обработано за смену |
Причины не выпол. плана | ||||||
| ФИО | Разряд | Номер | Наим. | Номер | Наим. | Подготов-заключ. | Штучное | Годных, шт | Бракованных | ||||||
| шифр | Кол-во | ||||||||||||||
| 187 | Петров О.И. | 4 | 687 | 21351 | вал | 7 | токарная | 4 | 60 | 10 | 200 | - | - | - | - |
Рис 30 Сменное задание ____________участку, мастеру _____________________ на __________________2000 г
Сменные задания должны быть подписаны и утверждены начальником цеха и выданы начальник участка, старшему мастеру, сменному мастеру, для обеспечения рабочего места и ознакомления с заданием. Вместе со сменным заданием мастеру выдаются все документы, необходимые для выполнения задания:
· рабочие наряды;
· маршрутные карты;
· требования на материалы или полуфабрикаты4
· накладные на сдачу готовых деталей;
· технологические карты;
· чертежи.
По окончании смены мастер проставляет в сменном задании число обработанных деталей, годных и бракованных, делает отметки о причинах невыполнения сменного задания отдельными рабочими или отступления от задания (если имеет место) и отчитывается перед начальником участка о выполнении задания за смену.
Экземпляр сменного задания передаётся в планировщику участка для ведения оперативного учёта и корректировки сменных заданий на следующие сутки. Вместе с этим сдаются: простойные и доплатные листы, акты о браке.
Построение месячных оперативных программ для цехов при массовом производстве заключается в составлении месячных или календарных оперативных программ для цехов с разбивкой выпуска по месяцам. Составление таких программ ведётся по цехам в последовательности обратной технологического процесса, т.е. сначала составляются программы для сборочного цеха, затем для обрабатывающих и потом для заготовительных.
Расчёт выпуска детали каждого наименования производится по формуле:
Nвl = Nзl+1 + Тl + Nl
Nзl+1 – число деталей данного наименования, запускаемых в (l+1) цехе;
Nвl – число деталей данного наименования, выпускаемых в l цехе на сторону.
Nl- отклонения фактического складского задела деталей данного наименования от расчётного.
Месячная программа составляется в виде плана – графика с указанием числа выпускаемых деталей по дням месяца. Такие планы-графики для отдельных поточных линий могут составляться в пооперационных планах по каждой операции. Число деталей, подлежащих выпуску в течении каждого дня, определяется делением месячного выпуска на число рабочих дней в месяце. Учёт выполнения месячных и внутримесячных оперативных программ ведётся непосредственно на самих планах на основании документов об отправке продукции цеха. Месячная программа для цеха является месячным заданием для участков, так как каждый участок в массовом производстве специализирован по предметному принципу, состоит из ряда поточных линий и выпускает заготовки, готовые детали, сборочные единицы или изделия. Оперативно-календарное планирование для однопредметных прерывных и многопредметных (прерывных и непрерывных) линий сводится обычно к составлению стандартов –планов их работы. Для однопредметных прерывных линий составляется пооперационный календарный план. Для многопредметных непрерывных линий составляется подетальный стандарт-план. Для многопредметных прерывных линий составляется поопераицонный стандарт –план для каждого наименования детали подетальный стандарт план для совокупности деталей. Для групповых поточных линий составляется пооперационный подетальный стандарт – план.
| № детали | Наиме нование изделия |
Число дета лей |
Цена на деталь | Программа выпуска | Программа выпуска по месяцам | Задел в цехе на начало квартала | Программа запуска на квартал | Средне дневная программа |
Откоррек тированная программа на квартал |
Откоррек- тированная средне дневная программа |
||||||||
| Число детал. | Сумма тыс. руб. | 1 | 2 | 3 | Норма-тивный | Предпо-лагаемый | Отсев | выпуск | запуск | выпуск | запуск | выпуск | запуск | |||||
| 182805 | валик | 2 | 1,50 | 10800 | 16,2 | 3600 | 3600 | 3600 | 1000 | 750 | 100 | 11150 | 171 | 177 | 10950 | 11200 | 174 | 178 |
Рис. 31 Программа механическому цеху на 4 кв. 200_г.
| № детали | Наименование детали | Программа на месяц | Среднедневная программа | Показатель | Выпуск деталей по дням месяца | ||||||||||
| Выпуск | Запуск | Выпуск | Запуск | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | ||||
| За сутки | План факт | 150 130 |
150 150 |
150 145 |
150 155 |
150 155 |
150 150 |
150 150 |
150 150 |
||||||
| 18280 | Валик | 3300 | 3310 | 150 | 155 | С начала месяца | План факт | 150 130 |
300 280 |
450 425 |
600 575 |
700 730 |
900 885 |
1050 1035 |
1200 1185 |
Рис 32 Месячный план –график механическому цеху на май 200__г
Пооперационный стандарт план составляется на период планирования, равный периоду оборота линии (Т), Т= nr – отрезок времени, для которого характерны равный выпуск изделий со всех операций, одинаковый график выполнения операций и движения заделов.
График выполнения операций показывает время начала, продолжительность работы и время её окончания на каждом рабочем месте, которое зависит от варианта организации многостаночного обслуживания, варианта закрепления рабочих мест за несколькими операциями и варианта догрузки линии внепоточной продукции.
Многостаночное обслуживание, догрузка рабочих мест внепоточной продукцией, закрепление за одним рабочим местом нескольких операций необходима для повышения занятости рабочих мест и загрузки оборудования. На однопредметных поточных линиях организуется и параллельное и последовательное обслуживание.
Для организации параллельного многостаночного обслуживания на однотипных станках необходимо соблюдать соотношение – ручное время меньше машинного. Работа на станках осуществляется циклично, где циклом многостаночного обслуживания (Т) называется минимальный отрезок времени, в течении которого операции выполняются по одному и тому же графику (рис 33), через определенное время.
![]()
![]() 2 5 2 5
2 5 2 5
2 5 2 5
2 5 2 5
Т
Рис 33 График работы многостаночника на однотипных станках (3 ед.)
Из графика видно, что время ручное равно 2 мин, машинное 5 мин., т.е. цикл работы многостаночника составляет 7 мин. Станки работают непрерывно. В зависимости от варианта организации параллельного многостаночного обслуживания на разнотипных станках изменяется загрузка оборудования и занятость рабочих.
Последовательное многостаночное обслуживание организуется на разнотипных станках.
3.7 Учёт ритмичности и равномерности выпуска продукции в процессе оперативно-производственного планирования
В процессе оперативно-производственного планирования для оценки внутренних результатов хода производственного процесса применяются показатели ритмичности и равномерности выпуска продукции.
Ритмичность характеризует степень точности плановых заданий за отдельные отрезки времени, на которые они установлены.
Равномерность характеризует степень равенства объёмов продукции, выпускаемых в равные отрезки рабочего времени.
Показатель ритмичности связан с выполнением плановых заданий и применим к оценке фактических результатов. Равномерность выпуска определяется к плану и является характеристикой отчёта и плана. Рассмотрим расчет коэффициента ритмичности. Данный расчёт предопределяет учёт либо только отрицательных отклонений (невыполнение), либо и отрицательные и положительные (перевыполнение) отклонения.
При учёте только отрицательных отклонений
Кро = Qф / Qп Qф Qп
Кро – коэффициент ритмичности отрицательных отклонений
Qф – фактический объём выпуска продукции в принятых измерителях;
Qп – плановый объём выпуска продукции в принятых измерителях.
Так же при учёте отрицательных отклонений коэффициент ритмичности можно определить через удельный вес выпуска продукции
Кро = ф / 100 ,
при этом фактический удельный вес выпуска должен быть меньше или равен плановому.
ф – удельный вес выпуска продукции.
Показатель равномерности предусматривает использование для расчёта плановых и фактических объёмов выпуска, но не выше того значения, которое было при полной равномерности(при распределении выпуска пропорционально рабочему времени).
Крв = Qiп / Qп
Qiп Qп *di / D
di- число рабочих дней в iдекаде
Qп * di / D–плановый выпуск продукции при условии полной равномерности.
Крв – коэффициент равномерности
D – число рабочих дней
Плановый коэффициент ритмичности не может быть определён расчётным путём, так кА отсутствуют фактические данные выполнения. Он может быть задан в виде директивного показателя, дифференцированного для каждого цеха, исходя из общеэкономических соображений и требований процесса производства.
Определить коэффициент ритмичности за декаду (неделю) можно только при наличии суточных планов, отклонения от которых характеризуют уровень ритмичности.
Для оценки работы цехов единичного и мелкосерийного производства следует применять коэффициент ритмичности, так как требования равномерности выпуска продукции не обосновано к данным типам производства. В массовом и крупносерийном производстве требования равенства выпуска объёма продукции обосновано оценочными показателями, которые и являются коэффициентами равномерности.
Глава 4. Нормативная основа системы оперативно-производственного планирования
4.1 Календарно-плановых нормы оперативно-производственного планирования
Для решения функциональных задач календарного планирования необходима определённая нормативная система для расчётов календарно-плановых норм.
Календарно-плановые нормы – это инструментарий в деятельности руководителей и исполнителей связанных с планированием и обеспечением хода производства. Нормативная система является расчётно-технической базой системы ООП, которая даёт возможность: своевременно осуществлять запуск в производство отдельных деталей, узлов и изделий экономически выгодными партиями; устанавливать целесообразную длительность производственных циклов деталей, узлов, изделий, обеспечивающих минимально необходимые остатки незавершённого производства и соответствующее ускорение оборачиваемости оборотных средств; упростить сложные расчёты по составлению плановых заданий; обеспечить благоприятные условия для механизации и компьютеризации плановых расчётов.
В качестве исходной документации для разработки календарно-плановых норм используют:
· годовые производственные программы предприятий по номенклатуре и количеству выпускаемых изделий с их распределением по кварталам и месяцам;
· конструкторско-технологические спецификации изделий;
· технологические процессы обработки деталей и сборки узлов и изделий;
· ведомости норм и расценок с указанием пооперационных нормативов штучного и подготовительно-заключительного времени, шифров групп оборудования по каждой операции.
Количество и содержание КПН определяется типом производства. В серийном и крупносерийном производстве к основным календарно-плановым нормативам относятся: размер партии предметов (шт), периодичность повторения производства предметов (дней), длительность производственного цикла партии предметов (дней), сроки опережения запуска и выпуска предметов (дней), размер остатков незавершённого производства (шт). В мелкосерийном и единичном производстве к основным календарно-плановым нормативам относятся: длительность производственного цикла (дней), сроки опережения запуска и выпуска (дней), размер незавершённого производства (шт). В массовом производстве к основным календарно-плановым нормативам относятся: так поточной линии, задел деталей, необходимый для нормального протекания производственного процесса.
Исходной нормой, определяющей значение всех других календарно-плановых норм в серийном производстве является размер партии предметов. Под размером партии предметов понимается число предметов, единовременно запускаемых в производство, движущихся по технологическим операциям и обрабатываемых с однократной затратой подготовительно-заключительного времени на каждой операции.
Подготовительно-заключительное время, предусмотренное в технологическим процессе включает в себя: знакомство с чертежами обрабатываемого предмета, оснасткой, обрабатывающим и измерительным инструментом, способом контроля результатов обработки, настройку и пробную обработку первой партии деталей. Например, операция «Фрезерование профиля турбинной лопатки», подготовительно-заключительное время по данной операции включает в себя: изучение чертежа лопатки, профильной фрезы, её установки, мерительного приспособления, проведение настройки приспособления и фрезерование первой детали, контроль результата и необходимая корректировка настройки.
Размер партии оказывает различное влияние на экономику производства. При увеличении партии положительное воздействие проявляется в трёх аспектах: повышение производительности труда за счёт приобретения рабочим навыков выполнения операций, снижение доли подготовительно-заключительного времени на одну деталь, сокращение условно-постоянных расходов, приходящих на одну деталь. В целом это даё1т снижение себестоимости изготовления одной детали. Отрицательное воздействие проявляется в следующем: увеличение длительности цикла изготовления партии, рост незавершённого средства, связывание оборотных средств.
Значительность партии определяет также длительное использование дефицитного оборудования, усложнение планирования, складирования и учёта продукции, неэффективное расходование материальных и финансовых ресурсов. Оптимальной считается партия, дающая минимальные затраты на одну деталь.
На практике пользуются упрощёнными методами расчёта партии деталей.
n=tn-зi / tштi *
tn-зi – подготовительно-заключительное время на i операцию партии деталей (мин).
tштi – норма времени на выполнение i операции (мин)
– коэффициент допустимых потерь времени на переналадку
На подетально-групповых участках и линиях используется метод поэтапных расчетов и согласований. Сначала определяется размер партии деталей, например «шестерни», при помощи метода поэтапных расчётов и согласований. Затем производится расчёт месячного эффективного фонда времени работы оборудования участка (рис 32).
Fэф= D*f *C*60 (1-Крем)
D – количество рабочих дней в месяце;
f- продолжительность рабочей смены;
C – сменность работы участка;
К – коэффициент учитывающий профилактические ремонтные работы оборудования.
| Деталь | Месячный объём выпуска, шт. (N) | Размер сборочной партии шт.(nсб) |
Кол-во операций технолог. процесса |
Средний коэф. выпол. норм | Суммарное штучное время обработки одной детали t, мин |
Коэф. закреп- ления операции на участке Кзо |
Норм. коэф. межопер. перерывов Кмо |
Коэф. огран. Цикла |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
Шестерня Шифр 54-34-270 |
80 | 20 | 11 | 1,15 | 44,7 | 15 | 0,9 | 0,75 |
Следующей календарно-плановой нормой, определяющей уровень рациональности организации производственного процесса является длительность производственного цикла.
Длительность производственного цикла – (Tц) – называется календарный период времени от начала первой технологической операции до момента полного окончания производства, испытания и сдачи готового продукта. Длительность производственного цикла состоит из двух периодов: рабочего и времени перерывов. Рассмотрим структуру производственного цикла, которая представлена на рис 33.
![]()
Рис 33 Структура производственного цикла
Операционный цикл – это продолжительность обработки партии на одной операции процесса. Он включает время процесса непосредственной обработки (основное технологическое время) и время на освоение операции (подготовительно-заключительное время).
Вспомогательное время – представляет собой часть рабочего периода, необходимого для выполнения вспомогательных операций (контрольных, транспортных).
Естественными являются процессы, требующие затраты времени без затрат труда (сушка).
Партионные перерывы – время ожидания детали до начала и после обработки в составе партии на данной операции.
Перерывы ожидания – время ожидания освобождения оборудования, занятого обработкой других деталей.
Перерывы комплектования – время пролёживания деталей перед началом сборки.
Нерабочее время – представляет совокупность определённых по продолжительности регламентированных перерывов.
Длительность производственного цикла простого процесса складывается из операционного цикла и ссумарного межоперационного перерыва.
Производственный цикл сложного процесса – представляет собой общую продолжительность комплекса скоординированных во времени простых процессов, входящих в сложный процесс изготовления одного изделия или партии деталей. Цель такой координации является обеспечение комплексности и бесперебойности производства при высокой его эффективности. Длительность производственного цикла сложного процесса формируется из продолжительности простых циклов с учётом их парного совмещения или разрыва во времени.
Цикл сложного процесса можно уплотнить путём дифференцированной подачи сборочных элементов к различным этапам сборки, при этом циклы изготовления сборочных единиц деталей и узлов могут протекать параллельно сборочному циклу.
Производственный цикл влияет на многие технико-экономические показатели работы предприятия: фондоотдачу, рентабельность, объём выпуска продукции, норматив оборотных средств и др. Сокращение производственного цикла может быть осуществлено за счёт уменьшения времени выполнения технологических операций и сведения к минимуму всех перерывов в процессе изготовления изделия. Важнейшими мероприятиями по сокращению производственного цикла при изготовлении продукции являются:
· совершенствование конструкций изделий в части повышения их технологичности и степени унификации;
· совершенствование технологических процессов, механизация, автоматизация операций, снижение трудоёмкости обработки и сборки;
· совершенствование системы планирования и организации производства для ликвидации простоев исполнителей и оборудования, повышения ритмичности выпуска изделий;
· улучшение обслуживания рабочих мест;
· повышение степени параллельности работ и процессов;
· уплотнение режима работы производственных подразделений.
Опережение запуска и выпуска партии предметов.
Под опережением запуска понимают время от момента запуска партии деталей в обработку на первую операцию в конкретном цехе до момента выпуска партии деталей. Опережение выпуска меньше опережения запуска на длительность производственного цикла обработки партии деталей в цехе.
Схема формирования сроков опережения запуска – выпуска изготовления изделия по отдельным стадиям на рис 34
![]() Тц заг Тов заг
Тц заг Тов заг
Тц мех Тов мех
Тц узл Тов узл
Тц гл
Тоз заг (Тс з изд)
Рис 34 Схема формирования сроков опережения запуска
Тц заг , Тц мех, Тц узл , Тц гл – циклы стадий производства: заготовительной, механообрабатывающей, узловой и главной сборки.
Тов заг, Тов мех, Тов узл – время опережения выпуска стадий производства.
Тоз заг, Тоз мех – время опережения запуска стадий производства.
Тоз заг (Тс з изд)- время опережения запуска всего изделия.
Срок опережения запуска изделия по i стадии производства может быть определён по формуле.
Тозi = Тцi + Товi
Аналогично может быть рассчитан срок опережения запуска отдельной детали или узла к началу последующей стадии или сроку выпуска изделия.
4.2 Планирование и расчёт незавершенного производства
Планомерное и ритмичное выполнение производственной программы невозможно без обеспечения материальными заделами всех этапов производственного процесса. Незавершённое производство –это начатые, но не законченные изготовлением изделия или их части, находящиеся на разных стадиях производственного процесса, а так же складские запасы.
В состав незавершённого производства входят:
· детали на разных стадиях обработки и сборки;
· сборочные единицы, находящиеся в сборке;
· собранные изделия не прошедшие технических испытаний, окончательной приёмки или других операций, предусмотренных технологическим процессом.
Затраты на незавершённое производство составляют часть оборотных средств, которую предприятие использует в процессе производства товарной продукции. В мелкосерийном производстве объём незавершённого производства достигает 45% нормируемых оборотных средств, серийного производства 20-40%.
Незавершенное производство является важным фактором оперативно-календарного планирования. Его объём и состав обуславливают равномерность работы предприятия, полноту и целесообразность использования его трудовых ресурсов. От объёма незавершённого производства зависит скорость прохождения предметов через операции технологического процесса. Объем незавершённого производства служит одним из экономических показателей, контролирующих выполнение предприятием лимита оборотным средствам.
Существуют внутрицеховое и межцеховое незавершенное производство. Внутри цеховые остатки незавершённого производства образуют предметы , находящиеся в процессе обработки или сборки у рабочих мест, на контрольных пунктах, в цехе на складе в ожидании продолжения производственного процесса. Межцеховые остатки незавершённого производства представляют собой заготовки , подготовленные для механической обработки, готовые детали, сборочные единицы, комплектующие элементы, ожидающие главной сборки изделия. Межцеховые заделы нередко достигают 60-70% всего объёма незавершённого производства. Это происходит в следствии того, что возникает неравенство размеров партий предметов на смежных стадиях (например на стадии кузнечного цеха – партия 300 шт, на стадии механической обработки – 180 шт). , в следствии межцеховых перерывов в движении изделий и их частей.
Рациональное поддержание уровня незавершённого производства – необходимое условие обеспечения непрерывности, ритмичности и эффективности производственного процесса. Величина незавершённого производства зависит от типа производства, длительность цикла изготовления изделия, объем выпуска, конструктивной сложности объекта.
Недостаточность незавершённого производства может привести к нарушению хода производства, срыву сроков изготовления и реализации продукции, простою рабочих мест.
Избыточность незавершённого производства может привести к ухудшению экономических показателей, усложнению планирования, учёта, хранения продукции.
При планировании незавершённое производство можно учитывать в натуральных измерителях (фактор определяющий ритмичность производства), в трудовых измерителях (показатель последовательности выполнения этапов производственного цикла), в стоимостном выражении (показатель лимита оборотных средств).
4.2.1 Расчет заделов в серийном и единичном производстве
В единичном и серийном производстве, к внутрицеховым относятся цикловые заделы, к межцеховым – оборотные и страховые заделы. Оборотные и страховые заделы называются складскими, так как должны находиться на складах.
Цикловые заделы – это число деталей, которое находиться в производственном процессе в цехе на момент времени. При запуске партии деталей в производство цикловой задел будет равен размеру партии деталей. Число партии деталей одного и того же наименования, находящихся в производстве в каждый момент времени, в среднем равно отношению длительности производственного цикла партии деталей к ритму партии деталей.
Zц = nTц / R
n – размер партии деталей
Zц – число партии деталей
Tц – длительность производственного цикла
R – ритм партии деталей
Для сокращения цикловых заделов необходимо уменьшить длительность производственного цикла.
Оборотные заделы – между цехами определяются в соответствии с общей методикой определения заделов между двумя смежными звеньями производства, каждое из которых может быть рабочим местом, поточной линией, участком или цехом.
Первое звено определяет порядок, скорость, количество и сроки поступления, а второе звено – порядок потребления. Причинами возникновения оборотных заделов между двумя смежными звеньями производства могут быть следующие:
· различный характер поступления и потребления деталей
· различные скорости поступления и потребления детали
· различные периоды поступления и потребления
· сдвиг начала потребления по сравнению с началом поступления предметов.
Период одного оборота заделов определяется по моменту времени, когда число деталей по поступлению и потреблению совпадает.
T0 = n2/dnR1 = n1/dnR2
n- размеры партий деталей
d – общий наибольший делитель для размеров партий поступления и потребления деталей
T0 – период одного оборота заделов
Минимальный сдвиг начала потребления на более поздний срок по отношению к началу поступления, с тем, чтобы потребление никогда не превышало поступления, должен быть равен Tсд = n2 (r – 1/v2) – dn (r-1/vm)
Vm – меньшая скорость поступления и потребления. Сдвиг сроков вызывает увеличение среднего оборотного задела на значение Z = N / r .
В серийном производстве поступление деталей в цех и их потребление происходит сразу всей партией, при этом минимальный средний оборотный задел равен
Z = (n1+n2) / 2 – dn.
Суммарный средний оборотный задел между всеми цехами определяется суммированием оборотных заделов между каждой парой смежных цехов и будет составлять
Z = (n1+n2) / 2+ n1 – dn.
4.3 Методы расчёта длительности производственных циклов
Длительность производственных циклов обработки партий деталей и сборки изделий необходимо знать для определения незавершённого производства, опережений и сроков запуска – выпуска партий.
Расчёт длительности производственных циклов может производиться аналитическим, графическим методами. Для расчёта длительности сборочных процессов применяется графоаналитический метод. Рассмотрим данные методы.
Аналитический метод .
Рассмотрим составляющие длительности производственного цикла.
Перед первой операцией, как видно из графика отсутствует время контроля, а после последней – время транспортировки и пролёживания. Длительность межоперационного времени (контроля, транспортировки, пролёживания) между двумя смежными операциями может быть различной, но при расчёте длительность производственного цикла принимается равной среднему значению для всех операций.
Длительность производственного цикла обработки деталей в рабочих днях для последовательного вида движения определяется по формуле
Тц = n tш-к / Pвып q + mtмо + tе
kсмTсм
Тц
n – размер партии деталей
tш-к - штучно-калькуляционное время на выполнение i операции
Pвып –коэффициент выполнения норм времени на i операцию
q – число рабочих мест, на которых одновременно выполняется i операция
m – число операций обработки партии деталей в цехе
tмо – межоперационное время
tе- длительность естественных процессов
kсм
Tсм – продолжительность смены
Для параллельно-последователного вида движения с передачей деталей с операции на операцию транспортными партиями - длительность производственного цикла обработки партии деталей по всем операциям будет следующей.
Тц = k пар * n t ш-к / Pвып q + mtмо +tе
kсм Тсм
kпар- коэффициент параллельности равен (0,3-0,9) – учитывает одновременное выполнение основных операций.
Параллельный вид движения применяется на поточных линиях сборки. Рассчитывается по той же формуле, что и параллельно - последовательный вид.
Графический метод .
Длительность производственного цикла при этом методе определяется как разность между сроком окончания последней операции и сроком начала первой операции для одной и той же партии деталей. Она устанавливается по графику.
Для сборочного процесса цикловой график строится в последовательности обратной ходу технологического процесса. Продолжительность каждого отдельного сборочного процесса на единицу изделия определяется
t ц = t сб / Pвып k см Tсм S сб
t сб – трудоёмкость сборочного процесса
Pвып – коэффициент выполнения норм времени рабочими сборщиками
k см – число смен сборки
Tсм – продолжительность одной смены
S сб – число рабочих одновременно занятых на выполнение данного сборочного процесса.
Сборка партий деталей может производиться по последовательному, параллельному или последовательно – параллельному видам. Каждый вид обработки деталей имеет свои особенности, связанные с технологией производства, сменности в работе и т.д. Сокращение длительности производственного цикла можно достигнуть за счёт одновременного выполнения операции на нескольких рабочих местах, за счёт увеличения производительности труда, за счёт уменьшения межоперационного времени и за счёт увеличения сменности работы.
4.4 Методы определения межоперационного времени
Межоперационное время можно определить с помощью таких методов, как: аналитический, статистический, графический.
При аналитическом методе главная составляющая межоперационного времени – время пролёживания деталей на рабочих местах. Время пролёживания обычно больше времени выполнения вспомогательных операций, поэтому межоперационное время можно определять временем пролёживания деталей. Вероятное время пролёживания для партии деталей на данном рабочем месте зависит от числа и продолжительности деталеопераций, выполняемых на одном рабочем месте.
t= {1 – Tj / 2Tj} T j/ Tj
T- трудоёмкость обработки партии деталей на данном рабочем месте.
Время пролёживания более трудоёмких партий деталей будет меньше, чем для менее трудоёмких, это связано с тем, что при одновременном поступлении на рабочее место нескольких партий с меньшей трудоёмкостью могут ожидать окончания обработки более трудоёмких партий деталей.
Время пролёживания уменьшается при выравнивании трудоёмкости обработки партий деталей. Средняя трудоёмкость при этом равна.
tпрол. ср = (1 – 1 / 2) Tср
Tср = 1 / Tj
Tср – средняя трудоёмкость обработки партии деталей на данном рабочем месте.
– число деталерпераций , выполняемых на данном рабочем месте.
При увеличении числа деталеопераций , выполняемых на рабочем месте время пролёживания увеличивается и приближается к Тср. Это время пролёживания может принято в качестве межоперационного времени.
При обработке деталей на нескольких рабочих местах нужно учитывать возможность параллельно-последовательного движения партий деталей по рабочим местам, при котором время пролёживания сокращается.
При использовании метода математической статистики межоперационное время можно определять статистической обработкой данных, получаемых из непосредственных наблюдений или документов. Графический способ определения межоперационного времени требует построения графиков загрузки рабочих мест в пооперационном разрезе, что связано с большой трудоёмкостью их составления.