Организация производства детали Червячное колесо
СОДЕРЖАНИЕ: 1 Теоретические аспекты развития машиностроения в России История развития машиностроения Зарождение технологии машиностроения, как отрасли науки связывают появлением трудов, содержащих описание опыта производство процесса.1 Теоретические аспекты развития машиностроения в России
1.1 История развития машиностроения
Зарождение технологии машиностроения, как отрасли науки связывают появлением трудов, содержащих описание опыта производство процесса.
Впервые сформулировал положение о технологии и определил, что «технология – наука о ремеслах и заводах» в 1804 г. Академик В.М.Севергин. А в 1817 г. Впервые был изложен опыт производства профессором Московского университета И.А. Двигубским в книге «Начальные основания технологии или краткое описание работ, на заводах и фабриках производимых».
Дальнейшее описание выполнено Тиме И.А. (1838-1920 г.г.) в первом капитальном труде «Основы машиностроения. Организация машиностроительных фабрик в техническом и экономическом отношении и производство в них работ», вышедшим в 1885 г. Позже Гавриленко А.П. (1861-1914г.г.) создал курс «Технология металлов».
Затем появились работы не просто обобщающие опыт, но и выявляющие общие зависимости и закономерности. Соколовский А.П. в 1930-1932 г.г. издал первый труд по технологии машиностроения. В 1933 г. Появился труд Каширина А.И. «Основы проектирования технологических процессов» и «Теория размерных цепей», разработанная Балакшиным Б.С., а в 1935г. – «Технология автотракторостроения», в котором Кован В.М. и Бородачев Н.А. занимались анализом качества и точности производства. Исследованием жесткости, применительно к станкам, в 1936 г. занимался Вотинов К.В. Работы ЗыковаА.А. и Яхина А.Б. положили начало анализу причин возникновения погрешностей при обработке. В 1959 г. Кован В.М. разработал методику расчета припусков. Исследования в области технологии машиностроения продолжили Глейзер Л.А., Корсаков В.С., Колесов И.М., Чарнко Д.В. и др.,
Технология машиностроения как наука (в современном понимании) прошла в своем развитии несколько этапов. Маталин А.А., автор одного из учебников по технологии машиностроения, выделяет четыре этапа.
Первый этап (до1929-1930 г.г.) характеризуется накоплением отечественного и зарубежного производственного опыта изготовления машин. Публикуются описания процессов обработки различных деталей, применяемого оборудования и инструментов. Издаются руководящие и нормативные материалы ведомственных проектных организаций страны.
Второй этап (1930-1941 г.г.) характеризуется обобщением и систематизацией накопленного производственного опыта и началом разработки общих научных принципов построения технологических процессов.
Третий этап (1941-1970 г.г.) отличается интенсивным развитием технологии машиностроения, разработкой новых технологических идей и формированием научных основ технологической науки.
Четвертый этап – с 1970 г. По настоящее время отличается широким использованием достижений фундаментальных и общеинженерных наук для решения теоретических проблем и практических задач технологии машиностроения.
Современное представление технологии машиностроения – это отрасль технической науки, которая изучает связи и закономерности в производственных процессах изготовления машин.
Конструкция любой машины – сложная система двух видов сопряженных множеств связей:
1. свойств материалов;
2. размерных.
Для реализации такой системы связей должен быть создан и осуществлен производственный процесс, который представляет собой другую систему сопряженных множеств связей:
1. свойств материалов (нужны для создания аналогичных связей в машине во время производственного процесса);
2. размерных;
3. информационных (для управления производственным процессом);
4. временных и экономических (производственный процесс не может осуществляться вне времени и без затрат живого и овеществленного труда).
Сейчас в экономике отрасли образовался неиспользуемый потенциал, который составил по занятости — почти четверть, а по мощности — более половины реальных возможностей производства. Затраты, связанные с поддержанием этого потенциала, значительно увеличивают издержки выпускаемой продукции и не способствуют укреплению ее конкурентоспособности.
Свертывание инвестиций практически во всех отраслях народного хозяйства лишило машиностроительные предприятия возможности широкого маневра в процессе адаптации к рыночным отношениям и условиям открытости экономики. Для большинства товаропроизводителей ключевой проблемой выступает не столько качественное обновление фондов, технологий, продукции, сколько экономия на всем, в том числе инвестициях. Недоинвестирование, принявшее макроэкономические масштабы, обусловливает массовый сброс мощностей, а там, где резервы снижения капиталоемкости невелики и нет экспортных возможностей,— свертывание производства.
Об этом свидетельствует промышленная динамика минувшего года. Выпуск ряда машин и оборудования упал намного ниже предельно допустимого уровня, обеспечивающего замену изношенного и выбывающего оборудования у потребителя и сохранение стабильного уровня производства у производителя.
В экономике тяжелого машиностроения образовались крупные зоны хронического кризиса: производство башенных кранов, подвижного состава (тепловозы, электровозы), и другие. Они выпали из системы воспроизводства, подвисли, в значительной мере лишившись внутреннего рынка. Падение по ним составило в 1995 г. от 6,9 до 72%. В то же время имеются зоны роста. В частности, по вагонам метрополитена, бульдозерам и экскаваторам динамика производства находится в пределах от 100 до 113%.
В целом, объем выпуска продукции машиностроительного комплекса в сопоставимых ценах сложился в 1995 г. на уровне 98% по отношению к 1994 г.
Помимо неблагоприятной динамики, в комплексе продолжаются регрессивные отраслевые структурные сдвиги. Поскольку в 1995 г. капитальные вложения за счет всех источников финансирования в целом по экономике сократились на 16%, произошло снижение до 13,5% против 14,3 в 1994 г. удельного веса отраслей, образующих инвестиционный сектор комплекса
В региональном разрезе ситуация, в общем, аналогичная. Так, в Центральном экономическом районе удельный вес машиностроительной продукции снизился с 25,4 до 21.6% (в Москве эти показатели составляют соответственно 6,5 и 5,4%, Московской области — 5.4 и 2,8%, Тульской - 1,5 и 0,8%, Ярославской - 2,8 и 2.3%). В Уральском районе доля машиностроения сократилась с 17,8 до 13,4%, в том числе в Удмуртской Республике с 2,7 до 0.5%. В Западно-Сибирском — с 7 до 6,1%. Такой процесс наблюдается в Восточно-Сибирском. Дальневосточном. Северо-Кавказском, Центрально-Черноземном экономических районах.
Между тем в отдельных экономических районах (Волго-Вятском и Поволжском) наметился рост этого показателя, в основном за счет индустрии Нижегородской, Самарской, Ульяновской областей и Республики Татарстан, где предприятия машиностроения лучше адаптируются к рыночным отношениям.
В условиях, отличающихся отсутствием стимулов к инвестированию и расширению производства, повышению качества продукции и снижению издержек, внедрению инноваций, а также жесткой по отношению к товаропроизводителям монетарной политикой, ситуация для развития тяжелого машиностроения по-прежнему неблагоприятна.
Вместе с тем надо учитывать уже происшедшее, и прежде всего то. что отрасль стоит на грани утраты технологического потенциала. Начиная с 1991 г. капитальные вложения не покрывают выбытие и износ основных фондов. Происходит стихийное разрушение мощностей, что усиливает несопряженность производств. Нарастает качественная деградация производственного аппарата, из-за чего конкурентоспособность выпускаемой продукции резко падает.
Особенно тревожно закрепление тенденции к деиндустриализации и дезинтеграции предприятий со сложными технологическими циклами, вынуждающей их заниматься натуральным хозяйством, отвергать в ряде случаев сложившуюся кооперацию и специализацию. Высокие тарифы на железнодорожные перевозки и цены на комплектующие изделия привели к тому, что многие предприятия машиностроения перешли на освоение агрегатного производства у себя.
В комплексе велики потери инновационного задела, они объективно препятствуют росту конкурентоспособности продукции машиностроения не только на внешнем, но и на внутреннем рынке.
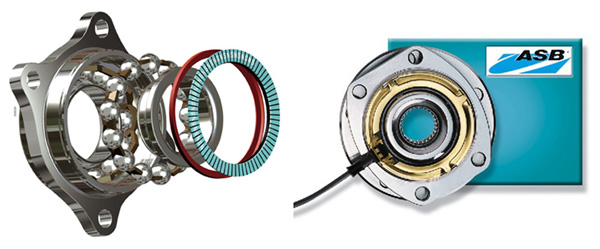
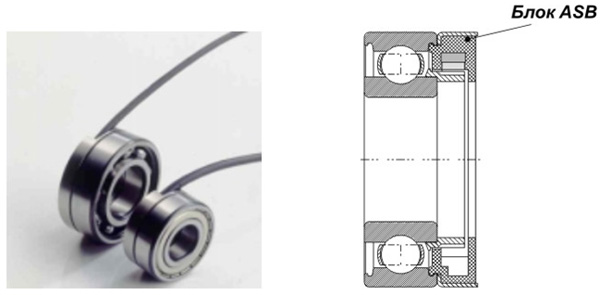
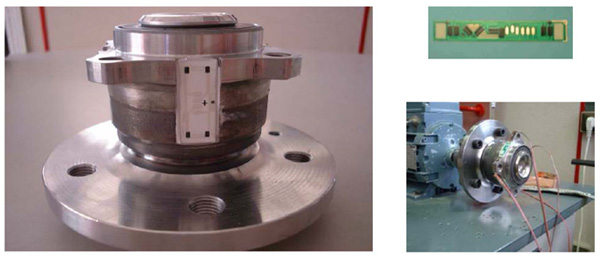
1.2 Мехатронные подшипники ASB
|
2 Расчет производственной программы и обоснование типа производства
2.1 Исходные данные
Деталь «Червячное колесо»
Технологический процесс механической обработки детали «Червячное колесо» состоит из следующих операций:
- токарная
- протяжная
- токарная
- зубострогальная
- внутришлифовальная
- плоскошлифовальная
- зубошлифовальная
- моечная
- контрольная
Штучное время изготовления детали «Червячное колесо» - мин
Коэффициент выполнения норм – 1,1
Режим работы участка – две смены
Масса детали – 9 кг
Заготовка – отливка
Масса заготовки –9.4 кг
Габариты заготовки - ![]() 82150
82150
2.2 Характеристика технологического процесса
Таблица 1 - Индивидуальный маршрут обработки детали « Червячное колесо»
| № опе-ра-ции |
Наименование и содержание операции |
Оборудование |
Инструмент |
Приспособления |
| 005 |
Заготовительная |
|||
| 010 |
Токарная |
Токарный полуавтомат с ЧПУ КТ141 |
Рукавицы ГОСТ 12.401075; ШЦ-125-0,1 ГОСТ 166-89 ШЦ-125-0,1 ГОСТ 166-89 ШЦ-125-0,1 ГОСТ 166-89 ШЦ-125-0,1 ГОСТ 166-89 |
Трехкулачковый патрон Трех кулачковыq патрон |
| 015 |
Протяжная |
протяжный 7512 |
Рукавицы ГОСТ 12.401075; Щт ГОСТ 10524-80; |
Жесткая опора |
| 020 |
Токарная с ЧПУ |
Токарный полуавтомат с ЧПУ КТ141 |
Рукавицы ГОСТ 12.401075; ШЦ-125-0,1 ГОСТ 166-89 ШЦ-125-0,1 ГОСТ 166-89 ШЦ-125-0,1 ГОСТ 166-89 ШЦ-125-0,1 ГОСТ 166-89 |
Трехкулачковый патрон |
| 025 |
Зубострогальная |
Зубострогальный станок 5Т23В |
Рукавицы ГОСТ 12.401075; Щт ГОСТ 10524 – 80; Щц-I-125-0,1 ГОСТ 166-88 |
оправка |
| 030 |
Внутришлифовальная |
Внутришлифовальный станок |
Рукавицы ГОСТ 12.401075; Шлиф.круг ГОСТ2424-80 |
Трехкулачковый патрон |
| 035 |
Плоскошлифовальная |
Плоскошлифовальный станок |
Рукавицы ГОСТ 12.401075; ШЦ-125-0,1 ГОСТ 166-89 Шлифовальн круг ГОСТ 2434-83; |
Магнитный стол |
| 040 |
Зубошлифовальная |
Зубошлифовальный станко58П70В |
Рукавицы ГОСТ 12.401075; ШЦ-125-0,1 ГОСТ2424-83 |
оправка |
| 045 |
Моечная |
Моечная машина |
||
| Контрольная |
Контрольный стол |
Рукавицы ГОСТ 12.401075; ШЦ-125-0,1 ГОСТ166-89 |
Таблица 2 – Нормы времени на изготовление детали «Червячное колесо»
| № опе-ра-ции |
Наименование операции |
Время |
||||
| штучное |
оперативное |
отдыха |
обслуж |
|||
| основное |
вспомогат |
|||||
| 010 |
Токарная |
11,88 |
3,1 |
8,2 |
0,33 |
0,25 |
| 015 |
Протяжная |
3,54 |
0,12 |
3,2 |
0,13 |
0,09 |
| 020 |
Токарная с ЧПУ |
10,44 |
0,5 |
9,26 |
0,4 |
0,28 |
| 025 |
Зубострогальная |
5,6 |
0,03 |
5,2 |
0,21 |
0,16 |
| 030 |
Внутришлифовальная |
4,12 |
0,05 |
3,8 |
0,15 |
0,12 |
| 035 |
Плоскошлифовальная |
2,09 |
0,02 |
1,95 |
0,07 |
0,05 |
| 040 |
Зубошлифовальная |
4,45 |
0,07 |
4,1 |
0,16 |
0,12 |
2.3 Выбор и обоснование типа производства
Форма организации производственного процесса на участке (цехе) определяется, как правило, типом производства. Тип производства – это степень постоянства загрузки рабочих мест, линии, участка, цеха, завода одной и той же работой.
Правильное определение типа производства на участке позволяет выбрать эффективную форму его организации. Основой для определения типа производства являются программа выпуска, вид изделия и трудоемкость его изготовления.
Различают три типа производства: единичное, серийное, массовое
Единичное производство характеризуется широким ассортиментом продукции и малым объемом выпуска одинаковых изделий, зачастую не повторяющихся. Особенности этого типа производства заключаются в том, что рабочие места не имеют глубокой специализации, применяются универсальное оборудование и технологическая оснастка, большая часть рабочих имеет высокую квалификацию, значительный объем ручных сборочных и доводочных операций, здесь высокая трудоемкость изделий и длительный производственный цикл их изготовления, значительный объем незавершенного производства.
Разнообразная номенклатура делает единичное производство более мобильным и приспособленным к условиям колебания спроса на готовую продукцию.
Серийное производство характеризуется изготовлением ограниченной номенклатуры продукции партиями (сериями), повторяющимися через определенные промежутки времени. В зависимости от размера серии различают мелкосерийное, среднесерийное и крупносерийное производства. Особенности организации серийного производства заключаются в том, что удается специализировать рабочие места для выполнения нескольких подобных технологических операций, наряду с универсальным применять специальное оборудование и технологическую оснастку, широко применять труд рабочих средней квалификации, эффективно использовать оборудование и производственные площади, снизить, по сравнению с единичным производством, расходы на заработную плату.
Предметная специализация участков делает целесообразной обработку партии деталей параллельно на нескольких станках, выполняющих следующие друг за другом операции. Таким образом, в условиях серийного производства возможна параллельно – последовательная организация производственного процесса.
Массовое производство характеризуется изготовлением ограниченной номенклатуры однородной продукции в больших количествах в течение относительно продолжительного периода времени. Массовое производство - высшая форма специализации производства, позволяющая сосредоточивать на предприятии выпуск одного или нескольких типов одноименных изделий. Непременным условием массового производства является высокий уровень стандартизации и унификации при конструировании деталей, узлов и агрегатов.
Особенности организации массового производства заключаются в том, что можно специализировать рабочие места на выполнении одной постоянно закрепленной операции, применять специальное оборудование и технологическую оснастку, иметь высокий уровень механизации и автоматизации производства, применять труд рабочих невысокой квалификации. Массовое производство обеспечивает наиболее полное использование оборудования, высокий уровень производительности труда, самую низкую себестоимость изготовления продукции по сравнению с серийным и тем более единичным производством. Этот тип производства экономически целесообразен при достаточно большом объеме выпуска продукции, поэтому необходимым условием массового производства является наличие устойчивого и значительного спроса на продукцию./ B. Гpибoв, B. ГpyзинoвЭкономика предприятия /
Для определения типа производства рассчитаем номинальный фонд времени
![]()
где: ![]() - номинальный фонд времени;
- номинальный фонд времени;
K - число календарных дней в году;
П - число праздничных дней в году;
В – число выходных дней в году;
Тсм – продолжительность смены;
m – количество смен;
Тпр – число предпраздничных дней в году.
![]() = (365-12-104)*8*2-5*2 = 3974 ч
= (365-12-104)*8*2-5*2 = 3974 ч
Теперь рассчитаем действительный фонд времени
![]()
где :![]() - действительный фонд времени;
- действительный фонд времени;
![]() - номинальный фонд времени;
- номинальный фонд времени;
![]() - число смен в день;
- число смен в день;
![]() - коэффициент, учитывающий потери рабочего времени, связанные с проведением плановых и всех видов обслуживания (0,03 – 0,07);
- коэффициент, учитывающий потери рабочего времени, связанные с проведением плановых и всех видов обслуживания (0,03 – 0,07);
![]() - коэффициент, учитывающий потери времени на настройку и подналадку оборудования во время рабочих смен (0,05 – 0,1).
- коэффициент, учитывающий потери времени на настройку и подналадку оборудования во время рабочих смен (0,05 – 0,1).
![]() 3974 * 2 * (1 – (0,04 +0,06))= 7153,2
3974 * 2 * (1 – (0,04 +0,06))= 7153,2
Исходя из номинального фонда времени работы оборудования и штучного времени на изготовление детали tвед, можно определить годовую программу выпуска изделий (N), по формуле:
![]()
где:![]() - годовая программа выпуска изделий
- годовая программа выпуска изделий
![]() - номинальный фонд времени
- номинальный фонд времени
![]() - время ведущей операции.
- время ведущей операции.
![]() шт.
шт.
Теперь определим загрузку рабочего места при обработке деталей одного наименования для определения типа производства. Коэффициент загрузки рабочего места деталеоперацией определяется по формуле:
![]()
Расчеты выполняются по каждой операции и сводятся в таблицу 3.
Таблица 3 – Расчет загрузки рабочих мест
Деталь «Червячное колесо», программа выпуска 20071 шт.
| Наименование операции |
Штучное время |
Порядок расчета коэффициента загрузки |
Коэффициент загрузки |
| 1 (010) Токарная |
11,88 |
|
1 |
| 2. (015) Протяжная |
3,54 |
|
0,3 |
| 3. (020) Токарная |
10,44 |
|
0,88 |
| 4.(025) Зубострогальная |
5,6 |
|
0,47 |
| 5.(030) Внутришлифовальная |
4,12 |
|
0,35 |
| 6.(035) Плоскошлифовальная |
2,09 |
|
0,17 |
| 7.(040) Зубошлифовальная |
4,45 |
|
0,37 |
Большинство операций имеет загрузку рабочих мест меньше 0,85, значит тип производства серийный.
3 Организация поточной линии
3.1 Расчет такта поточной линии
Исходным моментом при проектировании поточного производства является определение объема выпуска продукции и такта потока.
Такт – это промежуток времени между запуском (или выпуском) двух смежных изделий на линии.
Для расчета такта потока необходимо определить программу запуска.
Программа запуска рассчитывается в тех случаях, если на линии происходит отсеивание деталей на технологическую наладку оборудования и рассчитывается по формуле:
![]()
где: ![]() - годовая программа запуска изделий;
- годовая программа запуска изделий;
![]() - годовая программа выпуска изделий;
- годовая программа выпуска изделий;
![]() - коэффициент, учитывающий потери деталей или брак (принимается 0,02 – 0,03)
- коэффициент, учитывающий потери деталей или брак (принимается 0,02 – 0,03)
![]() шт.
шт.
Зная годовую программу запуска можно определить такт поточной линии, который рассчитывается по формуле:

где: ![]() - такт поточной линии;
- такт поточной линии;
![]() - действительный фонд времени;
- действительный фонд времени;
![]() - годовая программа запуска изделий.
- годовая программа запуска изделий.
![]() мин/шт.
мин/шт.
3.2 Расчет необходимого количества рабочих мест
В поточном производстве необходимое количество оборудования (рабочих мест) для каждой технологической операции определяется по формуле:

где: ![]() - расчетное количество рабочих мест на i- операции;
- расчетное количество рабочих мест на i- операции;
![]() - время ведущей операции;
- время ведущей операции;
![]() - такт поточной линии;
- такт поточной линии;
![]() - коэффициент выполнения норм (1,1)
- коэффициент выполнения норм (1,1)
Рассчитаем расчетное количество рабочих мест для каждой операции
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Расчетное количество рабочих мест получилось дробным, поэтому по каждой операции необходимо установить принятое число рабочих мест ![]() (шт). При определении принятого количества рабочих мест допускается небольшая перегрузка до 8 %. Перегрузка компенсируется снижением трудоемкости за счет повышения режимов обработки. Данные расчетного и принятого числа рабочих мест оформляется в таблице 4.
(шт). При определении принятого количества рабочих мест допускается небольшая перегрузка до 8 %. Перегрузка компенсируется снижением трудоемкости за счет повышения режимов обработки. Данные расчетного и принятого числа рабочих мест оформляется в таблице 4.
Таблица 4 - Расчет количества рабочих мест
| Наименование операции |
Наименование оборудования |
|
Расчетное количество станков |
Принятое количество станков |
| Токарная |
Токарный полуавтомат с ЧПУ КТ141 |
11,88 |
0,519 |
1 |
| Протяжная |
Протяжный 7512 |
3,54 |
0,154 |
1 |
| Токарная |
Токарный полуавтомат с ЧПУ КТ141 |
10,44 |
0,456 |
1 |
| Зубострогальная |
Зубострогальный станок 5Т23В |
5,6 |
0,244 |
1 |
| Внутришлифовальная |
Внутришлифовальный станок 3К225 |
4,12 |
0,180 |
1 |
| Плоскошлифовальная |
Плоскошлифовальный станок 3Д711АФ10 |
2,09 |
0,091 |
1 |
| Зубошлифовальная |
Зубошлифовальный станко58П70В |
4,45 |
0,194 |
1 |
| Итого |
42,12 |
1,838 |
7 |
Загрузка рабочего места в % определяется по каждой операции технологического процесса и по линии в целом. Загрузка по операциям рассчитывается по формуле:
![]()
![]() %
%
![]() %
%
![]() %
%
![]() %
%
![]() %
%
![]() %
%
![]() %
%
Загрузка по линии ![]() в целом находится по следующей формуле:
в целом находится по следующей формуле:

где: ![]() - загрузка по линии;
- загрузка по линии;
![]() - расчетное количество рабочих мест на i- операции;
- расчетное количество рабочих мест на i- операции;
![]() - принятое количество рабочих мест на i- операции;
- принятое количество рабочих мест на i- операции;
m – число операций технологического процесса.
![]() %
%
Результаты расчетов представлены в таблице 5
Таблица 5 – Расчет количества рабочих мест
| Наименование операции |
Наименование оборудования |
|
|
|
| Токарная |
Токарный полуавтомат с ЧПУ КТ141 |
11,88 |
0,519; 1 |
51,9 |
| Протяжная |
Протяжный 7512 |
3,54 |
0,154; 1 |
15,4 |
| Токарная |
Токарный полуавтомат с ЧПУ КТ141 |
10,44 |
0,456; 1 |
45,6 |
| Зубострогальная |
Зубострогальный станок 5Т23В |
5,6 |
0,244; 1 |
24,4 |
| Внутришлифовальная |
Внутришлифовальный станок |
4,12 |
0,180; 1 |
18 |
| Плоскошлифовальная |
Плоскошлифовальный станок |
2,09 |
0,091; 1 |
9,1 |
| Зубошлифовальная |
Зубошлифовальный станко58П70В |
4,45 |
0,194; 1 |
19,4 |
3.3 Выбор вида поточной линии
Поточная линия - это ряд взаимосвязанных рабочих мест, расположенных в порядке следования технологического процесса и объединенных общей для всех нормой производительности.
На практике применяются 2 вида организации поточной линии:
- прерывно – поточное
- непрерывно – поточное
При обосновании вида поточной линии особое внимание следует уделять возможности образования прерывно – поточного производства в непрерывно – поточное путем синхронизации.
Синхронизация – процесс согласования длительности операций с тактом (ритмом) поточной линии. Условие синхронизации, выравнивания длительности всех операций необходимо для того, чтобы каждое предыдущее рабочее место потока непрерывно давало работу каждому последующему рабочему месту без пролеживания предметов труда и простоев оборудования. Это условие является наиболее характерной особенностью поточного производства. Поточное производство представляет собой основную форму организации производственного процесса на предприятиях, где от потока может быть получен наибольший эффект.
Для непрерывно – поточного производства обязательным условием является равенство операционных циклов, при которых продолжительность отдельных операций должна быть равна или кратна такту:
![]()
![]()
![]() ….=
….=![]()
где: ![]() - нормы штучного времени по операциям технологического процесса, мин;
- нормы штучного времени по операциям технологического процесса, мин;
![]() - число рабочих мест по операциям.
- число рабочих мест по операциям.
![]()
Синхронизация обычно выполняется в два этапа:
1) на стадии проектирования процесса – предварительная (грубая) синхронизация;
2) в процессе отладки линии в производственных условиях – окончательная (точная) синхронизация.
При проектировании поточной линии ограничиваются предварительной синхронизацией, при которой длительность обработки деталей на данной операции может отклоняться от такта потока в пределах 10-12%.
При проведении синхронизации были выявлены отклонения длительности операций от такта, которые представлены в таблице 6.
Таблица 6 – Отклонение длительности операций от такта
| Наименование операций |
|
|
|
|
|
Относительное отклонение |
| Токарная |
11,88 |
20,8 |
0,519 |
1 |
51,9 |
42,8 |
| Протяжная |
3,54 |
20,8 |
0,154 |
1 |
15,4 |
82,9 |
| Токарная |
10,44 |
20,8 |
0,456 |
1 |
45,6 |
49,8 |
| Зубострогальная |
5,6 |
20,8 |
0,244 |
1 |
24,4 |
73,07 |
| Внутришлифовальная |
4,12 |
20,8 |
0,180 |
1 |
18 |
80,19 |
| Плоскошлифовальная |
2,09 |
20,8 |
0,091 |
1 |
9,1 |
89,9 |
| Зубошлифовальная |
4,45 |
20,8 |
0,194 |
1 |
19,4 |
78,6 |
| Коэффициент загрузки линии |
26,3 |
|||||
В данном примере невозможно синхронизировать операции, поскольку отклонения по большинству операций превышает 10-12 %, комбинирование операций ограничено технологическим процессом, не допускающим соединение и разделение переходов, поэтому организуется прерывно-поточная линия.
3.4 Организация многостаночного обслуживания
Многостаночное обслуживание заключается в одновременной работе одного рабочего или бригады на нескольких станках. Все ручные работы на каждом из обслуживающих станков (установка и закрепление обрабатываемой заготовки, пуск и остановка станка, снятие готовой детали и т. д.) производятся за время машинной работы всех остальных станков.
Возможность организации многостаночной работы определяется наличием такого соотношения машинного и ручного времени, при котором время машинной работы на одном станке должно быть равно или больше суммы времени, необходимого для вьшолнения ручных приемов на всех остальных одновременно обслуживаемых станках. Многостаночное обслуживание является эффективным способом повышения производительности труда.
Организационными предпосылками введения многостаночного обслуживания является:
- рациональная планировка оборудования на рабочем месте, обеспечивающая удобство его обслуживания;
- кратчайшие маршруты перехода от станка к станку;
- реализация наиболее эффективной системы обслуживания рабочих мест;
- изменение форм разделения и кооперации труда таким образом, чтобы большинство функций (наладка, подналадка станков, передача деталей, заточка инструментов и др.) выполнялись вспомогательными рабочими.
Экономическая целесообразность многостаночного обслуживания заключается в возможности обеспечения полной занятости рабочих-станочников и обслуживаемого ими оборудования.
При многостаночном обслуживании необходимо, чтобы обслуживаемые станки автоматически выключались после окончания цикла обработки; многостаночник должен быть освобожден от вьшолнения вспомогательных работ по обслуживанию рабочего места (доставка заготовок и инструмента на рабочее место, транспортирование обработанных деталей и т. д.); расстановка одновременно обслуживаемых станков должна быть такой, чтобы максимально сократить время на переходы рабочего от одного станка к другому; максимальная механизация всех ручных приемов работы, требующих значительного физического напряжения.
Основным фактором, обеспечивающим возможность многостаночного, обслуживания при механической обработке, является превышение времени машинно-автоматической работы tм-е над временем ручное работы tр : tм-е tр . Чем больше это соотношение, тем большее количество станков может обслуживать один рабочий.
При организации многостаночной работы необходимо учитывать коэффициент оптимальной занятости рабочего. Рабочие, обслуживающие несколько станков, осуществляют переходы от станка к станку с грузом или без него. На основе исследований установлено, что коэффициент оптимальной занятости уменьшается с увеличением массы обрабатываемых деталей, расстояния их перемещения и числа деталеопераций.
4 Обслуживание рабочих мест
4.1 Организация и обслуживание рабочего места
Рабочее место — первичное звено производства, находящееся в непосредственном ведении одного рабочего или бригады и включающее в себя комплект материальных элементов, обеспечивающих процесс труда.
Организация рабочего места — это комплекс мероприятий, направленных на создание на рабочем месте необходимых условий для высокопроизводительного труда, на повышение его содержательности и охрану здоровья рабочего.
Комплекс мероприятий охватывает: выбор рациональной сигнализации рабочего места и его оснащение оборудованием и инвентарем; создание комфортных условий труда; рациональную планировку; бесперебойное обслуживание рабочего места по всем его функциям.
Конкретное содержание работ по рациональной организации рабочих мест зависит, в свою очередь, от многих факторов: вида труда — умственный или физический, тяжелый или легкий, разнообразный или монотонный; условий труда — комфортные или неблагоприятные; типа производства и др.
Обслуживание рабочего места — это система мероприятий, направленных на обеспечение работы всем необходимым для бесперебойного хода производственного процесса.
Качество обслуживания рабочих мест зависит от состояния оперативно- производственного планирования и уровня организации вспомогательных служб предприятия и цеха. Каждый рабочий на своем рабочем месте обязан осуществлять такие функции: до начала работы подготовить оборудование к работе, ознакомиться со сменным заданием, подготовить инструмент и т. п.; во время работы поддерживать порядок и чистоту на рабочем
месте, исправлять мелкие дефекты, смазывать оборудование,
сигнализировать обслуживающему персоналу о необходимых услугах;
- после работы сдать или убрать инструмент и приспособления,
убрать рабочее место и передать его сменщику
На основе функционального разделения труда существуют следующие функции обслуживания рабочих мест:
- ремонтная; обеспечения инструментом; наладочная; материального снабжения; транспортная;
технического контроля; организационная.
Организация и обслуживание рабочих мест в значительной степени зависят от типа производства:
- в единичном и мелкосерийном производствах на рабочих местах выполняется большое количество разнообразных операций.
Они оснащены универсальным оборудованием, разнообразным
технологическим инвентарем;
- в серийном производстве преобладают рабочие места, на которых выполняется ограниченное количество технологических
операций. Они оснащены специализированным оборудованием и инструментом;
- в массовом производстве на рабочих местах выполняются, как
правило, одна-две технологические операции, поэтому они оснащены специальным оборудованием и инструментом.
По профессиональной принадлежности работников рабочие места подразделяют так: стационарные — для основных рабочих: станочников, операторов, слесарей- сборщиков, радиомонтажников, кузнецов, литейщиков, сварщиков и др.; передвижные — для вспомогательных рабочих: слесарей-ремонтников, наладчиков, электриков, смазчиков.
В организации рабочих мест большое значение имеет их специализация.
Под специализацией рабочего места понимается определение его рационального производственного профиля, который формируется путем закрепления за пим сходных деталеопераций, сгруппированных по признаку конструктивно- технологического подобия, точности обработки и др. Сокращение номенклатуры обрабатываемых деталей или количества выполняемых операций на рабочем месте, т. е. сужение его специализации, способствует совершенствованию трудовых приемов, повышению производственных навыков и культуры труда, а также производительности труда.
Основой специализации рабочих мест являются унификация изделий и их конструктивных элементов, а также типизация технологических процессов. Эти и другие меры позволяют сократить номенклатуру обрабатываемых изделий, повысить уровень серийности и уменьшить количество переналадок оборудования.
Рабочее место как первичная производственная ячейка должно быть связано с системой обслуживания и управления информационными каналами, т. е. системой промышленной связи и сигнализации. Эта система применяется для информационного обслуживания рабочего места и автоматизированной системы управления предприятием (АСУП).
Одним из важных вопросов организации рабочих мест является рациональная их планировка.
Под планировкой рабочего места понимается рациональное пространственное размещение всех материальных элементов производства на рабочем месте: оборудования, технологической и организационной оснастки, инвентаря, которые обеспечивают экономное использование производственной площади, высокопроизводительный и безопасный труд рабочего.
Различают внешнюю и внутреннюю планировку рабочих мест. Внешняя планировка представляет собой целесообразное размещение на рабочем месте основного и вспомогательного оборудования, инвентаря и организационной оснастки. Проектируется специально с учетом рабочего и вспомогательного пространства (зоны).
Рабочая зона — это участок трехмерного пространства, ограниченный пределами досягаемости рук рабочего в горизонтальной и вертикальной плоскостях с учетом поворота его корпуса на 180° и перемещения на один-два шага. Здесь размещаются орудия и предметы труда, постоянно используемые в работе. Остальная площадь рабочего места — вспомогательное пространство, в котором располагаются редко используемые предметы, элементы интерьера.
К основным требованиям к рациональной внешней планировке относятся: обеспечение минимальных траекторий перемещения предметов трудосокращение лишних трудовых движений;
- уменьшение до минимума количества наклонов и поворотов
корпуса рабочего;
- экономное использование производственной площади.
Внутренняя планировка рабочего места представляет собой целесообразное размещение технологической оснастки и инструмента в инструментальном шкафу, правильное расположение заготовок и деталей на рабочем месте. Внутренняя планировка должна обеспечивать удобную рабочую позу, короткие и малоутомительные трудовые движения, равномерное и по возможности одновременное выполнение трудовых движений двумя руками. Проектируется такая планировка с учетом зон досягаемости рук рабочего, которые представляют собой участок трехмерного пространства, ограниченный траекториями движения рук рабочего в горизонтальной и вертикальной плоскостях.
4.2 Планировка рабочих мест
Под планировкой рабочего места понимают наиболее удобное и эффективное пространственное (в горизонтальной и вертикальной плоскостях) размещение материальных элементов производства (оборудования, технологической и организационной оснастки, предметов труда и т. п.) для выполнения производственных трудовых операций.
Планировка рабочего места должна обеспечивать необходимые удобства при выполнении трудовых операций, способствовать экономии движений работника, обеспечивать безопасность труда, рациональную рабочую позу, экономное использование производственной площади.
Проекты планировки отдельных рабочих мест согласовываются с общей планировкой производственных цехов, участков, отделов предприятия.Важно предусмотреть рациональные проходы и транспортные проезды между рабочими местами. Каждое рабочее место включает рабочую (оперативную) и вспомогательную зоны.
Рабочая зона — участок трехмерного пространства, ограниченный пределами досягаемости рук в горизонтальной и вертикальной плоскостях, с учетом поворота работника на 180° и его перемещений вправо или влево на один-два шага. В этой зоне размещаются орудия труда, постоянно используемые в работе. Остальная площадь рабочего места является вспомогательной зоной. Здесь располагаются предметы, применяемые реже.
Большое значение имеет выбор рабочей позы, вызывающей минимальное утомление работника: «сидя», «стоя» или «сидя — стоя». Выбор осуществляется с учетом физических усилий, необходимых для выполнения работы, ее темпа и характера. Так, при выполнении работ с усилиями до 5 кг, а также при невысоком темпе работы и небольшом размахе рук наиболее целесообразна рабочая поза «сидя», при значительных усилиях (10— 20 кг) или при большом количестве движений с широким размахом — «стоя», при наблюдениях за работой оборудования и многих других работах — «сидя—стоя». Целесообразность рабочего положения определяется с помощью метода моделирования.
Определяющим фактором при планировке рабочего места является рабочая поза, т. е. положение рук и ног работника относительно орудий и предметов труда. Поза работника во время выполнения трудовых действий оказывает решающее влияние на его трудоспособность. Правильная рабочая поза обеспечивает сохранение продолжительной работоспособности. Работать можно стоя или сидя. Изучение процессов выполнения трудовых операций показало, что наиболее утомительной является поза стоя, так как работающему приходится затрачивать значительную энергию на поддержание тела в вертикальном положении. Исследованиями установлено, что если принять мышечное напряжение при прямой позе сидя за 100 %, то при прямой позе стоя утомляемость увеличивается на 15,7 %.
Выбор позы, необходимой для выполнения трудовой операции, существенно влияет на процессы проектирования рабочих мест. Здесь необходимо учесть все параметры, обеспечивающие работнику хорошие (без зрительного напряжения) условия обзора поля производственной деятельности как в вертикальной, так и горизонтальной плоскости. При этом следует учитывать, что угол мгновенного зрения в рабочей позе составляет 18°, эффективной видимости в рабочей зоне — 30°, угол зоны обзора (в пределах которого отчетливо воспринимаются форма предмета и его месторасположение) при фиксированном положении головы по горизонтали — 120° (за счет бокового зрения), а при поворотах головы — 220°, угол максимального вращения глаза — 92°, угол поворота головы — 45°. Различны и границы восприятия отдельных цветов. Например, желтый цвет различается в пределах 120° по горизонтали и 95° по вертикали, соответственно синий — 100 и 80°, а красный и зеленый — 60 и 40°.
Исходя из изложенного, а также учитывая другие причины нерациональных трудовых движений, можно определить состав рационального интерьера рабочего места:
- предметы, необходимые специалисту для удобной рабочей позы, укладки и хранения инструментов, документов, справочных материалов и др.;
-средства освещения, сигнализации, связи;
-вспомогательные механизмы и материалы для ухода за оборудованием, уборки рабочего места, личной гигиены.
Рациональная планировка рабочего места должна предусматривать четкий порядок и постоянство в размещении инструментов и приспособлений, документации, деталей, заготовок как в процессе работы, так и при их хранении и обеспечивать удобную рабочую позу, выполнение трудовых процессов с максимальной экономией движений рабочего, а также полную безопасность труда. При планировке рабочего места следует создавать условия для его эффективного обслуживания не только в нормальной, но и в аварийной обстановке.
Важным требованием является правильное использование отведенной для рабочего места производственной площади. Этому способствует микроклассификация рабочего пространства, в основу которой положены степень и частота использования того или иного участка площади рабочего места. На рабочем месте фиксируется оперативное и вспомогательное рабочее пространство. В оперативном пространстве, где осуществляется основная доля трудовых затрат на выполнение технологической или производственной операции, размещается все необходимое для этого оборудование, во вспомогательном пространстве — реже используемые средства и предметы труда. Оперативное пространство может подразделяться на рабочие зоны различной значимости.
Во многих случаях рабочему приходится делать за смену сотни движений, многие из которых бывают лишними. Поэтому первой задачей рационализации планировки рабочего места является сокращение их числа. В этих целях на многих предприятиях разрабатываются маршруты передвижения рабочих и схемы планировки рабочего места в горизонтальной и вертикальной плоскостях, составляются модели структуры трудовых действий, определяются длина и траектории трудовых движений, вычерчивается планировка рабочих поверхностей рабочего места.
Важные исходные предпосылки проектирования рациональной планировки рабочего места — его специализация в соответствии с установленной технологией и формами разделения и кооперации труда; принятая планировка оборудования на участке, в цехе; его технологическая и организационная оснащенность, система обслуживания; разработанные методы и приемы труда; требования техники безопасности и охраны труда.
Каждый из этих факторов оказывает непосредственное влияние на необходимую величину производственной площади и систему размещения технологической и организационной оснастки на рабочем месте.
Проект планировки рабочего места разрабатывается с учетом количества обрабатываемых деталей, заготовок, собираемых узлов, которые должны обеспечивать непрерывную работу в течение смены и не загромождать рабочих мест. При этом предусматривается, что все детали, заготовки, узлы находятся в соответствующей таре, на подставках или стеллажах.
При планировке рабочих мест необходимо соблюдать рациональную ширину транспортных проходов и проездов, а также правильно определять виды подъемно-транспортных средств. Основные продольные и поперечные проезды должны быть сквозными, без тупиков.
На рабочих местах в массовом и крупносерийном производстве большое внимание уделяется вопросам размещения предметов и средств труда непосредственно в зоне оперативной работы, а также организации транспортировки предметов труда. В мелкосерийном и индивидуальном производстве особое внимание уделяется быстрой подготовке к выполнению задания, т. е. рациональному размещению инструмента.
При многостаночном обслуживании расположение оборудования должно быть взаимоувязано с маршрутом движения рабочего во время трудового процесса. Место рабочего должно быть максимально приближено к предметам и средствам труда с учетом времени их обработки и использования, обеспечивать оптимальный обзор, безопасность труда, удобство рабочей позы.
При составлении планирования рабочих мест необходимо учитывать характеристику оборудования для технологического процесса.
Таблица 7 - Краткая характеристика оборудования
| Наименование оборудования |
Марка станка |
Количество станков |
| Токарный полуавтомат с ЧПУ |
КТ141 |
1 |
| Протяжный |
7512 |
1 |
| Зубострогальный станок |
5Т23В |
1 |
| Внутришлифовальный станок |
3К225 |
1 |
| Плоскошлифовальный станок |
3Д711АФ10 |
1 |
| Зубошлифовальный станок |
58П70В |
1 |
4.3 Организация ремонта оборудования
Организация ремонта оборудования – это комплекс действий, который наиболее эффективен при ремонте того или иного технологического оборудования. Использование новых технологий гармонично вливается в типовой план по организации ремонта, что позволяет идти в ногу со временем и в то же время использовать наработки предыдущих успешных ремонтных работ.
Кроме того, четкий план действий при организации ремонта оборудования позволяет не пропустить ни малейшего брака, что, в свою очередь, повышает уровень продукции. А если учесть, что соответствие всем этапам этого плана фиксируется жестким контролем и заносится в технологическую карту ремонта, то становится ясно, что именно становится залогом высокого качества.
Структура ремонтного цикла также призвана сделать процедуру ремонта более простой и эффективной. Под структурой ремонтного цикла подразумевается цикл плановых ремонтов, необходимых для того или иного типа оборудования. Своевременное следование этому циклу позволит избежать поломок в ходе производства и финансовых потерь, поэтому всегда необходимо внимательно следить за тем, когда наступает время планового ремонта.
Продолжительность ремонтного цикла Тмц (ч) станочного оборудования определяется следующим образом:
![]()
где А – нормативный ремонтный цикл, станко-часы;
до 10лет – 24000ч., 10 - 20 лет – 23000ч., более20 лет – 20000ч.
В п - коэффициент, учитывающий тип производства (0,8);
В м - коэффициент, учитывающий род обрабатываемого материала (0,7);
В н - коэффициент, учитывающий условия эксплуатации оборудования; при нормальных условиях в механических цехах (1,1);
В т - коэффициент, учитывающий группу станков (для легких – 1).
Рассчитаем продолжительность ремонтного цикла для каждого станка участка:
Тмц = 24000* 0,8*0,7*1,1*1 = 14784 ч
Тмц = 23000* 0,8*0,7*1,1*1 = 14168ч
Тмц = 24000* 0,8*0,7*1,1*1 = 14784 ч
Тмц = 23000* 0,8*0,7*1,1*1 = 14168 ч
Тмц = 24000* 0,8*0,7*1,1*1 = 14784 ч
Тмц = 20000* 0,8*0,7*1,1*1 = 12320 ч
Тмц = 24000* 0,8*0,7*1,1*1 = 14784 ч
| Наименование оборудования |
Марка станка |
Срок службы, Тс ,лет |
Категория ремонто-сложности, Ri |
Продолжит. ремонтного цикла, Тмц,ч. |
| Токарный полуавтомат с ЧПУ |
КТ141 |
7 |
10 |
14784 |
| Протяжный |
7512 |
12 |
14168 |
|
| Токарный полуавтомат с ЧПУ |
КТ141 |
7 |
10 |
14784 |
| Зубострогальный станок |
5Т23В |
15 |
14168 |
|
| Внутришлифовальный станок |
3К225 |
8 |
25 |
14784 |
| Плоскошлифовальный станок |
3Д711АФ10 |
21 |
12320 |
|
| Зубошлифовальный станок |
58П70В |
8 |
14784 |
5 Расчет технико-экономических показателей
5.1 Определение потребности в основных материалах
Потребность в основных и вспомогательных материалах рассчитывается на основе производственной программы выпуска изделий и норм расхода на одно изделие.
Норма расхода основного материала включает полезный (чистый) расход, технологические отходы и прочие потери. Полезный расход определяется массой изделия или детали. Доля технологических отходов зависит от особенностей технологического процесса производства продукции. Их принято делить на две группы: используемые и неиспользованные (безвозвратные). Прочие потери не связаны с технологическим процессом производства, например отход материалов из за некратности. В отдельных случаях, когда организационно-технологические условия не позволяют полностью устранить их, в допустимых размерах они включаются в норму.
Расчет потребности в основных материалах Ром на заданный объем производства определяется по формуле:
![]()
где ![]() - норма расхода материала на деталь, кг;
- норма расхода материала на деталь, кг;
Ром = 9,4*20071 = 188667 кг.
Годовой объем затрат на основные материалы Сом за вычетом стоимости реализуемых отходов рассчитывается по формуле:
![]()
где Ц— цена основных материалов, руб./кг.
qom - годовой объем реализуемых отходов, кг.
Ц} - цена отходов, руб./кг.
Оптовая цена рассчитывается с учетом коэффициента транспортно заготовительных расходов по доставке материала на склад:
![]()
где Ц оп - оптовая цена основного материала, руб./ кг;
![]() - коэффициент транспортно-заготовительных расходов.
- коэффициент транспортно-заготовительных расходов.
Транспортно-заготовительные расходы в среднем составляют 5 – 8% оптовых цен (![]() = 0,06).
= 0,06).
Ц = 30*(1+1,06) 31,8 руб/кг.
Годовой объем реализуемых отходов q0 T рассчитывается:
![]()
где ![]() - масса заготовки, кг;
- масса заготовки, кг;
![]() -масса детали, кг;
-масса детали, кг;
![]() – доля безвозвратных потерь.
– доля безвозвратных потерь.
qот = (9,4-9)*(1-0,8)*20628 = 1650 кг.
Сом = 188667*31,8-1650*4,5 = 5992186 руб.
Результаты расчетов сведем в таблицу 9.
Таблица 9 - Расчет потребности стоимости основных материалов
| Наименование материалов |
Нр кг |
Nв Шт. |
Р,кг |
Цена руб/ кг |
С. руб. |
|
| Матери алы |
отходы |
|||||
| Сталь |
9,4 |
20071 |
188667 |
31,8 |
4,5 |
5992186 |
5. 2 Определение численности работающих
Расчет численности работающих - важнейшая задача определения обоснованной потребности в кадрах для обеспечения бесперебойного производственного процесса на предприятии.
Плановые расчеты по каждой категории работающих ведутся с применением различных методов определения необходимой их численности: по числу рабочих мест; по трудоемкости работ. Расчет основных рабочих ведется вторым методом.
Расчет численности работающих на участке производится по категориям:
- основные рабочие;
- вспомогательные рабочие;
- ИТР;
- служащие;
- МОП.
Для определения численности рабочих необходимо рассчитать эффективный фонд времени. Расчет производится с учетом планируемых потерь рабочего времени в размере 1,5% от номинального фонда времени.
![]() часа
часа
Расчет численности рабочих основного производства выполняем на основе трудоемкости работ Тр , по видам операций с учетом коэффициента выполнения норм Кв .
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Расчет численности рабочих основного производства проводится по формуле:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Результаты выполненных расчетов оформим в таблицу 10
| Наименование операции |
Количество станков, шт. |
Количество рабочих, чел. |
Разряд рабочего |
| 1 Токарная |
1 |
1 |
VI |
| 2 Протяжная |
1 |
1 |
VI |
| 3 Токарная |
1 |
1 |
VI |
| 4 Зубострогальная |
1 |
1 |
V |
| 5 Внутришлифовальная |
1 |
1 |
VI |
| 6 Плоскошлифовальная |
1 |
1 |
V |
| 7 Зубошлифовальная |
1 |
1 |
V |
| Итого |
7 |
7 |
Численность основных рабочих – 7 человек, но график работы участка 2 смены, то количество основных рабочих -10 человек.
Рассчитаем численность вспомогательных рабочих. Расчет численности вспомогательных рабочих выполняется укрупненным методом в процентном отношении от количества основных рабочих. Для серийного производства берем – 20%:
![]()
Распределим полученное число человек по категориям:
- слесарь – ремонтник – 1 человек;
- наладчик – 1 человек;
- контролер – 1 человек.
Разряды вспомогательных рабочих распределяются следующим образом:
- слесарь-ремонтник – 5 разряд;
- наладчик – 5 разряд;
- контролер – 6 разряд.
Результаты оформим в таблицу 11.
Таблица 11 - Расчет вспомогательных рабочих
| Профессия |
Разряд |
Количество |
| Слесарь-ремонтник |
V |
1 |
| Наладчик |
V |
1 |
| Контролер |
VI |
1 |
| Итого |
3 |
Расчет численности ИТР, служащих и МОП производим в соответствии с нормами:
- ИТР – 1человек на 10 основных и вспомогательных рабочих;
- служащие – 1 человек на 10 основных и вспомогательных рабочих;
- МОП – 5% от численности всех работников:
МОП =(14 + 3 + 2 + 2) х 0,05 = 1 человек .
Оформим сводную таблицу работающих на участке работников.
Таблица 12 - Сводная ведомость работающих
| Категория работающих |
Количество человек |
Количество в % к общей численности |
| 1 Основные рабочие |
14 |
63,8 |
| 2.Вспомогательные рабочие |
3 |
13,6 |
| 3.Служащие |
2 |
9,09 |
| 4.ИТР |
2 |
9,09 |
| 5.МОП |
1 |
4,54 |
| Итого |
22 |
100 |
5.5 Расчет фонда оплаты труда
Фонд оплаты труда - суммарные издержки предприятия на оплату труда всех работников за определенный период и выплаты социального характера. В условиях рыночных отношений величина фонда оплаты труда определяется самим предприятием с учетом конъюнктуры рынка, ситуации со стоимостью рабочей силы, уровня инфляции и других факторов.
Различают основную и дополнительную оплату труда.
К основной относится оплата, начисляемая работникам за отработанное время, количество и качество выполненных работ: оплата по сдельным расценкам, тарифным ставкам, окладам, премии сдельщикам и повременщикам, доплаты в связи с отклонениями от нормальных условий работы, за работу в ночное время, за сверхурочные работы, за бригадирство, оплата простоев не по вине рабочих и так далее.
К дополнительной заработной плате относятся выплаты за непроработанное время, предусмотренные законодательством по труду: оплата очередных отпусков, перерывов на работе кормящих матерей, льготных часов подростков, за время выполнения государственных и общественных обязанностей, выходного пособия при увольнении и так далее.
При планировании фонда заработной платы используется фонд прямой (тарифной), часовой и годовой заработной платы.
Фонд тарифной заработной сдельной оплаты определяется по формуле:
![]()
где ЧТС - часовая ставка соответствующего разряда, руб.
Тобщ - суммарная трудоемкость работ соответствующего разряда на годовую программу выпуска, ч.
Сумма премий устанавливается в размере 40% от фонда прямой заработной платы.
Расчет фонда заработной платы проводится для работников V и VI разрядов отдельно.
Расчет фонда оплаты труда основных рабочих VI разряда.
![]()
![]() руб.
руб.
![]() руб.
руб.
![]() руб.
руб.
![]() руб.
руб.
![]() руб.
руб.
![]() руб.
руб.
![]() руб.
руб.
Единый социальный налог рассчитывается исходя из годового фонда заработной платы в размере 26%.
![]() руб.
руб.
Расчет фонда оплаты труда основных рабочих V разряда.
![]()
![]() руб.
руб.
![]() руб.
руб.
![]() руб.
руб.
![]() руб.
руб.
![]() руб.
руб.
![]() руб.
руб.
![]() руб.
руб.
![]() руб.
руб.
Результаты расчетов сведем в таблицу 13.
Таблица 13 - Расчет фонда заработной платы основных рабочих
| Показатели |
VI разряд |
V разряд |
| 1. Объем продукции, н-ч. |
14089 |
14089 |
| 2. Часовая тарифная ставка, руб. |
36,4 |
34,2 |
| 3. Тарифный фонд заработной платы, руб. |
512839,6 |
481843,8 |
| 4. Премия, руб. |
205135,84 |
192737,52 |
| 5. Основная заработная плата, руб. |
717975,44 |
674581,32 |
| 6. Дополнительная заработная плата, руб. |
143595,08 |
134916,2 |
| 7.Доплата по территориальному коэффициенту, руб |
107696,31 |
101187,19 |
| 8.Годовой фонд заработной платы, руб. |
969266,83 |
910684,71 |
| 9. Средняя месячная заработная плата одного основного рабочего, руб. |
13462,03 |
9486,3 |
| 10. ЕСН |
252009,3 |
236778,02 |
При планировании фонда заработной платы вспомогательных работников используется эффективный фонд времени.
Сумма премий устанавливается в размере 30% от фонда прямой заработной платы.
Расчет фонда оплаты труда вспомогательных рабочих VI разряда.
![]()
![]() руб.
руб.
![]() руб.
руб.
![]() руб.
руб.
![]() руб.
руб.
![]() руб.
руб.
![]() руб.
руб.
![]() руб.
руб.
![]() руб.
руб.
Расчет фонда оплаты труда вспомогательных рабочих V разряда.
![]()
![]() руб.
руб.
![]() руб.
руб.
![]() руб.
руб.
![]() руб.
руб.
![]() руб.
руб.
![]() руб.
руб.
![]() руб.
руб.
![]() руб.
руб.
Результаты расчетов сведем в таблицу 14
Таблица 14 - Расчет фонда заработной платы вспомогательных рабочих
| Показатели |
VI разряд |
V разряд |
| 1.Эффективный фонд времени,ч. |
1957 |
1957 |
| 2.Часовая тарифная ставка, руб. |
30,5 |
29,6 |
| 3.Тарифный фонд заработной платы, руб. |
59688,5 |
57927,2 |
| 4.Премия, руб. |
17906,55 |
17378,16 |
| 5.Основная заработная плата, руб. |
77595,05 |
75305,36 |
| 6.Дополнительная заработная плата, руб. |
15519,01 |
15061 |
| 7.Доплата по территориальному коэффициенту, руб |
11639,25 |
11295,8 |
| 8.Годовой фонд заработной платы, руб. |
1047533,3 |
101662,16 |
| 9.Средняя месячная заработная плата одного основного рабочего, руб. |
8729,4 |
4235,9 |
| 10. ЕСН |
27235,8 |
26432,16 |
Подсчитаем годовой фонд заработной платы по участку в целом, результаты сведем в таблицу 15.
Таблица 15 - Сводная таблица ГФЗП по участку
| Категории рабочих |
Годовой фонд заработной платы |
|
| ФЗП |
С отчислениям |
|
| 1.Основные рабочие |
1879951,54 |
488787,4 |
| 2.Вспомогательные рабочие |
206415,46 |
53668,01 |
| 3.ИТР |
62400 |
16224 |
| 4.Служащие |
57600 |
14976 |
| 5.МОП |
51600 |
13416 |
| Итого |
2257967 |
587071,41 |
5.4 Определение стоимости основных фондов
Стоимость здания — С3 рассчитывается в соответствии с общим объемом участка и стоимостью 1 м3 помещения. Стоимость 1 м помещения принимается условно — 12 тыс. руб.
Объем здания определяется, исходя из общей площади участка и высоты здания. Высота здания принимается -6 м.
Общая площадь участка состоит из производственной (Snp ) и вспомогательной (SBcn ) площади.
Расчет производственной площади выполняется укрупненным методом, исходя из норм удельной площади на станок и количества станков и размера дополнительной площади на проходы и проезды на один станок.
![]()
Размер вспомогательной площади:
![]()
Площадь складских помещений рассчитывается как 15% от производственной площади: 210 * 0,15 = 31,5м.
Для площади инструментально-раздаточных кладовых – 0,65м на один станок: 0,65 * 7 = 4,55м.
Для бытового помещения – 10% от производственной площади:
210 * 0,1 = 21м.
Для служебного помещения – 12м.
Стоимость здания рассчитывается по формуле:
![]()
![]()
Расчет стоимости машин и оборудования выполняем в соответствии количеством станков и их балансовой стоимость:
![]()
Стоимость транспортных средств принимается в размере 10% от стоимости машин и оборудования:
![]()
Стоимость инструмента и приспособлений принимается ориентировочно по действующим ценам от 10 до 3000 руб. Принимаем – 2350руб.
Стоимость производственного и хозяйственного инвентаря устанавливается в размере 0,5 – 2 % от общей стоимости станков:
![]()
Результаты расчета сведем в таблицу 16
Таблица 16 – Расчет стоимости и амортизации основных фондов
| Основные фонды |
Стоимость, руб |
Годовая норма амортизации, % |
Годовая суммарная амотризация, руб |
| Здания и сооружения |
20523600 |
1 |
205236 |
| Рабочие машины и оборудование |
193970 |
8 |
15517,6 |
| Транспортные средства |
19397 |
10 |
1939,7 |
| Инструменты и приспособления |
2350 |
20 |
470 |
| Производственный и хозяйственный инвентарь |
1745,73 |
6,7 |
116,96 |
| Итого |
20741062,73 |
223280,26 |
5.5 Составление калькуляции себестоимости
Плановая себестоимость единицы продукции относится к числу основных качественных показателей курсовой работы. Себестоимость продукции – это выраженные в денежной форме затраты предприятия на производство и реализацию продукции. Их расчет по отдельным статьям в денежном выражении на единицу продукции принято называть калькуляцией.
Определим цеховую себестоимость детали:
1.В статью «Основные и вспомогательные материалы» включаются затраты на материалы, которые входят в состав производственной продукции, составляют 5992186 руб.
2.Основная заработная плата производственных рабочих равна 1545457,17 руб.
3.В статье «Дополнительная заработная плата производственных рабочих» учитываются доплаты, предусмотренные законодательством о труде за непроработанное на производстве время (плановый фонд заработной платы)и составляет 309091,29 руб.
4.Отчисления на социальное страхование с заработной платы основных рабочих определяется по установленным нормам от суммы основной и дополнительной заработной платы производственных рабочих в размере 26% и составляет 587071,41 руб.
5.В статью «Амортизация основных фондов» включается вся сумма амортизационных отчислений входящих в основные фонды предприятия, которая равна 223280,26 руб.
6.В статью «Цеховые расходы» включаются заработная плата с отчисления на социальное страхование ИТР, служащих, МОП, составляет 126984 руб.
7.В статью «Прочие расходы» включаются расходы, не вошедшие в предыдущие статьи. Они учитываются в размере 5% от суммы предыдущих статей: (5992186+1545457,17+309091,29+587071,41+223280,26+126984)*0,05 = 439203,5 руб.
Результаты расчетов сведем в таблицу 17.
Таблица 17 – Калькуляция себестоимости детали
| Название статьи |
Сумма |
| 1)Основные и вспомогательные материалы, руб |
5992186 |
| 2)Основная заработная плата производственных рабочих |
1545457,17 |
| 3)Дополнительная заработная плата производственных рабочих |
309091,29 |
| 4)Отчисление на социальное страхование, руб. |
587071,41 |
| 5)Амортизация основных фондов, руб. |
223280,26 |
| 6)Цеховые расходы, руб. |
126984 |
| 7)Прочие расходы, руб. |
439203,5 |
| Итого |
9223273,6 |
| Себестоимость 1-й детали |
459,5 |
Себестоимость единицы продукции составит отношение учтенных статей калькуляции к годовой программе выпуска деталей:
![]()
6 Экономический эффект от снижения амортизационных отчислений
Для снижения себестоимости детали по решению руководителя организации будет применена программа начисления амортизации по нормам ниже установленных, закрепленная в учетной политике для целей налогообложения в порядке, установленном для выбора применяемого метода начисления амортизации.
Остаточная стоимость реализуемых объектов амортизируемого имущества определяется исходя из фактически применяемой нормы амортизации.
Для определения остаточной стоимости основных средств необходимо найти сумму износа основных средств.
Все объекты основных фондов подвержены физическому и моральному износу, т.е. под влиянием различных факторов утрачивают свои свойства, приходят в негодность и не могут далее выполнять свои функции.
Износ основных средств - частичная или полная потеря потребительской стоимости и стоимости основных фондов, как в процессе эксплуатации, так и при их бездействии.
Рассчитаем коэффициент износа основных средств:
![]()
где, И – сумма износа (начисленная амортизация);
Спер – первоначальная стоимость основных средств.
Ки для здания и сооружений будет равен:
![]()
Ки для рабочих машин и оборудования будет равен:
![]()
Ки для транспортных средств будет равен:
![]()
Ки для инструментов и приспособлений будет равен:
![]()
Ки для производственного и хозяйственного инвентаря будет равен:
![]()
Стоимость основных средств с учетом износа:
Здания и сооружения : 20523600*0,99=20318364 руб.
Рабочие машины и оборудование : 193970*0,92=178452,4 руб.
Транспортные средства : 19397*0,9=17457,3 руб.
Инструменты и приспособления : 2350*0,8=1880руб.
Производственный и хозяйственный инвентарь : 1745,73*0,933=1628,7 руб.
Для определения амортизационных отчислений будет применена норма ниже установленной, т.е понижающий коэффициент равный 0,5.
В таблицу 18 сведет полученные результаты, стоимость основных средств с учетом износа, амортизационные нормы, уменьшенные на понижающий коэффициент.
Таблица 18 – Расчет стоимости и амортизации основных фондов
| Основные фонды |
Стоимость, руб |
Годовая норма амортизации, % |
Годовая суммарная амотризация, руб |
| Здания и сооружения |
20318364 |
0,5 |
101591,8 |
| Рабочие машины и оборудование |
178452,4 |
4 |
7138,1 |
| Транспортные средства |
17457,3 |
5 |
872,9 |
| Инструменты и приспособления |
1880 |
10 |
188 |
| Производственный и хозяйственный инвентарь |
1628,7 |
3,35 |
54,56 |
| Итого |
20517,78 |
109845,36 |
Таблица 19 – Калькуляция себестоимости детали
| Название статьи |
Сумма |
| 1)Основные и вспомогательные материалы, руб |
5992186 |
| 2)Основная заработная плата производственных рабочих |
1545457,17 |
| 3)Дополнительная заработная плата производственных рабочих |
309091,29 |
| 4)Отчисление на социальное страхование, руб. |
587071,41 |
| 5)Амортизация основных фондов, руб. |
109845,36 |
| 6)Цеховые расходы, руб. |
126984 |
| 7)Прочие расходы, руб. |
433531,76 |
| Итого |
9104166,99 |
| Себестоимость 1-й детали |
453,5 |
Себестоимость единицы продукции составит отношение учтенных статей калькуляции к годовой программе выпуска деталей:
![]()
Экономический эффект от снижения амортизационных отчислений составил : 459,5-453,5 = 6 руб. Себестоимость единицы продукции снизилась на 6 рублей.