Разработка технологического процесса изготовления зубчатого колеса в условиях единичного, среднесерийного и массового типа производств
СОДЕРЖАНИЕ: Анализ точности, шероховатости, технологических требований. Технологический процесс единичного типа производства, среднесерийного типа производства, массового типа производства. Заготовка из проката. Чертеж детали. Наладка на операциях. Токарный станок.Федеральное агентство по образованию
ГОУ ВПО «Уральский государственный технологический университет – УПИ»
Нижнетагильский технологический институт (филиал) УГТУ-УПИ
Кафедра ОМ
курсовой проект
по технологии машиностроения
Разработка технологического процесса изготовления зубчатого колеса в условиях единичного, среднесерийного и массового типа производств
| |
2008
Содержание
Анализ точности и шероховатости
Анализ технологических требований
Технологический процесс единичного типа производства
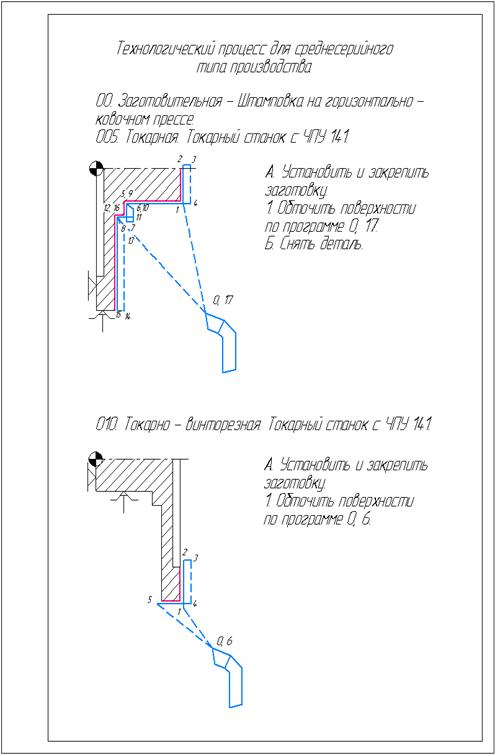
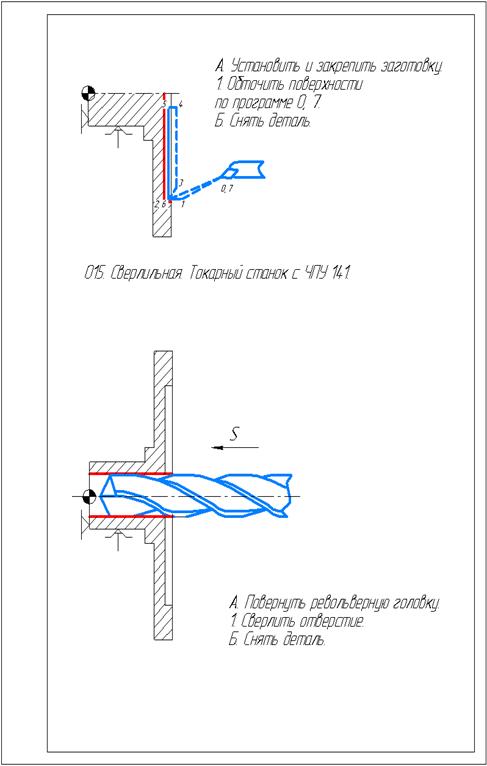
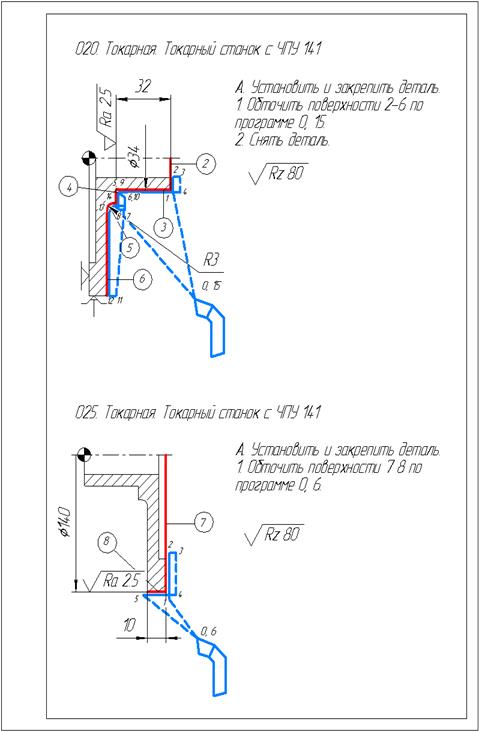
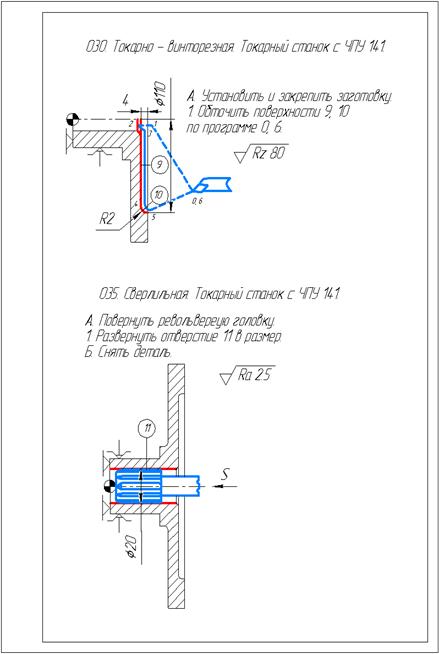
Технологический процесс среднесерийного типа производства
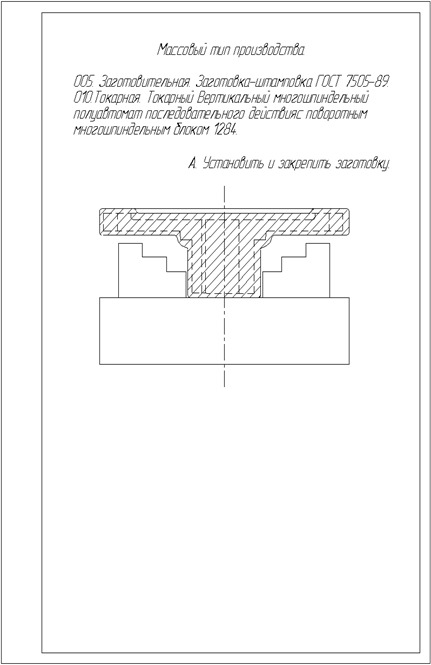
Технологический процесс массового типа производства
Чертеж детали
Наладка на операциях
Анализ точности и шероховатости
| Поверхность |
Шероховатость Ra, мкм |
Квалитет точности |
Стадия обработки |
|
|
|
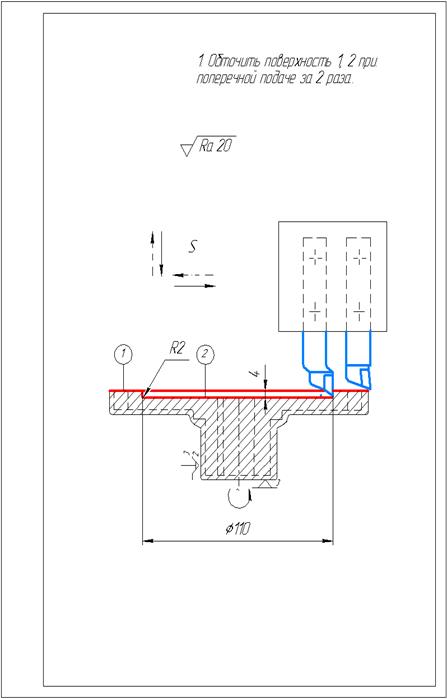
100-25 12,5 |
17-15 14 |
Обтачивание при продольной подаче 1. обдирочное 2. получистовое |
|
|
|
100-25 20 |
17-15 14 |
Обтачивание при продольной подаче 1. обдирочное 2. получистовое |
|
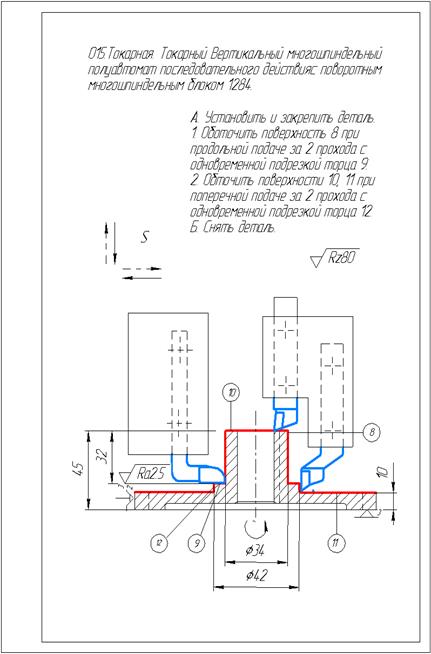
| Торец
|
100-25 20 |
17-15 14 |
Обтачивание при поперечной подаче 1. обдирочное 2. получистовое |
|
| Торец |
100-25 20 |
17-15 14 |
Обтачивание при поперечной подаче 1. обдирочное 2. получистовое |
|
| Торец
|
100-25 20 |
17-15 14 |
Обтачивание при поперечной подаче 1. обдирочное 2. получистовое |
|
| Торец
|
100-25 12.5-6,3 2,5 |
17-15 14-12 9 |
Обтачивание при поперечной подаче 1. обдирочное 2. получистовое 3. чистовое |
|
| Торец
|
100-25 20 |
17-15 14 |
Обтачивание при поперечной подаче 1. обдирочное 2. получистовое |
|
| Размер 6 |
12.5 |
12 |
Строгание 1. черновое |
|
|
|
12,5 |
12 |
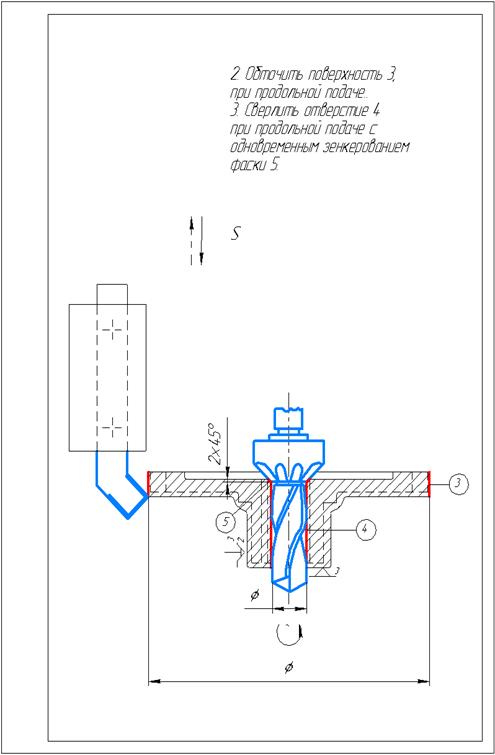
Сверление |
|
|
|
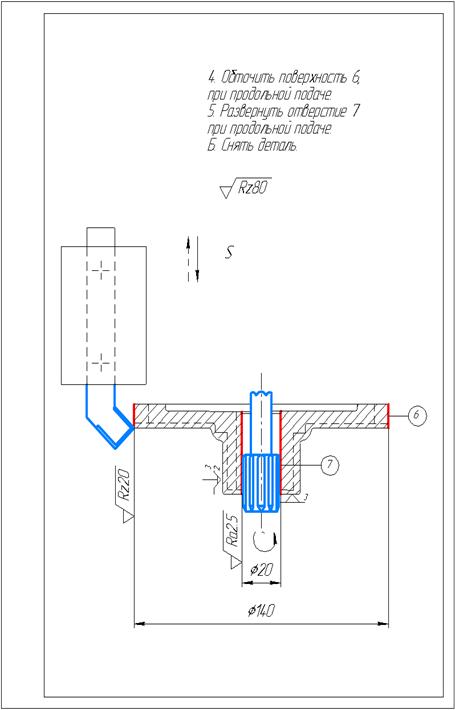
2,5 |
9 |
Развертывание 1. нормальное |
|
|
|
12,5-6,3 3,6 |
14-12 10 |
Зубофрезерование 1. черновое 2.чистовое |
|
|
|
2,5 |
8 |
Зубошлифование 1.предварительное |
|
АНАЛИЗ ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ ЧЕРТЕЖА
допустимое отклонение Радиального и торцевого биения относительно базы А не более 0.030 мм. Достигается правильным базированием, правильно выбранным зажимным усилием при обработке, а также отсутствием неучтенных погрешностей на инструменте, станке и инструменте.
Технологический процесс для еденичного
типа производства
Заготовка из проката - круглый сортовой профиль (ГОСТ 2590-71) ![]() , материал сталь 45.
, материал сталь 45.
| № Операции |
Код операции |
Наименование операции |
Станок, оборудование |
Оснастка |
| 005 |
4281 |
Отрезная: Отрезать заготовку |
Автомат ленточно-отрезной 8А544 |
Тиски |
| 010 |
Кузнечная |
|||
| 015 |
Термическая обработка |
|||
| 020 |
4110 |
Токарная: 1.Подрезать торец 140/42 предварительно 2. Подрезать торец 42/34 предварительно 3.Подрезать торец 34/20 предварительно 4.Сверлить отверстие 20 5.Точить поверхность 42 предварительно 6.Точить поверхность 34 предварительно 7.Подрезать торец 140/110 предварительно 8.Подрезать торец 110/20 предварительно 9.Точить поверхность 140 предварительно 10.Точить поверхность 110 предварительно 11.Подрезать торец 140/110 окончательно 12.Подрезать торец 110/20 окончательно 13.Точить поверхность 140 окончательно 14.Точить поверхность 110 окончательно 15.Снять фаску 245 16.Подрезать торец 140/42 окончательно 17.Подрезать торец 42/34 окончательно 18.Подрезать торец 42/34 окончательно 19.Точить поверхность 42 окончательно 20.Точить поверхность 34 окончательно 21.Развернуть отверстие 20 в размер |
Токарно-винторезный 16К20 |
Трехкулачковый патрон |
| 025 |
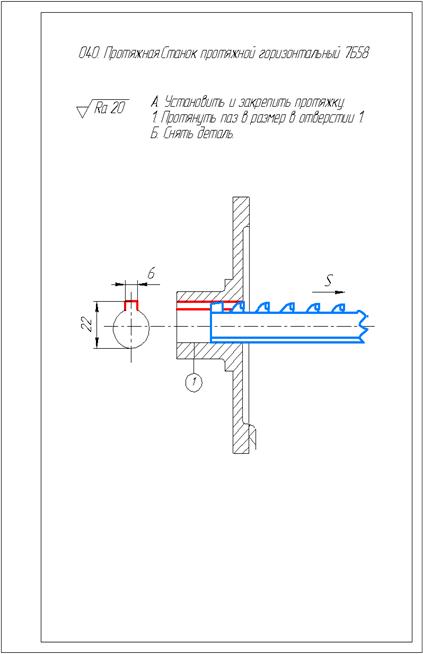
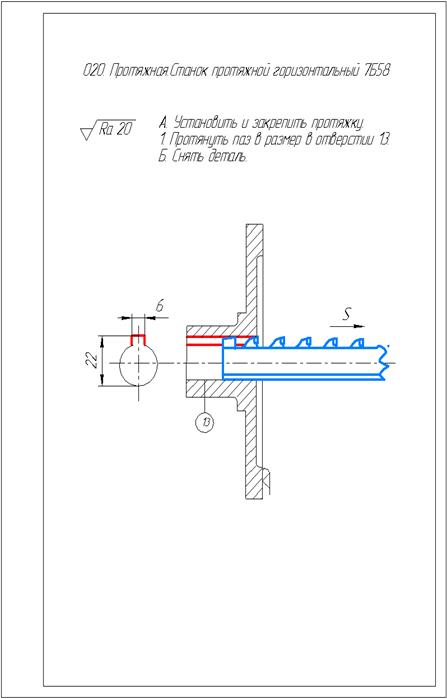
Долбежная: долбить паз в размеры |
Долбежный 7403 |
Оправка |
|
| 030 |
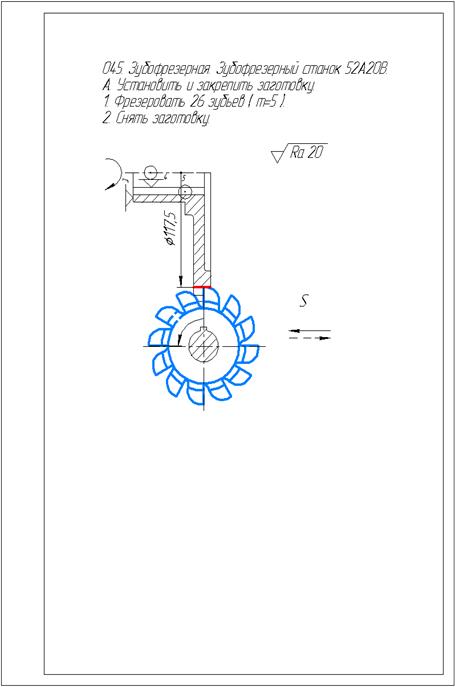
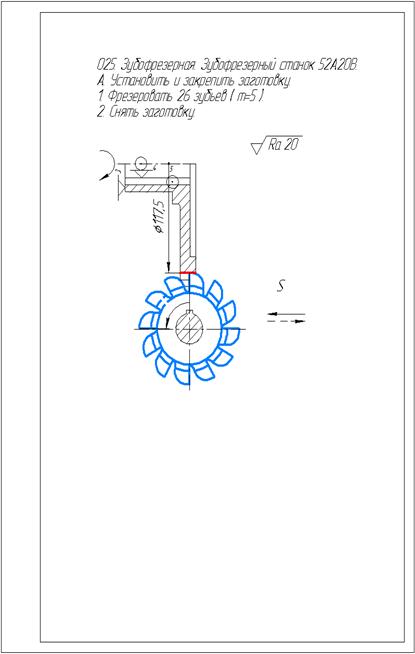
Зубофрезерная: фрезеровать зубья под шлифование |
Зубофрезерный 53А20В |
Оправка |
|
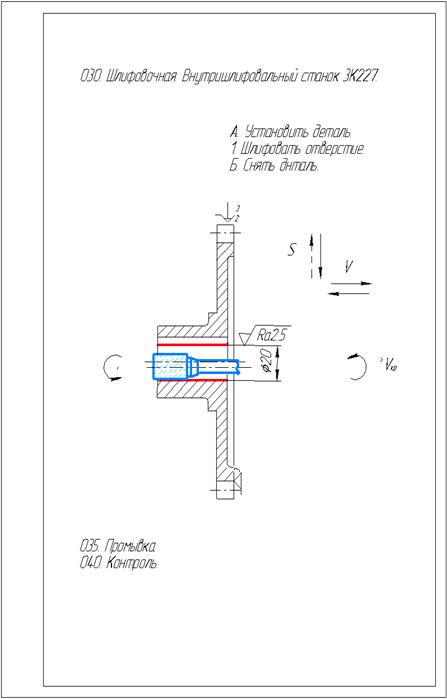
| 035 |
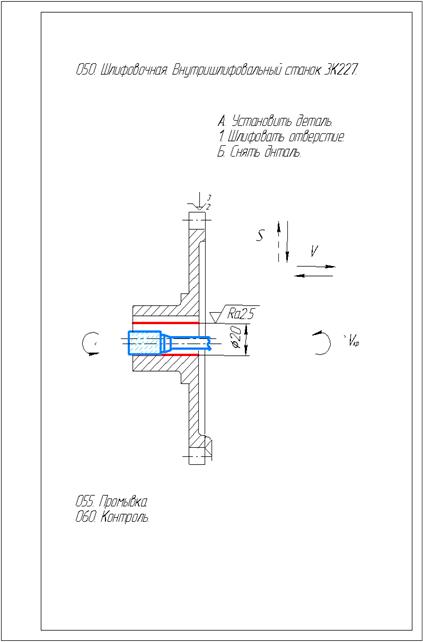
Зубошлифовочная: Шлифовать зубья окончательно |
Зубошлифовальный 58П70В |
Оправка |
|
| 040 |
0125 |
Моечная: Промыть деталь |
||
| 045 |
2000 |
Контрольная: Технический контроль |
||
| 050 |
0180 |
Клеймение |