Расчет выработки молочной продукции
СОДЕРЖАНИЕ: Характеристика современной молочной промышленности. Органолептические и физико-химические показатели питьевого молока, кефира, ряженки, масла, сыра и способы их производства. Подбор технологического оборудования, безопасность и экологичность завода.Министерство сельского хозяйства и продовольствия РФ
ФГОУ ВПО «Алтайский Государственный Аграрный Университет»
Факультет: Зооинженерный
Специальность: Технология производства и
переработки продукции сельского хозяйства
Кафедра: Скотоводства и коневодства
Форма обучения: Очная
Группа: 355
Расчёт мощности молочного завода
Курсовая работа
Выполнила: Потихенская О.
Проверил: доцент, к.с-х.н.
В.Н. Гетманец
Оценка:_________
Барнаул 2009
РЕФЕРАТ
Курсовая работа
Количество страниц - 59
Количество рисунков - 10
Количество таблиц - 16
Количество источников - 14
Расчёт мощности молочного предприятия
Объектом курсовой работы является молочный завод.
Выбран оптимальный ассортимент молочной продукции с учетом физиологических потребностей населения в основных питательных веществах. В процессе работы произведен продуктовый расчет для населения, численностью 100 тыс. чел.
Для следующих молочных продуктов:
- Молоко питьевое с м.д.ж. 3%
- Молоко питьевое с м.д.ж. 2,7%
- Кефир с м.д.ж. 2,7%
- Ряженка с м.д.ж. 3,2%
- Сыр Адыгейский с м.д.ж. 45%
- Масло сладко сливочное 73%
В зависимости от ассортимента подобрано технологическое оборудование и обоснованы технологические параметры производства данной продукции.
Содержание
Введение
1. Технологическая часть
1.1 Характеристика готовой продукции
1.2 Обоснование способов производства
1.3 Схема технологических процессов с кратким описанием технологических операций
2. Продуктовый расчет
2.1 Схема направлений переработки молока
2.2 Расчет объема выпускаемой продукции
2.3 Продуктовый расчет
2.3.1 Продуктовый расчет для питьевого молока с м.д.ж. 3%
2.3.2 Продуктовый расчет для питьевого молока с м.д.ж. 2,7%
2.3.3 Продуктовый расчет для кефира с м.д.ж. 2,7%.
2.3.4 Продуктовый расчет для ряженки с м.д.ж. 3,2%.
2.3.5 Продуктовый расчет для сыра с м.д.ж. 45%
2.3.6 Продуктовый расчет для сладко сливочного масла с м.д.ж 73%
3. Безотходная переработка
4. Расчет в потребности в потребительской таре
5. Подбор технологического оборудования
6. Расчет площади цеха
7. Безопасность и экологичность завода
7.1 Охрана труда
7.2 Охрана окружающей среды
Заключение
Список литературы
Введение
Молоко - это продукт нормальной физиологической секреции молочных желез коров, овец, коз, и т.д.
Качество молока определяется его химическим составом (содержание белков ,жиров, углеводов, минеральных веществ, витаминов, ферментов и пр.),а также физико-химическими показателями, плотностью, кислотностью, органолептическими свойствами и др.Кроме того, важными показателями качества является температура, при которой хранится молоко после доения, общая бактериальная обсемененность и количество соматических клеток.
Не менее важным, чем качество сырья, является условием переработки молока на молочном предприятии. Нарушение технологического процесса ведет к потери молоком своей пищевой ценности и превращению его из полезного во вредный для здоровья продукт.
Молочная промышленность является одной из основных отраслей народного хозяйства, обеспечивающее население страны продуктами питания. А питание в свою очередь является основным фактором, определяющим здоровье человека, которое должно не только удовлетворять потребности организма в пищевых веществах и энергии, но и выполнять профилактические и лечебные задачи.
Современная промышленность вырабатывает более 100 наименований цельномолочных продуктов.
Таблица 1
Химический состав молока коровы, %
| Составные части | Пределы колебаний | Среднее содержание |
| Вода | 83-89 | 87,4 |
| Сухой остаток | 11-17 | 12,6 |
| Молочный жир | 2,7-6,0 | 3,9 |
| Белок, всего | 2,5-4,5 | 3,3 |
| в том числе: | ||
| - казеин | 2,4-4,0 | 2,7 |
| - альбумин | 0,2-0,6 | 0,4 |
| - глобулин | 0,05-0,15 | 0,1 |
| -другие белки | 0,05-0,2 | 0,1 |
| Молочный сахар | 4,0-5,6 | 4,7 |
| Минеральные вещества | 0,6-0,85 | 0,7 |
1. Технологическая часть
1.1 Характеристика готовой продукции
Готовую продукцию контролируют перед её реализацией. Пробы отбирают от каждой партии в соответствии с ГОСТ 26809 и передают в лабораторию для определения качества по органолептическим, физико-химическим и микробиологическим показателям. [Бредихин]
Питьевое молоко с м.д.ж. 3% и 2,7 %. ГОСТ Р 52090-2003.
По органолептическим характеристикам продукт должен соответствовать следующим требованиям.
Таблица 2
| Показатель | Характеристика |
Внешний вид |
Непрозрачная жидкость, для высокожирного допускается незначительный отстой жира исчезающий при перемешивании. |
Консистенция |
Однородная, не тягучая, слегка вязкая, без хлопьев, белка и комочков жира. |
Вкус и запах |
Без посторонних привкусов и запахов с легким привкусом кипячения. |
| Цвет | Равномерный, с кремовым оттенком. |
По физико-химическим показателям продукт должен соответствовать следующим требованиям.
Таблица 3
| Наименование | Норма для продукта | ||
| Классическое 3% | высокожирное 2,7% | ||
| плотность, не менее, А | 27 | 24 | |
| массовая доля белка, не менее, % | 2,6 |
||
| кислотность, не более, Т | 21 | 20 | |
| температуре молока при выпуске с предприятия, С | 2 - 2,5 |
||
| группа частоты | 1 | ||
Микробиологические показатели молока должны соответствовать требованиям СанПин 2.3.2.1078.
Требования к сырью:
- молоко коровье не ниже первого сорта по ГОСТ Р 52054
- молоко цельное сухое высшего сорта по ГОСТ Р 4495
- молоко сухое обезжиренное по ГОСТ Р 10970
- сливки сухие высшего сорта по ГОСТ Р 1349
- масло сливочное несоленое по ГОСТ Р 37
- пахта
- вода питьевая по СанПиН 2.1.4.1074
- соли – стабилизаторы.
Кефир с м.д.ж. 2,7%. ГОСТ Р 52093 – 2003
По органолептическим характеристикам продукт должен соответствовать следующим требованиям.
Таблица 4
| Показатель | Характеристика |
Консистенция и внешний вид |
Однородная, с нарушенным или ненарушенным сгустком. Допускается газообразование, вызванное действием микрофлоры кефирных грибков. |
Вкус и запах |
Чистые, кисломолочные, без посторонних привкусов и запахов. Вкус слегка острый, допускается дрожжевой привкус. |
| Цвет | Молочно – белый, равномерный по всей массе. |
По физико-химическим показателям продукт должен соответствовать следующим требованиям.
Таблица 5
| Наименование | Норма для продукта |
| классический | |
| Массовая доля белка, %, не менее | 2,6 |
| Кислотность, Т, не более | 85-130 |
| Температура при выпуске с предприятия, С | 4 ± 2 |
Микробиологические показатели молока должны соответствовать следующим требованиям :
Количество молочнокислых микроорганизмов КОЕ в 1 г продукта в течение срока годности – не менее 107 . Фосфотаза в продукте не допускается.
Количество дрожжей в 1 г продукта должно быть не менее 104
Требования к сырью:
- молоко коровье не ниже второго сорта по ГОСТ Р 52054
- молоко цельное сухое высшего сорта по ГОСТ Р 4495
- молоко сухое обезжиренное по ГОСТ Р 10970
- сливки сухие по ГОСТ Р 1349
- масло сливочное несоленое по ГОСТ Р 37
- кефирная закваска, приготовленная на кефирных грибках
- вода питьевая по СанПиН 2.1.4.1074
Ряженка с м.д.ж. 3,2%. ГОСТ Р 52094 – 2003.
По органолептическим характеристикам продукт должен соответствовать следующим требованиям.
Таблица 6
| показатель | творог |
| классический | |
Вкус и запах |
Чистый, кисломолочный с выраженным привкусом пастеризации, без постороних запахов и привкусов. |
| Консистенция | Однародная, с нарушенным или ненарушенным сгустком, без газообразования. |
| Цвет | Светло- кремовый, равномерный по всей массе. |
По физико-химическим показателям продукт должен соответствовать следующим требованиям.
Таблица 7
| Показатель | Обезжир. | Нежир. | Маложир. | Клас. | Жир. | Высокож |
| Массовая доля белка,% не менее | 2,8 | 2,6 | ||||
| Кислотность,0Т, не более | 70-110 | |||||
| Tпри выпуске с пр-я,0С | 4±2 | |||||
Содержание токсичных элементов, митоксинов, антибиотиков, пестицидов и радионуклидов в продукте не должно превышать допустимых уровней, установленных СанПиН 2.3.2.1078.
Микробиологические показатели молока должны соответствовать требованиям СанПиН 2.3.2.1078.
Количество молочнокислых микроорганизмов КОЕ в 1 г продукта в течение срока годности – не менее 107 .
Фосфотаза в продукте не допускается.
Требования к сырью:
- молоко коровье не ниже второго сорта по ГОСТ Р 52054
- молоко цельное сухое высшего сорта по ГОСТ Р 4495
- молоко сухое обезжиренное по ГОСТ Р 10970
- сливки сухие по ГОСТ Р 1349
- масло сливочное несоленое по ГОСТ Р 37
- концентрат бактериальных замороженных термофильных молочнокислых стрептококков КТС.
- концентрат бактериальных сухих термофильных молочнокислых стрептококков КТС
- вода питьевая по СанПиН 2.1.4.1074
Масло с м.д.ж. 73%. ГОСТ Р 52253 – 2004.
По органолептическим характеристикам продукт должен соответствовать следующим требованиям.
Таблица 8
| Показатель | Характеристика |
| Внешний вид, консистенция | Однородная, пластичная, плотная.Поверхность на разрезе слабо блестящая и сухая на вид. |
| Вкус, запах | Чистый, без постороних запахов, характерный для сливочного масла.Возможен привкус пастеризованных сливок. |
| Цвет | От белого до желтого однородного по всей массе. |
По физико-химическим показателям продукт должен соответствовать следующим требованиям.
Таблица 9
| Наименование | Норма для продукта |
| классическая | |
| Массовая доля влаги, % | От 46 до 19,5 |
| Титруемая кислотность молочной плазмы продукта, Т, не более | 26 |
| Температура при выпуске с предприятия, С | 4 ± 2 |
Количество молочнокислых микроорганизмов КОЕ в 1 г продукта в течение срока годности – не менее 107 . Фосфотаза в продукте не допускается.
Требования к сырью:
- молоко натуральное коровье сырье по ГОСТ Р 52054
- молоко обезжиренное, полученное при сепарировании коровьего молока, соответствующего требованиям ГОСТ Р 52054, без посторонних привкусов и запахов, кислотностью не более 190 Т;
- сливки – сырье из коровьего молока;
- пахта-сырье;
- препараты и концентраты бактериальные молочнокислых микроорганизмов;
-красители:каротин (Е 160а).
1.2 Обоснование способов производства
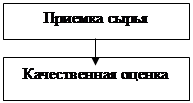
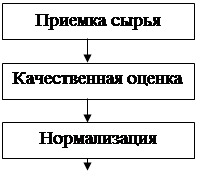
Приемка сырья – проводится в соответствии с ГОСТом. Начинают с осмотра тары или транспорта. Проверяется чистота тары и транспорта, целостность пломб, наличие резиновых колец в крышках фляг и заглушек на патрубках молочных цистерн. Тару или специализированный транспорт подвергают санитарной обработке. Затем снимают пломбы, тщательно перемешивают молоко и отбирают пробы молока для исследования показателей в соответствии с ГОСТом на требования к молоку коровьему – сырью.
Снятие пломб, органолептическую оценку и сортировку молока производит приемщик или мастер. Отбор проб, измерение температуры и проведение физико-химических исследований выполняет лаборант. Молоко перекачивают и определяют в объемных единицах и переводят в кг через плотность. Учет молока производится с помощью счетчиков.
Затем молоко поступает в аппаратный цех и распределяется на линии.
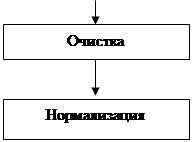
Нормализация. Нормализацию молока по массовой доли жира, сухих веществ или сухих обезжиренных веществ проводят в целях получения молочных продуктов стандартного состава. По массовой доли жира молоко нормализуют при производстве всех молочных продуктов, кроме нежирных.
По массовой доли сухих или сухих обезжиренных веществ молоко нормализуют после нормализации по массовой доли жира при производстве некоторых видов молочных продуктов (молочных консерв, сыров, творога и т.д.). Существует два варианта нормализации:
- жир цельного молока жир нормализованной смеси
- жир цельного молока жир нормализованной смеси
В зависимости от нормализации выбирают и сырье.
Существует два способа нормализации:
- путем смешения
- с использованием сепаратора – нормализатора смешивание в потоке.
Мы выбрали нормализацию путем смешения.
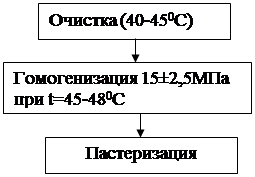
Очистка от механических примесей. Очистку проводят для того, чтобы удалить механические загрязнения и микроорганизмы. Осуществляют очистку способом фильтрования под действием сил тяжести или давления и центробежным способом на сепараторах – молокоочистителях. При фильтровании молоко должно преодолеть сопротивление, оказываемое перегородкой фильтра, выполненной из металла или ткани. При прохождении жидкости через фильтрующую перегородку на ней задерживаются загрязнения. Периодически необходимо удалять загрязнения из фильтра. Эффективность очистки в значительной мере зависит от давления, при котором происходит фильтрование.
На предприятии очистку проводят с помощью сепараторов – молокоочистителей. Это наиболее эффективная очистка молока. Центробежная очистка в них осуществляется за счет разницы между плотностями частиц плазмы молока и посторонних примесей. Посторонние примеси, плотность которых больше, чем у плазмы молока, отбрасываются к стенке барабана и оседают на ней в виде слизи.
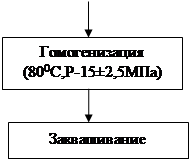
Гомогенизация – это обработка молока (сливок), заключающаяся в дроблении жировых шариков путем воздействия на молоко значительных внешних усилий. Цель гомогенизации – предотвращение самопроизвольного отстаивания жира в производстве и хранении молочных, сохранение однородной консистенции продукта без расслоения. Правильно проведенная гомогенизация исключает появление свободного жира, тем самым увеличивая срок хранения молочных продуктов; регулирует структурно – механические свойства молочно - белковых сгустков; улучшает вкусовые качества продуктов.
Гомогенизацию проводят обязательно, если жирность молока 3,2 % и выше. При производстве стерилизованного молока давление 10 – 12 МПа.
Пастеризация - это тепловая обработка молока с целью уничтожения вегетативных форм микрофлоры, в том числе патогенных. Режим пастеризации должен обеспечить также получение заданных свойств готового продукта, в частности органолептических показателей (вкус, вязкость, плотность).
Эффект пастеризации, обусловленный степенью гибели патогенной микрофлоры. Влияет на выбор режимов и способов пастеризации. Из патогенных микроорганизмов наиболее устойчивы к тепловой обработке бактерии туберкулеза. Поскольку работа по определению возбудителей принято определять по гибели не менее стойкой кишечной палочки. Эффект пастеризации зависит от температуры и продолжительности тепловой обработки.
В зависимости от этих факторов различают три типа пастеризации: длительная пастеризация – при температуре 60 – 63 С с выдержкой 30 мин; кратковременная – при 74 – 78 С с выдержкой 20 сек; моментальная – при температуре 85 – 87 С или 95 – 98 С без выдержки. Выбор режимов пастеризации предопределяется технологическими условиями и свойствами продукта.
Стерилизация – обработка молока при более высоких температурах (выше 100 С), с менее продолжительной выдержкой. Физико – технологические свойства изменяются незначительно. Происходит потеря лизина до 10 %, что будет снижать питательную ценность белка.
Далее идут операции, которые характерны для каждого молочного продукта. Они различаются в зависимости от рецептур и конечного продукта.
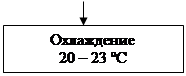
Охлаждение. Все молочные продукты охлаждаются до температуры 4 ± 2 С.
Розлив. Разливают в потребительскую тару, которой предъявляют следующие требования:
- соответствие санитарных и гигиенических норм безопасности;
- надежность;
- прочность;
- привлекательность;
- экологичность;
- удобна для потребителя.
Маркировка. Упаковка выполняет вспомогательную функцию, она является носителем маркировки.
Требования к товарной упаковке «3Д»:
- достоверность (достоверная информация о товаре)
- доступность (открытость информации)
- достаточность информации
Мы рассмотрели общую схему технологического процесса молочных продуктов. Теперь остановимся и рассмотрим более подробно каждый вид продукции и выявим свои особенности и различия.
1.3 Схема технологических процессов с кратким описанием технологических операций
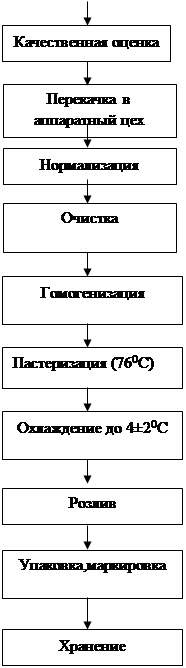
Технология производства питьевого молока.
Питьевое молоко вырабатывают из цельного или нормализованного молока, подвергнутое тепловой обработке (76С).Хранение не более 36 часов при температуре 0-60 С с момента окончания технологического процесса.
Технологический процесс производства питьевого молока состоит из следующих операций:
|
|
 |
|
Рис.1.Технологическая схема производства питьевого молока
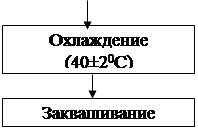
Общая технология производства кефира.
Кефир вырабатывают из молока путем сквашивания закваской, приготовленной на кефирных грибках. Способ приготовления – резервуарный.
Технологический процесс состоит из следующих операций:
 |
||
 |
||
Проводят с учетом объема вносимой закваски, с учетом жирности сырья на котором приготовлена закваска.
 |
При температуре 85 – 87 С с выдержкой 10мин,90±2 с выдержкой 8 мин. Используют высокие режимы термической обработки, т.к. они в большей степени обезвоживают мицеллы казеина и поэтому белки при созревании хорошо набухают и образуют плотный сгусток.
 |
|
 |
|
Количество закваски зависит от ее активности и в среднем составляет 5 – 10 %. Закваску вносят при работающей мешалке. Перемешивание необходимо для равномерного распределения закваски по всему объему молока.
|
|||
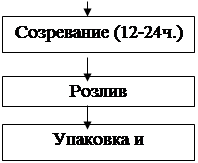
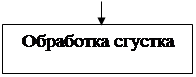
![]() В процессе сквашивания размножается микрофлора закваски, нарастает кислотность молока, коагулирует казеин и образуется сгусток. Окончание сквашивания определяют по образованию плотного сгустка и достижению кислотности 85 – 100 Т. Продолжительность сквашивания составляет 8 – 12 ч.
В процессе сквашивания размножается микрофлора закваски, нарастает кислотность молока, коагулирует казеин и образуется сгусток. Окончание сквашивания определяют по образованию плотного сгустка и достижению кислотности 85 – 100 Т. Продолжительность сквашивания составляет 8 – 12 ч.
|
Перемешивают 10 – 30 мин. и охлаждают до 14 – 16 С. Сначала подают ледяную воду в межстенное пространство резервуара в течение 60 – 90 мин, а затем сгусток перемешивают. Продолжительность перемешивания зависит от консистенции сгустка. По достижении сгустком однородной консистенции прекращают перемешивание.
 |
 |
Рис.2.Технологическая схема производства кефира
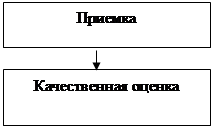
Общая технология производства ряженки. Ряженка – кисломолочный продукт, который вырабатывают из топленного или нормализованного молока, путем сквашивания закваской.
Технологический процесс состоит из следующих операций:
Чтобы массовая доля жира и сухого вещества соответствовали нормам готового продукта.
 |
Пастеризация при двух режимах:85-870 С с выдержкой 15 мин, 92±20С с выдержкой 8 мин.
 |
Объем закваски зависит от ряда факторов:
Качества сырья
Состава закваски
От активности закваски
От периода года
В состав закваски входят: термофильные молочнокислые стрептококки, болгарская палочка.
Смесь периодически перемешивают первые 15 – 20 мин .
 |
Сквашивание в тех же резервуарах где и заквашивается до образования плотного сгустка. Температура сквашивания 97±20 С, продолжительность 4-5 ч.
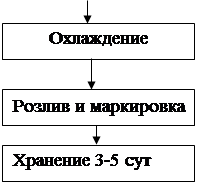 |
Рис.3.Технологическая схема производства ряженки
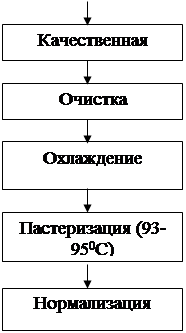
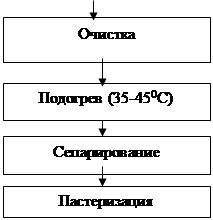
Общая технология производства Адыгейского сыра .
Адыгейский сыр относится к мягким свежим сырам. Сыр с массовой долей жира 45%, содержания влаги не более 2%.Молоко для производства мягких сыров должно быть более зрелым, титруемая кислотность 21 0 Т .Данный сыр вырабатывается путем кислотной коогуляции белков молока. Технологический процесс производства Адыгейского сыра состоит из следующих операций:
 |
 |
В пастеризованное молоко вносят кислотную сыворотку в количестве 8-10% от массы нормализованного молока. Сыворотку вливаем небольшими порциями по краям сырной ванны.
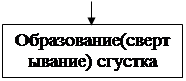 |
Свертывание молока осуществляется кисломолочной сывороткой с последующей специальной обработкой полученного сгустка. Кислотность сыворотки на уровне 85-1000 Т.
 |
В результате кислотной регуляции белков образуются хлопья. Сгусток выдерживают при температуре 93-950 С, до 5 мин.Выделившая сыворотка желтовато-зеленого цвета. Всплывшую массу переносят сетчатым ковшом.
|
|
 |
Посолку проводят сухой поваренной солью по 15 г. На верхнюю и нижнюю поверхность сырной головки.
|
|||
Рис.4.Технологическая схема производства сыра Адыгейский
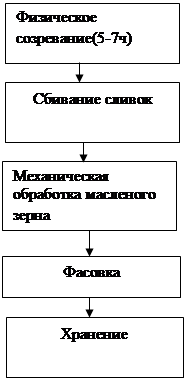
Общая технология производства масла. Сырьем для производства сливочного масла является: молоко, сливки, полуфабрикаты массовая доля жира в сливках для производства сливочного масла методом взбивания может составлять 32-55%.
Технологический процесс состоит из следующих операций:
 |
 |
Режимы пастеризации от качества и масла:
2 сорт 85-900 С с выдержкой 20 сек
3 сорт 92-95 с выдержкой 20 сек
Если присутствуют посторонние запахи проводят дезодорацию.
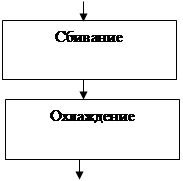 |
|
 |
|
Рис.5.Технологическая схема производства масла
2. Продуктовый расчет
2.1 Схема направлений переработки молока
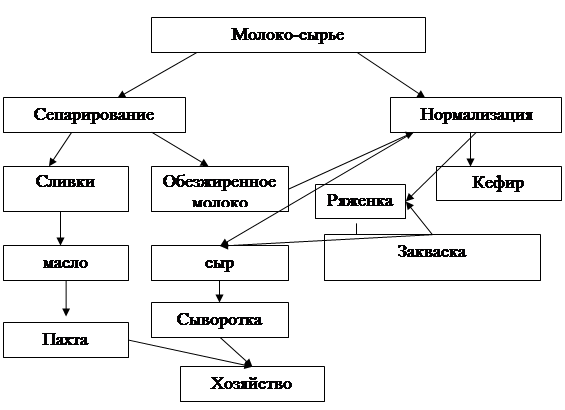
2.2 Расчет объема выпускаемой продукции
Производим расчет в потреблении молочных продуктов для населения численностью 100000 человек. Завод работает в одну смену, Молоко поступает жирностью 3,9%
Планируемый ассортимент продукции:
- Молоко питьевое с м.д.ж. 3% и 2,7%
- Кефир с м.д.ж. 2,7%
- Ряженка с м.д.ж. 3,2%
- Сыр Адыгейский с м.д.ж. 45%
- Масло сладко сливочное с м.д.ж.73%
Рассчитываем объем выработки молочных продуктов на предприятии по формуле (1):
Мi
=![]() , (1)
, (1)
где Мi – масса вырабатываемого в сутки i-го вида цельномолочной
продукции, кг;
r – численность населения зоны снабжения молочными продуктами,
чел.;
Рi – норма потребления i-го вида молочного продукта одним
человеком в год, кг/год;
р – режим работы предприятия, смен/сутки;
Nв – норма времени работы предприятия, смен/год.
Мi
=![]() =30685 (кг)
=30685 (кг)
На молоко выделяется 2 части, а на кисломолочную продукцию 1 часть.
Молоко питьевое с м.д.ж.2,7%-10500(кг)
Молоко питьевое с м.д.ж.3%-9500(кг)
Кефир с м.д.ж.2,7-7000(кг)
Ряженка с м.д.ж.3,2-3685(кг)
Объем выработки сыра с м.д.ж. 45% рассчитываем по формуле (1):
где, Рi = 5,9
Мi
=![]() =1616 (кг)
=1616 (кг)
Объем выработки масла с м.д.ж. 73% рассчитываем по формуле (1):
где, Рi = 5,8
Мi
=![]() =1589 (кг)
=1589 (кг)
2.3 Продуктовый расчет
2.3.1 Продуктовый расчет для питьевого молока с м.д.ж. 3%
Масса готового продукта (Мгп ) равна 10500кг.
По массе готового продукта определяем массу нормализованного молока (Мн ) с учетом предельно допустимых потерь молока при приемке, обработке и фасовке:
Мн
=![]() ,
(1)
,
(1)
Где: Мн – масса нормализованного молока, кг;
Мгп – масса готового продукта, кг
Р – норма расхода нормализованного молока на 1 т продукта, кг/т
(Р=1008,6)
Мн
=![]() =
10590 (кг)
=
10590 (кг)
Массовую долю жира в нормализованном молоке рассчитываем по формуле:
Жн = Жгп + 0,05,(2)
где, Жн – жир нормализованного молока, %
Жгп – жир готового продукта, %
Жн = 3,2+ 0,05=3,25 %
Определяем вариант нормализации:
Жн =3,25 % Жц = 3,9 %
Нормализацию путем смешивания Жн Жц .
Расчет масс компонентов нормализации (цельное молоко и .обезжиренное молоко) выполняем по следующим формулам.
Определяем сколько требуется цельного молока:
Мц
=![]() ,
(3)
,
(3)
где, Мц – масса цельного молока, кг;
Жц – жир цельного молока, %
Жо – жир обезжиренного молока.
Мц
=![]() =8802 (кг)
=8802 (кг)
Мо
= ![]() ,
(4)
,
(4)
Мо
=![]() =1788 (кг)
=1788 (кг)
Проверка: Мн = Мц + Мс
8802+1788= 10590 (кг)
Массу обезжиренного молока получаем сепарированием цельного молока. Расчеты выполняем по формулам:
Мц
=![]()
![]()
![]() ,
(5)
,
(5)
где, Жс – жир сливок (30%), %;
П3 – потери обезжиренного молока при получении на заводе (П3 =0,4).
Мц
=![]()
![]()
![]() =2060 (кг)
=2060 (кг)
Мс
=![]()
![]()
![]() (6)
(6)
где, П2 – потери обезжиренного молока при его получении на заводе
(П2 – 0,27).
Мс
=![]()
![]()
![]() =264 (кг)
=264 (кг)
264– остаток сливок от производства питьевого молока с м.д.ж. 3%.
2.3.2 Продуктовый расчет для питьевого молока с м.д.ж. 2,7%
Масса готового продукта (Мгп ) равна 9500 кг.
По массе готового продукта определяем массу нормализованного молока (Мн ) с учетом предельно допустимых потерь молока при приемке, обработке и фасовке по формуле (1).
Мн
=![]() =9582 (кг)
=9582 (кг)
Массовую долю жира в нормализованном молоке рассчитываем по формуле (2).
Жн = 2,7+ 0,05=2,75%
Определяем вариант нормализации:
Жн = 2,75Жц = 3,9%
Нормализацию путем смешивания.
Расчет масс компонентов нормализации (цельное молоко и обезжиренное молоко) определяем по (3) и (4) формулам.
Мц
=![]() =6720 (кг)
=6720 (кг)
Мо
=![]() =2862 (кг)
=2862 (кг)
Проверка: Мн = Мц + Мо
6720+2862=9582 (кг)
Массу обезжиренного молока получаем сепарированием цельного молока. Расчеты выполняем по формуле (5) и (6).
Мц
=![]()
![]()
![]() =3297кг)
=3297кг)
Мс
=![]()
![]()
![]() =423 (кг)
=423 (кг)
Остаток сливок от производства питьевого молока равен: 264+423=687кг.
2.3.3 Продуктовый расчет для кефира с м.д.ж. 2,7%
Масса готового продукта (Мгп ) равна 7000 кг.
По массе готового продукта определяем массу нормализованного молока (Мн ) с учетом предельно допустимых потерь молока при приемке, обработке и фасовке. Рассчитываем по формуле (1).
Мн
= ![]() =7085,4 (кг)
=7085,4 (кг)
Массу бактериальной закваски определяем по формуле 7:
Мз
= ![]() , (7)
, (7)
где, Vз – массовая доля бактериальной закваски в нормализованной смеси, %
(Vз = 5%)
Мз
=![]() =350 (кг)
=350 (кг)
закваски рассчитываем по формулам
Жн
=![]() , (8)
, (8)
Жн
=![]() = 2,89%
= 2,89%
0,05 – потери жира при производстве.
Мн * = Мн - Мз (9)
Мн * =7085,4-350=6735,4 (кг)
Определяем вариант нормализации:
Жн = 2,89% Жц = 3,9%
Нормализацию путем смешения.
Расчет масс компонентов нормализации (цельное молоко и обезжиренное молоко) определяем по (3) и (4) формулам.
Мц
=![]() =
4968(кг)
=
4968(кг)
Мо
= ![]() =
1764,4(кг)
=
1764,4(кг)
Проверка: Мн = Мц + Мо
4968+ 1767,4= 6735,4(кг)
Для составления нормализованной смеси для кефира обезжиренное молоко получаем путем сепарирования.
![]()
![]()
![]()
![]()
Закваска готовится на основе обезжиренного молока, получаем его путем сепарирования молока по формулам (5) и (6).
![]() =404(кг)
=404(кг)
![]()
2.3.4 Продуктовый расчет для ряженки с м.д.ж.3,2%
Масса готового продукта (Мгп) равна 3685 кг.
По массе готового продукта рассчитываем массу нормализованной смеси с учетом предельно допустимых потерь при фасовании в пакеты тетрапак по формуле (1):
Мн
=![]() ,
,
где, Рн – норма расхода творога при фасовке, кг/т (Рm =1012,4)
Также при производстве ряженки учитывают потери при топлении
Мн
=![]() =
3786(кг)
=
3786(кг)
Массовую долю жира в нормализованном молоке рассчитываем по формуле(2):
Жн = Жгп + 0,05
Жн =3,2+0,015(1012,4+14+1)=3,36%
Жн =3,3695100=3,19
Массу закваски определяем из соотношения: (V з = 5%).И рассчитывают по формуле (7)
М з
=![]() ,
,
М з
=![]() =184 (кг)
=184 (кг)
С учетом потерь и вычетом закваски масса нормализованной смеси равна:
Мн * = 3685-184=3501(кг)
Выбираем вариант нормализации:
Жн = 3,19% Жц = 3,9%
Нормализацию путем смешения.
Расчет масс компонентов нормализации выполняют по следующим формулам (3) и (4).
Мц
=![]() =
2855 (кг)
=
2855 (кг)
Мо
=![]() =
646 (кг)
=
646 (кг)
Проверка: Мн * = Мц + Мо
2855+646=3501(кг)
Обезжиренное молоко получаем путем сепарирования цельного молока.
Расчет цельного молока и обезжиренного молока ведем по формулам (5) и (6)
Мц
=![]()
![]()
![]() =744 (кг)
=744 (кг)
Мс
=![]()
![]()
![]() =95 (кг)
=95 (кг)
Остаток сливок - 95кг.
Закваска готовится на основе обезжиренного молока, получаем его путем сепарирования молока (5) и (6).
![]() =212 (кг)
=212 (кг)![]()
Остаток сливок – 27 кг
2.3.5 Продуктовый расчет для сыра Адыгейский с м.д.ж. 45%
Масса готового продукта (Мгп ) равна 1616кг.
По массе готового продукта рассчитываем массу творога с учетом предельно допустимых потерь при фасовании в полиэтиленовые пленку по формуле (1).
Мm
=![]() ,
,
где, Рm – норма расхода творога при фасовке, кг/т (Рm = 1006,8)
Мm
=![]() =
1627 (кг)
=
1627 (кг)
Рассчитываем массовую долю белка в цельном молоке:
Б ц
= 0,5![]() Жц
+1,3 (10)
Жц
+1,3 (10)
где, Б ц – массовая доля белка в цельном молоке, %
Б ц
= 0,5![]() 3,9 +1,3=3,25%
3,9 +1,3=3,25%
Определяем массовую долю жира в нормализованной смеси.
Ж н = Бц К, (11)
где, К – коэффициент (К=0,6)
Ж н = 3,250,6= 1,95%
Определяем норму расхода нормализованной смеси на выработку 1 т творога по формуле:
М н
=![]()
![]()
![]() , (12)
, (12)
где, П5 – общие потери при производстве творога, % (П5 =1,06)
Жсыв – жир сыворотки, % (Жсыв = 0,2)
М н
=![]()
![]()
![]() =42067,7 (кг)
=42067,7 (кг)
Массу закваски определяем по формуле (7): (V з = 5%)
М з
=![]() ,
,
М з
=![]() =2103,4 (кг)
=2103,4 (кг)
С учетом потерь и вычетом закваски масса нормализованной смеси равна:
Мн * = 42067,7 – 2103,4= 39964(кг)
Выбираем вариант нормализации:
Жн = 1,95% Жц = 3,9%
Нормализацию путем смешения.
Расчет масс компонентов нормализации выполняют по следующим формулам (3) и (4).
Мц
=![]() =
19722 (кг)
=
19722 (кг)
Мо
=![]() =
20241 (кг)
=
20241 (кг)
Проверка: Мн * = Мц + Мо
19722+20241=39964 (кг)
Обезжиренное молоко получаем путем сепарирования цельного молока.
Расчет цельного молока и обезжиренного молока ведем по формулам (5) и (6)
Мц
=![]()
![]()
![]() =23321 (кг)
=23321 (кг)
Мс
=![]()
![]()
![]() =2989 (кг)
=2989 (кг)
Остаток сливок - 2989кг.
Рассчитываем массу сыворотки по формуле:
Мсыв
= Мн
![]() 0,75, (13)
0,75, (13)
где, Мсыв – масса сыворотки, кг.
Мсыв
= 42067,7![]() 0,75= 31551(кг)
0,75= 31551(кг)
Остаток сыворотки от производства творога с м.д.ж. 45% - 31551кг.
Для приготовления закваски используем обезжиренное молоко, которое получаем сепарированием цельного молока, массу просепарированного цельного молока и массу сливок рассчитываем по формулам (5) и (6).
Мц
=![]()
![]()
![]() =24282 (кг)
=24282 (кг)
Мс
= ![]()
![]()
![]() =269 (кг)
=269 (кг)
Остаток сливок от производства творога с м.д.ж.45 % - 2989+ 269 = 3258кг
2.3.5 Продуктовый расчет для масла сладко сливочного с м.д.ж. 73%
Масса готового продукта (Мгп ) равна 1589 кг.
Для производства сливочного масла с массовой долей жира 72,5% методом сбивания рассчитываем норму расхода молока на 1 тонну по формуле (14)
![]()
Пж1 – норма потерь жира при выработке сливок, 0,15%;
Пж2 – норма потерь при выработке сливочного масла при использовании маслоизготовителя ёмкостью 5000 л и составляет 0,33%.
![]()
Мц молока рассчитываем по пропорции:
18891– 1000 кг
Х –1589кг
Х=![]()
Расчитываем массу сливок
![]() *
*![]()
Мс
=![]()
Необходимое количество сливок берем из остатка.
Остаток 4380-3847=533(кг)
Рассчитываем массу пахты по формуле (15):
![]()
![]()
Остаток при производстве молочных продуктов составил:
Сыворотка с м.д.ж. 0,2% - 31551кг
Сливки с м.д.ж.30%-533 кг
Пахта с м.д.ж.0,4-2332 кг
Сводная таблица продуктового расчета
Таблица 10
| Продукты | Затрачено | Получено | |||||
| н.с | в том числе | Готов. продукт |
Сыворотка | пахта | |||
| ц.м | о.м | сливки | закваска | ||||
| Молоко с м.д.ж. 3% | 10590 | 8802 | 1788- | - | 10500 | ||
| Молоко с м.д.ж. 2,7% | 9582 | 6720 | 2862- | - | 9500 | ||
| Кефир с м.д.ж. 2,7% | 7085 | 4968 | 1767,4 | - | 350 | 7000 | |
| Ряженка с м.д.ж. 3,2% | 3786 | 2855 | 646 | - | 184 | 3685 | |
| Сыр с м.д.ж. 45% | 42068 | - | 5949,6 | 21034 | 1616 | 31551 | |
| Масло с м.д.ж.73% | 30018 | 3847 | 1589 | 2332 | |||
| итого | 103129 | 23345 | 7063,4 | 21568 | 33890 | 31551 | 2332 |
3. Безотходная переработка
При производстве молочных продуктов у нас осталось:
- Сырная сыворотка с м.д.ж. 0,2 % - 31551кг
- Пахта с м.д.ж. 0.4 % - 2332кг
- Сливки с м.д.ж.30%-533кг
Оставшуюся продукцию заводу целесообразней отдавать хозяйствам поставляющим молоко-сырье. А они используют в своих целях, для выпойки животных. Между хозяйством и заводом происходит обмен.
4. Расчет в потребности в потребительской таре
Для реализации через торговую сеть молоко на перерабатывающих предприятиях фасуют в тетрапаки, стаканчики, ящики, фляги и другую тару.
В мелкую тару фасуют молоко, сливки, сметану, кисломолочные напитки, вместимостью 0,5; 1,0 л, 250гр.
Расчет упаковки для питьевого молока с м.д.ж. 3%
Масса готового продукта 10500 кг = 10224 л.
10224 литров молока упаковываем в пакеты Тетра-Пак вместимостью 1 л –10224штук.
Расчет упаковки для питьевого молока с м.д.ж. 2,7 %
Масса готового продукта 9500 кг = 9250л.
9250 литров молока упаковываем в пакеты Тетра-Пак вместимостью 1 л –9250 штук.
Расчет упаковки для кефира с м.д.ж. 2,7%
Масса готового продукта 7000 кг.
7000 кг упаковываем в Тетра-Пак вместимостью 250мл –28000штук. Расчет упаковки для ряженки с м.д.ж. 3,2%
Масса готового продукта 3685 кг.
3685 кг упаковываем в Тетра-пак вместимостью 500мл-7370 штук.
Расчет упаковки для сыра с м.д.ж. 45%
Масса готового продукта 1616 кг.
1616 кг сыра упаковываем в полиэтиленовую пленку вместимостью 0,25кг – 10000 штук.
Расчет упаковки для масла с м.д.ж. 73%
Масса готового продукта 1589 кг.
1589 кг масла упаковываем в ящики вместимостью 20кг –80штук.
Потребность в упаковке, шт
Таблица 11
| Вид продукта | Вид упаковки | |||||
| Тетра-пак | Пленка полиэтиленовая 0,25кг | Картоновые ящики 20кг | ||||
| 0,5л | 1,0л | 0,25 л | ||||
| Молоко с м.д.ж. 3% | 10224 | |||||
| Молоко с м.д.ж. 2,7% | 9250 | |||||
| Кефир с м.д.ж. 2,7% | 28000 | |||||
| Ряженка с м.д.ж. 3,2% | 7370 | |||||
| Сыр с м.д.ж. 45% | 6464 | |||||
| Масло с м.д.ж.73% | 80 | |||||
| Итого: | 7370 | 19474 | 28000 | 6464 | 80 | |
5. Подбор технологического оборудования
К технологическому оборудованию предприятий молочной промышленности предъявляют требования, к которым относятся: производительности, минимальные материало- и энергоемкость, трудоёмкость и безопасность в обслуживании, качество вырабатываемой продукции, ремонтопригодность, надёжность, долговечность, экологическая безопасность.
Оборудования для перекачивания молока – насосы. Основные параметры, характеризующие работу – подача, представляет величину, показывающее какое количество продукта перекачивается насосом в единицу времени; напор – высота подачи продукта от уровня его всасывания до наивысшей точки подъёма.
Электронасос НМУ-6 относится к лопастным. Имеет корпус в виде цилиндра, закрываемого крышкой. Внутри вал с лопастями. Крышка уплотнена резиновым кольцом и зажимными винтами. При вращении вала в камере насоса молоко отбрасывается лопастью к периферии камеры и под действием центробежных сил создается давление для вывода продукта в нагнетательный патрубок и транспортирования по молокопроводу. При этом в центральной части камеры насоса образуется разряжение и туда поступает новая порция молока. Поток молока не прерывается . Возврат молока из полости нагнетания в полость всасывания между корпусом и лопастью предотвращается благодоря минимально возможным зазорам между ними.
Техническая характеристика электронасоса.
Таблица 12
| показатель | НМУ-6 |
| Подача, м/ч | 6 |
| Напор, м вод. ст. | 8 |
| Диаметр патрубка,мм | 40 |
| Мощность, кВт | 1,1 |
| Габариты, мм | 390275200 |
| Масса, кг | 14,8 |
Оборудование для учета молока.
Электромагнитные счетчики-расходомеры получили широкое распространение в поточных технологических линиях переработки молока. Они предназначены для измерения расхода молока и молочных продуктов в потоке и выдачи командного сигнала на какое-либо исполнительное устройство при прохождении заданного количества продукта.
Они состоят из двух основных элементов: первичного преобразователя импульсов и измерительного устройства. При прохождении измеряемой жидкости через магнитное поле, созданное в трубопроводе, в ней, как в движущемся проводнике, наводится ЭДС. При постоянном сечении трубопровода ЭДС пропорциональна объемному расходу жидкости.
Оборудование для приемки, охлаждения и хранения молока.
Для этой цели применяют в основном емкостное оборудование с промежуточным хладоносителем. Основным параметром, характеризующим работу емкостного оборудования, является рабочая вместимость.
Емкость с промежуточным хладоносителем РПО-2,5-2 – двухстенный аппарат с мешалкой. Внутренний корпус изготовлен из листовой коррозионно-стойкой стали, а наружная стенка – из углеродистой. Межстенное пространство образует полость охлаждения. Две крышки емкости имеют люки для заполнения молоком и проветривания, которые закрываются пластмассовыми крышками. Во время заполнения на люк устанавливают сбрасыватель, направляющий струю молока на стенку емкости.
Мешалка работает непрерывно во время циркуляции хладоносителя и полуавтоматической промывки емкости.
Технологический процесс состоит из следующих операций: ополаскивание емкости теплой водой, заполнение её молоком, охлаждение молока, хранение охлажденного молока, перемешивание молока перед опорожнением, опорожнение емкости и её промывка.
Заполнение молоком может происходить различными способами: из молокопровода с помощью самовсасывающего насоса, заливкой из ведер через люки.
Охлаждение молока до установленной температуры 4С, поддержание её в этих пределах при хранении, а также непрерывное перемешивание в ходе охлаждения и периодическое перемешивание во время хранения ( в течение 3 мин через каждые 30 мин паузы) осуществляются автоматически.
Емкость опорожняют через сливной кран одним из трех способов: с помощью насоса, всасыванием в молоковоз или свободным сливом.
Техническая характеристика РПО-2,5-2.
Таблица 13
| показатель | РПО-2,5-2 |
| Вместимость, м | 2,5 |
| Тип холодильного агрегата | Автономный водоохлаждающий |
| Продолжительность охлаждения молока | 3 |
| Частота вращения мешалки, с-1 | 0,83 |
| Мощность, кВт | 1,28 |
| Габариты, мм | 3000х1610х550 |
| Масса, кг | 550 |
Механическая обработка молока.
Перед сепарированием для нагрева используют пластинчатый односекционный аппарат А1-ОНС-25, состоит из набора теплообменных пластин и зажимного механизма. Сырое молоко подают в уравнительный бак с поплавковым регулятором уровня и затем центробежным насосом- в нагреватель, где оно нагревается до заданной температуры.
Сепаратры-сливкоотделители– цельное молоко разделяется на сливки и обезжиренное молоко.
Сепаратор Г9-ОСП-3М полузакрытого типа с ручной выгрузкой осадка. Привод смонтирован в станине и является мультипликатором, обеспечивающим плавный разгон барабана, закрепленного на коническом хвостовике вертикального вала, до 108 с-1.
Техническая характеристика сепараторов
Таблица 14
показатель |
Сепаратор-сливкоотделитель Г9-ОСП-3М |
| Производительность, л/ч | 3000 |
| Частота вращения барабана, с-1 | 108 |
| Температура сепарирования, С | 35-40 |
| Кислотность исходного продукта, Т | 22 |
| Влажность продукта, % | - |
| Мощность, кВт | 4 |
| Габариты, мм | 900х680х1360 |
| Масса, кг | 22 |
Гомогенизаторы предназначены для дробления жировых шариков путем воздействия на молоко или сливки значительных внешних усилий.
Гомогенизатор с двухступенчатой гомогенизирующей головкой А1-ОГМ-5 Состоит из статины, корпуса, плунжерного блока, гомогенизирующей головки, привода и кривошипного-шатунного механизма.Статины изготовлена из швеллеров и снаружи обшита листовой сталью.Внутри ее установлен электродвигатель на плите, которая крепится к статине шарнирно на двух кроншейтах.При работе одной плунжерной пары жидкость поступает к гомогенизирующей головке пульсирующем потоком.С целью его выравнивания в гомогенизаторах обычно применяют трехплунжерные насосы, приводимые в действие коленчатым валом, у которого колена смещены на 120 градусов относительно друг от друга.
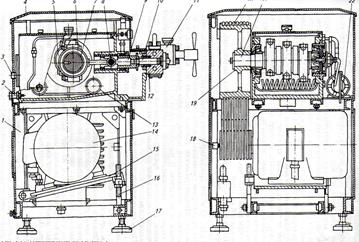
Рис. 6. Гомогенизатор А1-ОГМ -5
1 — станина; 2 — сливная пробка; 3 — маслоуказатель; 4 — крышка; 5 - кривошипно-шатунный механизм; 6— шатун; 7 - вкладыш; 8— палец; 9—ползун; 10 — плунжер; 11 — гомогенизирующая головка; 12 — плунжерный блок; 13 — змеевик; 14 — электродвигатель; 15— плита; 16— устройство для натяжения ремней; 17— опора; 18— ведущий шкив; 19— ведомый шкив; 20— клиновой ремень; 21 — коленчатый вал; 22 — маслонасос.
Техническая характеристика гомогенизатора.
Таблица 15
| показатель | А1-ОГМ-5 |
| Производительность, л/ч | 5 |
| Давление гомогенизации, МПа | 20 |
| Температура поступающего продукта, С | 45-85 |
| Мощность, кВт | 37 |
| Габариты, мм | 148011101640 |
| Масса, кг | 1710 |
Тепловая обработка молока.
Для пастеризации молока и молочных продуктов применяют емкостное оборудование периодического действия.
Пастеризационно-охладительные установки ОКЛ-3 предназначены для очистки, пастеризации и охлаждения молока непрерывном тонкослойном закрытом патоке при автоматическом контроле и регулировании технологического процесса.Установка состоит из аппарата пластинчатого, системы бак, конвекционый инжектор для подготовки горячей воды, сепаратора молокоочистителя для продукта и воды, системы для контроля и автоматического регулирования технологическим процессом.
Устройство и принцип работы...
Процессы теплообмена происходят в пластинчатом аппарате, который состоит из статины с направленными штангами на которые навешен набор теплообменных пластин. Молоко из резервуара поступает в приемный бак, в котором с помощью регулирующего устройства производится его заполнение до определенного уровня. Из приемного бака молоко насосом через регулятор патока подается в секцию регенерации пластинчатого аппарата для предварительного нагрева и далее в сепаратор-молокоочиститель для очистки от механического и других загрязнений. После очистки молоко возвращается в аппарат проходит через секцию пастеризации, где нагревается до температуры 76-80 градусов и направляется через переключательный клапан в выдерживатель, поступает в секции регенерации и охлаждения и далее направляется в молокохранилище. Нагрев молока в секции пастеризации до температуры 76-80 градусов осуществляется горячей водой, которая циркулируя с помощью центробежного насоса в замкнутом контуре бойлерноинжекторного блока, проходяпоследовательно через инжектор пара, аппарат бак конвеционный. Охлаждение молока до температуры 2-6 градусов осуществляется в секции регенерации.
Оборудование для производства кисломолочных продуктов.
Для производства кисломолочных продуктов применяют различное технологическое оборудование. Конструкция его определяется видом вырабатываемого продукта. К оборудованию для производства кисломолочных продуктов относятся заквасочники, сливкосозревательные аппараты, творожные ванны, охладители, измельчители, смесители творога и творожных изделий, линии производства творога и др.
Для приготовления закваски на предприятиях отрасли применяют специальные заквасочники. Основным техническим параметром их является вместимость.
Заквасочник Г6-03-40 представляет собой термоизолированную ванну прямоугольной формы, в которой находятся две емкости для приготовления закваски. Емкость ушаты - это сосуды цилиндрической с ручками и крышками. Ушаты вставляют в решетки. Ванна сварная состоит из наружной и внутренней стенок, между которыми находится слой теплоизоляционного материала. Внутри нижней части ванны смонтированная парараспределительная головка, представляющая собой цилиндр с 144 отверстиями диаметром 3мм на боковой поверхности. Со стороны электрошкаф в ванну вмонтированы электронагревательный элемент мощностью 2,5 кВт и датчик блоков регулирования и измерения температуры.
Пар через парораспределительную головку подается в ванну при работе заквасочника в режиме пастеризации. Охлаждение молока осуществляется подачей холодной водой, а температура сквашивания поддерживается автоматически.
Рабочая вместимость двух ушатов 40 л, продолжительность нагрева и охлаждения молока 60 мин.
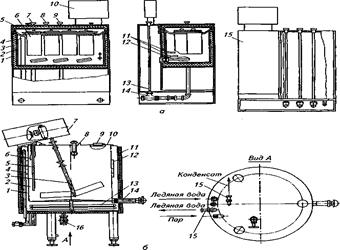
Рис. 7. Заквасочник.
б- Л5-ОЗУ-0,63: 1 - наружная ванна; 2- внутренняя ванна- 3— мешалка; 4— переливная труба; 5 — термопреобразователь сопротивления; 6 — заливной патрубок; 7— привод; 8— моющая головка; 9— конечный выключатель; 10— крышка; 11 — теплоизоляция; 12— змеевик ледяной воды; 13— змеевик пара; 14— выпускной кран; 15 — обратные клапаны; 16— вентиль для слива и подачи воды в рубашку.
Аппарат Я1-ОСВ-3 состоит из корпуса, мешалки, привода, моечного устройства, крышки люка, датчиков верхнего и нижнего уровней, крана отбора проб, термометра сопротивления, стеклянного термометра и регулируемых опор. Корпус представляет собой вертикальный цилиндрический сосуд с днищем и крышкой, теплообменной рубашкой в виде змеевика и патрубками подвода и отвода тепло- и хладоносителя. Корпус термоизолирован фенолформальдегидным пенопластом и облицован тонколистовой сталью. К днищу приварены регулируемые опоры.
Мешалка, установленная вертикально, имеет форму трубчатого контура с диагональной лопастью. Нижней частью мешалка опирается на подшипник скольжения. Привод представляет собой плиту с установленным на ней мотор-редуктором. Моечное устройство состоит из двух головок, вращающихся во взаимно перпендикулярных плоскостях. Головки имеют изогнутые трубки, создающие при вытекании жидкости реактивную силу, вращающую головки.
Заполнение и опорожнение аппарата продуктом осуществляются через патрубок в нижней части корпуса. Для контроля температуры продукта в нижней части корпуса установлены стеклянный термометр и термометр сопротивления. Для определения верхнего уровня продукта служат датчики верхнего уровня, для сигнализации опорожнения — датчик нижнего уровня. Пробу продукта для определения кислотности берут через кран, расположенный в цилиндрической части резервуара.
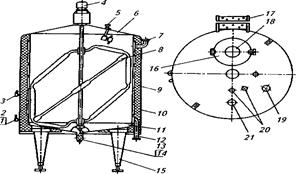
Рис. 8. Аппарат Я1-ОСВ-3. 1— стеклянный термометр; .2 —термометр сопротивления; 3 — пробный кран; 4—привод; 5— моечное устройство; 6—крышка; 7—вход хладоносителя; 8 — мешалка; 9— теплоизоляция; 10 — корпус; 11 — днище; 12— выход хладоносителя; 13 — датчик нижнего уровня; 14 — патрубок наполнения-опорожнения; 15—опора; 16— крышка люка; 17—лестница с площадкой обслуживания; 18— смотровое окно; 19 — светильник; 20 — датчики верхнего уровня; 21— воздушный клапан.
В резервуаре имеется люк, закрываемый крышкой с защелкой. У крышки люка установлен конечный выключатель. На крышке резервуара расположен патрубок для подсоединения к внешней охладительной установке. Система охлаждения в виде замкнутой спиралевидной рубашки позволяет прокачивать теплоносители под избыточным давлением, что повышает эффективность теплообмена и упрощает проектные решения по обвязке резервуаров трубопроводами.
В аппарате осуществляются следующие операции: заполнение продуктом до определенного уровня, введение закваски (при необходимости), перемешивание, сквашивание или созревание продукта, охлаждение. Резервуары оснащены средствами контроля, автоматического и дистанционного управления процессами, что позволяет обеспечить минимальную трудоемкость эксплуатации и высокое качество вырабатываемых продуктов. Рабоая вместимость 2,5 м.
Сыроизготовитель Я5-ОСЖ-1
Состоит из ванны, траверсы, привода, режуще-вымешивающего инструмента, трубопроводов, пульта управления.
Ванна представляет собой емкость с теплообменной рубашкой, имеющей коллектор для подачи теплоносителя. В центральной части днища вмонтирован патрубок для выгрузки сырного зерна. Траверса служит опорой привода режуще-вымешивающего инструмента. Последний выполнен в виде рамы, на которой расположены вымешивающие элементы. Привод сыроизготовителя позволяет бесступенчато изменять частоту вращения режуще-вымешивающего инструмента в пределах 2…20 мин-1 , а также реверсировать направление его движения. Частичный отбор сыворотки из ванны осуществляется через фильтр-отборник.
Сыроизготовители позволяют только вырабатывать сырное зерно . Формование и разрезка сырного пласта на бруски необходимой величины осуществляются с помощью тележек.
![]()
Рис.9.Сыроизготовитель Я5-ОСЖ-1: 1-пульт управления; 2-режуще-вымешивающий инструмент; 3-траверса; 4-привод; 5-трубопровод для отвода теплоносителя; 6-трубопровод для подачи теплоносителя; 7-патрубок для выгрузки сырного зерна; 8-регулируемые опоры; 9-днище; 10-ванна; 11-теплообменная рубашка; 12-коллектор для подачи теплоносителя; 13-внутренняя емкость.
Маслоизготовитель периодического действия РЗ-ОБЭ
Он предназначен для выработки масла методом периодического сбивания сливок
Маслоизготовитель состоит из следующих основных узлов: емкости, станины с коробкой передач и органами управления, опорной стойки, ограждения, орошающего устройства, тележки и шкафа управления.
Емкость представляет собой два конуса из листовой нержавеющей стали, сваренных по основанию. На вершине одного из конусов смонтирован люк для выгрузки масла. Емкость снабжена смотровым окном и двумя кранами для спуска пахты.
Внутри емкости имеется наклонно приваренная лопасть для сбивания сливок и обработки масла. Внутренняя поверхность шероховатая (имеет пескоструйную обработку), что препятствует прилипанию масла.
Коробка передач передает вращение емкости от двухскоростного электродвигателя через клиноременную передачу. Переключение скоростей производят с помощью рукоятки, выведенной на переднюю сторону коробки передач, в пусковых кнопок управления двухскоростным электродвигателем.
Электродвигатель установлен в станине на поворотной плите, позволяющей регулировать натяжение ремней.
Ограждение маслоизготовителя состоит из изогнутой трубы, имеющей на концах проушины с рычагами для противовесов. Ограждения крепятся шарнирно к кронштейнам. Благодаря шарнирам ограждение может поворачиваться вокруг своей оси.
С поднятым ограждением при нажатии на кнопку «Пуск» электродвигатель не включается. Ограждения предотвращает доступ обслуживающего персонала в зону вращения емкости.
Душ маслоизготовителя представляет собой трубу с отверстиями, расположенную над емкостью. Душ служит для регулирования температуры сбиваемых сливок в результате теплопроводности стальной емкости, орошаемой сверху в зависимостиот надобности холодной или горячей водой.
Тележка изготовлена из нержавеющей стали, предназначена для приема выгружаемых из емкости пахты и готового масла.
Сливки, заливают в маслоизготовитель на 40-50% его вместимости. Затем закрывают люк и опускают дугу. На реле времени устанавливают продолжительность сбивания сливок, на пульте управления включают электродвигатель привода на требуемую скорость. Плавным движением опускают в крайнее нижнее положение левый рычаг коробки передач, тем самым растормаживая емкость и включая фрикционную муфту, т.е.производя пуск маслоизготовителя.
По истечению установленного времени сбивания сливок и получение масленого зерна автоматически посредством реле времени отключается электродвигатель привода и включается звуковой сигнал. Из емкости выпускают и при необходимости производят промывку масленого зерна. После этого производят обработку масленого зерна. Готовое масло выгружают в тележку.
![]()
Рис.10. Маслоизготовитель периодического действия Р3-ОБЭ: 1-опорная стойка; 2-емкость; 3-орошающее устройство (душ); 4-ограждение; 5-станина с коробкой скоростей; 6-тележка.
Оборудование
Розлив, фасование и упаковывание молока и молочных продуктов
Автомат ТБК фирмы «Тетра-Пак»–Равномерная подача упаковочного материала обеспечивается валиком 19 привода автомата. Валик служит для пуска и выключения привода автомата. Плотный и прочный продольный шов образуется благодаря привариванию ленты к противоположной кромке упаковочного материала.
В дозаторе наносится маркировка срока годности продукта. Затем упаковочный материал поступает в ванну с горячим (температура 70 градусов) 35% пероксидом водорода. Для стерилизации и просушки упаковочного материала из форсунок поступает горячий стерильный воздух.
После обсушки материал формуется в трубу, проходя систему валиков. Запаивание шва осуществляется узлом 5, состоящего из прижимов и кулачков. Для завершения запаивания служит узел 9.Продукт дозируется в пакет через специальный клапан и по трубе заполняет внутренний объем пакета. Этот клапан при помощи пара с температурой 133 градуса также герметизирует всю систему розлива от микробиологической среды во время мойки, когда стерильный продукт находится еще в линии подачи.
Поперечный шов вновь запаивается двумя парами кулачков и располагается ниже уровня заполнения молоком пакета. После дозирования молока поперечный шов запаивается и образуется пакет, заполненный продуктом. Заполненные и запаянные пакеты отделяются и попадают в узел окончательного формования. В этом узле верхние и нижние клапаны пакета загибаются и приклеиваются к его боковым панелям. Готовые пакеты по конвейру выходят из автомата и направляются на складирование, хранение или отправку потребителю.
Технические характеристики автомата ТБА
Таблица 16
| Показатель | ТБА/3 |
| Производительность, уп/ч | 3600 |
| Расход электроэнергии при, кВт*ч | 20 |
| подогреве | - |
| стерелизации | - |
| производстве | - |
| Воздуха, м/мин. | 0,5 |
| Воды, л/мин. | 10 |
| Пара при температуре 133 градуса | 1,7 |
| Габаритные размеры, мм | 354226105417 |
6. Расчет площади цеха
Для того чтобы рассчитать площадь основного цеха, необходимо сначала рассчитать площадь одного оборудования (ширину длину оборудования), затем сложить все площади оборудования и умножить на добавочный коэффициент 6.
164м2 6 =984 м2
Следовательно, учитывая, примерно, все оборудование, необходимое для производства продукции, завод должен занимать как минимум 984 м2 .
7. Безопасность и экологичность завода
7.1 Охрана труда
Охрана труда - система сохранения жизни и здоровья работников в процессе трудовой деятельности, включающая в себя правовые, социально - экономические, организационно - технические, санитарно - гигиенические, лечебно профилактические мероприятия.
На заводе разработана система провидения инструктажа по Технике безопасности, пожарной безопасности и электробезопасности. Существует должность инженера по ОТ, который проводит вводный и внеочередной инструктаж в рамках предприятия.
Все работники, занятые при производстве молочной продукции, включая руководителей и специалистов производств, обязаны проходить обучение, инструктажи, проверку знаний по охране труда в соответствии с Порядком обучения по охране труда и проверки знаний требований охраны труда работников организаций, утвержденным постановлением Министерства труда и социального развития Российской Федерации и Министерства образования Российской Федерации от 13 января 2003 г. № 1/29 (зарегистрировано Министерством юстиции Российской Федерации регистрационный № 4209 от 12 февраля 2003 г.).
Принятые на работу, ознакамливаются со сводом правил и мер безопасности. Также при применении труда женщин работодатель должен руководствоваться Перечнем тяжелых работ и работ с вредными или опасными условиями труда, при выполнении которых запрещается применение труда женщин, утвержденным постановлением Правительства Российской Федерации от 25 февраля 2000 г. № 162.
При применении труда несовершеннолетних работодатель должен руководствоваться Перечнем тяжелых работ и работ с вредными или опасными условиями труда, при выполнении которых запрещается применение труда лиц моложе восемнадцати лет, утвержденным постановлением Правительства Российской Федерации от 25 февраля 2000 г. № 163.
Работники должны проходить обязательные предварительные (при поступлении на работу) и периодические (в течение трудовой деятельности) медицинские осмотры в соответствии с приказом Министерства здравоохранения Российской Федерации от 10 декабря 1996 г. № 405 О проведении предварительных и периодических медицинских осмотров работников (зарегистрирован Министерством юстиции Российской Федерации 31 декабря 1996 г. № 1224).
Условия труда на рабочих местах должны соответствовать требованиям действующих нормативных актов, утвержденных в установленном порядке.
На предприятии созданы благоприятные условия санитарно-бытового обслуживания. Есть отдельная комната отдыха, туалет. Имеется раздевалка, у каждого сотрудника отдельная кабинка. На предприятии предназначена спецодежда. У каждого индивидуальная и подписана. Все инструктажи на предприятии проводятся ответственно, по специальным программам.
Можно сделать вывод - на заводе уделяется большое внимание безопасности условий труда и охране труда работников.
7.2 Охрана окружающей среды
Под охраной природы понимают систему государственных, международных и общественных мероприятий, направленных на рациональное использование, охрану и воспроизводство природных ресурсов, защиту окружающей природы от загрязнения и разрушения в интересах ныне живущего и будущего поколения людей. Иначе говоря, охрана природы – это система мер, обеспечивающая оптимальные взаимоотношения человеческого общества с окружающей природной средой.Охрана окружающей природной среды - система комплексных мероприятий, направленных на сохранение, рациональное использование и воспроизводство природных ресурсов и окружающей среды.
Важнейшие задачи охраны природы: поддержание основных экологических процессов и экосистем в равновесном состоянии; сохранение генофонда и видового разнообразия организмов, недр, атмосферного воздуха, водных ресурсов и сохранение природных условий для развития человеческого общества; длительное не истощающее природу использование не только отдельных видов, но и отдельных экосистем в целом. Научно- техническая революция, рост промышленности, народонаселения и народов привели во второй половине 20 века к усилению воздействия человека на окружающую среду, на живую природу, появилась опасность истощения некоторых природных ресурсов. Под сильным хозяйственным воздействием находится около 50% поверхности суши: естественный покров степной зоны сменился посевами и насаждениями культурных растений, городскими и индустриальными территориями. Урбанизация поглощает около 300 тыс. га сельскохозяйственных земель в год.
Качество используемых природных ресурсов: с одной стороны увеличивается безвозвратное потребление воды, приводящее к ежегодному уменьшению речного стока в мире приблизительно на 2%, с другой возрастает сброс в бассейны рек загрязненных сточных вод.
На предприятии осуществляется ряд природоохранных мероприятий. Для задержания выхлопных газов автотранспорта и пыли территория завода в достаточной степени озеленена кустарниками и деревьями. В целях охраны природы вокруг производственного комплекса имеются ограждения. При въезде на территорию комбината сооружен санпропускник. Для предупреждения загрязнения воздуха в помещениях поддерживаются оптимальные гигиенические условия. Так же своевременно вывозят отходы производства, места свалок и утилизации соответствуют санитарным нормам.
Заключение
В рамках настоящей курсовой работы выполнен расчет выработки продуктов питания согласно заданию по обеспечению населенного пункта численностью 100000 человек на основании заданной жирности молока 3,9%.
В работе изучены и описаны технологические процессы выработки продуктов питания.
На основании принципа эффективности и целесообразности, оставшееся после выработки основных продуктов питании сырье использовано в рамках так называемой безотходной технологии.
Рассчитаны потребность в основной потребительской таре и потребность в основной приблизительной занимаемой площади заводом.
Вместе с тем было изучено базовое оборудование, направленное на выработку молочных продуктов.
Список литературы
1. Бердикин С. А. Технология и техника переработки молока / С. А. Бердикин, Ю. В. Космодемьянский, В. Н. Юрин. – М.: Колос. 2001. 400с.
2. Гетманец В.Н. Розлив и маркировка питьевого молока : учебное пособие/В.Н. Гетманец.- Барнаул : Изд-во АГАУ, 2009.-37.
3. Гетманец В. Н. Технология переработки молока: Методические указания к выполнению курсовой работы. Барнаул: Изд – во АГАУ, 2006. 36 с.
4. Крусь Г. Н. и др. Технология молока и молочных продуктов (Г. Н. Крусь, А. Г. Храмцов, З. В. Волокитина, С. В. Карпычев; Под ред. А. М. Шалыгиной. – М.: Колос, 2006. – 455 с.: ил. – (Учебники и учеб. пособия для студентов высших учебных заведений).
5. Курочкин А. А. Технологическое оборудование для переработки продукции животноводства / А. А Курочкин, В. В Ляшеко, - М.: Колос, 2001. – 440 с.
6. Остроумов Л. Л. Функциональные кисломолочные напитки // Молочная промышленность. – 2002. №11. – С. 36-38.
7. Производство сливочного масла: справочник /Андрианов Ю.П.,Вышемирский Ф.А., Качераускис Д.В. и др.Под ред.д-ра техн. Наук Ф.А. Вышемирского.- М.: Агропромиздат, 1988.-303с.
8. Рогожин В. В. Биохимия молока и молочных продуктов: Учебное пособие. – СПб: ГНОРД, 2006. – 320 с.
9. Справочник технолога молочного производства: Технология и рецептуры: в 3-х томах/ Л. И. Степанова. – СПб.: ГИОРД, 2004.
10. Справочник технолога молочного производства. Технология и рецептуры.Т.3.Сыры (Кузнецов В.В., Шилер Г.Г.; Под ред. Г.Г.Шилера).-СПб: ГИОРД, 2003.-512с.
11. Твердохлеб Г. В. Технология молока и молочных продуктов / Г. В. И др. – М.: Колос, 2006. – 486 с.
12. Технология цельномолочных продуктов и молочно – белковых концентратов: Справочник/ Е. А. Богданова, Р.Н. Хандак, З. С. Зобкова и др. – М.: Агропромиздат, 1989. – 311с.: ил.
13. Федоренко И. Я., Золотарев С. В. Переработка сельскохозяйственного сырья на малогабаритном оборудовании: Учебн. пособие. Барнаул: Изд-во Алт. ун-та, 1998. – 317 с.
14. Шалопугина Э. П., Шалопугина Н. В. Разработка нового продукта из молочной сыворотки // Молочная промышленность. – 2007. - №3. – 18 с