Разработка и обоснование применения очистных сооружений для очистки цианистых сточных вод гальванического цеха предприятия
СОДЕРЖАНИЕ: ОГЛАВЛЕНИЕ 1. ВВЕДЕНИЕ 2 1.1 . Химическое загрязнение природных вод 3 1.2 . Неорганическое загрязнение 3 1.3 . Органическое загрязнение 5 1.4 . Вывод 6 2. ХАРАКТЕРИСТИКА ПРОИЗВОДСТВЕННОГО ПРОЦЕССА В ЦЕХЕ 8ОГЛАВЛЕНИЕ
1. ВВЕДЕНИЕ....................................................................................................................
1.1 . Химическое загрязнение природных вод.........................................................
1.2 . Неорганическое загрязнение.............................................................................
1.3 . Органическое загрязнение.................................................................................
1.4 . Вывод.......................................................................................................................
2. ХАРАКТЕРИСТИКА ПРОИЗВОДСТВЕННОГО ПРОЦЕССА В ЦЕХЕ...............
3. ИСТОЧНИКИ И ВИДЫ ЗАГРЯЗНИТЕЛЕЙ ОКРУЖАЮЩЕЙ СРЕДЫ, ХАРАКТЕРНЫЕ ДЛЯ ДАННОГО ПРОИЗВОДСТВА.......................................................................................
4. ХАРАКТЕРИСТИКА ВОЗМОЖНЫХ ВАРИАНТОВ СИСТЕМ ВОДОПОТРЕБЛЕНИЯ И ВОДООТВЕДЕНИЯ В ПРОИЗВОДСТВЕ...................................................................
5. СРАВНИТЕЛЬНАЯ ХАРАКТЕРИСТИКА И ВЫБОР МЕТОДОВ ОЧИСТКИ СТОЧНЫХ ВОД И СИСТЕМЫ ВОДООБЕСПЕЧЕНИЯ.ОПИСАНИЕ ВЫБРАННОГО КОМПЛЕКСА МЕРОПРИЯТИЙ...........................................................................................................................................
5.1 . Химические методы очистки сточных вод..................................................
5.2 . Электрохимические методы............................................................................
5.3 . Ионообменный метод........................................................................................
5.4 . Другие методы очистки.....................................................................................
5.5 . Выбор вариантов очистки и системы водоснабжения...............................
6. РАСЧЕТНАЯ ЧАСТЬ.................................................................................................
6.1 . РЕЖИМ РАБОТЫ УЧАСТКА СТОЧНЫХ ВОД..............................................
6.2 . ФОНДЫ ВРЕМЕНИ РАБОТЫ ОБОРУДОВАНИЯ..........................................
6.2.1 . Календарный фонд времени (Фк).................................................................
6.2.2 . Номинальный фонд времени (Фн)...............................................................
6.2.3 . Эффективный фонд времени (Фэф)..............................................................
6.3 . Производственная мощность (ПМ) участка и ее использование............
6.4 . Капитальные вложения в ОФ природоохранного объекта........................
6.5 . СОСТАВ ОБСУЖИВАЮЩЕГО ПЕРСОНАЛА И ФОНД ОПЛАТЫ ТРУДА
6.5.1 . Основные рабочие.........................................................................................
6.5.2 . Вспомогательные рабочие...........................................................................
6.5.3 . РСС...................................................................................................................
6.5.4 . Фонд оплаты труда........................................................................................
6.6 .ЗАТРАТЫ НА ХИМИКАТЫ И МАТЕРИАЛЫ ДЛЯ ОЧИСТКИ....................
6.7 . ЗАТРАТЫ НА СОДЕРЖАНИЕ И ЭКСПЛУАТАЦИЮ ОБОРУДОВАНИЯ..
6.8 . ЦЕХОВЫЕ РАСХОДЫ........................................................................................
6.9 СЕБЕСТОИМОСТЬ ОЧИСТКИ СТОЧНЫХ ВОД............................................
6.10 . ОЦЕНКА СНИЖЕНИЯ ЭКОНОМИЧЕСКОГО УЩЕРБА ОТ ЗАГРЯЗНЕНИЯ ВОДОЕМА........................................................................................................................................
6.11 . РАСЧЕТ ЭКОНОМИИ ПЛАТЕЖЕЙ ЗА СБРОС СТОЧНЫХ ВОД.............
6.12 . ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ПРЕДЛОЖЕННОЙ СИСТЕМЫ ПОМ
7. ЗАКЛЮЧЕНИЕ...........................................................................................................
8. СПИСОК ЛИТЕРАТУРЫ..........................................................................................
1.ВВЕДЕНИЕ
На всех стадиях своего развития человек был тесно связан с окружающим миром. Но с тех пор как появилось высокоиндустриальное общество, опасное вмешательство человека в природу резко усилилось, расширился объём этого вмешательства, оно стало многообразнее и сейчас грозит стать глобальной опасностью для человечества. Расход невозобновимых видов сырья повышается, все больше пахотных земель выбывает из экономики, так на них строятся города и заводы. Человеку приходится все больше вмешиваться в хозяйство биосферы - той части нашей планеты, в которой существует жизнь. Биосфера Земли в настоящее время подвергается нарастающему антропогенному воздействию. При этом можно выделить несколько наиболее существенных процессов, любой из которых не улучшает экологическую ситуацию на планете.
|
Рисунок A . Загрязнение поверхности океана нефтью |
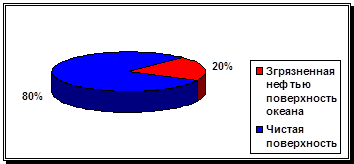
Наиболее масштабным и значительным является химическое загрязнение среды несвойственными ей веществами химической природы. Среди них - газообразные и аэрозольные загрязнители промышленно-бытового происхождения. Прогрессирует и накопление углекислого газа в атмосфере. Дальнейшее развитие этого процесса будет усиливать нежелательную тенденцию в сторону повышения среднегодовой температуры на планете. Вызывает тревогу у экологов и продолжающееся загрязнение Мирового океана нефтью и нефтепродуктами, достигшее уже 1/5 его общей поверхности. Нефтяное загрязнение таких размеров может вызвать существенные нарушения газо- и водообмена между гидросферой и атмосферой. Не вызывает сомнений и значение химического загрязнения почвы пестицидами и ее повышенная кислотность, ведущая к распаду экосистемы. В целом все рассмотренные факторы, которым можно приписать загрязняющий эффект, оказывают заметное влияние на процессы, происходящие в биосфере.
1.1. Химическое загрязнение природных вод
Среди загрязнения различных видов окружающей среды, химическое загрязнение природных вод имеет особое значение. Достаточно сказать, что без воды человек живет считанные часы. Поэтому рассмотрим подробнее химическое загрязнение природных вод. Всякий водоем или водный источник связан с окружающей его внешней средой. На него оказывают влияние условия формирования поверхностного или подземного водного стока, разнообразные природные явления, индустрия, промышленное и коммунальное строительство, транспорт, хозяйственная и бытовая деятельность человека. Последствием этих влияний является привнесение в водную среду новых, несвойственных ей веществ - загрязнителей, ухудшающих качество воды. Загрязнения, поступающие в водную среду, классифицируют по разному, в зависимости от подходов, критериев и задач. Так, обычно выделяют химическое, физическое и биологические загрязнения. Химическое загрязнение представляет собой изменение естественных химических свойств воды за счет увеличения содержания в ней вредных примесей как неорганической (минеральные соли, кислоты, щелочи, глинистые частицы), так и органической природы (нефть и нефтепродукты, органические остатки, поверхностноактивные вещества, пестициды).
1.2. Неорганическое загрязнение
Основными неорганическими (минеральными) загрязнителями пресных и морских вод являются разнообразные химические соединения, токсичные для обитателей водной среды. Это соединения мышьяка, свинца, кадмия, ртути, хрома, меди, фтора. Большинство из них попадает в воду в результате человеческой деятельности. Тяжелые металлы поглощаются фитопланктоном, а затем передаются по пищевой цепи более высокоорганизованным организмам. Токсический эффект некоторых наиболее распространенных загрязнителей гидросферы представлен на рисунке 2:
|
Рисунок B . Степень токсичности некоторых веществ |
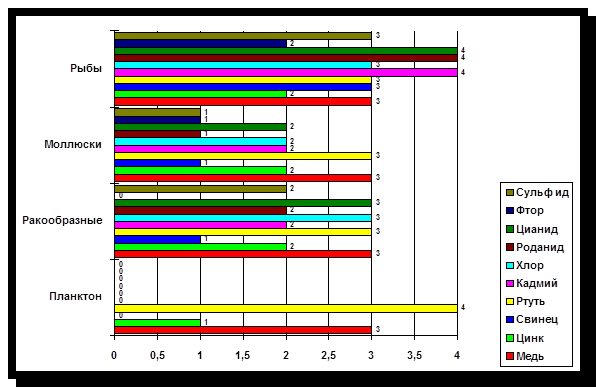
Степень токсичности (примечание):
0 - отсутствует;
1 - очень слабая;
2 - слабая;
3 - сильная;
4 - очень сильная.
Кроме перечисленных в таблице веществ, к опасным заразителям водной среды можно отнести неорганические кислоты и основания, обуславливающие широкий диапазон рН промышленных стоков (1,0 - 11,0) и способных изменять рН водной среды до значений 5,0 или выше 8,0, тогда как рыба в пресной и морской воде может существовать только в интервале рН 5,0 - 8,5. Среди основных источников загрязнения гидросферы минеральными веществами и биогенными элементами следует упомянуть предприятия пищевой промышленности и сельское хозяйство. С орошаемых земель ежегодно вымывается около 16 млн.т. солей. К 2000 году возможно увеличение их массы до 12 млн.т./год. Отходы, содержащие ртуть, свинец, медь локализованы в отдельных районах у берегов, однако некоторая их часть выносится далеко за пределы территориальных вод. Загрязнение ртутью значительно снижает первичную продукцию морских экосистем, подавляя развитие фитопланктона. Отходы, содержащие ртуть, обычно скапливаются в донных отложениях заливов или эстуариях рек. Дальнейшая ее миграция сопровождается накоплением метиловой ртути и ее включением в трофические цепи водных организмов. Так, печальную известность приобрела болезнь Минамата, впервые обнаруженную японскими учеными у людей, употреблявших в пищу рыбу, выловленную в заливе Минамата, в который бесконтрольно сбрасывали промышленные стоки с техногенной ртутью.
1.3. Органическое загрязнение
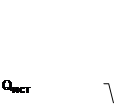
Среди вносимых в океан с суши растворимых веществ, большое значение для обитателей водной среды имеют не только минеральные, биогенные элементы, но и органические остатки.Вынос в океан органического вещества оценивается в 300 - 380 млн.т./год.Сточные воды, содержащие суспензии органического происхождения или растворенное органическое вещество, пагубно влияют на состояние водоемов.Осаждаясь, суспензии заливают дно и задерживают развитие или полностью прекращают жизнедеятельность данных микроорганизмов, участвующих в процессе самоочищения вод. При гниении данных осадков могут образовываться вредные соединения и отравляющие вещества, такие как сероводород, которые приводят к загрязнению всей воды в реке. Наличие суспензий затрудняют также проникновение света в глубь воды и замедляет процессы фотосинтеза. Одним из основных санитарных требований, предъявляемых к качеству воды, является содержание в ней необходимого количества кислорода. Вредное действие оказывают все загрязнения, которые так или иначе содействуют снижению содержания кислорода в воде.Поверхностноактивные вещества - жиры, масла, смазочные материалы- образуют на поверхности воды пленку, которая препятствует газообмену между водой и атмосферой, что снижает степень насыщенности воды кислородом. Значительный объем органических веществ, большинство из которых не свойственно природным водам, сбрасывается в реки вместе с промышленными и бытовыми стоками. Нарастающее загрязнение водоемов и водостоков наблюдается во всех промышленных странах. Информация о содержании некоторых органических веществ в промышленных сточных водах предоставлена на рисунке 3 .
|
Рисунок C . Органические загрязнители |

В связи с быстрыми темпами урбанизации и несколько замедленным строительством очистных сооружений или их неудовлетворительной эксплуатацией водные бассейны и почва загрязняются бытовыми отходами. Особенно ощутимо загрязнение в водоемах с замедленным течением или непроточных (водохранилища, озера). Разлагаясь в водной среде, органические отходы могут стать средой для патогенных организмов. Вода, загрязненная органическими отходами, становится практически непригодной для питья и других надобностей. Бытовые отходы опасны не только тем, что являются источником некоторых болезней человека (брюшной тиф, дизентерия, холера), но и тем, что требуют для своего разложения много кислорода. Если бытовые сточные воды поступают в водоем в очень больших количествах, то содержание растворимого кислорода может понизится ниже уровня, необходимого для жизни морских и пресноводных организмов.
1.4. Вывод
Охрана природы, и водных ресурсов в частности, - задача нашего века, проблема, ставшая социальной. Снова и снова мы слышим об опасности, грозящей водной среде, но до сих пор многие из нас считают ее неприятным, но неизбежным порождением цивилизации и полагают, что мы ещё успеем справится со всеми выявившимися затруднениями. Однако воздействие человека на водную среду приняло угрожающие масштабы. Чтобы в корне улучшить положение, понадобятся целенаправленные и продуманные действия. Ответственная и действенная политика по отношению к водной среде будет возможна лишь в том случае, если мы накопим надёжные данные о современном состоянии среды, обоснованные знания о взаимодействии важных экологических факторов, если разработает новые методы уменьшения и предотвращения вреда, наносимого Природе Человеком. Именно разработке, расчету и внедрению современных, надежных и высокоэффективных методов очистки сточных вод и посвещана данная курсовая работа.
2. ХАРАКТЕРИСТИКА ПРОИЗВОДСТВЕННОГО ПРОЦЕССА В ЦЕХЕ
За основу для расчета и внедрения различных природоохранных мероприятий взят гальванический цех, в котором наносят гальванические покрытия на металлы с применением цианистых электролитов.В этом цехе прежде всего наносят следующие гальванические покрытия: медные и цинковые.
Цинковые покрытия широко применяются для защиты изделий из черных металлов от коррозии в различных климатических зонах и в атмосфере, загрязненной промышленными газами, для защиты от непосредственного влияния пресной воды и от коррозионного воздействия керосина, бензина и других нефтяных продуктов и масел. В среде, насыщенной морскими испарениями, покрытия цинком не стойки.
Медные покрытия чаще всего применяют для экономии никеля как подслой при никелировании и хромировании. Вследствие промежуточного покрытия стали и чугуна медью достигается лучшее сцепление между основным металлом и металлом покрытия и уменьшается вредное влияние водорода. Медные покрытия широко применяются также для местной защиты при цементации и в гальванопластике. Медные покрытия хорошо полируются, что имеет значение при декоративно-защитных покрытиях. Хорошо оснащенные гальванические цехи имеются почти на всех машиностроительных и металлообрабатывающих заводах России.
Каждый технологический процесс гальванического нанесения металлических покрытий состоит из ряда отдельных операций, которые можно разделить на 3 группы:
1.Подготовительные работы. Их цель - подготовка металла
(его поверхности) для нанесения покрытия гальваническим
путем. На этой стадии технологического процесса проводится
шлифование, обезжиривание и травление.
2.Основной процесс, цель которого заключается в образова-
нии соответствующего металлического покрытия с помощью
гальванического метода.
3.Отделочные операции.Они применяются для облагораживания
и защиты гальванических покрытий. Наиболее часто для этих
целей применяют пассивирование, окраску, лакирование и по-
лирование.
В обычных условиях для меднения применяется электролит такого состава (в Г/л):
| |
Медноцианистая комплексная соль 40-50
Цианистый натрий 10-20
При работе с повышенной плотностью тока применяется электролит такого состава (в Г/л):
| |
Медноцианистая комплексная соль 45-50
Цианистый натрий (свободный) 15-20
Сегнетова соль 40-60
Едкий натр 15-20
Для цинкования же в стационарных и колокольных ваннах широко применяют электролит следующего состава (в Г/л):
| |
Окись цинка 40-45
Цианистый натрий 80-85
Едкий натр 40-60
Состав электролита для блестящего цинкования (в Г/л):
| |
Окись цинка 40-45
Цианистый натрий 78-85
Едкий натр 70-85
Глицерин 3-5
Сернистый натрий 0,5-5,0
3. ИСТОЧНИКИ И ВИДЫ ЗАГРЯЗНИТЕЛЕЙ ОКРУЖАЮЩЕЙ СРЕДЫ, ХАРАКТЕРНЫЕ ДЛЯ ДАННОГО ПРОИЗВОДСТВА
Согласно условию в цехе образуются 250 м 3 сточных вод, при следующей концентрации загрязняющих веществ (в мг/л):
| |
1.рН 9,5
2.Взвешенные вещества 100
3.Хлориды 40
4.Сульфаты 80
5.Цианиды 10
6.Медь 40
7.Цинк 7,5
8.Железо 30
Для нужд технологии очистки сточных вод гальвано-технологические операции чаще всего классифицируют, исходя из реакций и химического состава электролитов, служащих источником образования сточных вод. Гальванические операции делятся на 3 группы в соответствии с 3 видами сточных вод:
1.Операции, при которых образуются растворы или промывные воды, содержащие цианистые соединения: к ним относятся основные процессы электрохимического выделения металла из их цианистых солей (цинкование, кадмирование, меднение, серебрение),а также операции промывки после этих растворов.
2.Операции, при которых растворы или промывные воды содержат хромистые соединения: к ним относятся процессы хромирования, хромистой пассивации и операции промывки после этих растворов.
3.Операции, при которых растворы и промывные воды не содержат упомянутых соединений: к ним относятся некоторые вспомогательные работы (обезжиривание, травление), основные процессы и отделочные работы.
Исходя из приведенной классификации наши сточные воды, анализируя их состав, можно отнести к цианистым сточным водам.
Чтобы определить источники загрязнения сточных вод разделим все сточные воды на концентрированные и разбавленные.Под концентрированными сточными водами будем понимать отработанные технологические растворы ванн или промывные воды отдельной технологической операции с высокой концентрацией загрязнителей.Эти воды образуются периодически, при смене отработанных технологических растворов на свежие.Под разбавленными сточными водами будем понимать воды, которые образуются при межоперационной промывке, проводимой с целью сохранения химического состава и чистоты электролитических растворов, применяемых в отдельных операциях.
Т.о. существует 2 источника загрязнителей: отработанные электролиты и промывные воды.
4.ХАРАКТЕРИСТИКА ВОЗМОЖНЫХ ВАРИАНТОВ СИСТЕМ ВОДОПОТРЕБЛЕНИЯ И ВОДООТВЕДЕНИЯ В ПРОИЗВОДСТВЕ
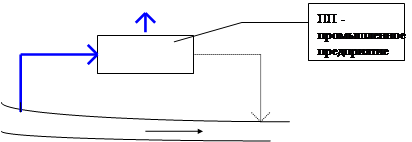
Можно выделить 2 основных системы водообеспечения промышленных предприятий : прямоточная и последовательная система. При прямоточной системе (рис. 4) вся забираемая из водоема вода Q ист после участия в технологическом процессе ( в виде отработавшей - Q сбр ) возвращается в водоем, за исключением того
 |
Q пот
 |
 |
|
| |
![]() - вода чистая ненагретая
- вода чистая ненагретая
![]() - cточная вода нагретая
- cточная вода нагретая
![]() - то же, ненагретая и загрязненная
- то же, ненагретая и загрязненная
![]() - то же, очищенная
- то же, очищенная
Рис. 4. Прямоточная система водообеспчения
количества воды, которое безвозвратно расходуется в производстве (Q пот ). Количество отводимых в водоем сточных вод составляет :
| |
Q сбр = Q ист - Q пот .
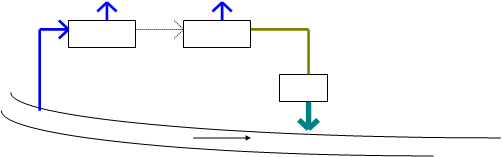
Следует отметить, что сточные воды в зависимости от вида загрязнений и других условий перед сбросов в водоем могут проходить через очистные сооружения.В этом случае количество сбрасываемых в водоем сточных вод уменьшается, поскольку часть воды отводится со шламом (Q шл ). По схеме водообеспечения с последовательным использованием воды (рис. 5), которое может быть двух - трехкратным, количество сбрасываемых сточных вод уменьшается в соответствии с потерями на всех производствах и на очистных сооружениях:
| |
 Q
пот1
Q
пот2
Q
пот1
Q
пот2
ПП - 1 ПП - 2
![]()
![]() ОС Qшл
ОС Qшл
Q ист Q сбр
Рис. 5. Последовательная система водообеспечения
Повторное использование сточных вод после соответствующей их очистки получило в настоящее время широкое распространение. В ряде отраслей промышленности 90-95% сточных вод используется в системах оборотного водоснабжения и лишь 5-10 % - сбрасываются в водоем.
Q пот Q пот Q пот
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() ПП ПП ПП
ПП ПП ПП
![]()
![]() ОС Q
шл
ОС Q
шл
![]()
![]()
![]() Q
об
Q
об
Q
об
Q
об
Q
об
Q
об
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() ОУ Q
ун
ОС Q
шл
ОУ
ОУ Q
ун
ОС Q
шл
ОУ
Q ист Q сбр Q ист Q сбр Q ист Q сбр
| |
||
![]() - сточная вода загрязненная
- сточная вода загрязненная
![]() - оборотная вода
- оборотная вода
ОУ - охладительная установка
Q об - оборотная вода
Q ун - вода, теряемая при испарении и уносе из охладит. установки
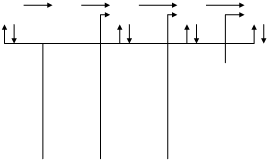
Если в системе оборотного водоснабжения промышленного предприятия вода является теплоносителем и процессе использования лишь нагревается, то перед повторным применением ее предварительно охлаждают в пруду, брызгальном бассейне, градирне (рис. 6); если вода служит средой, поглощающей и транспортирующей механические и растворенные примеси и в процессе производства загрязняется ими, то перед повторным применением вода проходит очистку на очистных сооружениях (рис. 7); при комплексном использовании сточной воды перед повторным применением сточные воды подвергаются очистке и охлаждению (рис. 8).
При таких системах оборотного водоснабжения для компенсации безвозвратных потерь воды в производстве, на охладительных установках (испарение с поверхности, унос ветром, разбрызгивание), на очистных сооружениях, а также потерь воды, сбрасываемой в канализацию, осуществляется подпитка из водоемов и других источников водоснабжения. Количество подпиточной воды определяется по формуле
| |
Q ист = Q пот + Q ун + Q шл + Q сбр .
Подпитка систем оборотного водоснабжения может осуществляться постоянно и периодически.Общее количество добавляемой воды составляет 5-10% общего количества воды, циркулирующей в системе.
5.СРАВНИТЕЛЬНАЯ ХАРАКТЕРИСТИКА И ВЫБОР МЕТОДОВ ОЧИСТКИ СТОЧНЫХ ВОД И СИСТЕМЫ ВОДООБЕСПЕЧЕНИЯ.ОПИСАНИЕ ВЫБРАННОГО КОМПЛЕКСА МЕРОПРИЯТИЙ
5.1. Химические методы очистки сточных вод
Химические методы очистки сточных вод гальванических отделений основаны на применении химических реакций, в результате которых загрязнения, содержащиеся в сточных водах, превращаются в соединения, безопасные для потребителя, или легко выделяются в виде осадков.
Среди известных методов химической нейтрализации сточных вод, содержащих цианистые соединения, техническое применение нашли лишь немногие.
Самый старый метод основан на выделении ионов CN - в виде труднорастворимой комплексной соли, образующейся в основной среде в присутствии ионов Fe 2+ .
В зависимости от условий в которых протекают эти реакции, возникает осадок берлинской лазури Fe 4 [Fe(CN) 6 ] 3 или турнбулевой сини Fe 3 [Fe(CN) 3 ] 2 .Качественное удаление ионов из сточных вод с помощью этого метода возможно лишь в случае очень точной выдержки всех установленных условий реакции и в особенности pH, реакционной среды.
Применяемый метод удаления цианистых соединений из сточных вод базируется на их окислении хлором (либо гипохлоритом) в основной среде.Наиболее часто здесь применяют гипохлорит натрия, хлорную известь и газообразный хлор.Соединения эти в основной среде гидролизуются с получением ионов ClO - , которые с цианидами реагируют в соответствии с реакцией:
| |
CNCl + 2OH - = CNO - + Сl - + H 2 O. (б)
Реакция окисления цианидов до цианатов протекает в 2 стадии, сначала образуется хлорциан, который затем гидролизуется до хлорцианатов.
| |
рН реакц.среды 8 9 10 11 12
Прод.гидрол.СNCl, ч 20 12 4 1 0,25
Установлено, что расход гипохлорида при окислении цианидов до цианатов также зависит от рН реакционной среды.При рН равном 8,5, его расходуется на 35-80% больше, чем это следует из расчетов, a при рН = 11 - на 10% больше.Это связано с расходом гипохлорита на дальнейшее окисление части цианидов до двуокиси углерода и азота:
| |
На кинетику этой реакции заметное влияние оказывает концентрация окислителя (гипохлорит) и рН реакционной среды.При рН 10 скорость ее так мала, что после 24 ч только незначительная часть цианатов подвергается дальнейшему окислению.В этих условиях значительное ускорение реакции достигается только при многократном повышении содержании гипохлорита, что на практике невозможно, т.к. высокая концентрация активного хлора в сточных водах недопустима и требует мер по его удалению.
При снижении рН до 7,5-8,5 при небольшом избытке гипохлорита (10%) реакция окисления цианидов заканчивается в течение 10-15 минут.
Теоретический расход окислителя, выраженный массой активного хлора, идущего на окисление 1 г ионов CN- , образуемых при диссоциации простых цианидов до цианатов, достигает 2,84 г, а при окислении до СО2 и N2 - 6,2 г. Т.к. в цианистых сточных водах содержатся также комплексные цианиды различных металлов,то для окисления 1 г СN применяют следующее количество хлора:
до цианатов - 3,3 г Cl; до СО 2 и N 2 - 8,5 г Cl.
Несмотря на то, что цианаты в 1000 раз менее токсичны по сравнению с цианидами, все же они требуют дальнейшей нейтрализации, которая может протекать вышеприведенным способом до СО2 и N 2 , либо путем их гидролиза до солей аммония по реакции
| |
CNO - + 2H 2 O +2H + = NH + 4 + H 2 CO 3 .
При рН 3 реакция гидролиза протекает за 2 минуты.
Гипохлоритный метод окисления цианидов до цианатов применяют при очистке обычных сточных вод гальванических отделений, в которых концентрация цианидов (в пересчете на ионы СN) не превышает 100-200 мг/л.Сточные воды с более высокой концентрацией цианидов (отработанные электролиты) требуют соответствующего разбавления, или др. методов очистки из-за опасности выделения очень ядовитого цианида хлора.
На практике нейтрализацию цианистых сточных вод проводят периодическим или непрерывным методом.Однако существует тенденция к установке, даже в небольших гальванических отделениях, автоматических проточных устройств. Независимо от способа накопления сточных вод в устройствах повсеместно применяемый способ их очистки основан на окислении цианидов до цианатов при рН=10-11 и дальнейшем их окислении до СО 2 и N 2 при рН = 7,5-8,5, либо гидролизе до солей аммония при рН 3.
Процесс очистки цианистых сточных вод не заканчивается их нейтрализацией содержащихся в них цианистых соединений, т.к. в них еще остаются для удаления соединения тяжелых металлов (цинка, меди, кадмия и др.).Когда сточные воды окисляют методом полного окисления цианидов, то в следующей стадии процесса (окисление цианатов до СО 2 и N 2 ) coздаются благоприятные условия для полного выделения гидроокиси металлов в виде взвеси.При проведении же процесса гидролиза цианатов до солей аммония в кислой среде необходима добавочная нейтрализация кислот, содержащихся в сточных водах для создания условий, благоприятствующих образованию и выделению взвеси гидроокиси металлов.
Т.к. в полнопрофильных гальванических отделениях образуются также и остальные 2 группы сточных вод (хромовых и кислых с основными), то индивидуальное выделение и удаление взвеси тяжелых металлов из цианистых сточных вод не применяют (после нейтрализации цианистых соединений).Такую операцию проводят на смешанных сточных водах.Наиболее часто применяют обработку цианистых сточных вод методом гидролиза, чем их окисление до СО 2 и N 2 .Такой метод более простой и дешевле в эксплуатации.
Конец реакции окисления цианидов до цианатов можно установить определением содержания цианидов аналитическим способом.Практически было установлено, что выдержка в течение 15 мин избытка активного хлора (5-15 мг/л) в сточных водах при рН равном 10,5-11 определяет окончание реакции окисления цианидов.
Вышеописанный метод (реагентный) в настоящее время получил наибольшее распространение в отечественной практике обезвреживания сточных вод гальванических цехов.Основное его достоинство - крайне низкая чувствительность к исходному содержанию загрязнений, а основной недостаток - высокое остаточное солесодержание очищенной воды.Последнее вызывает необходимость в доочистке.
Среди методов очистки сточных вод гальванических цехов, имеющих промышленное значение, кроме уже упомянутых химических методов, внимания заслуживают ионные и электрохимические методы.Каждый из этих методов имеет свои недостатки и преимущества, тем не менее они являются несомненно более современными по сравнению с классическим химическим методом.Основное преимущество - нейтрализация концентрированных сточных вод, получение ценных электролитов и чистой воды, пригодной для повторного использования.С помощью таких методов возможно создание в гальваническом цехе замкнутой системы циркуляции технологической воды и почти полное устранение необходимого слива сточных вод в канализационную систему.
5.2. Электрохимические методы
Применение электрохимических процессов целесообразно для окисления цианидов, очистки растворов хром. кислоты, повышение концентрации и преобразование электролитов, деминерализации растворов.
| |
CN - + 2OH - - 2e - = CNO - + H 2 O,
[Cu(CN) 3 ] 2- + 6OH - - 7e - = Cu 2+ + 3CNO - + 3H 2 O,
[Zn(CN) 4 ] 2- + 8OH - - 8e - = Zn 2+ + 4CNO - + 4H 2 O,
а на катоде наступает разрядка и выделение катионов металла.
Образующиеся в приведенных реакциях ионы цианата по мере повышения их концентрации окисляются на аноде до СО 2 и N 2 по реакции:
| |
Taк как реакционная среда основная, то на аноде протекает следующая реакция:
| |
4ОН - - 4е - = О 2 + 2Н 2 О.
Если в реакционной среде находятся еще и ионы хлорида, которые ускоряют и облегчают процесс анодного окисления цианидов, то на аноде и вблизи него протекают добавочные реакции:
| |
2Cl - - 2e - = 2Cl; 2Cl = Cl 2 ;
CN - + 2Cl + 2OH - = CNO - + 2Cl - + H 2 O;
2CNO - +6Cl + 4OH - = 2CO 2 + N 2 + 6Cl - + 2H 2 O;
2[Cu(CN) 3 ] 2- + 14Cl + 12OH - = 2Cu 2+ + 6CNO - + 14Cl - + 6H 2 O.
Введение хлоридных ионов в реакционную среду приводит к значительному ускорению окисления цианидов с одновременным повышением выхода по току процесса больше чем на 100 % (в среднем с 35 до 80 %) при одновременном снижении расхода электроэнергии на 30 %.
Это приписывают повышению проводимости электролита и активному участию в реакции окисления цианидов атомарного хлора, образующего в процессе разложения хлоридного иона на аноде.
Установлено также, что лучшие результаты получаются при электрохимическом окислении очень концентрированных растворов цианидов, а не их разбавленных растворов. Процесс электрохимического окисления цианидов протекает при следующих условиях: рН11;концентрация хлоридов не должна превышать концентрацию цианидов больше чем в 5 раз;принимают на 1г СN - 10г NaCl;аноды должны быть сделаны из графита, а катоды из кислотоупорной стали, анодная плотность тока должна быть 0,001 А/см 2 (ток постоянный);сточные воды должны перемешиваться сжатым воздухом.В этих условиях достигается выход по току 80 %, а расход электроэнергии на окисление 1г CN - от 0,007 до 0,01 кВт в час.
Сравнительный анализ стоимости очистки цианистых сточных вод химическим и электрохимическим методом отдает предпочтение электрохимическому методу, т.к. он прост в применении, а также не требует строительства сложных устройств, типичных для химического метода.
Кроме того, для электрохимических способов характерны существенное сокращение расхода химикатов и меньшая потребность в производственных площадях.В результате низкого солесодержания очищенного стока снижаются и последующие затраты на доочистку стока с целью повторного использования воды.
5.3. Ионообменный метод
Гетерогенный ионный обмен или ионообменная сорбция - это процесс обмена между ионами, находящимися в растворе, и ионами, присутствующими на поверхности твердой фазы - ионита. Очистка сточных вод методом ионного обмена позволяет извлекать и утилизировать ценные примеси (для нашего случая это медь и цинк), очищать воду до ПДК с последующим ее использованием в технологических процессах или в системах оборотного водоснабжения.
Принципиальная схема установки для очистки сточных вод гальванического производства показана на рис.5.1
Цианистые стоки из емкости 1 для усреднения состава и частичного отделения механических примесей направляются в усреднитель 8.Из аппарата 8 стоки насосом подаются в песчано - гравийный фильтр 2 для очистки от механических примесей.Скорость движения жидкости, отнесенная к поперечному сечению фильтра, 5-7 м/ч.Следующая ступень - очистка активированным углем в аппарате 3 от маслопродуктов, ПАВ, биологических примесей и т.д.Отфильтрованная вода направляется в катионообменник 4, заполненный смолой КУ-2, КУ-8 или КУ-23 в водородной форме. Линейная скорость движения жидкости в этом аппарате достигает 10-20 м/ч. По достижении на выходе концентрации сорбируемых ионов 0,02-0,03 мг . экв/л катионит подвергается регенерации.Освобожденная от катионов вода поступает в анионообменники 5 и 6, заполненные смолами АВ-17-8, АН-221 и др. При содержании сорбируемых анионов на выходе из аппарата 0,05-0,1 мг/л анионит регенерируют.
Сточные воды направляются на производство (в систему оборотного водоснабжения), а промывные - в сборники концентратов для химического обезвреживания и, в нашем случаи, для извлечения меди и цинка.
2 3 4 5 6
 |
|
 |
|
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() 1
1
![]()
![]() 8
8
![]()
![]()
![]()
![]()
![]() 7 7 7
7 7 7
| |
||||||
4 - катионообменник
5,6 - анионообменники
7 - сборник чистой воды для промывки колонн
8 - усреднитель
Рис.5.1 Схема ионообменной установки для очистки цианистых
сточных вод
Главный недостаток технологии ионного обмена состоит в том, что для выделения из воды элементов или солей необходимы регенерирующие кислоты или щелочи, которые впоследствии в виде солей поступают в окружающую среду, вызывая вторичное загрязнение последней.
5.4. Другие методы очистки
К числу таких методов можно отнести следующие 2 метода - термическое обезвреживание и мембранная технология, которые позволяют получить высококачественную воду и несомненно получат более широкое распространение в будущем.
Термическое обезвреживание сточных вод гальванических цехов включает 2 стадии: предварительное концентрирование и огневое обезвреживание концентрата (шлама).
Целью 1 стадии является возврат части воды в производство.Применяемые в основном процессы упаривания и сушки лимитируются необходимостью учета возможности образования отложений на поверхности теплообмена, коррозии оборудования и загрязнения атмосферы вредными газообразными выбросами.
Огневое обезвреживание концентрата осуществляется в высокотемпературных печах, топках котлоагрегатов.Так, цианосодержащие стоки и шламы сжигают в трубчатых, вращающихся и циклонных печах, в кипящем слое, либо в печах с загрузкой катализатора.При этом цианиды полностью окисляются, а связанные с ним металлы, выделяются в виде окислов или чистых металлов.Каталитическое окисление снижает рабочую температуру процесса и, следовательно, расход топлива.
Мембранная же технология основана на применении мембран, которые способны задерживать практически все многовалентные катионы, задерживая 50-70 % примесей.Поэтому их применение для очистки промывных сточных вод и регенерации электролитов представляется наиболее перспективным.
5.5. Выбор вариантов очистки и системы водоснабжения
За основу расчетов примем 2 варианта.При первом варианте, принимая во внимание то, что объем сточных вод невелик, а концентрация вредных веществ мала, все сточные воды без их очистки будем сбрасывать в горводоканал. Возможно это будет более выгодным, чем строительство очистных сооружений, т.к. создание последних для такого маленького предприятия, как наше равносильно созданию самого гальванического производства.
По второму варианту будем очищать сточные воды ионообменным методом, т.к. он позволяет утилизировать цветные металлы, содержащиеся в наших сточных водах (Cu), и повторно использовать до 95 % сточных вод, а также исходя из характеристик наших сточных вод и условий эффективного функционирования вышеописанных методов.Таким образом при втором варианте мы параллельно с использованием ионообменного метода будем создавать оборотный цикл водоснабжения.
6. РАСЧЕТНАЯ ЧАСТЬ
6.1. РЕЖИМ РАБОТЫ УЧАСТКА СТОЧНЫХ ВОД
В связи с тем, что мы выбрали за основу для расчета ионообменный метод, участок очистки сточных вод у нас будет работать непрерывно, т.е. 3 смены в сутки. Это также обусловлено тем, что согласно опытным данным при малой интенсивности протекания сточных вод (до 5 м3 /ч) и без повторного их использования экономичнее переодический способ очистки. При большем же объеме сточных вод (у нас стекает в сутки более 10 метров в кубе) более эффективны устройства непрерывного действия.
Все рабочее время в соответствии с 3-мя сменами делится на з вида:
1. Ночное с 23 до 7 часов.
2. Дневное с 7 до 15 часов.
3. Вечернее с 15 до 23 часов.
Здесь также надо учесть, что продолжительность рабочего времени в год для рабочих составляет 1780часов, а для РСС - 1740 часов. Основные и часть вспомогательных рабочих работают в 3 смены без перерыва на обед. По ст. 57 КЗоТ рабочим, работающим без обеда, предоставляется возможность принимать пищу на рабочем месте. За неимением данных подробный график сменности приводится в разделе 6.5. “Состав обслуживающего персонала и фонд оплаты труда”.
6.2. ФОНДЫ ВРЕМЕНИ РАБОТЫ ОБОРУДОВАНИЯ
6.2.1. Календарный фонд времени (Фк)
| |
Фк = 365 дней * 24 ч = 8760 ч
6.2.2. Номинальный фонд времени (Фн)
Т.к. режим работы участка непрерывный, то:
| |
6.2.3. Эффективный фонд времени (Фэф)
Фэф = Фк - Трем - Трег, где
Трем - время на ремонт в год. Возьмем 4% от Фн.
Трег - время на регенерацию в год. Трег = 1/3*Фн, т.к. установка подвергается регенерации примерно через каждые 30 часов работы, а регенерация длятся 15 часов.
| |
Фэф = 8760ч - 0,04*8760ч - 1/3*8760ч = 5489,6 ч
6.3. Производственная мощность (ПМ) участка и ее использование
| |
ПМ = q * Фэф, где
q - пропускная способность установки в метрах в кубе в час.
q нам пока не известна, но ясно, что пропускная способность не равна 250 метрам в кубе в сутки (10,4 метра в кубе в час), т.к. мы еще должны учесть время на ремонт и регенерацию. Значит, простаивая определенное время без работы, затем установка должна очищать большие объемы сточных вод в ед. времени (скопившиеся за время простоя + вновь поступившие).
Для определения q нам надо знать объем сточных вод в год (Vcт.год) и Фэф для установки. И если мы поделим первое на второе и умножим на коэффициент (Кн), учитывающий непредвиденные обстоятельства, то и получим q.
| |
Vст.год = Vст.сут. * Nсут.
Nсут. = Фк - Дпр - Дв, где
Vст.сут. - поступающий объем сточных вод в сутки на очистку (250 метров в кубе).
Nсут. - кол-во суток работы гальванического цеха в год.
Фк - календарный фонд времени работы гальванического цеха (365 дней).
Дпр - кол-во праздничных дней в году.
Дв - кол-во выходных дней в году.
Для расчета данные возьмем за 1997 год. Согласно КЗоТ нормальная рабочая неделя = 40 ч., значит, работая по 8 часов в день у нас будет 2 выходных дня в неделю, а Дпр = 9 дням.
| |
Nсут. = 365дней - 104дня - 9 дней = 252 дня
Vст.год = 250 м3 /сут * 252 суток = 63000 м3
q = 63000м3 /5489,6ч * 1,11 = 12,7 м3 /ч
Для определения степени загрузки участка сточных вод определи Кисп.
| |
Кисп = Vст.год/ПМ
Кисп = 63000м3 /69717,92м3 = 0,9
Судя по коэффициенту, участок очистки сточных вод справится с обусловленным объемом сточных вод.
6.4. Капитальные вложения в ОФ природоохранного объекта
| |
К = Куд * Vст.год
Куд = Куд’ * 60
Vст.сут.ср. = ПМ/Nсут. = 69717,92 м3 /365сут = 191 м3 /сут
К - общие капитальные вложения.
Vст.сут.ср. - средний очищаемый объем сточных вод в сутки.
Куд’ - удельные капитальные вложения в усл.ед. на м3 в сутки.
60 - коэффициент, преобразующий Куд’ в реальные цены.
Для нахождения Куд’ имеются следующие данные в усл.ед. на м3 в сутки:
| Метод очистки |
Ионообменный метод |
|
| Пропускная способность, м3 /сут |
100 |
400 |
| Куд’ |
800 |
330 |
|
График A . Удельные капитальные вложения |
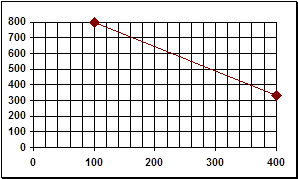
Чтобы найти Куд’ при Vст.сут.ср. = 191 м3 /сут построим график и применим метод линейной интерполяции. Из графика видно, что Куд’ при вышеназванных параметрах примерно равны 680 усл.ед./м3 .
Куд = 680 * 60 = 40800 руб.
К= 40800р * 63000м3 = 2570400000р
А сейчас распределим общие капитальные затраты по группам ОФ.
Таблица A. Капитальные вложения в ОФ
| Группа ОФ |
Сумма, т.р. |
Удельный вес в % к итогу |
| 1. Здания и сооружения |
282744 |
11 |
| 2. Передаточные устройства |
616896 |
24 |
| 3. Оборудование |
||
| 3.1. Основное |
1156680 |
45 |
| 3.2. Энергетическое |
179928 |
7 |
| 3.3. Подъемно-транспортное |
154224 |
6 |
| 3.4. Приборы, ЭВМ, ср-ва контроля |
128520 |
5 |
| 3.5. Итого |
1619352 |
63 |
| 4. Инструменты и приспособления |
30844,8 |
1,2 |
| 5. Производственный и хоз.инвентарь |
20563,2 |
0,8 |
| ВСЕГО |
2570400 |
100 |
6.5. СОСТАВ ОБСУЖИВАЮЩЕГО ПЕРСОНАЛА И ФОНД ОПЛАТЫ ТРУДА
6.5.1. Основные рабочие
Сначала определим кол-во основных рабочих в смену:
Чсм = Нобс * N, где
Нобс - норма обслуживания на установку (2 человека).
N - количество установок (1шт).
| |
Чсм = 2 * 1 = 2 человека
Явочная численность в сутки:
| |
Чяв.сут. = Чсм * nсм, где nсм - число смен в сутки
Чяв.сут. = 2чел. * 3 = 6 чел.
Штатная численность:
| |
Чшт = Ч см * (nсм + 1) = 2 * (3 + 1) = 8 чел.
Списочная численность:
| |
Чсп = Чшт * Ксп, где
Ксп - коэффициент перевода явочного числа рабочих в списочные (1,12).
| |
Чсп = 8чел * 1,12 = 9 чел.
6.5.2. Вспомогательные рабочие
| |
Чсп = О * nсм * Ксп / Нобс, где
О - количество оборудования, подлежащее обслуживанию.
*
| |
Чсл = 1 * 3 * 1,1 = 4 чел.
* Лаборанты
Ч лаб = 1 * 1 * 1,1 = 2 чел.
Ч всп = 4 + 2 = 6 человек
6.5.3. РСС
| |
Чрсс = Нрсс * (Чсп + Ч всп), где Нрсс - норма РСС (0,08%).
Чрсс = 0,08 * (9чел + 6чел) = 1 чел.
Списочная численность для РСС не считается. При плановом невыходе на работу в нашем случае сменного мастера заменяет наиболее квалифицированный рабочий.
Таблица B. Состав персонала
| Профессия |
Тарифный разряд |
Число челю. в смену |
Явоч. числ. в сут.,чел. |
Штатная числ., чел. |
Списоч. числ., чел. |
| ОСНОВНЫЕ 1. Аппаратчик по очистке сточных вод |
4 |
1 |
3 |
4 |
5 |
| 2. Нейтрализаторщик цианистых растворов |
3 |
1 |
3 |
4 |
4 |
| Итого |
- |
- |
- |
8 |
- |
| ВСПОМОГАТЕЛЬНЫЕ 1. Слесарь |
6 |
1 |
3 |
4 |
4 |
| 2. Лаборант хим. анализа |
4 |
1 |
1 |
1 |
2 |
| РСС 1. Сменный мастер |
10 |
1 |
1 |
1 |
1 |
6.5.4. Фонд оплаты труда
Таблица C. Фонд оплаты труда
| Профессия |
Тар. разр. |
Чст, т.р. |
Чсп, чел. |
ФЗП, т.р. |
Допл. ноч., т.р. |
Допл.за праз., т.р. |
Прем., т.р. |
Рай. коэф. т.р. |
ФЗПосн, т.р. |
Зпдоп в т.р. |
ФЗП в год, т.р. |
| ОСНОВНЫЕ 1. Аппаратчик по очистке сточных вод |
4 |
1,134 |
5 |
10093 |
505 |
214 |
5047 |
2379 |
18238 |
2918 |
21156 |
| 2. Нейтрализаторщик цианистых растворов |
3 |
1,047 |
4 |
7455 |
373 |
198 |
3728 |
1763 |
13517 |
2163 |
15680 |
| ВСПОМОГАТЕЛЬНЫЕ 1. Слесарь |
6 |
1,396 |
4 |
9940 |
497 |
264 |
4970 |
2350 |
18022 |
2884 |
20906 |
| 2. Лаборант хим. анализа |
4 |
1,134 |
2 |
4037 |
- |
- |
2019 |
908 |
6964 |
1114 |
8078 |
| Итого |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
65820 |
| РСС 1. Сменный мастер |
10 |
2,844 |
1 |
4949 |
- |
- |
2475 |
1114 |
8538 |
1417 |
9955 |
Таблица рассчитывалась по следующим данным:
Тэф спис. = 1780ч в год.
Т эф рсс = 1740ч в год.
Ост = 2 * Зпмин = 2 * 75900р = 151800руб.
Чст = Ост/Тмес, где Тмес = 174 ч.
Т.о. часовая тарифная ставка для первого разряда будет равна:
Чст1 = 151800р/174ч = 872,4 руб/ч.
Для определения Чст для конкретных рабочих используем тарифный коэффициент, который устанавливается в зависимости от разряда рабочего.
Таблица D. Тарифные коэффициенты
| Разряд |
3 |
4 |
6 |
10 |
| Тарифн.коэф. |
1,2 |
1,3 |
1,6 |
3,26 |
Расчет тарифной ставки для конкретного рабочего производим по формуле:
Чстi = Чст1 * Ктар, где
Ктар - тарифный коэффициент (из таблицы 4).
i - разряд рабочего.
Чстi - часовая тарифная ставка для i-го разряда.
| |
Пример расчета для аппаратчика:
Чст4 = 872,4 руб/ч * 1,3 = 1134,12 руб
Тарифный фонд ЗП считается по формуле:
ФЗПi = Чспi * Тэфi * Чстi, где
i - специальность рабочего.
| |
Пример расчета для аппаратчика:
ФЗП = 5чел * 1780ч * 1,134 т.р. = 10 093 т.р.
Доплата за ночное и вечернее время считается по формуле:
Двнi = 1/4 * ФЗПтарi * 1/3 * 0,2 + 1/4 * ФЗПтарi * 1/3 * 0,6 = 0,05 * ФЗПтарi
| |
Пример расчета для аппаратчика:
Двн = 10093 т.р. * 0,05 = 505 т.р.
Доплата за праздничные дни по формуле:
Дпр = Чстi * 9 * 8 * Чяв в сут i
| |
Пример расчета для аппаратчика:
Дпр = 1,134 т.р. * 9 * 8 * 3 чел = 214,326 т.р.
| |
Прем. = 10093 т.р. * 0,5 = 5047 т.р.
| |
Кр = 0.15 * (10093т.р. +505т.р. + 214 т.р. + 5047 т.р.) = 2379 т.р.
ФЗПосн образуется суммированием ФЗПтар, всех доплат, премии и Кр. Зпдоп составляет 16 % для рабочих и 16,6% для РСС. И ФЗПгод складывается из суммы основного и дополнительного фонда ЗП. Вышеназванные расчеты настолько просты, что думаю комментарии излишни.
Сейчас, когда у нас есть данные о составе рабочего персонала мы можем построить график сменности для той его части, которая работает в 3 смены (на примере аппаратчиков):
| 1см |
2см |
3см |
1см |
2см |
3см |
1см |
2см |
3см |
1см |
2см |
3см |
1см |
2см |
3см |
| Рабочий 1 |
Вых |
Вых |
Вых |
Вых |
Вых |
Вых |
||||||||
| Рабочий 2 |
Вых |
Вых |
Вых |
|||||||||||
| Рабочий 3 |
Вых |
Вых |
Вых |
|||||||||||
| Рабочий 4 |
Вых |
Вых |
Вых |
6.6.ЗАТРАТЫ НА ХИМИКАТЫ И МАТЕРИАЛЫ ДЛЯ ОЧИСТКИ
Годовой расход химикатов и материалов определим по формуле:
Ргодi = Нрi * Vгод, где
Нрi - норма расхода материала или вещества на кубический метр сточных вод.
Vгод - годовой объем сточных вод.
А затраты определим по формуле:
Змi = Ргодi * Цi, где
Цi - цена i-го вида вещества (материала).
Вычисления сведем в таблицу.
Таблица E. Затраты на материалы и химикаты
| Наименов. материала |
Цена в руб/кг |
Нр, кг/м3 |
Годовой расход, кг |
Затраты, т.р. |
| 1. Натрий едкий |
1700 |
0,29 |
18270 |
31059 |
| 2. Соляная кислота |
500 |
0,43 |
27090 |
13545 |
| 3. Активированный уголь |
5600 |
0,007 |
441 |
2469,6 |
| 4. Сервоцит |
80000 |
0,003 |
189 |
15120 |
| 5. Гравий: |
||||
| фракция 1 |
13000 |
0,003 |
189 |
2457 |
| фракция 2 |
6000 |
0,002 |
126 |
756 |
| фракция 3 |
5000 |
0,002 |
126 |
630 |
| 6. Смолы: КВ-3Р |
25000 |
0,002 |
120 |
3150 |
| АВ-13Р |
30000 |
0,002 |
126 |
3780 |
| АВ-14Р |
32000 |
0,001 |
63 |
2016 |
| ИТОГО |
- |
- |
- |
74982,6 |
6.7. ЗАТРАТЫ НА СОДЕРЖАНИЕ И ЭКСПЛУАТАЦИЮ ОБОРУДОВАНИЯ
Для облегчения все расчеты будем проводить в таблице.
Таблица F. Затраты на содержание и эксплуатацию оборудования
| Наименование статей |
Сумма, т.р. |
| 1. Амортизация оборудования |
215503 |
| 2. Содержание оборудования |
|
| 2.1. ЗПвсп |
28984 |
| 2.2. Отчисления на соц. нужды (38,5%) |
11159 |
| 3. Ремонт оборудования (5%) |
80968 |
| 4. Прочие расходы (7%) |
23563 |
| Итого по смете |
360177 |
| |
Примечания к таблице:
1. Амортизация исчислена по следующим нормам:
Оборудование:
- основное (14,3%);
- энергетическое (5%);
- подъемно-транспортное (10%);
- приборы, средства контр., ЭВМ (14,3%);
Инструменты и приспособления (20%);
Передатoчные устройства (6,7%).
Аi = Цi * Наi, где
Аi - годовая сумма амортизации.
Цi - цена i-го элемента ОФ.
Наi - норма амортизации в год для i-го элемента ОФ.
А = 16896 * 0,067 + 1156680 * 0,143 + 179928 * 0,05 + 154224 * 0,1 + 128520 *
* 0,143 + 30844,8 * 0,2 = 215503
6.8. ЦЕХОВЫЕ РАСХОДЫ
| Наименование статей расходов |
Сумма, т.р. |
| 1. ЗПрсс |
9955 |
| 2. Отчисления в стаховые фонды (38,5%) |
3833 |
| 3. Расходы на ОТ и ТБ (10% от ФЗПгод раб) |
6582 |
| 4.Амортизация зданий и сооружений (2,5) |
7069 |
| 5. Содержание зданий и сооружений (1%) |
2827 |
| 6. Ремонт зданий и сооружений (1%) |
2827 |
| 7. Прочие расходы (10%) |
3309 |
| ИТОГО ПО СМЕТЕ |
36402 |
6.9СЕБЕСТОИМОСТЬ ОЧИСТКИ СТОЧНЫХ ВОД
Данный раздел рассчитан с учетом затрат на оборотное водоснабжение.
Таблица G. Цеховая себестоимость
| Статьи расходов |
Сумма в т.р. на м3 |
Сумма в т.р. на Vгод |
Процент к итогу |
| 1. Реагенты и материалы |
1,19 |
74982 |
10,7 |
| 2. Электроэнергия |
1,25 |
78750 |
11,2 |
| 3. ЗП основных рабочих |
0,585 |
136836 |
19,5 |
| 4. Отчисления на соц. нужды (38,5%) |
0,225 |
14182 |
2 |
| 5. Расходы на содержание и эксплуат. оборудования |
5,717 |
360177 |
51,4 |
| 6. Цеховые расходы |
0,578 |
36402 |
5,2 |
| 7. Цеховая себестоимость |
6,344 |
701329 |
100 |
Примечание: затраты на электроэнергию считались по формуле:
Зэл = Нэл * Цэл * Vст.год, где
Нэл - норма расхода электроэнергии на 1 метр в кубе сточных вод (5 кВт*ч/м3 ).
Цэл - цена электроэнергии (250руб. за киловат-час).
Таблица H. Себестоимость очистки сточных вод
| Показатели |
Сумма, т.р. |
| 1. Капитальные затраты (К): |
|
| - на очистные сооружения |
2570400 |
| - на цикл оборотного водоснабжения |
56700 |
| 2. Эксплуатационные затраты (С): |
|
| - на очистку воды |
701329 |
| - на цикл оборотного водоснабжения (9%) |
63120 |
| 3. Суммарные затраты (Зс) |
|
| Зс = С + Ен * К |
1158514 |
| 4. Стоимость очистки 1 м3 ст. вод |
|
| Ц = Зс/Vгод |
18,389 |
Примечания:
1. Капитальные вложения на цикл оборотного водоснабжения считаем исходя из удельных капитальных вложений на его создание (Куд = 1000 руб/м3 ).
К об = 1000р/м3 * 56700 м3 = 56700 т.р.
56700 м3 - это объем сточных вод, поступающий в оборотный цикл (см. схему ниже).
 6300 м3
/год
6300 м3
/год
![]()
![]()
![]() Проз - во 63000 м3
/год ОС 6300 м3
/год
Проз - во 63000 м3
/год ОС 6300 м3
/год
![]() 56700 м3
/год
56700 м3
/год
2. В расчетах принято допущение, что капитальные затраты, которые мы рассчитывали в таблице № 1, включают капитальные затраты на очистку, а также капитальные затраты на нейтрализацию элюата, образующегося после регенерации смол.
6.10. ОЦЕНКА СНИЖЕНИЯ ЭКОНОМИЧЕСКОГО УЩЕРБА ОТ ЗАГРЯЗНЕНИЯ ВОДОЕМА
После очистки концентрация загрязняющих веществ снизилась до следующих значений (мг/л):
| |
2.Взвешенные вещества 2
3.Хлориды 40
4.Сульфаты 80
5.Цианиды 0,15
6.Медь 0,05
7.Цинк 0,1
8.Железо 0,85
В общем виде экономический ущерб рассчитывается по формуле:
У = Ууд * Г * М, где
Ууд - удельный экономический ущерб (443,5 руб/усл.т. на 1990 год).
Г - показатель относительной опасности сброса загрязняющих веществ в водоем (0,5 для нашего региона).
М - приведенная масса загрязняющих веществ.
М = А * m, где
А - показатель опасности загрязняющего вещества.
m - фактическая масса, т.
Снижение экономического ущерба исчислим по следующей формуле:
Ус = Удо - Упосле
Удо = 443,5 руб/усл.т. * 35 * 5 * 0,5 * А * (63000м3 * С * 10-6 ) = 2444 * А * С
Упосле = 244,4 * А * С
| |
* Взвешенные вещества
Ус = Удо - Упосле = 2444 * 0,16 * 100 - 244,4 * 0,16 * 2 = 39100 - 78 = 39022 руб.
Для остальных веществ расчеты ведутся аналогично, поэтому они здесь не приводятся, а все данные сведены в таблицу.
Таблица I. Снижение экономического ущерба
| Вещество |
А |
Удо,т.руб |
Упосле, т.р. |
Ус, т.руб |
| 1. Взвешенные вещества |
0,16 |
39,1 |
0,078 |
39,022 |
| 2. Цианиды |
2 |
48,88 |
0,073 |
48,807 |
| 3. Медь |
1000 |
97760 |
12,220 |
97747,78 |
| 4. Цинк |
100 |
1833 |
2,444 |
1830,556 |
| 5. Железо |
10 |
733,2 |
2,077 |
731,123 |
| 6. Хлориды |
0,003 |
0,293 |
0,29 |
0,003 |
| 7. Сульфаты |
0,01 |
1,955 |
0,195 |
1,76 |
| ИТОГО |
- |
- |
- |
100399,051 |
6.11. РАСЧЕТ ЭКОНОМИИ ПЛАТЕЖЕЙ ЗА СБРОС СТОЧНЫХ ВОД
Плi = Нлi * ПДКкi * Vст.в. * Kэкол * Kинд, где
i - вид загрязняющего вещества.
Нл - норматив платы в пределах установленных лимитов.
ПДКк - ПДК для горколлектора.
Vст.в. - объем сточных вод.
Пслi = 25 * Нлi * mсл * Kэкол * Kинд, где
Псл - сверхлимитная плата.
Покажем расчет платы за сброс загрязняющих веществ до внедрения ПОМ. Плата за сброс после внедрения ПОМ считается аналогично (уменьшается концентрация и объем сточных вод до 6300 метров в кубе), поэтому ее расчет производится сразу в таблице.
1. Цианиды
П = Пл + Псл = 44350р * 0,15мг/л * 63000м3 * 10-6 *1,12 * 35 +
+ 25 * 44350р * 9,85мг/л * 63000м3 * 10-6 * 1,12 * 35 = 16429р + 26970964р =
= 26987393р.
2. Медь
П = Пл + Псл = 2217500р * 0,05мг/л * 63000м3 * 10-6 * 1,12 * 35 +
+ 25 * 2217500р * 39,95мг/л * 63000м3 *10-6 * 1,12 * 35 =
= 273816р + 5469492577р = 5469766393р
3. Цинк
П = Пл + Псл = 221750р * 0,1мг/л * 63000 м3 * 10-6 * 1,12 * 35 +
+ 25 * 221750р * 7,4мг/л * 63000 м3 * 10-6 * 1,12 * 35 =
= 54763р + 101312252р = 101367015р
4. Железо
П = Пл + Псл = 22175р * 0,85мг/л * 63000м3 *10-6 * 1,12 * 35 +
+ 25 * 22175р * 29,15мг/л * 63000м3 * 10-6 * 1,12 * 35 =
= 46548р + 39908813р = 39955361р
5. Взвешенные вещества
П = Пл = 2950р * 100мг/л * 63000 м3 * 10-6 * 1.12 * 35 = 728532р
6. Хлориды
П = Пл = 7р * 40мг/л * 63000 м3 * 10-6 * 1,12 * 35 = 691руб.
7. Сульфаты
П = Пл = 20р * 80мг/л * 63000 м3 * 10-6 *1,12 * 35 = 3951р
Определим общую плату (сложим плату за все виды загрязняющих веществ).
Побщ = 5638809336 руб.
Таблица J. Плата до внедрения ПОМ
| Примеси |
Нл, т.р./т. |
ПДК, мг/л |
Сф, мг/л |
Фактич. сбр.,т. в год |
Лимит. масса,т |
Лимит. плата,т.р. |
Св.лим. масса,т |
Свер.лим. плата, т.р. |
| 1. Взвешенные вещества |
2,95 |
120 |
100 |
6,3 |
6,3 |
728,532 |
- |
- |
| 2. Цианиды |
44,35 |
0,15 |
10 |
0,63 |
0,00945 |
16,429 |
0,62055 |
26970,964 |
| 3. Медь |
2217,5 |
0,05 |
40 |
2,52 |
0,00315 |
273,816 |
2,51685 |
5469492,577 |
| 4. Цинк |
221,75 |
0,1 |
7,5 |
0,4725 |
0,0063 |
54,763 |
0,4662 |
101312,252 |
| 5. Железо |
22,175 |
0,85 |
30 |
1,89 |
0,05355 |
46,548 |
1,83645 |
39908,813 |
| 6. Хлориды |
0,007 |
210 |
40 |
2,52 |
2,52 |
0,691 |
- |
- |
| 7. Сульфаты |
0,02 |
250 |
80 |
5,04 |
5,04 |
3,951 |
- |
- |
Таблица K. Плата после внедрения ПОМ
| Примеси |
Нл, т.р./т. |
ПДК, мг/л |
Сф, мг/л |
Фактич. сбр.,т. в год |
Лимит. масса,т |
Лимит. плата,т.р. |
| 1. Взвешенные вещества |
2,95 |
120 |
2 |
0,0126 |
0,0126 |
1,457 |
| 2. Цианиды |
44,35 |
0,15 |
0,15 |
0,000945 |
0,000945 |
1,643 |
| 3. Медь |
2217,5 |
0,05 |
0,05 |
0,000315 |
0,000315 |
27,382 |
| 4. Цинк |
221,75 |
0,1 |
0,1 |
0,00063 |
0,00063 |
5,476 |
| 5. Железо |
22,175 |
0,85 |
0,85 |
0,005355 |
0,005355 |
4,655 |
| 6. Хлориды |
0,007 |
210 |
40 |
0,252 |
0,252 |
0,069 |
| 7. Сульфаты |
0,02 |
250 |
80 |
0,504 |
0,504 |
0,395 |
| ИТОГО |
- |
- |
- |
- |
- |
41,077 |
| |
Таким образом, экономия платежей на предриятии за сброс загрязняющих веществ составила Эп = Пдо - Ппосле = 5638809336р - 41077р = 5661144488 руб. в год.
6.12. ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ПРЕДЛОЖЕННОЙ СИСТЕМЫ ПОМ
| |
1. Основной экономический эффект - экономия платежей Эп = 5661144488 руб. в год.
2. Экономия воды за счет использования оборотного цикла водоснабжения. Это дополнительный вид эк. эффекта.
Эв = Цв* (Vдо - Vпосле), где
Цв - цена воды (2000руб.).
| |
Эв = 2000р * (63000м3 - 6300м3 ) = 113400000 руб.
3. И последний дополнительный эффект - выручка от продажи меди, которая регенерируется из элюата. Регенерация меди в общих чертах основана на том, что элюат с высокой концентрацией ионов меди направляется на электролиз, где и выделяется металл в чистом виде.
Эмедь = Д - Зуд * М, где
Эмедь - эффект от реализации меди.
Зуд - удельные затраты на извлечение 1 т меди (Зуд = 6 500 000 руб).
М - масса в т извлекаемой меди в год.
| |
Эмедь = 2,4т * 8000т.р. - 6500т.р. * 2,4т = 3600т.р.
Принимая во внимание все вышеназванные виды эффекта, который получает предприятие от внедрения ПОМ, можно рассчитать эффективность внедрения данного ПОМ для предприятия и срок его окупаемости.
| |
Е = (5661144488руб + 113400000руб + 3600000руб - 764449000руб) /
/ 2627100000руб = 1,9
Ток = 1/Е = 1/1,9 = 0,5 года
7. ЗАКЛЮЧЕНИЕ
Судя по сроку окупаемости предложенной к внедрению ионообменной установки она является значительно выгоднее, чем простой сброс загрязненных веществ в горводоколлетор, т.к. суммарный эффект, получаемый от использования установки, уже в первые 6 месяцев покроет все затраты на ее строительство и эксплуатацию. Поэтому считаю нужным рекомендовать к внедрению данный комплекс природоохранных мероприятий.
8. СПИСОК ЛИТЕРАТУРЫ
1. Волоцков Ф.П. Очистка и использование сточных вод гальванических производств. М.: Химия,1983.
2. Бучило Э. Очистка сточных вод травильных и гальванических отделений. М.: Энергия, 1977.
3. Костюк В.Н. Очистка сточных вод машиностроительных предприятий. Л.: Химия, 1990.
4. Алферова Л.А. Замкнутые системы водного хозяйства промышленных предприятий, комплексов и районов. М.: Стройиздат,1984.
5. Яковлев С.В. Очистка производственных сточных вод. М.: Стройиздат, 1979.
6. Когановский А.М. Очистка и использование сточных вод в промышленном водоснабжении. М.: Химия, 1983.
7. КЗоТ, М.: Спартак,1996.
9. При работе над курсовой также использовался CD-ROM (компьютерный лазерный диск) “Библиотека предпринимателя”, Выпуск 1, 1995.
10. CD-ROM (компьютерный лазерный диск) “Энциклопедия российского права”, май, 1996.
11. Очистка промышленных сточных вод. Под ред. Кравеца В.И. Киев: Технiка, 1974.