Проектирование цеха по производству теплоизоляционного пенобетона
СОДЕРЖАНИЕ: Изготовление и применение ячеистого бетона. Номенклатура продукции, технические требования. Технология производства пенобетона. Режим работы цеха, его производительность. Сырьевые материалы, подбор состава пенобетона. Выбор технологического оборудования.Содержание
1. Введение
1. Ячеистый бетон прост в изготовлении и применении
2. Номенклатура продукции
2.1 Технические требования
3. Сущность технологии производства пенобетона
4. Технологическая часть
4.1 Режим работы цеха
4.2 Производительность цеха
4.3 Сырьевые материалы
4.4 Подбор состава пенобетона
4.6 Расчет и выбор основного технологического оборудования
5. Пенобетономешалка
6. Контроль качества, маркировка, хранение и транспортирование изделий
7. Требования безопасности производства, охрана труда и окружающей среды
Библиографический список
1. Введение
Вариант 16 . Задача данного курсового проекта заключается в разработке цеха теплоизоляционного пенобетона производительностью 35000 м3 в год на основе вяжущего: портландцемента, и заполнителя: песка. Плотность бетона 400 кг/м3 . Способ твердения - пропаривание.
Разработка данной курсовой работы ставит перед нами задачу проектирования отдельного цеха, производящего пенобетонные изделия и разработку технико-экономических показателей при выборе пенообразователя и подборе оборудования для производства пенобетона.
Сегодня повсеместно износ производственных корпусов предприятий и жилых зданий достиг критической величины, вопросы экономичной и надежной реконструкции фасадов, кровель административных и жилых зданий приобретают все большую остроту. Применение растущего газобетона позволяет с наименьшими затратами укрепить панели корпусов и фасады зданий, значительно увеличив срок их эксплуатации, без ежегодных косметических ремонтов. Этот материал практически вдвое легче керамзитобетона, обладает при низкой плотности достаточно высокой прочностью (3,0-6,0 МПА). Высокая теплоизоляция достигается благодаря особой пори стой структуре: стена из пористо го неавтоклавного монолита толщиной 350 мм соответствует по теплоизоляции кирпичной в 1200 мм. Морозостойкость ячеистого бетона - более 75 циклов по лабораторным данным и более 200 циклов по расчетным.
1. Ячеистый бетон прост в изготовлении и применении
Ячеистый бетон неавтоклавный, монолитный, растущий, водостойкийлегко обрабатывается и существенно сокращает расходы на подготовку и производство работ. Совокупность этих свойств и характеристик обеспечивает возможность широкого применения в строительстве. Применяя поризованный монолит, можно быстро и качественно вести работы по восстановлению и ремонту стен зданий без демонтажа ограждающих стеновых плит, фундаментов, цоколя, фасадов, полов. Технология проста: жидкий раствор поризованного неавтоклавного монолита ячеистого бетона заливается в опалубку, где он заполняет все пустоты и трещины, расширяется и таким образом надежно герметизирует и восстанавливает разрушенный фундаментный и стеновой камень. Подготовка раствора занимает 10 минут при плюсовой температуре и требует использования всего только 4-х компонентов: воды, цемента и специально сбалансированного порошкообразного порообразователя, а также мелкого заполнителя. [1]
Пенобетон - описание преимуществ и плюсов:
ПЛЮС ПЕРВЫЙ - НАДЕЖНОСТЬ:
Пенобетон является почти нестареющим и практически вечным материалом, не подверженным воздействию времени, не гниет, обладает прочностью камня. Повышенная прочность на сжатие позволяет использовать при строительстве изделия с меньшим объёмным весом, что ещё более увеличивает термическое сопротивление стены.
ПЛЮС ВТОРОЙ - ТЕПЛОТА:
Благодаря высокому термическому сопротивлению, здания из пенобетона способны аккумулировать тепло, что при эксплуатации позволяют снизить расходы на отопление на 20-30%.
ПЛЮС ТРЕТИЙ - МИКРОКЛИМАТ:
Пенобетон предотвращает значительные потери тепла зимой, не боится сырости, позволяет избежать слишком высоких температур летом и регулировать влажность воздуха в комнате путём впитывания и отдачи влаги, тем самым способствуя созданию благоприятного микроклимата (Микроклимат деревянного дома).
ПЛЮС ЧЕТВЁРТЫЙ - БЫСТРОТА МОНТАЖА:
Небольшая плотность, а следовательно и лёгкость пенобетона, большие размеры блоков по сравнению с кирпичом позволяют в несколько раз увеличить скорость кладки. Легкий в обработке и отделке - прорезать каналы и отверстия под электропроводку, розетки трубы. Простота кладки достигается высокой точностью линейных размеров, допуск составляет +/ - 1мм.
ПЛЮС ПЯТЫЙ – ШУМО -и ЗВУКОИЗОЛЯЦИЯ:
Поризованный неавтоклавный монолит не боится влаги и не разрушается во влажной среде. Водопоглощение практически равно водопоглощению обычного бетона и уменьшается с увеличением плотности. Растущий газобетон можно с успехом использовать при сооружении бассейнов: кафельная плитка укладывается прямо на растущую массу. К безусловным преимуществам материала следует также отнести хорошие шумопоглощающие и звукоизолирующие свойства материала (для стены 100 мм - 36 дБ, для 150 мм - 55 дБ), огнестойкость и экологическую безопасность. Пористая структура дает эффект своеобразного звукового лабиринта в поло се звуковых частот 63.8000 Гц. Хорошая адгезия к бетону, металлу и дереву, высокая герметизация технологических швов делают возможным создание облегченных звукопоглощающих, отражающих слоеных конструкций из разных материалов типа сэн двичей.
ПЛЮС ДЕВЯТЫЙ - ЭКОЛОГИЧНОСТЬ:
При эксплуатации пенобетон не выделяет токсичных веществ и по своей экологичности уступает только дереву. Для сравнения: коэффициент экологичности ячеистого бетона - 2; дерева - 1; кирпича - 10; керамзитовых блоков - 20. По экологическим свойствам пенобетон близок к дереву. Этот материал допускает применение различных заполнителей (керамзит, строительные отходы, котельные шлаки и т.д.
ПЛЮС СЕДЬМОЙ - КРАСОТА:
Благодаря хорошей обрабатываемости, возможно изготовить разнообразные формы углов, арок, пирамид, что придаст Вашему дому красоту и архитектурную выразительность.
ПЛЮС ШЕСТОЙ - ЭКОНОМИЧНОСТЬ:
Высокая геометрическая точность размеров изделий позволяет осуществить кладку блоков на клей, избежать мостиков холода в стене и значительно уменьшить толщину внутренней и наружной штукатурки. Вес пенобетона меньше от 10 % до 87 % по сравнению со стандартным тяжелым бетоном. Значительное снижение веса приводит к значительной экономии на фундаментах. Пенобетон - экономичен: На изготовление 1 м3 пенобетона уходит 300 - 400 кг цемента, столько же песка, 0,5 - 1,5 кг пенообразующей добавки, вода и больше ничего! Твердение происходит в воздушной среде при температуре 10 - 25 OС. Низкая теплопроводность (0.08 - 0.58 Вт/м К) позволяет уменьшить толщину стенового ограждения
ПЛЮС ВОСЬМОЙ - ПОЖАРОБЕЗОПАСНОСТЬ:
Изделия из пенобетона надёжно защищают от распространения пожара и соответствуют первой степени огнестойкости, что подтверждено соответствующими испытаниями.
Таким образом, он хорошо подходит для применения в огнестойких конструкциях. При воздействии интенсивной теплоты, типа паяльной лампы, на поверхность бетона он не расщепляется и не взрывается, как это имеет место с тяжелым бетоном. В результате этого арматура защищена более долгое время от нагревания. Тесты показывают, что пенобетон толщиной 150 мм защищает от пожара в течение 4 часов. На испытаниях проведенных в Австралии, наружная сторона панели из пенобетона толщиной 150 мм была подвергнута нагреванию до 12000C
ПЛЮС ДЕСЯТЫЙ - ТРАНСПОРТИРОВКА:
Благоприятное соотношение веса, объёма и упаковки делает все строительные конструкции удобными для транспортировки, и позволяют полностью использовать мощности как автомобильного, так и железнодорожного транспорта.
ПЛЮС ОДИННАДЦАТЫЙ - ШИРОТА ПРИМЕНЕНИЯ:
Тепло - и звукоизоляция крыш, полов, утепление труб, изготовление сборных блоков и панелей перегородок в зданиях, а так же из пенобетона более высокой плотности этажных перекрытий и фундаментов.
Пенобетон в промышленном и гражданском строительстве применяется для:
1) возведения наружных стен;
2) возведения внутренних перегородок;
3) утепления кровель, чердачных помещений;
4) звукоизоляции и теплоизоляции междуэтажных перекрытий (пенобе тон вместо керамзита);
5) изготовления изделий (блоки стеновые, термовкладыши, плиты пере городочные и т.п.);
6) теплоизоляции трубопроводов.


Рис.1 Блоки из пенобетона
Пенобетон - сравнение с другими материалами.
При сравнении пенобетона с другими материалами надо учитывать, что:
1. он экологически чистый, дышит, негорюч.
2. легко производим как в стационарных условиях, так и на строительной площадке 3. производится из доступных в любом регионе компонентов 4. себестоимость пенобетона невысока
2. Номенклатура продукции
По технологической линии данного производства изготавливаются теплоизоляционные плиты из пенобетона по ГОСТ 5742-76 Изделия из ячеистых бетонов теплоизоляционные.
Таблица 1. Ассортимент выпускаемых изделий
| № п/п | Обозначение | Габаритные размеры, мм | Объем изделия, м3 | ||
| длина | ширина | высота | |||
| 1 | А-100.50.8 | 1000 | 500 | 80 | 0,04 |
| 2 | А-100.50.10 | 1000 | 500 | 100 | 0,05 |
| 3 | А-100.50.12 | 1000 | 500 | 120 | 0,06 |
| 4 | А-100.50.14 | 1000 | 500 | 140 | 0,07 |
| 5 | А-100.50.16 | 1000 | 500 | 160 | 0,08 |
| 6 | А-100.50.18 | 1000 | 500 | 180 | 0,09 |
| 7 | А-100.50.20 | 1000 | 500 | 200 | 0,1 |
2.1 Технические требования
В данной курсовой работе рассматривается производство пенобетонных блоков в целом, поэтому и технические требования, описанные ниже, излагаются ориентируясь на всю номенклатуру.
1. Теплоизоляционные материалы из ячеистых бетонов должны изготовляться в соответствии с требованиями ГОСТ 5742-76.
2. Материалы, применяемые для изготовления изделий, должны соответствовать требованием стандартов или технических условий.
3. Предельные отклонения от размеров изделий высшей категории качества не должны превышать по длине и ширине ±3 мм, по толщине ±2 мм, изделий первой категории качества соответственно ±5 и ±4 мм.
цех пенобетон теплоизоляционный сырьевой
4. Физико-механические показатели теплоизоляционных изделий из ячеистых бетонов должны соответствовать требованиям, указанным в таблице 2.
5. Изделия должны иметь правильную геометрическую форму. Отклонение от перпендикулярности граней ребер не должно быть более 5 мм на каждый метр грани.
6. В изломе изделия должны иметь однородную структуру, без расслоений, пустот, трещин и посторонних включений.
7. В изделиях не допускается:
а) отбитости и притупленности углов и ребер длиной более 25 мм и глубиной более 7 мм - для изделий высшей категории качества и глубиной более 10 мм - для изделий первой категории качества; [1]
б) искривление плоскости и ребер более 3 мм - для изделий высшей категории качества и более 5 мм - для изделий первой категории качества.
Таблица 2
| Наименование показателей | Нормы для изделий марки 350 |
| 1. Плотность, кг/м3 не более | 350 |
2. Предел прочности при сжатии, Мпа (кгс/см2 ), не менее, изделий: а) высшей категории качества б) первой категории качества |
0,8 (8) 0,7 (7) |
3. Предел прочности при изгибе, Мпа (кгс/см2 ), не менее, изделий: а) высшей категории качества б) первой категории качества |
0,3 (3) 0,2 (2) |
| 4. Теплопроводность в сухом состоянии при температуре 25±5 0 С (298±5 К), Вт/м·К (ккал/м·ч·град), не более | 0,093 (0,080) |
| 5. Отпускная влажность по объему, %, не более | 10 |
8. В партии изделий первой категории качества количество половинчатых изделий не должно превышать 5%.
Партия изделий высшей категории качества должна состоять только из целых изделий.
Строение
В изломе пенобетон должен представлять однородную массу с равномерно распределенными мелкими шарообразными замкнутыми ячейками без прослоек, раковин, скоплений цемента и посторонних включений.
Для уменьшения теплопроводности нужно уменьшить размер пор, чтобы в толще пенобетона число их увеличилось. От уменьшения размера ячеек уменьшается теплопередача через конвекцию, от увеличения числа ячеек уменьшается теплопередача лучеиспусканием. От того, что ячейки будут замкнуты уменьшается водопоглощение. Круглая форма способствует лучшему распределению материала и ведет к большей прочности. Прослойки же и раковины нарушают правильность строения и поэтому вредны. Скопления цемента, так называемая крупа, указывают на то, что цемент распределился неравномерно, что вместо того, чтобы попасть в стенки, он скатался в комки. Такой пенобетон бывает слаб. [12]
Внешний вид
Изделия из пенобетона должны иметь правильную форму, неповрежденные ребра, углы и поверхности. Пенобетон в изделии, или отливаемый на месте работ, не должен иметь трещин. Это - очень важное требование является обязательным и включено в ОСТ. [12]
Объемный вес
Объемный вес пенобетона, высушенного до постоянного веса, должен быть: для марки А не выше 400 кг/м2, для марки Б - в пределах от 400 до 500 кг/мг. Объемный вес является простым мерилом для определения пористости материала, и что от пористости зависят многие свойства - теплопроводность, прочность и другие. Заметим еще, что вес зависит от того, влажен ли пенобетон или он высушен, и единица объема сухого пенобетона - будет весить меньше, чем влажного. Поэтому, чтобы сравнивать объемные веса двух образцов пенобетона нужно, чтобы они были бы в равных условиях, а поэтому ОСТ указывает, что объемный вес определяется для высушенного до постоянного веса пенобетона.
Что это значит? Мы знаем, что по мере того, как высыхает какой-нибудь кусок пенобетона, его вес уменьшается, а потому если будем сушить его до тех пор, пока из пенобетона не уйдет вся влага, то с этого момента, как долго бы не нагревали пенобетон, он больше не будет уменьшаться в весе, так как вся влага удалилась. [4] Таким образом сушить до постоянного веса, это значит сушить до удаления всей влаги или до полной сухости. [12]
Морозостойкость
Насыщенный водой пенобетон должен выдерживать 15-кратное замораживание при температуре от 10 до - 20° С без видимых повреждений. Пенобетон, предназначенный для холодильников или для таких частей здания, где он будет подвергаться замораживанию, не должен бояться мороза. Проверка этого качества делается так: насыщенный водой пенобетон замораживают, в холодильнике или во льде с солью, а затем дают оттаять; часа через 3 или 4, когда он оттаял его снова замораживают, дав простоять на морозе 3-4 часа, и опять оттаивают. Таких последовательных замораживаний и оттаиваний пенобетон должен выдержать не менее 15 смен. Считается, что подобное испытание в достаточной мере обнаруживает стойкость пенобетона против мороза, и что естественные условия, обычно, бывают гораздо менее суровы.
Из предыдущего видно, что требования к пенобетону марки А и Б отличаются в некоторых отношениях. Происходит это от того, что иенобетон марки А, имеющий меньший объемный вес, более порист, а вследствие єтого он менее теплопроводен (лучший изоляционный материал), но зато он и слабее и больше поглощает влаги. Это объясняется большим числом пор и более тонкими стенками пенобетона меньшего объемного веса (марки А) по сравнению с более тяжелым пенобетоном марки. [12]
Важнейшим свойством ячеистого бетона является его прекрасная теплоизоляционная способность - поры, содержащиеся внутри материала, наполнены воздухом, который, как известно, является очень хорошим теплоизолятором.
Ячеистые бетоны можно использовать в качестве наполнителя несущих стен при строительстве каркасного дома. В этом случае всю нагрузку берет на себя каркас. Однако каркасное домостроение с использованием ячеистых бетонов по большей части относится к области многоэтажного строительства и для частного застройщика не является актуальным. Получается, что при строительстве небольшого дома ячеистый бетон будет попросту неоправданно дорогим материалом из-за высокой стоимости фундамента. Кроме того, толщина несущих стен из ячеистого бетона достигает полуметра, что для небольшого дома многовато. Ячеистый бетон - материал пористый и, следовательно, обладает пониженной плотностью. Увеличение же плотности ради уменьшения толщины стены приведет только к тому, что материал потеряет многие свои выдающиеся свойства, такие как способность дышать и сохранять тепло. Дома из ячеистых бетонов возводят люди, которые хотят построить довольно большой коттедж для круглогодичного проживания, но при этом стремятся оптимизировать свои расходы. [12]
3. Сущность технологии производства пенобетона
Технология представляет собой производство лёгких ячеистых бетонов с помощью добавки к цементно-песчаной смеси пены. Способ позволяет получать широкий диапазон плотностей бетонов путём изменения дозировки пены непосредственно на месте проведения строительных работ. Полученный пенобетон в равной степени приемлем как для заливки бетонных конструкций непосредственно на строительной площадке, так и для производства сборных элементов на полигонах и заводах железобетонных изделий, как с естественным твердением, так и с теплообработкой. Использование пенобетона предоставляет строительным фирмам массу преимуществ в сравнении с традиционными строительными материалами: не требуется щебень, гравий, керамзит, известь; применяется природный, а не молотый песок; высокая подвижность смеси (более 60 см) позволяет заливать любые формы, скрытые полости; не требуется вибрация укладываемой смеси, что позволяет заливать тонкие внутренние перегородки (50мм) в вертикальную опалубку; лёгкая, не требующая высоких инвестиционных затрат, организация выпуска сборных пенобетонных изделий на действующих предприятий стройиндустрии (достаточно приобретения пеногенератора и расходного материала - пеноконцентрата); применение бетононасосов устраняет трудоемкий процесс - распределение бетонной смеси по заливаемой конструкции, в 3-4 раза по сравнению с крановой укладкой снижаются трудозатраты.
Использование пенобетона позволяет выполнить новые, более жесткие нормативы, предъявляемые к теплосохраняющим свойствам строений. Высокие теплоизолирующие свойства пенобетона обусловлены уникальностью порообразования, так как поры равномерно распределены по всему бетонному массиву, имеют одинаковые размеры и 97-процентную закрытость. Построенное из пенобетона жилье обладает повышенной комфортабельностью и эксплутационными свойствами: прохладой в летний зной; отсутствием мостиков холода; отличной звукоизоляцией - 60 дБ; идеальной поверхностью под любой вид декора; высокой огнестой костьюхорошей гвоздимостью стен.
Вследствие высоких теплоизоляционных свойств, стены из пенобетона могут изготавливаться с меньшими толщинами. Весь процесс приготовления пенобетона на основе классической технологии с использованием пеногенератора, применяемой во всем мире, состоит из 4 основных технологических этапов:
1. Запустили смеситель, на вращающийся вал смесителя загрузили: воду + цемент + песок. Приготовили цементно-песчаный раствор (~3-4 минут);
2. Не останавливая смеситель подаем пену из пеногенератора заданной плотности до полного объема (~1 минута и менее);
3. Перемешиваем до однородной массы (~1-2 минуты);
4. Закрываем горловину, подаем в смеситель, сжатый воздух, транспортируем смесь к месту укладки (формы, наливной пол и др.) (3-4 минут).
Полный технологический цикл составляет примерно ~7-12 минут (зависит от проф. подготовки персонала), от этого и складывается производительность оборудования: другими словами, если мы имеем смеситель 500 литров то при цикле 7-12 минут - 5-8 замесов в час - производительность составит 2,5-4 м. куб/час. Это реальные данные. Если у производителей оборудования, вы встречаете производительность значительно выше - знайте это не реально. Это либо: производитель сам никогда не производил пенобетон или специально искажает данные для привлечения покупателей обманным путем.
Стены из пенобетона, в зависимости от требований заказчика, можно штукатурить или сразу же красить или заклеивать обоями. Фасады из пенобетона можно обрабатывать любым удобным или экономичным способом, например:
окрашивать водоустойчивой дисперсионной фасадной краской; наносить тонкий слой высококачественной штукатурки; наносить грунтовку, смешанную с песком; укладывать в форму перед заливкой облицовочную плитку; наносить на свежезалитые панели фактурный слой из гальки, мраморной крошки и т.д.; добавлять красящие пигменты при приготовлении пенобетонной смеси.
4. Технологическая часть
4.1 Режим работы цеха
Режим работы цеха определяется количеством рабочих дней в году, количеством часов работы в смену. Режим работы выбирается по нормам технологического проектирования предприятий (ОНТП-07-85):
количество рабочих дней в году составляет 252;
количество смен в сутки составляет 2;
количество часов работы в смену составляет 8.
Затраты времени на ремонт оборудования составляет 20 суток в год.
4.2 Производительность цеха
Производительность цеха рассчитывается исходя из принятого режима работы и программы цеха. Следует учитывать вероятность появление брака, которая составляет 1-2% от выпускаемой продукции. Результаты расчет сведены в таблицу 3.
Таблица 3
| № п/п | Обозначение | Производительность цеха | |||||||
| в год | в сутки | в смену | в час | ||||||
| шт. | м3 | шт. | м3 | шт. | м3 | шт. | м3 | ||
| 1 | А-100-50-8 | 125000 | 5000 | 496 | 16,8 | 248 | 8,4 | 31 | 1,05 |
| 2 | А-100-50-10 | 100000 | 5000 | 397 | 16,8 | 199 | 8,4 | 25 | 1,05 |
| 3 | А-100-50-12 | 83333 | 5000 | 331 | 16,8 | 166 | 8,4 | 21 | 1,05 |
| 4 | А-100-50-14 | 71429 | 5000 | 283 | 16,8 | 141 | 8,4 | 18 | 1,05 |
| 5 | А-100-50-16 | 62500 | 5000 | 248 | 16,8 | 124 | 8,4 | 16 | 1,05 |
| 6 | А-100-50-18 | 55556 | 5000 | 221 | 16,8 | 111 | 8,4 | 14 | 1,05 |
| 7 | А-100-50-20 | 50000 | 5000 | 198 | 16,8 | 99 | 8,4 | 12 | 1,05 |
| Итого по цеху | 547818 | 35000 | 2174 | 117,6 | 1088 | 58,8 | 137 | 7,35 | |
| С учетом 2% брака | 548914 | 35070 | 2179 | 117,8 | 1090 | 58,9 | 138 | 7,36 | |
4.3 Сырьевые материалы
Классическая технология получения пенобетона заключается в смешивании заранее подготовленной пены с растворной смесью. Концентрат пенообразователя и воду для приготовления раствора пенообразователя дозируют по объему. Т.е., разводят определенное количество пеноконцентрата в воде; обычно пеноконцентрат разводится в объеме равном 1,5-3% от объема воды (в зависимости от марки пеноконцентрата). Готовый раствор перемешивают, получая пенообразователь для пенобетона. Пенообразователь поступает в пеногенератор для получения пены. В бетоносмеситель загружают воду, цемент и песок - по массе и подготавливают растворную смесь. Затем в бетоносмеситель подается пена из пеногенератора и перемешивается в течение 3.5 минут. Далее пенобетон, приготовленный в бетоносмесителе, транспортируется, посредством гибкого рукава, к месту укладки, в формы или опалубку.
Ориентировочный расход компонентов на 1м3 пенобетона*.
| Плотность пенобетона | цемент М-500, кг | песок, кг |
| 300 кг/м3 | 270 | 0,0 |
| 400 кг/м3 | 360 | 0,0 |
| 500 кг/м3 | 430 | 0,0 |
| 600 кг/м3 | 382 | 160 |
| 700 кг/м3 | 426 | 210 |
| 800 кг/м3 | 470 | 260 |
| 900 кг/м3 | 520 | 300 |
| 1000 кг/м3 | 565 | 350 |
* Расход пеноконцентрата зависит от его марки, и не превышает 2 кг на 1 м3 пенобетона.
Компоненты, необходимые для получения пенобетонной смеси.
Цемент
Портландцемент, рекомендуемая марка цемента - 400 и выше.
Заполнители
Крупные заполнители
Щебень, гравий в качестве тяжелого заполнителя не требуются. Возможно добавление легкого заполнителя (например, керамзит), тогда прочность пористого бетона при той же объемной плотности может возрасти на 100-200%.
Мелкие заполнители
Как правило, для приготовления бетонной смеси плотностью до 400-600 кг/м3 (для кровельных и половых изоляционных покрытий) песок не используется. Начиная с плотности пенобетона 600 кг/м3, в качестве мелкого заполнителя используются природные или дробленые пески. Предпочтительнее применять речной песок. Он должен быть чистым, без каких-либо включений. Для укладки применяются пески мелкой фракции 0-0,2 мм. Глинистых включений не должно быть более 2-3%.
Вода
При изготовлении пенобетона рекомендуется применять питьевую воду, без какой-либо проверки. Содержание воды в пористом бетоне складывается из расчетного количества, необходимого для затворения раствора, и воды, содержащейся в пене. Перед добавлением пены водоцементное отношение раствора должно составлять минимум 0,38. Слишком низкое значение водоцементного отношения может явиться причиной получения изделия с более высокой, чем заданная, объемной плотностью. Это обусловлено тем, что бетон будет забирать из пены необходимую для химических и физических взаимодействий воду, вызывая частичное разрушение пены, т.е. снижение ее объема в пенобетонной смеси. Оптимальное соотношение - в интервале от 0,4 до 0,45. Температура воды не допускается выше +25°С.
Пенообразователь
Пенообразователь - белковое химическое соединение. В России производится на нескольких заводах под разными марками и с небольшими отклонениями по техническим характеристикам и ценам.
Для приготовления клееканифольного пеноконцентрата используются следующие материалы:
1. Канифоль сосновая ГОСТ-19113-84 ~150 г;
2. Клей костный ГОСТ-2067 ~100 г;
3. Едкий натр ГОСТ-4328-77 ~ 20 г.
Полученный пеноконцентрат должен храниться в герметично закрытых деревянных или пластмассовых бочках, укрытых от прямых солнечных лучей, при температуре не выше +30°С. Пеноконцентрат выдерживает понижение температуры до 5°С. Срок его хранения с момента приготовления составляет 15-30 суток. Для информации: производимые серийно на специализированных предприятиях концентраты пенообразователей имеют гарантированный срок хранения 12-18 месяцев. [8]
Пенообразователь ПБ-Люкс. По сравнению с другими пенообразователями, предлагаемыми на рынке для производства пенобетона имеет мало отличий, только для пенообразователя ПБ-Люкс в требованиях ТУ заложена наиболее важная характеристика пенообразователя - стойкость пены в технологической среде, подтверждаемая для каждой партии. Она составляет 0,95-0,98. Именно эта характеристика позволяет объективно оценить технологические свойства пенообразователя.
Также на рынке существуют пенообразователи PB-2000, Морпен, Ареком и др. В конечном итоге, нужно ориентироваться на тот пенообразователь, который обходится дешевле всего.
Твердение пенобетона и уход за ним
Литому пористому бетону, как и любому другому, связуемому цементом, необходимо создать температурно-влажностный режим. Это служит, с одной стороны, для поддержания процесса гидратации цемента, набора прочности, с другой стороны, снижает температуру экзотермии, препятствует образованию трещин в бетоне.
С этой целью рекомендуется сразу же после укладки смеси накрывать бетонную поверхность полиэтиленовой пленкой. При естественном твердении в нормальных условиях (t=22°С) пенобетон через 7 суток набирает 55-70% марочной прочности. Отпускная прочность сборных элементов - 70-80% от проектной марки. Монтаж можно начинать по истечении 3-4 недельной выдержки элементов на воздухе со дня их изготовления.
Известь
Известь - кипелку следует применять не ниже 3-го сорта, удовлетворяющую требованиям ГОСТ 9199-77, а так же дополнительным требованиям: содержание активных Ca·MgOдолжно быть не менее 70%, пережога не более 2%; скорость гашения 5-15 мин. Удельная поверхность извести должна быть 5500-6000 см2 /гр., содержание гидратированных частиц должно быть менее 3%. [1]
Химические добавки
Химические добавки и поверхностно активные вещества (ПАВ), применяемые для регулирования процесса структурообразования, нарастания пластической прочности и ускоренного твердения ячеистой смеси, а также для её пластификации, должны удовлетворять требованиям ГОСТ 4013-74, ГОСТ 5100-73. [1]
Смазка для форм ОЭ-2
Обратная эмульсия (тип вода в масле) применяется для смазки форм при изготовлении пенобетонных изделий. Она состоит из: эмульсии ОЭ-2 (20%) и насыщенного раствора извести (80%). Смазка должна быть постоянной по составу и хорошо удерживаться на вертикальной поверхности форм. [1]
4.4 Подбор состава пенобетона
Расчет расхода материалов на 1 замес в 1 л исходного состава определяют по следующим формулам:
Вяжущего
![]()
Извести
![]()
Цемента
![]()
Песка
![]()
Гипса
![]()
Воды
![]()
где ![]() - заданная средняя плотность бетона в сухом состоянии, кг/л;
- заданная средняя плотность бетона в сухом состоянии, кг/л;
![]() - коэффициент увеличения сухой смеси в результате твердения вяжущего, равен 1,1;
- коэффициент увеличения сухой смеси в результате твердения вяжущего, равен 1,1;
![]() - объем замеса, л, умноженный на коэффициент избытка смеси 1,05;
- объем замеса, л, умноженный на коэффициент избытка смеси 1,05;
![]() =0.75 - число частей кремнеземистого компонента, приходящихся на 1 часть вяжущего (табл.3.2 М 317);
=0.75 - число частей кремнеземистого компонента, приходящихся на 1 часть вяжущего (табл.3.2 М 317);
![]() =0.25 - доля извести в вяжущем;
=0.25 - доля извести в вяжущем;
![]() =0.34 - водотвердое отношение.
=0.34 - водотвердое отношение.
При расчете расхода пенообразователя находят величину пористости, которая должна создаваться порообразователем для получения пенобетона заданной средней плотности:
Согласно рекомендациям, приведенным в пункте 4.3 подбираем Пенообразователь для пенобетона ПБ-Люкс в количестве 2,5 % от массы рабочего раствора. Так как расход материалов на 1 замес составляет в сумме 762.65 гр, то пенообразователя потребуется 1, 9 гр на 1л раствора.
39,9 р. за 1 кг, в т. ч. НДС
Пенообразователь ПБ-Люкс представляет оптимальную смесь анионактивных ПАВ со стабилизирующими и функциональными добавками. Используется в качестве порообразователя при производстве пенобетона. Продукт обладает высокими технологическими, экономическими и экологическими характеристиками, позволяя при минимальных издержках получать максимальную прибыль.
Используется во всех известных технологиях получения пенобетона - с использованием пеногенераторов, миксерной с различной организацией перемешивания, баротехнологии. Пенообразователь ПБ-Люкс придает устойчивость пенобетонной массе, что позволяет транспортировать готовую массу на значительные расстояния.
Пенообразователь для пенобетона ПБ-Люкс прошел все необходимые испытания, имеются все необходимые документы. ПБ-Люкс является первым пенообразователем, который сертифицирован по нормам радиационной безопасности для строительства:
· санитарно-эпидемиологическое заключениe.
· сертификат радиационной безопасности.
ПБ-Люкс - первый пенообразователь с контролируемой в каждой партии устойчивостью пены в цементном тесте.
Эксплуатационные преимущества пенообразователя ПБ-Люкс:
Универсальность. Используется во всех известных технологиях производства пенобетона (классической технологии, сухой минерализации пены, пенобаротехнологии). Кратность пены варьируется от 5 до 50 изменением настроек оборудования. Позволяет получать пенобетон с плотностью 350-1200 кг/м3.
Совместимость. Совместим со всеми органическими и неорганическими добавками используемыми для модификации бетона.
Практичность. Содержит все необходимые компоненты для достижения высокой кратности и устойчивости пены. Легко дозируется и смешивается с водой.
Устойчивость. Коэффициент устойчивости пены в цементном тесте превышает 0,95.
| Физико-химические показатели пенообразователя ПБ-Люкс | |
| Наименование показателя | Норма по ТУ 2481-004-59586231-2005 |
| Внешний вид | Однородная жидкость от светло-желтого до коричневого цвета |
| Запах | Специфический, присущий продукту |
| Плотность при 20°С, кг/м3 | 1040 - 1100 |
| Водородный показатель (рН) продукта | 8,0 - 10,5 |
| Кратность пены рабочего раствора с объемной долей продукта 4%, не менее | 7,0 |
| Устойчивость пены в технологической среде | Выдерживает испытания |
Таблица 5. Потребность цеха в сырьевых материалах
| № п/п | Наименование материала | Единица измерения | Расход материала | |||
| в год | в сутки | в смену | в час | |||
| 1 | Вяжущее | т | 5323 | 21,12 | 10,56 | 1,320 |
| 2 | Известь | т | 1331 | 5,28 | 2,64 | 0,330 |
| 3 | Цемент | т | 4597 | 18,24 | 9,12 | 1,140 |
| 4 | Песок | т | 3992 | 15,84 | 7,92 | 0,99 |
| 5 | Гипс | кг | 39917 | 158,4 | 79,2 | 9,9 |
| 6 | Вода | м3 | 3170 | 12,576 | 6,288 | 0,786 |
| 7 | Порообразователь ПБ-ЛЮКС | кг | 21360 | 182,4 | 91,2 | 11,4 |
В данной курсовой работе используется пропаривание изделий в пропарочной камере, следовательно рассмотрим:
Технологический процесс производства
Производство изделий из теплоизоляционного ячеистого бетона включает следующие основные технологические операции: подготовку сырьевых материалов, приготовление ячеистобетонной смеси, формование изделий их тепловлажностную обработку.
Подготовка сырьевых материалов. Для того чтобы обеспечить повышенную устойчивость поризованной массы на стадиях формования изделий и набора структурной прочности, а также для создания большого объема цементирующих новообразований при твердении, в технологии теплоизоляционных ячеистых бетонов используют тонкодисперсные композиции. Тонкому измельчению подвергается кремнеземистый компонент и известь. Цемент, как правило помолу не подвергают, так как он уже имеет достаточно высокую удельную поверхность.
На практике применяют два способа подготовки сырьевых материалов:
1. Мокрый помол основной массы кремнеземистого компонента (песка) и сухой помол известково-песчаного вяжущего (при соотношении известь: песок, равно 1: 2). Содержание воды в песчаном шламе поддерживают на уровне, обеспечивающим хорошую его текучесть (плотность шлама около 1,6 г/см3 );
2. Совместный сухой помол компонентов сырьевой шихты - извести, цемента и песка при влажности последнего не выше 2% по массе.
После помола основные компоненты сырьевой смеси должны характеризоваться следующей дисперсностью Sуд , см2 /г: кремнеземистый компонент (песок) - не менее 1500-2000; известь - 4500-5000; цемент - 3000-4000.
Как мокрый, так и сухой помол должен производиться в присутствии ПАВ, что интенсифицирует измельчение, частично предотвращает слипание частиц, уменьшает намол металла. Дозировка ПАВ - 0,1-0,25% от массы сухих компонентов.
Приготовление ячеистобетонной смеси. Способы приготовления формовочных масс зависят от принятой на данном производстве технологии и вида применяемого порообразователя. При пенобетонной технологии конечной целью данной технологической операции является получение готовой поризованной массы с заданными характеристиками.
При приготовлении смеси для пенобетона в смеситель с готовым раствором, содержащим кремнеземистый компонент, вяжущее и добавки, вводят техническую пену, которую получают в специальном пеновзбивателе. Пенобетонную ячеистую массу приготавливают в трехбарабанном, реже в двухбарабанном смесителе (пенобетоносмесителе).
Проектирование составов ячеистобетонных смесей осуществляют, исходя из заданной средней плотности ячеистого бетона, применяемых видов вяжущего и кремнеземистого компонента, вида тепловлажностной обработки. При этом стремятся получить максимальную прочность при минимально возможном расходе вяжущего и порообразователя.
Формование изделий из пенобетонной смеси. При пенобетонной технологии пенобетонная масса с заданными значениями пористости или средней плотности, достигнутыми в пенобетоносмесителе, заливается в формы на полный объем, причем в дальнейшем значительного изменения пористости не происходит.
Общие требования к тепловой обработке
1. Тепловую обработку изделий следует производить в тепловых агрегатах с применением режимов, обеспечивающих минимальный расход топливно-энергетических ресурсов и достижение бетоном заданных распалубочной, передаточной и отпускной прочности. При этом, не допускается увеличение расхода
цемента для достижения требуемой прочности в более короткие сроки по сравнению с необходимым для получения заданного класса (марки) по прочности бетона, установленным при подборах состава, за исключением случаев, предусмотренных СНиП 5.01.23-83.
2. Значения передаточной и отпускной прочности бетона должны соответствовать указанным в стандартах и проектной документации на изделия с учетом требований ГОСТ 18105.1-80. Значение распалубочной прочности, условия и сроки достижения распалубочной, передаточной и отпускной прочности, для каждого вида изделий следует устанавливать в соответствии с конкретными условиями производства.
3. При тепловой обработке изделий из конструкционно-теплоизоляционного легкого бетона кроме требований, указанных в пп.6.1, 6.2, должны быть обеспечены отпускная влажность бетона в изделиях, не превышающая допустимую по ГОСТ 13015.0-83, а для изделий из напрягающего бетона - заданное самонапряжение.
4. Для сокращения цикла тепловой обработки изделий и увеличения оборачиваемости форм следует применять химические добавки-ускорители, быстротвердеющие цементы, предварительный пароразогрев или электроразогрев бетонных смесей, двухстадийную тепловую обработку и другие приемы при соответствующем технико-экономическом обосновании применительно к конкретным условиям и технологическим схемам производства. Для предварительно напряженных конструкций изготовляемых в силовых формах, двухстадийная обработка допускается при специальном обосновании.
Тепловые агрегаты
1. Тепловые агрегаты (камеры периодического или непрерывного дерствия, в том числе ямные, туннельные, щелевые, термоформы, кассеты, стенды, гелиоформы и т.п.) и теплоносители (водяной пар, горячая вода, электроэнергия, горячий воздух, продукты сгорания природного газа, высокотемпературные масла, солнечная энергия и т.п.) следует выбирать исходя из технико-экономической целесообразности в зависимости от типа технологических линий (конвейерные, поточно-агрегатные, кассетные, стендовые), конструктивных особенностей изделий и климатических условий в соответствии с действующей нормативно-технической документацией.
2. Тепловую обработку изделий из конструкционно- теплоизоляционного легкого бетона необходимо производить в камерах сухого прогрева или термоформах, а предварительно напряженных конструкций, изготовляемых в силовых формах, - в туннельных или одноярусных ямных камерах.
3. С целью соблюдения нормативного расхода тепловой энергии при тепловой обработке в соответствии с СНиП 513-79 необходимо обеспечить оперативный учет расхода энергии, максимально использовать рабочее пространство камер, увеличить коэффициент их заполнения и осуществлять мероприятия по максимальному снижению теплопотерь.
4. Тепловые установки должны быть оборудованы устройствами, обеспечивающими подачу требуемого количества тепла и заданные режимы тепловой обработки, а также приборами автоматического учета расхода тепловой энегии, регулирования, контроля температуры и влажностного режима.
5. При создании новых и реконструкции действующих агрегатов для тепловой обработки следует предусматривать специальные меры по экономному расходованию тепловой энергии и устранению ее потерь: теплоизоляцию ограждений камер, элементов термоформ и кассетных установок; выполнение ограждающих конструкций камер из легкого бетона; гидрозащиту теплоизоляционного слоя в ямных камерах, термоформах, кассетах, стендах; надежное уплотнение торцевых проемов в туннельных камерах и т.п.
Ограждающие конструкции камер. Днище
Раньше днище выполняли из бетона по песчаной подготовке. Такие полы прочны, но слишком теплопроводны. Поэтому в новых конструкциях Шемер днище проектируют с теплоизоляцией, при этом нагрузка от полов форм должна восприниматься опорными балками. Для повышения I 1ерегудов устонных свойств пола, его можно изготавливать из многопустотных или ребристых плит.
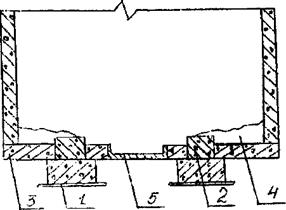
Рис.1 Схема конструкции пола ямной камеры: 1 - фундамент; 2 - опорная плита; 3 - многопустотная плита; 4 - цементная стяжка; 5 - канал для сбора конденса
Полы сооружают с уклонами в сторону сборного канала, чтобы конденсат стекал в него. В конце канала выполняют приемник, куда и стекает конденсат. В этом приемнике устанавливают гидрозатвор в виде водоотделенной трубки.
Стены ямных камер
Стены камер должны быть с низкой теплоемкостью, т.к. их приходится нагревать, с низкой теплопроводностью, чтобы потери тепла в окружающую среду минимальными. Они должны быть паронепроницаемыми и достаточно механическими прочными.
В основу проектирования и строительства новых ямных камер положен принцип тепловой изоляции стен камер. Тепловую изоляцию можно осуществлять двумя способами: типа минеральной ваты - с помощью теплоизоляционного материала в виде пенопласта или с помощью тепловых экранов и воздушных проемов между ними, которые являются хорошими теплоизоляторами.
Теплоизоляционные материалы при контакте с паровоздушной средой камеры быстро насыщаются влагой и теряют при этом свои теплоизоляционные свойства. Поэтому в конструкциях стен надо предусматривать паро-гидроизоляцию.
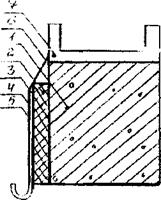
Рис.2 Схема стены ямной камеры:
1 - стена; 2 - слой гидроизоляционного материала; 3 - поверхность металлических листов; 4 - обивка из металлических листов 3-4 мм; 5 - воздушная полость; 6 - гидрозатвор для воздушной полости; 7 - желоб гидравлического швеллера.
Крышка ямной камеры
Крышки должны быть теплоемкие и малотеплопроводные, достаточно прочные и паронепроницаемые. Механическая прочность крышки необходима для того, чтобы она выдержала статические и динамические нагрузки, действующие на нее во время эксплуатации камеры, т.е. при установке и снятии крышки. Она представляет собой металлическую конструкцию, сваренную из швеллеров и уголков, и заполненную внутри теплоизоляционным материалом.
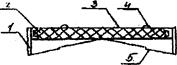
Рис.3 Схема крышки: 1 - металлическая конструкция; 2 - теплоизоляционное заполнение; 3 - обшивка сверху и снизу металлическими листами; 4 - транспортные петли; 5 - экран из металлических листов для отвода конденсата.
Для герметизации подъемного соединения крышки и самой камеры используют гидравлический затвор камеры. Для этого по всему периметру стен крепится желоб в виде швеллера с высотой полки 10,5 см, который в рабочем состоянии заполняется водой, в том числе и конденсатом крышки. На самой крышке с боковых сторон по всему периметру вертикально приваривается металлическая пластина, называемая или ребром крышки или фартуком. При установке крышки ее ребро входит в заполненный водой желоб и создается гидравлический затвор, который не выпускает пар из камеры и не допускает поступление воздуха из цеха.
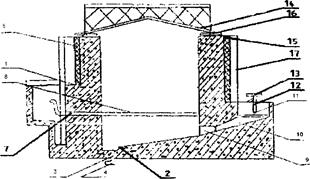
Рис.4 Схема ямной пропарочной камеры: 1 - пол камеры; 2 - отвод конденсата; 3 - петля конденсатоотводящая; 4 - конденсатоотвод; 5 - стена камеры; 6 - отверстие для отвода пара; 7 - трубопровод пара; 8 - трубы с отверстием; 9 - отверстия для вентиляции; 10 - канал с вентилятором; 11 - герметизирующий корпус; 12 - червячный винт; 13 - маховик; 14 - крышка камеры; 15 - швеллер; 16 - уголок; 17 - теплоизоляция.
Система конденсатоотвода
Конденсат из ямной камеры не может быть использован в качестве обратной воды в паровых котлах. Потери воды оказываются, более ощутимы. В камере для ускорения охлаждения изделий и самой камеры в период охлаждения часто устраивают вентиляцию. Для этого используются вентиляторные окна.
4.6 Расчет и выбор основного технологического оборудования
При расчете оборудования определяется число машин для каждой технологической операции, необходимых для выполнения производственной программы цеха.
Расчет количества машин производится по формуле:
![]() , где
, где
![]() - количество машин подлежащих установке;
- количество машин подлежащих установке;
![]() - требуемая часовая производительность машин для данной операции;
- требуемая часовая производительность машин для данной операции;
![]() - часовая производительность машины выбранного типа;
- часовая производительность машины выбранного типа;
![]() - коэффициент использования машины по времени.
- коэффициент использования машины по времени.
1. Расчет количества шаровых мельниц для мокрого помола песка:
![]() ,
,
По [7] принимаем одну шаровую мельницу 0,91,8м марки СМ-6007.
2. Расчет количества виброгазобетономешалок:
![]()
Принимаем один пеногенератор ПГМ-В [8].
3. расчет количества пропарочных камер:
Объем бетона на одном поддоне: ![]()
где V’ - объем бетона в одном изделии;
n - количество форм на одном поддоне;
![]()
Принимаем 4 пакета в камере, по 5 поддона в каждом пакете.
Объем бетона обрабатываемого в пропарочной камере в сутки:
120![]()
![]()
Конструктивно по техническим характеристикам [7] и пректным свойствам цеха принимаем 4 пропарочных камеры с годовой производительностью в 35100![]() в год.
в год.
Таблица 7
Ведомость оборудования цеха.
| № п/п | Наименование оборудования | Количес-тво, шт. | Техническая характеристика |
| 1 | 2 | 3 | 4 |
| 1 | Дозатор жидкости ДБЖ-400 | 1 | Предел дозирования 80-400 кг, цикл дозирования 30 с, часовая производительность 120 циклов/час |
| 2 | Ленточный транспортер КЛС-400 | 1 | Производительность 19 т/ч |
| 3 | Трубная шаровая мельница 0,91,8м марки СМ-6007. | 1 | Производительность 4 т/ч; внутренний диаметр барабана 0,9 м; длина рабочей части 1,8 м; Мощность электродвигателя 22 кВт. |
| 4 | Пеногенератор ПГМ-В | 1 | Производительность по пене до 500 л/мин, Давление сжатого воздуха до 6 бар, Потребляемая мощность 3 кВт, Габаритные размеры ШхДхВ 1300х700х800 мм |
| 5 | Виброплощадка К-494 | 1 | Грузоподъемность 10 т, размеры форм 68 00х3400х450 мм, частота колебаний стола в минуту 3000, установленная мощность |
| 6 | Пропарочная камера ПДК-КИСИ | 4 | Внутренние размеры камеры: Длина - 17 м; Ширина - 5,9 м; Высота - 1,2 м. |
| 7 | Мостовой кран 86А-ГУ | 1 | Грузоподъемность 5 т. |
| 8 | Тележка самоходная для вывоза готовой продукции СМЖ-151 | 1 | Грузоподъемность 20 т Скорость движения 5 км/час |
5. Пенобетономешалка
Пенобетономешалка СМ-863А (рис.2) предназначена для раздельного приготовления пены и раствора и последующего их перемешивания для получения пенобетонной смеси. Пенобетономешалка состоит из пеногенератора, смесителя, дозаторов цемента шлама и воды.
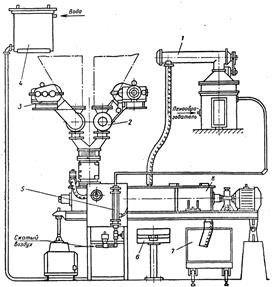
Рис.4. Пенобетономешалка СМ-863А:
1 - пеногенератор; 2 - дозатор цемента; 3 - дозатор шлама; 4 - дозатор воды; 5 - ротаметр; 6 - пульт управления; 7 - вагонетка с формой; 8 - смеситель.
Пена производится в специальной пеноустановке - пеногенераторе. По принципу действия пеногенераторы делятся на циклического и непрерывного действия. Пеногенератор циклического действия имеет недостаток - требует периодической остановки для заполнения его раствором пенообразователя. Пеногенераторы циклического действия также не позволяют добиться стабильной кратности и дисперсности получаемой пены. Пеногенератор непрерывного действия лишен подобных недостатков. Заинтересованным предлагаются чертежи пеногенератора непрерывного действия. Разведенный концентрат из емкости поступает под давлением в пеногенератор, вспенивается сжатым воздухом от компрессора (СО-7Б, Ш 600-50, либо аналогичные).
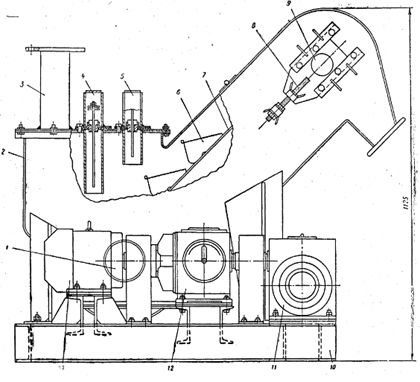
Рис.5. Дозатор шлама пенобетономешалки СМ-863А:
1 - приводной барабан; 2 - корпус дозатора; 3 - приемный патрубок; 4 - контакт нижнего уровня; 5 - контакт верхнего уровня; 6 - ковш; 7 - лента ковшового питателя; 8 - натяжное устройство; 9 - натяжной барабан; 10 - рама; 11 - червячный редуктор; 12 - вариатор; 13 - электродвигатель.
Дозатор шлама (рис.4) представляет собой ковшовый конвейер, расположенный внутри корпуса, на верхней крышке которого смонтированы приемный патрубок и два медных контакта, предназначенных для ограничения верхнего и нижнего уровня шлама в корпусе. Приводной барабан конвейера вращается от электродвигателя через червячный редуктор и цепную передачу, частота вращения барабана регулируется цепным вариатором. Команда от указателей уровня передается на исполнительный орган расходного бака; при срабатывании нижнего контакта шлам подается в дозатор, при срабатывании верхнего подача шлама прекращается. Выходной патрубок дозатора соединен рукавом с приемной воронкой смесителя.
Дозатор воды состоит из бака с поплавковым клапаном и регулятора, соединенного трубопроводом с баком и установленного на стенде. Регулятор служит для равномерной подачи воды и состоит из муфтового крана, зубчатой пары, лимба и рукоятки со стрелкой.
Пенобетономешалка работает так. Первым включается пеногенератор, так как от его включения до начала выхода пены проходит до 3 мин (в зависимости от количества подаваемого воздуха). Затем одновременно включаются остальные узлы машины: смеситель и дозаторы цемента, шлама и воды.
На первом участке смесителя (до подачи пены) происходит приготовление цементно-шламового раствора, на втором - перемешивание раствора с пеной. Готовая пенобетонная масса непрерывно выдается через выходной патрубок для заливки форм.
6. Контроль качества, маркировка, хранение и транспортирование изделий
Требования, предъявляемые к готовой продукции:
1. Теплоизоляционные изделия должны быть приняты техническим контролем предприятия-изготовителя.
2. Приемку и поставку изделий производят партиями. Партия должна состоять из изделий, изготовленных по одной технологии и из материалов одного вида и качества.
3. Размер партии устанавливают в количестве сменной выработки предприятия изготовителя, но не более 50 м3 .
4. Основные параметры изделий, требований к внешнему виду, плотность, предел прочности при сжатии, влажность и однородность структуры определяют для каждой партии изделий. Определение предела прочности на изгиб и теплопроводности производят два раза в год.
5. Потребитель имеет право производить выборочную контрольную проверку соответствия изделий требованиям ГОСТ 5742-76.
6. Для проверки внешнего вида, однородности структуры, формы и размеров от каждой партии отбирают образцы в количестве 2% от партии, но не менее 10 шт.
7. Из числа изделий, удовлетворяющих требованиям стандарта по внешнему виду, форме и размерам, отбирают одно изделие для определения плотности, прочности при сжатии и изгибе.
8. При неудовлетворительных результатах контроля хотя бы по одному из показателей, проводят повторную проверку по этому показателю удвоенного количества образцов, взятых от той же партии.
При неудовлетворительных результатах повторного контроля партия изделий приемке не подлежит.
Если при проверке изделий, которым в установленном порядке присвоен государственный Знак качества, окажется, что изделия не удовлетворяют требованиям ГОСТ 5742-76 хотя бы по одному показателю, то изделие приемке по высшей категории не подлежит.
Требования, предъявляемые к маркировке, хранению и транспортированию изделий:
1. Изделия должны храниться в контейнерах рассортированными по маркам и уложенными на ребро вплотную одно к другому не более чем в четыре ряда по высоте. При отсутствии контейнеров изделия хранятся в штабелях не более чем в шесть рядов по высоте. Под каждый ряд изделий должны быть уложены деревянные прокладки толщиной не менее 25 мм и шириной не менее 70 мм.
2. На каждом контейнере или штабеле должна быть прикреплена бирка или поставлен несмываемой краской штамм с указание условного обозначения изделий и государственного Знака качества на тех изделиях, которым в установленном порядке он присвоен.
3. При перевозке без контейнеров изделия должны быть уложены на торец вплотную один к другому продольной ось по направлению движения не более чем в четыре ряда по высоте.
4. Изготовитель должен гарантировать соответствие изделий требованиям ГОСТ 5742-76 при соблюдении потребителем условий хранения и транспортирования, установленных настоящим стандартом, и сопровождать каждую партию паспортом, в котором указывается:
а) наименование и адрес предприятия изготовителя;
б) номер и дата составления паспорта;
в) наименование, условное обозначение и количество изделий;
г) результаты физико-механических испытаний.
5. При погрузке, выгрузке, хранении и транспортировании должны быть приняты меры, предохраняющие изделие от воздействия атмосферных осадков, почвенной влаги и повреждений.
7. Требования безопасности производства, охрана труда и окружающей среды
Безопасность в производстве изделий должна быть обеспечена выбором соответствующих технологических процессов, приемов и режимов работы производственного оборудования, рациональным его размещением, выбором рациональных способов хранения и транспортирования исходных материалов и готовой продукции, профессиональным отбором и обучением работающих и применением средств защиты. Производственные процессы должны соответствовать ГОСТ 12.3.002-75, а применяемое оборудование - ГОСТ 12.2.003-74.
Способы безопасного производства погрузочно-разгрузочных и складских работ должны соответствовать требованиям ГОСТ 12.3.009-76. Порядок и способы безопасного производства работ должны быть изложены в технологических картах.
При производстве работ в цехах предприятий следует соблюдать правила пожарной безопасности в соответствии с требованиями ГОСТ 12.1.004-76. Следует также строго соблюдать требования санитарной безопасности, взрывобезопасности производственных участков, в том числе связанных с применением веществ, используемых для смазки форм, химических добавок, приготовлением их водных растворов и бетонов с химическими добавками.
Концентрация вредных веществ в воздухе рабочей зоны, его температура, влажность и скорость движения не должны превышать установленных ГОСТ 12.1.005-76. Во всех производственных и бытовых помещениях следует устраивать естественную, искусственную или смешанную вентиляцию, обеспечивающую чистоту воздуха.
Уровень шума на рабочих местах не должен превышать допустимый ГОСТ 12.1.003-83. Для снижения уровня шума следует предусматривать мероприятия по ГОСТ 12.1.003-83 и СНиП П-12-77.
Уровень вибрации на рабочих местах не должен превышать установленный ГОСТ 12.1.012 - 78. Для устранения вредного воздействия вибрации на работающих необходимо применять специальные мероприятия: конструктивные, технологические и организационные, средства виброизоляции и виброгашения, дистанционное управление, средства индивидуальной защиты.
Естественное и искусственное освещение в производственных и вспомогательных цехах, а также на территории предприятия должно соответствовать требованиям СНиП 11-4-79.
При производстве изделий следует применять технологические процессы, не загрязняющие окружающую среду, и предусматривать комплекс мероприятий с целью ее охраны. Содержание вредных веществ в выбросах не должно вызывать увеличения их концентрации в атмосфере населенных пунктов и в водоемах санитарно-бытового пользования выше допустимых величин, установленных СН 245-71.
Тепловые установки являются агрегатами повышенной опасности, так как их работа связана с выделением теплоты, влаги, пыли, дымовых газов. Поэтому условия труда при эксплуатации таких установок строго регламентируются соответствующими правилами и инструкциями. [11]
В цехах, где размещаются тепловые установки необходимо иметь: паспорт установленной формы с протоколами и актами испытаний, осмотров и ремонтов на каждую установку; рабочие чертежи находящегося оборудования и схемы размещения КИП, исполнительные схемы всех трубопроводов с нумерацией арматуры и электрического оборудования; инструкции по эксплуатации и ремонту.
В таких инструкциях должно быть краткое описание установок, порядок их пуска, условия безопасной работы, меры предотвращения аварии.
Крышки ямных пропарочных камер должны быть достаточно герметичны и оборудованы водяными затворами. На стенах предусматривают скобы для спуска рабочих при ремонте и чистки. Каждую такую камеру оборудуют вентиляцией. Камеры должны иметь герметичные системы подвода пара, оборудованные надёжными вентилями. В цехах, где расположены установки для ТВО, обязательно устраивают приточно-вытяжную вентиляцию. Электрооборудование и электроприборы должны быть рассчитаны на работу во влажной среде. Электродвигатель должен иметь заземление. [11]
Каждая тепловая установка разрабатывается с расчётом, чтобы она создавала оптимальные условия ведения технического процесса и безопасности условия труда. Их проектируют с обязательной герметизацией. Оборудование проектируют с ограждением, а его включение в работу должно сопровождаться звуковой и световой сигнализацией, площадки для оборудования находящиеся выше уровня пола, оборудуют ограждением и сплошной обшивкой по нижнему контуру. Особое внимание уделяют очистке теплоносителя от пыли и мелких частиц материала. Весь обслуживающий персонал тепловых установок допускают к работе только после изучения и оформления его знаний. [11]
Контроль за соблюдением правил и инструкций по охране труда и технике безопасности осуществляется органами государственного надзора и общественными организациями, которые и разрабатывают эти нормы.
Библиографический список
1. Горлов Ю.П. Технология теплоизоляционных и акустических материалов и изделий: Учебник для вузов по специальности Производство строительных изделий и конструкций - М: Высшая школа, 1989 - 384 с.
2. Горлов Ю.П. Лабораторный практикум по технологии теплоизоляционных материалов. Учебное пособие для строительных специальностей вузов. - Высшая школа - 1982.
3. Баженов Ю. М. Технология бетона: Учеб. пособие для технол. спец. строит, вузов.2-е изд., перераб. - М.: Высш. шк., 1987. - 415 с.
4. ГОСТ 21520-89 Блоки из ячеистых бетонов стеновые мелкие. М.: Госстрой СССР. Дата введения 01.01.1990
5. Сулименко Л.М. Технология минеральных вяжущих материалов и изделий на их основе - М., 1972.
6. Ицкович С.М. Технология заполнителей бетона: Учеб. для строит, вузов по спец. Производство строительных изделий и конструкций/С.М. Ицкович, Л.Д. Чумаков, Ю.М. Баженов. - М.: Высш. шк., 1991. - 272 с.
7. Строительные машины. Справочник в двух томах под редакцией В.А. Баумана. Т.2 Оборудование для производства строительных материалов и изделий. Издание 2-е - Машиностроение, 1977.
8. http://ntb.org.ua/ntb/technologies/building/pbeton/foam/
9. Тепловые установки. Методические указания к выполнению курсового проекта № 320, г. Иваново, 1986г.
10. Баженов Ю.М., Комар А.Г. Технология бетонных и железобетонных изделий: Учебник для вузов. - М.: Стройиздат, 1984. - 672 с.
11. Перегудов В.В., Роговой М.И. „Тепловые процессы и установки в технологии строительных изделий и деталей. - М.: СН, 1983г. - 416с.
12. http://www.bruschatka.com/artpnb. htm
13. http://www.ibeton.ru/a202. php