Оптимізація технологічних процесів в гнучких виробничих системах
СОДЕРЖАНИЕ: Характеристика гнучкої виробничої системи, де здійснюється безпосереднє перетворення початкового матеріалу у кінцевий продукт або напівфабрикат. Основні напрямки розробки технологічних процесів. Основне устаткування для транспортування інструментів.Міністерство освіти України
Національний технічний університет України
Київський політехнічний інститут
Факультет інформатики та обчислювальної техніки
Заочне відділення
Курсовий проект
Оптимізація технологічних процесів в гнучких виробничих системах
Список скорочень
АСНД - автоматизована система наукових досліджень
АСТПВ – автоматизована система технологічної підготовки виробництва
АС - автоматизований склад
АТМ - автономний транспортний модуль
АТСС - автоматизована транспортно-складська система
ГАВ - гнучке автоматизоване виробництво
ГВМ - гнучкий виробничий модуль
ГВС - гнучка виробнича система
Д/У - деталеустановка
КВМ - контрольно-вимірювальний модуль
ПП - підйомний пристрій
Р/А - робот-автооператор
ТО - технологічне обладнання
ТС - транспортна система
ЧПК - числове програмне керування
СУ - система управління
КЯ - контроль якості
ПЗВ - пристрій завантаження / вигрузки
ТНП - транспортно-накопичувальний пристрій
ГРВ - гнучке роботизоване виробництво
МІЗ - модуль інструментального забезпечення
МКП - модуль контролю продукції
ММТ - модуль між операційного транспортування
Вступ
Інтегрована виробнича система реалізує комплексно-автоматизоване (автоматичне) групове багато номенклатурне виробництво, що оперативно переналагоджується в певному параметричному діапазоні продукції. При цьому робота всіх функціональних елементів (автоматизованих систем) синхронізується багаторівневою САК. Таким чином, інтегрована виробнича система реалізує функції ГАВ.
Під ГВС розуміють сукупність у різних поєднаннях обладнання з ЧПК, РТК, ГВМ, окремих одиниць технологічного обладнання та систем забезпечення їх функціонування в автоматичному режимі протягом заданого інтервалу часу, що мають властивість автоматизованого переналагодження при виробництві виробів довільної номенклатури в установлених межах значень їхніх характеристик. Інакше кажучи, ГВС – це виробнича система, яка працює за безлюдною (автоматичною) безвідходною технологією й дає змогу відмовитись від технічної та супровідної документації заміною останньої інформацією, що передається локальною мережею зв’язку чи зосереджується на машинних носіях.
У ГВС здійснюється безпосереднє перетворення початкового матеріалу у кінцевий продукт або напівфабрикат.
Загальноприйнятої методики проектування гнучких інтегрованих систем не має, тому що не існує точних методів, які дозволяють чітко розв’язувати задачі синтезу складних систем. Через це на практиці використовують різні неформальні прийоми, які зводяться до перебору варіантів чи синтезу через аналіз.
Значної уваги потребують питання структуроутворювання ГВС, особливо на етапах їх структурно-компоновочного синтезу. Тут необхідна типізація елементної бази ГВС на рівні функціональних модулів – обробки, складання, транспортування та складування об’єктів виробництва, контролю їхньої якості та атестації готової продукції, що, зрештою, дасть змогу підвищити рівень об’єктивності прийняття рішень при проектуванні складних виробничих систем.
Метод, який ми використовуємо, полягає в тому, що при наявності результат транспортної мережі, при цьому повинна забезпечуватись мінімальна середня відстань між елементами обладнання. Також, використовуючи відомі аналітичні залежності, виконується розрахунок кількісних характеристик АТСС.
Переважно, первинний варіант системи не є оптимальним. Тобто, отримані при аналізі даного варіанту характеристики системи істотно відрізняються від бажаних показників. Тоді розробляється другий варіант системи з урахуванням попередніх даних, потім він також аналізується і т.д.
Таким чином, задачі вибору компоновки ГВС, визначення характеристик автоматизованих транспортно-складських систем і організації транспортно-складських робіт, треба розглядати як єдиний комплекс взаємопов’язаних заходів направлених на розв’язок завдання оптимізації матеріальних потоків, що забезпечує високий рівень виробничої здатності ГВС.
1.Аналіз вихідної групи об’єктів та побудова структурно-технологічної схеми ГВС
Вибір структури є важливим етапом при створені ГВС, який забезпечує відповідність технологічного обладнання виконанню поставленого виробничого завдання. Доцільний рівень розвиненості структури ГВС визначається на основі аналізу технологічних факторів: номенклатури деталей (складальних з’єднань ), часу виготовлення, маршруту виготовлення та ін. Тобто, з одного боку є безліч технологічних процесів, які повинні реалізуватися спроектованою ГВС, з іншого – множина елементів ГВС з їх конкретними характеристиками. Вибір способу класифікації визначається задачею, яку з його допомогою необхідно розв’язати. У даній ситуації, це є опис об’єктів виробництва обмеженим складом прикмет, який повинен дозволити виконати розбиття множини об’єктів на групи, причому для груп більшість об’єктів має бути технологічно однаковою при певній технологічній операції.
Існують такі основні напрямки розробки технологічних процесів:
- розробка індивідуальних ТП;
- розробка групових ТП;
- розробка типових ТП.
У даному випадку буде використовуватися розробка групових ТП, тобто будуть класифікуватись види робіт (операцій), які проводяться з даним об’єктом. Класифікація поступово уточнюється, поки не одержиться група об’єктів, для якої більшість об’єктів будуть технологічно одинакові при певній операції. Основним методом отримання груп є об’єднання деталей декількох груп, які мають одну й ту саму деталеоперацію ТП. В цьому випадку на окремих операціях виготовляються деталі декількох груп.
Вихідні дані наведені в таблиці 1.1.
Таблиця 1.1. Вихіднідані
| № | Параметр | Познач. | Од.вимір. | Знач. | |
| 1 | Середня трудоємність обробки однієї деталеустановки | tоб | год | 0,5 | |
| 2 | Місячна програма випуску деталей одного найменування | NM | шт | 20 | |
| 3 | Місячний фонд роботи одного ГВМ в дві зміни | To | год | 305 | |
| 4 | Час завантаження ГВМ | t3 | хв | 5 | |
| 5 | Час розвантаження ГВМ | tp | хв | 4 | |
| 6 | Час на проміжний контроль | tkn | хв | 3 | |
| 7 | Час на остаточний контроль | tko | хв | 20 | |
| 8 | На контроль виводиться кожна | n1 | дет | 4 | |
| 9 | Час | передачі кадру | tk | хв | 0,03 |
| 10 | на операцію взяти/поставити | tвз , tуст | хв | 0,17 | |
| 11 | повороту | tпов | хв | 0,02 | |
| 12 | перевірки інструменту | tпі | хв | 0,1 | |
| 13 | Довжина переміщення | lcp | м | 20 | |
| 14 | Швидкість переміщення | vcp | м/хв | 60 | |
| 15 | Середній час роботи одного інструменту | tін | хв | 3 | |
| 16 | Середнє число дублерів інструментів | nдуб | шт | 1 | |
Розбиття вихідної множини на групи
Вихідні дані:
Задані 7 об’єктів (комплексних деталей), кожен з яких заданий набором параметрів (процесом).
Комплексна деталь – деталь, яка включає в себе всі операції, які виконуються над заданим набором деталей.
1) Т2 С2 Т3 Ф1 Ф2
2) Т3 Ф1 Ф2 Т4 Ф3 Р2
3) Т1 Т2 Т3 Ф1 Ф2 Т4 Т5
4) Т1 С1 Т2 Т3 Ф1 Ф2 Т5
5) Т1 С1 С2 Т3 Ф1 Ф2 Т4
6) Т1 С1 Т3 Ф1 Ф2 Ф3 Р2
7) Т2 Т3 Ф1 Ф2
Тут буква – позначення типу операції, цифра – номер операції.
Розбиття процесів на групи:
Знаходиться найбільше число операцій для всіх об’єктів:
Р=11=Т2+С2+Т3+Ф1+Ф2+Т4+Ф3+Р2+Т1+Т5+С1
Будується квадратична матриця, вона заповнюється по формулі
aij =Р-Рj
де Pj – кількість різних операцій, між порівнюваними об’єктами.
а12 =11-5=6 а23 =11-5=6 а34 =11-2=9 а45 =11-4=7 а56 =11-4=7 а67 =11-5=6
а13 =11-4=7 а24 =11-7=4 а35 =11-4=7 а46 =11-4=7 а57 =11-5=6
а14 =11-4=7 а25 =11-5=6 а36 =11-6=5 а47 =11-3=8
а15 =11-4=7 а26 =11-3=8 а37 =11-3=8
а16 =11-6=5 а27 =11-4=7
а17 =11-1=10
В матриці береться максимальне число, записуються його координати, потім знаходиться таке саме число і записується змінена координата. Так утворюється технологічна група. Потім береться наступне максимальне число і операції повторюються до тої пори, поки в групах не будуть всі об’єкти. В нову групу не беруться числа, які є в попередніх групах.
І=[1, 7]
ІІ=[3, 4]
III=[2, 6]
IV=[5]
Таким чином, утворилися чотири технологічні групи, які містять у собі всі об’єкти.
Аналіз:
Технологічні групи представляються, як комбінації операцій, які виконуються, над їх об’єктами. Проводиться спроба об’єднати технологічні групи по сукупності спільних операцій:
І=Т2 С2 Т3 Ф1 Ф2
ІІ=Т1 Т2 Т3 Ф1 Ф2 Т4 Т5 С1
ІІІ=Т3 Ф1 Ф2 Т4 Ф3 Р2 Т1 С1
IV=Т1 С1 С2 Т3 Ф1 Ф2 Т4
В нашому випадку об’єднання здійснити неможливо. Тому у нас залишаються усі чотири групи.
Закріплення операцій за модулями
Для розробки групового технологічного процесу необхідно визначити кількість ГВМ, які входять у ГВС і вибрати основне технологічне обладнання. Основне ТО необхідно вибрати з однієї сторони – на основі структурно-технологічної схеми процесу обробки, з іншої – з урахуванням конкретної автоматизованої транспортно-складської системи. Процес вибору ТО передбачає розподілення технологічних операції по ГВМ.
Для визначення числа ГВМ використовується метод графів. Структурно-технологічні схеми представлені у вигляді графів (рис. 1.1, 1.2, 1.3, 1.4), вершини яких – групові операції, дуги послідовність виконання операцій.
Побудова графів:
Отримані групи розкладаються на вихідні деталеоперації, по яких будується граф.
І=Т2 С2 Т3 Ф1 Ф2
1) Т2 С2 Т3 Ф1 Ф2
7) Т2 Т3 Ф1 Ф2
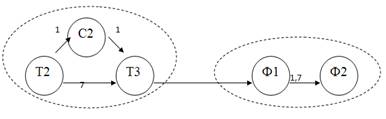
рис.1.1
ІІ=Т1 Т2 Т3 Ф1 Ф2 Т4 Т5 С1
3) Т1 Т2 Т3 Ф1 Ф2 Т4 Т5
4) Т1 С1 Т2 Т3 Ф1 Ф2 Т5
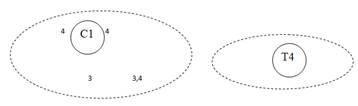
Рис
ІІІ=Т3 Ф1 Ф2 Т4 Ф3 Р2 Т1 С1
2) Т3 Ф1 Ф2 Т4 Ф3 Р2
6) Т1 С1 Т3 Ф1 Ф2 Ф3 Р2
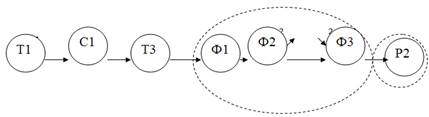
Рис.1.3
IV=Т1 С1 С2 Т3 Ф1 Ф2 Т4
5) Т1 С1 С2 Т3 Ф1 Ф2 Т4
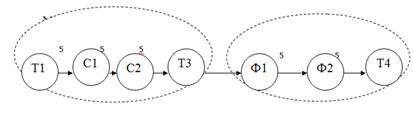
Рис.1.4
Пунктиром позначено об’єднання операцій у технологічні модулі.
Для визначення числа ГВМ, потрібно зобразити графи рис.1.1, 1.2, 1.3, 1.4 у вигляді модулів і оптимізувати їх.
І:
Т1 С2 Т3 Ф1 Ф2
![]()
|
|
IV:
|
|
![]() 5
5
Рс.1.8
Далі проводиться об’єднання і оптимізація технологічних модулів.
М2=[Ф1 Ф2]
М1/ =[Т1 С1 Т2 Т3]
М2/ =[Ф1 Ф2 Т4 Т5]
М1// =[Т1 С1 Т3]
М2// =[Ф1 Ф2 Т4 Ф3]
М3// =[Р2]
М1/// =[Т1 С1 С2 Т3]
М2/// =[Ф1 Ф2 Т4]
Для цього знищується дубль операції в модулях.
Отримаємо:
М1=[Т2 С2 Т3]
М2=[Ф1 Ф2]
М1/ =[Т1 С1]=М3
М2/ =[Т4 Т5]=М4
М2// =[Ф3]=М5
М3// =[Р2]=М6
Взаємодія технологічних модулів має наступний вигляд:
Як видно з графу (рис.1.10), це об’єднання дало позитивний результат – система стала лінійною:
Т1 С1 Т2 С2 Т3 Ф1 Ф2 Т4 Т5 Ф3 Р2
|
|
||
|
![]()
![]() 3,4,5,6 1,2,3,4,5,6,7
3,4,5,6 1,2,3,4,5,6,7
Рис.1.10
Таким чином число ГВМ, які потрібні для реалізації ГВС – 3.
Структурно-технологічна схема (розбивка ГВС на ГВМ):
На структурно-технологічній схемі вказано входи у ГВМ деталей, переходи деталей між ГВМ та виходи деталей з модулів.
система стала лінійною:
Т1 С1 Т2 С2 Т3 Ф1 Ф2 Т4 Т5 Ф3 Р2
3,4,5,6 1,2,3,4,5,6,7 1,2,3,4,5,6,7
2. Розрахунок складу устаткування для транспортування деталей
Склад устаткування для транспортування об’єктів виробництва включає: стелаж для нагромадження, позиції завантаження і розвантаження, позиції контролю й автономний транспортний модуль.
2.1 Визначення характеристик АС
Місткість автоматизованого складу (АС) є основною його характеристикою. Вона визначається числом носіїв, необхідних для повного завантаження ТУ під час роботи ГВС.
Це число в свою чергу можна визначити максимальним числом деталеустановок, що можуть бути оброблені ГВС, а оскільки ГВС випускає деталі різної номенклатури, то доцільно мати 10%-ий запас чарунок на випадок збільшення обсягу продукції.
![]()
де n- число ГВМ. Отримане число деталеустановок відповідає числу чарунок у стелажі – 101 чарунки.
2.2 Розрахунок числа позицій завантаження / розвантаження
Є два види позицій завантаження і розвантаження – це роз’єднані і об’єднані. При поділі функцій розвантаження і завантаження повинні бути два робочих місця, а при об’єднанні – одне. Якщо воно встигає за часом виконувати весь необхідний обсяг робіт. Розрахунок числа позицій здійснюється по формулі:
![]()
![]()
де t – трудомісткість операцій з/р чи сполучених операцій. При розділених операціях у ГВС повинно бути 2 робочих місця, а при об’єднаних – 1 робоче місце, якщо воно устигає виконувати обидві операції; КД –число деталеустановок, що проходять через 1 ГВМ в один місяць:
![]() (чарунок)
(чарунок)
Для вибору виду позицій
- Кількість позицій завантаження:
![]()
![]() (шт)
(шт)
- ![]() Кількість позицій розвантаження:
Кількість позицій розвантаження:
![]()
![]() (шт)
(шт)
Загальне число позицій завантаження / розвантаження:
![]()
![]() (шт)
(шт)
2. Використовуючи сполучені позиції завантаження / розвантаження
Трудомісткість сполучених операцій завантаження і розвантаження буде наступною:
![]()
![]() (хв)
(хв)
Кількість позицій завантаження / розвантаження:
![]()
![]() (шт)
(шт)
Як бачимо, при чистому розрахунку розділених позицій завантаження і розвантаження, їх загальна завантаженість майже дорівнює 1, але оскільки варіант з суміщеними позиціями з/р є економічно вигіднішим, та враховуючи те, що при розділених позиціях завантаження і розвантаження, при виході зі строю однієї з позицій, ГВС перестане функціонувати, оберемо варіант з суміщеними з/р.
2.3 Розрахунок числа позицій контролю
Якщо об’єкти виробництва обробляються на декількох ГВМ, то контроль проводиться після обробки на кожній з них.
Розрахунок числа позицій контролю здійснюється по формулі:
![]()
![]()
де tк – сумарний час контролю однієї ДУ
Він визначається по формулі:
![]()
де r – середня кількість операцій, що приходиться на один об’єкт (сума операцій по всіх об’єктах, поділена на кількість деталей )
![]() (дет)
(дет)
Тоді ![]() (хв)
(хв)
КДК – число деталеустановок, що проходять на контроль за місяць:
![]() ,
,
де ![]() ,
,
а1 і а2 - поправочні коефіцієнти, що враховують 1 ДУ і вивід на контроль у зв’язку з використанням нового інструмента.
а1 =1,15
а2 =1,05
Тоді ![]()
![]()
![]()
Для того, щоб позиції контролю устигали виконувати весь необхідний обсяг роботи, треба обчислену кількість прийняти рівною більш цілому числу, тобто у даному випадку це буде число 2.
Отже, для того, щоб ГВС працювала продуктивно необхідно мати 2 позиції позиції контролю.
Необхідно розрахувати середню кількість модулів, що приходяться на один об’єкт. Для цього спочатку потрібно розписати кожен об’єкт через модулі, що він проходить:
1) М1 М2
2) М1 М2
3) М3 М1 М2
4) М3 М1 М2
5) М3 М1 М2
6) М3 М1 М2
7) М1 М2
Розділимо сумарну кількість модулів, через які проходять об’єкти, на кількість об’єктів і округлимо отриманий результат. Тоді середня кількість модулів, що приходиться на один об’єкт, буде рівна:
(2+2+3+3+3+3+2)/7=18/7=2,57
Отже, середня кількість модулів, що приходиться на один об’єкт, рівна 3.
Граф переміщень (рис. 2.4.1) дає нам число переміщень між ГВМ, складами і позиціями. Знаючи відстань між ГВМ і швидкість переміщення АТМ, можемо розрахувати час обслуговування АТМ із боку ГВМ.
Граф переміщень
К2 =3030
Рис
К4 =505
Сумарний час роботи АТМ:
![]() (год)
(год)
Розрахувавши сумарний час обслуговування ГВМ, можна розрахувати число необхідних АТМ для виконання даної роботи через коефіцієнт завантаження:
![]()
Отже, для виконання всієї роботи з обслуговування ГВМ нам потрібно взяти 1 АТМ.
2.4 Розрахунок числа АТМ із боку позицій завантаження / розвантаження
АТМ із боку позицій завантаження / розвантаження служать для подачі порожніх супутників на позицію завантаження, подачі завантажених супутників на склад та доставки на позиції контролю і розвантаження.
Обчислимо час обслуговування АТМ із боку позицій завантаження / розвантаження і контролю:
![]()
де К3 – число переміщень між АС і позиціями,
К4 – число переміщень між позиціями,
t3 – час передачі супутника зі стелажа на позицію,
t4 – час передачі супутника з позиції на позицію.
К3 =505+757+2020+1515+505+757=6060;
К4 =252*2=505
t 3 = t 4 = t пер =1,06 (хв)
![]() (год)
(год)
![]()
По цьому коефіцієнтові завантаженості визначаємо число АТМ із боку позицій
3.Визначення складу устаткування для транспортування інструментів
3.1 Розрахунок складу інструментів
Основною характеристикою складу інструментів є його місткість, що визначається числом інструментів, необхідних для обробки всієї номенклатури деталей. Таке число інструментів визначається по формулі:
![]()
де К1
– це число інструментів для обробки всієї номенклатури деталей, яке визначається по формулі:  , причому Кду
в цій формулі береться без обліку 10% запасу, tін
– середній час роботи одного інструмента, а
, причому Кду
в цій формулі береться без обліку 10% запасу, tін
– середній час роботи одного інструмента, а ![]() , де nдуб
– число дублерів інструментів для обробки місячної програми.
, де nдуб
– число дублерів інструментів для обробки місячної програми.
![]()
![]()
Тоді ![]() (шт)
(шт)
3.2 Визначення роботів-автооператорів
У даному випадку будемо використовувати систему транспортування інструментів з центральним багатомірним складом, розташованим над ГВМ. Така система вимагає наявності транспортних пристроїв, для доставки інструментів до ГВМ і виводу його із системи.
Виходячи із місткості магазинів ГВМ і з місткості одного ряду інструментів у складі, визначаємо кількість рядів інструментів у багатомірному АСІ.
Якщо склад інструментів складається більш ніж з двох рядів інструментів, то для організації введення і виводу інструментів у склад використовується піднімальний пристрій. необхідна продуктивність піднімального пристрою визначається по формулі:
![]() ,
,
де m – коефіцієнт, що враховує партіонність деталей:
m=3,5 – якщо 50 % деталей виготовляються півмісячними партіями;
Тny – місячний фонд роботи піднімального пристрою, він дорівнює То .
Тоді необхідна продуктивність
![]()
3.2.1 Визначення числа Р/А з боку ГВМ
Роботи-автооператори здійснюють доставку інструментів у магазини ГВМ і назад. Для визначення їх числа потрібно знати час однієї зміни інструмента і число змін інструментів в місяць.
Сумарний час, затрачуваний на обслуговування ГВМ, визначається по формулі:
![]() ,
,
де Ксм – число змін інструментів на одному ГВМ протягом місяця.
![]() ,
,
де ![]() - число додаткових змін інструмента на одному ГВМ, зв’язана з некомплектністю інструмента.
- число додаткових змін інструмента на одному ГВМ, зв’язана з некомплектністю інструмента.
nду – число деталеустановок, одночасно оброблюваних на ГВМ,
nін – число інструментів, що не розміщаються в магазині ГВМ. За умовою, це 2 інструмент на 3 ДУ, тому nін =2/3.
Тоді ![]()
![]()
tc м – час зміни одного інструмента
![]()
де ![]() (хв)
– час на підхід до чарунки складу й узяття інструмента,
(хв)
– час на підхід до чарунки складу й узяття інструмента,
![]() (хв)
– час на підхід до магазина інструментів і узяття інструмента,
(хв)
– час на підхід до магазина інструментів і узяття інструмента,
![]() (хв)
– час на поворот і установку
(хв)
– час на поворот і установку
За коефіцієнтом завантаженості ![]() одержуємо число роботів-автооператорів з боку ГВМ – 1 шт.
одержуємо число роботів-автооператорів з боку ГВМ – 1 шт.
3.2.2 Розрахунок числа Р/А, розташованих усередині автоматизованого складу інструментів
Роботи-автооператори, які розміщуються всередині автоматизованого складу інструментів виконують функції введення і виведення інструментів, а також обмін інструментами між лініями складу. Для визначення необхідного числа Р/А необхідно визначити число переміщень Р/А в цій зоні і час одного переміщення.
![]()
Твв – час вводу/виводу інструментів із ГВС у годинах
![]()
![]() (шт) –
число інструментів, що підлягають введенню та виведенню із системи протягом місяця;
(шт) –
число інструментів, що підлягають введенню та виведенню із системи протягом місяця;
![]() - час одного вводу/виводу.
- час одного вводу/виводу.
![]() (хв)
– підійти до касети і взяти з неї інструмент,
(хв)
– підійти до касети і взяти з неї інструмент,
![]() (хв)
– час на підхід до гнізда з кодовим пристроєм і установку інструмента, де tоп.н
– час визначення номера інструмента, залежить від використовуваного програмного забезпечення і приблизно становить 0,1 хв,
(хв)
– час на підхід до гнізда з кодовим пристроєм і установку інструмента, де tоп.н
– час визначення номера інструмента, залежить від використовуваного програмного забезпечення і приблизно становить 0,1 хв,
![]() (хв)
– взяти інструмент із гнізда з кодовим пристроєм,
(хв)
– взяти інструмент із гнізда з кодовим пристроєм,
![]() (хв)
– час на підхід до чарунки складу, поворот на 1800
і узяття інструмента,
(хв)
– час на підхід до чарунки складу, поворот на 1800
і узяття інструмента,
![]() (хв)
– час на поворот і установку нового інструмента в чарунки,
(хв)
– час на поворот і установку нового інструмента в чарунки,
Тобм – час на обмін інструментів у годинах
![]()
![]() - число змін інструментів між стелажем і складом,
- число змін інструментів між стелажем і складом,
![]() - час зміни інструмента між стелажами АСІ.
- час зміни інструмента між стелажами АСІ.
![]() (хв)
– підійти до чарунки стелажа і взяти з неї інструмент,
(хв)
– підійти до чарунки стелажа і взяти з неї інструмент,
![]() (хв)
– час на підхід до чарунки стелажа 2 і узяття інструмента,
(хв)
– час на підхід до чарунки стелажа 2 і узяття інструмента,
![]() (хв)
– час на поворот на 1800
і установку інструмента зі стелажа 1 у стелаж 2,
(хв)
– час на поворот на 1800
і установку інструмента зі стелажа 1 у стелаж 2,
![]() (хв)
– час на підхід до чарунки стелажа 1 і установку інструмента зі стелажа 2,
(хв)
– час на підхід до чарунки стелажа 1 і установку інструмента зі стелажа 2,
![]() (хв)
– час на поворот і установку нового інструмента в чарунки,
(хв)
– час на поворот і установку нового інструмента в чарунки,
Тоді ![]() (хв)
(хв)
![]() (год)
(год)
![]() (год)
(год)
За коефіцієнтом завантаженості
![]()
визначаємо кількість роботів-автооператорів у АСІ – 2 шт.
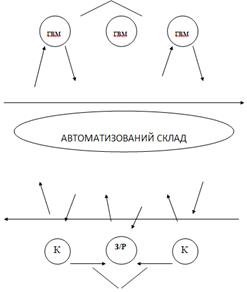
4. Вибір автономної транспортно-складської системи
Завданням АТСС є приймання, нагромадження, транспортування, видача всіх видів вантажів (заготовок, напівфабрикатів, готових виробів, інструменту, технологічної оснастки) в технологічну систему ГВС для забезпечення її найбільш ефективного функціонування при виготовленні заданого обсягу виробів заданої номенклатури з найменшими простоями основного технологічного обладнання й мінімальними зведеними витратами.
4.1 Формування віртуальної структури на рівні допоміжного ТУ
АТСС вибирають на основі графа, заданого технологічними маршрутами, відповідно вимогам до здійснення операцій транспортування та концепції дворівневого проектування.
При цьому необхідно передбачити переміщення всіх видів вантажів (інструменти, відходи і т.д. ), а не тільки деталі.
Віртуальна структура на рівні допоміжного ТУ для ГВС подається графом (рис.4). Ребра цього графа являються лініями транспортування елементів матеріальних потоків, а вершини – це окремі функціональні модулі ГВС, на яких виконуються основні операції над об’єктами виробництва.
Таблиця. Віртуальна структура на рівні допоміжного ТО.
| Інструменти | Заготовки | Готова продукція | Брак | Відходи | |
| З/Р |                                |
||||
| К | |||||
| АТМ(1) | |||||
| АСД | |||||
| АТМ(2) | |||||
| ГВМ1 | |||||
| ГВМ2 | |||||
| ГВМ3 | |||||
| Р/А(1) | |||||
| Р/А(2) | |||||
| АСІ | |||||
| ППВ | |||||
4.2 Вибір АС ГВС
Автоматизований склад чи система складів відповідно до змінно-добового графіка роботи ГВС в єдиному ритмі з транспортною системою виконує приймання, укладання, переставляння, зберігання, комплектацію, завантаження-вивантаження на вході-виході потоку матеріалів, напівфабрикатів, заготовок, пристроїв, інструментів тощо.
Задача вибору АС є досить складною, тому що містить у собі визначення типів складів, їхньої кількості та ємності. Вибір типу складу здійснюється на підставі раніше розрахованих його характеристик, а також легкості експлуатації, швидкості доступу до чарунок складу та, що є на сьогоднішній день актуальним, вартості.
Для ГВС на рівні цеху в ряді випадків доцільною є поперечна компоновка автоматичного стелажного МСК, при якій стелажі встановлюються перпендикулярно до технологічної системи ГРВ. Зв’язок між АС та іншими системами ГВС забезпечується транспортною системою. Перевагою такої компоновки є квадратна конфігурація в плані, що пов’язано з характером виробничих площ цеху.
Щодо вибору типу складу за способом складування, то, виходячи зі значення необхідної місткості, проміжний виробничий склад та склад відправлення можна виконати у вигляді кліткових стелажів з автоматичним складським краном-штабелером – складським роботом. Вони відрізняються простотою та легкістю доступу до об’єктів.
4.3 Вибір АТСС ГВС
Метою АТСС є приймання, нагромадження, транспортування, видача всіх видів вантажів (заготовок, напівфабрикатів, готових виробів, інструменту, технологічної оснастки) в технологічну систему ГВС для забезпечення її найбільш ефективного функціонування при виготовленні заданого обсягу виробів заданої номенклатури з найменшими простоями основного технологічного обладнання й мінімальними зведеними витратами.
Можна виділити три схеми організації транспортних потоків у ГВС:
Двостороннього транспортування об’єктів між робочими позиціями, коли н
- Одностороннього кільцевого руху з роз’їздами, коли можливе одночасне переміщення великого числа транспортних засобів, причому після кожного елементарного транспортування відбувається відокремлення носія об’єктів від транспортного засобу
- З довільним маршрутом руху для носіїв об’єктів, що забезпечує надання руху останніх практично в будь-який момент часу та в будь-якому місці виробничої системи (доцільне при великому числі робочих позицій та малому часові обробки об’єктів на кожній з них).
Для нашого випадку ми виберемо другу схему організації транспортних потоків у ГВС, оскільки вона забезпечує більшу гнучкість і допускає широкий діапазон використання АТМ.
5. Розробка структурно-компановочної схеми ГВС
Основною задачею, розв’язуваною на даному етапі, є задача аналізу існуючих компоновочних рішень ГВС і вибір оптимального чи найбільш придатного варіанта на основі усіх раніше розрахованих параметрів підсистем ГВС та кількісних оцінок числа необхідних елементів цих підсистем.
Отже, на підставі результатів проведених розрахунків і процедур вибору виконаємо розробку структурно-компоновочної схеми ГВС, що є кінцевим етапом проектування системи автоматизованого виробництва (див.лист ЗІК 91.360000.100 СКС).
5.1 Розробка функціональної схеми ГВС
У структурі ГІВС інтегруються такі автоматизовані системи: підготовки виробництва, технологічна та керування. Всі вони пов’язані між собою мережею локальних ліній зв’язку для передавання даних. Підсистеми АСНД (автоматизована система наукових досліджень), АСКПВ (автоматизована система конструкторської підготовки виробництвом), АСТПВ (автоматизована система технологічної підготовки виробництва), ОТСАК (організаційно-технічна система автоматичного керування) реалізують інформаційне забезпечення на вході технологічної системи – ГВС. Таким чином, ГВС слід розуміти як елемент, взаємозв’язаний з іншими елементами структури інтегрованої виробничої системи.
Для розробки функціональної структури ГВС необхідно визначити характерні послідовності перетворення матеріальних і інформаційних потоків і характер відповідної цьому перетворенню укрупненої конфігурації ієрархічної багаторівневої системи керування ГВС.
На початок необхідно визначити технологічні маршрути та їхнє забезпечення. Тобто для автоматизації основних операцій потрібне основне та допоміжне автоматичне устаткування, автоматичне забезпечення даного устаткування матеріалом та інструментом, можливість складування всіх видів об’єктів (готової продукції, інструментів, заготовок, тощо), а також забезпечення прибирання відходів.
Реалізація технологічного процесу на базі структурних елементів ГВС вимагає перетворення технологічних процесів на основі модульної побудови. Після здійснення цієї реалізації одержується функціональна схема ГВС.
Але для повного завершення проектування необхідно ще визначити загальну конфігурацію системи керування, тобто виконати нанесення усіх матеріальних та інформаційних потоків, що й утворює функціональну схему спроектованої ГВС (див.лист ЗІК91.360000.200 ФС).
Висновок
На основі вище проведених розрахунків та процедур вибору було розроблено структурно-компоновочну схему ГВС, а на її основі – функціональну схему ГВС, що дало змогу розглянути склад самої виробничої системи та її взаємодію з іншими підсистемами, що в цілому утворює гнучку інтегровану виробничу систему.
На етапах структурно-компоновочного синтезу ГВС ми виконали типізацію елементної бази ГВС на рівні функціональних модулів – обробки, складання, транспортування об’єктів виробництва, контролю їхньої якості та атестації готової продукції, що дало змогу підвищити рівень об’єктивності прийняття рішень при розробці схеми ГВС.
У результаті всіх проведених обчислень була побудована структурно-компонувальна схема ГВС, а на її основі – функціональна схема ГВС.
Виконавши етап проектування можна прийти до висновку, що реально ефективне функціонування ГІВС забезпечується тільки при здійсненні системного підходу до використання автоматизованих систем та модулів, оскільки застосування лише окремих компонентів призводить до суттєвого зниження ефективності ГІВС. Визначення ефективності інтегрованої виробничої системи не повинно зводитись до простого оцінювання рентабельності з урахуванням традиційних видів витрат, а передбачає врахування довгострокових ефектів. Вона забезпечується не тільки внутрішніми властивостями ГІВС, але й оперативністю технологічної підготовки персоналу – зовнішнім відносно неї фактором.
Список використаної літератури
гнучкий виробничий система технологічний
1. Ямпольський Л.С., Поліщук М.М., Ткач М.М. Елементи робото-технічних пристроїв і модулі ГВС. – К.: Вища школа, 1992. – 432 с.
2. Ямпольський Л.С., Поліщук М.М. Оптимізація технологічних процесів в гнучких виробничих системах. – К.: Техніка, 1988. – 175 с.
3. Яхимович В.А. Транспортно-загрузочные и сборочные устройства и автоматы. – К.: Техника, 1974.-144 с.
4. Маликов О.Б. Склады гибких автоматических производств. – Л.: Машиностроение. Ленингр. отд-ние, 1986. – 187 с.
5. Лебедовский М.С., Вейц В.А., Федотов А.И. Научные основы автоматической сборки. – Л.: Машиностроение. Ленингр. отд-ние, 1985. – 316 с.