Расчет авторемонтного предприятия
СОДЕРЖАНИЕ: Министерство Науки и Образования Украины Кафедра эксплуатации и ремонта машин КУРСОВАЯ РАБОТА по дисциплине «Технология производства и ремонта машин»Министерство Науки и Образования Украины
Кафедра эксплуатации и ремонта машин
КУРСОВАЯ РАБОТА
по дисциплине «Технология производства и ремонта машин»
Выполнил студент гр.
Проверил
СОДЕРЖАНИЕ
Введение……………………………………………….…………………….…..3
1 Проектирование авторемонтного предприятия…….………………………4
1.1 Производственная структура предприятия…………………………….…4
1.2 Схема КР машины…………………………………………………………..6
1.3 Расчет производственной программы ремонтного предприятия……....9
1.3.1 Годовой фонд времени рабочего………………………………………...9
1.3.2 Годовой фонд времени рабочего поста……………………………….....9
1.3.3 Годовой фонд времени работы оборудования…………………….......10
1.3.4 Определение годового объема работ…………………………………...10
1.4 Расчет показателей проектируемого цеха………………………………..11
1.4.1 Определение количества работающих………………………………....11
1.4.2 Расчет оборудования и рабочих мест кузнечно-термического цеха…15
1.4.3 Расчет площадей производственных помещений……………............22
1.4.4 Расчет площадей административных и бытовых помещений………..22
1.4.5 расчет площадей складских помещений………………………............23
1.4.6 Расчет потребности в энергоресурсах………………………………..…23
1.5 Разработка генерального плана…………………………………………...25
1.5.1 Схема грузопотоков……………………………………………………...25
1.5.2 Схема генерального плана………………………………………………..27
1.5.3 Технологическая планировка производственных участков……………27
2 Разработка технологического процесса ремонта детали………....................29
Список литературы…………………………………………………………........34
ВВЕДЕНИЕ
На современном этапе развития строительного и дорожного машиностроения весьма актуальными проблемами являются повышение надежности и долговечности изготавливаемы машин, рост эффективности их производства. Необходимость создания машин с более совершенным уровнем качества при наименьшей себестоимости их изготовления ставит перед машиностроителями задачу непрерывного совершенствования технологии производства на базе новейших достижений науки и техники.
Эффективность использования и качество функционирования дорожно-строительных машин определяется уровнем их надёжности. Общая продолжительность простоев дорожно-строительных машин и оборудования в техническом обслуживании и ремонте составляет значительную долю годового фона рабочего времени. Потери, связанные с обеспечением долговечности и безопасности строительных машин за период эксплуатации в несколько раз превышают их первоначальную стоимость. Обеспечение долговечности машин является сложной проблемой ля решения, которой необходимо проведение комплекса конструкторских, технологических и организационных мероприятий на всех стаях существования машины.
Параллельно с развитием технологии машиностроения совершенствовались технология и организация ремонта машин.
В нашей стране действует система планово-предупредительного технического обслуживания и ремонта машин. Внедрение этой системы обеспечило повышение производительности машин, улучшение их технического состояния, сократило простои машин в ремонте. Однако показатели надёжности и долговечности машин после капитального ремонта, как правило, ниже таких же показателей новых машин, значительная трудоемкость и стоимость ремонта. С целью улучшения качества ремонта и повышения технико-экономических показателей ремонтных предприятий следует стремиться к доведению технического уровня технологии и организации машиноремонтного производства до уровня машиностроительного.
1 ПРОЕКТИРОВАНИЕ АВТОРЕМОНТНОГО ПРЕДПРИЯТИЯ
1.1 Производственная структура предприятия
Структура авторемонтного предприятия (АРП) определяется в основном производственной программой, объёмом и характером выполняемых ремонтных работ, а также группой предприятия по оплате труда. Наибольший перечень работ и соответственно наиболее развитая организационная структура характерна для предприятий серийного типа по КР полнокомплектных автомобилей, к которым относится предприятие, данное в задании.
Организационная структура такого предприятия включает руководство (директор, главный инженер, заместители директора), подразделения управления производством (производственно-диспетчерский отдел), службы и подразделения главного инженера (службы главного конструктора, главного технолога, главного механика и главного энергетика, отдел механизации и автоматизации производственных процессов, заводская лаборатория), подразделения обеспечения производства (бухгалтерия, планово-экономический отдел, отдел технического контроля, отдел труда и заработной платы, отдел кадров), подразделения снабжения и сбыта (административно хозяйственный отдел, отдел снабжения, отдел сбыта, транспортный отдел и др), производственные подразделения (основные производственные цехи или участки, службы вспомогательного производства и склады).
Производственные подразделения АРП— это пять цехов: разборочно-моечный, сборочный, моторный цех, кузнечно-термический и слесарно-механический. Ниже приведена схема структуры управления АРП рис.1 и производственная структура на рис.2.
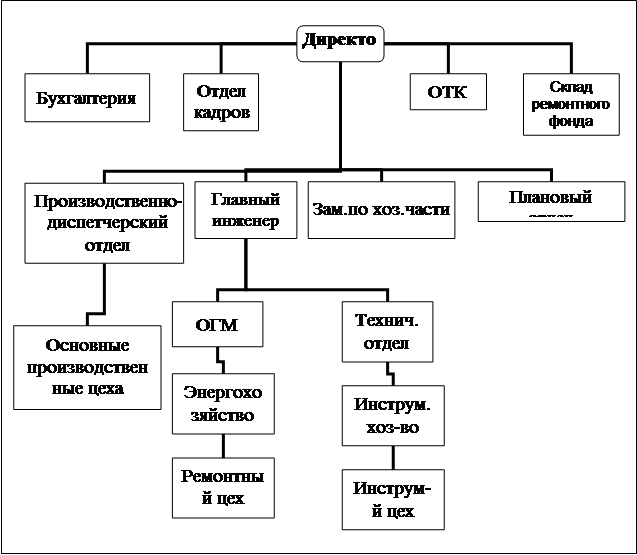
Рис.1 Структура управления АРП

Рис.2 Производственная структура
1.2 Схема КР машины
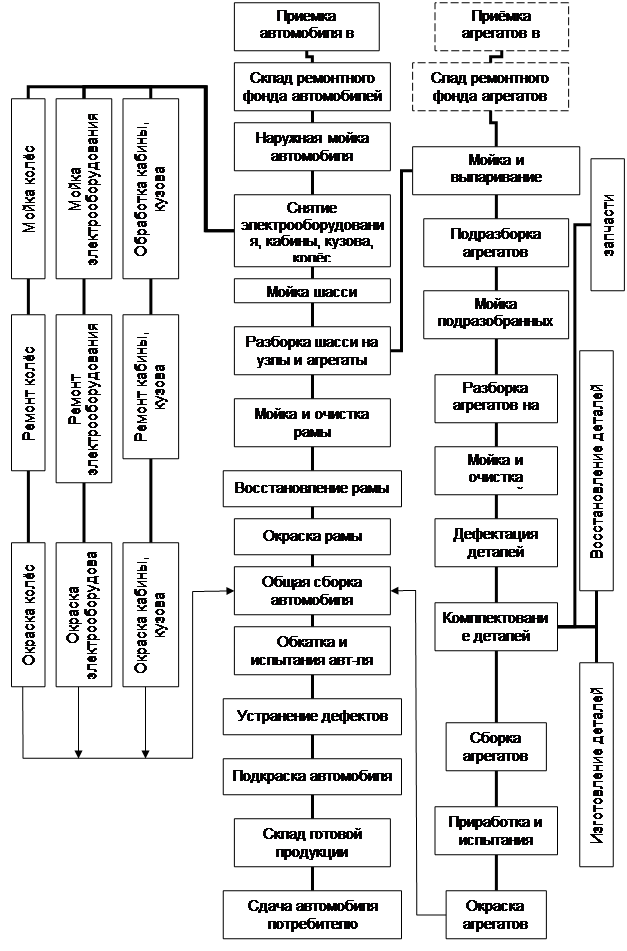
Рассмотрим технологический процесс КР грузового автомобиля (рис.3). С принятого в ремонт автомобиля снимают аккумуляторные батареи, приборы питания и электрооборудование и направляют его на площадку хранения ремонтного фонда. После этого автомобиль буксиром переводят на транспортирующий конвейер поста мойки. После наружной мойки автомобиль подают на пост предварительной разборки, где с него снимают платформу, колеса спинки и сиденья, стекла, обивку и арматуру кабины, и саму кабину, а также топливные баки. Снятые части направляют на соответствующие посты для ремонта. Следующий комплекс работ: повторная мойка, слив масла из картеров двигателя, коробки передач, заднего моста, механизма управления и выпаривание картеров с помощью водяного пара.
Перемещаемый транспортёром автомобиль в дальнейшем поступает на посты полной разборки. Здесь него снимают механизм управления, силовой агрегат, карданные валы, передний и задний мосты, узлы подвески и привод тормозной системы. Все снятые агрегаты узлы направляются на специализированные участки (цехи) и посты для последующего ремонта. После ремонта раму автомобиля моют и отправляют в ремонт.
Рассмотренные группы работ составляют первый этап КР автомобиля— его разборку и мойку. Второй этап— это ремонт его агрегатов и узлов. На этом этапе выполняются: разборка агрегата (узла), мойка и очистка деталей, дефектация их, восстановление достигших предельного состояния деталей сборка агрегата (узла), его испытание, обкатка и окраска. Однако как видно из схемы не по всем агрегатам узлам выполняется полностью этот перечень работ, что объясняется особенностям назначения устройства узла или агрегата.
После разборки агрегата узлов наружные и внутренние поверхности деталей подвергают мойке и очистке от таких загрязнений как нагар, накипь, старая краска, продукты коррозии, коксовые и смолистые отложения.
В результате дефекации и сортировки деталей выясняется возможность их последующего использования в агрегате или узле, определяется объем и характер восстановительных работ, и количество новых потребных деталей.
Восстановление деталей является основным видом работ на ремонтном предприятии. Сборка узлов и агрегатов, как и восстановление деталей, представляет собой важнейшее условие обеспечения необходимого качества ремонта при оптимальных производственных затратах. На сборку детали подаются комплектами. Комплектование деталей выполняют комплектовочные отделения. Сборку двигателей производят на поточных линиях других агрегатов — на специализированных постах.
Испытания агрегатов и узлов проводятся с целью проверки качества их сборки и соответствия выходных характеристик требованиям технических условий на ремонт, а также для обеспечения предварительной приработки подвижно сопряженных деталей.
Окраска отремонтированных агрегатов и узлов производится, как правило, после испытания и устранения дефектов перед общей сборкой автомобиля. Окраску платформы и кабины выполняют сразу после восстановления: колеса окрашивают до сборки (шиномонтажных работ). Поле испытаний и окраски агрегаты и узлы предъявляют представителю отела технического контроля. Отремонтированные агрегаты и узлы в последующем направляют на общую сборку автомобиля через промежуточные цеховые кладовые или минуя их.
Третьим этапом технологического процесса капитального ремонта автомобиля является общая сборка. Общая сборка ведется из отремонтированных агрегатов и узлов на специализированных постах или на поточных линиях. После общей сборки автомобиль заправляют топливом и подают на испытания, представляющие собой четвертый этап технологического процесса капитального ремонта. Испытания проводятся пробегом или на испытательных стендах с беговыми барабанами. Во время испытаний производятся необходимые регулировки и устраняются обнаруженные неисправности. Поле испытаний дорожных условиях автомобиль подвергают мойке. При обнаружении в ходе испытаний неисправностей, не устранимых регулировкой, автомобиль направляют на пост устранений дефектов. Полностью исправный автомобиль при необходимости подкрашивают и сдают представителю отдела технического контроля или непосредственно заказчику.
Рис.3 Схема КР машины
1.3 Расчет производственной программы ремонтного предприятия
1.3.1 Годовой фонд времени рабочего
Номинальный, для всех специальностей цеха, ч.:
Фн.р.=[К-(В+П)]tсм-Пр=[365-(104+8)]·8,2-3=2071,6 ч
Где К=365 — количество календарных дней в году;
В=104 — количество выходных дней в году;
П=8 — количество праздничных дней в году;
tсм=8,2 — продолжительность рабочей смены, ч;
Пр=3 — количество часов на которые сокращается рабочий день в праздничные дни.
Действительный, ч:
Фд.р.=( Фн.р.-to·tсм)·
Где to — продолжительность отпуска, дней;
— коэффициент, учитывающий потери рабочего времени по уважительным причинам.
Для гальваника и термиста:
Фд.р.=(2071,6-18·8,2)0,97=1866,28 ч.
Для кузнеца и сварщика:
Фд.р.=(2071,6-248,2)0,92=1724,82 ч.
Расчёты по определению фондов времени рабочих по профессиям в проектируемом цехе сводим в табл. 1.
Таблица 1
Фонды времени рабочих по профессиям
| Профессия |
Длительность |
Коэфф.учит.потери раб.времени |
Год.фонд раб. Времени, ч |
||
| Раб.смены, ч |
Отпуска, дней |
номинальный |
действительный |
||
| Гальваник и термист |
8,2 |
18 |
0,97 |
2071,6 |
1866,28 |
| Кузнец и сварщик |
8,2 |
24 |
0,92 |
1724,82 |
|
1.3.2 Годовой фонд времени рабочего поста
Фр.п.=Фн.р.mу
Где m=1 — количество рабочих одновременно работающих на посту;
у=2 — количество смен работы поста.
Для гальваника и термиста:
Фр.п.=1866,2812=3732,56 ч.
Для кузнеца и сварщика:
Фр.п.=1724,8212=3449,63 ч.
1.3.3 Годовой фонд времени работы оборудования
Номинальный, ч:
Фн.о.=[К–(В+П)]tсму–Пр=[365–(104+8)]8,22–3=4146,2 ч.
Действительный, ч:
Фд.о.=Фн.о. о=4146,20,97=4021,81 ч.
Где о=0,97 — коэффициент использования оборудования по времени.
Расчеты по определению фондов времени поста и оборудования сводим в таблицу 2.
Таблица 2
Фонды времени поста и оборудования
| Профессия рабочего |
Фонд времени рабочего поста, Фр.п. |
Фонд времени оборудования, ч |
|
| Номинальный, Фн.о. |
Действительный, Фд.о. |
||
| Гальваник и термист |
3732,56 |
4146,2 |
4021,81 |
| Кузнец и сварщик |
3449,63 |
||
1.3.4 Определение годового объема работ
Годовая трудоёмкость основной ремонтной продукции на специализированном ремонтном предприятии:
Тг=ТнпрN=6770,9822300=1529072,2 челч.
где Тн=677 челч — нормативная трудоемкость КР одного изделия;
пр=0,982 — коэффициент, учитывающий изменения трудоемкости ремонта изделия в зависимости от годовой программы предприятия, пр ищем интерполяцией
пр=1,0–30,006=0,982, пр=0,94+70,006=0,982;
N=2300 шт — принятая производственная программа предприятия.
Зная годовую трудоемкость ремонтного предприятия, определяем годовую трудоемкость по каждому цеху основного производства, причем для проектируемого цеха годовая трудоемкость рассчитывается по каждому отделению, участку и виду работ:
Тр=ТгК/100, челч.
Где К — трудовые затраты, приходящиеся на цех, отделение, участок, вид работ, от общей трудоемкости АРП, %.
Данные расчета сводим в табл.3, при этом учитывая, что действительная трудоемкость проектируемого кузнечно-термического цеха с учетом 2-х сменной работы увеличивается на 10% в связи с изготовлением и ремонтом деталей для собственных нужд завода.
Таблица 3
Трудоемкость проектируемого цеха и основных производственных цехов
| № п/п |
Цех, отделение, участок, вид работ |
Процент трудовых затрат, К |
Годовая трудоемкость, Т, челч |
примечание * |
| 1 |
Разборочно-моечный цех |
10,2 |
155965,36 |
— |
| 2 |
Сборочный цех |
30,6 |
467896,09 |
— |
| 3 |
Моторный цех |
25,5 |
389913,41 |
— |
| 4 |
Слесарно-механический цех |
25,5 |
389913,41 |
417207,35 |
| 5 |
Кузнечно-термический цех |
8,2 |
125383,92 |
275844,63 |
| 6 |
Кузнечнопрессовое отделение |
1,8 |
27523,30 |
60551,26 |
| 7 |
Кузнечные и прессово-штамповочные работы |
1,5 |
22936,08 |
50459,42 |
| 8 |
Ремонт рессор |
0,3 |
4587,21 |
10091,88 |
| 9 |
Термическое отделение |
2,7 |
41284,95 |
90826,89 |
| 10 |
Термические работы без нагрева ТВЧ |
1,9 |
29052,37 |
63915,218 |
| 11 |
Термические работы с нагревом ТВЧ |
0,8 |
12232,58 |
26911,67 |
| 12 |
Сварочно-наплавочное отделение |
2,3 |
35168,66 |
77371,05 |
| 13 |
Гальваническое отделение |
1,4 |
21407,01 |
47095,40 |
* Действительная трудоемкость цехов, отделений и т.д. с учетом трудовых затрат на собственные нужды АРП.
1.4 Расчет показателей проектируемого цеха
1.4.1 Определение количества работающих
На ремонтном предприятии состав работающих делится на следующие категории: основные рабочие, вспомогательные рабочие, инженерно-технические работники (ИТР), счетно-конторский персонал (СКП), младший обслуживающий персонал (МОП).
Численность основных производственных рабочих (ОПР):

Где mяв, mсп — число рабочих соответственно явочное и списочное;
Туч— годовая трудоемкость работ цеха, отделения, участка или вида работ;
Кн.в.=1,15 —планируемый коэффициент перевыполнения норм выработки.
Списочное число рабочих в основных цехах:
— разборочно-моечный 
— сборочный цех 
— моторный цех 
— слесарно-механический  .
.
Списочное и явочное число рабочих в кузнечно-термическом цеху:
1) кузнечнопрессовое отделение
— кузнечные и прессово-штамповочные работы 
—ремонт рессор 
всего mяв=25, mсп=31 чел;
2) термическое отделение
— термические работы без нагрева ТВЧ 
— термические работы с нагревом ТВЧ 
всего mяв=38, mсп=42 чел;
3) сварочно-наплавочное отделение 
4) гальваническое отделение .
Расчеты по определению количества основных рабочих по цехам АРП сводим в табл.4 (для проектируемого цеха количество рабочих определяем по каждому отделению, участку и виду работ).
Таблица 4
Количество основных производственных рабочих
| № п/п |
Цех, отделение, участок, вид работ |
Трудоемкость работ, челч |
Фонд времени рабочего, ч |
Число рабочих |
||||
| Номин. Фн.р. |
Действ. Фд.р. |
явочное |
списочное |
|||||
| расчетное |
принятое |
расчетное |
принятое |
|||||
| 1. |
Разборочно-моечный цех |
155965,36 |
2071,6 |
— |
— |
— |
76 |
— |
| 2. |
Сборочный цех |
467896,09 |
— |
— |
— |
228 |
— |
|
| 3. |
Моторный цех |
389913,41 |
— |
— |
— |
206 |
— |
|
| 4. |
Слесарно-механический цех |
417207,35 |
— |
— |
— |
203 |
— |
|
| 5. |
Кузнечно-термический цех |
275844,625 |
— |
115,79 |
116 |
133,73 |
134 |
|
| 6. |
Кузнечнопрессовое отделение |
60551,26 |
1724,82 |
25,42 |
25 |
30,5 |
31 |
|
| 7. |
Кузнечные и прессовые работы |
50459,42 |
1724,82 |
21,2 |
21 |
25,4 |
25 |
|
| 8. |
Ремонт рессор |
10091,88 |
1724,82 |
4,2 |
4 |
5,59 |
6 |
|
| 9. |
Термическое отделение |
90826,89 |
1866,28 |
38,13 |
38 |
42,32 |
42 |
|
| 10. |
Термические работы с нагревом ТВЧ |
26911,67 |
1866,28 |
11,3 |
11 |
12,54 |
12 |
|
| 11. |
Термические работы без нагрева ТВЧ |
63915,22 |
1866,28 |
28,83 |
27 |
29,78 |
30 |
|
| 12. |
Сварочно-наплавочное отделение |
77371,05 |
1724,82 |
32,48 |
33 |
39,01 |
39 |
|
| 13. |
Гальваническое отделение |
47095,4 |
1866,28 |
19,77 |
20 |
21,9 |
22 |
|
Численность ИТР, СКП, МОП и вспомогательных рабочих определим только для проектируемого цеха в процентном отношении к количеству ОПР (табл.5).
Таблица 5
Количество вспомогательных рабочих, ИТР, СКП, МОТ в цехе
| № п/п |
Категория рабочих |
Отношение к числу ОПР, % |
Кол–во, чел. |
Примечание |
| 1. |
вспомогательные рабочие |
15 |
20 |
Контролёры, транспортные рабочие, кладовщики, разнорабочие, водители |
| 2. |
ИТР |
13 |
17 |
Половина ИТР работает непосредственно на производстве, а половина — заводоуправлении |
| 3. |
СКП |
12 |
16 |
1/3 СКП работает на производстве, а 2/3 — в заводоуправлении |
| 4. |
МОП |
3 |
4 |
Уборщики цехов, служебных помещений, дворов, курьеры, телефонисты, гардеробщики |
Штат основных производственных и вспомогательных рабочих проектируемого цеха распределяем по сменам и разрядам по форме табл.6.
Штаты ИТР, СКП, МОП формируем на основании расчетов и сводим в табл.7. При этом, при составлении штатных ведомостей и структуры управления исходили из таких нормативов: цехом считается подразделение, имеющее объём, обеспечивающий загрузку не менее 100 чел. Примерно 20—25 чел. приходится на одного мастера, при наличии 3–х мастеров принимается старший мастер. Правильность распределения по разрядам на участках характеризуется средним разрядом:

где R1,R2,…,Rn — первый, второй и следующий разряд, принятый в цехе;
m1, m2,…, mn — количество рабочих соответствующего разряда.
Кузнечнопрессовое отделение:
![]() ;
;
термическое отделение: ![]() ;
;
сварочно-наплавочное отделение:
![]() ;
;
гальваническое отделение: ![]()
Таблица 6
Штатная ведомость основных и вспомогательных рабочих
| № п/п |
Отделение, вид работ |
специальность рабочего |
всего рабочих |
По сменам |
По разрядам |
||||||
| 1-я |
2-я |
1 |
2 |
3 |
4 |
5 |
6 |
||||
| А. производственные рабочие |
|||||||||||
| 1 |
Кузнечнопрессовое отделение |
Кузнец |
31 |
16 |
15 |
4 |
5 |
10 |
6 |
4 |
2 |
| 2 |
Кузнечные и прессово-штамповочные работы |
25 |
13 |
12 |
4 |
5 |
6 |
4 |
4 |
2 |
|
| 3 |
Ремонт рессор |
6 |
3 |
3 |
— |
— |
4 |
2 |
— |
— |
|
| 4 |
Термическое отделение |
Термист |
42 |
21 |
21 |
2 |
6 |
16 |
10 |
6 |
— |
| 5 |
Термические работы с нагревом ТВЧ |
12 |
6 |
6 |
— |
2 |
6 |
2 |
2 |
— |
|
| 6 |
Термические работы без нагрева ТВЧ |
30 |
15 |
15 |
2 |
6 |
10 |
8 |
4 |
— |
|
| 7 |
Сварочно-наплавочное отделение |
Сварщик |
39 |
20 |
19 |
6 |
7 |
10 |
10 |
4 |
2 |
| 8 |
Гальваническое отделение |
Гальваник |
22 |
11 |
11 |
4 |
4 |
8 |
4 |
2 |
— |
| Всего |
134 |
68 |
66 |
26 |
56 |
62 |
32 |
23 |
8 |
||
| Б. вспомогательные рабочие |
|||||||||||
| 1 |
Контролеры |
4 |
2 |
2 |
|||||||
| 2 |
Транспортные рабочие |
4 |
2 |
2 |
|||||||
| 3 |
Кладовщики |
4 |
2 |
2 |
|||||||
| 4 |
Разнорабочие |
6 |
3 |
3 |
|||||||
| 5 |
Водители |
2 |
1 |
1 |
|||||||
| Всего |
20 |
10 |
10 |
||||||||
1.4.2 Расчет оборудования и рабочих мест кузнечно-термического цеха
Кузнечное отделение. В этом отделении определяем количество горнов, молотов, нагревательных печей и прессов для штамповки.
Количество оборудования кузнечного отделения определяется по виду обрабатываемых за год поковок.
На стадии проектирования масса поковок:
 т
т
где Тк=60551,26 челч — годовая трудоемкость кузнечного отделения;
Р=40 т — годовая масса деталей обрабатываемых одним кузнецом и молотобойцем.
Распределим годовую массу поковок по видам работ в процентном отношении к общей массе поковок:
Ручная ковка Gp=G18%=5850,18=105 т;
Машинная ковка Gм=G62%=5850,62=362 т;
Штамповка на прессах Gп=G20%=5850,20=118 т.
Количество горнов:
где gч=8 кг/ч — часовая производительность горна.
Количество молотов соответствующего типа:
где G’м — годовой объем (масса) поковок соответствующего типа молота;
g’м — часовая производительность молота соответствующего типа, кг/ч;
з=0,85 — коэффициент загрузки молота.
—с массой падающих частей до 100 кг  ;
;
—с массой падающих частей до 150 кг  .
.
Количество нагревательных печей для нагрева поковок:
где g’п — часовая производительность печи, кг;
з=0,8 — коэффициент, учитывающий загрузку печи по массе.
— для нагрева поковок массой до 10 кг  ;
;
— для нагрева поковок массой 10…15 кг 
принимаем ![]() =1.
=1.
Часовую производительность нагревательной печи находим для соответствующей массы поковок, зная, что средняя производительность печи составляет 250 кг/ч с 1 мІ площади пода печи.
![]() 1=2500,27=67,5 кг;
1=2500,27=67,5 кг; ![]() 1=2500,34=85 кг
1=2500,34=85 кг
где 0,27 и 0,34 мІ — средняя площадь пода печи данного вида.
Расчеты по определению количества молотов и печей сводим в табл.7.
Таблица 7
Определение количества молотов и печей
| Масса поковок, кг |
Масса падающих частей молота, кг |
% к годовой массе поковок |
Годовой объем поковок, кг |
Часовая произв. молота, кг, gм |
средняя площадь пода печи, мІ |
Часовая произв. печи, кг, gп |
Количество молотов |
Количество печей |
||
| расчетное |
принятое |
расчетное |
принятое |
|||||||
| До 10 |
100 |
55 |
199100 |
14 |
0,27 |
67,5 |
4,16 |
4 |
0,92 |
1 |
| 10—15 |
150 |
15 |
54300 |
19 |
0,34 |
85 |
0,836 |
1 |
0,2 |
1 |
Количество прессов для штамповки:

где gп=95 кг/ч — часовая производительность пресса;
з=0,85 — коэффициент загрузки пресса.
Принимаем Хп=1 шт.
Термическое отделение. Годовой объём работ термического отделения:
Gт=gтNKнКпр=140230020,851,1=602140 кг
где gт=140 кг — масса термически обрабатываемых деталей автомобиля;
Kн=2 — коэффициент кратности нагрева;
Кпр=0,85 — коэффициент приведения;
=1,1 — коэффициент самообслуживания.
Значение коэффициента приведения находим по следующей формуле:
где =0,9 поправочный коэффициент
Gн=11000 кг — масса машины коэффициент приведения которой находим;
Gа=12000 кг — масса машины с известным коэффициентом приведения.
Полученный годовой объём работ термического отделения разбиваем по видам термообработки согласно табл.8.
Количество печей:
для выполнения определённого вида термообработки (кроме цементации)
 ;
;
— отжиг  ;
;
— нормализация  ;
;
— объёмная закалка  ;
;
— поверхностная закалка  ;
;
— высокий отпуск  ;
;
— низкий отпуск  ;
;
для цементации
 ,
,
где ![]() и
и ![]() — годовой объём работ по видам термообработки, кг;
— годовой объём работ по видам термообработки, кг;
gп — производительность печи, кг/ч;
![]() =0,5 — коэффициент использования пода печи по массе;
=0,5 — коэффициент использования пода печи по массе;
![]() =2,5 ч — средняя продолжительность цементации деталей одной садки;
=2,5 ч — средняя продолжительность цементации деталей одной садки;
gц — масса цементируемых деталей одной садки, кг.
Часовую производительность печей и другие нормативы определяют по [6, 7].
Данные расчета количества печей заносим в табл.8.
Таблица 8
Количество печей термического отделения
| № п/п |
Вид термообработки |
% от общего объема работ |
Годовой объём работ, G’т, кг |
Количество печей |
|
| расчетное |
принятое |
||||
| 1 |
Отжиг |
10 |
60214 |
0,665 |
1 |
| 2 |
Нормализация |
15 |
90321 |
0,624 |
1 |
| 3 |
Цементация |
8 |
48171,2 |
0,998 |
1 |
| 4 |
Объёмная закалка |
25 |
150535 |
1,04 |
1 |
| 5 |
Поверхностная закалка |
14 |
84299,6 |
0,58 |
1 |
| 6 |
Отпуск: |
||||
| высокий |
18 |
108385,2 |
0,929 |
1 |
|
| низкий |
10 |
60214 |
0,52 |
1 |
|
Гальваническое отделение. Годовой объём работ для данного вида покрытия в гальваническом отделении:
 , челч;
, челч;
где t — продолжительность операции для данного вида покрытия, мин;
Fп— годовая производственная программа для данного вида покрытия, дмІ;
Zз — площадь суммарной поверхности одновременной загрузки деталей в ванну, дмІ.
— хромирование ![]() челч;
челч;
— осталивание ![]() челч;
челч;
— никелирование ![]() челч;
челч;
— омеднение ![]() челч.
челч.
Продолжительность гальванической операции:
t=(t1+t2+t3)Кпз;
хромирование t=(395+6+36)1,04=454,5 мин, осталивание t=(1226+6+111)1,03= =1383,3 мин, никелирование t=(58+6+6)1,05=73,5 мин, омеднение t=(60+6+6)1,05= =75,6 мин;
где t1 — продолжительность процесса электролитического осаждения металла, мин;
t2=6 время на загрузку и выгрузку деталей, мин;
t3 — дополнительное время, находится по формуле:
t3=(t1+t2) 0,09 мин;
хромирование t3=(395+6)0,09=36, осталивание t3=(1226+6)0,09=111, никелирование t3=(58+6)0,09=6, омеднение t3=(60+6)0,09=6;
Кпз — коэффициент, учитывающий подготовительно-заключительное время, Кпз=1,03…1,05 при работе в две смены.
Продолжительность процесса электролитического осаждения металла определяем по формулам:
для износостойкого хромирования ![]() мин
мин
для осталивания ![]() мин
мин
для никелирования ![]() мин
мин
для омеднения ![]() мин.
мин.
Значение толщины слоя покрытия h и плотности тока Дк выбраны из [10,табл.2.12].
Годовая производственная программа для данного вида покрытия:
Fп=fпNKпр,
хромирование Fп=1023000,85=19550, осталивание Fп=523000,85=35190, никелирование Fп=0,8723000,85=1700,85, омеднение Fп=0,823000,85=1564;
где fп — ориентировочная площадь поверхности покрытия на автомобиль КрАЗ–256Б (для хромирования fп=10 дмІ, для осталивания fп=5 дмІ, для никелирования fп=0,87 дмІ, для меднения fп=0,8 дмІ) [10, стр.26].
Суммарная площадь поверхности одновременной загрузки деталей зависит от размеров ванны. Определим её из расчета 3—5 л электролита на 1дмІ площади покрытия деталей:
 дмі,
дмі,
где Vв=800 л — рабочий объём гальванической ванны типа 06;
V’=4 л — удельный объём электролита (на 1 дмІ площади покрытия).
Хромирование Zв=800/104=20, осталивание Zв=800/54=40, никелирование Zв= =800/0,874=230, омеднение Zв=800/0,84=250 дмі.
Вычисляем необходимое количество ванн по видам покрытия:
 ,
,
где ![]() =0,8 коэффициент использования ванны по времени.
=0,8 коэффициент использования ванны по времени.
— для хромирования Хв=7404,6/4021,80,8=2,32;
— для осталивания Хв=20282,6/4021,80,8=6,36;
— для никелирования Хв=9,1/4021,80,8=0,0030;
— для омеднения Хв=7,9/4021,80,8=0,0020
Результаты расчетов по определению годового объёма работ, годовой производственной программы, количества ванн по видам покрытия гальванического отделения сводим в табл.9.
Таблица 9
Годовой объём работ, производственная программа, количество ванн по видам покрытия
| № п/п |
Вид покрытия |
h |
Дк |
t1 |
t2 |
t3 |
Кпз |
Кпр |
Fп |
Zз |
Тг |
t |
Xв |
| 1 |
Хромирование |
0,25 |
63 |
395 |
6 |
36 |
1,04 |
0,85 |
19550 |
20 |
7404,6 |
454,5 |
2 |
| 2 |
Осталивание |
2 |
46 |
1226 |
111 |
1,03 |
35190 |
40 |
20282,6 |
1383,3 |
6 |
||
| 3 |
Никелирование |
0,02 |
1,755 |
58 |
6 |
1,05 |
1701 |
230 |
9,1 |
73,5 |
0 |
||
| 4 |
Омеднение |
0,17 |
13 |
60 |
6 |
1,05 |
1564 |
250 |
7,9 |
7506 |
0 |
Количество полировальных станков для гальванического отделения
 ,
,
где ![]() =58005 дмІ — суммарная площадь поверхностей деталей обрабатываемых в течении года;
=58005 дмІ — суммарная площадь поверхностей деталей обрабатываемых в течении года;
![]() =42 дмІ — часовая производительность полировального станка.
=42 дмІ — часовая производительность полировального станка.
Принимаем ![]() =1 шт.
=1 шт.
Сварочное отделение. Количество рабочих постов для ручной, газовой сварки и резки:
 .
.
Количество оборудования для автоматической сварки и наплавки:
 ,
,
где ![]() — годовая трудоемкость вида работ, челч (табл.10);
— годовая трудоемкость вида работ, челч (табл.10);
![]() =0,9 — коэффициент использования оборудования во времени.
=0,9 — коэффициент использования оборудования во времени.
Распределение трудоемкости сварочного отделения по видам работ от общей трудоемкости отделения (Тсв.отд.=77371,05 челч), а также расчетное количество рабочих постов и оборудования приведено в табл.10.
Таблица 10
Трудоемкость по видам работ и количество оборудования сварочного отделения
| № п/п |
Вид работы |
% распределения годовой трудоёмкости |
Трудоёмкость данного вида работ, Т’c, челч |
Фонд поста Фр.п. |
Действ. фонд оборуд-я Фд.о. |
Количество оборудования |
|
| расчетное |
принятое |
||||||
| 1 |
Ручная сварка |
43 |
33270 |
3449,632 |
4021,8 |
9,6 |
10 |
| 2 |
Автоматическая сварка и наплавка под слоем флюса |
15 |
11605 |
3,2 |
3 |
||
| 3 |
Виброконтактная наплавка |
12 |
9285 |
2,6 |
3 |
||
| 4 |
Газовая сварка |
15 |
12379 |
3,6 |
4 |
||
| 5 |
Газовая резка |
14 |
10832 |
3,1 |
3 |
||
Оборудование по каждому по каждому отделению проектируемого цеха подбираем с учетом выполненных расчетов и разработанной технологии. В результате подбора составляется ведомость технологического оборудования проектируемого цеха. Она же является спецификацией оборудования к технологической планировке проектируемого цеха и размещена в приложении пояснительной записки данного курсового проекта.
1.4.3 Расчет площадей производственных помещений
Площади цехов АРП рассчитываем по удельной площади на одного рабочего:
Fц=fп.раб.m’сп,
где fп.раб — удельная площадь на одного работающего данного отделения, мІ;
m’сп — списочное количество рабочих в наибольшей смене данного цеха, отделения, чел.
Тогда:
— разборочно-моечный цех Fр-м.ц.=1738=646 мІ;
— сборочный цех Fсб.ц.=16114=1824 мІ;
— моторный цех Fм.ц=6103=618 мІ;
— слесарно-механический цех Fсл-м.ц.=16102=1632 мІ;
— кузнечное отделение Fк.о.=1716=272 мІ;
— сварочно-наплавочное отделение Fс-н.о.=1120=220 мІ;
— термическое Fт.о.=2521=525 мІ;
— гальваническое Fг.о.=1311=143 мІ.
Общая площадь кузнечно-термического цеха Fц.к-т= Fк.о +Fт.о+Fг.о+Fсн.о= =272+220+525+143=1160 мІ.
Общая площадь цехов предприятия:
Fц.общ.=Fр-м.ц+Fсб..ц.+Fм.ц.+Fсл-м.ц+Fц.к-т=
=646+1824+618+1632+1160=5880 мІ.
1.4.4 Расчет площадей административных и бытовых помещений
А). При расчете площадей административных помещений проектируемого цеха примем удельную площадь на одного ИТР и СКП равную 5 мІ, тогда:
Fа.п.=(mитр+ mскп)5=(17+16)5=165 мІ.
Б). Расчет бытовых помещений:
— площади занимаемые гардеробами из расчета 0,8 мІ на одного рабочего Fг=mр0,8=780,8=62,4 мІ;
где mр=154 чел — общее количество основных и вспомогательных рабочих;
— площади, занимаемые умывальниками из расчета количества рабочих в наибольшей смене по удельной площади 0,5 мІ на один кран умывальника, при этом принимается 1 кран на 10 человек
Fум=(78/10)0,5=3,9 мІ;
— площади, занимаемые душевыми кабинами, принимаются из расчета одна душевая кабина на 5 человек, удельная площадь на одну кабину 2 мІ Fд.к.=(78/5)2=31,2 мІ;
— площади, занимаемые туалетами, принимаются из расчета один унитаз на 15 человек, удельная площадь унитаза — 3 мІ
Fт=(78/15)3=15,6 мІ.
Общая площадь административно-бытовых помещений:
FА.Б.=Fа.п.+Fг.+Fум.+Fд.к.+Fт=165+62,4+3,9+31,2+15,6=278,1 мІ
1.4.5 расчет площадей складских помещений
Площади складских помещений на стадии проектного задания:
Fскл.= Fц0,25=(1160+646+1824+618+1652)0,25=1466 мІ.
Площадь ИРК Fирк=1340,15=20,1 мІ.
Распределение площади складских помещений приведено в табл.11.
Таблица 11
Площадь складских помещений
| № п/п |
Наименование склада |
% занимаемый складом |
Площадь склада, мІ |
| 1 |
Склад запасных частей |
9 |
131,94 |
| 2 |
Склад деталей ожидающих ремонта |
6 |
87,96 |
| 3 |
Склад металлов |
8 |
117,28 |
| 4 |
Склад утиля |
2 |
29,32 |
| 5 |
Склад горюче-смазочных материалов |
3 |
43,98 |
| 6 |
Склад леса |
6 |
87,96 |
| 7 |
Склад материалов |
16 |
234,56 |
| 8 |
Центральный инструментальный склад (ЦИС) |
4 |
58,64 |
| 9 |
Склад машин, ожидающих ремонта |
25 |
366,5 |
| 10 |
Склад отремонтированных машин |
21 |
307,86 |
1.4.6 Расчет потребности в энергоресурсах
А). Расход силовой энергии определим по установленной мощности оборудования, кВтч:
Qэ.с.=Рэ.с.Фд.о.зКс,
где Рэ.с. — суммарная установленная мощность определённой категории оборудования (см. приложение), кВт;
з=0,25 — коэффициент загрузки оборудования;
Кс — коэффициент спроса [10 стр.31].
Определим расход силовой энергии для различных видов оборудования и общий расход.
1. электродвигатели стендов, кузнечнопрессового оборудования, станочного оборудования:
Qэ.1=(20+7+2,8+2,8+4,55+1+1,7+0,52+21+21)4021,80,250,14=11587,15 кВт.
2. электросварочные аппараты и трансформаторы:
Qэ.2=(2,9+250+46)4021,80,250,35=105185,15 кВт.
3. электропечные и электросушильные установки:
Qэ.3=(75+60+90+72+30+100+8,5+5+2,12)4021,80,250,5=222516,14 кВт.
4. электродвигатели компрессоров, насосов и вентиляторов:
Qэ.4=2,84021,80,250,65=1829,92 кВт.
5. электродвигатели подъёмно-транспортных средств:
Qэ.5=(1+0,73+0,25+3,4+2,4+0,65+6,45)4021,80,250,2=2992,22 кВт.
Общий расход электроэнергии по цеху:
Qэ.ц.= Qэ.с.=11587,15+105185,15+222516,14+1829,92+2992,22=344111,04 кВт.
Б). Годовой расход осветительной энергии, кВтч:
Qо.э.=gtF=1521001160=36540000 Вт=36540 кВт,
где g=15Вт — удельный расход электроэнергии на 1 мІ;
t=2100 ч — количество часов работы электроосвещения в течении года;
F=1160 мІ — площадь пола.
В). Годовой расход сжатого воздуха определяют как сумму расходов сжатого воздуха разными потребителями:
Qсж=1,5gnKиКодФод=1,5(450,40,84021,8+0,520,10,94021,8+7520,50,94021,8)=446359,47 мі
где 1,5 — коэффициент, учитывающий эксплуатационные потери;
g — удельный расход сжатого воздуха одним потребителем при непрерывной работе, мі/ч;
n — количество одноименных потребителей сжатого воздуха;
Ки — коэффициент использования воздухоприемников;
Код — коэффициент одновременности.
Г). Годовой расход воды на производственные нужды.
Расход воды на наружную мойку одной машины
Qм.м.=N1мі=23001=2300 мі.
Расход воды при промывании деталей в баках: принимаем для бака вместимостью 1 мі средний часовой расход воды 6 л , тогда годовой:
Qпром.=Фд.о.6=4021,86=24130,8 л =2413,08 мі.
Для обезжиривания и промывки деталей в моечных машинах примем средний часовой расход воды 0,3 мі/т.
Для охлаждения деталей при закалке в высокочастотной установке принимаем расход 5 мі/ч на установку, тогда годовой расход:
Qохл.=Фд.о.5=4021,85=20109 м3.
Расход воды в гальванических установках из расчета 0,2 л/м2 поверхности гальванического покрытия:
Qгальв.=(Zхром+Zостал.)0,2Фд.о.=(20+40)0,24021,8=4826,16 мі.
Расход воды в промывочных ваннах гальванического участка на 1 мІ поверхности покрытия изделий принимается: промывка холодной водой — 100 л, теплой — 50 л, горячей — 25 л.
Расход воды на хозяйственно-бытовые нужды в соответствии с санитарными нормами для горячих цехов на одного человека в смену —45 л, тогда:
Qхоз.=mсп45=1344=6300 л.
Д). Годовой расход пара на отопление и вентиляцию:

где gm=30 ккал/ч — расход тепла на 1 мі здания;
Тот=3936 ч — количество часов отопительного периода;
Vзд=(11606)=66960 мі — объём производственного корпуса;
i=54 ккал/кг — теплосодержание пара.
Годовой расход производственного пара:
п.пр.=gнN=22300=4600 мі/т,
где gн=2 т — удельный норматив расхода пара на один условный ремонт.
Общий годовой расход пара:
= ![]() + п.пр.=15,219+4600=4615,219 мі/т.
+ п.пр.=15,219+4600=4615,219 мі/т.
1.5 Разработка генерального плана
1.5.1 Схема грузопотоков
При разработке или принятии схем грузопотоков производственного корпуса предприятия по ремонту автомобилей нужно соблюдать не только условия технологической взаимосвязи, но и действующие нормы строительного, санитарного и противопожарного проектирования.
В данной работе схема грузопотоков задана в задании — это Г–образная схема, схема пути ремонта автомобиля по ней приведена на рис.4.
Зная общую площадь производственных цехов, определим площадь производственного корпуса с учетом межцеховых проходов:
Fпр.корп.=Fц.общ.+(Fц.общ15%)=5880+(58800,15)=6762 мІ.
По общей площади определяем габаритные размеры корпуса. Принимаем 6-ти пролетный корпус по ширине 12 м т.е. В=72 м. Найдем длину корпуса:
L= Fпр.корп/В=6762/72=93,92.
Полученную длину округляем кратно 6 в большую сторону и принимаем L=96 м. Таким образом, размеры здания 96Ч72 м принятая сетка колонн — пролет 12 м, шаг 6 м.
Определив габаритные размеры корпуса, начертим его маркировочный план (рис. 4) и нанесем линии грузовых потоков. В табл. 12 приведена экспликация к маркировочному плану.
Таблица 12
Экспликация цехов АРП
| № |
Наименование цеха |
Площадь цехов мІ |
|
| расчетная |
принятая |
||
| 1 |
Разборочный |
646 |
648 |
| 2 |
Сборочный |
1824 |
2016 |
| 3 |
Слесарно-механический |
1632 |
1728 |
| 4 |
Кузнечно-термический |
1160 |
1152 |
| 5 |
Моторный |
618 |
624 |
1.5.2 Схема генерального плана
Генеральный план проектируется с учетом требований рациональной организации производственного процесса ремонта машин, прямоточности движения объекта ремонта, транспортных маршрутов и т.п..
Здания и сооружения на схеме генплана располагаются по отношению к сторонам света и направлению господствующих ветров таким образом, чтобы были обеспечены наиболее выгодные условия для естественной вентиляции и освещения, а также препятствовать распространению газа и дыма на жилые массивы от цехов с вредными выделениями.
Взаимное расположение зданий и разрывов между ними берется в соответствии с требованиями СНиП II–А.5–70 и СНиП II–М.1–71, а схема проездов и проходов должна обеспечивать наиболее удобное сообщение между производственными и хозяйственными зданиями и сооружениями.
При разработке генплана принимаем площадь бытовых помещений в размере 12%, административных — 5% принятой площади производственного корпуса.
Площадь участка застройки (территории предприятия):
Fз=fудN=9,12300=20930 мІ=2,093 га.
На территории предприятия предусмотрены автомобильные дороги и тротуары городского типа с беспыльным покрытием. Ширина дороги в местах с односторонним движением
Вд=Вм+1,8=2,64+1,8=4,44 м
при двустороннем движении
Вд=2Вм+2,7=22,64+2,7=7,98 м
где Вм=2,64 м — ширина машины.
Площадь озеленения 15—20% от общей площади территории предприятия. Территория предприятия по периметру ограждена. Ширина ворот въезда и выезда 5м.
Найдем общую площадь земельного участка:
Fоу=Fз/Кз=69767 мІ=6,9767 га
где Кз=0,3 — коэффициент застройки.
Определение используемой площади территории (включающая площадь застройки, дороги и т.п. — без зелёных насаждений):
Fи=Ки*Fоу=0,769767=48837 мІ=4,8837 га
где Ки=0,7 — коэффициент использования территории.
1.5.3 Технологическая планировка производственных участков
Выполняется на основе схемы грузопотоков главного производственного корпуса предприятия.
На листе где будет изображена планировка наносим в масштабе 1:100 сетку колонн (пролетЧшаг) проектируемого участка в соответствии с его расположением на схеме грузопотоков и обозначают колонны и другие элементы здания в плане. Оборудование должно быть расставлено исходя из условий выполнения технологического процесса, наиболее рационального использования производственной площади и соблюдения установленных мер расстояния между оборудованием и строительными конструкциями, которые обусловлены правилами техники безопасности и охраны труда.
Каждый тип оборудования показывают на планировке условным обозначением, форма которого соответствует контурам его в плане, а размеры — габаритным размерам. Графическое изображение оборудования в плане может быть взято из паспортов, каталогов или планировок аналогичных участков.
На технологической планировке указываются также рабочие места, места подвода электроэнергии, сжатого воздуха, воды, пара, газа и т.п. Кроме того, кузнечно-термический цех отделяется от других цехов огнестойкой стенкой.
2 РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА ДЕТАЛИ
Операция I: наплавочная
Установка А.
Переход 1. Наплавить изношенную резьбу до Ш30.
Установим режимы наплавки изношенной резьбы. Тип и диаметр электродов подбираем по даны изготовителя (табл. 94, 95 [2]). Принимаем наплавочную проволоку Св–10Г2 диаметром 2,5мм. Для данного электрода принимаем величину сварочного тока 340А, коэффициент наплавки равен 9,5 г/Ач. Толщина наплавляемого слоя 3мм, шаг наплавки 4 мм/об, скорость наплавки 1,2 м/мин, скорость подачи проволоки 3,1 м/мин [9, тадл.10].
Определим массу наплавленного металла:
G=LF=40,37,8=9,36 г
где L=4 см — длина наплавляемой поверхности;
F=0,3 см — толщина наплавляемого слоя;
=7,8 г/смі — плотность наплавляемого металла.
Основное время:
![]()
где і — число проходов, вычисляется по формуле:  ;
;
n=10 мин–1 — частота вращения детали;
S=4 мм/об — величина продольной подачи суппорта.
Вспомогательное время связанное с наплавочным составляет Твсп=1,4 мин на один проход [9].
Оперативное время: Топ=То+Твсп=6+1,4=7,4 мин.
Дополнительное время: Тдоп=15%Топ=0,157,4=1,11 мин.
Подготовительно-заключительное время принимаем Тп-з=16 мин.
Определяем норму времени на наплавку:
ТнI=Тдоп+Топ+Тп-з=1,11+7,4+16=24,51 мин.
Операция II: токарная
Установка А. Определение вспомогательного времени.
По таблице 43 [2] определим вспомогательное время на установку и снятие детали при точении в самоцентрирующемся патроне с выверкой по мелку при массе детали 18 кг. Тв=2,1 мин.
Переход 1.Обточить начерно до Ш26 мм.
Назначение режима резания.
Припуск на обработку:
h=(D–d)/2=(30–26)/2=2 мм.
Глубина резания t=2 мм, т.е. припуск снимаем за один проход i=1.
Из табл.8 [2] выбираем подачу S=0,5 мм/об, по глубине резания и диаметру обрабатываемой детали.
Скорость резания выбираем из табл.10 [2] по принятой подаче и глубине резания, v=40 м/мин. умножим скорость резания на поправочный коэффициент в зависимости от марки обрабатываемой стали Км=1,7, табл.12 [2]:
v=vКм=401,7=68 м/мин.
Частота вращения детали:
n=318,31v/d=318,3168/30=721,5 мин–1.
Принимаем ближайшее меньшее паспортное значение числа оборотов n=700 мин–1 табл.37 [2].
Расчет основного времени. Определим длину обрабатываемой поверхности с учетом врезания и перебега:
L=l+y=40+4=44 мм
где у=4 мм — врезание и перебег из табл.38 [2].
Основное время рассчитываем по формуле:
 .
.
Определение вспомогательного времени. Согласно табл.44 [2] при работе на станке с высотой центров 200 мм Тв=0,8 мин.
Штучное время: Тшт=Тв+То=0,13+0,8=0,83 мин.
Переход 2. Обточить начисто до Ш24 мм.
Назначение режима резания.
Припуск на обработку:
h=(D–d)/2=(26–24)/2=1 мм.
Глубина резания t=1 мм, т.е. припуск снимаем за один проход i=1.
Из табл.8 [2] выбираем подачу S=0,2 мм/об, по глубине резания и диаметру обрабатываемой детали.
Скорость резания выбираем из табл.10 [2] по принятой подаче и глубине резания, v=56 м/мин. умножим скорость резания на поправочный коэффициент в зависимости, от марки обрабатываемой стали Км=1,7, табл.12 [2]:
v=vКм=561,7=95 м/мин.
Частота вращения детали:
n=318,31v/d=318,3195/26=1163,1 мин–1.
Принимаем ближайшее меньшее паспортное значение числа оборотов n=1100 мин–1 табл.37 [2].
Расчет основного времени. Определим длину обрабатываемой поверхности с учетом врезания и перебега:
L=l+y=40+4=44 мм
где у=4 мм — врезание и перебег из табл.38 [2].
Основное время рассчитываем по формуле:
Определяем вспомогательное время. Согласно табл.44 [2] при работе на станке с высотой центров 200 мм Тв=0,5 мин.
Переход 3.Снять фаску на Ш24 мм.
Определяем основное время. При проточке фасок работа производится с ручной переменной подачей и без изменения числа проходов предыдущей или последующей обработки. В связи с этим ражим резания при этом не устанавливается.
Основное время на снятие фасок берем из табл.40 при диаметре детали 24 мм и ширине фаски 1,5 мм То=0,1 мин.
Определение вспомогательного времени. Вспомогательное время, связанное с проходом при работе на станке с высотой центров 200 мм Тв=0,07 мин.
Переход 4. Нарезать резьбу М24. Резьба нарезается плашкой за один проход i=1. Скорость нарезания v=4 м/мин, подача S=1,5 мм/об.
Резьба нарезается плашкой за один проход.
Определяем частоту вращения:
n=318,31v/d=318,314 24=53,05 мин–1
принимаем n=50 мин–1.
Определяем основное время:
To=
где lо=40 мм — длина нарезаемой резьбы;
lвр=1п=1 мм — величина врезания и перебега плашки;
n=50 мин-1 — частота вращения при рабочем ходе;
nо=100 мин-1 — частота вращения при обратном ходе.
Определение вспомогательного времени. Согласно табл.44 [2] при работе на станке с высотой центров 200 мм Тв=0,8 мин.
Определим время на токарную операцию:
1) вспомогательное время
Тв=Тв1+Тв2+Тв3+Тв4=0,8+0,5+0,07+0,8= 2,17 мин;
2) основное время
То=То1+То2+То3+То4=0,13+0,2+0,1+0,42=0,85 мин;
3) оперативное время
Топ=То+Тв=То+Тв=2,17+0,85= 3,02 мин;
4) дополнительное время
Тдоп=Топ (k/100)= 3,02 (7/100)= 0,2114 мин
где k=7% — по табл.7 для токарной операции.
Подготовительно-заключительное время по табл. 45 для токарных станков с высотой центров 200 мм, Тп-з.=9 мин.
Норма времени на токарную операцию:
ТнII= Топ+ Тдоп+ Тп-з.= 3,02+0,2114+9=12,2314 мин.
Операция III: шлифовальная
Установка А. Установить и закрепить деталь. Вспомогательное время на установку и снятие детали выбираем из табл. 90 [2] в зависимости от массы детали Тв=2,2 мин.
Переход 1. Шлифовать до Ш 34,7 мм.
Припуск на сторону:
h=(D–d) 2=(34,8–34,7) 2=0,05 мм.
где D=34,8 мм — диаметр обработки.
Длина прохода — величина поперечного перемещения шлифовального круга, она равна 0,05 мм.
Значение поперечной подачи шлифовального круга определяют по табл. 86 [2]. Для диаметра шлифуемой поверхности не более 80 мм она равна Sпоп=0,003 мм об. Скорость шлифования v=1800 м/мин. Частота вращения n=1200 мин–1.
Определение норм времени.
Основное время:

где kт=1,25 — коэффициент, учитывающий точность шлифования.
Вспомогательное время Тв=0,5 мин, табл. 91 [2].
Дополнительное время :
![]()
Подготовительно-заключительное время определяют по табл.92 [2], Тп-з=7 мин.
Норма времени:
ТнIII=То+Тв+Тдоп+Тп-з=0,0174+0,5+0,0466+7= 7,564 мин.
Операция IV: гальваническая
Хромируем посадочное место под подшипник с Ш34,7 мм до Ш35,1 мм.
Определяем основное время нанесения хрома на поверхность детали:
То=99500hDк=995000,250= 398 мин=6,63 часа,
где h=0,2 мм — толщина слоя покрытия;
Dк=50 А/дмІ — катодная плотность тока.
Определим вспомогательное время по табл. 295 [2] Тв=0,6 мин.
Оперативное время — по табл. 296 [2], для хромирования оно равно Топ=6,39 мин.
Коэффициент использования ванны по табл. 297 [2] равен Ки=0,48.
Рассчитываем норму времени на хромирование шейки вала:

Операция V: шлифовальная
Установка А. Установить и закрепить деталь. Вспомогательное время на установку и снятие детали выбираем из табл. 90 [2] в зависимости от массы детали Тв=2,2 мин.
Переход 1. Шлифовать до Ш 35 мм.
Припуск на сторону:
h=(D–d) 2=(35,1–35) 2=0,05 мм.
где D=35,1 мм — обрабатываемый диаметр.
Длина прохода — величина поперечного перемещения шлифовального круга, она равна 0,05 мм.
Значение поперечной подачи шлифовального круга определяют по табл. 86 [2]. Для диаметра шлифуемой поверхности не более 80 мм она равна Sпоп=0,003 мм об. Скорость шлифования v=1800 м/мин. Частота вращения n=1200 мин–1.
Определение норм времени.
Основное время:

где kт=1,25 — коэффициент, учитывающий точность шлифования.
Вспомогательное время Тв=0,5 мин, табл. 91 [2].
Дополнительное время :
![]()
Подготовительно-заключительное время определяют по табл.92 [2], Тп-з=7 мин.
Норма времени:
ТнV=То+Тв+Тдоп+Тп-з=0,0174+0,5+0,0466+7= 7,564 мин.
Определяем норму времени на ремонт вала
Тн= ТнI +ТнII +ТнIII +ТнIV +ТнV=24,51+12,2314+7,564+407,32+7,564=459,2 мин.
СПИСОК ЛИТЕРАТУРЫ
1. Воробьев Л.Н. Технология машиностроения и ремонт машин: Учебник для вузов. — М., 1981. — 344 с.
2. Матвеев В.А., Пустовалов И.И. Техническое нормирование ремонтных работ в сельском хозяйстве. — М., 1979. — 288 с.
3. Авдеев М.В., Воловик Е.Л., Ульман И.Е Технология ремонта машин и оборудования: Учебник и учебные пособия для высших учебных заведений. — М., 1986. — 247 с.
4. Матеман А.А. технология машиностроения: Учебник для машиностроительных вузов по специальности «Технология машиностроения, металлорежущие станки и инструменты». — 1985. — 496 с.
5. Руденко П.А. Проектирование технологических процессов в машиностроении. — К., 1985. — 255 с.
6. Справочник технолога авторемонтного производства (Под ред. Г.А.Малышева.). М., 1977. — 432 с.
7. Воловик Е.Л. Справочник по восстановлению деталей. — М., 1981. — 351 с.
8. Справочник технолога-машиностроителя в 2-х т. (Под ред. А.Г. Копиловой и Р.К. Мещерякова). — М., 1985.
9. Чабанный В.Я., Власенко Н.В., Тимченко В.Н. Технология производства и ремонт дорожно-строительных машин. — 1985. — 263 с.
10. Методические указания к курсовому проекту по дисциплине «Технология ремонта машин» для студентов специальности 0511 всех форм обучения (Сост. В.С.Назарец.). — Днепропетровск: ДИСИ, 1988. — 47 с.
11. Методические указания к технологической части дипломного проекта с применением ЭВМ (Сост. В.Г. Заренбин, В.С. Назарец, К.И. Тарасов) — Днепропетровск: ДИСИ, 1985. — 43 с.
Приложение
Ведомость технологического оборудования
| № п/п |
Оборудование |
Модель, тип |
Тех. хар-ка |
Кол-во |
Установленная мощность, кВт |
Габаритные размеры, мм |
Занимаемая площадь, мІ |
||
| Един. |
Общ. |
Един. |
Общ. |
||||||
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
| Кузнечно-прессовое отделение |
|||||||||
| 1. |
Горн кузнечный на два огня |
НП-О16 |
— |
1 |
— |
— |
2230Ч1030 |
2,3 |
2,3 |
| 2. |
Горн кузнечный на один огонь |
2275 |
— |
2 |
— |
— |
1130Ч1030 |
1,16 |
2,32 |
| 3. |
Молот пневматический |
МБ-412 |
150 кг |
5 |
10 |
20 |
2265Ч1000 |
2,265 |
4,53 |
| 4. |
Печь для нагрева поковок |
Н-1018 |
площадь пода 0,47 мІ |
2 |
— |
— |
2000Ч1700 |
3,4 |
6,8 |
| 5. |
Пресс кривошипный |
К-117А |
100 т |
1 |
7 |
7 |
1360Ч1800 |
2,44 |
2,44 |
| 6. |
Ларь для кузнечного инструмента |
2250 |
— |
4 |
— |
— |
800Ч400 |
0,32 |
1,28 |
| 7. |
Наковальня двурогая |
— |
150 кг |
3 |
— |
— |
— |
— |
— |
| 8. |
Подставка под наковальню |
— |
— |
3 |
— |
— |
Ш 600 |
0,28 |
0,84 |
| 9. |
Верстак для рессорщика |
ПИ-012 |
на чуг. ножках |
3 |
— |
— |
1600Ч800 |
1,28 |
3,84 |
| 10. |
Камерная электропечь для нагрева рессор |
Н-75 |
t нагрева1000 C |
1 |
75 |
75 |
3130Ч2430 |
7,6 |
7,6 |
| 11. |
Плита правочная |
ОСТ 214939 |
— |
1 |
— |
— |
1500Ч1000 |
1,5 |
1,5 |
| 12. |
Подставка под правочную плиту |
2236 |
— |
1 |
— |
— |
1500Ч1000 |
1,5 |
1,5 |
| 13. |
Обдирочно-шлифовальный станок |
ЗМ634 |
Круг Ш 400 |
1 |
2,8 |
2,8 |
900Ч600 |
0,54 |
0,54 |
| 14. |
Вертикально-сверлильный станок |
2Б118 |
Ш18 |
1 |
1 |
1 |
900Ч600 |
0,54 |
0,54 |
| 15. |
Щит управления к печи Н-75 |
ЩУ-14 |
— |
1 |
— |
— |
650Ч450 |
0,29 |
0,29 |
| 16. |
Гибозакалочная машина для рессорных листов |
К-707 |
ус. сж. 4800 кг произв-ть 60 лист/ч |
1 |
— |
— |
2600Ч1360 |
3,54 |
3,54 |
| 17. |
Вентилятор высокого давления центробежный с эл.двигателем |
ВД-4 |
Давление 0,5 кг/смІ |
1 |
2,8 |
2,8 |
800Ч400 |
0,32 |
0,32 |
| 18. |
Стенд для загиба ушков рессор |
2350 |
— |
1 |
— |
— |
815Ч720 |
0,59 |
0,59 |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
| 19. |
Стенд для испытания рессор автомобилей |
КТБ АВТУ № 75 |
— |
1 |
2,8 |
2,8 |
1950Ч650 |
0,13 |
0,13 |
| 20. |
Стенд для сборки рессор |
— |
— |
1 |
4,5 |
4,5 |
2000Ч500 |
1 |
1 |
| 21. |
Стенд для проверки и правки передних осей автомобилей |
СР-003 |
— |
1 |
— |
— |
2200Ч450 |
0,99 |
0,99 |
| 22. |
Стеллаж для заготовок |
— |
— |
1 |
— |
— |
2500Ч800 |
2 |
2 |
| 23. |
Кран-балка подвесная |
2185 |
грузоподъемность 1т |
1 |
1 |
1 |
— |
— |
— |
| Термическое отделение |
|||||||||
| 24. |
Шахтная электропечь для газовой цементации |
Ц-60А |
t=950С |
1 |
60 |
60 |
2000Ч1600 |
3,2 |
3,2 |
| 25. |
Щит управления к печи Ц-60А |
ЩИН-13 |
— |
1 |
— |
— |
600Ч400 |
0,24 |
0,24 |
| 26. |
Камерная электропечь |
Н-45 |
t=950С |
2 |
45 |
90 |
2200Ч1400 |
3,08 |
6,16 |
| 27. |
Щит управления к печи Н-45 |
ЩУ-13 |
— |
1 |
— |
— |
650Ч450 |
0,29 |
0,29 |
| 28. |
Шахтная электропечь для отпуска |
ПН-32 |
t=650С |
2 |
36 |
72 |
1540Ч1540 |
2,37 |
4,74 |
| 29. |
Щит управления к печи ПН-32 |
ЩУ-13 |
— |
1 |
— |
— |
650Ч450 |
0,29 |
0,29 |
| 30. |
Камерная высокотемпературная электропечь |
Г-30 |
t=1300С |
1 |
30 |
30 |
1500Ч1550 |
2,325 |
2,325 |
| 31. |
Щит управления к печи Г-30 |
ЩИН-13 |
— |
1 |
— |
— |
600Ч400 |
0,24 |
0,24 |
| 32. |
Печной автотрансформатор к печи Г-30 |
АПТ-332 |
380/220 в |
1 |
— |
— |
670Ч450 |
0,3 |
0,3 |
| 33. |
Высокочастотная установка для закалки деталей |
ЛГЗ-60 |
— |
1 |
100 |
100 |
2800Ч1400 |
3,92 |
3,92 |
| 34. |
Электрическая масляная ванна |
МБ-40 |
t=300С |
1 |
8,5 |
8,5 |
1380Ч1290 |
1,78 |
1,78 |
| 35. |
Ванна для охлаждения деталей в воде |
2238 |
— |
1 |
— |
— |
1300Ч690 |
0,897 |
0,897 |
| 36. |
Ванна для охлаждения деталей в масле |
2237 |
— |
1 |
— |
— |
1480Ч775 |
1,15 |
1,15 |
| 37. |
Щелочная ванна для промывки деталей |
989 |
— |
1 |
— |
— |
1300Ч900 |
1,17 |
1,17 |
| 38. |
Электрозаточной станок |
332Б |
2 круга Ш 200 |
1 |
1,7 |
1,7 |
530Ч430 |
0,23 |
0,23 |
| 39. |
Поставка под настольное оборудование |
2282 |
— |
3 |
— |
— |
800Ч600 |
0,48 |
1,44 |
| 40. |
Твердомер Роквелла (настольн.) |
ТК-2 |
усилие до 150 кг |
1 |
— |
— |
485Ч205 |
0,1 |
0,1 |
| 41. |
Твердомер Бринелля (настольн.) |
ТШ-2 |
усилие до 3000 кг |
1 |
0,52 |
0,52 |
700Ч225 |
0,157 |
0,157 |
| 42. |
Секционный стеллаж |
2247 |
— |
1 |
— |
— |
1400Ч456 |
0,638 |
0,638 |
| 43. |
Верстак слесарный |
2280 |
— |
2 |
— |
— |
1400Ч800 |
1,12 |
2,24 |
| 44. |
Электротельфер |
ТЭ-0,5 |
Грузоподъем-ть 0,5 т |
1 |
0,73+ 0,25 |
0,98 |
— |
— |
— |
| Сварочно-наплавочное отделение |
|||||||||
| 45. |
Токарно-винторезный станок автоматической наплавки под слоем флюса |
1А62 |
в.ц. 200; р.м.ц 1400 |
3 |
7 |
21 |
3170Ч1580 |
5,01 |
15,03 |
| 46. |
Токарно-винторезный станок для вибродуговой наплавки |
1А62 |
в.ц. 200; р.м.ц. 1400 |
3 |
7 |
21 |
3170Ч1580 |
5,01 |
10,03 |
| 47. |
Сварочная головка с подающим механизмом для 1А62 (на рис. не показана) |
ПДШМ-500 |
— |
2 |
— |
— |
— |
— |
— |
| 48. |
Кассета с электродной проволокой для 1А62 (на рис. не показана) |
Собтв. изгот. |
— |
2 |
— |
— |
— |
— |
— |
| 49. |
Наплавочная головка |
А-508М |
— |
4 |
— |
— |
— |
— |
— |
| 50. |
Наплавочная головка |
УАНЖ-5 |
— |
4 |
— |
— |
— |
— |
— |
| 51. |
Стол для электросварочных работ |
2228 |
— |
10 |
— |
— |
1100Ч750 |
0,825 |
8,25 |
| 52. |
Стол для газосварочных работ |
2223 |
— |
7 |
— |
— |
1080Ч830 |
0,896 |
6,275 |
| 53. |
Распределительный шкаф |
— |
— |
1 |
— |
— |
700Ч425 |
0,298 |
0,298 |
| 54. |
Селеновый выпрямитель |
ВСГ-3М |
Ток 200 А |
2 |
2,9 |
2,9 |
— |
— |
— |
| 55. |
Подставка под селеновые выпрямители |
2358 |
— |
1 |
— |
— |
1405Ч555 |
0,78 |
0,78 |
| 56. |
Трансформатор сварочный однопостовой |
СТН-350 |
Ток 350 А |
10 |
25 |
250 |
695Ч398 |
0,277 |
2,77 |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
| 57. |
Табурет для сварщика |
2224 |
— |
15 |
— |
— |
400Ч400 |
— |
— |
| 58. |
Стеллаж для головок блоков |
Собств. изгот. |
— |
1 |
— |
— |
2500Ч550 |
1,375 |
1,375 |
| 59. |
Шкаф для инструментов |
2243 |
— |
1 |
— |
— |
550Ч450 |
0,248 |
0248 |
| 60. |
Стеллаж секционный |
2247 |
— |
1 |
— |
— |
1200Ч450 |
0,54 |
0,54 |
| 61. |
Ящик для флюса |
— |
— |
2 |
— |
— |
450Ч650 |
0,29 |
0,585 |
| 62. |
Ящик для песка |
— |
— |
1 |
— |
— |
500Ч550 |
0,275 |
0,275 |
| 63. |
Ацетиленовый генератор |
ГВР-3 |
3000 л/ч |
1 |
— |
— |
— |
— |
— |
| 64. |
Подставка под ацетилен-й ген-р |
— |
— |
1 |
— |
— |
1000Ч1000 |
1 |
1 |
| 65. |
Подвесной однобалочный кран |
ПК-101 |
Грузопод-ть 1т |
1 |
3,4+2,4+0,65 |
6,45 |
— |
— |
— |
| Гальваническое отделение |
|||||||||
| 66. |
Ванна для износостойкого хромирования |
2263 |
— |
2 |
— |
— |
1750Ч1280 |
2,24 |
4,48 |
| 67. |
-//- осталивания |
2264 |
— |
6 |
— |
— |
1700Ч600 |
1,02 |
6,12 |
| 68. |
Ванна электролитического обезжиривания |
Л-7004 |
— |
2 |
— |
— |
1650Ч950 |
1,56 |
3,12 |
| 69. |
-//- улавливания электролита |
2327 |
— |
8 |
— |
— |
686Ч586 |
0,402 |
3,216 |
| 70. |
-//- для опилок |
2261 |
— |
1 |
— |
— |
1310Ч860 |
1,127 |
1,127 |
| 71. |
-//- снятия старого хрома |
2263 |
— |
1 |
— |
— |
1753Ч1282 |
2,247 |
2,247 |
| 72. |
-//- хол-й воды |
2258 |
— |
1 |
— |
— |
1100Ч700 |
0,77 |
0,77 |
| 73. |
-//- горячей воды |
2259 |
— |
1 |
— |
— |
1100Ч700 |
0,77 |
0,77 |
| 74. |
-//- венской извести |
2260 |
— |
1 |
— |
— |
1220Ч600 |
0,732 |
0,732 |
| 75. |
Стол для навешивания деталей |
2299 |
— |
1 |
— |
— |
2000Ч800 |
1,6 |
1,6 |
| 76. |
Шкаф для обезводораживания деталей |
проектный |
— |
1 |
5 |
5 |
700Ч700 |
0,49 |
0,49 |
| 77. |
Сушильный шкаф |
2274 |
— |
1 |
2,12 |
2,12 |
700Ч550 |
0,385 |
0,385 |
| 78. |
Верстак слесарный |
2280 |
— |
1 |
— |
— |
1400Ч800 |
1,12 |
1,12 |
| 79. |
Станок полировальный двухшпиндельный |
С-42М |
2 круга Ш300 |
1 |
1 |
1 |
690Ч400 |
0,276 |
0,276 |
| 80. |
Стеллаж полочный |
2242 |
— |
1 |
— |
— |
3060Ч600 |
1,836 |
1,836 |
| 81. |
Шкаф для химикатов |
— |
— |
1 |
— |
— |
1200Ч600 |
0,72 |
0,72 |
| 82. |
Низковольтный агрегат |
АНД |
1500/ 750А |
4 |
11,5 |
46 |
1400Ч600 |
0,84 |
3,36 |
| 83. |
Подвесной однобалочный кран |
ПК-101 |
Грузопод-ть 1т |
1 |
3,4+2,4+0,65 |
6,45 |
— |
— |
— |