Расчёт линейной размерной цепи и выбор посадок
СОДЕРЖАНИЕ: Линейная размерная цепь: полная взаимозаменяемость с использованием метода максимума-минимума Эскизы сборочной единицы и деталей, входящих в её состав. Выбор посадки при сопряжении вала с втулками, втулок с корпусом и вала с большой и малой шестернями.Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
Государственное образовательное учреждение
Высшего профессионального образования
Магнитогорский государственный технический
университет им. Г.И. Носова
Кафедра обработки металлов давлением
Курсовая работа
по дисциплине Взаимозаменяемость
Расчёт линейной размерной цепи и выбор посадок
Выполнил
студент группы ТСП-06 Мисавирова Э.Ф.
дата 15.05.09
подпись
Проверил
доцент кафедры ОМД Еремин А.В.
Магнитогорск 2009
Задание
Таблица 1 - Исходные данные
| Размер, мм | ||||||||
| А 1 | А 2 | А 3 | А 4 | А 5 | А 6 | А | D 1 | D 2 |
| 60+ 0, 19 | 21+0 ,13 | 10-0,09 | 20-0,1 3 | 40-0,1 6 | 10-0,09 | 1+0, 35 | 60 | 80 |
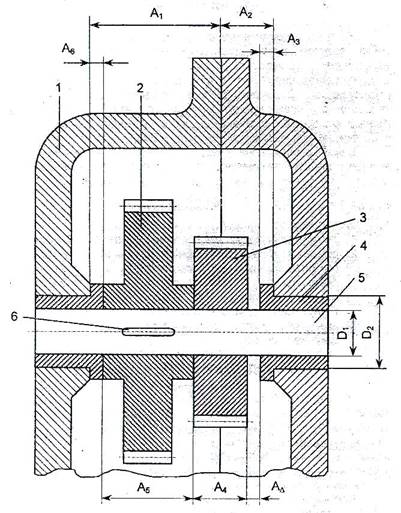
Рисунок 1. - Сборочная единица: 1-корпус; 2 - большая шестерня; 3-малая шестерня; 4-втулка; 5-вал; 6-шпонка
На рис.1 представлена сборочная единица (фрагмент коробки передач), включающая разъёмный корпус 1, состоящий из двух половин, в каждую из которых неподвижно установлена втулка 4, выполняющая функции подшипника скольжения. Во втулках установлен вал 5 с возможностью свободного вращения. На валу неподвижно с применением шпонки 6 установлена большая шестерня 2 и с возможностью свободного вращения малая шестерня 3. Режим работы сборочной единицы лёгкий.
Даны номинальные и предельные отклонения (см. таблицу исходных данных) размеров деталей, входящих в размерную цепь: А 1 ; А 2 ; А 3 ; А 4 ; А 5 ; А 6 ; А . Известны также номинальные внутренний D 1 и наружный D 2 диаметры втулок.
Выполнить следующее:
решить обратную задачу линейной размерной цепи;
решить прямую задачу линейной размерной цепи;
выбрать посадки при сопряжении вала со втулками, втулок с корпусом и вала с большой и малой шестернями;
графически построить поля допусков выбранных посадок и дать характеристику посадкам;
вычертить эскизы сборочной единицы и деталей, входящих в её состав.
Реферат
Выполнен расчёт линейной размерной цепи на полную взаимозаменяемость с использованием метода максимума-минимума. Решена обратная (проверочная), а затем прямая (проектировочная) задачи линейной размерной цепи.
На составляющие звенья размерной цепи назначены такие допуски, которые позволяют осуществить сборку сборочной единицы без всякой дополнительной обработки деталей при сохранении служебных функций сборочной единицы.
Выбраны посадки и даны их характеристики. Приведены эскизы сборочной единицы и эскизы рабочих чертежей деталей, входящих в сборочную единицу.
Содержание
Введение
1. Расчет размерной линейной цепи
1.1 Решение обратной задачи линейной размерной цепи
1.2 Решение прямой задачи линейной размерной цепи
2 Выбор посадок
2.1 Графическое построение полей допусков выбранных посадок и их характеристики
3 Эскизы сборочной единицы и деталей, входящих в её состав
Заключение
Библиографический список
Введение
Взаимозаменяемость - свойства независимо изготовленных деталей, узлов и сборочных единиц машин и изделий обеспечивать возможность беспригоночной сборки (замены) сопрягаемых деталей в сборочную единицу, а сборочной единицы в изделие без дополнительной обработки при соблюдении предъявляемых к ним технических требований и сохранении функционирования изделия с заданными эксплуатационными показателями.
Нормативной базой взаимозаменяемости является стандартизация.
Взаимозаменяемость лежит в основе важнейших принципов и форм организации современного производства.
Взаимозаменяемость позволяет организовать серийное и массовое производство изделий, а также выполнять сборку и замену (ремонт) деталей на основе кооперирования их изготовления.
В масштабах хозяйства страны это даёт большой экономический эффект.
Задачей курсовой работы является определение условий выполнения полной взаимозаменяемости сборочной единицы на основе расчёта измерений размерной цепи.
1. Расчет размерной линейной цепи
1.1 Решение обратной задачи линейной размерной цепи
Обратная задача линейной размерной цепи является проверочной, или ее еще называют задачей технолога. Сущность расчета заключается в проверке обеспечения заданной точности замыкающего звена при заданных предельных размерах составляющих звеньев.
Составляем схему размерной цепи в соответствии с конструктивным исполнением сборочной единицы.
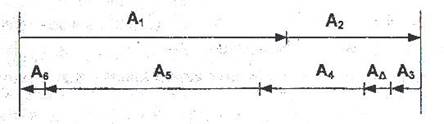
Рисунок 2 -Схема размерной цепи.
Из анализа размерной цепи следует:
А 1, А 2 - увеличивающие размеры;
А3 , А4 , А5 , А6 - уменьшающие размеры;
А - замыкающее звено размерной цепи (зазор между фланцем втулки и торцом малой шестерни).
Из таблицы исходных данных:
А 1 = 60+0, 19 , А 2 = 21+0,13 , А3 = 10-0,09 , А4 = 20-0,13 , А5 = 40-0,16 , А6 = 10-0,09 , А = 1+0,35 .
Для замыкающего звена заданные величины имеют следующие значения: номинальный размер [А ] = 1,0мм; максимальный предельный размер [А макс ] = 1,35мм; минимальный предельный размер [А мин ] = 1,0мм, так как верхнее отклонение замыкающего звена Es (А ) = 0,35мм, а нижнее отклонение Ei (А ) = 0.
По исходным данным устанавливаем предельные отклонения составляющих звеньев.
Верхнее отклонение увеличивающих размеров:
Es (А 1 ) = 0, 19мм; Es (А 2 ) = 0,13мм;
Нижнее отклонение увеличивающих размеров:
Ei (А 1 ) = 0; Ei (А 2 ) = 0;
Верхнее отклонение уменьшающих размеров:
Es (А 3 ) = 0; Es (А 4 ) = 0;
Es (А 5 ) = 0; Es (А 6 ) = 0.
Нижнее отклонение уменьшающих размеров:
Ei (А 3 ) = - 0,09мм; Ei (А 4 ) = - 0,13мм;
Ei (А 5 ) = - 0,16мм; Ei (А 6 ) = - 0,09мм.
По исходным данным составляющих звеньев вычисляем предельные размеры замыкающего звена А макс , А мин .
Определяем номинальный размер замыкающего звена:
А
=![]() А
j -
А
j -
![]() А
j=
(А
1
+ А
2
) - (А3
+ А4
+ А5
+ А6
) = (60+21) - (10+20+40+10) =1мм.
А
j=
(А
1
+ А
2
) - (А3
+ А4
+ А5
+ А6
) = (60+21) - (10+20+40+10) =1мм.
Расчетное значение номинального размера замыкающего звена совпадает с заданным, следовательно, номинальные размеры составляющих звеньев назначены верно и не требуют корректировки.
Определяем верхнее и нижнее отклонения замыкающего звена.
Es
(А
) = ![]() Es
(А
j
) -
Es
(А
j
) - ![]() Ei
(А
j
) = [Es
(А
1
) +Es
(А
2
)] - [Ei
(А
3
) +Ei
(А
4
) +Ei
(А
5
) + +
Ei
(А
6
)] = (0, 19+0,13) - (-0,09 - 0,13 - 0,16 - 0,09) = 0,79мм.
Ei
(А
j
) = [Es
(А
1
) +Es
(А
2
)] - [Ei
(А
3
) +Ei
(А
4
) +Ei
(А
5
) + +
Ei
(А
6
)] = (0, 19+0,13) - (-0,09 - 0,13 - 0,16 - 0,09) = 0,79мм.
Ei
(А
) = ![]() Ei
(А
j
) -
Ei
(А
j
) - ![]() Es
(А
j
) = [Ei
(А
1
) +Ei
(А
2
)] - [Es
(А
3
) +Es
(А
4
) +Es
(А
5
) + +
Es
(А
6
)] = 0.
Es
(А
j
) = [Ei
(А
1
) +Ei
(А
2
)] - [Es
(А
3
) +Es
(А
4
) +Es
(А
5
) + +
Es
(А
6
)] = 0.
Определяем предельные размеры замыкающего звена:
А макс = А + Es (А ) =1,0 + 0,79 = 1,79мм.
А мин = А + Ei (А ) = 1,0 + 0 = 1,0мм.
Проводим сравнение расчетных значений предельных размеров замыкающего звена с заданными значениями по следующим условиям:
А макс [А макс ] ; 1,791,35;
А мин [А мин ] ; 1,0 =1,0.
Первое условие не выполняется, поэтому сборка невозможна с обеспечением полной взаимозаменяемости, и необходимо провести корректировку допусков составляющих размеров, т.е. решить прямую задачу размерной цепи.
1.2 Решение прямой задачи линейной размерной цепи
Прямая задача линейной размерной цепи является проектировочной, или еще иначе ее называют задачей конструктора.
Эту задачу решают при проектировании конструкции, когда известна конструкция узла, определены номинальные размеры всех деталей, а также установлены требования к точности исходного звена и необходимо определить требование к точности составляющих звеньев. Замыкающее звено обратной задачи в прямой задаче называется исходным.
В нашем случае при решении обратной (проверочной) задачи было установлено, что допуски, назначенные в таблице исходных данных на размеры составляющих звеньев, не могут обеспечить требуемую точность замыкающего звена. Поэтому допуски на размеры составляющих звеньев необходимо назначить заново, и они должны быть такими, чтобы требование к точности исходного звена было выполнено. Следовательно, постановка задачи будет такова:
При известных номинальных размерах [А j ] составляющих звеньев, а также известных (заданных) предельных отклонениях [Es (А )] ; [Ei (А )] или допуске [ТА ] исходного звена требуется определить допуски составляющих звеньев, а следовательно, и их предельные размеры. Задача решается с применением способа допусков одного квалитета. При использовании этого способа принимают, что все составляющие размеры выполнены с одной степенью точности (одного квалитета) и допуск составляющих звеньев зависит только от номинальных размеров. Решение задачи сводится к нахождению того квалитета, по которому следует назначить допуски на составляющие размеры. Алгоритм задачи будет следующим.
1. Устанавливаем допуски исходного звена
Из таблицы исходных данных следует, что номинальный размер исходного звена [А ] = 1,0мм, верхнее предельное отклонение [Es (А )] = 0,35мм, нижнее предельное отклонение [Ei (А )] = 0. Тогда предельные размеры и допуск исходного звена будут следующими:
[А макс ] = [А ] + [Es (А )] = 1,0 + 0,35 = 1,35мм;
[А мин ] = [А ] + [Ei (А )] = 1,0 + 0 = 1,0мм;
[ТА ] = [А макс ] - [А мин ] = 1,35 - 1,0 = 0,35мм.
2. Определяем среднее число единиц допуска в размерной цепи
Предварительно определяем единицу допуска для каждого составляющего размера размерной цепи. Для размера [А 1 ] = 60 мм: среднегеометрический размер интервала
D
m
= ![]() =
= ![]() = 63,2 мм,
= 63,2 мм,
где D м и D б - меньший и больший размеры интервала.
Единица допуска определяется по формуле
![]() мкм.
мкм.
Здесь D m в мм, i в мкм.
По аналогии определяем единицы допусков для остальных составляющих размеров:
для размера [А 2 ] = 21мм i 2 = 1,31 мкм
для размеров [А 3 ] = [А 6 ] = 10мм i 3 = i 6 = 0,9 мкм
для размера [А 4 ] = 20мм i 4 = 1,31 мкм
для размера [А 5 ] = 40мм i 5 = 1,56 мкм
Тогда среднее число единиц допусков в размерной цепи определится по формуле
 .
.
3. Определяем квалитет по числу единиц допуска
Из табл.1.8 (![]() , с.45) определяем, что найденное число единиц допуска приблизительно равно принятому для квалитета 9. Устанавливаем для всех размеров цепи, кроме размера
, с.45) определяем, что найденное число единиц допуска приблизительно равно принятому для квалитета 9. Устанавливаем для всех размеров цепи, кроме размера ![]() , допуск по квалитету 9. Допуск размера
, допуск по квалитету 9. Допуск размера ![]() можно назначить несколько меньшим, так как большую шестерню по этому размеру легко обработать с большой точностью.
можно назначить несколько меньшим, так как большую шестерню по этому размеру легко обработать с большой точностью.
4. Назначаем допуски на составляющие размеры
Допуски для охватывающих размеров (![]() ) назначаем как для основного отверстия, а для охватываемых (
) назначаем как для основного отверстия, а для охватываемых (![]() ) - как для основного вала.
) - как для основного вала.
Из табл.1.27 [1, с.79] допуск для размера ![]() по Н9 равен 0,074 мм, а для размера
по Н9 равен 0,074 мм, а для размера ![]() по Н9 равен 0,052 мм.
по Н9 равен 0,052 мм.
Допуск для размеров ![]() назначаем по h9 ([1], табл.1.35, с.113), они соответственно равны - 0,036; - 0,052; - 0,036 мм. Допуски должны быть стандартными.
назначаем по h9 ([1], табл.1.35, с.113), они соответственно равны - 0,036; - 0,052; - 0,036 мм. Допуски должны быть стандартными.
Размер ![]() считаем компенсирующим (увязочным) и определяем из условия, что
считаем компенсирующим (увязочным) и определяем из условия, что
[ТА
] =![]()
Тогда ![]()
=0,35- (0,074+0,52+0,036+0,052+0,036) =0,1 мм.
Принимаем для размера ![]() стандартный допуск по h10 равным 0,100мм (
стандартный допуск по h10 равным 0,100мм (![]() , табл.1.35, с.113).
, табл.1.35, с.113).
5. Назначаем предельные отклонения составляющих размеров
Для охватывающих поверхностей назначаем отклонения как для основных отверстий, т.е. со знаком плюс; для охватываемых - как для основных валов, т.е. со знаком минус.
Верхние и нижние отклонения составляющих размеров будут следующими:
Es (A 1 ) = +0,074мм; Ei (A 1 ) = 0; ля охватывающих поверхностей назначаем отклонения как для основных отверстий, т.е.
Es (A 2 ) = +0,052мм; Ei (A 2 ) = 0; ля охватывающих поверхностей назначаем отклонения как для основных отверстий, т.е. Es (A 3 ) = 0; Ei (A 3 ) = - 0,036мм; ля охватывающих поверхностей назначаем отклонения как для основных отверстий, т.е.
Es (A 4 ) = 0; Ei (A 4 ) = - 0,052мм; ля охватывающих поверхностей назначаем отклонения как для основных отверстий, т.е.
Es (A 5 ) = 0; Ei (A 5 ) = - 0,100мм;
Es (A 6 ) = 0; Ei (A 6 ) = - 0,036мм.
В рабочих чертежах деталей должны быть проставлены следующие размеры с отклонениями: ![]() ;
; ![]() ;
; ![]() ;
; ![]() ;
; ![]() .
.
Допуски на составляющие звенья размерной цепи могут быть определены по формуле:
![]() ля охватывающих поверхностей назначаем отклонения как для основных отверстий, т.е.
ля охватывающих поверхностей назначаем отклонения как для основных отверстий, т.е.
Для охватывающих поверхностей назначаем отклонения как для основных отверстий, т.е.
Тогда ТА 1 = 0,074мм; ТА 2 = 0,052мм; ТА 3 = 0,036мм; ТА 4 = 0,052мм; ТА 5 = 0,100мм; ТА 6 = 0,036мм.
6. Проверяем правильность выполненного расчета размерной цепи
Должно выполняться условие
[ТА
] ![]()
[ТА ] =0,35мм;
![]()
![]() 0,074 + 0,052 + 0,036 + 0,052 + 0,100 + 0,035 = 0,35мм., 0,35мм = 0,35мм.
0,074 + 0,052 + 0,036 + 0,052 + 0,100 + 0,035 = 0,35мм., 0,35мм = 0,35мм.
Полная взаимозаменяемость деталей сборочной единицы обеспечена.
2 Выбор посадок
В заданной сборочной единице (рис.1) посадки образуют соединения втулки с корпусом, вала со втулкой, малой шестерни с валом и большой шестерни с валом. Выбор посадок будем производить на основе данных справочной литературы ([1], с.297-346).
Втулка, по своей служебной роли как подшипник скольжения, устанавливается в корпусе неподвижно. Руководствуясь рекомендациями справочной литературы ([1], с.340), для соединения втулки с корпусом назначим посадку в системе отверстия 80![]() (80
(80![]() ). В скобках обозначена аналогичная посадка в системе ОСТ.
). В скобках обозначена аналогичная посадка в системе ОСТ.
Так как втулка, малая шестерня и большая шестерня находятся в сопряжении с одним и тем же валом с номинальным диаметром 110, одинаковых для всех трех сопряжений, то для удешевления изготовления вала рационально все три посадки назначить в системе вала. Для сопряжений малой шестерни с валом и вала со втулкой назначаем посадку 60![]() (60
(60![]() ) согласно служебных функций этих сопряжений ([1] с.304). Для сопряжения большой шестерни с валом в соответствии со служебной ролью этого соединения выбираем посадку 60
) согласно служебных функций этих сопряжений ([1] с.304). Для сопряжения большой шестерни с валом в соответствии со служебной ролью этого соединения выбираем посадку 60![]() (60
(60![]() ) с дополнительным креплением шестерни на валу шпонкой ([1], с.324).
) с дополнительным креплением шестерни на валу шпонкой ([1], с.324).
2.1 Графическое построение полей допусков выбранных посадок и их характеристики
Для графического построения полей допусков посадок (рис.3-5) используем предельные отклонения, приведенные в таблицах справочной литературы [1].
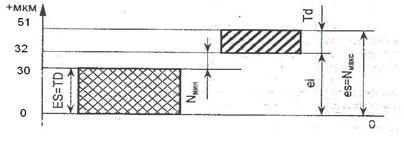
Рисунок 3 -Положение полей допусков посадки
80![]() ([1], c.79, 95)
([1], c.79, 95)
Характеристика отверстия: EI = 0; ES = 0,03мм; D = 80мм;
D макс = D + ES = 80,0 + 0,03 = 80,03мм;
D мин = D + EI = 80 + 0 = 80мм;
TD = D макс - D мин = 80,03 - 80 = 0,03мм.
Характеристика вала: ei = 0,032мм; es = 0,051мм; d = 80,0мм;
d макс = d + es = 80,0 + 0,051 = 80,051мм;
d мин = d + ei = 80,0 + 0,032 = 80,032мм;
Td = d макс - d мин = 80,051 - 80,032 = 0,019мм.
Характеристика соединения:
N макс =d макс - D мин = 80,051 - 80,0 = 0,051мм;
N мин =d мин - D макс = 80,032-80,03 = 0,002мм;
Или, вычислив натяги через предельные отклонения, получаем тот же результат:
N макс =es- EI= 0,051 - 0 = 0,051мм;
N мин =ei - ES = 0,032 - 0,03 = 0,002мм.
Имеем посадку с гарантированным натягом в системе отверстия для неподвижного соединения втулки с корпусом.
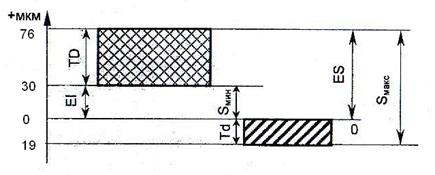
Рисунок 4 - Положение полей допусков посадки
60![]() ([1], c.113, 119)
([1], c.113, 119)
Характеристика отверстия: EI = 0,03мм; ES = 0,076мм; D = 60мм;
D макс = D + ES = 60 + 0,076 = 60,076мм;
D мин = D + EI = 60,0 + 0,03 = 60,03мм;
TD = D макс - D мин = 60,076 - 60,03 = 0,046мм.
Характеристика вала: ei = - 0,019мм; es = 0; d = 60,0мм;
d макс = d + es = 60,0 + 0 = 60,0мм;
d мин = d + ei = 60,0 - 0,019 = 59,981мм;
Td = d макс - d мин = 60,0 - 59,981= 0,019мм.
Характеристика соединения:
S макс =D макс - d мин = 60,076 - 59,981= 0,095мм;
S мин =D мин - d макс = 60,03 - 60,0 = 0,03мм;
Или, выполнив вычисления зазоров через предельные отклонения, получим тот же результат:
S макс =ES- ei= 0,076 - (-0,019) = 0,095мм;
S мин = EI - es = 0,03 - 0 = 0,03мм.
Имеем посадку с гарантированным зазором в системе вала для подвижных соединений вала со втулкой и вала с малой шестерней.
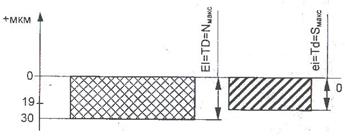
Рисунок 5 - Положение полей допусков посадки
60![]() ([1], c.113, 126).
([1], c.113, 126).
Характеристика отверстия: EI = - 0,03мм; ES = 0; D = 60мм;
D макс = D + ES = 60 + 0 = 60,0мм;
D мин = D + EI = 60,0 + (-0,03) = 59,97мм;
TD = D макс - D мин = 60,0 - 59,97= 0,03мм.
Характеристика вала: ei = - 0,019мм; es = 0; d = 60,0мм;
d макс = d + es =60,0 + 0 = 60,0мм;
d мин = d + ei = 60,0 + (-0,019) = 59,981мм;
Td = d макс - d мин = 60,0 - 59,981= 0,019мм.
Характеристика соединения:
S макс =D макс - d мин = 60,0 - 59,981= 0,019мм;
S мин =D мин - d макс = 59,97-60,0 = - 0,03мм;
N макс = - 0,03мм, т.е. отрицательный минимальный зазор есть максимальный натяг.
Для неподвижного соединения большой шестерни с валом имеем переходную посадку в системе вала с возможностью получения в соединении как зазора, так и натяга, но с большей вероятностью получения натяга.
3 Эскизы сборочной единицы и деталей, входящих в её состав
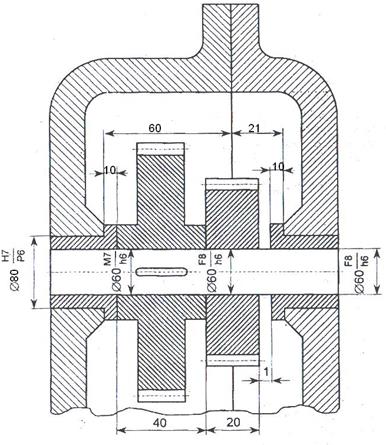
Рисунок 6 - Эскиз сборочной единицы
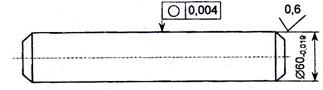
Рисунок 7 - Эскиз вала
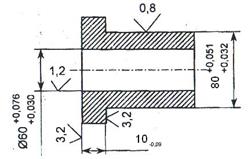
Рисунок 8 - Эскиз втулки
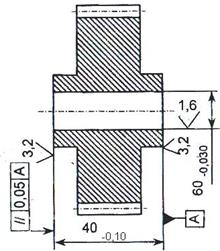
Рисунок 9 - Эскиз большой шестерни
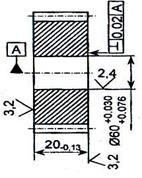
Рисунок 10 - Эскиз малой шестерни
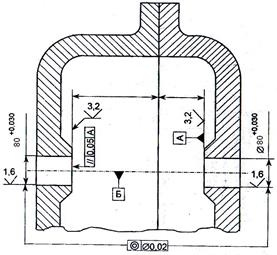
Рисунок 11 - Эскиз корпуса
Заключение
Для расчёта линейной размерной цепи на полную взаимозаменяемость применили метод максимума - минимума, предварительно составив схему размерной цепи и выполнив её анализ. Затем провели сравнение расчётных значений предельных размеров замыкающего звена с заданными значениями по условиям.
Так как условия не выполнялись, решили прямую задачу линейной размерной цепи, определив допуски и посадки составляющих звеньев и их предельные размеры.
Библиографический список
1. В.Д. Мягков, М.А. Палей, А.Б. Романов, В.А. Брагинский допуски и посадки справочник в двух частях, Ленинград Машиностроение - 1982.
2. А.В. Ерёмин методические указания к курсовой работе по дисциплине Взаимозаменяемость, - Магнитогорск: МГТУ, 2003 - 26 стр.