Разработка автоматической коробки скоростей металлорежущего станка
СОДЕРЖАНИЕ: Металлорежущий станок модели 7В36: предназначение, кинематическая схема. Расчет автоматической коробки скоростей: построение структурной сетки, графика чисел оборотов; определение чисел зубьев шестерен. Компоновка АКС с использованием фрикционных муфт.Министерство образования и науки Украины
Днепродзержинский государственный технический университет
Кафедра технологии машиностроения
Индивидуальное задание
По курсу:
Металлорежущие станки и промышленные роботы
Выполнил:
ст. гр. ТМ-07-1д
Мухидинов К.М.
Проверил:
к. т. н. Морозов С.И.
г. Днепродзержинск 2010 г.
Исходные данные:
станок – 7В36;
число скоростей шпинделя – Z=18;
знаменатель ряда – =1,26;
минимальное число оборотов шпинделя, об/мин – 30.
Содержание
1. Описание станка модели 7В36
2. Кинематическая схема станка 7В36
3. Построение и расчет автоматической коробки скоростей
3.1 Построение структурной сетки
3.2 Построение графика чисел оборотов скоростей
3.3 Определение чисел зубьев шестерен
4. Компоновка автоматической коробки скоростей с использованием фрикционных муфт
Литература
1. Описание станка модели 7В36
Станок предназначен для обработки плоских и фасонных поверхностей в индивидуальном и мелкосерийном производстве. Станок имеет наибольшую длину хода ползуна – 700мм.
Общий вид и компоновка станка показана на рис. 1.
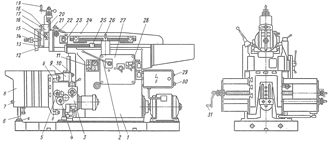
Рис. 1 Поперечно-строгальный станок модели 7В36
Основные узлы: станина 1, траверса 9, стол 8, ползун 24, суппорт 20, коробка подач 3, гидропанель 27.
Главное движение сообщается ползуну 24, который совершает возвратно-поступательные движения по верхним горизонтальным направляющим г станины 1. Вместе с ползуном перемещается суппорт 20, на котором установлен резец 12, обрабатывающий поверхность заготовки.
Обрабатываемые заготовки устанавливают и закрепляют либо непосредственно на столе 8, либо в тисках или других приспособлениях, предназначенных для этой цели.
Все подачи в станке происходят в поперечном направлении. Они осуществляются прерывисто в момент переключения движения ползуна с обратного на рабочий ход. Обработку чаще всего производят с горизонтальной подачей стола, при которой стол перемещается по направляющим б траверсы 9. Для более жесткой фиксации стола траверса должна быть закреплена гайками 10 на направляющих станины. Гайками 7 нужно закрепить стойку 6 в таком положении, чтобы она скользила по направляющим а станины, поддерживая переднюю выступающую часть стола.
При необходимости обработку заготовки производят при вертикальной подаче траверсы или салазок 17 суппорта. В первом случае гайки 7 и 10 должны быть отпущены, а во втором салазки 17 освобождены зажимом 16. При обработке, производимой без вертикальной подачи салазок 17, они должны быть закреплены зажимом 16.
Для осуществления движения ползуна и подачи стола в станке применен гидравлический привод, что позволяет работать с более высокими скоростями обратного хода ползуна и производить бесступенчатое изменение скоростей рабочего хода ползуна.
Станок имеет устройство, поднимающее с помощью электромагнита откидную доску 13 на время обратного хода ползуна 24 для того, чтобы резец 12 в этот период не касался обратной поверхности детали.
Движения в станке. Главное движение – возвратно-поступательные перемещения ползуна 24. Подачи: горизонтальная – стола 8, вертикальная – траверсы 9, вертикальная или под углом – салазок 17. Быстрые установочные перемещения вручную для установки в нужное положение стола, траверсы и салазок 17.
Техническая характеристика:
длина хода ползуна, мм – 150 – 710;
наибольшее расстояние от опорной поверхности до станины, мм – 820;
расстояние между рабочей поверхностью стола и ползуном, мм – 400;
размер рабочей поверхности стола, мм – 450710;
наибольшее перемещение, мм:
стола:
горизонтальное – 700;
вертикальное – 320;
суппорта – 200;
наибольшее сечение резца, мм – 4025;
подача, мм/дв. Ход:
стола 0,2 – 5;
суппорта – 0,15 – 1,05;
мощность электродвигателя, кВт – 7,5;
габаритные размеры, мм – 285016801840;
масса, кг – 3400.
2. Кинематическая схема станка модели 7В36
Кинематическая схема представлена на рис. 2.
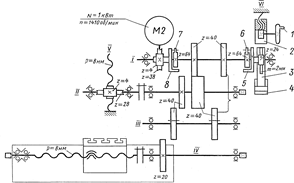
Рис. 2 Кинематическая схема станка 7В36
Кинематическая цепь подачи стола. При переключении движения ползуна с обратного на рабочий ход масло от гидропривода поступает в поршневую полость цилиндра 4 и уходит на слив из штоковой полости. Под давлением масла поршень и шток 3 с зубчатой рейкой m = 2мм совершают ход вверх до упора в торец колеса 2 с винтовым зубом. Рейка m = 2мм поворачивает шестерню z = 24, диск 5, собачку 6, храповое колесо z = 64 и вал I.
Левое колесо z = 40 на вала I вращает широкое колесо z = 40, которое установлено на вал II свободно. Правое колесо z = 40 на валу III может устанавливаться в три положения: зацепление с широким колесом z = 40 вала II, зацепление с правым колесом z = 40 вала I и среднее положение, при котором подача стола и траверсы отключены.
Левое зубчатое колесо z = 40 на валу III может входить в зацепление либо с колесом z = 20 на валу IV, включая горизонтальную подачу стола, либо с колесом z = 40 на валу II, включая вертикальную подачу траверсы и стола.
Величина подачи зависит от хода зубчатой рейки m = 2мм.
При вращении маховичка 1 зубчатое колесо 2 поднимается или опускается по винту VI, регулируя ход зубчатой рейки m = 2мм.
На станке может быть установлена горизонтальная подача стола в пределах 0 – 5 мм/дв. Ход. Величины вертикальных подач изменяются в пределах 0,0178 – 0,36 мм/дв. Ход.
Кинематическая цепь быстрых установочных перемещений стола. Эти перемещения совершаются от электродвигателя М2, который через червячную передачу 4/38 вращает диск 8, собачку 7, левое храповое колесо z = 64 и вал I.
Кинематическая цепь механической подачи салазок 17 суппорта 20 (рис. 1) осуществляется механизмом, расположенным в коробке 23, под действием упора 25.
В конце обратного хода ползуна упор поворачивает втулку с двумя собачками. Собачки поворачивают храповое колесо z = 25 и полный вал VII, который при включенной муфте Мф вращает пару винтовых колес z = 17 и вал VIII. Подача включается или отключается при включенной или отключенной муфте Мф.
Вращение с вала VIII через конические колеса z = 33 и z = 22 передается на винт IX, который движется в осевом направлении относительно гайки, закрепленной на поворотной части 21, и перемещает салазки 17 по направляющим.
Так как собачки смещены относительно друг друга на 12,5 зуба храпового колеса, то они могут производить минимальный поворот храпового колеса на ползуба.
станок автоматический коробка скорость
3. Построение автоматической коробки скоростей
Составление основной структурной формулы автоматической коробки скоростей при z=18:
Z=18=3[1]3[3]2[9];
Z=18=3[3]2[9]3[1];
Z=18=2[9]3[3]3[1];
Z=18=3[3]3[1]2[9].
Составление схемы автоматической коробки передач для структурной формулы вида:
Z=18=3[1]3[3]2[9]. Этот вариант является наиболее конструктивным (коробка передач считается конструктивной, если число передач в группах передач по направлению к выходному валу уменьшается, а их характеристики увеличиваются).
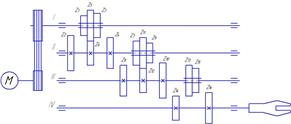
Рис. 3. Кинематическая схема восемнадцатиступенчатой коробки скоростей
Определение числа кинематических и конструктивных вариантов построения автоматической коробки передач.
Определение кинематических вариантов построения коробки передач:
![]() (1)
(1)
![]()
![]()
Определение конструктивных вариантов построения коробки передач:
![]() (2)
(2)
где m – количество групп передач;
q – число групп с одинаковым числом передач.
![]()
Определение общего числа возможных вариантов:
![]() (3)
(3)
![]()
Кинематическая схема коробки скоростей представлена на рис. 3.
Определим основные кинематические параметры коробки скоростей.
Максимальное число оборотов шпинделя:
![]() (4)
(4)
![]() об/мин
об/мин
Диапазон регулирования:
![]()
Для удобства дальнейших расчетов полезно заранее иметь значение в разных степенях:
![]() ;
; ![]() ;
; ![]() ;
; ![]() ;
; ![]() ;
; ![]() ;
; ![]() ;
; ![]()
Определение чисел оборотов, об/мин:
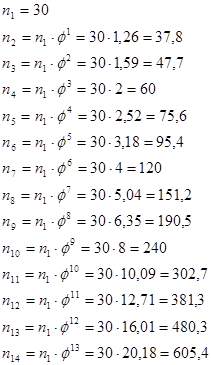
Рассмотренные числа оборотов приводим к предпочтительным [1]:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
3.1 Построение структурной сетки
Построим структурную сетку (рис. 4).

Рис. 4. Структурная сетка
3.2 Построение графика чисел оборотов скоростей
Построим график чисел оборотов (рис. 5).
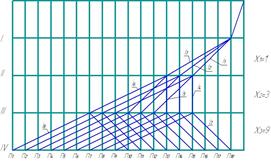
Рис. 5. График чисел оборотов
Проверим правильность построения:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
что не выходит за пределы
![]() и
и ![]() ,
,
т.е. принятое =1,26 подходит.
3.3 Определение чисел зубьев шестерен
Определим число зубьев зубчатых колес
![]()
При этом необходимо соблюдать условие
![]()
Из уравнений:
![]() и
и ![]()
определяем числа зубьев зубчатых колес задаваясь суммой зубьев по [4], передаточное отношение нам известно.
Данные сведем в таблицу 3.1.
Таблица 3.1
| Параметр | i1=1/2 | i2=1/2,52 | i3=1/3,17 | i4=1/1 | i5=1/2 | i6=1/0,31 | i7=2/1 | i8=1/4 |
| z2:z1 | 33:67 | 28:72 | 24:76 | 73:73 | 48:98 | 35:111 | 100:50 | 36:114 |
| z | 100 | 146 | 150 | |||||
4. Компоновка автоматической коробки скоростей с использованием фрикционных муфт
Для разработки автоматической коробки скоростей необходимо разбить блоки колес и установить фрикционные муфты. Кинематическая схема АКС будет выглядеть так:
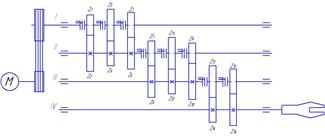
Рис. 6 Автоматическая коробка передач с электромагнитными фрикционными муфтами
Литература
1.Металлорежущие станки. Под ред. проф. В.К. Тепинкичиева, М., «Машиностроение», 1973, 472 с.
2.Металлорежущие станки и автоматы: Учебник для машиностроительных втузов/ под ред. А.С. Проникова. М., «Машиностроение», 1981. – 479 с.
3.Локтева С.Е. Станки с программным управлением и промышленные роботы: Учебник для машиностроительных техникумов. – 2-е изд., перераб. и доп. – М.: Машиностроение, 1986, 320 с.: ил.
4.Проников А.С. Расчет и конструирование металлорежущих станков. Изд. 2-е. Высшая школа, 1968, 431 с.
5.Козырев Ю.Г. Промышленные роботы: Справочник. – Машиностроение, 1983, 376 с.
6.Информация из Интернета.