Организация и нормирование труда
СОДЕРЖАНИЕ: Теоретические основы организации и нормирования труда. Методы оценки эффективности совершенствования трудовых процессов, их значение в решении конкретных задач организации труда на предприятиях. Изучение затрат рабочего времени и виды наблюдений.УРАЛЬСКИЙ СОЦИАЛЬНО-ЭКОНОМИЧЕСКИЙ ИНСТИТУТ
АКАДЕМИИ ТРУДА И СОЦИАЛЬНЫХ ОТНОШЕНИЙ
КАФЕДРА ЭКОНОМИКИ ТРУДА
УЧЕБНОЕ ПОСОБИЕ
ОРГАНИЗАЦИЯ И НОРМИРОВАНИЕ ТРУДА
Допущено Учебно-методическим объединением по образованию
в области национальной экономики и экономики труда
в качестве учебного пособия для студентов,
обучающихся по специальности 060200 «Экономика труда»
и другим экономическим специальностям
П.П. Лутовинов
Н.С. Демин
Челябинск
2004
В учебном пособии излагаются теоретические основы организации и нормирования труда. Показаны методические основы оценки эффективности совершенствования трудовых процессов, их значение в решении конкретных задач организации труда на предприятиях.
Учебное пособие написано в соответствии с государственным образовательным стандартом высшего профессионального образования по специальности 060200 Экономика и социология труда и содержит введение, восемь разделов основного содержания, глоссарий, список рекомендуемой литературы.
Предназначено для изучения курсов: «Организация и нормирование труда», «Организация производства», «Экономика труда» студентами вузов специальности 060200 Экономика и социология труда.
Рецензенты Бухалков М.И., Заслуженный деятель науки РФ, д-р экон. наук, профессор, зав. кафедрой производственного менеджмента Самарского государственного технического университета
Эйтингон В.Н., канд. экон. наук, профессор Воронежского государственного университета
Допущено Учебно-методическим объединением по образованию в области национальной экономики и экономики труда в качестве учебного пособия для студентов, обучающихся по специальности 060200 «Экономика труда» и другим экономическим специальностям (№ 117-10/24 от 02.02.2005.)
ISBN 5-93441-071-7
© Уральский социально-экономический институт
Академии труда и социальных отношений, 2004
© Лутовинов П.П., Демин Н.С., 2004
Оглавление
Введение
1. Сущность, содержание организации и нормирования труда
2. Содержание и структура технологического и трудового процессов
2.1 Технологический процесс, его содержание и виды
2.2 Структура трудового процесса. Операция и ее элементы
3. Рационализация трудовых процессов на основе изучения затрат рабочего времени
3.1 Структура и классификация затрат рабочего времени
3.2 Нормы труда и их классификация. Виды норм труда
3.3 Методы изучения затрат рабочего времени и виды наблюдений
3.3.1 Фотография рабочего времени
3.3.2 Хронометраж
3.3.3 Изучение затрат рабочего времени методом моментных наблюдений
4. Разделение и кооперация труда на предприятии
5. Бригадные формы организации труда
6. Организация рабочих мест
7. Организация обслуживания рабочих мест
8. Расчет показателей многостаночного обслуживания
Список рекомендуемой литературы
Введение
Организация и нормирование труда как экономические категории являются одними из основных объектов изучения специальности 060200 «Экономика труда».
В связи с этим в разделах пособия показаны научные основы, задачи, направления совершенствования организации и нормирования труда; способы оценки результативности такого совершенствования через показатели производительности труда, трудоемкости, экономического эффекта и др.
Пособие предназначено для оказания методической помощи студентам при выполнении заданий по контрольной и курсовой работам, а также при подготовке дипломной работы студентами специальности 06.02.00.
Поскольку дипломные работы в основном выполняются по данным конкретных предприятий и их подразделений, имеют прикладной характер, связаны с оценкой эффективности труда в бизнесе и разработкой предложений по ее повышению, то в пособии рассматриваются организационные аспекты трудового процесса и их влияние на количественные и качественные показатели эффективности труда: вопросы нормирования и рационализации труда (разделения и кооперации труда, совершенствования организации и обслуживания рабочих мест, многостаночного обслуживания, форм организации труда), а также анализа и оценки эффективности проектов совершенствования трудовых производственных процессов.
Дисциплина «Организация и нормирование труда» является составляющей комплекса экономических дисциплин, поэтому изучение изложенного в пособии материала будет способствовать формированию у студентов целостного мировоззрения, базирующегося на познании объективных экономических законов, и, как следствие, умения правильной организации своего труда и работников подразделений и учреждения в целом.
Авторы благодарят Заслуженного деятеля науки РФ, профессора Бухалкова М.И. и члена УМО Минобразования РФ, профессора Эйтингона В.Н. за ценные замечания, сделанные в процессе подготовки пособия.
1. Сущность, содержание организации и нормирования труда
Основным и непременным условием существования и развития человеческого общества является труд. Любая трудовая деятельность предполагает наличие, по крайней мере, пяти обязательных трудовых частей: предмета труда, то есть того, на что направлен труд; средств труда (орудий труда), а также зданий и сооружений; способа воздействия на предмет труда (или технологии); организации труда , то есть упорядочения процесса труда в пространстве и времени и самого труда как целесообразной деятельности для приспособления предмета труда к потребностям человека [19].
В учебном пособии рассмотрены проблемы организации и нормирования труда как одного из обязательных элементов трудового процесса.
Предметом дисциплины «Организация и нормирование труда» являются методы совершенствования организационных отношений между работниками, между ними и средствами производства на основе определения необходимых затрат труда в конкретных организационно-технических условиях и в условиях инноваций, основанных на достижениях науки и передовом опыте и позволяющих наиболее эффективно соединить технику и людей в едином производственном процессе.
Правильно организовать труд – это значит обеспечить процесс производства с наименьшими затратами рабочего времени исполнителя и оборудования в существующих организационно-технических условиях. Следовательно, организация и нормирование труда способствуют решению трёх задач: экономической, психофизиологической и социальной (рис. 1).
Решение экономической задачи необходимо для наиболее полного использования затрат прошлого овеществлённого труда (техники, материалов, сырья) и для повышения эффективности живого труда. Решение психофизиологической задачи заключается в создании производственных условий,
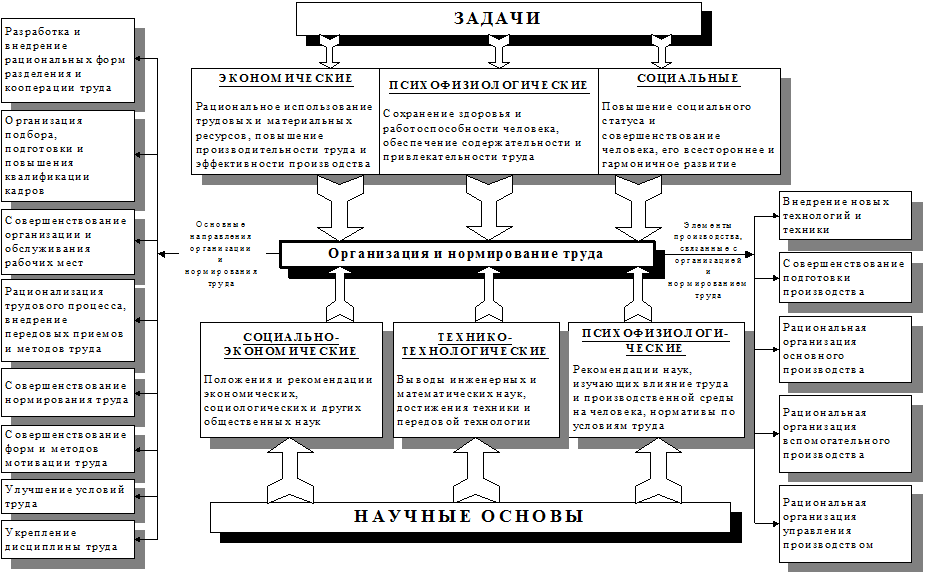
Рис. 1. Задачи, научные основы, направления организации и нормирования труда
обеспечивающих сохранение здоровья и трудоспособности человека – главной производительной силы общества.
Решение социальной задачи направлено на совершенствование человека, его всестороннее и гармоничное развитие.
Указанные задачи должны решаться на всех уровнях общественного производства. Так, на государственном уровне решаются глобальные вопросы организации труда: создание новых производств или расширение существующих с учётом наличия трудовых и материальных ресурсов; межотраслевое разделение труда и его кооперация. На этом уровне разрабатываются общие положения по организации, нормированию и оплате труда, определяются нормативы для планирования по отраслям, устанавливаются правила, нормативы и стандарты по санитарии, гигиене, охране труда и технике безопасности и другие требования по организации труда, обязательные для всех отраслей [22].
На уровне отраслей создаются типовые проекты организации труда для массовых профессий рабочих и служащих, разрабатываются отраслевые нормы, нормативы и стандарты, обеспечивающие оптимальные условия для труда работников на предприятиях отрасли.
На предприятиях разрабатываются и осуществляются мероприятия, направленные непосредственно на совершенствование трудовых процессов исходя из их специфики и с учётом применяемых технологий и техники. Эти мероприятия должны разрабатываться для каждого участка производства и рабочего места, при этом устанавливаются связи между исполнителями и материально-техническими средствами, а также между участниками производства для достижения поставленных перед производством целей с наименьшими затратами труда и времени.
Основными направлениями совершенствования организации труда являются:
1. Разработка и внедрение рациональных форм разделения и кооперации труда:
- совершенствование технологического и профессионально-квалификационного разделения труда с учетом уровня современной техники и культурно-технического уровня работников;
- внедрение бригадных форм организации труда;
- совмещение профессий, расширение многостаночного и многоагрегатного обслуживания;
- улучшение организации подбора, подготовки и повышения квалификации кадров.
2. Совершенствование организации и обслуживания рабочих мест.
3. Рационализация трудового процесса, внедрение передовых приемов и методов труда.
4. Совершенствование нормирования труда.
5. Внедрение рациональных форм и методов мотивации труда.
6. Улучшение условий труда.
7. Укрепление дисциплины труда.
Организация труда всегда предполагает установление и контроль соблюдения количественных и качественных пропорций между различными видами труда и отдельными группами рабочих и служащих. Мера труда как совокупное рабочее время общества, необходимое для производства единицы определенного вида продукта, выполняет свою роль только при установлении народнохозяйственных пропорций. Поскольку на предприятии, в цехе, на участке, выполняется только часть общей работы по производству данной продукции, то мера труда практически неприменима для раскрытия структуры совокупных затрат рабочего времени и установления его фактических затрат на частичные процессы [15]. Непосредственно на предприятии мера труда приобретает специфическую форму – норму труда, которая отражает общественно необходимые затраты рабочего времени на выполнение той или иной работы в определенных производственных условиях .
На основе норм устанавливается мера труда для каждого рабочего и производственного коллектива в целом, доля их участия в совокупном общественном труде.
Установление норм и определение на этой основе соотношений отдельных видов труда в производстве осуществляется с помощью нормирования труда.
Нормирование труда изучает трудовую деятельность человека для минимизации затрат его жизненной энергии и рабочего времени на выполнение заданного объема работ.
Целью нормирования труда является установление необходимых затрат конкретного труда определенного качества на выполнение данной работы в запроектированных организационно-технических условиях и постоянное выявление резервов снижения трудоемкости с последующим учетом их в нормах трудовых затрат.
Содержание нормирования труда включает следующие вопросы [15]:
- систематический и всесторонний анализ рабочего времени с целью улучшения его использования по объему и структуре затрат;
- организацию и методы работы по совершенствованию нормативного хозяйства, повышению обоснованности нормативов, разработке новых нормативов;
- анализ эффективности действующих и проектируемых технических процессов, включающий: целесообразность состава и порядка выполнения операций и их элементов с учетом возможных перекрытий и совмещений; технологичность изделий с точки зрения использования производственных возможностей инструмента, приспособлений и оборудования;
- установление технически обоснованных норм труда на основе проектирования трудовых процессов и конкретных производственных условий, рационального регламента работы и отдыха исполнителей с учетом особенностей трудового и технологического процессов;
- изучение, обобщение и внедрение лучших приемов и методов работы, опыта наиболее эффективного использования рабочего времени и закрепление их в нормативных материалах и нормах труда;
- проверку норм в производственных условиях, их корректировку и внедрение, освоение новых норм путем систематического инструктажа исполнителей и обучения их передовым приемам и методам работы;
- организацию учета, контроля и анализа выполнения норм, разработку мероприятий, способствующих росту производительности труда;
- систематический пересмотр и замену действующих, устаревших и ошибочно установленных норм труда технически обоснованными нормами.
Для обоснования норм изучают факторы, влияющие на величину затрат труда. Обоснование норм по каждой группе факторов проводится в следующей последовательности:
- выявляется и анализируется группа факторов, определяющих затраты труда в условиях рассматриваемого производственного процесса;
- устанавливаются организационные, психофизиологические, социальные и экономические ограничения;
- проектируются нормы труда с учетом специфики производственного процесса.
Следовательно, при методическом единстве действий по обоснованию норм по отдельным нормообразующим факторам существуют и специфические особенности такого обоснования.
Под техническим обоснованием понимают обоснование нормы труда с точки зрения эффективного использования технических и технологических возможностей производства и применяемых средств труда. Такое обоснование является основой любой системы нормирования; его результатом является проектирование для конкретных производственных условий технологических режимов работы оборудования.
Организационное обоснование предполагает, что при расчете норм учитываются прогрессивные методы организации труда и производства.
Сущность психофизиологического обоснования заключается в выборе оптимального варианта трудового процесса с нормальными физическими, нервными и психическими нагрузками и рациональным режимом труда и отдыха.
Особенность экономического обоснования заключается в том, что оно охватывает все этапы разработки норм и тесно связано с техническим и организационным обоснованием. Экономическое обоснование предполагает применение экономических расчетов на каждом этапе разработки норм для выбора наиболее рационального варианта выполняемой работы и анализа их влияния на производительность труда, издержки на производство продукции и другие качественные показатели.
Нормы труда считаются технически обоснованными , если они предусматривают наиболее эффективные режимы работы оборудования и технологию производства, приемы и методы труда, организацию и обслуживание рабочих мест и обеспечивают высокое качество продукции, сохранение работоспособности трудящихся.
Термины и понятия
Организация труда
Нормирование труда
Задачи организации труда
Мера труда
Направления совершенствования организации труда
Норма труда
Технически обоснованные нормы труда
Вопросы для самопроверки
1. Что изучает организация труда?
2. Каковы основные направления совершенствования организации труда?
3. В чем сущность решения задач организации труда?
4. Что является целью нормирования труда?
5. Дайте определения понятиям «мера труда» и «норма труда».
6. В чем заключаются сущность и особенности обоснования норм труда?
7. Какие нормы труда считаются технически обоснованными?
2. Содержание и структура ТЕХНОЛОГИЧЕСКОГО И ТРУДОВОГО процессОВ
2.1 Технологический процесс, его содержание и виды
Производственным называется процесс превращения исходных материалов в готовую продукцию .
Производственный процесс можно рассматривать как совокупность изменений, происходящих с предметами труда, и как совокупность действий работников, осуществляющих эти изменения. В первом случае говорят о технологическом процессе, во втором – о трудовом.
Технологический процесс – это изменение свойств (формы, размеров, состояния, структуры) предметов труда, производимое в установленном порядке и в строго определенной последовательности. Технологический процесс определяет способ воздействия на предмет труда.
Технологические процессы классифицируются по следующим основным признакам: источнику энергии, степени непрерывности, способу воздействия на предмет труда.
По источнику энергии различают пассивные и активные технологические процессы. Первые происходят как природные процессы и не требуют затрат созданной человеком энергии (например, остывание металла в обычных условиях, сушка пиломатериалов в естественных условиях и т.д.). Вторые протекают либо в результате непосредственного воздействия человека на предмет труда, либо в результате воздействия средств труда, приводимых в движение энергией, преобразованной человеком.
По степени непрерывности воздействия на предмет труда различают непрерывные и дискретные технологические процессы. При первых технологический процесс не прерывается во время загрузки сырья, выдачи готовой продукции и контроля его параметров. Вторые характеризуются наличием перерыва в ходе технологического процесса.
По способу воздействия на предмет труда и виду применяемого оборудования различают механические и аппаратурные процессы . Механические процессы осуществляются вручную или с помощью машин. В этих процессах предмет труда подвергается механическим воздействиям. При аппаратурных процессах изменение свойств предмета труда происходит под воздействием химических реакций, тепловой энергии, различного рода излучений, биологических объектов. Они протекают в аппаратах: печах, камерах, ваннах, сосудах и т.д. Продукт аппаратурного процесса может отличаться от сырья по химическому составу, структуре, агрегатному состоянию. Такие процессы преобладают в химической, металлургической, пищевой и микробиологической промышленности.
Процесс производства продукции – явление сложное, имеющее технологическую сторону, сторону организационную, трудовую, социально-экономическую. Технологическая сторона предполагает проведение работ в строго определенной последовательности и в определенное время; она определяет виды, способы и последовательность воздействия на предмет труда, используемые при этом машины, механизмы, инструмент, порядок и режимы работы машин и оборудования. Совокупность средств и методов проведения работ отражена в специальной технологической документации (технологических картах, технологических регламентах).
Трудовой процесс , или сам труд , – это совокупность действий, осуществляемых исполнителем по созданию изделия или его части или по выполнению другой функции в процессе производства, направленных на изменение свойств предметов труда при помощи средств труда.
Совокупность действий работников, определяющая содержание трудового процесса, состав и последовательность трудовых функций и действий, приемы и методы труда, закрепляется в организационных документах: таких, как должностные и производственные инструкции, карты приемов и методов труда, карты организации труда.
Трудовой процесс составляет основу производственного процесса.
Трудовые процессы различаются по следующим основным признакам: характеру предмета труда и продукта труда, функциям работников, степени участия работника в воздействии на предмет труда (степени механизации труда), тяжести труда.
По характеру предмета и продукта труда выделяют вещественно-энергетические и информационные трудовые процессы. Первые характерны для рабочих, вторые – для служащих. Предметом и продуктом труда рабочих является вещество или энергия; предметом и продуктом труда служащих является информация (экономическая, конструкторская, технологическая и т.д.).
По степени участия человека в воздействии на предмет труда трудовые процессы делят на ручные, машинно-ручные, машинные и автоматизированные.
Ручными называют процессы, в которых воздействие на предмет труда осуществляется работниками без применения источников энергии или с помощью ручного инструмента, который приводится в движение источником энергии (электрической, пневматической, гидравлической и т.д.). Примерами ручных процессов являются сборка изделий, отпиливание, покраска, сверление отверстий электродрелью и т.д.
К машинно-ручным относят процессы, при которых воздействие на предмет труда производится с помощью механизмов машины (станка), но перемещение инструмента относительно предмета труда или предмета труда относительно инструмента осуществляется рабочим. Например, обработка деталей на металлорежущих станках при ручной подаче.
При машинных процессах изменение формы, размеров и других характеристик предмета труда осуществляется машиной без воздействия рабочего, функции которого заключаются в установке и снятии предмета труда и управлении работой машины. Например, обработка деталей на станке при механической подаче инструмента.
Автоматизированные процессы характеризуются тем, что технологическое воздействие на предмет труда, его установка и снятие выполняются без участия рабочего. В зависимости от степени автоматизации функции работников в условиях автоматизированного производства заключаются в контроле работы машины, устранении отказов, настройке, смене инструментов, обеспечении необходимых запасов предметов труда и инструментов, составлении (изменении) программы работы машин.
2.2 Структура трудового процесса. Операция и ее элементы
Для целей организации и нормирования труда трудовой процесс делится на отдельные части: операции и комплексы операций.
Операцией называется часть трудового процесса, выполняемая одним или группой рабочих на одном рабочем месте над одним предметом труда. Операция является основной единицей разделения труда и характеризуется постоянством предмета труда, рабочего места и исполнителей. Перемена хотя бы одного из этих признаков означает завершение одной операции и начало другой.
Одна и та же работа может быть представлена различным числом операций. Если, например, необходимо обточить валик, просверлить продольное отверстие, нарезать в нем внутреннюю резьбу и все это выполняется одним рабочим на одном станке, то это будет одна операция. Если обточка, сверление и нарезка резьбы производятся на разных станках, то это будут три операции.
Если деление трудового процесса на регулярно повторяющиеся операции невозможно ли нецелесообразно, объектом изучения может стать комплекс операций. Признаками комплекса операций служат постоянство рабочего места, изделия и исполнителей: например, ремонт сложного механизма комплексной бригадой рабочих.
Операции расчленяются на отдельные элементы по технологическому и трудовому признакам (рис. 2).
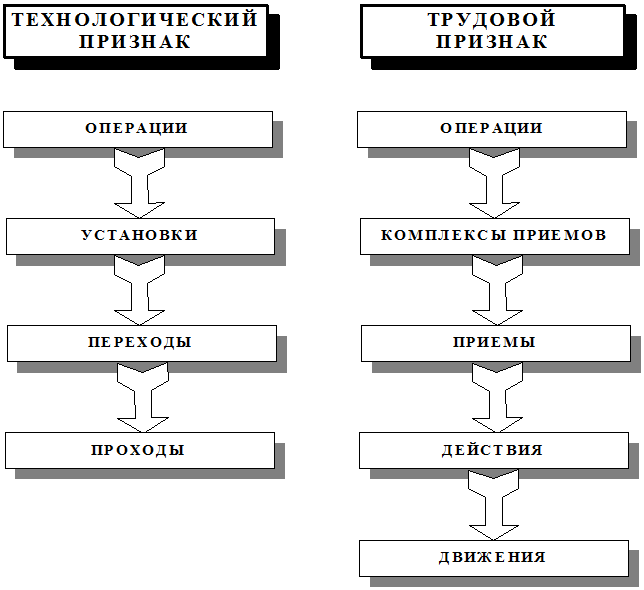
Рис. 2. Структура операции по технологическому и трудовому признакам
По технологическим признакам операции делятся на переходы (фазы), установки, проходы.
Технологический переход - законченная технологически однородная часть операции, выполняемая при одном режиме работы оборудования и неизменном инструменте. Технологические переходы включают проходы , которые представляют собой повторяющиеся одинаковые части перехода, связанные со снятием одного слоя материала с обрабатываемого изделия.
Вспомогательный переход – законченная часть технологической операции, состоящая из действий человека и (или) оборудования, которые не сопровождаются изменением предмета труда, но необходимы для выполнения технологического перехода (например, установка заготовки, смена инструмента и т.д.).
Рабочий ход – законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождающаяся изменением ее свойств.
Вспомогательный ход – законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, не сопровождающаяся изменением ее свойств, но необходимого для выполнения рабочего хода.
Позиция – фиксированное положение, занимаемое закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования для выполнения определенной части операции.
Установка – часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок или сборочной единицы. Одна установка может содержать в себе один или несколько переходов.
Деление операции по технологическому признаку дополняется ее делением по трудовому признаку.
Трудовое движение представляет собой однократное перемещение рук, ног, корпуса рабочего в процессе труда.
Трудовое действие – это совокупность трудовых движений, выполняемых непрерывно и имеющих частное целевое назначение.
Трудовым приемом называют совокупность трудовых действий, объединенных одним целевым назначением и представляющих собой законченную элементарную работу.
Комплекс трудовых приемов – это их совокупность, объединенная либо по технологической последовательности, либо по общности факторов, влияющих на время выполнения.
Многообразие видов трудовой деятельности, организационно-технических условий, в которых она осуществляется, и факторов, влияющих на величину затрат рабочего времени, обусловливают применение различных видов норм труда. Для изучения их влияния на величину затрат труда и обоснования норм по каждой группе факторов применяются различные методы и виды наблюдений, содержание которых рассматривается ниже.
Термины и понятия
| Производственный процесс | Вспомогательный переход |
| Технологический процесс | Рабочий ход |
| Трудовой процесс | Трудовое движение |
| Операция | Трудовое действие |
| Технологический переход | Трудовой прием |
| Проход | Комплекс трудовых приемов |
Вопросы для самопроверки
1. В чем единство и отличие трудового и технологического процессов?
2. Чем отличаются машинные, машинно-ручные и автоматизированные процессы?
3. В каких отраслях преобладают аппаратурные процессы?
4. Какая часть трудового процесса называется операцией?
5. Опишите структуру операции по технологическому и трудовому признакам.
3. Рационализация трудовых процессов на основе изучения затрат рабочего времени
3.1 Структура и классификация затрат рабочего времени
Организация труда на надлежащем уровне предполагает изучение трудовых процессов с целью определения фактических затрат времени на выполнение элементов операций и установления структуры этих затрат на протяжении рабочей смены или ее части.
Для установления структуры затрат рабочее время классифицируется, т.е. подразделяется на отдельные категории по характерным признакам.
Рабочее время –это установленная законодательством продолжительность рабочего дня, рабочей недели. Для производств с нормальными условиями труда оно составляет 8 часов в смену при 40-часовой рабочей неделе [2]. Вместе с тем, под рабочим временем понимается период, в течение которого работник находится на предприятии в связи с выполнением им работы.
Время работы – время, в течение которого рабочий производит действия, направленные на осуществление трудового процесса. Оно подразделяется на время работы по выполнению производственного задания и время работы, не предусмотренной выполнением производственного задания.
Время работы по выполнению производственного задания (РЗ) – время, которое рабочий затрачивает на подготовку и непосредственное выполнение определенного задания. Оно расчленяется на подготовительно-заключительное время, оперативное время и время на обслуживание рабочего места.
Подготовительно-заключительное время (ПЗ) рабочий (или бригада) затрачивает на ознакомление с порученной работой, на подготовку себя и средств производства к выполнению этой работы, а также на действия, связанные с ее завершением.
Величина подготовительно-заключительного времени не зависит от объема работы, выполняемой по данному заданию. Наибольший удельный вес подготовительно-заключительное время занимает в единичном и мелкосерийном производствах, где задания часто меняются. В массовом и крупносерийном производстве длительное время выполняется одна и та же работа; величина подготовительно-заключительного времени, приходящегося на единицу продукции, незначительна. Поэтому при установлении норм оно, как правило, не учитывается.
Оперативное время (ОП) затрачивается на непосредственное выполнение заданной работы – изменение формы, размеров и свойств продукта или его положения в пространстве, а также на выполнение вспомогательных действий, способствующих этим изменениям. Оно делится на основное и вспомогательное.
Основное время (О) – время, в течение которого предмет труда претерпевает изменения. В металлообрабатывающей промышленности, например, к основному относится время непосредственной обработки детали на станке. В аппаратурных процессах (металлургия, химическая промышленность, энергетика) к основному времени относится время ввода и вывода реагентов и побочных продуктов, время активного наблюдения за ходом процесса и его регулировки, время ведения контрольно-учетных записей.
Вспомогательное время (В) затрачивается на действия, необходимые для осуществления основной работы (установка и снятие детали, включение и выключение станка).
По характеру участия рабочего в выполнении трудового процесса время оперативной работы подразделяется на время ручной работы, когда не применяются машины и механизмы, время машинно-ручной работы, когда она выполняется при помощи ручных механизмов или машинами при непосредственном участии рабочего, и время наблюдения за процессом.
В течение времени активного наблюдения (А) за работой оборудования рабочий следит за ходом технологического процесса, за соблюдением заданных параметров или работой оборудования.
Временем пассивного наблюдения (Пас) называется период, в течение которого нет необходимости постоянно наблюдать за работой оборудования или технологическим процессом, но рабочий осуществляет его из-за отсутствия другой работы.
Временем обслуживания рабочего места (Об) называется время, которое затрачивается рабочим на поддержание рабочего места в состоянии, обеспечивающем производительную работу в течение рабочей смены. Оно разделяется на время технического и организационного обслуживания.
Время технического обслуживания (Тех) используется на уход за рабочим местом и входящим в его состав оборудованием. В него входят затраты времени на замену изношенного инструмента, наладку оборудования, на доведение раствора до нужной концентрации и т.д.
Время организационного обслуживания (Орг) включает затраты времени на поддержание рабочего места в рабочем состоянии в течение смены безотносительно к конкретно выполняемой работе. К нему относится время на прием и сдачу смены, на раскладывание в начале и уборку в конце смены инструмента, на чистку и смазку оборудования, на перемещение в пределах рабочего места тары с заготовками или готовой продукции и т.д.
Время работы, не предусмотренной выполнением производственного задания (НЗ) – это время выполнения случайной работы и время непроизводительной работы.
Случайная работа (СР) не предусмотрена производственным заданием, но вызвана производственной необходимостью (например, отвозка ящиков с готовой продукцией вместо отсутствующего вспомогательного рабочего).
Непроизводительная работа (НР) не дает прироста продукции или улучшения ее качества (например, снятие с заготовки излишнего припуска при механической обработке, устранение брака).
Время перерывов (П) – время, в течение которого рабочий не работает. Перерывы могут быть регламентированные и нерегламентированные.
Регламентированные перерывы (ПР) включают время перерывов, установленных технологией и организацией производственного процесса, а также время отдыха и личных надобностей рабочего.
Время перерывов, предусмотренных технологией и организацией производственного процесса (ПТ), включает перерывы, вызванные спецификой протекания технологического процесса (например, перерыв в работе машиниста крана при установке монтажниками конструкций поднятой детали; перерыв в работе машиниста трубоукладчика при сварке установленной трубы сварщиками и т.п.).
Время на отдых и личные надобности (Отл) используется рабочим для отдыха в целях поддержания нормальной работоспособности и предупреждения утомления, а также на личную гигиену и естественные надобности.
Время нерегламентированных перерывов (ПН) включает перерывы, связанные с нарушением нормального течения производственного процесса, а также перерывы, вызванные нарушением трудовой дисциплины.
Перерывы, вызванные нарушением течения производственного процесса (ПНТ), происходят по организационно-техническим причинам и возникают из-за недостатков в организации производства и труда: неисправности оборудования, перебоев в подаче материалов, энергии и т.д.
Перерывы, вызванные нарушением трудовой дисциплины (ПНД), включают опоздания, самовольные отлучки с рабочего места, преждевременный уход с работы, посторонние разговоры и другие потери рабочего времени, связанные с нарушением правил внутреннего распорядка.
К нормируемым затратам относятся затраты времени, необходимые для выполнения заданной работы; они включаются в норму времени. Сюда относятся подготовительно-заключительное время, время оперативной работы (основной и вспомогательной), время обслуживания рабочего места, время регламентированных перерывов.
К ненормируемым затратам относятся затраты времени на выполнение случайной и непроизводительной работы, нерегламентированные перерывы. Ненормируемые затраты времени в норму времени не включаются. Они являются прямыми потерями рабочего времени.
Время использования оборудования делится на время работы оборудования и время перерывов в работе оборудования.
Время работы оборудования – время, в течение которого оборудование действует. Оно подразделяется на время работы оборудования по выполнению производственного задания, или оперативное время, и время работы оборудования, не предусмотренное выполнением производственного задания.
Время работы оборудования по выполнению производственного заданияделится на основное и вспомогательное.
В течение основного времени совершается процесс обработки (переработки) предмета труда и автоматический ввод его в обработку.
Основное время бывает машинным (аппаратурным), когда рабочий наблюдает и регулирует работу оборудования, и машинно-ручным , когда наряду с машинным необходим и ручной труд.
Вспомогательное время включает время действий, необходимых для выполнения основной работы, не перекрываемое машинным временем.
Оперативное время включает основное и вспомогательное время и делится на машинно-свободное (МС) , аппаратурно-свободное (АС) время и время работы машины с участием рабочего (З).
Время, в течение которого оборудование работает без какого-либо участия работников, называется свободным машинным (аппаратурным) временем . Следует стремиться к тому, чтобы это время использовалось для многостаночного обслуживания, совмещения функций или профессий.
Время непроизводительной работы оборудования включает время работы оборудования, которое не увеличивает объем и не улучшает качество продукции (например, время работы оборудования по изготовлению забракованной при приемке продукции), а время случайной работы оборудования включает время изготовления продукции, не предусмотренной производственным заданием, но изготовление которой является производственной необходимостью.
Время перерывов в работе оборудования делится на время регламентированных и нерегламентированных перерывов.
Время регламентированных перерывов включает:
- время перерывов, связанных с подготовкой к работе и обслуживанием рабочего места;
- время перерывов, предусмотренных технологией и организацией производственного процесса;
- время перерывов на отдых и личные надобности рабочего.
Время нерегламентированных перерывов делится на время перерывов из-за нарушений нормального течения производственного процесса и на время перерывов, связанных с нарушениями трудовой дисциплины рабочим.
Для расчета норм труда существенное значение имеет деление затрат времени на перекрываемые и не перекрываемые. К перекрываемому относят время выполнения рабочим тех элементов трудового процесса, которые осуществляются в период автоматической работы оборудования.
Неперекрываемое время – это время выполнения трудовых приемов (установка заготовки, контроль качества и т.д.) при остановленном (неработающем) оборудовании и время на машинно-ручные приемы. Особенно важно учитывать перекрываемые затраты времени при выполнении операции несколькими рабочими.
При установлении норм труда и анализе затрат рабочего времени последние делятся на нормируемые и ненормируемые. К нормируемым относятся необходимые для данных конкретных условий величины затрат основного, вспомогательного времени, времени обслуживания рабочего места, на отдых и личные надобности, регламентированных перерывов по организационно-техническим причинам, подготовительно-заключительного времени. Суммарная величина этих затрат времени на единицу продукции называется штучно-калькуляционным временем t ШК .
На рис. 3 представлена структура затрат рабочего времени исполнителя.
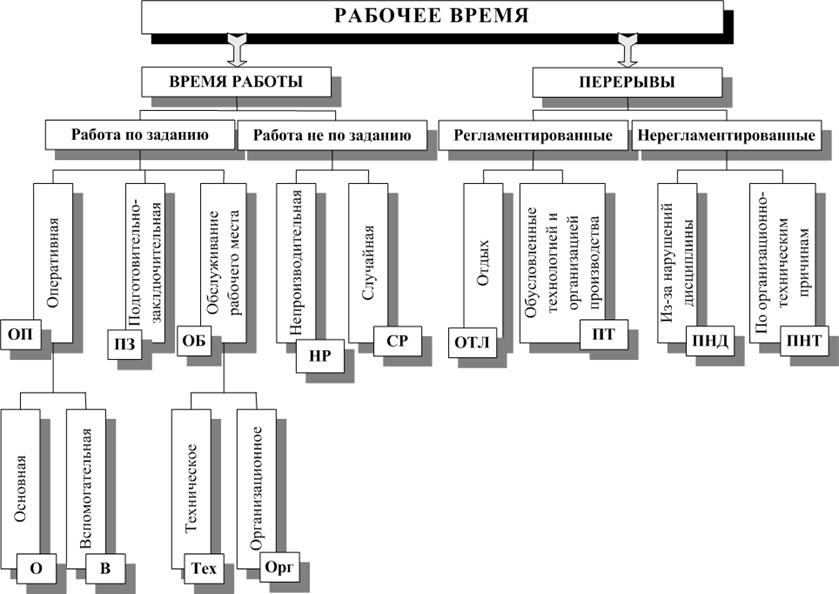
Рис. 3. Структура затрат рабочего времени исполнителя
3.2 Нормы труда и их классификация. Виды норм труда[1]
Норма времени – это количество рабочего времени, необходимого для выполнения единицы работы (одна операция, изделие и т.д.) одним или группой рабочих определенной численности и квалификации в заданных организационно-технических условиях. Норма времени используется для установления меры труда конкретного рабочего или группы рабочих, а также может служить основой для разработки других норм. Норма времени исчисляется в чел-ч., чел-мин., чел-с на единицу продукции или работы.
Состав нормы времени определяется формулой:
Нвр = Тпз + Топ + Тоб + Тотл + Тпт ,(3.1)
где ТПЗ – подготовительно-заключительное время;
Топ = То + ТВ – оперативное время;
Тотл – время на отдых и личные надобности;
ТоБ = ТТЕХ + ТОРГ – время обслуживания рабочего места;
ТПТ – время неустранимых перерывов, предусмотренных организацией
и технологией производственного процесса.
Норма времени обслуживания представляет собой время, установленное для обслуживания единицы оборудования, производственных площадей и других производственных единиц при заданных организационно-технических условиях.
Норма штучного времени – это необходимые затраты рабочего времени на выполнение единицы работы (операции, штуки) без учета подготовительно-заключительного времени. В нее входят следующие элементы:
Тшт = Топ + Тоб + Тпт + Тотл (чел-мин / ед). (3.2)
Для ручных и машинно-ручных процессов, где время на обслуживание рабочего места, регламентированные технологические перерывы, отдых и личные надобности устанавливается в процентах от оперативного времени,
формула штучного времени ![]() принимает следующий вид:
принимает следующий вид:
 ,(3.3)
,(3.3)
где К – время на обслуживание рабочего места, отдых и личные надобности, на неустранимые технологические перерывы, в процентах к оперативному времени .
В машинных, автоматизированных процессах
в условиях массового производства время технического обслуживания ![]() выражается в процентах к основному времени
. Тогда расчет производится по формуле:
выражается в процентах к основному времени
. Тогда расчет производится по формуле:
 (3.4)
(3.4)
где ![]() –время технического обслуживания в процентах к основному времени
;
–время технического обслуживания в процентах к основному времени
;
![]() – время организационного обслуживания в процентах к оперативному времени
;
– время организационного обслуживания в процентах к оперативному времени
;
![]() – основное время, мин.;
– основное время, мин.;
![]() – время на отдыхи личные надобности в процентах к оперативному времени.
– время на отдыхи личные надобности в процентах к оперативному времени.
Подготовительно-заключительное время в машиностроении и некоторых других отраслях устанавливается на партию изделий. В этих случаях оно учитывается в норме штучно-калькуляционного времени
(![]() ). В ее состав входит часть подготовительно-заключительного времени, приходящаяся на единицу продукции:
). В ее состав входит часть подготовительно-заключительного времени, приходящаяся на единицу продукции:
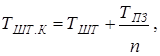 (3.5)
(3.5)
где n – количество изделий в партии;
![]() – сумма подготовительно-заключительного времени на партию изделий.
– сумма подготовительно-заключительного времени на партию изделий.
Норму времени на изготовление всей партии изделий определяют из выражения:
![]() (3.6)
(3.6)
В некоторых отраслях производства (строительстве, горной промышленности) подготовительно-заключительное время определяется аналогично другим элементам в процентах к оперативному времени :
 (3.7)
(3.7)
Норма выработки – количество операций, изделий, продукции, которое должно быть изготовлено, или объем работы (в штуках, метрах, тоннах и других натуральных единицах), который должен выполнить рабочий (или группа рабочих) соответствующей квалификации в единицу времени (час, смену, месяц) в определенных организационно-технических условиях.
В общем виде норма выработки (![]() ) определяется по формуле:
) определяется по формуле:
где ![]() – период времени, на который устанавливается норма (час, смена, сутки, месяц);
– период времени, на который устанавливается норма (час, смена, сутки, месяц);
r – число рабочих, участвующих в выполнении работы;
![]() – норма времени на единицу работы (чел-час, чел-мин).
– норма времени на единицу работы (чел-час, чел-мин).
В зависимости от специфики производства, условий выполнения работы норма выработки может быть рассчитана:
- по норме штучного времени:
 (3.8)
(3.8)
- по норме штучно-калькуляционного времени:
 (3.9)
(3.9)
- по норме оперативного времени:
 (3.10)
(3.10)
Если процент увеличения нормы выработки обозначить через ![]() ,
а процент уменьшения нормы времени через
,
а процент уменьшения нормы времени через![]() ,
то зависимости между изменениями нормы выработки и нормы времени можно выразить равенствами:
,
то зависимости между изменениями нормы выработки и нормы времени можно выразить равенствами:
![]() (3.11)
(3.11)
Норма обслуживания – это установленное количество единиц оборудования (число рабочих мест, квадратных метров площади и т.д.), которое должно обслуживаться одним или группой рабочих соответствующей квалификации в определенных организационно-технических условиях.
Норма времени обслуживания – это количество времени, необходимое для обслуживания в течение смены единицы оборудования, квадратного метра производственной площади и т.д.
Величина нормы обслуживания (![]() ) обратно пропорциональна норме времени обслуживания (
) обратно пропорциональна норме времени обслуживания (![]() ), то есть:
), то есть:
![]() (3.12)
(3.12)
Норма численности – это численность рабочих определенного профессионально – квалификационного состава, необходимая для выполнения определенных объемов работ или для обслуживания конкретных объектов (агрегатов, складов, рабочих мест и т.п.).
Нормированное задание – это установленный методами технического нормирования конкретный объем работ, который должен быть выполнен в данных производственных условиях за регламентированный срок одним или группой рабочих с соблюдением установленных требований к качеству продукции или работы.
Технически обоснованной называется норма, установленная с учетом полного использования оборудования, рабочего времени и психофизиологических возможностей человека.
Опытно-статистические нормы рассчитываются на основе метода аналогии, личного опыта нормировщика, отчетных данных; они устанавливаются на всю работу (суммарно на операции), без расчленения ее на составляющие элементы.
Дифференцированные нормы устанавливаются на одну операцию; применяются преимущественно в массовом и крупносерийном производстве и обеспечивают достаточно высокую точность.
Укрупненные нормы устанавливаются на изделие, технологический процесс, определенный объем работы (например, норма на ремонт тягового двигателя электровоза, на ремонт 1 км железнодорожного полотна и т.п.).
Комплексная норма времени рассчитывается на конечный укрупненный показатель, который характеризует комплекс взаимосвязанных работ (1 т угля, 1 куб. метр кладки и т.д.).
По сроку действия различают разовые, временные, сезонные и условно-постоянные нормы. Разовые нормы устанавливаются на выполнение одного неповторяющегося задания и применяются в основном в опытном и единичном производстве. Временные нормы устанавливаются на выполнение работ в период их освоения. Сезонные нормы рассчитаны на применение в течение определенного периода (сезона) времени.
3.3 Методы изучения затрат рабочего времени и виды наблюдений
Изучение затрат рабочего времени и времени использования оборудования производят двумя методами: методом непосредственных измерений затрат времени и методом моментных наблюдений. Эти методы включают следующие виды наблюдений: фотографию, хронометраж и фотохронометраж.
Метод непосредственных замеров времени заключается в последовательной и подробной записи с отсчетом всех без исключения видов затрат и потерь рабочего времени, времени работы и простоев оборудования. Этот метод имеет ряд преимуществ, однако в сравнении с методом моментных наблюдений он трудоемкий.
3.3.1 Фотография рабочего времени.
Фотография рабочего времени –это исследование всех затрат времени, выявление их содержания, последовательности и повторяемости на протяжении рабочего дня или его части.
Индивидуальная фотография рабочего времени – это наблюдение за действиями одного рабочего, занятого на одном или нескольких механизмах. Признак индивидуальности устанавливается не по механизму, а по рабочему - исполнителю.
Групповая фотография рабочего времени – одновременное наблюдение за действиями нескольких рабочих, выполняющих работу на одном рабочем месте.
Самофотография – это наблюдение за отдельными потерями рабочего времени и перерывами, не зависящими от рабочего. Это наблюдение проводят сами рабочие-исполнители.
Комплексная фотография – одновременное наблюдение за действиями рабочего, использованием оборудования и ходом технологического процесса. Это – наиболее трудоемкий и дорогой вид наблюдения, поскольку в нем участвуют несколько человек, осуществляющих одновременное наблюдение за исполнителями и оборудованием.
При проведении фотографии рабочего времени наблюдение и измерение затрат рабочего времени ведется по текущему времени.
Рассмотрим пример обработки данных, полученных при фотографии рабочего времени. Порядок обработки полученных результатов и их анализ осуществляются в следующей последовательности:
1. Составляется фактический баланс рабочего времени исполнителя и проводится его сопоставление с нормативным балансом рабочего времени (табл. 3.1).
Таблица 3.1
Нормативные значения затрат времени
| Тип производства | Норма времени, мин. | |||
| Подготовительно-заключительное время | Время обслуживания рабочего места | Время на отдых и личные надобности | ||
| Организационное | Техническое | |||
| Крупносерийное | - | 8 | 4 | 20 |
Таблица 3.2
Баланс рабочего времени исполнителя
| Наименование затрат времени | Индекс | Фактические затраты | Нормативные затраты | Затраты, подлежащие сокращению | ||
| минут | % к итогу | минут | % к итогу | |||
| ВРЕМЯ РАБОТЫ | ||||||
| Подготовительно-заключительное время | ПЗ | 29 | 6,04 | 0,00 | 0,00 | 29 |
| Оперативное время | ОП | 360 | 75,00 | 448 | 93,33 | |
| Обслуживание рабочего места | ОБ | 25 | 5,21 | 12 | 2,5 | 13 |
| Итого времени работы | 414 | 86,25 | 460 | 95,83 | ||
| ВРЕМЯ РЕГЛАМЕНТИРОВАННЫХ ПЕРЕРЫВОВ | ||||||
| Отдых и личные надобности | ОТЛ | 29 | 6,04 | 20 | 4,17 | 9 |
| ВРЕМЯ НЕРЕГЛАМЕНТИРОВАННЫХ ПЕРЕРЫВОВ 37 мин., в т.ч.: | ||||||
| Опоздание на работу | ПНД | 8 | 1.67 | 8 | ||
| Непроизводительные затраты времени | ПН | 9 | 1,87 | 9 | ||
| Простои по организационно-техническим причинам | ПНТ | 20 | 4,17 | 20 | ||
| ИТОГО: | 480 | 100 | 480 | 100 | 88 | |
2. Рассчитывается общий коэффициент использования рабочего времени.
3. Определяется максимально возможный рост производительности труда за счет устранения всех потерь и непроизводственных затрат рабочего времени (табл. 3.1 и 3.2).
4. По данным табл. 3.1 и 3.2 рассчитывается норма времени на выполнение единицы работы. На основе нормы времени определяется норма выработки за смену.
Расчет баланса рабочего времени смены сведем в табл. 3.2.
Для упрощения расчетов норм труда обычно составляется сводка одноименных затрат рабочего времени, которая в рассматриваемом примере имеет вид (табл. 3.3):
Таблица 3.3
Сводка одноименных затрат рабочего времени
| Наименование затрат времени | Затраты времени, мин. |
Подготовительно-заключительное время Оперативное время Обслуживание рабочего места Отдых и личные надобности Простои по организационно-техническим причинам Опоздание на работу Непроизводительные затраты времени |
29 360 25 29 20 8 9 |
ИТОГО: Количество выполненной работы, единиц |
480 28 |
Фактические затраты рабочего времени устанавливаются по данным наблюдательного листа (табл. 3.2 и 3.3). Нормативные затраты рабочего времени определяются в соответствии с действующими на предприятии нормами труда.
Из сопоставления фактического и нормативного балансов времени следует, что:
- из-за недостатков в подготовке производства исполнитель затрачивает 29 минут на подготовку к работе, в то время как подготовительно-заключительного времени вообще быть не должно, так как производство – крупносерийное;
- время обслуживания рабочего места должно быть сокращено на 13 мин.;
- время регламентированных перерывов (на отдых и личные надобности) превышает нормативное на 9 минут. Следует ознакомиться с условиями работы, при возможности сократить время регламентированных перерывов, а при необходимости – увеличить;
- низка производственная дисциплина, и администрации следует принять меры по ее укреплению;
- организация и обслуживание рабочего места находятся на недостаточном уровне, так как непроизводительные затраты времени составляют 9 мин (1,87%).
По результатам баланса рабочего времени рассчитываются основные показатели, характеризующие соотношение фактических и нормативных, или проектных затрат труда: коэффициент использования рабочего времени, коэффициент потерь рабочего времени и процент возможного повышения производительности труда [24]. Коэффициент использования рабочего времени характеризует удельный вес, или долю времени выполнения работы во времени смены и определяется по формуле:
![]() (3.13)
(3.13)
где ![]() – подготовительно-заключительное время;
– подготовительно-заключительное время;
![]() – оперативное время;
– оперативное время;
![]() – время обслуживания рабочего места;
– время обслуживания рабочего места;
![]() – нормативное время перерывов на отдых и личные надобности;
– нормативное время перерывов на отдых и личные надобности;
![]() – время перерывов, установленных технологией и организацией производственного процесса;
– время перерывов, установленных технологией и организацией производственного процесса;
![]() – продолжительность времени наблюдения.
– продолжительность времени наблюдения.
![]()
Максимально возможный рост производительности труда (![]() ) за счет устранения всех потерь и непроизводственных затрат рабочего времени составит:
) за счет устранения всех потерь и непроизводственных затрат рабочего времени составит:
![]() (3.14)
(3.14)
Норматив оперативного времени рассчитывается как отношение фактических затрат оперативного времени к числу изготовленных деталей:
 (3.15)
(3.15)
Нормативы времени на ПЗ , ОБ , ОТЛ рассчитываются как отношение нормативных величин к числу изготовленных деталей:
 (3.16)
(3.16)
Норма времени составит:
![]()
Тогда норма выработки
![]() (3.17)
(3.17)
Возможное повышение производительности труда в результате устранения потерь времени рассчитывается по следующим формулам:
- за счет устранения потерь времени по организационно-техническим причинам ![]() :
:
 (3.18)
(3.18)
где ![]() – потери рабочего времени по организационно-техническим причинам,
– потери рабочего времени по организационно-техническим причинам, ![]() – время оперативное фактическое;
– время оперативное фактическое;
- за счет устранения потерь, зависящих от рабочего:
 (3.19)
(3.19)
где![]() – потери рабочего времени из-за нарушений трудовой дисциплины;
– потери рабочего времени из-за нарушений трудовой дисциплины;
- за счет устранения всех непроизводительных затрат и потерь рабочего времени:
 (3.20)
(3.20)
где ![]() – перерывы, вызванные нарушением нормального течения производственного процесса.
– перерывы, вызванные нарушением нормального течения производственного процесса.
Можно оценить эффективность мероприятий по совершенствованию организации и нормирования труда.
Например, пусть нормативная трудоемкость выполняемых работ составляет ТрБАЗ = 20000 нормо-часов, средняя часовая тарифная ставка рабочего
С m = 18 руб., доплаты к тарифному заработку с учетом премий КДОП = 45%, отчисления в фонды социальной защиты КСЗ = 35,6%; возможный рост производительности труда по результатам фотографии рабочего времени составляет %ПТ = 24,4%.
Снижение трудоемкости выполняемых работ составит:
 (3.21)
(3.21)
Тогда экономия средств в фонде оплаты труда составит:
 (3.22)
(3.22)
Групповая фотография рабочего дня проводится для изучения равномерности загрузки рабочих, рационального использования рабочего времени членов бригады, для выявления потерь рабочего времени и их причин.
Результаты наблюдений записываются индексами через определенные, заранее установленные промежутки времени.
Продолжительность каждого вида затрат определяется путем умножения количества зафиксированных одноименных затрат на интервал. Дальнейшая обработка данных групповой фотографии рабочего дня проводится как при индивидуальной фотографии.
Маршрутная фотография рабочего дня применяется в тех случаях, когда наблюдатель не может с одного места хорошо видеть действия всех рабочих. При подготовке к ней намечается маршрут следования и устанавливаются интервалы, через которые фиксируются затраты рабочего времени. Результаты наблюдений записываются индексами. Форма и содержание наблюдательного листа, обработка полученных данных проводится как при групповой фотографии.
3.3.2 Хронометраж
Хронометраж – это наблюдение и измерение во времени циклически повторяющихся действий рабочего.
Объектом хронометража является основное и вспомогательное (оперативное) время работы.
При подготовке к хронометражу исследуемую операцию разделяют на элементы: комплексы приемов, приемы, действия, движения. Степень деления зависит от типа производства.
После разделения операции на составные элементы определяют их фиксажные точки. Фиксажные точки – это резко выраженные моменты начала и окончания элемента операции.
Число замеров при хронометраже зависит от точности наблюдений и нормативного коэффициента устойчивости хроноряда. Для определения числа наблюдений (замеров) целесообразно руководствоваться данными табл. 3.4 [8].
Таблица 3.4
Рекомендуемое число замеров при проведении хронометража [15]
| Характер работы и продолжительность элементов, входящих в операцию | Число замеров при продолжительности операции, мин. | |||
| до 1 | 1 – 5 | 5 – 10 | свыше 10 | |
| Активное наблюдение за работой машины (аппарата) или на потоке с установленным ритмом: | 10 20 |
10 20 |
6 8 |
4 5 |
| свыше 10 с | ||||
| до 10 с | ||||
| Машино–ручная работа: | 15 30 |
15 30 |
10 10 |
6 6 |
| свыше 10 с | ||||
| до 10 с | ||||
| Ручная работа: | 30 60 |
20 30 |
12 12 |
8 8 |
| свыше 10 с | ||||
| до 10 с | ||||
Таблица 3.5
Нормативные коэффициенты устойчивости хроноряда
| Вид производства на данном рабочем месте и продолжительность изучаемого элемента работы | Нормативный коэффициент устойчивости хроноряда при работе | ||
| машинной | машинно - ручной | ручной | |
Массовое до 6с 6 – 18 свыше 18с |
1,2 1,1 1,1 |
1,5 1,3 1,2 |
2,0 1,7 1,5 |
Крупносерийное до 6с 6 – 18 свыше 18с |
1,2 1,1 1,1 |
1,6 1,5 1,3 |
2,3 2,0 1,7 |
Серийное до 6с свыше 6с |
1,1 1,2 |
1,6 1,5 |
2,5 2,3 |
| Мелкосерийное производство | 1,2 | 2,0 | 3,0 |
Точность замеров времени при хронометраже зависит от длительности изучаемой операции. При длительности элементов до 10 секунд затраты времени замеряют с точностью до 0,1секунды, а при длительности более 10 секунд допускается точность до 0,5 секунды [5].
Допустимая погрешность наблюдений устанавливается для массового производства в пределах 3 – 5%, крупносерийного – 5 – 8%, серийного – 8 – 10%, мелкосерийного и единичного – 10 – 20% [8].
Коэффициент устойчивости хроноряда (Куст
) характеризует качество наблюдений и определяется отношением максимальной продолжительности элемента операции (Тмакс
) к минимальной (Тмин
): ![]() Значения нормативного коэффициента устойчивости хроноряда приведены в табл. 3.5.
Значения нормативного коэффициента устойчивости хроноряда приведены в табл. 3.5.
Если фактический коэффициент устойчивости хроноряда меньше или равен нормативному коэффициенту, хроноряд считается устойчивым, а само наблюдение качественным. Если фактический коэффициент устойчивости хроноряда больше нормативного, то хроноряд считается неустойчивым. В этом случае из него можно исключить одно или оба крайних значения – максимальное и минимальное. Количество дефектных и исключенных значений не должно превышать 15% всех замеров. Если коэффициент вновь превышает нормативный, то хроноряд признается неустойчивым и хронометраж этого элемента проводится заново.
Средняя продолжительность каждого элемента операции (![]() ) определяется как среднеарифметическая величина всех годных замеров хроноряда:
) определяется как среднеарифметическая величина всех годных замеров хроноряда:
гдеt 1, …, t i – продолжительность выполнения элемента операции;
n – число годных замеров.
Для проведения хронометража может использоваться фото – киносъемка. В этом случае получается наглядное изображение выполняемых приемов и движений. Рассмотрим пример обработки хронометражных данных (см. хронометражную карту 1).
ХРОНОМЕТРАЖНАЯ КАРТА № 1
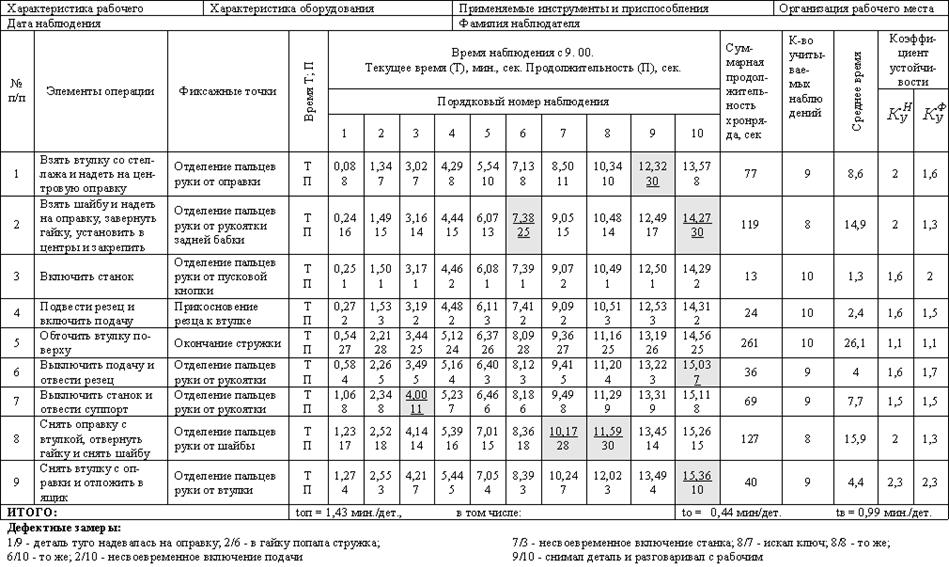
Для определения суммарной продолжительности хроноряда построчно просуммируем продолжительности всех наблюдений за исключением продолжительности дефектных замеров.
Среднее время найдем путем деления суммарной продолжительности хроноряда на количество учитываемых наблюдений:

и так далее.
При проведении анализа устойчивости хронорядов используем данные табл. 3.6:
Таблица 3.6
| Тип производства | Продолжительность элементов операции, c. | Нормативный коэффициент устойчивости хроноряда | ||
| машинные работы | машино - ручные работы | ручные работы | ||
| Крупносерийное | до 6с 6 - 18 свыше 18с |
1,2 1,1 1,1 |
1,6 1,5 1,3 |
2,3 2,0 1,7 |
Для определения качества полученных результатов установим фактические значения коэффициента устойчивости хроноряда:

и так далее.
Определим нормативные значения коэффициента устойчивости: ![]() , и так далее.
, и так далее.
Сравним значения ![]() и
и ![]() :
:
![]() и так далее.
и так далее.
Вывод : Нормативные коэффициенты устойчивости всех хронорядов, кроме третьего и шестого, выше фактических.
В третьем хроноряде отбросим максимальное значение продолжительности элемента операции «2», тогда фактическое значение коэффициента устойчивости станет равно 1 и хроноряд будет устойчив.
В шестом хроноряде отбросим минимальное значение продолжительности элемента операции «3», тогда фактическое значение коэффициента устойчивости станет равно 5/4 = 1,25 и хроноряд будет устойчив.
Проверку очищенного хроноряда можно проводить другим, более точным методом, который предусматривает расчет доверительных интервалов (![]() ) по следующей формуле [5,6]:
) по следующей формуле [5,6]:
![]() (3.23)
(3.23)
где ![]() —
средняя арифметическая i
– го хроноряда;
—
средняя арифметическая i
– го хроноряда;
![]() —
число среднеквадратических отклонений, соответствующее доверительной вероятности g
;
—
число среднеквадратических отклонений, соответствующее доверительной вероятности g
;
![]() —
среднеквадратическое отклонение величины t
, определяемое по формуле:
—
среднеквадратическое отклонение величины t
, определяемое по формуле:
 (3.24)
(3.24)
где ![]() – продолжительность j
- го элемента операции i
-го хроноряда;
– продолжительность j
- го элемента операции i
-го хроноряда;
![]() – количество замеров в очищенном хроноряде.
– количество замеров в очищенном хроноряде.
Среднеквадратическое отклонение (стандарт) является одной из важнейших характеристик случайной величины, его значение определяет абсолютную амплитуду ее наиболее характерных колебаний. В пределах стандарта располагается 68,3% отклонений значений случайной величины; удвоенного и утроенного среднеквадратического значения – соответственно 95,4% и 99,7% всех отклонений, то есть
для g = 0,683 U = l,0;
g = 0,954 U = 2,0;
g = 0,997 U = 3,0.
Значения продолжительности элемента операции при принятом уровне доверительной вероятности недолжны выходить за пределы доверительных интервалов. В противном случае их исключают из данного хроноряда; если количество отброшенных замеров превышает 15%, то наблюдение признается некачественным и проводится заново.
В нашем случае среднеквадратические отклонения ![]() величины t
девяти элементов операции соответственно составляют:
величины t
девяти элементов операции соответственно составляют:

Выберем границы доверительных интервалов в пределах ![]() ;в результате расчетов по формуле (3.23) получим следующие значения (табл. 3.7):
;в результате расчетов по формуле (3.23) получим следующие значения (табл. 3.7):
Таблица 3.7
Границы доверительных интервалов продолжительности элементов операции при 5% уровне значимости
| Номер элемента операции | Границы доверительных интервалов | |
| Верхняя: |
Нижняя: |
|
| 1 | 11,45 | 5,75 |
| 2 | 17,393 | 12,407 |
| 3 | 2,266 | 0,334 |
| 4 | 3,433 | 1,367 |
| 5 | 28,841 | 23,359 |
| 6 | 5,732 | 2,268 |
| 7 | 9,937 | 5,463 |
| 8 | 19,185 | 12,615 |
| 9 | 7,581 | 1,219 |
Сопоставление данных хронометражной карты со значениями границ доверительных интервалов, представленных в табл. 3.7, показывает, что ни одно значение продолжительности элементов операции не выходит за эти границы; следовательно, хронометраж произведен качественно, и полученные средние продолжительности элементов могут быть приняты за нормативные значения.
Рассчитаем основное время. Основным элементом является пятый: обточить втулку поверху, поэтому:
![]()
Рассчитаем вспомогательное время:
![]()
Рассчитаем оперативное время:
![]()
Определим норму штучного времени и норму выработки на 8-часовую смену, используя нормативные данные для крупносерийного производства (табл. 3.8):
Таблица 3.8
| Тип производства | Подготовительно - заключительное время | Время обслуживания рабочего места | Время на отдых и личные надобности | |
| организационное | техническое | |||
| Крупносерийное | Нет | 8 | 4 | 20 |
Чтобы найти норму выработки, сначала необходимо рассчитать норму штучного времени. В крупносерийном производстве она рассчитывается по формуле:

Поскольку в крупносерийном производстве время обслуживания рабочего места подразделяется на время технического и время организационного обслуживания, а время технического обслуживания выражается в процентах к основному времени, организационного обслуживания – в процентах к оперативному, то вначале необходимо определить время выполнения оперативной и основной работы в течение смены:
![]()
Рассчитаем удельный вес основной работы в составе оперативной:
![]()
Время выполнения основной работы в течение смены составит:
![]()
Тогда затраты времени на выполнение технического и организационного обслуживания в процентах от основного и оперативного времени соответственно составят:
![]()
Затраты времени на отдых и личные надобности в процентах от оперативного времени:
![]()
Норма штучного времени
![]()
Норма выработки на смену:

Следует отметить, что в серийном и мелкосерийном производствах время технического обслуживания из времени обслуживания не выделяется и расчет нормы штучного времени производится по формуле:

гдеК – время на обслуживание рабочего места, отдых и личные надобности, на неустранимые технологические перерывы, в процентах к оперативному времени.
В этом случае находится норматив оперативного времени в течение смены с учетом нормативных значений ![]() и
и ![]() :
:
![]()
(здесь приняты значения ![]() = 12 мин.,
= 12 мин., ![]() = 20 мин.).
= 20 мин.).
Далее определяется время на обслуживание рабочего места, отдых и личные надобности, в процентах к оперативному времени:
![]()
![]()
Полученные значения подставляются в представленную выше формулу, и производится расчет ТШТ и Нвыр .
3.3.3 Изучение затрат рабочего времени методом моментных наблюдений
Этот метод применяется при изучении затрат времени работы оборудования и рабочего времени больших групп рабочих-ремонтников или обслуживающих производство.
При моментных наблюдениях структура затрат рабочего времени устанавливается на основе количества моментов (случаев), соответствующих наблюдаемым состояниям рабочих и оборудования. Величины затрат рабочего времени определяются пропорционально количеству моментов, соответствующих тому или иному состоянию изучаемых объектов.
Например, требуется определить затраты времени на выполнение оперативной работы в течение смены по результатам фотографии рабочего времени методом моментных наблюдений, если:
- общее число зафиксированных моментов – 350,
- число моментов оперативной работы – 220,
- продолжительность рабочей смены – 480 минут.
РЕШЕНИЕ
1. Вероятность возникновения оперативной работы ![]()
2. Время оперативной работы
![]() мин.
мин.
Фиксация состояния рабочих мест может осуществляться двумя способами: через равные или случайные промежутки времени. Первый способ выбирается обычно при небольшом количестве наблюдаемых объектов. Интервал наблюдений составляет обычно 1 – 3 минуты. Если количество объектов превышает 10, то состояния рабочих мест целесообразно фиксировать через случайно выбранные промежутки времени.
Преимущества метода моментных наблюдений по сравнению с методом непосредственных замеров времени в следующем:
1. С помощью моментных наблюдений можно анализировать структуру рабочего времени практически при любом количестве наблюдаемых объектов. Это важно, так как установление затрат времени для одного или двух-трех рабочих не имеет существенного экономического значения. Расходы на проведение фотографии рабочего времени будут оправданы, если на основе ее результатов можно улучшить использование рабочего времени значительной группы объектов наблюдения.
2. Метод моментных наблюдений обеспечивает значительно большую достоверность структуры затрат рабочего времени. В отличие от метода непосредственных замеров, когда наблюдатель находится в непосредственной близости от наблюдаемых рабочих, при моментных наблюдениях фиксация состояния объектов может осуществляться так, что это не окажет заметного психологического влияния на рабочих. Для наблюдателей проведение моментных наблюдений также связано с меньшим нервным и физическим напряжением.
3. Результаты моментных наблюдений не станут менее достоверными, если наблюдения будут прерваны, а затем продолжены через несколько часов или смен.
При моментных наблюдениях затраты времени наблюдателей в 5 – 10 раз меньше, чем при непосредственных замерах времени.
При проведении фотографии рабочего времени методом моментных наблюдений, прежде всего, устанавливается перечень тех состояний рабочих или оборудования, которые будут фиксироваться. Каждому состоянию присваивается индекс.
После установления индексов наблюдаемых состояний оборудования и рабочих определяется маршрут обхода.
Структура затрат времени зависит от большого числа факторов, которые не поддаются полному контролю. Состав сменного фонда времени существенно различается по сменам и рабочим местам. Поэтому для получения достоверных данных о структуре рабочего времени необходимо обоснование количества наблюдений. Оно осуществляется на основе статистической теории выборки с учетом заданной точности и достоверности результатов наблюдений.
Результаты исследований ряда авторов показывают, что доли затрат рабочего времени, которые устанавливаются при фотографии рабочего времени (ФРВ) методом моментных наблюдений, являются случайными величинами, распределенными по биномиальному закону; в этом случае [8]:
![]() (3.25)
(3.25)
где ![]() - степень достоверности исследования (коэффициент доверительной вероятности);
- степень достоверности исследования (коэффициент доверительной вероятности);
К - удельный вес исследуемой категории затрат рабочего времени;
Р - допустимая величина относительной ошибки наблюдений.
Для нестабильного процесса принимаются значения ![]() = 3; для стабильного процесса
= 3; для стабильного процесса ![]() =2.
=2.
Рассмотрим практический пример применения последней формулы.
I. Пусть требуется определить число моментов и число обходов хронометражиста для проведения групповой фотографии рабочего времени методом моментных наблюдений, если тип производства нестабильный; вероятность возникновения оперативной работы – 0,75; допустимая ошибка наблюдений –3%; число наблюдаемых рабочих – 25 человек.
РЕШЕНИЕ
1. Число моментов наблюдений
принимаем ![]() = 3, так как процесс нестабильный.
= 3, так как процесс нестабильный.
 моментов.
моментов.
2. Число обходов хронометражиста
![]()
II. На участке необходимо провести моментные наблюдения за работой двадцати прессовщиков и определить потери рабочего времени по организационно-техническим причинам и по вине исполнителей.
Степень достоверности исследования (коэффициент доверительной вероятности) – 2; величина относительной погрешности результатов наблюдения – 5; К = 20%; продолжительность рабочей смены – 480 минут.
РЕШЕНИЕ
1. Рассчитываем по формуле (3.25) число необходимых моментных замеров:
![]()
2. Пусть из зафиксированных замеров 210 относятся к потерям по вине рабочих и 150 – к потерям по организационно-техническим причинам.
3. Определяем удельный вес наблюдаемых замеров в общем числе зафиксированных замеров по всем рабочим местам:
- потери рабочего времени по вине рабочих:
![]()
- потери рабочего времени по организационно - техническим причинам:
![]()
4. Общий процент потерь составляет:
6,56 + 4,69 = 11,25% .
В случае наблюдения за работой оборудования рекомендуется выделять следующие элементы затрат времени работы оборудования [8]:
А – оборудование действует;
В – оборудование простаивает во время обслуживания, в частности: во время обслуживания основным рабочим – Во , вспомогательным – Вп , двумя слесарями – Всл2 и т.п.;
B – оборудование обслуживается соответствующей группой рабочих во время работы, т.е. время обслуживания перекрывается машинным временем (например, bсл );
С – оборудование простаивает в ожидании обслуживания, в частности: в ожидании крана – Скр , слесаря – Ссл и т.д.;
D – целосменные простои оборудования, связанные с отсутствием рабочих или работы.
Как правило, устанавливается несколько маршрутов обхода, каждому из которых присваивается свой номер. Объекты наблюдения также нумеруются и заносятся в наблюдательный лист.
В табл. 3.9 приведена форма наблюдательного листа при проведении фотографии использования оборудования методом моментных наблюдений [8].
При первом обходе на первом и втором станках наблюдалась машинная работа (А ), третий станок простаивал во время обслуживания слесарем (Всл ), девятнадцатый станок обслуживался двумя слесарями (Всл2 ), двадцатый станок не использовался (D ), двадцать первый станок обслуживался электриком (Вэл ) и т.д. При втором обходе (в 8 часов 20 минут) второй станок обслуживался основным рабочим, причем это обслуживание перекрывалось машинным временем (Аво ).
Так можно получить полную информацию о времени использования оборудования, его обслуживания рабочими различных групп (с указанием их числа) и простоях по различным причинам.
После проведения заданного количества наблюдений n подсчитывается общее количество наблюдаемых моментов: работы оборудования Rа , его обслуживания рабочими различных групп – Rв (в том числе количество моментов обслуживания отдельными группами рабочих) и простоев Rc .
Таблица 3.9
Наблюдательный лист фотографии использования оборудования методом моментных наблюдений
| Маршруты и объекты наблюдений | Обходы | ||
| 1 | 2 | 3 | |
| Порядок чередования маршрутов | |||
| 1,2,3,4 | 2,4,1,3 | 4,3,1,2 | |
| Время начала обходов | 8-00 | 8-20 | 8-40 |
| Маршрут №1 | |||
| 1 - ый станок | А | А | Всл |
| 2 - ой станок | А | Аво | А |
| 3 - ий станок | Всл | А | А |
| И т.д. | |||
| Маршрут №2 | |||
| 19 - ый станок | Всл2 | C кр | А |
| 20 - ый станок | D | D | D |
| 21 - ый станок | Вэл | А | А |
| И т.д. | |||
| Маршрут №3 | |||
| 42 - ой станок | А | C кр | А |
| 43 - ий станок | А | А | А |
| 44 - ый станок | D | D | D |
| И т.д. | |||
| Маршрут №4 | |||
| 65 - ый станок | Всл | А | А |
| 66 - ой станок | Всл | А | А |
| 67 - ой станок | А | А | C кр |
| и т.д. | |||
| Время окончания обхода | 8 – 19 | 8 – 39 | 8 – 58 |
На основе полученных данных можно определить [8]:
- долю сменного фонда времени, в течение которого оборудование работало:
![]() (3.26)
(3.26)
- долю сменного фонда времени, в течение которого оборудование простаивало во время обслуживания рабочими i - й группы:
![]() (3.27)
(3.27)
- долю сменного фонда времени, в течение которого оборудование простаивало в ожидании обслуживания рабочими:
![]() (3.28)
(3.28)
- долю сменного фонда времени, в течение которого оборудование простаивало из-за отсутствия работы или рабочих:
![]() (3.29)
(3.29)
- среднее количество действующих единиц оборудования:
![]() (3.30)
(3.30)
где N - общее количество наблюдавшихся единиц оборудования;
- среднее количество единиц оборудования, простаивающих во время обслуживания рабочими различных групп:
![]() (3.31)
(3.31)
- среднее количество единиц оборудования, простаивающих в ожидании обслуживания:
![]() (3.32)
(3.32)
- среднее количество неиспользуемых единиц оборудования:
![]() (3.33)
(3.33)
- коэффициент занятости рабочих обслуживанием единицы оборудования:
 (3.34)
(3.34)
Термины и понятия
| Рабочее время | Норма времени |
| Время работы | Норма штучного времени |
| Подготовительно–заключительное время | Норма выработки |
| Оперативное время | Норма обслуживания |
| Основное время | Норма численности |
| Вспомогательное время | Нормированное задание |
| Штучно–калькуляционное время | Опытно-статистические нормы |
| Время активного наблюдения | Дифференцированные нормы |
| Время технического обслуживания рабочего места | Укрупненные нормы Комплексные нормы |
| Время организационного обслуживания рабочего места | Нормируемые затраты рабочего времени |
| Перекрываемое время | Фиксажные точки |
| Случайная работа | Фотография рабочего времени |
| Непроизводительная работа | Метод моментных наблюдений |
| Регламентированные перерывы | Хронометраж |
| Норма времени обслуживания | Качество норм труда |
Вопросы для самопроверки
8. Какие виды норм труда вы знаете?
9. Какова структура нормы времени?
10. Какая взаимосвязь между нормами времени и выработки?
11. Какая взаимосвязь между изменениями норм времени и выработки?
12. Каковы особенности определения нормы штучного времени в массовом и серийном производствах?
13. В каком случае для изучения затрат рабочего времени применяется метод непосредственных измерений и когда метод моментных наблюдений?
14. Какое различие между нормой обслуживания и нормой времени обслуживания?
15. В чем отличие нормы штучного времени от нормы штучно-калькуляционного времени?
4. Разделение и кооперация труда на предприятии
Под разделением труда понимается обособление (разграничение) деятельности людей в процессе совместного труда.
Различают следующие виды разделения труда [22]:
- общее, выражающее разделение общественного труда на главные его роды (отрасли): промышленность, земледелие, транспорт;
- частное, выражающее расчленение основных отраслей общественного производства на виды и подвиды (подотрасли производства);
- единичное, выражающее разделение труда внутри предприятий, цехов, участков.
Разделение труда, или обособление отдельных частичных трудовых процессов производится с целью сокращения производственного цикла за счет одновременного выполнения различных работ. Производительность труда рабочих повышается вследствие более быстрого приобретения производственных навыков при специализации работ.
Основные формы разделения труда на предприятии
В зависимости от рода и вида работ различают функциональное, профессиональное, технологическое и квалификационное разделение труда.
Функциональное разделение труда предполагает деление персонала на функциональнооднородные группы, отличающиеся ролью в производственном процессе. Так, промышленно-производственный персонал делится на рабочих, служащих, младший обслуживающий персонал, охрану. В свою очередь указанные группы работающих делятся на подгруппы также по функциональному признаку, например: рабочие – на основных и вспомогательных, а последние – на занятых обслуживанием оборудования, территорий, зданий; занятых погрузочно-разгрузочными работами, транспортировкой, хранением предметов труда и т.д.
Профессиональное разделение состоит в делении работников по профессиям и специальностям. Различие в трудовой деятельности обусловливает профессиональную специализацию. На основе однородности трудовых функций складываются профессии и специальности, требующие соответствующих знаний и уровня подготовки.
Профессия определяет принадлежность рабочего к тому или иному виду трудовой деятельности по следующим признакам:
- способу воздействия на предмет труда (шлифовальщик, сверловщик);
- применяемых орудий труда (автоматчик, машинист);
- функции, выполняемой в процессе производства (контролёр, кладовщик).
Специальность определяет конкретную деятельность в пределах профессии. Например, профессия «токарь» имеет специальности: карусельщик, расточник, револьверщик, шлифовщик и т.д.
Технологическое разделение труда – это расчленение производственного процесса по отдельным фазам, технологическим комплексам, видам работ и операциям. Определяющим фактором этого вида разделения в производственной сфере является технологический процесс. Различают следующие виды технологического разделения труда: предметное, подетальное, пооперационное и по видам работ.
При предметном разделении труда исполнитель занимается изготовлением несложного изделия. Подетальное разделение труда состоит в закреплении за работником изготовления законченной части изделия – детали. При пооперационном разделении труда работник выполняет только одну или несколько технологических операций. Примерами технологического разделения труда по видам работ являются сварочные, малярные работы.
В сфере управления технологическое разделение труда в укрупненном виде представляется в делении всего персонала на три категории: руководителей (выполняющих административно-организационные операции), специалистов (выполняющих аналитико-конструктивные операции) и технических исполнителей (выполняющих информационно-технические операции). Участие каждой из названных категорий в процессе управления определяется обязанностями и решаемыми задачами (табл. 4.1).
Таблица 4.1
Группировка управленческого персонала
| Группы | Перечень должностей | Обязанности | Решаемые задачи |
| Руководители | Руководители предприятий, структурных подразделений (служб, отделов, цехов, бюро, участков). | Определение целей и направлений деятельности коллективов, подбор и расстановка кадров, координация работы подразделений. | Принятие решений и обеспечение их выполнения |
| Специалисты | Инженеры, техники, экономисты нормировщики, финансисты, бухгалтеры, юристы, математики, инженеры-программисты. | Разработка, совершенствование и внедрение видов продукции, технологических процессов, форм и методов организации производства, труда и управления. Обеспечение материалами, ремонтным и другим обслуживанием. Осуществление коммерческой деятельности. | Разработка оптимальных решений по техническим, организационным вопросам. |
| Технические исполнители | Архивисты, делопроизводители, кассиры, агенты по снабжению, секретари, статистики, табельщики и др. | Сбор, фиксация, передача, переработка информации, множительные работы, оформление документов. | Обеспечение информацией. |
Квалификационное разделение труда представляет собой распределение работ в зависимости от их сложности между работниками разных квалификационных групп. Квалификация – это совокупность общей и специальной подготовки, а также практических навыков, необходимых для выполнения работ той или иной степени сложности; она определяет производственный профиль рабочего наряду с профессией и специальностью. Квалификация отражается в присвоенном рабочему тарифном разряде (категории, классе). Наименования профессий и специальностей рабочих регламентируются классификатором профессий рабочих и должностей служащих, а содержание определяется Единым тарифно-квалификационным справочником. На предприятиях бюджетной сферы установлена единая 18 разрядная тарифная сетка. Уровень квалификации руководителей и специалистов определяется занимаемыми ими должностями. Нормативной основой квалификационного разделения трудауправленческого персонала служит «Квалификационный справочник должностей руководителей, специалистов и служащих», где для каждой должности определены обязанности и сказано, что должен знать работник, занимающий ту или иную должность, а также перечислены предъявляемые к нему квалификационные требования (образование, стаж работы по специальности). Для специалистов – инженеров, конструкторов, технологов – устанавливается категорийность (например, конструкторы третьей, второй, первой категорий).
Рассмотрим пример выбора рационального варианта технологического разделения труда.
Определим технологическую границу разделения труда, если затраты времени при различных вариантах разделения следующие:
| Элементы трудового процесса | Затраты времени, мин. | ||
| предметное | подетальное | пооперационное | |
| Обработка деталей | 12 | 7 | 5 |
| Вспомогательные элементы трудового процесса | 2 | 3 | 4 |
| Транспортировка заготовок | 1 | 2 | 4 |
| Межоперационное пролеживание | – | 1 | 3 |
| Отдых | 0,3 | 0,3 | 0,6 |
| Потери рабочего времени по организационным причинам | – | 0,7 | 2,0 |
| Суммарные затраты времени (Тобщ ) | 15,3 | 14 | 18,6 |
Для выбора рационального варианта технологического разделения труда рассчитываются суммарные затраты времени на изделие:
1 вариант – Тобщ = 12 + 2 + 1 + 0,3 = 15,3 мин.
2 вариант – Тобщ = 7 + 3 + 2 + 1 + 0,3 + 0,7 = 14 мин.
3 вариант – Тобщ = 5 + 4 + 4 + 3 + 0,6 + 2 = 18,6 мин.
Таким образом, оптимальный вариант технологического разделения труда – второй, так как при нем достигаются минимальные суммарные затраты времени на осуществление трудового процесса.
Границы разделения труда – это нижний и верхний пределы, за которыми разделение труда недопустимо или нецелесообразно. Различают следующие границы разделения труда: технические, экономические, психофизиологические и социальные.
Нижней технической границей разделения труда является производственная операция; верхней технической границей – изготовление на одном рабочем месте всего изделия.
Экономическими критериями разделения труда служат: затраты рабочего времени и материальные затраты на выполнение работ; степень использования квалификации работников; длительность производственного цикла изготовления изделия; уровень производительности труда; издержки производства; прибыль предприятия.
Нижней экономической границей разделения труда является такое расчленение трудового процесса, когда сокращение затрат рабочего времени на выполнение операции за счёт углубления специализации начинает перекрываться увеличением затрат времени на транспортировку предмета труда от одного рабочего места к другому.
Верхняя экономическая граница определяется длительностью производственного цикла изготовления изделия на одном рабочем месте.
Экономическая целесообразность варианта разделения труда определяется, прежде всего, исходя из возможностей максимального сокращения производственного цикла за счет специализации, позволяющей осуществлять параллельное выполнение работ различными исполнителями. При выделении каких-либо операций в самостоятельные необходимо соблюдать условие: снижение времени обработки изделия должно перекрывать связанное с этим увеличение времени на транспортировку предметов труда от одного рабочего места к другому, на межоперационный контроль и выполнение подготовительно-заключительных работ. Это условие можно выразить через суммарное время цикла:
![]() (4.1)
(4.1)
где ![]() ,
,
![]() – время производственного цикла соответственно при прежнем и новом разделении труда, рабочих часов.
– время производственного цикла соответственно при прежнем и новом разделении труда, рабочих часов.
При равенстве времени производственных циклов выбирается тот вариант разделения труда, при котором увеличивается доля оперативного времени работы оборудования.
Экономичность проектируемого разделения труда проверяется также на основе норм. Оно считается целесообразным, когда соблюдается следующее условие [22]:
 (4.2)
(4.2)
где  – удельный вес оперативного времени в совокупном фонде рабочего времени при проектируемом разделении труда;
– удельный вес оперативного времени в совокупном фонде рабочего времени при проектируемом разделении труда;
 – удельный вес оперативного времени в совокупном фонде рабочего времени при существующем разделении труда;
– удельный вес оперативного времени в совокупном фонде рабочего времени при существующем разделении труда;
Фп.р , Фс.р – совокупный фонд рабочего времени соответственно при проектируемом и существующем разделении труда.
Психофизиологические границы разделения труда определяются величиной физических и нервно-психических нагрузок на работника в течение рабочего дня. Для физической нагрузки нижняя граница соответствует расходу энергии в размере 2,5-3 ккал/мин; верхняя граница – 4,5-5 ккал/мин. Для нервно-психической нагрузки нижняя граница ограничивается следующими параметрами: число объектов наблюдения не более 5; длительность сосредоточенного наблюдения не выше 25% сменного времени; темп работы не должен превышать 360 движений в час. Для верхней границы эти параметры не должны превышать соответственно: 25 объектов наблюдений; 75% сменного времени на сосредоточенное наблюдение; 1080 движений в час [22].
Для сравнения монотонности различных видов труда на практике применяют коэффициент монотонности (КМ ), который рассчитывают по формуле:
 , (4.3)
, (4.3)
где ТПД – время, затрачиваемое на повторяющиеся движения;
То – общее время операции (работы).
Граничным значением является продолжительность повторяющихся операций не менее 30 секунд, частота повторяемости разнородных элементов операции должна быть не менее пяти за 30 секунд.
Социальные границы разделения труда определяются уровнем монотонности труда и текучестью персонала, отношением работников к труду, состоянием межличностных отношений.
Отношение работников к труду выявляется с помощью их опросов. Суждения работников о степени удовлетворенности трудом по принятым в социологии измерениям могут находиться в пределах от 0,33 до 1. Текучесть персонала должна быть не выше среднеотраслевой. Уровень общественной активности по оценкам социологов должен находиться в интервале от 10 до 100%.
Межличностные отношения измеряются при помощи коэффициентов психологической напряженности отношений (интервал от 1 до 0); взаимности (интервал от 0 до 1); нейтральности (интервал от 1 до 0).
Степень разделения труда на предприятии характеризуется коэффициентом разделения труда. Этот коэффициент является одним из частных коэффициентов оценки общего уровня организации труда на предприятии и в соответствии с методикой НИИ труда определяется из выражения:
 (4.4)
(4.4)
где ТНР – затраты времени, непредусмотренные заданием, мин;
ТСМ – продолжительность смены, мин;
N – среднесписочная численность рабочих, чел;
![]() – суммарные потери рабочего времени, мин.
– суммарные потери рабочего времени, мин.
Например, пусть непредусмотренные технологической документацией затраты времени в цехе составили 8000 мин, продолжительность рабочей смены - 480 мин, среднесписочная численность рабочих N
= 300 чел; суммарные потери рабочего времени ![]() = 2000 мин.
= 2000 мин.
Коэффициент разделения труда равен:
![]()
Разделение труда тесно связано с его кооперацией.
Под кооперацией понимается объединение людей для планомерного и совместного участия в одном или разных, но связанных между собой процессах труда. Цель кооперации – обеспечить наибольшую согласованность между действиями отдельных работников или групп работников, выполняющих различные трудовые функции. Таким образом, разделение и кооперация труда составляют две неразрывно связанные между собой и дополняющие друг друга стороны трудовой деятельности людей.
Формы кооперации труда аналогичны по названию формам его разделения. Во-первых, кооперация осуществляется по территориальному признаку: межцеховая, внутрицеховая и т.д. Взаимодействие ремонтного цеха с цехом основного производства будет функциональной кооперацией, а взаимодействие цеха основного производства со сборочным цехом будет технологической кооперацией. Совершенствование этих форм достигается совмещением профессий и должностей, использованием многостаночного и многоагрегатного обслуживания, развитием коллективных форм организации и стимулирования труда.
Под совмещением профессий (должностей) понимается выполнение работником наряду со своей основной работой, обусловленной трудовым договором, дополнительной работы по другой профессии. Совмещение должностей допускается на одном предприятии, с согласия работника в течение установленной продолжительности рабочего дня (смены), если это экономически целесообразно и не ведет к ухудшению качества выполняемых работ. Соглашение о совмещении профессий может заключаться на определённый срок или без указания срока и оформляется приказом администрации по согласованию с комитетом профсоюза с указанием совмещаемой должности, объема дополнительных функций и размера доплаты[2] .
При совмещении должностей должны обеспечиваться условия:
- общности предмета и целевого единства труда;
- организационно-технологической взаимосвязи выполняемых работ;
- территориальной близости рабочих мест;
- несовпадения времени выполнения работ;
- наличия неиспользованных резервов рабочего времени.
Для выбора варианта совмещения профессий (должностей) рекомендуется руководствоваться положениями:
- объем работ по совмещаемой профессии должен быть меньше, чем по основной;
- суммарная загрузка, как рабочего, так и оборудования должна быть близка к нормативной;
- с увеличением объема работ количество совмещений должно уменьшаться.
Для оценки возможности совмещения пользуются коэффициентом возможного совмещения:
 (4.5)
(4.5)
где Тсв – время, свободное от выполнения работ.
Рассмотрим примеры оценки целесообразности совмещения профессий и расчета эффективности трудовых процессов при различных вариантах разделения труда.
I. Для ликвидации потерь времени основными рабочими на ожидание наладки в цехе вводится совмещение профессий токаря и наладчика.
Определить эффективность этого мероприятия: рассчитать сокращение потерь рабочего времени, возможный рост производительности труда и объема производства продукции в цехе, если средняя продолжительность одной наладки – 40 мин, средняя продолжительность времени на ожидание наладки и наладку – 62 мин, годовая программа участка Пр = 43200 изделий, трудоемкость Тр = 15 мин, а общее количество наладок – 1250 в год.
В результате введения совмещения профессий сократится время ожидания (![]() ) наладки:
) наладки:
![]()
За это время будет выпущено дополнительно продукции в натуральном выражении:

Рост производительности труда (![]() ) составит:
) составит:

Тогда трудоемкость снизится на величину

II. Процесс сборки и настройки прибора для слепой посадки вертолета на палубу корабля производится на универсальных рабочих местах. Трудоемкость сборки и настройки одного прибора составляет Тр нормо-часов. При разделении процесса на пять специализированных операций затраты труда по операциям составили соответственно Tp 1 ; Tp 2 ; Tp 3 ; Tp 4 ; Tp 5 нормо-часов.
Для выполнения производственной программы необходимо собирать и настраивать Пр приборов в одну смену (8 часов).
Расставить рабочих по рабочим местам; определить, через какое время разделение труда начнет приносить прибыль и найти время, через которое реорганизация даст ту же прибыль, как при универсальных рабочих местах с учетом упущенной выгоды, если известно, что:
| Планируемый процент выполнения норм, % | ПВН = 110 |
| Среднемесячная заработная плата одного рабочего с учетом всех видов доплат и премий, руб. | Z = 8000 |
| Отчисления в фонды социальной защиты, % | % g = 35,6 |
| Стоимость одного прибора, руб. | c = 85000 |
| Прибыль по базисному уровню, % от стоимости | p = 15 |
| Затраты на оборудование одного специализированного рабочего места, руб. | H 1 = 15000 |
| Продолжительность реконструкции, суток | N = 30 |
| Продолжительность смены, часов | ТСМ = 8 |
| Коэффициент сменности | КСМ = 2 |
| Месячный фонд рабочего времени, дней | ФРВ = 22 |
| Рост заработной платы после реконструкции, % | %Zp = 2 |
| Удельный вес заработной платы в структуре себестоимости | d = 0,3 |
| Доля условно-постоянных затрат в структуре себестоимости, % | L = 30 |
| Трудоемкость изготовления одного прибора до реконструкции, чел - час | Tp = 105 |
| Трудоемкость изготовления одного прибора после реконструкции по рабочим местам, чел - час: | Tp 1 = 10; Tp 2 = 18; Tp 3 = 12; Tp 4 = 38; Tp 5 = 9 |
| Производственная программа, приборов в смену | Пр = 26 |
РЕШЕНИЕ
1. Определим явочную численность рабочих до и после разделения труда.
Расчетная явочная численность при работе на универсальных рабочих местах:
 (4.6)
(4.6)
принимаем явочную численность на универсальных рабочих местах равной ![]()
Расчетная явочная численность при работе на специализированных рабочих местах соответственно равна:
Принимаем явочную численность рабочих при работе на специализированных местах соответственно равной:

Экономия рабочего времени (час) в течение месяца составит:

Общий фонд рабочего времени (час) по базисному уровню за месяц составит:
![]()
Рост производительности труда в процентах составит:
 (4.4)
(4.4)
Снижение трудоемкости в процентах:
 (4.5)
(4.5)
Объем производства за месяц в стоимостном выражении, руб./месяц:
![]()
Издержки на производство продукции по базисному уровню, руб./месяц:

Экономия заработной платы, руб./месяц:

Экономия отчислений в фонды социальной защиты, руб./месяц:
![]()
Экономия за счет опережения темпов роста производительности труда по сравнению с темпами роста заработной платы, руб./месяц:
 (4.6)
(4.6)
Условно-постоянные расходы в течение N дней реконструкции, руб.:
 (4.7)
(4.7)
Затраты на оборудование специализированных рабочих мест, руб.:

Упущенная выгода (не получено прибыли) из-за простоя оборудования в течение N суток, руб.:
![]()
Величина дохода (тыс. руб.) за время t (месяцев) до и после реконструкции при неизменном объеме производства:
![]() (4.8)
(4.8)
Значения дохода, издержек и прибыли рассчитаем с шагом 1 месяц в интервале t = 0, 1, ... , 10 месяцев.
Издержки (тыс. руб.) за время t (месяцев) до и после реконструкции:
![]() (4.9)
(4.9)
![]() (4.10)
(4.10)
Прибыль (тыс. руб.) за время t (месяцев):
до реконструкции
![]() (4.11)
(4.11)
после реконструкции
![]() (4.12)
(4.12)
Изменения дохода, издержек и прибыли с течением времени после разделения труда представлены на рис. 3.
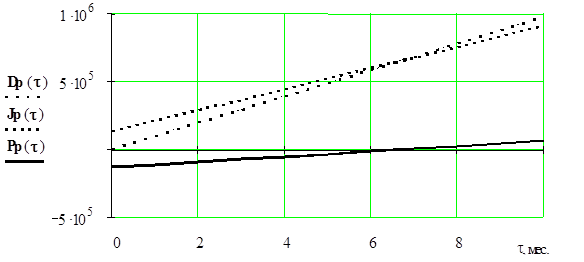
Рис. 3. Изменение дохода, издержек и прибыли с течением времени
Из приведенного графика следует, что доход равен издержкам (реконструкция с целью разделения труда начнет приносить прибыль) примерно через 6,5 месяцев.
Определим это значение более точно. Для этого, приравняв правые части выражений (4.7) и (4.9) и решив их относительно t , получим, что доход равен издержкам через время t 1 :
 (4.13)
(4.13)
Разделение труда начнет приносить прибыль через время t 1 = 6,724 месяца.
Построение графиков изменения прибыли с течением времени при базисном и специализированном вариантах разделения труда (рис. 4) показывает, что прибыль при базисном варианте равна прибыли при проектируемом разделении труда по истечении 27 месяцев. Для точного определения этого значения, приравняв правые части выражений (4.10) и (4.11) с учетом (4.7), (4.8), (4.9), получим:
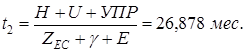 (4.14)
(4.14)
Следовательно, через 27 месяцев после реорганизации предприятие получит ту же прибыль, как при организации труда на универсальных рабочих местах.
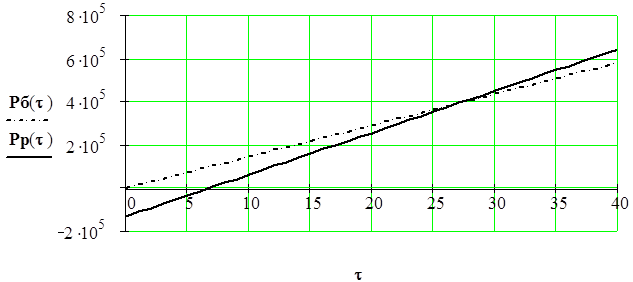
Рис. 4. Изменение прибыли при базисном (Рб (t )) и сопоставляемом (Рр (t )) вариантах разделения труда с течением времени
Следует отметить, что с увеличением заработной платы рабочих на 20% линии прибыли практически параллельны (рис. 5). С дальнейшим увеличением заработной платы (например, на 60%, рис. 6) они расходятся; значит, при таких условиях разделение труда и специализация рабочих мест нецелесообразны.
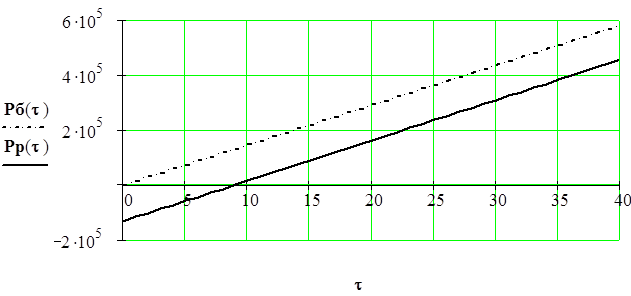
Рис. 5. Изменение прибыли при увеличении заработной платы рабочих на 20%
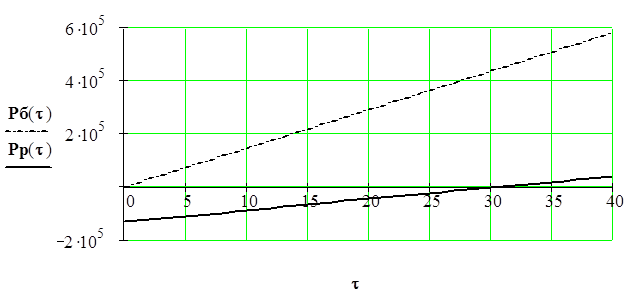
Рис. 6. Изменение прибыли при увеличении заработной платы рабочих на 60%
Термины и понятия
| Виды разделения труда | Специальность |
| Формы разделения труда | Квалификация |
| Границы разделения труда | Единый тарифно-квалификационный справочник |
| Кооперация труда | Совмещение профессий и должностей |
| Профессия | Совместительство |
Вопросы для самопроверки
1. Какие виды и формы разделения труда вы знаете?
2. В чем сущность функционального разделения труда?
3. В чем различие понятий «профессия» и «специальность»?
4. Можно ли сварщику высшей квалификации (шестого разряда) поручить сварку стрелы грузоподъемного крана?
5. Какая взаимосвязь между производительностью труда и трудоемкостью?
6. Какая взаимосвязь между изменениями производительности труда и трудоемкости?
7. Как определить рост производительности труда, если известны возможная экономия рабочего времени и фонд рабочего времени?
8. Чем совместительство отличается от совмещения профессий?
5. бригадные Формы организации труда
Под формами организации труда понимают ее разновидности, которые отличаются отдельными элементами организации, например: бригадная, подрядная, контрактная, арендная формы организации.
Формообразующими признаками организации труда являются:
- Способы установления заданий и учета результатов работы;
- Место подразделения в структуре предприятия;
- Способ разделения и кооперации труда;
- Способ управления подразделением;
- Способ осуществления деятельности;
- Способ оплаты и материального стимулирования труда;
- Способ взаимодействия с руководством.
Основными технологическими условиями, обусловливающими применение коллективных форм организации труда, являются:
- Необходимость согласованной работы при обслуживании уникальных, крупных и сложных агрегатов;
- Выполнение сложного задания, каждая часть которого не может быть точно распределена между отдельными работниками;
- Объем и фронт однородных работ таков, что производственное задание не может быть выполнено в установленный срок одним работником;
- Необходимость обеспечения коллективной ответственности;
- Необходимость совместной работы исполнителей, имеющих разную профессию.
Виды производственных бригад
В зависимости от уровня специализации различают специализированные и комплексные бригады.
Специализированными называют такие бригады, в которых объединены рабочие одной профессии (специальности) одного или разных уровней квалификации. Организация таких бригад наиболее эффективна при выполнении большого объема технологически однородных работ.
Комплексные бригады объединяют работников разных профессий одного или разных уровней квалификации. Комплексные бригады организуются для выполнения комплекса технологически разнородных, но взаимосвязанных работ, охватывающих полный цикл производства продукции или ее законченную часть. Для обеспечения взаимозаменяемости и расширения совмещения профессий рабочие комплексных бригад, наряду с работой по основной профессии, как правило, должны овладеть дополнительно одной или несколькими профессиями (специальностями).
По степени разделения труда комплексные бригады могут быть с частичной и полной взаимозаменяемостью; с полным разделением труда.
В бригадах с полным разделением труда каждый работник выполняет обязанности строго в соответствии со своей профессией и уровнем квалификации.
В бригадах с частичной взаимозаменяемостью работники имеют две (или несколько) специальности и выполняют помимо основной работы смежные работы по другим профессиям.
В бригадах с полной взаимозаменяемостью работники бригады владеют различными профессиями и могут выполнять работы на любом рабочем месте.
В зависимости от продолжительности рабочего цикла различают сменные и сквозные бригады.
Сменные бригады формируются тогда, когда длительность производственного цикла равна или кратна продолжительности смены.
Сквозные бригады формируются тогда, когда длительность производственного цикла больше длительности рабочей смены, если в них включены рабочие всех смен. В этом случае создаются условия для экономии подготовительно-заключительного времени, необходимого для сворачивания работы и подготовки к ней; создаются лучшие условия для планирования и учета объема выполняемых работ, уменьшения незавершенного производства.
В зависимости от способа планирования работы бригаде устанавливается план в виде единого наряда с указанием общего объема и ассортимента продукции или план работы бригады представляет сумму индивидуальных планов работ для каждого члена бригады.
По способам начисления заработной платы бригады разделяются на использующие только тарифную систему для расчетов заработка членам бригады, и на бригады, применяющие бестарифную систему оплаты труда или же использующие в дополнение к тарифной системе разные коэффициенты, которые применяются при распределении бригадного заработка между членами бригады для более полного учета вклада каждого работника в общие результаты труда.
В зависимости от особенностей управления бригадой они могут быть с полным самоуправлением, с частичным самоуправлением и без самоуправления, то есть с централизованным управлением.
Бригада с полным самоуправлением самостоятельно решает все производственные вопросы, связанные с выполнением планового задания. В положении о бригаде должны быть указаны вопросы, которые бригада решает самостоятельно без согласования с вышестоящим руководством.
Бригадой руководит бригадир, но высшим органом управления является общее собрание бригады или, если бригада многочисленная, собрание представителей бригады – совет бригады.
В бригаде с частичным самоуправлением часть вопросов производственной деятельности решает бригада самостоятельно, другая часть вопросов относится к компетенции вышестоящих органов. Все это должно быть отражено в Положении о бригаде.
В зависимости от правового статуса бригады могут быть подрядными, арендными, а также не имеющими подрядных и арендных отношений. Основой регулирования таких отношений является Гражданский кодекс Российской Федерации [1].
Подрядной называется бригада, заключившая договор подряда с вышестоящим руководителем. Такой договор определяет отношения между бригадой и администрацией и делает их обязательными. В договоре подряда выделяются разделы: обязанность, права и ответственность, которые в равной степени относятся к каждой из сторон договора.
Сущность бригадного подряда состоит в том, что бригада-подрядчик принимает обязательства по выпуску продукции (выполнению работ или услуг) в определенном объеме и в оговоренные сроки, а администрация-заказчик, заключившая с бригадой договор, обязуется предоставить ей необходимые ресурсы, принять работу и оплатить ее по согласованным расценкам или другим условиям.
Подрядные отношения основаны на следующих принципах:
- Отражение в договоре перечня закрепленных за бригадой средств производства; количественных и качественных показателей конечного результата труда бригады;
- Самостоятельность бригады в выборе форм и методов организации труда, производства и управления;
- Определение меры ответственности бригады за своевременное и качественное выполнение работы, а администрации – за обеспечение производства ресурсами, создание нормальных условий труда и оплаты труда в соответствии с условиями договора;
- Материальная заинтересованность в рациональном использовании ресурсов и в высоких конечных результатах труда.
Арендной называется бригада, заключившая с предприятием-арендодателем договор аренды, по которому арендодатель предоставляет ей за определенную плату имущество во временное владение или пользование. Продукция и доходы, полученные арендной бригадой в результате использования арендованного имущества в соответствии с договором, являются ее собственностью.
Численность основных рабочих бригады рассчитывают с учетом применяемых норм по следующим формулам:
- При применении комплексной нормы времени ![]() :
:
- При применении операционной нормы времени ![]() :
:
- При применении норм выработки НВ :

- При применении норм обслуживания Но :

- При применении нормативов численности НЧ :

В приведенных формулах:
n – количество единиц продукции, закрепленных за бригадой;
Ч – численность основных рабочих в бригадах;
m – количество объектов, обслуживаемых бригадой;
П – плановый годовой объем производства данных деталей в натуральном выражении;
ПК - плановый годовой объем производства, бригадокомплектов;
ФП – плановый годовой фонд рабочего времени одного рабочего, ч;
КВ – коэффициент выполнения норм, установленный для планируемого периода.
Рассмотрим пример определения выбора рациональной формы бригадной организации труда.
Пусть при обработке деталей крупного габарита с технологическим циклом, превышающим продолжительность смены, вместо трех сменных бригад, состоящих из пяти рабочих каждая, организована сквозная единая бригада из Ч =15 человек. Таким образом, удалось сократить потери времени в связи с преждевременным окончанием работы и передачей смены. Кроме того, сократилось среднее количество наладок оборудования в течение трех смен.
Потери времени одним рабочим в связи с преждевременным окончанием работы в сменной бригаде ППО = 10 мин.; потери времени одним рабочим в связи с передачей смены ПП = 15 мин.; среднее количество наладок оборудования при трех бригадах N 3 = 6; среднее количество наладок оборудования в сквозной бригаде N1 = 4; продолжительность одной наладки ПН = 0,5 ч., смены ТСМ = 8 ч.
РЕШЕНИЕ
1. При создании сквозной бригады экономия рабочего времени равна:
![]()
2. Рост производительности труда (%) составит:
![]()
здесь ФРВ = Ч ТСМ 60 – сменный фонд рабочего времени сквозной бригады в минутах.
3. Тогда снижение трудоемкости будет равно:

6. Организация рабочих мест
Рабочее место – это пространственная зона, оснащенная необходимыми средствами, в которой совершается трудовой процесс рабочего или группы рабочих, совместно выполняющих коллективные задания. На рабочем месте происходит соединение трех основных элементов производственного процесса: средств труда, предмета труда и самого труда.
Рабочее место является частью производственно-технологической структуры предприятия, предназначено для выполнения части технологического процесса и определяется на основе трудовых и других действующих норм и нормативов.
Под коллективным (бригадным) понимается такое рабочее место, на котором занято несколько работников без закрепления за каждым из них рабочей зоны. Коллективное рабочее место при учете приводится к индивидуальным на основе действующих трудовых и других норм, а при аттестации рассматривается как одно.
Рабочее место характеризуется коэффициентом сменности, укомплектованностью по сменам, удельными капиталовложениями, проектной и фактической стоимостью, съемом продукции за единицу времени, занимаемой производственной площадью, количеством единиц входящего в него оборудования, фондоотдачей и т.д.
Все рабочие места, в том числе и те, которые входят в бригадные, учитываются индивидуально. При определении границ рабочих мест нельзя, чтобы оставались незакрепленными оборудование и рабочие зоны, а также нельзя их учитывать дважды в составе разных рабочих мест.
Рабочие места классифицируются по следующим признакам :
- в зависимости от функции :рабочие места рабочих, служащих, ИТР, другого персонала (ученики, МОП, охрана);
- по наименованиям профессий в соответствии с ЕТКС (токарь, слесарь, комплектовщик и т.п.);
- в зависимости от количества работников – индивидуальные и коллективные (бригадные);
- по виду производства – рабочие места основных или вспомогательных рабочих;
- по типу производства – рабочие места массового, серийного, единичного характера;
- по степени специализации – рабочие места специализированные и универсальные;
- по уровню механизации – рабочие места для ручной работы, машинно-ручные, автоматизированные, аппаратурные;
- по степени подвижности и пространственному расположению рабочие места могут быть стационарными или передвижными; находиться в помещении, на открытом воздухе, на высоте, под землей;
- по количеству обслуживаемого технологического оборудования рабочие места могут быть одностаночные и многостаночные;
- по характеру использования рабочего времени рабочие места могут быть постоянные и временные.
Организация рабочего места – это система мероприятий по его оснащению средствами и предметами труда и их размещению в определенном порядке.
Специализация и оснащение рабочих мест
Специализация рабочего места – это установление рационального производственного профиля рабочего места и закрепление за ним определенного вида работ и операций по признаку их технологической однородности, сложности и точности выполнения.
В условиях массового производства применяются специализированные оборудование и оснастка, количество которых строго регламентировано. Особое внимание придается выбору современных видов оборудования и оснастки. В условиях серийного производства применяется универсальное и серийное специализированное оборудование, специальная технологическая и универсальная оснастка. В условиях единичного производства рабочее место оснащается универсальным оборудованием и оснасткой и большим количеством разнообразных инструментов и приспособлений.
После того, как проведена работа по специализации рабочего места (то есть, установлен его рациональный производственный профиль) и закреплению за ним определенных работ и операций, переходят к оснащению рабочего места. Система оснащения делится на элементы оснащения постоянного и временного пользования. К постоянному оснащению относится то, что независимо от вида выполняемых работ закрепляется за рабочим местом (станок, измерительный инструмент, режущий инструмент, освещение, стеллажи и т.п.). К временному оснащению относятся инструмент, тара, приспособления, которые предназначаются для выполнения разовых работ. Специализированные рабочие места оснащаются только постоянным оборудованием. На универсальные рабочие места временное оснащение поставляется по мере необходимости.
Важным элементом оснащения рабочего места является технологическая, справочная и планово-учетная документация. Количество документации должно быть минимальным, но необходимым и достаточным для беспрерывной работы на рабочем месте. Документация на рабочем месте может быть постоянной и периодической. Так, на специализированном рабочем месте постоянными должны быть чертеж и технологическая карта изготовления продукции.
На универсальное рабочее место чертеж и технологическая документация поступают периодически, вместе с заготовкой и деталями.
Планировка рабочих мест
Планировка рабочих мест – это наиболее рациональное пространственное размещение материальных элементов производства: оборудования, технологической и организационной оснастки, средств связи, предметов труда и т.д. Различают планировку внешнюю и внутреннюю.
Внешняя планировка рабочего места заключается в его расположении по отношению к смежным рабочим местам в подразделении, к рабочему месту руководителя, к проходам, переходам, проездам. Проектирование внешней планировки проводится сразу для всех рабочих мест подразделения с учетом требований строительных норм и правил, санитарных норм проектирования, стандартов безопасности труда.
Объем производственного помещения на каждого работающего должен быть не менее 15м3 , а площадь рабочего места – не менее 4,5 м2 . Площадь универсального рабочего места проектируется несколько большей, так как она должна позволять устанавливать дополнительное оборудование и приспособления.
Внутренняя планировка рабочего места предполагает рациональное размещение на его площади предметов оснащения по отношению друг к другу и к работнику. Внутреннюю планировку следует осуществлять в последовательности:
- определить местоположение основного и вспомогательного оборудования и тары;
- установить местоположение исполнителя и его рабочую позу;
- скомпоновать средства информации и органы управления;
- установить средства безопасности;
- установить организационную оснастку;
- разместить технологическую оснастку, рабочую документацию, справочную и специальную литературу;
- установить средства местного освещения, связи, сигнализации;
- разместить хозяйственные средства;
- разместить предметы производственного интерьера.
Типовой проект организации рабочего места – это документ, в котором сосредоточены типовые решения и рекомендации по оснащению и планировке рабочего места. Рассмотрим его структуру.
Во введенииуказываются значение проекта, общее состояние существующей организации рабочих мест по конкретной профессии, цель проекта, организация-разработчик.
В разделе охарактеристике рабочего местауказываются наименования рабочего места и профессии по тарифно-квалификационным справочникам, вид и тип производства, где возможно применение проекта, роль данного рабочего места в производственном процессе.
В разделе об оснащениидается спецификация средств оснащения с указанием всех предметов оснащения, их моделей, технических характеристик, предприятий-изготовителей или номера рабочих чертежей, цены.
В разделе о планировкедаются схемы внешней и внутренней планировок с привязочными и габаритными размерами основного и вспомогательного оборудования; организационной оснастки; положение рабочего места в подразделении по отношению к другим рабочим местам, проходам, проездам.
В других разделах типового проекта приводятся требования и характеристики, раскрывающие условия его использования.
Проект завершается подробным расчетом экономической эффективности его применения.
Аттестация и рационализация рабочих мест
Под аттестацией рабочих мест понимается их комплексная проверка на соответствие техническим, экономическим, организационным и социальным требованиям.
Аттестация рабочих мест проводится для приведения в действие резервов по эффективному использованию производственного потенциала не реже двух раз в пять лет согласно приказу, издаваемому руководителем предприятия.
На первом этапе аттестации проводится инвентаризация рабочих мест, то есть подсчитывается их количество с учетом разных классификационных признаков. Затем производится комплексная оценка рабочих мест на соответствие нормативным требованиям и передовому опыту по следующим группам вопросов:
- оценивается технический уровень оборудования и прогрессивность применяемой технологии: технологическая оснащенность рабочего места; соответствие оборудования требованиям, предъявляемым к качеству; использование технологических возможностей оборудования; состояние технологической оснастки, приборов; обеспеченность инструментом; технический уровень и качество инструмента; определяется оправданность применения ручного труда;
- оценивается организационный уровень рабочего места: его соответствие требованиям типовых проектов организации рабочих мест; анализируется количество и качество оснащения рабочего места, рациональность его планировки, соответствие формы организации труда технологическому процессу; соответствие квалификации работника сложности выполняемых работ; качество действующих норм; эффективность использования рабочего места во времени; коэффициент сменности;
- оцениваются условия труда и уровень его безопасности: соответствие санитарно-гигиенических условий нормативным требованиям; соответствие производственного процесса и его оснащения стандартам и нормам охраны труда; оправданность применения тяжелого и монотонного труда; обеспеченность работников спецодеждой, спецобувью и средствами защиты.
При определении соответствия рабочего места нормативным требованиям используются ГОСТы, ОСТы, санитарные нормы и правила, нормы технологического проектирования, типовые карты организации рабочих мест, стандарты предприятий.
По результатам комплексной оценки выявляются:
- рабочие места, полностью удовлетворяющие перечисленным требованиям (аттестованные);
- рабочие места, где указанные параметры могут быть достигнуты после модернизации и рационализации;
- лишние (незагруженные) рабочие места;
- рабочие места, модернизация которых неэффективна.
По результатам аттестации проводится технико-экономический анализ характеристик рабочего места и принимается решение о дальнейшем его использовании (загрузке, рационализации, ликвидации); оцениваются возможности рационализации и устанавливаются ее сроки.
Рационализация рабочего места включает разработку конкретных мероприятий, направленных на реализацию принятых решений, и выполнение разработанных мероприятий.
В результате аттестации каждое рабочее место оценивается по всем перечисленным критериям и принимается суммарная оценка:
- рабочее место полностью соответствует нормативному уровню;
- не соответствует нормативному уровню, но может быть доведено;
- не соответствует нормативному уровню и не может быть доведено.
На основании технико-экономического анализа принимается решение:
- продолжать эксплуатацию рабочего места без изменений;
- загрузить рабочее место, передав на него операции с ликвидируемого;
- рационализировать рабочее место;
- ликвидировать, передав его операции на одно из аттестованных рабочих мест.
Рассмотрим примеры определения эффективности мероприятий по совершенствованию организации рабочих мест.
I. На предприятии 20 рабочих мест организованы в соответствии с типовыми проектами. Показать экономическую и психофизиологическую целесообразность этого мероприятия, если затраты времени на установку и наладку технологической оснастки составляли до внедрения 60 мин, после – 20 мин; затраты времени на поиск и установку инструмента до внедрения – 10 мин, после – 5 мин. Продолжительность рабочего дня – 8 часов.
РЕШЕНИЕ
Экономия рабочего времени вследствие внедрения мероприятий составит:
ЭРВ = N[(TТО ДО - TТО ПОСЛЕ ) + (TУСТ ДО – TУСТ ПОСЛЕ )] =
= 20[(60 - 20) + (10 - 5)] = 900 мин.
Рост производительности труда при этом:
![]()
Снижение трудоемкости выполняемых работ составит
![]()
II. Имеется возможность улучшить организацию рабочих мест 20 станочников, что приведет к увеличению их производительности на 50%. Цех работает в две смены. Всего в цехе работает 250 человек. На сколько повысится производительность труда в цехе? Какова возможность экономии численности рабочих при неизменном объеме выпуска продукции?
РЕШЕНИЕ
1. У 40 рабочих (в двух сменах) производительность повысится на 50%; в расчете на всех работающих это составит ![]()
2. При росте производительности на 8% снижение трудоемкости будет:
![]()
3. Возможная экономия численности рабочих:
![]()
III. Из-за недостатков в организации рабочих мест одним рабочим теряется в среднем по ТПОТ
= 7 мин. в смену. Кроме того, из-за микротравматизма производительность труда (ПТ
) у каждого 10-го рабочего снижается в течение N
= 5 смен за год на ![]() Рассчитать ущерб от недостатков в организации рабочих мест и из-за микротравматизма в цехе, если годовой фонд рабочего времени ФР
= 232 дня, а продолжительность смены ТСМ
= 8 час.
Рассчитать ущерб от недостатков в организации рабочих мест и из-за микротравматизма в цехе, если годовой фонд рабочего времени ФР
= 232 дня, а продолжительность смены ТСМ
= 8 час.
Среднесписочная численность рабочих ЧР
= 500 чел.; выработка на одного рабочего ![]() руб./год, плановая прибыль
руб./год, плановая прибыль ![]() = 15%; доля условно-постоянных затрат d
УПР
= 25% от стоимости. Продолжительность смены
= 15%; доля условно-постоянных затрат d
УПР
= 25% от стоимости. Продолжительность смены
ТСМ = 8 часов.
РЕШЕНИЕ
1. Снижение производительности труда из-за потерь рабочего времени вследствие недостатков в организации рабочих мест:

2. Число дней с пониженной производительностью труда из-за микротравматизма:
![]()
Условная потеря рабочего времени из-за понижения производительности труда за эти дни на 60%:

4. Снижение производительности труда из-за понижения трудоспособности:

5. Общее снижение производительности труда:
![]()
6. Относительное снижение объема выпуска продукции:

7. Плановая себестоимость недоданной продукции:

8. Относительное увеличение издержек (экономический ущерб) вследствие роста доли условно-постоянных затрат:

Термины и понятия
| Рабочее место | Аттестация рабочих мест |
Организация рабочего места Специализация рабочего места |
Типовой проект организации рабочего места |
| Планировка рабочих мест |
Вопросы для самопроверки
9. Дайте определение понятию «рабочее место».
10. Какие показатели характеризуют рабочее место?
11. По каким признакам классифицируются рабочие места?
12. Что понимается под организацией рабочего места?
13. В чем различие между внутренней и внешней планировкой рабочего места?
14. Какие условия должны соблюдаться при выполнении внешней планировки рабочих мест?
15. Каковы особенности специализации и оснащения рабочих мест в различных типах производства?
16. Какова структура типового проекта организации рабочего места?
17. Что понимается под аттестацией рабочих мест?
18. Какие показатели служат основой комплексной оценки рабочих мест при их аттестации?
7. ОРГАНИЗАЦИЯ ОБСЛУЖИВАНИЯ РАБОЧИХ МЕСТ
При организации рабочих мест исключительно важной является организация их обслуживания: примерно 2/3 всех внутрисменных потерь рабочего времени связаны с недостатками в этой сфере производства.
Под системой обслуживания понимается совокупность объективно необходимых взаимосвязанных функций, выполняемых по установленному регламенту для обеспечения непрерывности производственных процессов.
Функции обслуживания – это сфера деятельности определенной профессионально-квалификационной группы вспомогательных рабочих, обособленных по признаку технологической однородности работ.
Во всех случаях обслуживание организовывается с учетом следующих принципов:
– функциональность – построение обслуживания по функциональному признаку (то есть по видам обслуживания);
– плановость – обязательно полная согласованность обслуживания с планом основного производственного процесса;
– комплексность – согласование и увязка регламентов по каждой функции с целью обеспечения полного обслуживания в комплексе;
– предупредительность – своевременность обслуживания, обеспечивающая бесперебойный ход производства;
– оперативность – своевременное устранение выявленных в процессе производства неполадок, перебоев, отказов;
– высокое качество и надежность обслуживания;
– экономичность – организация обслуживания с наименьшими затратами материальных и трудовых ресурсов.
В соответствии с первым принципом (функциональностью) проводится строгое разграничение процесса обслуживания на следующие относительно самостоятельные виды или функции :
– производственно–подготовительную (комплектование предметов труда, выдача производственного задания и технической документации, проведение производственного инструктажа);
– инструментальную –обеспечение инструментом и приспособлениями, заточка и ремонт инструмента;
– наладочную –наладка оборудования и технологической оснастки;
– контрольную – контроль качества продукции и соблюдения технологического режима, предупреждение брака, обслуживание и ремонт контрольно-измерительной аппаратуры;
– транспортно-складскую – приемка, хранение и выдача материалов, деталей и инструмента, а также доставка к рабочим местам предметов и средств труда и вывоз с рабочих мест готовой продукции;
– профилактическую ремонтную –обслуживание и своевременный ремонт основного и вспомогательного оборудования;
– энергетическую – обеспечение рабочего места всеми видами энергии – электричеством, водой, сжатым воздухом, паром и т.д.;
– ремонтно-строительную –ремонт производственных помещений;
– хозяйственно-бытовую –уборка производственных помещений, санитарно-гигиеническое и бытовое обслуживание.
Второй принцип определяет необходимость внедрения планового процесса обслуживания. В данном случае планирование регламента обслуживания строго увязывается с планом основного производственного процесса и полностью подчиняется производственному ритму на рабочем месте.
Из этого вытекает третий принцип – комплексность – согласование и увязка регламента по каждой функции с целью обеспечения полного обслуживания в комплексе.
Четвертый принцип предусматривает обеспечение предупредительности процесса обслуживания. Конкретное выражение требований этого принципа заключается, во-первых, в своевременности обслуживания, обеспечивающего бесперебойную работу производства; во-вторых, в своевременном предупреждении возможности перебоев в производственном процессе; в третьих, в предварительном комплектовании материалов, заготовок, инструментов, приспособлений, технической документации перед подачей на рабочее место.
Пятый принцип – оперативность – определяет необходимость своевременного устранения выявленных недостатков, неисправностей, отказов.
Критерием совершенства обслуживания рабочего места является высокое качество и надежность обслуживания при наименьших затратах материальных и трудовых ресурсов, времени на организацию обслуживания.
Системы организации обслуживания рабочих мест.
Существуют децентрализованная, централизованная и смешанная системы организации обслуживания рабочих мест.
При децентрализованной системе функции обслуживания выполняются либо основными рабочими, либо вспомогательными, занятыми в тех подразделениях, которые они обслуживают.
Преимущество этой системы для отдельных подразделений заключается в автономности: все вспомогательные работы выполняются силами подразделения. Недостаток децентрализованной системы состоит в низкой эффективности использования вспомогательного персонала, так как практически невозможно иметь набор всех необходимых специалистов разной квалификации: это значительно удорожает выполнение вспомогательных работ. Поэтому приходится ограничивать число таких специалистов. С другой стороны, квалификация ограниченной численности рабочих в редких случаях соответствует квалификации работ, так как каждый вид работ требует определенной квалификации. В одном случае будет перерасход средств из-за использования высококвалифицированного работника на выполнении простых работ, в другом случае высока вероятность брака при выполнении сложных работ рабочим низкой квалификации.
При децентрализованной системе обслуживания невозможно обеспечить стабильную занятость всех вспомогательных работников. Существуют ситуации, когда потребность в обслуживании временно отсутствует; а иногда необходимо выполнение большого объема определенных работ, что ведет к перерасходу средств из-за отвлечения основных рабочих на сверхурочные работы.
Отмеченные недостатки устраняются при централизации вспомогательных работ.
Централизованное обслуживание заключается в сосредоточении всех функций обслуживания в одном специализированном подразделении в рамках цеха, производства или предприятия. Это создает условия для централизованного планирования всех видов обслуживания и их органической увязки с планированием производства. Эффективность такой системы заключается в создании специализированных участков по выполнению разных работ на специализированном оборудовании. Экономические и организационные преимущества такого обслуживания по сравнению с децентрализованным заключаются в возможности рационального использования квалификации рабочих, внутрипроизводственного планирования вспомогательных работ, повышении качества обслуживания, его надежности, своевременности и экономичности. Недостатком этой системы является необходимость обеспечения высокого уровня организации труда и производства для выполнения плана обслуживания.
Смешанная (комбинированная) система основана на выполнении части функций обслуживания из единого центра (то есть, централизовано) и части функций – децентрализовано. Эта система получила наибольшее распространение; в ней сохраняются достоинства и недостатки рассмотренных выше систем. Эффективность такой системы зависит от доли централизовано выполняемых работ: чем выше их удельный вес, тем выше эффективность обслуживания.
Формы обслуживания рабочих мест.
Различают дежурную, планово-предупредительную и стандартную формы обслуживания рабочих мест.
При дежурном обслуживании рабочие места обслуживаются по вызовам или сменно-суточным заданиям. Эта форма отличается малой экономичностью, возможностью возникновения простоев рабочих и оборудования и относительной простотой организации. Такая форма обслуживания преобладает в единичном и мелкосерийном производствах.
Планово-предупредительное обслуживание предусматривает выполнение всех соответствующих работ по календарным планам-графикам, разработанным с учетом оперативно-производственного плана. При этой форме выполнение функций обслуживания связано с построением процесса обеспечения рабочего места и включает планирование и активно-предупредительное обслуживание. При таком обслуживании существует уверенность в том, что необходимые материалы поступят на рабочее место в срок, а осмотр и ремонт машин и станков будут проведены в заранее определенное время. Эта форма отличается ритмичностью работы вспомогательных служб, минимальной возможностью простоев и большим объемом подготовительных работ при её внедрении. Такая форма обслуживания получила распространение в крупносерийном и серийном производстве.
Стандартное обслуживание предусматривает выполнение работ в строго регламентированном порядке: по стандартным расписаниям и стандарт-планам. Такая форма со всеми ее компонентами (видами, нормами, регламентами и персонификацией) включается в стандарт предприятия – обязательный для исполнения документ. По такой форме обслуживания выполняются, например, стандартный ремонт оборудования, смена и заточка инструмента через строго определенные промежутки времени.
Стандартная форма обслуживания применяется в поточно-массовом производстве, ей присущи высокая экономичность и полная ликвидация возможностей простоев, однако требуется четкая организация и ритмичная работа основного производства.
Рассмотрим примеры расчета эффективности совершенствования организации системы обслуживания рабочих мест.
I. По данным фотографии рабочего времени затраты времени на заточку режущего инструмента у станочников составили  минуты в смену на каждого, оперативное время станочника по результатам фотографии рабочего дня ТОПС
= 379 мин. за смену. В цехе работают N
= 120 станочников, месячная выработка каждого из них Выр
= 28000 рублей, доля заработной платы d
ЗП
= 30%
от стоимости продукции,доля условно-постоянных расходов d
УПР
= 32% от стоимости продукции.
минуты в смену на каждого, оперативное время станочника по результатам фотографии рабочего дня ТОПС
= 379 мин. за смену. В цехе работают N
= 120 станочников, месячная выработка каждого из них Выр
= 28000 рублей, доля заработной платы d
ЗП
= 30%
от стоимости продукции,доля условно-постоянных расходов d
УПР
= 32% от стоимости продукции.
Рассчитать, сколько необходимо ввести в штат цеха вспомогательных рабочих по заточке инструмента (их оперативное время ТОПВ
= 396 минут) и какой от этого будет экономический эффект, если среднемесячная заработная плата этих рабочих с учетом всех видов доплат и премий составляет Z
В
= 3500 рублей. Месячный фонд рабочего времени ФРВ
= 176 рабочих часов. Процент отчислений в фонды социальной защиты ![]() = 35,6%.
= 35,6%.
РЕШЕНИЕ
1. При введении в штат цеха вспомогательных рабочих по заточке инструмента оперативное время основного рабочего увеличится:
![]()
2. Возможный рост производительности труда станочников за счет устранения затрат времени на заточку инструмента составит (процентов):

3. Снижение трудоемкости составит (процентов):

4. Экономия заработной платы станочников за счет роста производительности труда, руб./месяц:

5. Экономия отчислений в фонды социальной защиты за счет роста производительности труда станочников, руб./месяц:
![]()
6. Экономия вследствие увеличения объема производства и снижения доли условно–постоянных расходов, руб./месяц:
![]()
7. Время, затрачиваемое станочниками на выполнение вспомогательных работ (заточку резцов) в течение смены, минут:
![]()
8. Явочная численность вспомогательных рабочих, человек:
9. Затраты на заработную плату вспомогательных рабочих и связанные с ней отчисления, рублей в месяц:

10. Экономическая эффективность от разделения труда составит (руб.):

II. Имеется возможность улучшить организацию труда и обслуживание рабочих мест, что приведет к экономии численности рабочих: за счет снижения брака продукции ![]() человек, уменьшения потерь рабочего времени
человек, уменьшения потерь рабочего времени ![]() , совершенствования технологии
, совершенствования технологии ![]() , сокращения аппарата управления
, сокращения аппарата управления ![]() человек. Всего в цехе работает 1000 человек. Определить рост производительности труда за счет каждого мероприятия и в целом по цеху.
человек. Всего в цехе работает 1000 человек. Определить рост производительности труда за счет каждого мероприятия и в целом по цеху.
РЕШЕНИЕ
1. Рост производительности труда за счет снижения брака:

2. Рост производительности труда за счет уменьшения потерь рабочего времени:

3. Рост производительности труда за счет совершенствования технологии, процентов:

4. Рост производительности труда за счет сокращение аппарата управления:

5. В целом по цеху рост производительности труда (процентов) составит:

Термины и понятия
| Система обслуживания | Стандартное обслуживание |
Функции обслуживания Виды обслуживания |
Децентрализованная система обслуживания |
| Планово-предупредительное обслуживание | Централизованная система обслуживания |
| Дежурное обслуживание | Комбинированная система обслуживания |
Вопросы для повторения и обсуждения
1. Применяется ли стандартное обслуживание в мелкосерийном производстве? Почему?
2. Какие особенности характеризуют стандартное обслуживание?
3. В чем сущность планово-предупредительного обслуживания?
4. В чем сущность принципа предупредительности процесса обслуживания?
8. Расчет показателей многостаночного обслуживания
Одной из прогрессивных форм организации труда является многостаночное обслуживание. Многостаночным
называется такой вид обслуживания, при котором один человек работает одновременно на нескольких станках, выполняя ручные приемы на каждом из них в период автоматической работы всех остальных станков. Одним из основных условий организации многостаночного обслуживания является большая продолжительность свободного машинного времени (ТмС
) работы оборудования (![]() ).
).
В основе многостаночного обслуживания лежит использование свободного машинного времени работы одних машин для выполнения ручных и машинно-ручных работ на других обслуживаемых машинах и для переходов от одной машины к другой. При этом время свободное машинное время ТмС
, в течение которого станок работает без участия рабочего, должно быть значительно больше времени занятости рабочего обслуживанием с учетом переходов от машины к машине (ТЗ
):![]()
В заводской практике применяют различные варианты многостаночного обслуживания. В зависимости от степени технологической однородности или взаимной связи операций осуществляется многостаночное обслуживание станков-дублеров, выполняющих одинаковые операции над одной деталью; станков, занятых последовательными операциями по обработке одной и той же детали; однотипных или разнотипных станков, загруженных различными деталеоперациями.
Массовое производство, характеризующееся постоянно повторяющимися операциями, применением специального, автоматизированного и автоматического оборудования, открывает наибольшие возможности для организации многостаночного обслуживания, поскольку программныезадания столь велики, что появляется возможность и целесообразность организации обработки (сборки, сварки) детали (узла) на однопредметных поточных линиях.
При организации многостаночного обслуживания очень важен правильный подбор деталей и операций по их обработке. Критерием рациональной организации многостаночного обслуживания можно считать такой подбор операций, при котором обеспечивается полная загрузка оборудования и полная занятость рабочего-многостаночника.
Производительность станков, включенных в рабочее место многостаночника в условиях поточной обработки, должна согласовываться с тактом поточной линии. Время такта работы поточной линии (время запуска-выпуска изделия в обработку):
![]() (8.1)
(8.1)
где ![]() – действительный годовой, квартальный или месячный фонд времени работы линии, мин;
– действительный годовой, квартальный или месячный фонд времени работы линии, мин;
![]() – соответствующая фонду времени программа выпуска изделий, шт.
– соответствующая фонду времени программа выпуска изделий, шт.
Циклом многостаночного обслуживания (ТЦ ) называется период времени, в течение которого на обслуживаемых станках полностью повторяются все элементы оперативной работы (установка и снятие деталей, подвод режущего инструмента, измерения деталей и т.д.).
Простейшим вариантом многостаночной работы является такая организация многостаночного обслуживания, при которой время занятости многостаночника кратно свободному машинному времени. График циклов для такого варианта (рис.7) отражает работу многостаночника на полностью синхронизированной поточной линии при кратности свободного машинного времени на одном станке времени занятости многостаночника на каждом станке.
Для такого варианта количество станков, обслуживаемых одним многостаночником, определяется формулой:
 (8.2)
(8.2)
где![]() – свободное машинное время, мин;
– свободное машинное время, мин;
![]() – время занятости рабочего на одном станке, мин.
– время занятости рабочего на одном станке, мин.
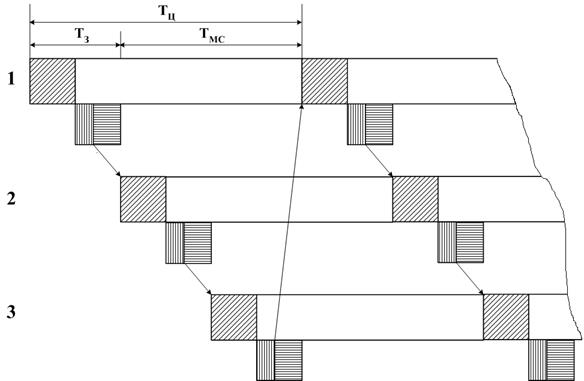 Рис. 7. График циклов многостаночника на синхронизированной поточной линии
Рис. 7. График циклов многостаночника на синхронизированной поточной линии
![]() – вспомогательное время на установку, снятие детали и управление станком;
– вспомогательное время на установку, снятие детали и управление станком;
![]() – активное наблюдение за работой станка;
– активное наблюдение за работой станка;
![]() – время на подход к станку;
– время на подход к станку;
![]() – машинное время.
– машинное время.
В данном случае имеет место полное использование рабочего времени многостаночника и времени работы станков. Из графика следует, что в таком случае
![]() (8.3)
(8.3)
где![]() – оперативное время при работе на одном станке, мин,
– оперативное время при работе на одном станке, мин,
![]()
![]() – машинное время;
– машинное время;
![]() – вспомогательное время;
– вспомогательное время;
![]() – время занятости рабочего на многостаночном рабочем месте, минут (определяется как суммарное время занятости
– время занятости рабочего на многостаночном рабочем месте, минут (определяется как суммарное время занятости![]() по всем станкам, входящим в многостаночный комплект).
по всем станкам, входящим в многостаночный комплект).
Производственная программа на поточных линиях, как правило, требует выполнения разных по технологическому содержанию и не полностью синхронизированных операций. В таких случаях при возможности в первую очередь выделяют операции (синхронизируют работу станков) с кратной продолжительностью свободного машинного времени. График циклов многостаночника для такого варианта представлен на рис. 8.
При проектировании многостаночного обслуживания несинхронизированных станков могут возникнуть следующие два варианта.
Вариант 1. Работа на несинхронизированных станках при условии:
![]()
где ![]() – наибольшее оперативное время при работе на одном станке, мин;
– наибольшее оперативное время при работе на одном станке, мин;
Вариант 2. Работа на несинхронизированных станках при условии:
![]()
На рис. 9 приведен график работы многостаночника на поточной линии при различном времени обработки деталей (табл. 8.1) на станках при условии, что время занятости рабочего на многостаночном рабочем месте ![]() меньше наибольшего оперативного времени одного станка (
меньше наибольшего оперативного времени одного станка (![]() ).
).
Таблица 8.1
Составляющие времени цикла многостаночного обслуживания при
соотношении ![]()
| Номер станка | ТМС + ТЗ | ТМС | ТЗ | ТСВ | ТП |
| 1 | 40 | 30 | 10 | 8 | 0 |
| 2 | 35 | 22 | 13 | 0 | 5 |
| 3 | 37 | 28 | 9 | 0 | 3 |
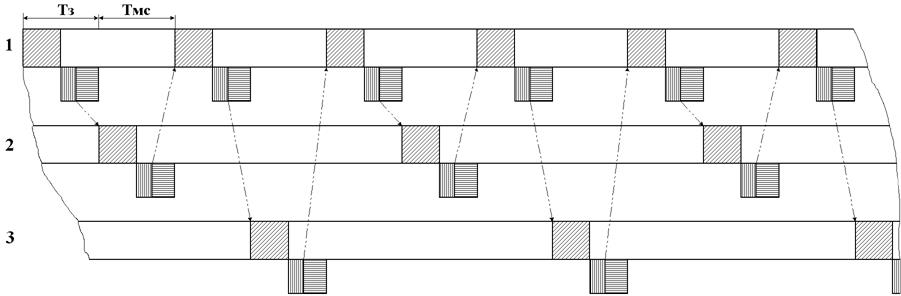
Рис. 8. График циклов многостаночного обслуживания с кратной продолжительностью свободного машинного времени (ТМС 2 = ТМС 3 = 3ТМС 1 ).
![]() – вспомогательное время на установку, снятие детали и управление станком;
– вспомогательное время на установку, снятие детали и управление станком;
![]() – активное наблюдение за работой станка;
– активное наблюдение за работой станка;
![]() – время на подход к станку;
– время на подход к станку;
![]() – машинное время.
– машинное время.
В данном случае время цикла равно наибольшему оперативному времени, то есть ![]() и внутри цикла могут иметь место как перерывы в работе станков, так и свободное время рабочего.
и внутри цикла могут иметь место как перерывы в работе станков, так и свободное время рабочего.
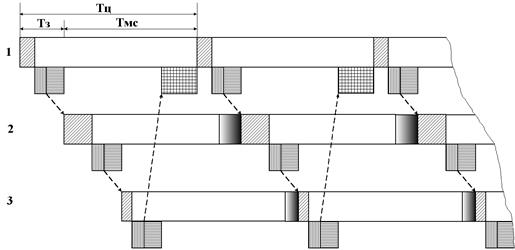
Рис. 9. График циклов многостаночного обслуживания при не синхронизированной работе станков (![]() ).
).
![]() – вспомогательное время на установку, снятие детали и управление станком;
– вспомогательное время на установку, снятие детали и управление станком;
![]() – активное наблюдение за работой станка;
– активное наблюдение за работой станка;
![]() – время на подход к станку;
– время на подход к станку;
![]() – машинное время;
– машинное время;
![]() – перерыв в работе станка (ТП
);
– перерыв в работе станка (ТП
);
![]() – свободное время рабочего.
– свободное время рабочего.
На рис. 10 приведен график работы многостаночника на поточной линии при различном времени обработки деталей (табл. 8.2) на станках при условии, что время занятости рабочего на многостаночном рабочем месте ![]() больше наибольшего оперативного времени одного станка (
больше наибольшего оперативного времени одного станка (![]() ).
).
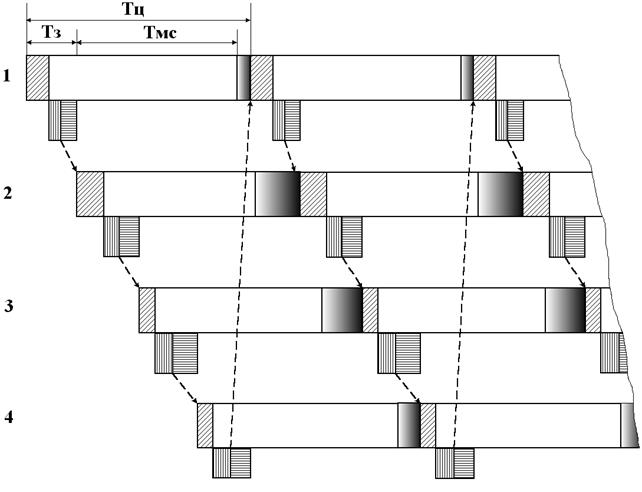
Рис. 10. График циклов многостаночного обслуживания при не синхронизированной работе станков (![]() ).
).
![]() – вспомогательное время на установку, снятие детали и управление станком;
– вспомогательное время на установку, снятие детали и управление станком;
![]() – активное наблюдение за работой станка;
– активное наблюдение за работой станка;
![]() – время на подход к станку;
– время на подход к станку;
![]() – машинное время;
– машинное время;
![]() – перерыв в работе станка.
– перерыв в работе станка.
В данном случае время цикла равно сумме времени занятости рабочего на всех обслуживаемых станках и внутри цикла имеются перерывы станков. Работать по этой схеме можно при плановой недогрузке поточной линии.
Таблица 8.2
Составляющие времени цикла многостаночного обслуживания при
соотношении ![]()
| Номер станка | ТМС + ТЗ | ТМС | ТЗ | ТП |
| 1 | 47 | 36 | 11 | 3 |
| 2 | 40 | 26 | 14 | 10 |
| 3 | 41 | 28 | 13 | 9 |
| 4 | 45 | 33 | 12 | 5 |
В состав времени занятости внутри цикла включается как неперекрываемое, так и перекрываемое ручное и машинно–ручное время, в том числе:
- время на установку и снятие деталей;
- время на управление станками;
- время на смену инструментов, если смена производится после обработки каждой детали илинескольких одновременно обрабатываемых деталей;
- время на пробные и контрольные измерения деталей;
- основное машинно-ручное время;
- время активного наблюдения за обработкой;
- время на подходы к станку и на транспортировку деталей в пределах рабочего места;
- основное время кратковременных операций, если оно меньше вспомогательного времени на следующем станке, включая время переходов.
Нормирование труда и расчет количества станков, обслуживаемых одним рабочим на поточной линии, производится в следующем порядке.
1. Определяется основное (технологическое) время по всем операциям технологического процесса (![]() , мин.) с разделением его на машинное и машинно-ручное.
, мин.) с разделением его на машинное и машинно-ручное.
2. Находится вспомогательное время по всем операциям технологического процесса (![]() , мин.) с разделением его на неперекрываемое и перекрываемое.
, мин.) с разделением его на неперекрываемое и перекрываемое.
При определении основного и вспомогательного времени рекомендуется пользоваться Общемашиностроительными нормативами на режимы резания и времени для технического нормирования работ на различных станках. Эти нормативные материалы составлены для различных типов производств.
3. Составляется планировка поточной линии.
4. Рассчитывается время активного наблюдения за работой станка по всем операциям технологического процесса.
В массовом производстве время активного наблюдения принимается равным машинному времени от момента пуска станка до начала резания. В первом приближении с достаточной точностью можно принимать его равным 5% от основного времени для всех станков, кроме многошпиндельных автоматов, для которых это время может доходить до 17%.
5. Определяется время на подходы от одного станка к другому. Это время устанавливается с учетом норматива 0,015 мин. на 1 метр пути в зависимости от планировок рабочих мест и выбранного маршрута.
6. Рассчитывается оперативное время(![]() ) в минутах по всем операциям технологического процесса:
) в минутах по всем операциям технологического процесса:![]()
7. Рассчитывается свободное машинное время(ТМС , мин.) и время занятости(ТЗ , мин.) по всем операциям техпроцесса. Состав времени занятости ТЗ описан выше.
8. Предварительно поточная линия разбивается на многостаночные рабочие места, строятся графики многостаночной работы. Разрабатываются и осуществляются мероприятия (табл. 8.3) по организационно-технологической синхронизации процесса обработки.
9. Определяется время цикла многостаночного обслуживания (ТЦ , мин.).
Из представленного выше материала следует, что длительность цикла многостаночного обслуживания зависит от принятого варианта обслуживания.
Таблица 8.3
Комплекс организационно–технологических мероприятий по организации многостаночного обслуживания и синхронизации процесса обработки
| Автоматизация вспомогательных операций подачи, управления станком, контроля | Механизация вспомогательных операций, применение подъемно-транспортных средств, облегчающих труд, рациональная организация рабочего места | Рационализация обслуживания рабочего места, освобождение станочника от операций обслуживания, заблаговременная подготовка очередной смены | Обеспечение условий устойчивости работы, закрепление деталей и операций за станками, создание условий для ритмичной работы |
Установка магазинной подачи и загрузочных приспособлений (питающих и загрузочных устройств). Установка упоров, остановов и блокирующих устройств. Введение автоматических контрольных измерительных приборов. Автоматизация возвратного хода станка |
Внедрение быстродействующих зажимных устройств, пневматических патронов. Улучшение конструкции управления станков. Внедрение дополнительных резцедержателей и поворотных столов. Введение подручных рабочих, а также применение специальной тары и подъемно–установочных механизмов. Оснащение станков средствами автоматического останова и сигнализацией. Рациональная планировка оборудования. |
Перепланировка оборудования с учетом маршрута многостаночника. Централизация подачи эмульсии и смазки. Комплексное обеспечение инструментом и выдача запасного комплекта рабочим. Внедрение унифицированных наладок и безналадочной работы на станках. Принудительная смена и переточка инструмента. Упорядочение уборки стружки. Введение подготовительных смен. |
Пересмотр технологического процесса загрузки станков с учетом их совмещенного обслуживания. Установление нормативных заделов и графиков работы. |
При работе многостаночника на синхронизированной поточной линии ![]() при несинхронизированных станках и условии
при несинхронизированных станках и условии ![]() время цикла
время цикла ![]() при
при ![]() время цикла
время цикла ![]() .
.
10. Находится время занятости рабочего на многостаночном рабочем месте![]() в течение цикла многостаночного обслуживания:
в течение цикла многостаночного обслуживания:
где п – количество станков в многостаночном комплекте, то есть время занятости многостаночника в течение цикла многостаночного обслуживания равно сумме времени занятости многостаночника на всех станках многостаночного рабочего места за время цикла ТЦ .
Далее, как отношение приведенной занятости рабочегонамногостаночном рабочем месте ко времени цикла, определяется коэффициент занятости многостаночника:
При этомкоэффициент занятости ![]() не должен превышать величины, приведенной в табл. 8.4 [18].
не должен превышать величины, приведенной в табл. 8.4 [18].
Таблица 8.4
Значения коэффициента занятости в зависимости от веса обрабатываемой детали и расстояния ее перемещения
| Вес обрабатываемой детали, кг | Расстояние перемещения деталей вручную в течение смены, км | ||||||
| до 1 | 3 | 5 | 7 | 9 | 11 | 13 | |
| 1 | 1,00 | 1,00 | 1,00 | 1,00 | 1,00 | 1,00 | 1,00 |
| 3 | 1,00 | 1,00 | 1,00 | 1,00 | 1,00 | 1,00 | 1,00 |
| 5 | 1,00 | 1,00 | 1,00 | 1,00 | 0,97 | 0,93 | 0,89 |
| 7 | 1,00 | 0,99 | 0,95 | 0,91 | 0,87 | 0,83 | 0,79 |
| 9 | 0,89 | 0,86 | 0,83 | 0,80 | 0,77 | 0,74 | 0,71 |
| 11 | 0,80 | 0,76 | 0,72 | 0,68 | 0,64 | 0,60 | 0,56 |
| 13 | 0,71 | 0,67 | 0,63 | 0,59 | 0,55 | – | – |
| 15 | 0,60 | 0,56 | 0,52 | – | – | – | – |
При пользовании таблицей предварительно необходимо для каждого многостаночного рабочего места определить величины веса и расстояния перемещения деталей в течение смены. В табл. 8.5 приведен пример расчета среднего веса и расстояния перемещения деталей в течение смены на многостаночном рабочем месте поточной линии.
Так как в процессе обработки вес детали меняется, то на первых операциях принимается вес, близкий к черновому, а на последних – близкий к чистовому.
Если рабочий перемещает деталь вместе с оправкой, то вес оправки прибавляется к весу детали. Если на оправке несколько деталей, то прибавляется вес оправки, деленный на количество деталей.
Таблица 8.5
Расчет среднего веса и расстояния перемещения деталей в течение смены на многостаночном рабочем месте
| Рабочее место | Номер операции | Вес, кг | Количество деталей на оправке | Вес детали с оправкой, кг | Расстояние перемещения одной детали, м. | Сменная программа выпуска деталей, шт. | Средневзвешенный вес детали, кг. | Расстояние перемещения деталей в течение смены, км. | ||
| детали | оправки | |||||||||
| Соответствующим весом | суммарное | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| 1 | 1 | 10,9 | 4 | 1 | 14,9 | 6,7 | 9,7 | 232 | 13,66 | 2,25 |
| 2 | 10,9 | – | – | 10,9 | 3,0 | |||||
Средневзвешенный вес детали определяется по расстоянию (табл. 8.5, графа 10):
где G – вес детали с оправкой, кг (табл. 8.5, графа 6);
Р – расстояние перемещения одной детали в соответствии с перемещенным весом, м. (табл. 8.5, графа 7);
![]() – суммарное расстояние перемещения одной детали, м (табл. 8.5, графа 8).
– суммарное расстояние перемещения одной детали, м (табл. 8.5, графа 8).
При подсчете расстояния перемещения деталей в течение смены (табл. 8.5, графа 11) суммарное расстояние перемещения одной детали (табл. 8.5, графа 8) перемножается на сменную программу (табл. 8.5, графа 9) и делится на 1000. Для использования табл. 8.4 необходимы данные графы 10 играфы 11 табл. 8.5.
11. Уточняется время циклаТЦ с учетом значения коэффициента занятости КЗ .
12. Определяется количество деталей, обрабатываемых на многостаночном рабочем месте завремя циклаТЦ .
Следует помнить, что на поточных линиях с регламентированным тактом соблюдается условие: за время такта с каждой операции процесса должна сойти обработанная деталь. Ритмичность и пропорциональность в работе линии не нарушается, если на какой-либо операции занято два станка, каждый из которых обрабатывает одну деталь за два такта, либо на операции занят один станок, обрабатывающий сразу две детали за два такта.
13. Определяется время цикла в расчете на одну обработанную деталь (данные п. 11 делятся на данные п.12).
14. Определяется штучное время (![]() ) обработки детали для условий многостаночного обслуживания:
) обработки детали для условий многостаночного обслуживания:
![]()
где ![]() -
основное время при многостаночном обслуживании,мин;
-
основное время при многостаночном обслуживании,мин;
![]() – вспомогательное время при многостаночном обслуживании, мин;
– вспомогательное время при многостаночном обслуживании, мин;
![]() – время организационного обслуживания станков при многостаночном обслуживании, мин;
– время организационного обслуживания станков при многостаночном обслуживании, мин;
![]() –
время на техническое обслуживание станков при многостаночном обслуживании, мин;
–
время на техническое обслуживание станков при многостаночном обслуживании, мин;
![]() – время на отдых и личные надобности, мин.
– время на отдых и личные надобности, мин.
Сумма основного времени и вспомогательного времени составляет оперативное время. Для условий многостаночной работы за оперативное время принимается время цикла многостаночного обслуживания в расчете на одну обработанную деталь (данные п.13).
Время организационного обслуживания многостаночного рабочего места (минут) рассчитывается по формуле:
где ![]() – время цикла многостаночного обслуживания (или приведенное время цикла) в расчете на одну обработанную деталь (данные п.13);
– время цикла многостаночного обслуживания (или приведенное время цикла) в расчете на одну обработанную деталь (данные п.13);
![]() – время организационного обслуживания рабочего места в процентах от оперативного времени.
– время организационного обслуживания рабочего места в процентах от оперативного времени.
Время организационного обслуживания рабочего места ![]() обычно определяется в зависимости от типа обслуживаемых станков, от их количества и принимается в пределах
обычно определяется в зависимости от типа обслуживаемых станков, от их количества и принимается в пределах ![]()
Время технического обслуживания многостаночного рабочего места рассчитывается по формуле:
где ![]() – время технического обслуживания рабочего места в процентах от оперативного времени.
– время технического обслуживания рабочего места в процентах от оперативного времени.
Время технического обслуживания рабочего места ![]() определяется также в зависимости от типа обслуживаемых станков, их количества. При проектировании многостаночного обслуживания его величина принимается в пределах
определяется также в зависимости от типа обслуживаемых станков, их количества. При проектировании многостаночного обслуживания его величина принимается в пределах ![]()
Время на отдых и личные надобности рассчитывается по формуле:
где![]() – время на отдых и личные надобности в процентах от оперативного времени (табл. 8.6) [18].
– время на отдых и личные надобности в процентах от оперативного времени (табл. 8.6) [18].
Таблица 8.6
Время на отдых и личные надобности в зависимости от способа установки детали, ее веса, коэффициента занятости и оперативного времени
| Способ установки детали | Вес детали, кг | Коэффициент занятости многостаночника[3] | Оперативное время операции, мин | |||
| 3 | 5 | 10 | свыше 10 | |||
| время на отдых и личные надобности впроцентах от оперативного времени | ||||||
| Ручной | 1 | 0,2 | 7 | 6 | 5 | 5 |
| 0,4 | 7 | 6 | 6 | 5 | ||
| 0,8 | 7 | 6 | 6 | 6 | ||
| 1,0 | 8 | 7 | 7 | 6 | ||
| 5 | 0,2 | 7 | 6 | 6 | 5 | |
| 0,4 | 7 | 6 | 6 | 6 | ||
| 0,8 | 7 | 6 | 6 | 6 | ||
| 1,0 | 8 | 7 | 7 | 7 | ||
| 10 | 0,2 | 7 | 6 | 6 | 5 | |
| 0,4 | 7 | 6 | 6 | 6 | ||
| 0,8 | 8 | 6 | 6 | 6 | ||
| 1,0 | 9 | 7 | 7 | 7 | ||
| 20 | 0,2 | – | 7 | 7 | 6 | |
| 0,4 | – | 8 | 8 | 7 | ||
| 0,8 | – | 8 | 8 | 7 | ||
| 1,0 | – | 9 | 9 | 8 | ||
| Подъемником | Свыше 20 | – | – | 5 | – | – |
Если многостаночное обслуживание входит в состав поточной линии, то должно быть выдержано соотношение:
![]()
где![]() – штучное время при многостаночном обслуживании,мин.;
– штучное время при многостаночном обслуживании,мин.;
![]() – такт линии, мин.
– такт линии, мин.
Норма выработки деталей в смену по каждому станку многостаночного комплекта (шт.):
где![]() – продолжительность рабочей смены, минут;
– продолжительность рабочей смены, минут;
![]() – норма штучного времени для условий многостаночной работы, мин./деталь.
– норма штучного времени для условий многостаночной работы, мин./деталь.
Для установления расценки за деталь необходимо часовую тарифную ставку рабочего-многостаночника распределить пропорционально нормам выработки деталей в час с каждого станка многостаночного комплекта:
гдер – расценка за деталь;
![]() –
часовая тарифная ставка рабочего-сдельщика;
–
часовая тарифная ставка рабочего-сдельщика;
п – количество станков многостаночного комплекта;
![]() – норма выработки деталейв час по одному станку многостаночного комплекта.
– норма выработки деталейв час по одному станку многостаночного комплекта.
Для обоснования нормы обслуживания с учетом вероятностного характера времени занятости рабочего и правильного выбора метода обслуживания при проектировании многостаночного обслуживания применяют теорию массового обслуживания.
Пусть один рабочий обслуживает i
станков; каждый станок – источник заявок; остановка станка – подача заявки на обслуживание; интенсивность потока заявок, порождаемых каждым источником ![]() ;интенсивность потока обслуживаний:
;интенсивность потока обслуживаний:
 (8.5)
(8.5)
Заявка, пришедшая от станка (источника) в момент, когда рабочий (канал) занят, становится в очередь и ждет обслуживания. При этом станок может подать следующую заявку только в том случае, если поданная им предыдущая заявка уже обслужена.
Поскольку по окончании обслуживания станки не покидают систему, а остаются в ней и через некоторое время вновь подают заявку, то имеем замкнутую одноканальную систему массового обслуживания (СМО), содержащую конечное число станков (источников заявок), каждый из которых может находиться в одном из двух состояний: активном или пассивном.
Активное состояние источника — это такое состояние, при котором уже обслужена поданная им последняя заявка. Пассивное состояние характеризуется тем, что поданная источником последняя заявка еще не обслужена, т. е. либо стоит в очереди, либо находится под обслуживанием.
Параметры и показатели многостаночного обслуживания при индивидуальной работе рабочего – многостаночника приведены в табл. 8.7 и 8.8.
Таблица 8.7.
Параметрымногостаночногообслуживания как замкнутой одноканальной СМО [13]
| № | Параметры | Обозначения, значения |
| 1 | Число каналов обслуживания (рабочих) | n = 1 |
| 2 | Число обслуживаемых рабочим станков (источников заявок) | |
| 3 | Интенсивность простейшего потока заявок, порождаемого каждым станком (источником) (заявок в мин.) | |
| 4 | Интенсивность простейшего потока обслуживаний Поб (обслуживаний в мин.) |
Таблица 8.8
Показатели многостаночного обслуживания как замкнутой одноканальной СМО [13]
| № п/п | Показатели | Обозначения, формулы |
| 1 | 2 | 3 |
| 1 | Трафик (показатель нагрузки) системы, порождаемой каждым станком (источником заявок) | |
| 2 | Вероятность простоя рабочего (канала обслуживания) |  |
| 3 | Вероятность того, что рабочий занят (коэффициент занятости рабочего) | |
| 4 | Абсолютная пропускная способность СМО | |
| 5 | Относительная пропускная способность | Q = 1 |
| 6 | Среднее число станков в системе (то есть среднее число источников, находящихся в пассивном состоянии) |  |
| 7 | Средняя интенсивность входящего потока станков (заявок) | |
| 8 | Среднее число станков, находящихся под обслуживанием | |
| 9 | Среднее число станков, находящихся в очереди |  |
| 10 | Среднее время обслуживания одного станка | |
| 11 | Среднее время пребывания станка в обслуживании | |
| 12 | Среднее время ожидания заявки в очереди | |
| 13 | Коэффициент готовности — вероятность того, что произвольный источник (станок) находится в активном состоянии |  |
| 14 | Производительность каждого станка (источника) при совершении им полезной работы в активном состоянии, изделий в мин. | l = const |
| 15 | Средняя производительность группы обслуживаемых рабочим станков | 
|
| 16 | Средняя потеря производительности за счёт группы станков, находящихся в пассивном состоянии | Pt =lNS |
Приведенные в табл.8.8 показатели дают возможность оценки эффективности проведения мероприятий по сокращению времени занятости рабочего обслуживанием многостаночного комплекта.
Пусть требуется оценить целесообразность проведения комплекса организационно–технологических мероприятий по совершенствованию многостаночного обслуживания и синхронизации процесса обработки в соответствии с данными, приведенными в табл. 8.9.
Таблица 8.9
Исходные данные для расчета эффективности комплекса организационно–технологических мероприятий по совершенствованию многостаночного обслуживания и синхронизации процесса обработки
| Наименование показателя | Значение |
| 1 | 2 |
| Машинно-свободное время станка, минут | T МС = 25 |
| Время занятости рабочего обслуживанием одного станка при существующей организации многостаночного обслуживания, минут | Тз 1 = 5 |
| Время занятости рабочего обслуживанием одного станка после совершенствования организации многостаночного обслуживания и синхронизации процесса обработки, минут | Тз 2 = 4 |
| Значение коэффициента допустимой занятости рабочего с учетом типа и вида производства | КДЗ = 0,85 |
| Отчисления в фонды социальной защиты, процентов | = 35,6 |
| Производительность станка за 1 мин. машинно-свободного времени, единиц продукции | = 10 |
| Стоимость единицы продукции, руб. | с = 1 |
| Прибыль по базисному уровню, % от стоимости | р = 15 |
| Затраты на проведение мероприятий, отнесенные к одному станку, руб. | Н = 150000 |
| Продолжительность внедрения мероприятий, суток | N = 30 |
| Продолжительность смены, часов | ТСМ = 8 |
| Коэффициент сменности | КСМ = 2 |
| Рост заработной платы после проведения мероприятий, % | %Zp = 5 |
| Удельный вес заработной платы в структуре себестоимости, % | d = 0,2 |
| Доля условно-постоянных затрат в структуре себестоимости, % | L = 30 |
| Доля оперативного времени во времени смены, % | = 85 |
Необходимо сопоставить показатели обслуживания до и после проведения комплекса организационно–технологических мероприятий по совершенствованию многостаночного обслуживания и синхронизации процесса обработки; рассчитать экономию средств за счет повышения производительности труда и снижения трудоемкости производства продукции; определить время, через которое внедрение мероприятий начнет приносить прибыль.
РЕШЕНИЕ
Определим параметры многостаночного обслуживания до и после проведения комплекса организационно–технологических мероприятий в соответствии с методикой.
Интенсивность простейших потоков заявок, порождаемых каждым станком (источником заявок) до и после проведения комплекса организационно–технических мероприятий (заявок в час):

Соответственно интенсивность простейшего потока обслуживаний (обслуживаний за один час оперативного времени) составит:

Показатель нагрузки (трафик) системы до и после внедрения комплекса мероприятий соответственно равен (эрлангов):

Количество станков, обслуживаемых рабочим, определится из равенства интенсивностей потоков заявок и обслуживаний:
 (8.6)
(8.6)
Коэффициент допустимой занятости ![]() устанавливают в следующих пределах [22]:
устанавливают в следующих пределах [22]:
а) для однородных систематически выполняемых работ на автоматическом оборудовании (ткацкое и прядильное производство, станочные поточные линии) ![]()
б) неоднородные технологические операции при изменяющейся номенклатуре изготавливаемых деталей или другой продукции, выполняемые на: автоматическом оборудовании – 0,8 – 0,9; полуавтоматическом оборудовании – 0,75 – 0,85; универсальном неавтоматическом оборудовании – 0,7 – 0,8.
При неблагоприятных условиях труда значение ![]() ограничивается следующими пределами: для третьей категории тяжести труда – 0,8; четвертой категории – 0,75; пятой – 0,7.
ограничивается следующими пределами: для третьей категории тяжести труда – 0,8; четвертой категории – 0,75; пятой – 0,7.
Следовательно, при существующей организации многостаночного обслуживания рабочий может обслужить пять станков; после проведения комплекса организационно–технологических мероприятий – 6 станков, поскольку при дальнейшем увеличении нормы обслуживания будут «запланированы» простои оборудования из-за ожидания обслуживания.
Вычисление предельных вероятностей состояний системы удобно проводить в таблице (табл. 8.10) в соответствии с методикой, представленной в работе Л.Г. Лабскер и Л.О. Бабешко [13].
Сначала производим вычисления во втором столбце по формуле (i
-
k
)!, или для нашего случая (5 -
k
)!, k
= 0, 1, 2, ... , 5 (k
— возможное число требующих обслуживания станков). Напоминаем, что 0! = 1; факториал числа k
равен произведению ![]() например, 6! = 720.
например, 6! = 720.
Таблица 8.10
Предельные вероятности состояний СМО при существующей организации многостаночного обслуживания
| Значения ki случайной величины NПАС (число требующих обслуживания станков) | (i-k )! |  |
 |
p k | kp k | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 0 | 120 | 1 | 1 | 1 | 0,292929 | 0 |
| 1 | 24 | 5 | 0,19608 | 0,980392 | 0,287185 | 0,287185 |
| 2 | 6 | 20 | 0,03845 | 0,768935 | 0,225243 | 0,450486 |
| 3 | 2 | 60 | 0,00754 | 0,452314 | 0,132496 | 0,397488 |
| 4 | 1 | 120 | 0,00148 | 0,177378 | 0,051959 | 0,207837 |
| 5 | 1 | 120 | 0,00029 | 0,034780 | 0,010188 | 0,05094 |
| 3,413800 | 1 | 1,393936 | ||||
| 0,292928 |
Вычисляются значения в столбцах 3, 4 и 5. Затем определяется сумма всех элементов столбца (5): ![]() = 3,4138003. Вероятность простоя рабочего или того, что рабочий свободен, р
0
=
1/
= 3,4138003. Вероятность простоя рабочего или того, что рабочий свободен, р
0
=
1/![]() =
1/3,4138003 = 0,2929287 (см. формулу в строке 2 табл. 8.8).
=
1/3,4138003 = 0,2929287 (см. формулу в строке 2 табл. 8.8).
Предельные вероятности системы p
k
, столбец (6), вычисляются умножением элементов столбца (5) на вероятность p
0
.
Сумма элементов столбца (6) в соответствии с нормировочным условием должна быть равна 1 + ![]() , где
, где ![]() — ошибка округления, которая в данном случае оказалась равной нулю.
— ошибка округления, которая в данном случае оказалась равной нулю.
Значения элементов столбца (7) получаются умножением элементов столбца (1)на соответствующие элементы столбца (6).
Сумма элементов столбца (7) равна среднему числу N ПАС требующих обслуживания станков (см. формулу в строке 6 табл. 8.8): N ПАС = 1,393936.
Коэффициент занятости рабочего (вероятность того, что рабочий занят обслуживанием станков), равен (см. формулу в строке 3 табл. 8.8)
![]()
Значение среднего числа станков в пассивном состоянии N ПАС (находящихся в обслуживании и в очереди на обслуживание) мы получили ранее, используя вычисленные предельные вероятности состояний системы. Однако значение N ПАС можно получить и по более удобной для вычисления формуле, использующей из вероятностей состояний только р 0 :
 (станков).
(станков).
Возможное различие в значениях величины ![]() , полученных здесь и ранее, связано с ошибками округлений.
, полученных здесь и ранее, связано с ошибками округлений.
Среднее число станков в очереди на обслуживание (ожидающих обслуживания) определяем по формуле:
![]()
Среднее число обслуживаемых станков можно получить по формуле
N ОБ = N ПАС – N ОЧ = 1 – р 0 = 1 – 0,2929287 = 0,707071.
Средняя интенсивность входящего потока станков
![]() .
.
Среднее время пребывания станка в обслуживании, минут:
![]()
Среднее время ожидания станка в очереди, минут:

Средняя производительность группы обслуживаемых рабочим станков определится из формулы, приведенной в строке 13 табл. 8.8:
![]()
изделий за одну минуту, или ![]() изделия за 1 час.
изделия за 1 час.
Средняя потеря производительности за счёт группы станков, находящихся в пассивном состоянии определится из формулы, приведенной в строке 14 табл. 8.8:

Расчеты значений показателейпосле внедрения комплекса организационно–технических мероприятий производим, как для существующей организации многостаночного обслуживания. Для удобства сопоставления и проведения анализа сведем рассчитанные показатели эффективности в табл. 8.11.
Таблица 8.11
Показатели эффективности многостаночного обслуживания при существующей организации и после внедрения комплекса организационно–технических мероприятий
| Показатели | Значения показателей | |
| при существующей организации многостаночного обслуживания | после внедрения комплекса организационно–технических мероприятий | |
| Коэффициент занятости рабочего | 0,707071 | 0,7237665 |
| Вероятность простоя рабочего | 0,2929287 | 0,2762335 |
| Среднее число требующих обслуживания станков | 1,393936 | 1,539789 |
| Среднее время ожидания станком обслуживания | ||
| Среднее время пребывания станка в обслуживании | ||
| Средняя производительность группы обслуживаемых рабочим станков (производительность труда рабочего) | ||
| Средняя потеря производительности за счет группы станков, находящихся в пассивном состоянии | 923,8734 | |
| Средняя производительность одного станка | 432,72768 | 446,0167 |
| Средняя потеря производительности одного станка | 167,27232 | 153,9833 |
Для определения последних двух показателей разделим значения средней производительности и средней потери производительности групп станков соответственно на числа станков в обслуживаемой рабочим группе.
Проведем анализ полученных показателей многостаночного обслуживания.
1. После внедрения комплекса организационно–технических мероприятий коэффициент занятости рабочего увеличится:
![]()
следовательно, занятость рабочего несколько возрастет.
2. Вероятность простоя рабочего уменьшится:
![]()
3. Увеличение среднего числа требующих обслуживания станков составит:
![]()
4. Среднее время ожидания станком обслуживания уменьшится:
![]()
5. Среднее время пребывания станка в обслуживании уменьшится:
![]()
Часовая производительность труда рабочего (средняя производительность группы обслуживаемых рабочим станков) возрастет:
![]()
6. Средняя потеря производительности группы обслуживаемых рабочим станков возрастет:
![]()
7. Часовая производительность одного станка увеличится:
![]()
8. Средняя потеря производительности одного станка уменьшится:
![]()
Полученные результаты дают возможность провести сравнительный расчет показателей эффективности многостаночного обслуживания при существующей организации, и после проведения комплекса организационно–технических мероприятий.
Объемы производства в единицу времени Qi ,Тз (за 1 час сменного времени) в стоимостном выражении (или часовую производительность труда рабочего в стоимостном выражении) определим с учетом доли оперативного времени (d ) во времени смены:
![]()
При существующей организации многостаночного обслуживания Q 5,5 = 1839 руб./час; после проведения комплекса мероприятий Q 6,4 = 2275 руб./час.
В приведенных формулах нижние индексы означают соответственно число обслуживаемых рабочим станков и время занятости рабочего обслуживанием одного станка.
Рост производительности труда рабочего (объема производства) за 1 час сменного времени в стоимостном выражении (![]() ) и в процентах (
) и в процентах (![]() ) соответственно составит:
) соответственно составит:

Снижение трудоемкости составит:

Себестоимость продукции, произведенной за 1 час сменного времени по базисному уровню, руб./час:

Экономия за счет опережения роста производительности труда по сравнению с ростом заработной платы (руб./час):

Экономия за счет условного высвобождения численности рабочих, руб./час:

Экономия за счет снижения доли условно-постоянных затрат после проведения комплекса мероприятий, руб./час:

Убытки из-за увеличения доли условно-постоянных расходов вследствие не выпуска продукции в течение реконструкции, руб./час:

Затраты на проведение комплекса мероприятий, руб.: Н6 = 900000.
Упущенная выгода (не получено прибыли) из-за простоя станков в течение N суток, руб.:
![]()
Величина дохода (тыс. руб.) за время (дней) при существующей организации многостаночного обслуживания и после внедрения комплекса мероприятий и обслуживании рабочим:
5 станков:
![]()
6 станков:
![]()
Издержки (тыс. руб.) за время (дней):
При обслуживании рабочим:
- пяти станков: ![]()
- шести станков:
![]()
Прибыль (тыс. руб.) за время (дней):
- при существующей организации многостаночного обслуживания![]()
- после внедрения комплекса организационно–технических мероприятий ![]()
Изменение дохода, издержек и прибыли после внедрения комплекса организационно–технических мероприятий с течением времени представим графически (рис.11).
![]()
![]()
![]()
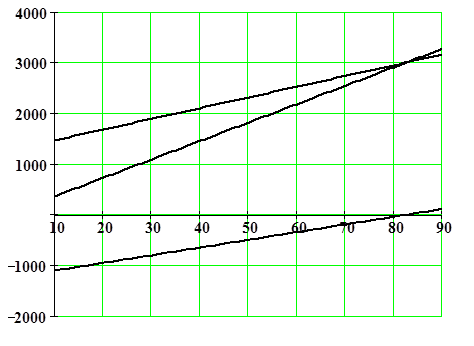
Рис. 11. Изменение дохода, издержек и прибыли после внедрения комплекса организационно–технических мероприятий
Из приведенного графика следует, что доход равен издержкам (внедрение комплекса организационно–технических мероприятий начнет приносить прибыль) примерно через 80 дней. Определим это значение более точно.
Доход равен издержкам через время t 1 :
Для оценки целесообразности проведения мероприятий построим графики прибыли (рис. 12).
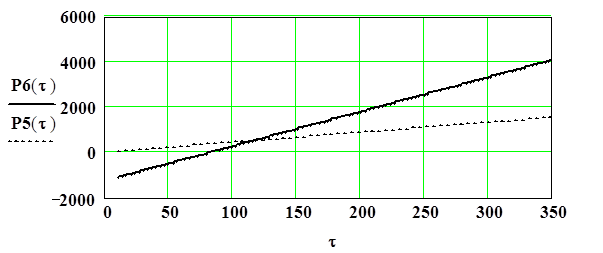
Рис. 12. Изменение прибыли при существующей организации многостаночного обслуживания и после внедрения комплекса организационно–технических мероприятий
Из полученного графика следует, что линии прибыли пересекаются примерно через 120 дней после проведения комплекса организационно–технических мероприятий. Приравняв значения прибыли и решив полученное уравнение относительно времени, получим:
Следовательно, через 116 дней после внедрения комплекса организационно–технических мероприятий предприятие получит ту же прибыль, что при существующей организации многостаночного обслуживания. Далее проведение мероприятий будет обеспечивать получение дополнительной прибыли.
Термины и понятия
| Машинное время станка | Интенсивность потока заявок |
| Свободное машинное время станка | Интенсивность потока обслуживаний |
Цикл многостаночного обслуживания Коэффициент занятости многостаночника |
Показатель нагрузки (трафик) системы массового обслуживания |
| Средневзвешенный вес детали |
Вопросы для повторения и обсуждения
1. Какое время называется свободным машинным?
2. В чем отличие понятий «машинное время станка» и «свободное машинное время станка»?
3. Какова структура времени цикла многостаночного обслуживания?
4. Какова структура времени занятости рабочего обслуживанием станка?
5. Как определяется коэффициент занятости рабочего–многостаночника?
6. Какие условия обязательны при организации многостаночного обслуживания?
7. Почему при организации многостаночного обслуживания стремятся синхронизировать работу станков?
8. Как определить время цикла многостаночного обслуживания при синхронизированной работе станков?
9. Почему не всегда удается синхронизировать работу станков?
Список рекомендуемой литературы
1. Конституция (Основной закон) Российской Федерации. М.: Известия, 1993.
2. Трудовой кодекс Российской Федерации: Федер. Закон, 30 декабря 2001г., № 197-ФЗ // Российская газета. 2001. 31 декабря.
3. Адамчук В.В., Экономика труда: Учебник / В.В. Адамчук, Ю.П. Кокин, Р.А. Яковлев; Под ред. В.В. Адамчука. М.: Финстатинформ, 1999.
4. Адамчук В.В. Экономика и социология труда: Учебник для вузов / В.В.Адамчук, О.В. Ромашов, М.Е. Сорокина. М.: ЮНИТИ, 2001.
5. Бычин В.Б. Нормирование труда: Учебник / В.Б. Бычин, С.В. Малинин;
Под ред. Ю.Г. Одегова. М.: Издательство «Экзамен», 2002.
6. Бычин В.Б. Организация и нормирование труда: Учебник для вузов / В.Б. Бычин, С.В. Малинин, Е.В. Шубенкова; Под ред. Ю. Г. Одегова. М.:
Издательство «Экзамен», 2003.
7. Владимирова Л.П. Экономика труда: Учеб. пособие. М.: Изд. дом «Дашков и К», 2000.
8. Генкин Б.М. Экономика и социология труда: Учебник для вузов. М.: Норма, Инфра, 1999.
9. Демин Н.С. Курс лекций по дисциплине «Организация и нормирование труда»: Электронный вариант. – Челябинск: УрСЭИ АТиСО, 2003.
10. Кожекин Г.Я. Организация производства: Учеб. пособие / Г.Я. Кожекин, Л.М. Синица. Мн.: ИП «Экоперспектива», 1998.
11. Колосницына М. Г. Экономика труда. М.: Магистр, 1998.
12. Куликов В.В Современная экономика труда / В.В. Куликов, Г.Э. Слезингер, А.А. Никифорова и др.; Под ред. В.В. Куликова. М.: Финстатинформ, 2001.
13. Лабскер Л.Г. Теория массового обслуживания в экономической сфере: Учеб. пособие для вузов / Л.Г. Лабскер, Л.О. Бабешко. М.: Банки и биржи, ЮНИТИ, 1998.
14. Методические рекомендации по оценке эффективности инвестиционных проектов / Авт. кол.: В.В. Косов, В.Н. Лившиц, А.Г. Шахназаров. 2-я ред. М.: Экономика, 2000.
15. Нормирование труда и профсоюзы: Учеб. Пособие / Под общей ред. И.А. Полякова. – 2-е изд., исправленное и дополненное. – М.: Профиздат, 1985.
16. Организация и нормирование труда / Под ред. проф. В.В. Адамчука. М., 1999.
17. Пашуто В.П. Организация и нормирование труда на предприятии: Учеб. пособие / В.П. Пашуто. 2-е изд., испр. и доп. Мн.: Новое знание, 2002.
18. Организация многостаночного обслуживания в условиях поточно–массового производства: Метод. указания / Составитель Сизов В.П. Челябинск, 1975.
19. Рофе А.И. Научная организация труда: Учеб. пособие для вузов. М.: МИК, 1998.
20. Рофе А.И. Экономика труда: Учебник для вузов / А.И. Рофе, В.Т. Стрейко, Б.Г. Збышко; Под ред. проф. А.И. Рофе. М.: МИК, 2000.
21. Семенов В.М. Экономика предприятия: Учебник / В.М.Семенов, И.А. Баев, С.А. Терехова и др.; Под ред. В.М.Семенова. М.: Центр экономики и маркетинга, 1998.
22. Смирнов Е. Л. Справочное пособие по НОТ.—3-е изд., доп. и перераб.—М.: Экономика, 1986.—399 с.
23. Туровец О.Г. Организация производства: Учебник для вузов / О.Г. Туровец, В.Н. Попов, В.Б. Родинов и др.; Под ред. О.Г. Туровца. М.: Экономика и финансы, 2000.
24. Управление занятостью персонала на предприятии: Монография / Бухалков М.И., Кузьмина Н.М., Бабордина О.А.— М.: «Экономика и финансы», 2003. — 208 с.
25. Фильев В.И. Нормирование труда на современном предприятии: Метод. пособие. 2-е изд., перер. и доп. М.: ЗАО «Бухгалтерский бюллетень», 1997.
26. Экономика и социология труда: Учебник / Под ред. проф. Б.Ю. Сербиновского и В. А. Чуланова. Р.-на-Д.: Феникс, 1999.
27. Экономика предприятия: Учебник / Под ред. проф. Н.А. Сафронова. М.:
Юристъ, 1998.
[1] Одним из основных нормативных документов, регулирующих нормирование труда, является Трудовой кодекс РФ (глава 22, статьи 159 – 163).
[2] Более подробно см. ст. 98 Трудового Кодекса
[3] При этом коэффициент занятости многостаночника не должен превышать допустимых значений, приведенных в табл. 7.4.