Организация подготовки производства к выпуску новой продукции 2
СОДЕРЖАНИЕ: Федеральное агентство по образованию ГОУ «Санкт-Петербургский государственный политехнический университет» Чебоксарский институт экономики и менеджмента (филиал)Федеральное агентство по образованию
ГОУ «Санкт-Петербургский государственный политехнический университет»
Чебоксарский институт экономики и менеджмента (филиал)
Кафедра экономики, менеджмента и маркетинга
КУРСОВАЯ РАБОТА
по курсу: «Организация производства на предприятии машиностроения»
на тему: «Организация подготовки производства к выпуску новой продукции»
Выполнила:
Подпись студента _____________
Проверил:
Преподаватель:
Чебоксары
2009
СОДЕРЖАНИЕ
Введение 3
1. Организация подготовки производства 5
1.1 Сущность, содержание и задачи подготовки производства 5
1.2 Основы организации подготовки производства 7
1.3 Организационная структура системы подготовки производства 10
2. Переход производства к выпуску новой продукции 13
2.1 Методы перехода на выпуск новой продукции 13
2.2 Задачи и содержание единой системы технологической подготовки
производства 15
3. Организация производства по выпуску нового изделия на примере завода ОАО «Чувашкабель» 19
3.1 Характеристика завода ОАО Чувашкабель 19
3.2 Организация технологии изготовления силовых кабельных изделий 23
3.3 Силовой кабель и его назначение 26
Заключение 30
Библиографический список 31
ВВЕДЕНИЕ
Сложные задачи по стабилизации экономики страны невозможно решить без ускорения НТП, которое предполагает постоянное совершенствование технической базы производства, обновление выпускаемой продукции, внедрение новых технологий и прогрессивных методов организации производства.
Многие политологи и историки придерживаются ныне той точки зрения, что с падением Берлинской стены и распадом Советского Союза как единого государства XX век закончился, и наступила новая эра, о содержании которой можно только догадываться. Действительно, в Украине произошли коренные изменения во всех областях жизни общества и едва ли не самые кардинальные в сфере экономических отношений. Переход от планово-централизованной к рыночной экономике в Украине происходит в условиях действия многих негативных факторов: крупные диспропорции в структуре национальной экономики, разрыв прежних хозяйственных связей, инфляция, проблема “неплатежей”, социальная напряженность, давление быстро расширяющей свои масштабы “теневой” экономики и др. В этой обстановке деятельность предприятий, ориентированных на интеграцию в рыночные отношения, сопряжена с огромным и многоплановым риском и поэтому характеризуется высокой степенью неустойчивости. И здесь первую скрипку играют менеджеры-специалисты, которые, используя различные инструменты управления, обеспечивают достижение предприятием поставленных целей. А для того, чтобы квалифицированно управлять фирмой, менеджеру необходимо иметь соответствующие знания в области техники, экономики, организации производства, его технической подготовки и управления.
Знания эти должны быть не только теоретическими, но и практическими, полученными в процессе работы. Общий объем комплекса теоретических и практических сведений для осуществления практического руководства зависит от тех функций управления, которые выполняет менеджер.
Целью данной курсовой работы как раз и является применение в практической деятельности полученных теоретических знаний по организации производства на предприятиях и технической подготовке производства.
Основная задача предстоящей работы – организация технической подготовки, а также производства основного или вспомогательного цеха.
Данная работа помогает развить столь необходимые хорошему менеджеру качества искусного организатора, пробуждая в студентах творческую инициативу, и лишний раз укрепляет уверенность в правильности выбранной специальности.
1. ОРГАНИЗАЦИЯ ПОДГОТОВКИ ПРОИЗВОДСТВА
1.1. Сущность, содержания и задачи подготовки производства
Создание новых видов продукции в машиностроении осуществляется в процессе подготовки производства. Подготовка производства протекает вне рамок производственного процесса. Задача подготовки производства состоит в том, чтобы обеспечить необходимые условия для функционирования производственного процесса. Но, в отличие от таких процессов подготовительной фазы, как приобретение предметов труда, наем рабочей силы и других повторяющихся систематически при каждом обороте производственных фондов, подготовка производства стала единовременным актом, осуществляемым при переходе предприятия на выпуск новой продукции.
Процесс подготовки производства.
Подготовка производства – это процесс непосредственного приложения труда коллектива работников в целях разработки и организации выпуска новых видов продукции или модернизации изготовляемых изделий. Процесс подготовки производства представляет собой особый вид деятельности, совмещающий выработку научно-технической информации с се превращением в материальный объект - новую продукцию.
По виду и характеру работ процессы подготовки производства подразделяются на исследовательские, конструкторские, технологические, производственные и экономические. В основе выделения этих процессов лежит вид трудовой деятельности.
Процессы научных исследований, технических и организационных разработок и другие работы инженерного характера являются основными для подготовительной стадии. В них входят: проведение исследований, инженерных расчетов, проектирование конструкций, технологических процессов, форм и методов организации производства, экспериментирование, экономические расчеты и обоснования.
Основными процессами подготовки производства являются и процессы изготовления и испытания макетов, опытных образцов и серий машин. Они называются экспериментальными производственными процессами.
По расположению во времени и пространстве процессы подготовки производства делятся на операции, работы, стадии, фазы.
Операция - первичное звено процесса создания новой техники. Она выполняется на одном рабочем месте одним исполнителем и состоит из ряда последовательных действий. Операции объединяются в работы.
Работа - совокупность последовательно выполняемых операций, которая характеризуется логической завершенностью и законченностью действий по выполнению определенной части процесса.
Стадия - совокупность ряда работ, связанных между собой единством содержания и методов выполнения, обеспечивающая решение конкретной задачи подготовки производства.
Фаза - комплекс стадий и работ, характеризующий законченную часть процесса подготовки производства; связана с переходом объекта работ в новое качественное состояние.
По отношении к объекту управления выделяются собственно процессы подготовки производства и процессы управления подготовкой производства.
Содержание подготовки производства. Создание новой продукции в отраслях машиностроения осуществляется в определенной последовательности фаз единого процесса подготовки производства:
теоретические исследования, имеющие фундаментальный и поисковый характер;
прикладные исследования, в процессе которых полученные на первом этапе знания находят практическое применение;
опытно-конструкторские работы, в ходе выполнения которых полученные знания и выводы исследований реализуются в чертежах и образцах новых машин;
технологическое проектирование и проектно-организационные работы, в процессе выполнения которых разрабатываются технологические методы изготовления и формы организации производства новых изделий;
техническое оснащение нового производства, заключающееся в приобретении и изготовлении оборудования, технологической оснастки и инструмента, а также при необходимости - и в реконструкции предприятий и их подразделений;
освоение производства новой продукции, когда созданные на предыдущих этапах конструкции изделий и методы их изготовления проверяются и внедряются в производство;
промышленное производство, обеспечивающее выпуск новой продукции по качеству и в количествах, удовлетворяющих потребности общества;
использование вновь созданного продукта в сфере эксплуатации;
разработка и освоение выпуска новых видов продукции, воплощающих последние достижения науки и техники, соответствующих самым высоким требованиям потребителей, конкурентоспособных на мировом рынке;
обеспечение надлежащих технико-организационных условий для существенного повышения производительности труда в народном хозяйстве;
создание новой продукции, которая обладала бы высоким качественным уровнем при минимальных затратах на ее производство;
сокращение длительности конструкторских, технологических, организационных и других работ, входящих в комплекс подготовки производства, и освоение производства новых изделий в сжатые сроки;
экономия затрат, связанных с подготовкой производства и освоением новой продукции.
1.2 Основы организации подготовки производства
Содержание деятельности по организации подготовки производства. Главная задача подготовки производства - создание и организация выпуска новых изделий. Для ее решения необходимо четко сочетать все многообразные процессы подготовки производства, рационально соединять личные и вещественные элементы процесса создания новой техники, определять экономические отношения между участниками работ по подготовке производства. Возникает необходимость организовать процессы подготовки производства.
Организация процессов создания новых видов продукции машиностроения охватывает проектирование, осуществление на практике и совершенствование системы подготовки производства. Система подготовки производства - это объективно существующий комплекс материальных объектов, коллективов людей и совокупность процессов научного, технического, производственного и экономического характера для разработки и организации выпуска новой или усовершенствованной продукции. Организация подготовки производства направлена на рациональное сочетание всех элементов процесса создания и освоения новой техники в пространстве и во времени, установление необходимых связей и согласование действий участников этого процесса, создание условий для повышения заинтересованности ученых, инженеров, производственников в ускоренной разработке и организации производства новой высокоэффективной техники.
Организация подготовки производства выражается в следующих видах деятельности:
определение цели организации и ее ориентация на достижение этой цели;
установление перечня всех работ, которые должны быть выполнены для достижения поставленной цели по созданию конкретных видов новой продукции;
создание или усовершенствование организационной структуры системы подготовки производства на предприятии;
закрепление каждой работы за соответствующим подразделением (отделом, группой, цехом и т.п.) предприятия;
организация работ по созданию новых видов продукции во времени;
обеспечение рациональной организации труда работников и необходимых условий для осуществления всего комплекса работ по подготовке производства к выпуску новой продукции;
установление экономических отношений между участниками процесса создания новой техники, обеспечивающих заинтересованность ученых, инженеров и производственников в создании и освоении технически прогрессивной и экономически, эффективной техники и ускоренной организации ее промышленного производства.
Принципы организации подготовки производства. В основе рациональной организации процессов создания новой техники лежат общие закономерности организации производства: соответствие организации производства целям, поставленным перед предприятием; соответствие форм и методов организации производства характеристикам его материально-технической базы; ориентация на конкретные производственно-технические и экономические условия; взаимное соответствие характеристик организации процессов производства и особенностей организации труда работников и т.д.
Учитывая особенности процессов создания новой техники, необходимо при построении и совершенствовании системы подготовки производства руководствоваться рядом специфических принципов.
Принцип комплексности предполагает необходимость проведения работ по подготовке производства по единому плану, охватывающему все процессы - от научных исследований до освоения новой техники и учитывающему комплекс возникающих при этом технических, организационных, экономических и других проблем.
Принцип специализации требует, чтобы за каждым подразделением предприятия закрепились такие виды деятельности по созданию и освоению новой техники, которые отвечают характеру специализации этих подразделений.
Принцип научно-технической и производственной интеграциирассматривается как совокупность условий, обеспечивающих достижение единой и общей цели в результате деятельности определенного множества специализированных подразделений и исполнителей.
Принцип комплектности документации и составных частей изделий требует одновременного выполнения комплекса работ к моменту времени, когда дальнейшее их продолжение возможно только при наличии полного комплекта документации или составных частей изделий.
Принцип непрерывностиработпо созданию новой продукции требует ликвидации значительных перерывов во времени между фазами процесса подготовки, а внутри их - между стадиями, работами, операциями.
Принцип пропорциональностиможно рассматривать как требование производственных возможностей (пропускной способности) всех подразделений объединения или предприятия, занятых подготовкой производства.
Принцип параллельностив организации работ по подготовке производства выражается в совмещении во времени различных фаз, стадий, работ.
Обеспечение строгой последовательности работ и прямоточность. Соблюдая этот принцип, необходимо, чтобы разработка и освоение новой продукции осуществлялись с присущей только этому виду последовательностью работ. Прямоточность понимается как обеспечение кратчайшего маршрута движения технической документации и наименьшего пути, проходимого новым изделием по всем стадиям его разработки и освоения.
1.3 Организационная структура системы подготовки производства
Создание рациональной организационной структуры системы подготовки производства базируется на использовании научных принципов его организации.
Одним из основных направлений работы по формированию структуры системы подготовки производства является определение состава подразделений, которые должны функционировать на предприятии в период разработки и освоения новой продукции.
Структура, являясь формой системы, определяется ее содержанием, т.е. процессами, протекающими в системе. Отсюда следует, что разработка структуры органов подготовки производства должна базироваться на исследовании процессов создания и освоения новой продукции. Основным классификационным группам процессов создания новой продукции должны соответствовать структурные подразделения, в которых и будут осуществляться эти процессы (табл.1).
Таблица 1
Основные группы процессов подготовки производства к соответствующие им структурные единицы:
Процессы подготовки производства |
Структурные единицы подразделения |
| Исследовательские | Отдел изучения потребностей, научно-исследовательские тематические отделы, отдел (бюро) технико-экономических исследований, отдел внедрения результатов ПИР |
| Инженерные | Конструкторские тематические отделы, технологическая служба, отдел стандартизации и нормализации, центральная заводская лаборатория, отдел организации производства, труда и управления |
| Производственные | Макетные мастерские, экспериментальное производство, цехи мелких серий, производственные цехи |
Обеспечивающие |
Служба научно-технической информации, отдел кадров и подготовки кадров, отдел материально-технического снабжения, инструментальное хозяйство, отделы главного механика и энергетика, отдел и цех нестандартного оборудования, служба управления качеством |
Обслуживающие |
Бюро технической документации, складское хозяйство, транспортное хозяйство |
| Управленческие | Вычислительный центр, отдел управления разработками и подготовкой производства, планово-экономический производственный отделы, отдел труда и заработной платы, бюро по рационализации |
Принцип строгой последовательности работ и прямоточности предполагает необходимость совершенствования пространственного расположения структурных единиц системы подготовки производства и обеспечение рациональных взаимосвязей между подразделениями предприятия.
Не менее важна и сложна проблема установления взаимосвязей между подразделениями. Основные положения рационализации системы взаимосвязей между подразделениями, участвующими в процессах подготовки производства, базируются на следующих принципах: документ должен по возможности формироваться в одном подразделении; число согласовывающих и утверждающих инстанций должно быть сведено к минимуму; маршрут движения документа должен исключать возвраты, петли и движение в направлении, обратном ходу его маршрута.
Использование принципа пропорциональности при организации подготовки производства требует обеспечения равенства производственных возможностей (пропускной способности, мощностей) всех подразделений, занятых созданием новых изделий. При этом должны учитываться ресурсы трех видов: люди (рабочие, инженерно-технические и научные работники) основные фонды (площади, производственное и научное оборудование), материальные ресурсы (материалы, специальная литература, нормативы и др.).
При проектировании производственной структуры фактическая пропускная способность подразделений сопоставляется с плановой и выравнивается за счет перераспределения ресурсов и работ, повышения производительности труда работников, увеличения сменности работы оборудования.
Структура органов подготовки производства во многом зависит от сложившейся системы подготовки. На предприятиях машиностроения функционируют три разновидности таких систем: централизованная, при которой вся работа по конструированию, технологическому и организационному проектированию осуществляется в заводских службах и других подразделениях; децентрализованная, при которой основная тяжесть работы по технологической и организационной подготовке переносится на цеховые органы; смешанная, когда работа по подготовке производства распределяется между центральными и цеховыми органами.
На предприятиях машиностроения с массовым и крупносерийным типом производства подготовка, производства новых изделий осуществляется, как правило, централизованно. На заводах серийного производства преобладает смешанная система подготовки, а на предприятиях единичного и мелкосерийного типа - децентрализованная.
2. ПЕРЕХОД ПРОИЗВОДСТВА К ВЫПУСКУ НОВОЙ ПРОДУКЦИИ
2.1 Методы перехода на выпуск новой продукции
Эффективность процесса освоения во многом определяется выбранным методом перехода на производство новых изделий, т. е. замещения конструкций, освоенных в производстве, новыми.
При многообразии процессов обновления продукции машиностроения можно выделить три характерных метода перехода на новую продукцию: последовательный, параллельный, параллельно-последовательный.
При последовательном методе перехода производства новой продукции начинается после полного прекращения выпуска продукции, снимаемой с производства. Можно выделить прерывно-последовательный (рис. 1,а) и непрерывно-последовательный (рис.1,б) варианты этого метода.
Рис.1,а
Рис.1,б
Рис. 1. Последовательный метод перехода на производство нового изделия:
а-прерывно-последовательный;
б - непрерывно-последовательный
Параллельный метод перехода (рис.2) характеризуется постепенным замещением снимаемой с производства продукции вновь осваиваемой. В этом случае одновременно с сокращением объемов производства старой модели происходит нарастание выпуска новой. Основное преимущество его по сравнению с последовательным методом состоит в том, что удается значительно сократить либо даже исключить потери в суммарном выпуске продукции при освоении нового изделия.
Рис. 2. Параллельный метод перехода на выпуск нового изделия
Параллельно-последовательный метод перехода (рис.11) широко применяется в условиях массового производства при освоении новой продукции, существенно отличающейся по конструкции от снимаемой с производства. На предприятии создаются дополнительные участки, на которых начинается освоение нового изделия; организуется выпуск первых партий новой продукции. После кратковременной остановки (![]() Т), в течение которой осуществляется перепланировка оборудования организуется выпуск новой продукции в основном производстве.
Т), в течение которой осуществляется перепланировка оборудования организуется выпуск новой продукции в основном производстве.
Рис. 3 Параллельно-последовательный метод перехода на выпуск нового изделия
2.2 Задачи и содержание единой системы технологической подготовки производства
Технологическая подготовка производства (ТПП) представляет собой совокупность мероприятий, обеспечивающих технологическую готовность производства, т. е. наличие на предприятии полных комплектов конструкторской и технологической документации и средств технологического оснащения, необходимых для выпуска заданного объема продукции с установленными технико-экономическими показателями. Эта одна из важнейших стадий системы СОНТ весьма значительна по объему и сложности. Так, трудоемкость технологической подготовки по отношению к общей трудоемкости технического проекта изделия в единичном производстве составляет 20-25%, в серийном - 50-55%, а в крупносерийном и массовом - 60-70%. Это связано с тем, что если двигаться от единичного производства к серийному и далее к массовому, то степень технологической оснащенности возрастает, а, следовательно, увеличивается и объем работ по ТПП.
Технологическая подготовка производства на предприятии выполняется отделами главного технолога, главного металлурга, а также технологическими бюро основных цехов, в ведении которых находятся литейные, кузнечные, механические и сборочные цехи. Материальной базой для них служат инструментальный и модельный цехи, технологические лаборатории, опытное производство.
До начала работ по ТПП, как правило, проводится технологический контроль чертежей, который необходим для анализа и проверки запроектированных изделий (деталей) на технологичность их конструкций, правильность назначения классов точности обработки, рациональность схем сборки и т. д.
Основными этапами ТПП являются:
1) разработка технологических процессов;
2) проектирование технологической оснастки и нестандартного оборудования;
3) изготовление средств технологического оснащения (оснастки и нестандартного оборудования);
4) выверка и отладка запроектированной технологии и изготовленного технологического оснащения.
На первом этапе осуществляют выбор рациональных способов изготовления деталей и сборочных единиц, разработку новых технологических процессов. Эта работа выполняется на основе: чертежей на вновь спроектированное изделие; ГОСТов, отраслевых и заводских стандартов на материалы, инструмент, а также на допуски и припуски; справочников и нормативных таблиц для выбора режимов резанья; планируемых размеров выпуска изделий.
Содержание работ по проектированию технологических процессов складывается из следующих элементов: выбора вида заготовок; разработки межцеховых маршрутов; определения последовательности и содержания технологических операций; определения, выбора и заказа средств технологического оснащения; установления порядка, методов и средств технического контроля качества; назначения и расчета режимов резания; технического нормирования операций производственного процесса; определения профессий и квалификации исполнителей; организации производственных участков (поточных линий); формирования рабочей документации на технологические процессы в соответствии с ЕСТП.
На втором этапе ТПП, во-первых, проектируют конструкции моделей, штампов, приспособлений, специального инструмента и нестандартного оборудования, а во-вторых, разрабатывают технологический процесс изготовления технологического оснащения, который должен быть достаточно универсальным, но в то же время прогрессивным, совершенным и обеспечивающим высокое качество изготовляемых деталей.
Разработка конструкций технологической оснастки осуществляется конструкторскими бюро по оснастке и инструменту в тесной взаимосвязи с технологами, которые проектируют технологические процессы обработки деталей нового изделия.
На третьем этапе ТПП изготавливают всю оснастку и нестандартное оборудование. Это наиболее трудоемкая часть технологической подготовки (60 - 80 % труда и средств от общего объема ТПП). Поэтому, как правило, эти работы проводят постепенно, ограничиваясь вначале минимально необходимой оснасткой первой необходимости, а затем повышая степень оснащенности и механизации производственного процесса до максимальных экономически оправданных пределов. На этом этапе осуществляют перепланировку (если это необходимо) действующего оборудования, монтаж и опробование нового и нестандартного оборудования и оснастки, поточных линий и участков обработки и сборки изделий.
На четвертом этапе ТПП выверяют и отлаживают запроектированную технологию; окончательно отрабатывают детали и узлы (блоки) на технологичность: выверяют пригодность и рациональность спроектированной оснастки и нестандартного оборудования, удобство разборки и сборки изделия; устанавливают правильную последовательность выполнения этих работ; проводят хронометраж механообрабатывающих и сборочных операций и окончательно оформляют всю технологическую документацию.
Технологическая документация для различных типов производства (единичного, серийного и массового) отличается глубиной разработки технологических процессов и степенью их детализации. Сначала разрабатываются маршрутные межцеховые карты на технологические процессы изготовления деталей и сборочных единиц. Маршрутные карты указывают последовательность прохождения заготовок, деталей или сборочных единиц по цехам и производственным участкам предприятия. Для изготовления деталей и сборки изделия в единичном или мелкосерийном производствах достаточно иметь конструкторскую документацию, маршрутное или маршрутно-операционное описание технологического процесса либо перечень полного состава технологических операций без указания переходов и технологических режимов. Для серийного и массового производств кроме маршрутной технологии разрабатывается технологический процесс с операционным описанием формообразования, обработки и сборки. При этом для единичных технологических процессов разрабатывается операционная технологическая карта, для типовых (групповых) технологических процессов - карта типовой (групповой) операции. В них указываются все переходы по данной конкретной операции и способы выполнения каждого, технологические режимы, данные о средствах технологического оснащения, материалах и затратах труда. Обычно в операционных картах помещают эскизные чертежи, изображающие детали или части деталей и содержащие те размеры и указания на обработку, которые необходимы для выполнения данной операции (способ закрепления деталей на станке, расположение инструмента, приспособление и др.).
Кроме того, для определенных изделий разрабатываются карты типовых технологических процессов нанесения электролитических покрытий, химической обработки, нанесения лакокрасочных покрытий, ведомости удельных норм расхода растворителей, анодов, химикатов, ведомости подетальных отходов и другие документы.
Исходная информация для разработки технологических процессов может быть базовой, руководящей и справочной. Базовая информация включает наименование объекта, а также данные, содержащиеся в конструкторской документации. Руководящая информация - это отраслевые и заводские стандарты, устанавливающие требования к технологическим процессам, оборудованию, оснастке, документация на действующие типовые и групповые технологические процессы, производственные инструкции, документация для выбора нормативов по технике безопасности и промышленной санитарии. Справочная информация включает документацию опытного производства, описания прогрессивных методов изготовления, каталоги, справочники, альбомы компоновок, планировок.
3. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА ПО ВЫПУСКУ НОВОГО ИЗДЕЛИЯ НА ПРИМЕРЕ ЗАВОДА ОАО « ЧУВАШКАБЕЛЬ»
3.1 Характеристика завода ОАО Чувашкабель
12 декабря 1961 года Чебоксарский завод кабельных изделий «Чувашкабель» произвел свою первую продукцию - катушку эмалированного провода. С тех пор, по традиции, этот день ежегодно отмечается коллективом предприятия как день рождения завода.
А началось все с Постановления Совета Министров РСФСР «О мерах помощи в дальнейшем развитии хозяйства и культуры Чувашской АССР» от 30 июля 1959 года, в котором предусматривалось строительство Чебоксарского завода кабельных изделий «Чувашкабель». 2 августа 1960 года Совет Народного Хозяйства Чувашского экономического административного района принял постановление «Об организации в городе Чебоксары кабельного завода».
Первоначально завод размещался в бывших корпусах ремонтно-механического цеха и автобазы на площадях строительных организаций Совнархоза г. Чебоксары. Ему отводилась скромная роль обеспечивать эмалированными проводами комплекс электротехнической промышленности Чувашии. Но по мере становления предприятия осваивались новые виды продукции, и оно постепенно специализировалось на производстве миниатюрных и субминиатюрных кабельных изделий. В бывшем СССР завод был единственным производителем в промышленных масштабах теплостойких радиочастотных кабелей со сплошной изоляцией из фторопластов. Значительная часть продукции производилась для нужд обороной промышленности.
Большую помощь в подготовке кадров вновь образованному предприятию оказали коллективы заводов Микропровод и Электрокабель, а в освоении новой продукции сотрудники ВНИИКП и ОКБ КП. В октябре 1992 года предприятие было преобразовано в открытое акционерное общество.
За последние 10 лет номенклатура производимых кабельных изделий обновлена более чем на 60% и содержит около 150 марок 20-ти номенклатурных групп.
Сегодня мы являемся единственными производителями в России следующих кабельных изделий:
- хладоностойких проводов для холодильной техники марки ПГХ;
- нагревательных кабелей постоянной мощности тепловыделения марки КНФНФЭ;
- теплостойких монтажных проводов МС 26-15, обладающих комплексом уникальных эксплуатационных свойств и применяющихся в космической технике;
- безбронного кабеля для геофизических исследований;
- миниатюрных кабелей управления.
По объемам производства радиочастотных кабелей, автотракторных и монтажных проводов предприятие последние два года входит в тройку российских лидеров (производителей КПП на сегодняшний день около 100, из которых более 30 крупных, образованных до 1990 года).
С 1995 года на заводе Чувашкабель планомерно проводится закупка необходимого оборудования за рубежом. Вот некоторые этапы перевооружения:
- в 1995-1998 годах внедрены три высокоскоростных линии по производству обмоточных проводов, применяемых для изготовления обмоток нефтепогружных электродвигателей;
- в 1998-1999 г. введены в строй две технологические линии производства Италии для изготовления обмоточных проводов с эмалевой изоляцией диаметром 0,50 - 2,00 мм.
- в 2002 году закончены работы по выводу на полную мощность еще одной технологической линии для изготовления эмалированных проводов.
Внедрение новых линий и вывод из эксплуатации старого оборудования позволили повысить качество продукции, снизить энергопотребление и потери на брак, а также улучшить экологическую обстановку.
В 2004 году введен в эксплуатацию комплекс оборудования фирмы «SAMP» (Италия). Входящие в него современные крутильные машины позволяют производить скрутку токопроводящих жил до 35мм2, так и скрутку 7 изолированных жил. Установленное экструзионное оборудование позволяет производить кабельные изделия с диаметром по оболочке до 14 мм. Организованное производство ориентированно на выпуск силовых, установочных, автотракторных проводов.
Обеспечение высокого качества продукции всегда было и остается для коллектива предприятия первостепенной задачей. На предприятии функционирует хорошо оснащенная центральная заводская лаборатория, позволяющая производить практически все испытания, предусмотренные нормативной документацией на применяемые материалы и выпускаемую продукцию.
27 ноября 2006 года в 14:25 информационная система управления предприятием ОАО «Завод «Чувашкабель» зарегистрировала превышение 1 млрд. руб. отгрузки продукции с начала года.
Это событие является знаменательным для среднего по размерам предприятия (среднесписочная численность 1150 человек) и достойным подарком коллектива 45-летию со дня выпуска первой продукции. Структурные изменения продуктового портфеля и реализация инвестиционных проектов, направленных на модернизацию и организацию новых производств, гарантируют – предприятие стало стабильным членом Клуба миллиардеров Чувашии. Следующий рубеж – объем реализации продукции не менее 2 млрд. руб. в год в сопоставимых ценах, планируется перешагнуть в 2009 году.
В день празднования 45-летия завода 12 декабря 2006 года состоялась презентация и запуск первой очереди нового производства силовых кабелей и проводов.
Первой продукцией цеха стали провода марки СИП. В дальнейшем планируется значительно расширить номенклатуру выпускаемых кабелей и проводов за счет силовых кабелей до 1 кВ со сшитой полиэтиленовой изоляцией, а также кабелей и проводов с индексами нг-LS и нг-HF.
Система менеджмента качества предприятия сертифицирована на соответствие требованиям ГОСТ Р ИСО 9001-2001.
Заслуги предприятия в области качества отмечены премией Президента Чувашской Республики. Многие изделия предприятия отмечены дипломами 100 лучших товаров. Начаты работы по подготовке предприятия к сертификации на соответствия требованиям ИСО 14000. В ближайшие годы планируется сертифицировать систему качества в международном органе сертификации.
Несмотря на трудности начала 1990-х годов предприятию удалось сохранить коллектив высококлассных специалистов и квалифицированных рабочих. Технические специалисты в инициативном порядке и по техническим требованиям наших потребителей работают над созданием новых изделий и технологий. За последние три года интеллектуальная собственность предприятие пополнилась тремя патентами на изобретения и семью техническими условиями на провода и кабели. Кроме того ежегодно коллектив предприятия пополняется молодыми специалистами, выпускниками ВУЗов г, Чебоксары. Некоторые из них, проработав 3-4 года, уже успели проявить свои лучшие качества и вошли в состав руководителей структурных подразделений предприятия.
Председатель Совета директоров ОАО «Чебоксарский завод кабельных изделий Чувашкабель Кортунов Игорь Михайлович вошел в группу «А» рейтинга «ТОП-1000 наиболее профессиональных менеджеров России» 2005 года. Об этом радостном событии на предприятии узнали из VI релиза Рейтинга. Релиз явился итогом масштабной работы, проведенной Рейтинговым агентством Ассоциации менеджеров России, по выявлению наиболее профессиональных управленцев России.
Коммерческий директор ОАО «Завод «Чувашкабель» Тронина Марина Юрьевна вошла в ТОП-200 наиболее профессиональных коммерческих директоров согласно, ежегодно публикуемому Ассоциацией менеджеров России и издательским домом «Коммерсантъ», рейтингу коммерческих директоров РФ.
Из года в год ОАО Завод Чувашкабель улучшает свои позиции в рейтинге 1000 лучших предприятий России: 2001 год - 604-ое место, 2002 год - 579-е, 2003 год - 399-е, в 2004 году - 256 место, в 2005 году - 96 место. Для справки: рейтинг Лучшие Российские предприятия ежегодно составляется Российским союзом промышленников и предпринимателей совместно с Торгово-промышленной палатой РФ и Экспертным институтом. В 2005 году это был уже девятый рейтинг. Завод Чувашкабель стал победителем IX Всероссийского конкурса Лучшие российские предприятия-2005 в номинации За динамичное развитие сектор Машиностроение и был удостоен главной награды конкурса - Премии Екатерина Великая- символа становления и развития российской промышленности. В конкурсе принимали участие около 5 тысяч производственных предприятий из всех регионов России. Эти предприятия представляли одиннадцать основных отраслей российской промышленности и связи (более 80% промышленного потенциала страны).
3.2 Организация технологии изготовления силовых кабельных изделий
Как правило, кабельные изделия изготовляют большой длины, поэтому многие технологические операции производят при их перемотке с отдающего на приемное устройство; при этом на непрерывно движущуюся заготовку накладывают слои изоляции, оболочки, защитные покровы или производят другие технологические операции.
Кабельные изделия изготовляют в несколько технологических этапов на различном оборудовании, а тарой для транспортировки полуфабрикатов и готовых изделий служит катушка или барабан.
Разнообразие конструкций кабельных изделий и применение различных изоляционных материалов потребовали создания целого комплекса технологических процессов для их производства. В кабельной промышленности сложилась традиция проектирования и создания заводов и цехов по технологическому принципу, когда специализация определяется материалами и способами их переработки в кабельные изделия (например, цех или завод по производству кабелей и проводов с резиновой, пластмассовой, бумажной пропитанной изоляцией и т. п.). В то же время некоторые технологические операции используют при изготовлении кабелей и проводов независимо от материала изоляции.
Производственный цикл изготовления кабелей или проводов можно разделить на несколько основных процессов: производство проволоки для токопроводящих жил; скрутка жилы (не для всех кабелей) наложение изоляции; оболочки и защитных покровов. Кроме того, для производства многожильных кабелей создана технология скрутки изолированных жил в кабель.
При рассмотрении общей технологической схемы изготовления кабелей и проводов необходимо учитывать ряд вспомогательных технологических операций, которые организованы не на всех кабельных заводах: изготовление резиновых смесей; варка пропитывающей массы для силовых кабелей с бумажной пропитанной изоляцией; волочение медной и алюминиевой проволоки; варка компаундов для защитных покровов и др.
Схема процессов изготовления кабельных изделий, приведена на рис.4.
При изготовлении некоторых проводов и кабелей из-за их конструктивных особенностей часть технологических операций не используют. Например, для неизолированных проводов требуется только скрутка токопроводящих жил, для одно-, а иногда двух- и трехжильных кабелей не применяют скрутку изолированных жил, а для кабелей связи с бумажной изоляцией– пропитку.
Технологические операции, предназначенные для изготовления определенного конструктивного элемента, с использованием различных материалов отличаются друг от друга. Например, операции наложения изоляции из бумаги и резины различны и производятся на различном технологическом оборудовании.
В последние годы для повышения производительности объединяют несколько технологических операций в единый технологический цикл. Создание поточных автоматических линий значительно увеличивает производительность, снижает трудоемкость и повышает качество продукции. Однако создание таких линий затруднено из-за большой разницы во времени, необходимом для проведения соответствующих операций.
В кабельной промышленности используют дефицитные и дорогостоящие материалы, из которых изготовляют изделия повышенной надежности и с большим сроком службы. Кабели и провода относятся к неремонтируемым изделиям, их срок службы существенно превышает срок службы других электротехнических изделий.
Для совершенствования технологии разрабатывают и внедряют типовые технологические процессы, большинство из которых регламентируют отраслевыми стандартами, обязательными для всех кабельных предприятий.
Поскольку на заводе «Чувашкабель» производится не весь ассортимент кабелей, то применительно к этому заводу схема технологических процессов имеет несколько другой вид, чем на представленная на рис.4 общая технологическая схема. Схема технологических процессов производства кабелей на заводе «Чувашкабель» представлена на рис.5.
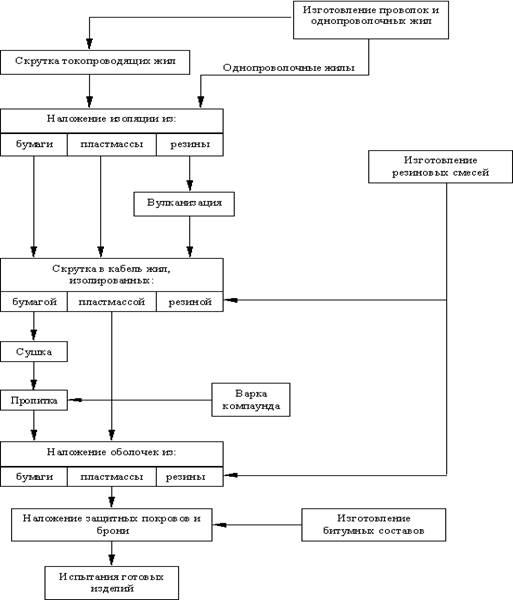
Рис.4.Схема процессов изготовления кабельных изделий
рис.5. Схема технологических процессов производства кабелей
3.3 Силовой кабель и его назначение
Силовой кабель, электрический кабель, предназначенный для передачи электроэнергии от места её производства (или преобразования) к промышленным предприятиям, силовым и осветительным установкам стационарного типа, транспортным и коммунальным объектам. Термин «С. к.» в общепринятом смысле относят обычно к кабелям на напряжение до 35 кв, преимущественно с бумажной изоляцией, пропитанной вязким изоляционным составом. Для более высоких напряжений используют кабель с избыточным давлением масла .
Наиболее массовое применение нашли С. к. на напряжение до 10 кв (рис.), содержащие три алюминиевые или (реже) медные токопроводящие жилы секторной формы сечением до 240 мм2 . Основная изоляция такого С. к. — спирально наложенные на каждую жилу бумажные ленты, пропитанные вязким изоляционным составом (75—85% минерального масла и 15—25% канифоли). Толщина изоляции жилы (фазной изоляции) зависит от номинального напряжения кабеля и составляет от 0,75 мм при 1 кв до 2,75 мм при 10 кв. На скрученные вместе изолированные жилы накладывают т. н. поясную бумажную изоляцию, толщина которой примерно вдвое меньше толщины фазной. Поверх поясной изоляции методом прессования накладывают герметичную металлическую оболочку из свинца или алюминия (последний получает преимущественно распространение), а затем — защитный покров. С. к. на напряжение 20 и 35 кв имеют жилы круглой формы с фазной изоляцией толщиной до 9 мм; у каждой жилы — отдельная металлическая оболочка или экран из металлической фольги.
В диапазоне рабочих температур от 50 до 80 °С вязкость масляно-канифольного состава снижается, поэтому на наклонных участках трассы прокладки С. к. из-за постепенного стекания жидкой изоляции верхние участки С. к. могут придти в негодность. В связи с этим строго ограничивается максимально допустимая разность высот между верхней и нижней точками трассы (от 5 до 25 м для кабелей с напряжением соответственно от 35 до 1 кв).
Основные направления совершенствования С. к. — расширение выпуска кабелей с нестекающим пропиточным составом, позволяющим прокладывать трассы с крутонаклонными и вертикальными участками, а также переход от бумажной изоляции к полимерной (поливинилхлоридной, полиэтиленовой). Применение прогрессивных видов изоляции, помимо значительной экономии дефицитной бумаги, масел и канифоли, сокращает трудоёмкость и длительность технологических операций при производстве кабеля, уменьшает его массу, а также повышает допустимую рабочую температуру (С. к. с изоляцией из вулканизируемого полиэтилена даже при температурах до 150 °С в течение некоторого времени сохраняет высокую стойкость к деформациям, что очень важно при коротких замыканиях).

Рис. 7 Трёхжильный силовой кабель на напряжение 6 кв: 1 — секторные многопроволочные алюминиевые жилы; 2 — фазная бумажная изоляция; 3 — поясная бумажная изоляция; 4 — алюминиевая оболочка; 5 — пластмассовая (поливинилхлоридная) защитная оболочка.
Маслонаполненный кабель, силовой кабель высокого напряжения, у которого бумажная изоляция пропитана минеральным маслом под давлением. Повышение электрической прочности изоляции в М. к. достигается устранением газовых включений (пустот) в изоляции — возможных очагов пробоя — посредством заполнения их маслом; давление масла во время эксплуатации поддерживается с помощью подпитывающих устройств. Применяется для вывода электроэнергии с крупных электрических станций и подземных ГЭС к распределительным устройствам, при переходе линий электропередачи через водные преграды, в районах с интенсивной застройкой, для глубоких вводов в города с большим энергопотреблением и т. д.
Изготовляют два типа М. к.: одножильный с центральным маслопроводящим каналом на низкое или среднее давление (0,1—0,3 Мн/м2 ) и многожильный высокого давления (1,4—1,5 Мн/м2 ). Первый тип М. к. имеет токопроводящую жилу сечением 150—800 мм2 из лужёных медных проволок фасонной формы, уложенных в концентрические повивы. Канал диаметром 12 мм, как правило, одинаковый для кабелей любого сечения, образуется скруткой проволок одного повива. Изоляция М. к. — пропитанная маслом кабельная высоковольтная (иногда каландрированная) бумага; электрическая прочность масла — не менее 180 кв/см. От жилы и от металлической оболочки изоляция отделена экранирующим слоем полупроводящей бумаги. Иногда наружный экран дополняется медной или алюминиевой фольгой. Свинцовая оболочка обычно усиливается твёрдокатаной медной лентой. Применение алюминиевой оболочки существенно удешевляет М. к. и уменьшает его массу, но алюминиевая оболочка нуждается в гофрировании для придания ей гибкости, а также в усиленной защите от коррозии. Чаще всего одножильный М. к. применяют на напряжение 110—220 кв.
В многожильных М. к. высокого давления изолированные круглые многопроволочные токопроводящие без внутреннего канала жилы располагаются в стальной трубе диаметром 220—270 мм, заполненной маслом. Сечения жил и бумажная изоляция те же, что и в одножильном М. к., но электрическая прочность изоляции значительно выше, чем в М. к. низкого давления. Стальная труба покрыта снаружи антикоррозионными покровами. Кабель монтируется непосредственно на трассе прокладки: трубопровод сваривается из отдельных секций, изолированные жилы поступают с завода в свинцовой оболочке, которая снимается при затягивании жил в трубу. После монтажных работ масло многократно прокачивают через трубопровод до получения требуемых электрических характеристик. М. к. высокого давления применяют на напряжения 220—750 кв; при напряжении свыше 500 кв целесообразно форсированное охлаждение кабеля циркулирующим по трубопроводу очищенным и охлажденным маслом.
ЗАКЛЮЧЕНИЕ
В результате выполненной работы можно сделать следующие выводы:
1) на сегодняшний день процесс технической подготовки производства стал тем элементом которому необходимо уделять такое же серьезное внимание, как и бизнес-плану или любому другому процессу связанному с организацией предприятия, в то время как еще совсем недавно это было прерогативой различных конструкторских бюро и НИИ которые разрабатывали технологии не особо ориентируясь на рынок сбыта, условия производства и т.д. Это связано с тем, что в настоящее время с одной стороны быстрыми темпами развивается мелкий и средний бизнес, а с другой стороны на наш рынок технологического оборудования прорвались зарубежные производители, которые предлагают широкий ассортимент различных технологических линий, включая их установку и обслуживание;
2) Структура органов подготовки производства во многом зависит от сложившейся системы подготовки;
3) Технологическая линия, описанная в данной работе функционирует на базе отечественного оборудования. Это дает определенные преимущества, т.к. значительно упрощается вопрос о техническом обслуживании, снабжении запасными частями и т.д. Остается только желать, чтобы отечественные производители оборудования вышли на тот же уровень, что и зарубежные.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Новиков Д.Ю. Расходы организации: бухгалтерский и налоговый учет. - Бератор-Пресс, 2005 г.
2. Быкадоров В.Л., Алексеев П.Д. Финансово-экономическое состояние предприятия. – М.: ПРИОР-СТРИКС, 2004 – 382 с.
3. Алексеева М.М. Планирование деятельности фирмы. - М.: Финансы и статистика, 2005 – 449 с.
4. Баканов М. И., Шеремет А. Д. Теория экономического анализа. – М.: Финансы и статистика, 2004 – 345 с.
5. Балабанов И.Т. Анализ и планирование финансов хозяйствующего субъекта. - М.: Финансы и статистика, 2004 – 524 с.
6. Барногльц С.Б., Экономический анализ хозяйственной деятельности на современном этапе развития, М.: Финансы и статистика, 2005 – 284 с.
7. Барногльц С. Б., Экономический анализ хозяйственной деятельности предприятий и объединений, М.: Финансы и статистика, 2004 – 427 с.
8. Кирьянова З.В. Теория бухгалтерского учета. - М.: Бухгалтерский учет, 2004.-254с.
9. Кондраков Н.П. Бухгалтерский учет. Учебное пособие. - ИПБ-БИНФА, 2004
10. Врублевский Н.Д., Рендухов И.М. Учет выпуска и продаж продукции в промышленности. - Бухгалтерский учет, 2005 г.
11. Захарьин В.Р. Учет готовой продукции в соответствии с методическими указаниями Минфина РФ: Учебно-методическое пособие. – М.: Издательство «Дело и Сервис», 2005. – 160 с.
12. Ковалев К. В. Финансовый анализ: Управление капиталом. Выбор инвестиций. Анализ отчетности. - М.: Зеркало, 2000 – 529 с.