Производство газобетона
СОДЕРЖАНИЕ: Роль и значение применения в строительстве теплоизоляционных материалов. История создания газобетона, а также закономерности и процессы его структурообразования, физико-механические свойства, технологическая схема получения и методы оценки качества.Министерство образования и науки Украины
Одесская государственная академия строительства и архитектуры
Кафедра ПАТСМ
Расчетно-графическая работа
по дисциплине: «Технология гидроизоляционных и стеновых материалов»
на тему: “Производство газобетона”
Выполнил:
ст. гр. ПСК-53С
Голышев А.А.
Проверил:
Бачинский В.В.
Одесса 2010
Содержание
1. Способ производства газобетона
2. Основные закономерности и процессы структурообразования газобетона
3. Основные физико-механические свойства газобетона
4. Методы расчета основных параметров технологии получения газобетона. Расчет параметра
5.Технологическая схема получения газобетона
6. Методы оценки качества газобетона
Список используемой литературы
1. Способ производства газобетона
Для изготовления газобетона вначале приготавливают смесь из цемента, извести, гипса и алюминиевого порошка. При необходимости, для придания газобетону дополнительных свойств, вводят специальные добавки. Полученную смесь формуют и нарезают на готовые кирпичи-камни. Газобетон, изготовленный по разной технологии, существенно отличается и по своим свойствам. При неавтоклавном производстве смесь для получения газобетона оставляют твердеть в обычных условиях. Это относительно дешевый способ: минимальны затраты электроэнергии, нет нужды применять специальное оборудование. Несомненно, при существенном росте цен на энергоносители, повышении доли транспортных расходов в себестоимости продукции, этот вид производства заслуживает внимания, в особенности при проектировании и строительстве малоэтажных домов.
Производство неавтоклавного газобетона получило развитие еще в начале XX в. Ячеистый бетон приготавливали на основе портландцемента, а затем стали применять вяжущие на основе шлаков и зол. Удавалось получить не только теплоизоляционный, но и конструкционный газобетон для ограждающих конструкций малоэтажных зданий. Сегодня неавтоклавный газобетон изготавливается с применением современного технологического оборудования, новых видов тепловлажностной обработки. Подобраны оптимальные составы газобетонной смеси с учетом достижений в области диспергирования материалов.
Поризация смеси осуществляется на стадии формирования материала за счет взаимодействия газообразователя (алюминиевой пудры) со щелочью. Образующийся в результате коррозии алюминия водород выделяется в свободном состоянии в виде газовых пузырьков, используемых для вспучивания газобетонной массы. Данная технологическая стадия, особенно в неавтоклавной технологии, является весьма ответственной, предопределяющей формирование пористой структуры материала. Для улучшения свойств неавтоклавного газобетона в смесь вводят различные модифицирующие добавки: полуводный гипс, микрокремнезем, ускоритель твердения — хлорид кальция. Основным направлением разработок становится приближение прочностных свойств к автоклавному газобетону. Наиболее перспективными в этом отношении являются дисперсно-армирующие волокна как искусственного (полимерное волокно различного состава, стекловолокно и др.), так и природного происхождения (асбестовое, базальтовое волокно). Другим способом упрочнения является добавка микрокремнезема или кислой золы-уноса в количестве 5–10% от веса цемента. Качественный влажностный режим по уходу за газобетоном во время его интенсивного твердения также существенно улучшает его прочностные свойства.
Неавтоклавный способ производства имеет существенный недостаток: усадка газобетона в процессе эксплуатации гораздо больше (2–3 мм/м), чем у автоклавного бетона (0,3 мм/м), при одинаковой плотности изделий. Специфика технологии неавтоклавного газобетона требует и повышенного расхода цемента. Несмотря на относительную дешевизну получаемого изделия, в промышленных масштабах предпочтительнее производство автоклавного газобетона. Автоклавная обработка газобетона производится не только для того, чтобы ускорить процесс твердения смеси. Основной смысл состоит в том, что в автоклаве при температуре +180 °С и давлении до 14 бар в газобетоне образуется новый минерал — доберморит. Благодаря этому повышается прочность материала и, что особенно важно, в несколько раз уменьшается усадка. За счет своих характеристик автоклавный бетон имеет гораздо больше способов применения. Он может использоваться, например, в армированных конструкциях — перемычках, панелях, и др. Ячеистый бетон автоклавного твердения имеет пониженную трещиностойкость и морозостойкость. Автоклавная обработка позволяет в более короткие сроки получать изделия с достаточно высокой прочностью при пониженном расходе вяжущего. У автоклавной обработки имеются и недостатки: дорогостоящее оборудование, специфика его эксплуатации, требующая высококвалифицированного обслуживающего персонала, высокая металлоемкость автоклавов, низкий коэффициент использования внутреннего объема автоклава. Мелкосерийное производство при автоклавном способе оказывается экономически невыгодным.
2. Основные закономерности и процессы структурообразования газобетона
Важнейшей задачей современного строительства является повышение эффективности, качества, надежности и долговечности конструкций и сооружений при максимально возможном снижении их материалоёмкости и капитальных затрат. Использование в строительстве высокоэффективных теплоизоляционных материалов позволяет создавать лёгкие ограждающие конструкции, отвечающие современным требованиям архитектуры, градостроительства, комфортности жилья, сокращать материалоёмкость и общестроительные затраты на возведение зданий.
В этой связи актуальной проблемой является разработка научных основ структурообразования и совершенствования технологии газобетонов неавтоклавного твердения.
При дисперсном армировании газобетонов полиамидными волокнами возможно снижение усадочных деформаций. А это значит, что изделия из дисперсноармированных газобетонов при низкой энергоёмкости их изготовления, должны отличаться улучшенными эксплуатационными свойствами по сравнению с традиционно применяемыми в строительстве материалами. Поэтому результаты исследований структурообразования и свойств газобетонов неавтоклавного твердения дисперсно- армированных синтетическими волокнами должны быть положены в основу направленного совершенствования технологии их производства, и эффективно служить решению важнейших задач современного строительства.
В связи с изложенным автором выполнен обширный комплекс исследований в области направленной организации структуры газобетонных смесей с целью получения заданных физико-механических свойств, разработаны научно обоснованные технологические принципы получения таких материалов широкого спектра назначения.
В основу работы положена гипотеза о том, что повышение агрегативной устойчивости смесей в период преобладания вязких связей между компонентами способствует уменьшению количества дефектов структуры в затвердевших бетонах, что достигается введением в зернистую дисперсную систему — пенобетонную смесь — протяженных поверхностей раздела фаз в виде синтетических волокон (фибры).
Целью работы является развитие научных представлений о закономерностях формирования структуры газобетонов и разработка теоретических и методологических принципов рецептурно-технологического регулирования их свойств.
Предложена научно обоснованная, достоверная и удобная для технологической практики методика проектирования состава газобетона. Результаты исследований использованы при разработке и подготовке нормативных документов по технологии изготовления газобетона неавтоклавного твердения и изделий из него.
3. Основные физико-механические свойства газобетона
Газобетон (автоклавный ячеистый бетон) – это прочный минерально-каменный искусственный материал, не требующий значительного ухода. В нем соединились лучшие качества двух самых древних материалов: камня и дерева. Этот материал огнестоек, прочен, он не гниет, не стареет, не выделяет токсичных веществ. За счет поглощения и отдачи влаги ячеистый газобетон поддерживает постоянную влажность воздуха внутри помещения. А воздушные пузырьки, занимающие около 80% материала, обеспечивают ему высокую теплоизоляционную способность, что способствует снижению затрат на отопление на 25-30% и отказу от применения каких-либо дополнительных теплоизоляционных материалов. Термическое сопротивление ячеистого бетона в 3 раза выше, чем из глиняного кирпича, и в 8 раз выше, чем из тяжелого бетона. Наружная стена из блоков толщиной 375 мм обеспечивает требуемое нормативное термическое сопротивление Rt=2,5.
4. Методы расчета основных параметров технологии получения газобетона. Расчет прочности бетона от его объемной массы
При определении состава газобетона необходимо обеспечить заданную объемную массу и его наибольшую прочность при минимальных расходах порообразователя и вяжущего вещества. При этом структура газобетона должна характеризоваться равномерно распределенными мелкими порами правильной шаровидной формы.
Объемная масса газобетона и его пористость зависят главным образом от расхода порообразователя и степени использования его порообразующей способности. Некоторое влияние на них оказывают температура смеси и количество воды, принятое для затворения смеси, т.е. водотвердое отношение В/Т. Увеличение В/Т повышает текучесть смеси, а следовательно улучшает условия образования пористой структуры, если обеспечивается достаточная пластичная прочность смеси к концу процесса газообразования.
На рис. 1 приведена зависимость прочности газобетона от его объемной массы. Прочность газобетона зависит также от характера его пористости, размеров и структуры пор и прочности межпоровых оболочек. С увеличением В/Т до оптимального значения, обеспечивающего наилучшие условия формирования структуры смеси, прочность газобетона повышается. Прочность оболочек, в свою очередь, зависит от оптимального соотношения основного вяжущего и кремнеземистого компонента, В/Т, а также условий тепловлажностной обработки. Из этого следует, что применение смесей с минимальным значением В/Т при условии образования высококачественной структуры (например виброспучиванием) позволяет получить газобетон более высокой прочности.
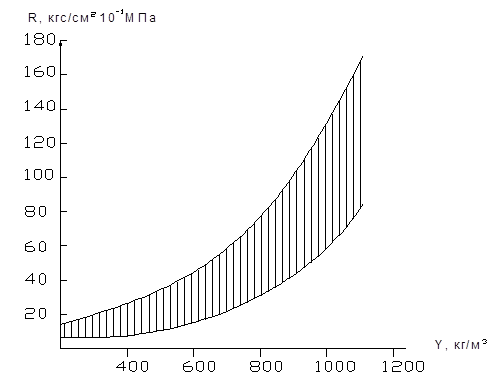
Рис.1
Зависимость прочности Rб газобетона от его объемной массы Y
5. Технологическая схема получения газобетона
Бетоны с ячеистой структурой могут быть получены способом газообразования. Такие автоклавные и неавтоклавные ячеистые бетоны получают на основе портландцемента и извести и называют газобетонами или газосиликатами.
Газобетон (или автоклавный ячеистый бетон) состоит из кварцевого песка, цемента, негашеной извести и воды. Он изготавливается в промышленных условиях при помощи автоклавов, в которых поддерживается определенное давление и температура. При смешивании в автоклаве всех компонентов с газообразователем - алюминиевой пудрой - происходит выделение водорода. Он в несколько раз увеличивает исходный объем сырой смеси. А пузырьки газа при застывании бетонной массы образуют в структуре материала огромное количество пор. Процесс производства газобетона требует точного соблюдения технологии.
Для изготовления газобетона применяют портландцемент марок 300, 400, 500, удовлетворяющий требованиям ГОСТ 970-61. Производство газобетона предъявляет специальные требования к портландцементу в отношении щелочности цементного теста – рН теста не должна быть ниже 12. Щелочность цемента определяется количеством свободной СаО и суммой Na2О и K2О. По данным работы газобетонных заводов, содержание щелочей (Nа2О, К20) в 1 л раствора цемента не должно быть менее 75 мг. В случае недостаточной щелочности раствора в газобетонную массу следует дополнительно вводить известь или щелочь в виде каустической соды (NаОН).
При применении в качестве основного вяжущего извести особое внимание уделяют значительному количеству активных окиси кальция (СаО) и магния (МgО). Общая активность извести не должна быть менее 75%, количество МgО - не более 1,5%. В производстве можно применять известь - молотую кипелку и пушонку. Известь должна быть равномерно обожженной.
Введение извести как добавки к цементу сокращает расход цемента и одновременно увеличивает щелочность раствора, обеспечивая энергичное протекание реакции газообразования:
![]() 3 Са(ОН)2 + 2 Аl + 6 Н2О 3 СаО·Аl2О3·6Н2О + 3 Н2
3 Са(ОН)2 + 2 Аl + 6 Н2О 3 СаО·Аl2О3·6Н2О + 3 Н2
В качестве кремнеземистого компонента в производстве газобетона применяют речной или горный кварцевый песок, золу-унос тепловых электростанций, маршалит и другие материалы. Кварцевый песок для изготовления газобетона и газосиликата должен быть чистым, без примесей глины и органических веществ, с содержанием SiO2 не менее 80%. Присутствие глины замедляет твердение газобетона и уменьшает его прочность. Органические примеси вредно сказываются на протекании реакции газовыделения; вспучивание газобетона при наличии органических примесей ухудшается. Зола-унос может применяться в производстве газозолобетона при содержании SiО2 более 55%. Зола-унос должна иметь незначительное количество сернистых соединений, несгоревших частиц угля и карбонатов кальция.
В качестве кремнеземистого компонента сырьевой смеси могут применяться отходы – металлургические шлаки соответствующих химических составов и тонкости измельчения. В нашей стране и за рубежом в качестве газообразователя преимущественное распространение получил алюминиевый порошок. Алюминиевый порошок, применяемый в производстве газобетона, должен быть химически чистым и содержать не менее 96-98% Аl. Величина частиц алюминия должна быть однородной и такой, чтобы при просеивании через сито с 4900 отв/см2 не было остатка. Равномерность размеров частиц необходима для получения равномерного вспучивания и образования одинаковых по размеру пор в объеме изделия из ячеистого бетона.
Для производства газобетона следует применять алюминиевую пудру марки ПАК-2 и ПАК-3. Алюминиевая пудра при хранении в большом объеме самовозгорает. Для предотвращения этого при изготовлении алюминиевой пудры ПАК частицы ее покрывают парафиновой или стеариновой пленкой, вследствие чего они плавают на поверхности воды и цементного раствора. Пленка препятствует протеканию реакции газообразования с выделением вспучивающего газобетонную массу водорода. Для повышения реакционной способности и лучшего смешивания алюминиевой пудры с водой ее предварительно прокаливают в течение 2-3 часов при температуре, не превышающей 190-200°, или в смесь добавляют клеека-нифольную эмульсию, понижающую поверхностное натяжение на границе парафин - вода. Расход алюминиевой пудры на 1 м3 газобетона зависит от заданного объемного веса и составляет от 300 до 700 г. В качестве добавок регуляторов схватывания и твердения вяжущего применяют железный купорос, едкий натр и сахар. В качестве антикоррозийного покрытия для арматуры в газобетонах применяют цементные растворы с нитридом натрия, битумно-глинистые эмульсии и т. д.
Важнейшей технологической особенностью получения высококачественных газобетонных изделий максимальной пористости и достаточной прочности является создание оптимальных условий для двух одновременно протекающих процессов газовыделения и газоудержания. Необходимо обеспечить соответствие между скоростью реакции газовыделения и скоростью нарастания структурной вязкости цементного теста или раствора. При этом выделение газа должно как можно полнее закончиться к началу схватывания системы цемент - вода. Протекание процесса газообразования определяется большим количеством различных факторов. Наибольшее влияние на скорость этого процесса оказывают вид, количество и свойства газообразователя, щелочность и температура среды и т. д.
Изготовление газобетона осуществляется мокрым или сухим способом. Экономически более целесообразным является мокрый способ, при котором помол кремнеземистого компонента или его смеси с известью производится в присутствии воды с получением шлама. При сухом способе помол и смешение компонентов осуществляются в шаровых мельницах в сухом виде. Песок размалывают в шаровых мельницах. Для осуществления мокрого помола в мельницу вводят подогретую воду. При применении в производстве извести, последнюю вводят в мельницу для совместного помола с песком. Из мельницы шлам пропускают через сито для отделения от крупных включений. Далее шлам собирают в сборнике и с помощью мембранного насоса или путем передавливания сжатым воздухом подают в шламовый бассейн или шламовый силос. Для предотвращения разделения шлама, т. е. осаждения частиц песка, шлам в бассейнах и силосах подвергают непрерывному перемешиванию. Одновременно производят барботаж шлама.
Дозировка шлама, подогрев и предварительное смешение осуществляются в ванне-дозаторе. Для подогрева шлама до 40-45° применяют острый пар. Дозировка цемента – весовая. Газообразователь – алюминиевую пудру - отвешивают и подают в бачок с клееканифольной эмульсией, снабженный пропеллерной мешалкой.
Окончательное интенсивное смешение всех компонентов газобетонной массы происходит в передвижной самоходной пропеллерной газобетономешалке. Материалы в газобетономешалку загружают в определенной последовательности. Сначала заливают песчаный шлам, затем немолотый песок (в случае необходимости) и в последнюю очередь – цемент. После этого в течение 2-3 мин перемешивают всю массу. Введение алюминиевой пудры и клееканифольной эмульсии определяет начало перемешивания газобетонной массы. Одновременно с этим газобетономешалка начинает передвигаться. Перемешивание газобетонной массы должно продолжаться 2-3 мин. В настоящее время применяют высокоскоростные пропеллерные мешалки (50-60 об/мин). Тщательное перемешивание массы обеспечивает однородность смеси и равномерность вспучивания. Излишняя продолжительность перемешивания вредна, так как возможно начало интенсивного газообразования в газобетономешалке. При этом теряется часть выделившегося газа и три заливке в формы газобетонная масса не даст нужного вспучивания. Разливают массу в формы через отверстия в нижней части мешалки при помощи гибких резинотканевых рукавов. Формы до заливки газобетона смазывают минеральным маслом или специальными эмульсиями для предотвращения сцепления газобетона с металлом форм. Газобетонную массу заливают с учетом вспучивания на 2/3 или 3/4 высоты формы.
После заливки газобетонной массы начинается вспучивание. процесс вспучивания продолжается 30-40 мин. После вспучивания происходит схватывание и твердение газобетона. Для ускорения схватывания и твердения газобетона, а также для ускорения процесса газовыделения в цехе по производству газобетонных тонных изделий температура воздуха должна поддерживаться не ниже +25°. Формы, в которых вспучивается и твердеет газобетон, нельзя передвигать, подвергать сотрясениям и ударам, так как вспученная, но не затвердевшая масса может при этом осесть. При вспучивании газобетонная масса образует так называемую горбушку, которую после затвердевания срезают ручными или механическими ножами. Затем застывшую массу разрезают на изделия нужного размера, формы устанавливают на автоклавные вагонетки в 2-3 яруса по высоте и загоняют в автоклав для ускоренного твердения.
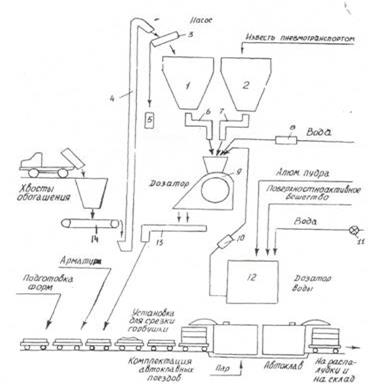
Рис.2
Технологическая схема получения газобетона: 1 - бункер хв.хранилищ; 2 - бункер извести; 3 - вибросито; 4 - элеватор; 5 -отходы; 6 - дозатор; 7 - дозатор извести; 8 - дозатор воды; 9 - дезинтегратор; 10 - дозатор алюм.суспензии; 11 - водомер; 12 - смеситель; 13 - разливочное устройство; 14 - питатель
Автоклавная обработка газобетонных изделий принципиально не отличается от обработки пенобетонных изделий. Газобетон допускает ускоренный подъем давления и температуры до изотермического прогрева в течение 3-4 час. После окончания автоклавной обработки формы с изделиями оставляют в цехе для остывания, после чего производят распалубку и увозят изделия на склад готовой продукции.
6. Методы оценки качества газобетона
Одними из основных этапов технологии изготовления газобетона являются контроль за качеством поступающего сырья, за всеми технологическими операциями, а также контроль уже готовой продукции. Контроль качества исходного сырья заключается в следующем: каждую партию поступающего на завод сырья предприятие-поставщик должно снабжать паспортом, а непосредственно контроль ведет заводская лаборатория, которая проверяет их внешний вид, для каждого вида сырья отбирают пробы, проводят испытания и определяют соответствие показателей свойств с требованиями ГОСТа.
Результаты испытания и анализа лаборатория сообщает в отдел технического контроля, который дает разрешение на передачу сырья в производство или бракует его, т.е. возвращает сырье, обязательно со своими результатами испытаний, предприятию-поставщику.
К задачам контроля за технологическими процессами относят проверку очередности и правильности операции, расход сырьевых материалов и соответствие рецептуры, расход электроэнергии, пара, воздуха, размеров поперечного сечения выпускаемых изделий, их внешний вид и т.д.
Параметры всех технологических процессов задаются заводской лабораторией, контролируются отделом технического контроля, а также цеховыми лабораториями. Все контрольно-измерительные и весовые приборы периодически проверяются в соответствии с правилами.
Качество готовой продукции на соответствие с требованием ГОСТа или ТУ контролирует заводская лаборатория. Для характеристики внешнего вида материала, определения размеров, формы, а также проведения физико-химических и механических испытаний от каждой партии отбирают определенное его количество, затем из отобранной пробы материала в установленном порядке изготавливают требуемое количество образцов и подвергают их всем испытаниям, регламентированных ГОСТом, после чего дают заключение о его качестве.
Результаты испытаний включают в паспорт-документ, который сопровождает каждую партию, отгружаемой заказчику продукции и удовлетворяющий соответствие её требованиям стандарта.
Кроме результатов испытаний в паспорте указывают наименование, адрес предприятия-изготовителя, марку и сорт изделия, основные внешние признаки, массу или количество изделий в партии, дату изготовления и розничную цену.
Список используемой литературы
1. Рыбьев И. А. « Строительное материаловеденье» - М.: Высшая школа, 2002 – 701 с.
2. Хоменко В.Г. Справочник по теплозащите зданий. Киев. Будивельник, 1996г.
3.Баженов Ю.М. Технология бетона. Москва. «Высшая школа», 1978 г.
4.Сапожников М.Я, Н.Е. Дроздов. Справочник по оборудованию заводов строительных материалов. Москва – 1970.