Разработка технологического процесса сборки и монтажа блока стробоскопа
СОДЕРЖАНИЕ: Разработка комплекта технологической документации на изготовление стробоскопа: анализ технологичности конструкции изделия, составление технологической схемы сборки изделия. Проведение анализа вариантов маршрутной технологии сборки и монтажа детали.Кафедра КиТ РЭС
Курсовой проект по дисциплине:
Технология РЭУ и автоматизация производства
на тему: Разработка технологического процесса сборки и монтажа блока стробоскопа
Выполнила: студентка 4-го курса группы 02-Р
Краснова Наталья Романовна зачетная книжка № 567458
Проверил: к.т.н., доцент
Великанов Юрий Геннадьевич
Василевцы 2006 г.
СОДЕРЖАНИЕ
Введение
1. Анализ процессов и устройств для сборки и монтажа
2. Анализтехнологичности конструкции изделия
3. Разработка технологической схемы сборки
4. Анализ вариантов маршрутной технологии, выбор технологического оборудования и проектирование технологического процесса
5. Проектирование участка сборки и монтажа
6.Разработка оснастки для сборочно-монтажных работ
7.Требования по технике безопасности и охране труда
Заключение
Список использованных источников
ВВЕДЕНИЕ
Разработка технологического процесса представляет собой важнейшую задачу при подготовке к производству новых изделий, создает предпосылки для прогрессивной организации производства, является основой для построения автоматизированных технологических комплексов и гибких производств. [1, стр.4]
Одним из важнейших направлений технического прогресса, от которого зависят резкое увеличение объема производства, повышение производительности труда, улучшение всех качественных показателей РЭА, является автоматизация процессов производства, которая может быть частичной, комплексной или полной.
Частичная автоматизация обеспечивает автоматизацию рабочего цикла машины и создание станков-автоматов, т.е. приводит к автоматическому осуществлению рабочего процесса на отдельных производственных операциях. Высшей формой автоматизации производства РЭА на первом этапе является создание поточных линий из полуавтоматов и автоматов, где основные технологические операции выполняются автоматически, а межстаночная транспортировка, накопление заделов, контроль качества изготовленных изделий, операций загрузки-выгрузки и удаление отходов производятся вручную.
Комплексная автоматизация охватывает весь комплекс технологических систем, включая технологические процессы заготовительных цехов, механической, термической, гальванической обработки, сборки, контроля, регулировки и складирования готовой продукции. На этом этапе человек передает машине функции управления технологическим процессом изготовления определенного вида продукции в рамках линии, участка, цеха, предприятия.
Полная автоматизация является высшим этапом автоматизации и предусматривает передачу всех функций управления и контроля автоматическим системам управления.
Целью данного курсового проекта является разработка технологического процесса сборки и монтажа блока стробоскопа. Результатом работы должен быть комплект конструкторской и технологической документации.
Стробоскоп это прибор, позволяющий правильно установить момент зажигания даже начинающему автолюбителю, не обладающему специальными знаниями.[2, стр.43]
Поскольку автомобилей и автовладельцев с каждым годом становится все больше и больше, данная тема является весьма актуальной. Часть из них занимаются ремонтом и техобслуживанием своих машин, не прибегая к услугам сервисных служб. Разработкой и производством подобных устройств занимаются такие компании, как Multitronics, ACME,SAEKODIVEПротон-Светогор и многие другие. Заводской прибор имеет высокую стоимость, да и импульсная лампа, применяемая в качестве источника света, обладает небольшим ресурсом. Новые сверхяркие светодиоды с силой света, превышающей в 15…25 раз обычные светодиоды типа АЛ307 позволяют реализовать стробоскоп, себестоимость которого значительно ниже заводского.
Производственный процесс изготовления ЭА состоит из большого количества технологических операций, реализуемых на различном оборудовании. Отдельные станки объединяются в линии изготовления деталей, ЭРЭ, сборки. Работа станков, линий и процесс в целом характеризуются частичной или полной синхронизацией и взаимозависимостью выполнения режимов. Поэтому производственный процесс можно отнести к сложным системам, а для его анализа необходимо применять системный подход. [3, стр.10]
Для разработки комплекта технологической документации на устройство необходимо поэтапное выполнение множества операций: необходимо произвести анализ процессов и устройств, используемых для сборки и монтажа РЭА, анализ технологичности конструкции изделия, разработать технологическую схему сборки изделия. На основе технологической схемы сборки требуется произвести анализ вариантов маршрутной технологии, выбрать технологическое оборудование для производства устройства и спроектировать технологический процесс изготовления стробоскопа. Оптимальная последовательность технологических операций зависит от их содержания, используемого оборудования и экономической эффективности. В первую очередь выполняются неподвижные соединения, требующие значительных механических усилий. Каждая предыдущая операция не должна препятствовать выполнению последующих. На заключительных этапах собираются подвижные части изделий, разъемные соединения, устанавливаются детали, заменяемые в процессе настройки
Затем, в зависимости от полученного технологического процесса, необходимо спроектировать участок сборки и монтажа и разработать оснастку для сборочно-монтажных работ. Обязательным условием при организации производства является соблюдение требований по технике безопасности и охране труда.
Исходными данными к курсовому проекту являются:
1) сборочный чертеж устройства;
2) технические требования к сборке и монтажу;
3) программа выпуска изделия N=700000 шт в год;
4) комплексный показатель технологичности 0,7.
1. АНАЛИЗ ПРОЦЕССОВ И УСТРОЙСТВ ДЛЯ СБОРКИ И МОНТАЖА
Современная технология производства РЭА это технология поверхностного, а чаще смешанного монтажа электронных блоков на печатных платах, получаемых методом травления фольгированного стеклотекстолита. Современный блок отечественной РЭА все чаще содержит импортную элементную базу особенно в высоко интегрированной части. Основное отличие метода поверхностного монтажа от традиционной технологии отсутствие монтажных отверстий для установки выводов компонентов. Это предоставляет разработчикам широкие перспективы в области комплексной микроминиатюризации электронных изделий и автоматизации производства. Процесс производства РЭА это совокупность действий людей и орудий производства, необходимых для изготовления или ремонта радиоэлектронных устройств.
Процессы, используемые в производстве ЭА, классифицируют на 5 групп.
1. Производство элементной базы, в том числе ЭРЭ, функциональных элементов (ФЭ), микросборок (МСБ) и ИМС, для которого характерны: высокий уровень технологичности и автоматизации, массовый тип производства, тщательность разработки конструкции, высокая надежность и низкая стоимость.
Дальнейшее развитие элементной базы будет идти по пути разработки новых материалов, ужесточения требований к их параметрам, уменьшения дефектов подложек, повышения точности и автоматизации контроля параметров, использования ЭВМ на стации проектирования и управления всеми процессами.
2. Изготовление элементов несущих конструкций (штамповка, литье, прессование, точение, фрезерование, электрофизические методы обработки и др.), которые заимствованы из других отраслей и приспособлены для производства ЭА. Совершенствование осуществляется по пути унификации как конструкторских, так и технологических решений, широкого использования безотходных и программно-управляемых технологий и гибких модулей программно-управляемого оборудования.
3. Изготовление функциональных элементов — ЗУ, линий задержки и фильтров на поверхностно-акустических волнах (ПАВ), которое характеризуется широким применением интегральной технологии, высокой идентичностью параметров, повышенными требованиями к оборудованию. Перспективными направлениями развития ФЭ и их технологии являются: использование новых материалов, повышение точности изготовления, снижение массогабаритных показателей.
4. Сборка, монтаж и герметизация ЭА, трудоемкость которых составляет до 50…80% общих затрат производства. Эти процессы имеют невысокий уровень автоматизации и механизации, широкую номенклатуру технологического оснащения, большую долю ручного труда. Для снижения длительности производственного цикла осуществляется параллельная сборка модулей различных уровней, сочетание на одной линии сборки и герметизации, комплексная автоматизация. Основными направлениями их совершенствования являются: повышение плотности компоновки навесных элементов на ПП, плотности печатного монтажа за счет применения МПП на керамических и полиимидных основаниях; широкое использование бес- корпусных ЭРЭ, перспективной технологии поверхностного монтажа, применение автоматизированною оборудования; разработка новых методов сборки и монтажа модулей второго и последующих уровней; оптимизация количества операций промежуточного контроля по экономическим критериям; разработка мер по технологическому обеспечению надежности электрических соединений.
5. Контроль, регулировка и испытания ЭА, характеризуемые применением высококвалифицированной рабочей силы, специальной измерительной аппаратуры. От качества выполнения этих процессов во многом зависит надежность выпускаемой аппаратуры. Предварительный контроль и регулировка функциональных параметров отдельных модулей позволяют сократить время настройки аппаратуры в целом. Перспективным является широкое использование контролирующей и диагностирующей аппаратуры с применением микропроцессорных комплектов, повышение гибкости их работы и снижение трудозатрат. [3, стр.11]
Качество и надежность ЭА, а также экономическая эффективность ее производства обеспечиваются с учетом особенностей всех групп процессов. С позиций системного подхода производство ЭА — это сложная динамическая система, в которой в единый комплекс объединены оборудование, средства контроля и управления, вспомогательные и транспортные устройства, обрабатывающий инструмент или среды, находящиеся в постоянном движении и изменении, объекты производства (заготовки, полуфабрикаты, сборочные единицы, готовые изделия) и, наконец, люди, осуществляющие процесс и управляющие им.
Тенденцией совершенствования конструкций РЭА является постоянный рост ее сложности, так как одновременно повышаются требования к эффективности ее работы. Вместе с этим совершенствуются и технологические процессы производства изделий РЭА, появляются новое оборудование, качественно отличающиеся от предшествующего. В основном это связано с переходом на поверхностно-монтируемую элементную базу. Существует большой выбор оборудования и материалов для поверхностного монтажа. Большое внимание уделяется также и более традиционным методам монтажа. Приведем краткий обзор технологического оборудования, используемого для монтажа и сборки радиоэлектронной аппаратуры.
Существует как универсальное, так и специализированное оборудование. На универсальном оборудовании могут выполняться несколько различных операций, его используют при крупносерийном и массовом производстве. Специализированное оборудование используется для выполнения одной конкретной операции, его целесообразно применять при серийном и единичном производстве.
Типовой техпроцесс производства блоков РЭА включает в себя следующие этапы: входной контроль плат, компонентов, материалов; подготовку компонентов, материалов; нанесение клея/паяльной пасты; установку компонентов; отверждение клея; оплавление припоя с помощью печей или в машинах пайки волной; отмывку; выходной контроль; ремонт; влагозащиту; упаковку.
Электрическая принципиальная схема проектируемого устройства небольшая. Исходя из эргономических соображений, соображений ремонтопригодности и условий эксплуатации стробоскопа (изделие должно иметь такие размеры, чтобы его было удобно держать в руке), в качестве его элементной базы выбраны элементы, монтируемые в отверстия. По этой причине подробнее рассмотрим оборудование именно для техпроцесса монтажа элементов, монтируемых в отверстия на печатной плате.
Полноценное производство устройств включает в себя следующие этапы:
входной контроль плат, компонентов, материалов;
подготовка компонентов, материалов;
нанесение клея/паяльной пасты;
установка компонентов;
отверждение клея;
оплавление припоя с помощью печей или в машинах пайки волной;
отмывка;
выходной контроль;
ремонт;
влагозащита;
упаковка.
При создании участка для элементов монтируемых в отверстия используется следующее оборудование:
оборудование для входного контроля;
оборудование для пайки;
оборудование, производящее установку компонентов на плату;
оборудование для отмывки;
оборудование для нанесения клея (при необходимости);
оборудование для маркировки;
оборудование для выходного контроля.
Каждый тип оборудования соответствует конкретным технологическим этапам.
Подготовка электронных компонентов для навесного монтажа на печатной плате и последующей пайке на линии пайки волной предусматривает операции формовки и обрезки выводов. Для этого предназначено специальное оборудование, которое позволяет в зависимости от конструктивных особенностей компонента производить данные операции в ручном, полуавтоматическом или автоматическом режимах. Компоненты на эту процедуру обычно поступают упакованными в ленты. Также существует оборудование для работы с компонентами из россыпи. На рисунке 1.1 показано подобное полуавтоматическое устройство итальянской фирмы Olamef типа ТР6.

Рисунок 1.1. Установка обрезки и формовки выводов ТР6
Проектируемый стробоскопический прибор собран на печатной плате с размерами 45x90 мм. Материалом платы является стеклотекстолит фольгированный СФ-2-35Г-1,5 ГОСТ 10316-78. Этот материал по сравнению с гетинаксом обладает более высокими электрическими и диэлектрическими свойствами высокой температурой отслаивания фольги, широким диапазоном рабочих температур, низким водопоглощением, высокими значениями объёмного и поверхностного сопротивления, стойкостью к короблению. Стеклотекстолит фольгированный СФ-2-35Г-1,5 представляет собой прессованные многослойные листы, состоящие из полотнищ стеклоткани, пропитанных эпоксидно-фенольным лаком и облицованные с двух сторон электролитической фольгой и имеет следующие технические параметры:
1. Объемное удельное сопротивление, Ом см................... 5·102
2. Диэлектрическая проницаемость.......................................6
3. Электрическая прочность, кВ/мм.....................................20
4. Плотность, г/м3 ............................................................1,9-2,9
5. Влагостойкость............................................................3,0
6. Сопротивление изгибу, кгс/см2 .......................................2500
7. Сопротивление разрыву, кгс/см2 .....................................2000
8. Усадка, %...........................................................................0,15
9. Модуль упругости, кгс/см................................................35-104
10. Коэффициент теплопроводности, Вт/м°С..........................7,5·10-4
11. Коэффициент линейного расширения, 1/°С......................1,2·10-5
12. Теплостойкость, °С..............................................................180
Электрические соединения при монтаже блока стробоскопического прибора выполняются пайкой. Для пайки печатной платы применяют низкотемпературные оловянно-свинцовые припои. К ним относится легкоплавкий припой ПОС-61 со следующими параметрами:
1. Температура плавления, °С.................................183-190
2. Предел прочности, МПа......................................42
3. Плотность кг/м3....................................................8500
4. Удельное сопротивление, Омм.........................0,139-10
5. Теплоемкость Вт/мК............................................50,24
6. Коэффициент линейного расширения................24-106
Пайку компонентов на печатной плате будем осуществлять двумя способами: ручной и групповой пайкой волной припоя.
При ручной пайке применяются как индивидуальные паяльники так и паяльные станции, оснащенные системами контроля мощности, температуры, что позволяет избежать перегревов.
Пайка волной припоя - это самый распространенный метод групповой пайки навесных элементов. Она заключается том, что плата прямолинейно перемещается через гребень волны припоя. Преимуществом данного метода являются высокая производительность, возможность создания комплексно-автоматизированного оборудования, ограниченное время взаимодействия припоя с платой, что снижает термоудар, коробление диэлектрика, перегрев элементов.
В настоящее время существует большое количество производителей оборудования для пайки волной припоя. В этих условиях, при выборе конкретной модели, с учетом возрастающей с каждым годом цены на энергоносители, а также директивы президента Республики Беларусь О экономии и бережливости приоритетной будет установка с меньшим энергопотреблением и с наилучшим соотношением цена/качество.
Сравним возможности и технические характеристики нескольких установок для пайки волной припоя и выберем оптимальный вариант.
Установка пайки волной припоя TSM HS02-3000:
Электропитание: 220 В 50 Гц
Потребляемая мощность: 24 000 Вт
Габаритные размеры (ШхГхВ): 3700х1350х1620
Вес: 1700 кг. [6]

Рисунок 1.2 Установка пайки волной припоя TSM HS02-3000
Ее особенности:
а) Совместима с процессами безсвинцовой пайки (Lead free);
б) Максимизирована производительность с использованием сочетания ИК нагрева и циркуляционного нагрева горячим воздухом;
в) Минимизированы дефекты, связанные с отпайкой, посредством применения турбулентной волны;
г) Функция контроля расстояния между 1-ым и 2-ым соплами;
д) Максимизирована производительность обслуживания с использованием управления углом наклона направляющей подвески от 2 до 5 град.;
е) правление углом наклона направляющей, ванной припоя (возможность перемещения вверх/вниз, внутрь/наружу) и длиной транспортёра с двигателями;
ж) Максимизирована производительность обслуживания при помощи открытия и закрытия колпачков с валиками.
Регулирование угла передней и задней направляющей в этой установке осуществляется с помощью электродвигателя. Управление резервуаром с припоем производится с использованием шагового двигателя. Установка пайки волной припоя TSM HS02-3000 имеет возможность регулирования длины транспортёра (управление с помощью электродвигателя). Предварительный нагреватель сочетает ИК радиационный нагрев, и нагрев горячим воздухом. В установке предусмотрен антипрогибочный конвейер в зоне охлаждения. Для удобного обслуживания, крышки барабанов открываются с помощью пневматики. Задняя крышка выполнена в виде раздвижного стекла. Есть воздушная завеса между ванной с флюсом и зоной предварительного нагрева. В установке применен штыревой тип пальцев, отлитый и обработанный механически с высокой точностью (покрытие из тефлона, высокая степень прямолинейности). Предусмотрено также устройство накопления свинца, собирающее излишнее количество около зоны предварительного нагрева, по ошибке.
Ванна для припоя в установке TSM HS02-3000 выполнена из высококачественного материала для пайки бессвинцовыми припоями. Материал сопла и его конструкция видоизменены для пайки бессвинцовыми припоями. Используется коррозионностойкая конструкция для пайки бессвинцовыми припоями. Основное сопло сделано с турбулентной насадкой. Центральная поддерживающая направляющая, установленная для предотвращения деформирования печатной платы (регулируется вручную).
Конвейер, электронасос, охлаждающий мотор для устройства предварительного нагрева управляется с использованием инвертора. Включение/выключение нагревателя осуществляется полупроводниковым реле, предусмотрено автоматическое охлаждение полупроводникового реле в случае перегрева. Ошибки установки отслеживаются и отображаются на дисплее, и подается звуковой сигнал. [6]
Основные технические характеристики установки пайки волной припоя TSM HS02-3000 представлены в таблице 1.1.
Таблица 1.1. Технические характеристики установки TSM HS02-3000.
| HS02-3000 | ||
| Размеры | 3700(Д) x 1350(Ш) x 1620(В) | *Варианты 1.Контроллер флюса. 2. Автоматическое устройство для подачи флюса. 3. Распылительная установка для нанесения флюса. 4. Внешний сетчатый конвейер. |
| Размер платы | 30...350 мм | |
| Длина выводов | 10 мм | |
| Скорость конвейера | 500...3400 мм/мин | |
| Накопитель припоя | 400 кг (безсвинцовые припои) | |
| Накопитель флюса | 15 л | |
| Уклон направляющей | 2...5° | |
| Устройство предварительного нагрева | 12.6 кВт (18 кВт) | |
| Устройство нагрева припоя | 12.2 кВт | |
Настольная установка MASTER WAVE, представленная на рисунке 1.3, предназначена для пайки волной припоя как выводных, так и поверхностно монтируемых (SMD) компонентов. Конструкция MASTER WAVE обеспечивает оператору удобство в эксплуатации и хороший доступ к узлам установки для их обслуживания. [7]

Рисунок 1.3 Установка пайки волной Master Wave.
Установка пайки волной Master Wave прочная и надёжная конструкция.Ванна для припоя изготовлена из высококачественной нержавеющей стали. Специально разработанные нагреватели, установленные в ванне, обеспечивают высокую эффективность нагрева при низком энергопотреблении. В стандартном исполнении, на концах конвейера предусмотрены специальные зоны парковки для каретки с паяемыми платами. Конструкция системы предусматривает компенсацию температурного расширения для обеспечения идеальной параллельности направляющих. Это гарантирует плавное перемещение каретки по по конвейеру без риска её падения, заклинивания или деформации в течение многих лет эксплуатации установки.
Система предварительного подогрева плат и ванна для припоя потребляют по 6 кВт каждая. Интеллектуальная система позволяет переключать энергию на приоритетный потребитель, обеспечивая, таким образом, общее потребление установки на уровне всего лишь 6 КВт. Установка пайки волной MASTER WAVE спроектирована в полном соответствиями с требованиями CE в части машиностроения. В оборудовании применены моторы переменного тока с регулируемой частотой вращения, работающие в насосе для припоя, конвейере и устройстве для формирования кольцевой волны.
Флюсователь установки состоит из 5 литрового бака для флюса, пенообразующей пористой трубки, наконечника и двух мембранных насосов с клапаном для управления потоком воздуха. Для работы с флюсами с низким содержанием твёрдых частиц к установке также можно подключить компрессор, подающий сжатый воздух в пористую трубку пенообразователя. Флюсователь предназначен для работы с флюсами на основе искусственной или естественной канифоли, флюсами на водной основе, флюсами, не требующими отмывки, а также с флюсами с низким содержанием твёрдых частиц. Следом за флюсователем установлен воздушный нож, удаляющий избыток флюса с поверхности платы и ускоряющий испарение растворителя.
Долговечный, малочувствительный к цвету плат и компонентов инфракрасный нагреватель, работающий на длине волны 4,5 мкм, практически не требует обслуживания и обеспечивает равномерный подогрев паяемых узлов. Верхняя горячая поверхность нагревателя защищена специальным высококачественным стеклом, свободно проводящим тепло. Зеркально обработанная поверхность крышки из нержавеющей стали, расположнной сверху узла, создаёт эффект туннеля, что обеспечивает равномерность повышения температуры паяемого узла.
Установка пайки волной MASTER WAVE работает с платами шириной до 304 мм и длиной до 406 мм с установленными на них компонентами высотой до 80 мм. Каретка, на которой закрепляются платы, снабжена титановыми фиксаторами, размещёнными на подстраиваемых продольных планках. Для пайки большого количества небольших по размеру плат, в качестве дополнительного оснащения, можно приобрести дополнительные планки с титановыми фиксаторами. Ванна для припоя изготовлена из нержавеющей стали толщиной 2,5 мм и снабжена с пяти сторон термоизоляцией из материала Boardex. Три картриджных нагревателя расположены внутри ванны для припоя, что обеспечивает лучшую эффективность нагрева и уменьшение энергопотребления. Бесщёточные электродвигатели переменного тока с регулируемой скоростью вращения обеспечивают постоянную производительность насоса для создания равномерной и стабильной высоты волны. В ванне установлены два подстраиваемых экрана, предназначенные для уменьшения высоты свободного падения волны и, связанного с этим, уменьшения шлакообразования.
Панель управления позволяет отображать и управляет всеми необходимыми параметрами работы установки: скоростью конвейера, температурой предварительного подогрева плат, температурой припоя в ванне.В установке используются бесщёточные электромоторы переменного тока с регулируемой скоростью вращения, что позволяет плавно изменять скорость движения конвейера и отображать её на дисплее в см/мин. Два термоконтроллера с цифровыми дисплеями предназначены для управления температурой припоя в ванне и температурой системы предварительного подогрева плат, обеспечивая стабильность и повторяемость заданных параметров. Вся электроника собрана в отдельном отсеке, расположенном в задней части установки.
Технические характеристики: установки пайки волной Master Wave: 1) Конвейер:
Каретка для плат размерами до 304 х 406 мм.
Скорость конвейера: плавно регулируемая в пределах от 0 до 2 м/мин.
Угол наклона конвейера: 3, 4, 5.
2) Флюсователь:
Ёмкость ванны для флюса: 5 литров;
Два встроенных мембранных насоса для пенообразования.
3) Устройство предварительного подогрева:
Инфракрасные нагреватели с длиной волны 4,5 мкм;
Мощность: 6 кВт;
Регулируемая температура нагревателя.
4) Узел пайки волной:
Ёмкость ванны для припоя: 170 кг;
Мощность нагревателя: 5,5 кВт;
Наконечник:
а) для однонаправленной, одиночной ламинарной сухой волны (стандартное оснащение);
б) для турбулентной кольцевой волны.
5) Панель управления:
главный выключатель;
кнопка аварийного отключения;
термоконтроллер с цифровым дисплеем, для устройства предварительного подогрева;
термоконтроллер с цифровым дисплеем, для ванны с припоем;
контроллер с обратной связью для регулировки скорости конвейера с цифровым отображением скорости;
управление производительностью насоса ванны с припоем;
управление скоростью кольцевой волны.
6) Вытяжная вентиляция:
Диаметр трубопровода: 150 мм;
Производительность: 400 м/час.
7) Энергетика:
Электропитание: 380 В, 3 фазы, 50 Гц;
Энергопотребление: 6 кВт.
8) Масса и габариты:
Масса: 200 кг (без припоя);
Габариты (Д х Ш х В): 1730 х 880 х 660 мм;
Габариты упаковки (Д х Ш х В): 1940 х 1070 х 920 мм.
Еще одна установка для пайки волной припоя Seho 1135-F, германской фирмы-производителя оборудования для пайки печатных плат SEHO, представлена на рисунке 1.4.

Рисунок 1.4 Установка пайки волной припоя Seho 1135-F
Установка пайки волной Seho 1135-F – это закрытая туннельная система для экономии электроэнергии, обладает высоким качеством пайки благодаря системе двойной волны, предварительным нагревателем с инфракрасным (IR) излучателем, и двумя управляемыми зонами, мониторингом всех функций установки, и замкнутым циклом. [8]
Технические характеристики Seho 1135-F:
Ширина конвейера: 350 мм;
Максимальная длина платы: 450 мм;
Максимальная высота платы с компонентами: 100 мм;
Закрытая туннельная система для экономии электроэнергии;
Высокое качество пайки благодаря системе двойной волны (delta-волна и chip-волна);
Угол наклона конвейера: регулируется от 6 до 8 град;
Скорость движения конвейера: 0,5 – 1,5 м/мин, регулируемая;
Пальчиковый конвейер с титановыми пальчиками;
Аэрозольный флюсователь;
Предварительный нагреватель с инфракрасным (IR) излучателем, и двумя управляемыми зонами нагрева;
Длина области подогрева: 800 мм;
Время нагрева до 250°С: 120 мин;
Микропроцессорное управление;
Количество программ пайки: 50;
Количество припоя в ванне: 160 кг;
Максимальная высота волны: 7 мм;
Мониторинг всех функций установки;
Полностью замкнутый цикл;
Статистическое управление производственным процессом;
Последовательный интерфейс для принтера и РС.
Сжатый воздух: 6 бар;
Диаметр вытяжки: 110 мм, взрывобезопасная система;
Требуемая вытяжка: 500 м/час;
Питание: 240 вольт, 1 фаза, 65 А.
Габариты установки: 2445 х 1400 х 630 мм;
Вес: 200 кг (без припоя). [8]
Проанализировав технические характеристики представленного оборудования, выбираем установку пайки волной Master Wave. Она более экономичная, имеет меньшие габаритные размеры и вес.
Фиксация элементов, монтируемых в отверстия, до пайки будет осуществляться подгибкой выводов.
Монтаж светодиодов на плате стробоскопа производится вручную паяльником ЭПСН-25/36, мощностью 25Вт и напряжением питания 36В.
Чтобы удалить образующуюся оксидную пленку и защитить поверхность от дальнейшего окисления применяются флюсы. Пайка с флюсом наиболее распространена и общедоступна, так как осуществляется в обычных условиях, без применения дорогостоящего оборудования. Флюс марки ФКСп содержит 10...60 процентов канифоли сосновой, остальное – спирт этиловый (40…90%). [9]
Для отмывки изделия от остатков флюса после пайки применяют очистные жидкости. Канифольные флюсы промывают этиловым или изопропиловым спиртом. [10]
На рисунке 1.5 представлена универсальная система отмывки UNICLEAN:

Рисунок 1.5 Универсальная система отмывки UNICLEAN
UNICLEAN является модульной системой, которая состоит из нескольких специально спроектированных ванн, предназначенной для отмывки печатных плат после операции пайки (пайки волной, пайки оплавлением паяльной пасты, ручной пайки) в тех случаях, когда необходима высокая степень очистки платы.
Данная система может применяться также для точных механических обработок, когда необходимо обезжиривание материалов; может быть сконфигурирована для водной отмывки, отмывки в растворителе, микроэмульсиях и спиртосодержащих отмывочных жидкостях. На финальной стадии используется отмывка деионизированной водой (полностью закрытая система с постоянным измерением проводимости). Поэтому потери воды и ее влияние на окружающую среду минимизированы. [13]
UNICLEAN может быть оснащена ваннами с различным размером, разной интенсивностью ультразвука (или без ультразвука). Мощность ультразвука может меняться с шагом 250 Вт. Соответственно, название системы в этом случае будет: UNICLEAN I - 250 Вт, UNICLEAN II - 500 Вт., UNICLEAN III - 750 Вт., UNICLEAN IV - 1000 Вт. Наибольшее влияние на стоимость машины имеет мощность ультразвука, размер ванны играет не такую большую роль.
Система отмывки UNICLEAN имеет следующие технические характеристики:
Таблица 1.2 Технические характеристики системы отмывки UNICLEAN
| Модель: | UNICLEAN |
| Эффективные размеры ванны мах, мм | 435 х 230 х 350 |
| Количество загружаемых ПП (европлата 260х350 мм) мах | 48 |
| Диапазон регулирования температуры отмывки, °C | 25-80 |
| Диапазон регулирования температуры сушки, °C | 25-75 |
| Диапазон времени отмывки, мин | 5-25 |
| Количество плат в корзине | До 10 (300 х 400) |
| Напряжение питания, В | ~380/220 |
| Потребляемая мощность, кВт | 9.5 |
| Мощность ультразвука, Вт | От 250 |
| Частота ультразвука, кГц | 25 (40) |
| Габаритные размеры, мм | 1900 х 880 х 1250 |
| Вес (без промывочной жидкости), кг | 270 |
Для оптимальной отмывки с помощью растворителей рекомендуется мощность ультразвука 20-15 Вт./литр. Для спиртосодержащих жидкостей 15-10 Вт./литр. В сложных случаях рекомендуется применять дополнительно ультразвук в первой ванне.
Машины соответствуют всем стандартам безопасности и имеют маркировку СЕ [11].
Готовая печатная плата должна быть промаркирована. Применение маркировки позволяет решать задачи идентификации и отслеживания, это одно из необходимых требований системы управления качеством. Маркировка позволяет упростить задачу поиска изделий на складе или применяется для автоматизации управления складом. Также она дает возможность проследить историю изделия: серийные номера, даты выпуска и т. д.[11]
В современных условиях к маркировке предъявляется ряд требований. Она должна выдерживать жесткие условия эксплуатации, различные механические и химические воздействия в процессе эксплуатации, внешний вид должен позволять идентифицировать изделие. Маркировка должна быть доступна по стоимости.Для удовлетворения вышеперечисленного набора требований при производстве печатной платы стробоскопа будет использоваться оборудование и расходные материалы компании Tyco Electronics.Стандартная маркировка представляет собой чистые бланки для этикеток, печать изображения на которых осуществляется с помощью специализированного принтера. Для маркировки печатной платы стробоскопического прибора будет применяться принтер типа Т212М-С (рисунок 1.6).

Рисунок 1.6 Принтер Т212М-С
Этот принтер имеет следующие технические характеристики: разрешение: 300dpi (12dpmm) с резаком;
ширина печатающей головки 104 мм;
скорость печати 25-102 мм/с;
память: 512K RAM – 1MB Flash;
фиксированные датчики выравнивания (на пропускание и отражение);
установка температур 1-15;
фиксированное давление печатающей головки;
программа, выполненная специально для Tyco;
все установки принтера настраиваются через программное обеспечение;
бюджетные универсальные принтеры;
ширина печати до 4 дюймов (101,6 мм).
Существуют и более совершенные системы для маркировки печатных плат. Например, система лазерной маркировки LMS-9000 компании Tyco Electronics (рисунок 1.7). Эта установка полностью автоматизированная. Она выполняет отрезку по длине, перемотку после печати, маркировку за один шаг (все это позволяет упростить сбор готовых изделий) и имеет возможность синхронной двусторонней печати. Эта система предназначена для изготовления больших объемов маркировочных изделий с низкой стоимостью эксплуатации.

Рисунок 1.7 Система лазерной маркировки LMS-9000
Однако, стробоскоп небольшой и недорогой прибор, поэтому для его маркировки нет необходимости использования сложных и дорогостоящих систем.
Для снижения количества брака при проведении сборочно-монтажных работ необходимо предусмотреть после проведения наиболее сложных и ответственных операций (автоматизированная установка и пайка ЭРЭ) проведение контрольных операций. Контроль может быть как автоматизированным (системы технического зрения), так и визуальным. В данном случае ввиду невысокой плотности монтажа и использования интегральной микросхемы с небольшим числом выводов достаточным будет использование визуального контроля.
Технология монтажа в отверстия (Through Hole Technology, THT), также называемая иногда штырьковым монтажом, является родоначальником подавляющего большинства современных технологических процессов сборки электронных модулей. Фактически данная технология появилась вместе с началом использования монтажных плат, как метода выполнения электрических соединений. До этого монтаж компонентов осуществлялся пространственно путем крепления выводов компонентов к металлическим контактам на конструктивных элементах устройства, либо соединением выводов компонентов между собой. Применение монтажных плат перенесло конструирование узлов из пространства на плоскость, что значительно упростило как процесс разработки конструкций, так и изготовление устройств. Появление печатного монтажа в дальнейшем привело к революции в технологичности и автоматизации проектирования электронных устройств. Технология монтажа в отверстия, как следует из названия, представляет собой метод монтажа компонентов на печатную плату, при котором выводы компонентов устанавливаются в сквозные отверстия платы и припаиваются к контактным площадкам и/или металлизированной внутренней поверхности отверстия.
В настоящее время технология монтажа в отверстия уступает свои позиции более прогрессивной технологии поверхностного монтажа, в особенности, в массовом и крупносерийном производстве, бытовой электронике, вычислительной технике, телекоммуникациях, портативных устройствах и других областях, где требуется высокая технологичность, миниатюризация изделий и хорошие слабосигнальные характеристики. Тем не менее, есть области электроники, где технология монтажа в отверстия по сей день является доминирующей. Это, прежде всего, силовые устройства, блоки питания, высоковольтные схемы мониторов и других устройств, а также области, в которых из-за повышенных требований к надежности большую роль играют традиции, доверие проверенному, например, авиационная техника, автоматика АЭС и т.п.
Также данная технология активно применяется в условиях единичного и мелкосерийного многономенклатурного производства, где из-за частой смены выпускаемых моделей автоматизация процессов неактуальна. Существует неоднозначное отношение к надежности электролитических конденсаторов для поверхностного монтажа, а их танталовые аналоги достаточно дороги, поэтому часто на платах среди поверхностного монтажа можно встретить штыревые алюминиевые электролитические конденсаторы. Все это обуславливает необходимость применения технологии смешанного монтажа (одновременного наличия на ПП SMT- и THT-компонентов). Технология установки THT-компонентов относительно проста, хорошо отработана, допускает ручные и автоматизированные методы сборки, хорошо обеспечена сборочным оборудованием и технологическим оснащением.
Установка ТНТ-компонентов осуществляется с применением специальных монтажных автоматов, автоматизированных рабочих мест (АРМ) либо полностью вручную.
Многие монтажные автоматы одновременно обладают функцией секвенсеров, т.е. могут работать непосредственно из первичных лент без необходимости подготовки программной ленты. Следует отметить, что на современном рынке, наряду с выпускавшимся в 90-е г.г. оборудованием для выводного монтажа (различные модели автоматов Dynapert, Panasert, Amistar, Universal Instruments и пр.), присутствуют современные модели различных производителей, уделяющих существенное внимание развитию технологии автоматизированного монтажа в отверстия. Многие опции автоматов, ранее доступные лишь для SMT-монтажа, стали неотъемлемой частью современного сборочного оборудования для THT-технологии. Следящие приводы перемещений по координатным осям, управление с помощью ПК, загрузка питателей без остановки работы, контроль правильности подачи ЭК, одновременная сборка более чем одной ПП, автоматическая загрузка/выгрузка ПП, коррекция погрешностей проводящего рисунка ПП, автоматическая смена захватных устройств – все это доступно в настоящее время и для штырькового монтажа. Применяются системы технического зрения для оптической коррекции положения ЭК и считывания реперных знаков. Сборочные головки автоматов оснащены преимущественно механическими захватами с сервоприводом. Стандартные углы поворота ЭК кратны 90°, однако, как правило, существует возможность оснащения автомата сборочной головкой со свободным углом поворота. Ряд автоматов обладает способностью устанавливать на ПП проволочные перемычки (jumpers), нарезая их непосредственно перед монтажом из непрерывного прутка.
Паспортная производительность современного монтажного оборудования достигает 20000–60000 электронных компонентов/час при уровне ошибок монтажа 100–200 ppm (для простых ЭК). Производительность при монтаже ЭК сложной формы может быть меньше на порядок. Основными параметрами оборудования, помимо перечисленных выше, являются геометрические характеристики ЭК и ПП, которые подлежат установке:
диапазон либо дискретный набор расстояний между выводами (рядами выводов);
максимальный диаметр и высота ЭК (в зависимости от его типа – с осевыми либо радиальными выводами);
диапазон диаметров выводов;
диапазон габаритных размеров ПП.
Для оснащения автоматов монтажа THT-компонентов используются загрузочные устройства (питатели) следующих основных типов:
ленточные для ЭК с радиальными и осевыми выводами – предназначены для пошаговой подачи ЭРЭ, вклеенных в ленту; лента может быть намотана на бобину (Tape and Reel) или упакована в магазин-коробку (Ammo Pack);
из трубчатых кассет для ИС в DIP-корпусе, компонентов сложной формы – с наклонным транспортным лотком и горизонтальные (для ЭК, которые не скользят свободно по наклонному лотку вследствие своих конструктивных особенностей – массы, формы корпуса либо выступающих острых выводов);
вибробункерные для подачи различных ЭК из россыпи с возможностью их одновременной ориентации перед захватом;
матричные (сотовые) для ЭК сложной формы – из матричных поддонов, магазинов. [12]
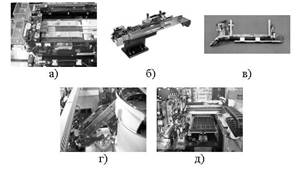
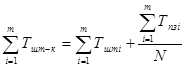
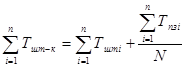
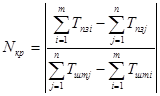
Рисунок 1.8 Примеры питателей для THT-компонентов: а) с осевыми выводами; б) с радиальными выводами; в) из трубчатых кассет; г) вибробункерный; д) из матричных поддонов.
Установщики Siemens Siplace серии D, обладающие высочайшей точностью установки, позволяют использовать питатели от уже существующих линий, что не только является очевидным удобством, но и сможет снизить себестоимость изделий. Диапазон монтируемых элементов расширится до размера 01005-200125 мм. Платформа Siemens оснащена новыми интеллектуальными питателями, новой системой технического зрения, новым уникальным программным обеспечением и новой установочной головкой. Машина быстро самообучается, что позволяет безошибочно распознавать форму компонентов. [12]
Siplace D2 (рисунок 1.9) оборудован одним порталом, перемещение которого осуществляется за счёт линейных двигателей. На портал устанавливаются 12-ти или 6-ти насадочная револьверная головка, работающая по принципу CollectPlace (собрал и поставил) и одиночная прецизионная головка, работающая по принципу PickPlace (взял и поставил). Данная комбинация установочных головок позволяет производить монтаж компонентов размерами от 0,6 х 0,3 мм (0201) до 85 х 85 мм (макс. 200 x 125 мм) со скоростью 27000 комп./ч. [12]
Впервые компания SIEMENS применила на автоматах такого уровня новейшую разработку цифровую оптическую систему технического зрения. Данная система предусмотрена для работы с установочными головками, помощью которой компоненты устанавливаются с точностью:
1) 12-ти насадочная револьверная головка CP12: ± 60 мкм, ± 0,53° / (3), ± 80 мкм, ± 0,71° / (4)
2) 6-ти насадочная револьверная головка CP6: ± 52.5 мкм, ± 0,225° / (3), ± 70 мкм, ± 0,3° / (4)
Установщик Siemens Siplace D2 обладает следующими техническими характеристиками:
Точность установки компонентов ± 50мкм;

Рисунок 1.9 Установщик Siemens Siplace D2
Диапазон габаритов устанавливаемых компонентов от типоразмера 01005 до 200x125 мм;
Габариты печатной платы: от 40х40 мм до 508х460 мм;
Ширина технологического поля для захвата фиксирования платы 5мм;
Толщина печатной платы: от 0,5 до 4,5мм;
Типы питателей: паллеты, пеналы, лента;
Возможность установки до 448 различных наименований компонентов в ленточных питателях, устройство автоматической подачи поддонов (до 28 различных наименований комплектующих).
Компания Viscom, мировой лидер в области разработок и производства систем оптического и рентгеновского контроля, разработала недорогие и компактные автоматические системы оптического контроля C3041E-TopView и C3042E-BottomView для инспектирования установки компонентов и паяных соединений. Основными преимуществами этих систем являются компактные габаритные размеры и невысокая стоимость, что делает их очень привлекательным и экономичным решением для технологических линий поверхностного монтажа с небольшой производительностью. Они предназначены для контроля печатных плат с сочетанием SMD компонентов и выводных компонентов, например, разъемов или больших конденсаторов. Также эти системы предназначены для инспектирования печатных плат, на поверхности которых применялась комбинированная пайка, например, конвекционная и ручная системы отличаются высокой гибкостью и могут быть быстро и легко адаптированы к требованиям конкретного технологического процесса. Закрытая конструкция корпуса гарантирует полную безопасность работы. C3041E-TopView применяется для инспектирования печатных плат с компонентами, установленными сверху (при конвекционной или ручной пайке). Существует 3 варианта данных систем с различными габаритными размерами, что позволяет легко адаптировать их к небольшому помещению. C3042E-BottomView применяется для инспектирования печатных плат с компонентами, установленными снизу (при пайке волной). Принцип действия систем основан на передвижении камеры со встроенной подсветкой в плоскости X/Y либо поверх платы (C3041E-TopView), либо снизу платы (C3042E-BottomView). Первоначально производится запись изображения, а во время перемещения камеры в следующую позицию его оценка, за счет чего значительно сокращается время рабочего цикла. [14]

Рисунок 1.10 Система оптического контроля C3041E-TopView
Выходной контроль важен с точки зрения получения годных изделий. Здесь необходимо точное и высокопроизводительное оборудование.
Существуют различные виды контроля. На рисунке 1.11 представлена система рентгеновского контроля.

Рисунок 1.11 Система рентгеновского контроля Viscom X8050
Базовая модель серии X8050 может использоваться, как ручная, полуавтоматическая или полностью автоматическая система, в зависимости от производства, на котором она функционирует. Система предназначена для работы, как в составе производственной линии, так и как отдельное устройство.
Система X8050 оборудована рентгеновской микрофокусной трубкой VISCOM с уникальной системой TAF (система авто фокуса), гарантирующей отличное качество изображения. Рентгеновская трубка VISCOM обладает практически неограниченным сроком службы. В зависимости от конкретной задачи, может быть выбран оптимальный источник рентгеновского излучения с потенциалами 120 кВ, 160 кВ, 200 кВ или 225 кВ и трубкой с прямым или отраженным лучом. Система может быть оборудована различными цифровыми датчиками, для получения наиболее качественного изображения в случаях, когда необходима инспекция объекта расположенного к трубке под большим углом. Датчики используются для определения угла наклона поворотного стола. Рентгеновские системы серии X8050 могут инспектировать площадь размером 765 х 610 мм, что делает возможным проведение проверок поверхностей больших печатных плат и блоков весом до 15 килограмм. Опционально серия X8050 оборудуется отдельной станцией программирования в режиме offline, ремонтной станцией и серверами SPC. [14]
Плата после сборки покрывается лаком ФП-525 ТУ 6-10-1653-78. В своем составе лак содержит пленкообразующие вещества, растворитель, улетучивающийся при сушке, наполнители. [9]
Покрытие печатной платы стробоскопа осуществляется кистью вручную.
Существуют такие способы влагозащиты, как влагозащита погружением, влагозащита распылением.

Рисунок 1.12 Установка влагозащиты погружением DC2001
Установки влагозащиты DC2001 и DC2002 предназначены для прецизионного нанесения влагозащитных покрытий на печатные узлы методом погружения. Ориентирована на применение в серийном производстве. Держатель плат перемещается в вертикальном направлении с помощью воздушно-масляного пневмоцилиндра, обеспечивающего плавность хода. В комплект поставки установки входит газомагистраль для аргона, вентиляционный канал, система рециркуляции с насосом и сливом, а также ванна из нержавеющей стали, габариты которой определяются при заказе. Установка DC2001 дополнительно оснащена системой контроля вязкости материала влагозащитного покрытия, колпаком и вентиляционным патрубком для вытяжки паров растворителя. Подвешенный к держателю ПУ опускается в ванну с материалом покрытия с помощью пневмопривода до ограничителя хода, выдерживается в течение заданного времени и извлекается из ванны. Скорости погружения и извлечения ПУ регулируются раздельно. Глубина погружения может быть изменена путем перемещения датчика. Габариты ванны 600х175х400мм. [15]

Рисунок 1.13 Установка влагозащиты распылением
Установка влагозащиты SB2900 предназначена для нанесения влагозащитных покрытий на печатные узлы методом распыления материала покрытия из пистолета-распылителя. Конструктивно установка влагозащиты представляет собой шкаф, выполненный на основе обшитого стальными листами каркаса из профилированного алюминия. Верхняя открытая часть установки служит рабочей камерой. Обрабатываемый ПУ размещается на поворотном столе, вращаемом вручную или от педали (поставляется по заказу). Под поворотным столом смонтирован трехступенчатый воздушный фильтр, через который производится отсос паров из рабочей зоны. В нижней части установки расположена воздушная магистраль, размещаются баллоны с материалом влагозащиты и растворителем, система пожаротушения (поставляется по заказу) и хранится пистолет-распылитель и средства индивидуальной защиты оператора. Панель управления установки, содержащая необходимые для эксплуатации элементы управления и индикации, размещается с правой стороны рабочей камеры [15].
Для сушки печатных плат будет применяться сушильный шкаф AIR 2000. Установка используется для сушки ПП после мокрых процессов, например перед ламинированием. Технические характеристики AIR 2000 представлены в таблице 1.3.

Рисунок 1.14 Сушильный шкаф AIR 2000
Таблица 1.3 Технические характеристики сушильного шкафа AIR 2000
| Рабочая ширина | 300 мм |
| Минимальная длина платы | 80 мм |
| Скорость конвейера | 0,2 – 1,2 м/мин |
| Время прогрева | 5 мин |
| Глубина | 362 мм |
| Ширина | 352 мм |
| Высота | 520 мм |
| Электропитание | 230 В |
| Потребляемая мощность | 2000 Вт |
2 АНАЛИЗ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ИЗДЕЛИЯ
Проектирование технологического процесса сборки и монтажа радиоэлектронной аппаратуры начинается с тщательного изучения исходных данных (ТУ и технических требований, комплекта конструкторской документации, программы выпуска, условий запуска в производство и т.д.). На этапе анализа технологичности изделия основным критерием, определяющим пригодность аппаратуры к промышленному выпуску, является технологичность конструкции. По техническому заданию комплексный показатель технологичности должен быть не менее 0,7.
Под технологичностью конструкции понимают совокупность ее свойств, проявляемых в возможности оптимальных затрат труда, средств, материалов и времени при технической подготовке производства, изготовлении, эксплуатации и ремонте по сравнению с соответствующими показателями конструкций изделий аналогичного назначения при обеспечении заданных показателей качества.
Целями, которые преследует оценка технологичности, являются:
1) определение соответствия показателей технологичности нормативным значениям;
2) выявление факторов, оказывающих наибольшее влияние на технологичность изделий;
3) установление значимости этих факторов и степени их влияния на трудоемкость изготовления и технологическую себестоимость изделий.
Вил изделия, объем выпуска, тип производства и уровень развития науки и техники являются главными факторами, определяющими требования к технологичности конструкции изделия.
Для оценки технологичности конструкции используются многочисленные показатели, которые делятся на: качественные и количественные. К качественным относят: взаимозаменяемость, регулируемость, контролепригодность, инструментальная доступность конструкции.
Количественные показатели согласно ГОСТ 14.201-73 ЕСТПП классифицируются на:
1) базовые (исходные) показатели технологичности конструкций, регламентируемые отраслевыми стандартами
2) показатели технологичности конструкций, достигнутые при разработке изделия
3) показатели уровня технологичности конструкции, определяемые как отношение показателей технологичности разрабатываемого изделия к соответствующим значениям базовых показателей.
Номенклатура показателей технологичности конструкций выбирается в зависимости от вида изделия, специфики и сложности конструкции, объема выпуска, производства и стадии разработки конструкторской документации.
Базовые показатели технологичности блоков РЭА установлены стандартом отраслевой системы технологической подготовки производства Методы количественной оценки технологичности конструкций изделий РЭА. Согласно ОСТ 4ГО.091.219-81, все блоки по технологичности делятся на четыре основные группы: электронные, радиотехнические, электромеханические и коммутационные. [3, стр.39]. Для каждого типа блоков из общего состава определяется семь показателей технологичности, оказывающих наибольшее влияние, каждый из которых имеет свою весовую характеристику ![]() , определяемую в зависимости от порядкового номера частного показателя и рассчитываемую по формуле:
, определяемую в зависимости от порядкового номера частного показателя и рассчитываемую по формуле:
![]() , (2.1)
, (2.1)
где q порядковый номер ранжированной последовательности частных показателей. [3, стр.39]
Комплексный показатель технологичности находится в пределах 0K 1 и определяется по формуле:
 (2.2)
(2.2)
В данном курсовом проекте рассматривается электронный блок стробоскопа. Он относится к радиотехническим устройствам. Показатели технологичности стробоскопа определим по методике, изложенной в [3, стр.39-42].
Определяем коэффициент автоматизации и механизации монтажа по формуле:
![]() , (2.3)
, (2.3)
где ![]() количество монтажных соединений изделий электронной техники (ИЭТ), которые предусматривается осуществить автоматизированным или механизированным способом. Для блоков на печатной плате (ПП) механизация относится к установке ИЭТ и последующей пайке волной припоя. [3, стр.39-40] Для печатной платы стробоскопа автоматизированным способом устанавливаются все ЭРЭ за исключением светодиодов. Таким образом
количество монтажных соединений изделий электронной техники (ИЭТ), которые предусматривается осуществить автоматизированным или механизированным способом. Для блоков на печатной плате (ПП) механизация относится к установке ИЭТ и последующей пайке волной припоя. [3, стр.39-40] Для печатной платы стробоскопа автоматизированным способом устанавливаются все ЭРЭ за исключением светодиодов. Таким образом ![]()
![]() общее количество монтажных соединений, для разъемов, реле, микросхем и ЭРЭ определяется по количеству выводов (для печатной платы стробоскопа
общее количество монтажных соединений, для разъемов, реле, микросхем и ЭРЭ определяется по количеству выводов (для печатной платы стробоскопа ![]() ).
).
![]()
Определяем коэффициент автоматизации и механизации подготовки ИЭТ к монтажу по формуле:
![]() , (2.4)
, (2.4)
где ![]() количество ИЭТ, шт., подготовка выводов которых осуществляется с помощью полуавтоматов и автоматов; в их число включаются ИЭТ, не требующие специальной подготовки (патроны, реле, разъемы и т. д.). Для печатной платы стробоскопа количество ИЭТ, подготовка выводов которых осуществляется с помощью полуавтоматов и автоматов составляет
количество ИЭТ, шт., подготовка выводов которых осуществляется с помощью полуавтоматов и автоматов; в их число включаются ИЭТ, не требующие специальной подготовки (патроны, реле, разъемы и т. д.). Для печатной платы стробоскопа количество ИЭТ, подготовка выводов которых осуществляется с помощью полуавтоматов и автоматов составляет ![]() шт.
шт.
![]() общее число ИЭТ, шт., которые должны подготавливаться к монтажу в соответствии с требованиями КД [3, стр.40]. Для печатной платы стробоскопа
общее число ИЭТ, шт., которые должны подготавливаться к монтажу в соответствии с требованиями КД [3, стр.40]. Для печатной платы стробоскопа ![]() шт.
шт.
Таким образом:
![]()
Определяем коэффициент освоенности деталей и сборочных единиц (ДСЕ) по формуле:
![]() , (2.5)
, (2.5)
где ![]() количество типоразмеров заимствованных ДСЕ, ранее освоенных на предприятии. Для печатной платы стробоскопа
количество типоразмеров заимствованных ДСЕ, ранее освоенных на предприятии. Для печатной платы стробоскопа ![]() .
.
![]() общее количество типоразмеров ДСЕ [3, стр.40]. Для печатной платы стробоскопа
общее количество типоразмеров ДСЕ [3, стр.40]. Для печатной платы стробоскопа ![]() .
.
![]()
Определяем коэффициент применения микросхем и микросборок по формуле:
![]() , (2.6)
, (2.6)
где ![]() количество микросхем и микросборок, примененных в изделии. Для печатной платы стробоскопа
количество микросхем и микросборок, примененных в изделии. Для печатной платы стробоскопа ![]() .
.
![]() общее количество ЭРЭ в изделии. Для печатной платы стробоскопа
общее количество ЭРЭ в изделии. Для печатной платы стробоскопа ![]() .
.
![]()
Определяем коэффициент повторяемости печатных плат по формуле:
![]() , (2.7)
, (2.7)
где ![]() число типоразмеров печатных плат в изделии. Для печатной платы стробоскопа
число типоразмеров печатных плат в изделии. Для печатной платы стробоскопа ![]() .
.
![]() общее печатных плат в изделии [3, стр.41]. Для печатной платы стробоскопа
общее печатных плат в изделии [3, стр.41]. Для печатной платы стробоскопа ![]() .
.
Таким образом: ![]()
Определяем коэффициент применения типовых ТП по формуле:
![]() , (2.8)
, (2.8)
где ![]() ,
, ![]() число деталей и сборочных единиц, изготавливаемых с применением типовых и групповых ТП. Для печатной платы стробоскопа
число деталей и сборочных единиц, изготавливаемых с применением типовых и групповых ТП. Для печатной платы стробоскопа ![]() ,
, ![]() .
.
![]() ,
, ![]() общее число деталей и сборочных единиц, кроме крепежа [3, стр.40]. Для печатной платы стробоскопа
общее число деталей и сборочных единиц, кроме крепежа [3, стр.40]. Для печатной платы стробоскопа ![]() ,
, ![]() .
.
![]()
Определяем коэффициент автоматизации и механизации регулировки и контроля по формуле:
![]() , (2.9)
, (2.9)
где ![]() количество операций контроля и настройки, которые можно осуществить автоматизированным или механизированным способом.
количество операций контроля и настройки, которые можно осуществить автоматизированным или механизированным способом.
![]() общее количество операций контроля и настройки.
общее количество операций контроля и настройки.
В рассматриваемой сборочной единице стробоскопического прибора, операции контроля напряжения питания и выходного контроля осуществляется автоматизированным методом. Операция регулировки длительности управляющих импульсов осуществляется вручную, путём подбора конденсатора С4. Операция регулировки яркости свечения светодиодов также осуществляется вручную путём подбора сопротивления резистора R6. Таким образом, для печатной платы стробоскопа ![]() ,
,![]() .
.
![]()
Таблица 2.1 – Показатели технологичности печатного узла
| Показатели технологичности печатного узла | Обозна-чение | Значе- ние |
| Количество монтажных соединений ИЭТ, которые предусматривается осуществить автоматизированным или механизированным способом, шт. | Hам | 63 |
| Общее количество монтажных соединений, шт. | Hм | 75 |
| Количество ИЭТ, подготовка выводов которых осуществляется с помощью полуавтоматов и автоматов, а так же ИЭТ не требующие специальной подготовки, шт. | HмпИЭТ | 29 |
| Общее число ИЭТ, которые должны подготавливаться к монтажу, шт. | HпИЭТ | 29 |
| Число операций контроля и настройки, выполняемых на полуавтоматических и автоматических стендах | nам | 2 |
| Общее количество операций регулировки и контроля | Nк | 4 |
| Количество типоразмеров заимствованных деталей и сборочных единиц | Дтз | 1 |
| Общее количество типоразмеров деталей и сборочных единиц | Дт | 1 |
| Общее число дискретных элементов, замененных микросхемами и микросбороками, шт. | Hми | 2 |
| Общее число ИЭТ, не вошедших в микросхемы, шт. | HЭРЭ | 29 |
| Число типоразмеров печатных плат в изделии, шт. | ДтПП | 1 |
| Общее количество печатных плат, шт. | ДПП | 1 |
| Всего деталей и сборочных единиц | Д+Е | 1 |
| Детали и сборочные единицы изготовленные по типовым ТП | Дтп, + Етп | 1 |
Таблица 2.2 – Показатели технологичности радиотехнических устройств
| qi | i | Коэффициенты | Обозначение | Значение |
| 1 | 1,0 | Автоматизации и механизации монтажа | Кам | 0,84 |
| 2 | 1,0 | Автоматизации и механизации подготовки ИЭТ к монтажу | КмпИЭТ | 1 |
| 3 | 0,8 | Освоенности деталей и сборочных единиц | Косв | 1 |
| 4 | 0,5 | Применения микросхем и микросборок | Кмс | 0,07 |
| 5 | 0,3 | Повторяемости печатных плат | КповПП | 0 |
| 6 | 0,2 | Применения типовых ТП | Ктп | 1 |
| 7 | 0,1 | Автоматизации и механизации регулировки и контроля | Карк | 0,5 |
По формуле (2.2) с учетом значений весовых характеристик, взятых из таблицы 1.11 [3, стр.40] определяем значение комплексного показателя технологичности:
![]()
На основании результатов расчетов можно сделать вывод о том, что конструкция печатной платы стробоскопического прибора технологична (для установившегося серийного производства радиотехнических устройств нормативное значение комплексного показателя технологичности должно находиться в пределах 0,75…0,85 [3, стр.42]). Полученный результат удовлетворяет техническому заданию – не менее 0,7. Дополнительных мероприятий по повышению технологичности изделия проводить не следует.
3. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОЙ СХЕМЫ СБОРКИ
Технологическая схема сборки изделия является одним из основных документов, составляемых при разработке ТП сборки.
Технологии сборки РЭА уделяется много внимания. Это объясняется высокой удельной трудоемкостью сборочных процессов, а также значительным влиянием сборочных операций на выходные параметры изделий.
Технологическим процессом сборки называют совокупность операций, в результате которых детали соединяются в сборочные единицы, блоки, стойки, системы и изделия.
При разработке схемы сборочного состава руководствуются следующими принципами:
1) схема составляется независимо от программы выпуска изделия на основе сборочных чертежей, электрической и кинематической схем изделия;
2) сборочные единицы образуются при условии независимости их сборки, транспортирования и контроля;
3) минимальное числа деталей, необходимое для образования сборочной единицы первой ступени сборки, должно быть равно двум;
4) минимальное число деталей, присоединяемых к сборочной единице данной группы для образования сборочного элемента следующей ступени, должно быть равно единице;
5) схема сборочного состава строится при условии образования наибольшего числа сборочных единиц;
6) схема должна обладать свойством непрерывности, т.е. каждая последующая ступень сборки не может быть осуществлена без предыдущей [3].
Различают две основные технологические схемы сборки - веерного типа и с базовой деталью. Наиболее наглядной отражающей последовательность сборки является схема с базовой деталью. Базовой деталью является печатная плата, с которой начинается сборка.
В качестве основы для технологической схемы сборки платы стробоскопа следует выбрать схему сборки с базовой деталью. Такое решение обусловлено наличием базовой детали, поверхности которой будут впоследствии использованы при установке в готовое изделие. Базовой деталью в данном случае является печатная плата. На нее поочередно устанавливаются ИЭТ.
Плату стробоскопа начинают собирать с установки малогабаритных элементов (резисторов и конденсаторов), затем устанавливают элементы с большими габаритами (диоды). После этого устанавливают микросхемы и микросборки. Затем устанавливают гнезда. Затем печатную плату с установленными элементами паяют на установке пайки волной припоя. Светодиоды устанавливаются и запаиваются вручную в самом конце.
Разработанная технологическая схема сборки КССТ.703132.010 ТС представлена в приложении.
Для определения количества устанавливаемых ЭРЭ и ИМС на платы в ходе выполнения сборочных операций выполним предварительный расчет ритма по формуле:
![]() , (3.1)
, (3.1)
гдеФд – действительный фонд времени за плановый период;
N – программа выпуска изделий.
![]() , (3.2)
, (3.2)
гдеД – число рабочих дней за плановый период (в 2008 году Д=254 дня);
Дпп – число предпраздничных дней за плановый период (в 2008 году Дпп =8 дней);
f – число смен (f =2);
t – продолжительность смены в часах (t=8 ч);
Крег.пер. – коэффициент, учитывающий время регламентированных перерывов в работе линии (0.94-0.95). Выбираем Крег.пер. =0,95. [16, стр.212]
![]()
Программа запуска считается по формуле:
![]() , (3.3)
, (3.3)
где a
коэффициент технологических потерь (![]() ), принимаем
), принимаем ![]() ;
;
![]() заданная по ТЗ программа выпуска, шт.
заданная по ТЗ программа выпуска, шт.
![]()
![]()
Количество элементов, устанавливаемых по i-ой операции, должно учитывать соотношение:
0,9 T i / r 1,2 , (3.4)
где T i – трудоемкость i -й операции сборки.
Технологический процесс сборки платы стробоскопа состоит из следующих последовательно выполняемых операций:
1) установка на плату элементов навесного монтажа;
2) контроль установки;
3) пайка волной припоя;
4) контроль пайки;
5) отмывка платы;
6) сушка платы;
7) маркирование;
8) покрытие платы лаком;
9) контроль функционирования блока.
(Технологическая схема сборки представлена в приложении Б).
4. АНАЛИЗ ВАРИАНТОВ МАРШРУТНОЙ ТЕХНОЛОГИИ, ВЫБОР ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ И ПРОЕКТИРОВАНИЕ ТЕХНООЛГИЧЕСКОГО ПРОЦЕССА
4.1 Анализ вариантов маршрутной технологии
Разработка маршрутной технологии проводится для изделий, конструкция которых отработана на технологичность. Целью разработки технологического маршрута является установление временной последовательности технологических операций, определяющих вариант организационной структуры ТП. Разработка маршрутной технологии осуществляется в следующей последовательности:
1) Определяется (ориентировочно) тип производства;
2) Проводится выбор технологического метода изготовления или сборки с учётом типа производства.
3) Определяется состав технологических операций и выявляется последовательность их осуществления во времени.
Обязательным этапом, предшествующим разработке технологического процесса, является группирование изделий по конструктивным и технологическим признаком с целью максимального использования групповых и типовых операций.
В общем случае, технологические процессы разделяются на следующие виды:
1) перспективный – который соответствует современным достижениям науки и техники и который предстоит освоить на предприятии;
2) рабочий – выполняемый на основе рабочей технологической и конструкторской документации;
3) единичный – относящийся к изделиям одного наименования, типоразмера, независимо от типа производства;
4) групповой – разрабатываемый для группы деталей, сходных по технологическим признакам;
5) типовой – характеризуемый единством содержания и последовательности большинства операций для группы изделий с общими конструктивными признаками [3].
По степени детализации процессы разделяется на: маршрутный; маршрутно-операционный; операционный.
Для единичного и мелкосерийного производства разработка технологического процесса ограничивается составлением маршрутной технологии. Для крупносерийного и массового типов производства маршрутная технология является основанием для разработки маршрутно-операционного или операционного технологического процесса, т.е. помимо основного технологического маршрута изготовления изделия разрабатывается технология на каждую выполняемую операцию.
Количество операций в технологическом процессе зависит от типа производства. В условиях единичного и мелкосерийного производства операции создаются концентрированными (укрупнёнными) и состоят из большого числа переходов. В серийном и массовом производстве процесс дифференцируется (расчленяется) на большое число операций. При этом работы выполняются одновременно большим числом рабочих, что резко уменьшает цикл сборки. Способствует специализации рабочих, облегчат механизацию и автоматизацию сборочных процессов.
В нашем случае необходимо использовать маршрутно-операционную технологию. При разработке данной технологии необходимо руководствоваться следующим:
3. При поточной сборке разбивка процесса на операции определяется ритмом сборки, причём время, затрачиваемое на выполнение каждой операции должно быть равно или кратно ритму;
4. После наиболее ответственных операций сборки, а также после операций, содержащих регулировку или наладку, вводится контрольная операция или переход.
Выбор конкретного варианта ТП проводится на основе анализа типового технологического процесса с учётом специфики производства изделия. В общем случае типовой процесс сборки и монтажа узла РЭА на ПП включает в себя следующие операции:
Значения оперативного и вспомогательного времени определяются, с помощью справочных материалов (справочник нормировщика).
Проведем анализ двух вариантов маршрутной технологии сборки и монтажа изделия и выберем наиболее оптимальный.
Таблица 4.1 – Первый вариант маршрутной технологии
Последовательность операций |
Оборудование, оснастка | 1 ВАРИАНТ | |||
| n | T0 +Tв | (T0 +Tвс )n | Тпзсм | ||
| Расконсервация ПП | Светомонтажный стол СМ-З-10-АС-1 |
1 | 0.430 | 0,430 | 2,5 |
| Контроль ПП | Визуальный контроль | 1 | 0.207 | 0,207 | 2,5 |
Распаковка и проверка ЭРЭ (на 100 шт.) на ленте россыпью |
Светомонтажный стол СМ-З-10-АС-1 |
15 | 0,6 | 0,09 | 2,5 |
| 14 | 0,27 | 0,0378 | |||
Комплектование элементов по операциям |
Светомонтажный стол СМ-З-10-АС-1 |
1 | 0.5 | 0,5 | 2,5 |
| Обрезка и формовка выводов навесных элементов | Приспособление для обрезки выводов | 46 | 0,066 | 3,036 | 10 |
Установка ЭРЭ полуавтоматом |
Полуавтомат ECM 93 (MDC) | 23 | 0.16 | 3,68 | 15 |
Контроль установки навесных ЭРЭ |
Визуальный контроль | 1 | 0.207 | 0,207 | 2,5 |
| Пайка элементов | Установка пайки волной припоя Master Wave | 1 | 0,5 | 0,5 | 55 |
| Контроль пайки | Визуальный контроль | 1 | 0.207 | 0,207 | 2,5 |
| Установка светодиодов пинцетом с подгибкой | пинцет ППМ 120 РД 107.290.600.034-89 | 6 | 0,445 | 2,67 | 2,5 |
| Пайка паяльником | паяльник ЭПСН-25/36 | 6 | 0,087 | 0,522 | 2,5 |
| Отмывка плат после пайки | Универсальная система отмывки UNICLEAN | 1 | 0,85 | 0,85 | 10 |
| Маркирование | Трафарет, кисть | 12 | 0.07 | 0,84 | 2,5 |
| Лакирование ПП | кисть | 1 | 0,5 | 0,5 | 2,5 |
| Сушка | Сушильный шкаф Air 2000 | 1 | 1,000 | 1,000 | 2,5 |
| Выходной контроль печатного узла и регулировка | автоматизированный стенд | 1 | 2,0 | 2,0 | 25 |
| ИТОГО | 17,2768 | 152,5 | |||
Таблица 4.2 – Второй вариант маршрутной технологии
Последовательность операций |
Оборудование, оснастка | 2 ВАРИАНТ | |||
| n | T0 +Tв | (T0 +Tвс )n | Тпзсм | ||
| Расконсервация ПП | Светомонтажный стол СМ-З-10-АС-1 |
1 | 0.430 | 0,430 | 2,5 |
| Контроль ПП | Визуальный контроль | 1 | 0.207 | 0,207 | 2,5 |
Распаковка и проверка ЭРЭ (на 100 шт.) россыпью |
Светомонтажный стол СМ-З-10-АС-1 |
14 | 0,27 | 0,0378 | 2,5 |
Комплектование элементов по операциям |
Светомонтажный стол СМ-З-10-АС-1 |
1 | 0.5 | 0,5 | 2,5 |
| Обрезка и формовка выводов навесных элементов | Приспособление для обрезки и формовки выводов ТР6 (Olamef) | 46 | 0,017 | 0,782 | 10 |
Установка ЭРЭ Автоматическим установщиком |
Автоматический установщик Siplace D2 | 23 | 0.0075 | 0.1725 | 30 |
Контроль установки навесных ЭРЭ |
Визуальный контроль | 1 | 0.207 | 0,207 | 2,5 |
| Пайка элементов | Установка пайки волной припоя Master Wave | 1 | 0,5 | 0,5 | 55 |
| Контроль пайки | Визуальный контроль | 1 | 0.207 | 0,207 | 2,5 |
| Установка светодиодов пинцетом с подгибкой | пинцет ППМ 120 РД 107.290.600.034-89 | 6 | 0,445 | 2,67 | 2,5 |
| Пайка паяльником | паяльник ЭПСН-25/36 | 6 | 0,087 | 0,522 | 2,5 |
| Отмывка плат после пайки | Универсальная система отмывки UNICLEAN | 1 | 0,85 | 0,85 | 20 |
| Маркирование | Принтер Т212М-С | 12 | 0.02 | 0,24 | 5 |
| Лакирование ПП | кисть | 1 | 0,5 | 0,5 | 2,5 |
| Сушка | Сушильный шкаф Air 2000 | 1 | 1,000 | 1,000 | 2,5 |
| Выходной контроль печатного узла и регулировка | автоматизированный стенд | 1 | 2,0 | 2,0 | 25 |
| ИТОГО | 10,8253 | 170 | |||
Определим тип производства исходя из коэффициентов закрепления операций:
![]() , (4.1)
, (4.1)
где![]() - эффективный годовой фонд времени работы оборудования, ч:
- эффективный годовой фонд времени работы оборудования, ч:
![]() (4.2)
(4.2)
где ТСМ количество часов работы в смену, ТСМ =8;
f количество смен, f =2.
![]()
Партия выпуска, шт:
![]() (4.3)
(4.3)
гдеN годовая партия выпуска, N = 700000 шт;
a периодичность запуска, дней ![]() .
.
![]()
![]()
Так как K=0.37, т.е. меньше 1, то производство массовое и коэффициенты К1 =1.05, К2 =3.7, К3 =5.
![]() – коэффициент, зависящий от группы сложности аппаратуры и типа производства;
– коэффициент, зависящий от группы сложности аппаратуры и типа производства;
![]() – коэффициент, учитывающий подготовительно-заключительное время и время обслуживания;
– коэффициент, учитывающий подготовительно-заключительное время и время обслуживания;
![]() – коэффициент, учитывающий долю времени на перерывы в работе.
– коэффициент, учитывающий долю времени на перерывы в работе.
4.2 Выбор оптимального варианта по производительности
Выбор варианта технологического процесса необходимо обосновать производительностью труда. Производительность – количество деталей в штуках, которое изготовлено за единицу времени. Для этого на предприятиях проводится техническое нормирование операций технологического процесса.
Полное время, затрачиваемое на выполнение данной операции, называется штучно-калькуляционным временем:
![]() (4.4)
(4.4)
где ![]() – подготовительно-заключительное время, которое затрачивается на ознакомление с чертежами, получение инструмента, подготовку и наладку оборудования и выдается на всю программу выпуска.
– подготовительно-заключительное время, которое затрачивается на ознакомление с чертежами, получение инструмента, подготовку и наладку оборудования и выдается на всю программу выпуска.
![]() (4.5)
(4.5)
где ![]() – основное время (время работы оборудования);
– основное время (время работы оборудования);
![]() – вспомогательное время (время на установку и снятие детали);
– вспомогательное время (время на установку и снятие детали);
![]() – время обслуживания (время обслуживания и замены инструмента);
– время обслуживания (время обслуживания и замены инструмента);
![]() – время перерывов (время на регламентированные перерывы в работе).
– время перерывов (время на регламентированные перерывы в работе).
Для сборочно-монтажного производства объединяют ![]() и
и ![]() и получают оперативное время
и получают оперативное время ![]() , а
, а ![]() составляют дополнительное время и задают его в процентах от
составляют дополнительное время и задают его в процентах от ![]() в качестве коэффициентов. Тогда:
в качестве коэффициентов. Тогда:
![]() , (4.6)
, (4.6)
где ![]() – коэффициент, зависящий от группы сложности аппаратуры и типа производства;
– коэффициент, зависящий от группы сложности аппаратуры и типа производства;
![]() – коэффициент, учитывающий подготовительно-заключительное время и время обслуживания;
– коэффициент, учитывающий подготовительно-заключительное время и время обслуживания;
![]() – коэффициент, учитывающий долю времени на перерывы в работе.
– коэффициент, учитывающий долю времени на перерывы в работе.
![]() мин
мин
![]() мин
мин
Составляются уравнения для вычисления суммарного штучно-калькуляционного времени:
 (4.7)
(4.7)
 (4.8)
(4.8)
где ![]() и
и ![]() – число операций по варианту
– число операций по варианту ![]() или
или ![]() соответственно.
соответственно.
Подготовительно-заключительное время ![]() определяется по формуле:
определяется по формуле:
![]() (4.9)
(4.9)
где ![]() – подготовительно-заключительное сменное время.
– подготовительно-заключительное сменное время.
![]() мин
мин
![]() мин
мин
![]() мин
мин
![]() мин
мин
Рассчитывается критический размер партии по формуле (4.10):
 (4.10)
(4.10)
![]() шт.
шт.
Второй вариант будет более эффективен при программе выпуска более 1210 штук за плановый период при двухсменном режиме работы. Чем дальше отстоит программа выпуска от ![]() тем большая разница в выигрыше между сравниваемыми вариантами ТП.
тем большая разница в выигрыше между сравниваемыми вариантами ТП.
Из анализа двух вариантов маршрутной технологии сборки и монтажа стробоскопического прибора видно, что для варианта с большим уровнем автоматизации единовременные затраты будут выше, но текущие затраты меньше вследствие повышения производительности и снижения квалификации рабочих.
4.3 Выбор технологического оборудования
Согласно ГОСТ 14.304-73 ЕСТПП выбор технологического оборудования проводят анализируя затраты на реализацию технологического процесса в установленный промежуток времени при заданном качестве изделия. Кроме того, выбор оборудования осуществляется по главному параметру, в наибольшей степени выявляющему его функциональное значение и технические возможности. За главный параметр часто берут производительность технологического оборудования.
Проведем выбор технологического оборудования для выбранного технологического маршрута изготовления стробоскопа. Выбираем следующее оборудование:
1) Высокоскоростной автоматический установщик элементов Siplace D2 будет использоваться для установки на печатную плату всех элементов кроме светодиодов. Его основные технические характеристики представлены в таблице 4.3.
Таблица 4.3 Технические характеристики Siplace D2
| Точность установки компонентов | ± 50мкм |
| Диапазон габаритов устанавливаемых компонентов | от типоразмера 01005 до 200x125 мм |
| Габариты печатной платы | от 40х40 мм до 508х460 мм |
| Ширина технологического поля для захвата фиксирования платы | 5мм |
| Толщина печатной платы | от 0,5 до 4,5мм |
| Типы питателей | паллеты, пеналы, лента |
| Габариты установки | 1587 мм х 2565 мм х 1816 мм |
| Вес | 2534 кг |
2) Установка пайки волной припоя Master Wave. Ее технические характеристики представлены в таблице 4.4.
Таблица 4.4 Технические характеристики установки пайки волной припояMaster Wave
| Ширина конвейера | 350 мм |
| Максимальная длина обрабатываемой платы | 406 мм |
| Максимальная ширина обрабатываемой платы | 304 мм |
| Угол наклона конвейера | регулируется от 3 до 5 град |
| Скорость движения конвейера | 0 – 2 м/мин |
| Ёмкость ванны для флюса | 5 литров |
| Устройство предварительного подогрева | Инфракрасные нагреватели с длиной волны 4,5 мкм |
| Мощность | 6 кВт |
| Ёмкость ванны для припоя | 170 кг |
| Максимальная высота волны | 7 мм |
| Масса (без припоя) | 200 кг |
| Требуемая вытяжка | 400 м3/час |
| Габариты установки | 1730 х 880 х 660 мм |
3)Система отмывки UNICLEAN. Промывка печатного узла и сушка осуществляются на установке ультразвуковой системы UNICLEAN II– 500 чешской фирмы PBT. Несущая конструкция и корпус изготовлены из нержавеющей стали. Все части, контактирующие с отмывочной жидкостью, изготовлены из нержавеющей стали или полипропилена.Это модульная система, которая состоит из нескольких специально спроектированных ванн, предназначенной для отмывки печатных плат после операции пайки (пайки волной, пайки оплавлением паяльной пасты, ручной пайки). На финальной стадии используется отмывка деионизированной водой (полностью закрытая система с постоянным измерением проводимости). Поэтому потери воды и ее влияние на окружающую среду минимизированы. Мощность ультразвука 500 Вт. Сушка осуществляется горячим воздухом при максимальной температуре 75°C в камере сушки. Стандартное время сушки – около 10 мин.
Технические характеристики системs отмывки UNICLEAN-II представлены в таблице 4.5.
Таблица 4.5 Технические характеристикисистема отмывки UNICLEAN-II
| Размеры ванн | 230 x 385 x 300 мм, 230 x 435 x 350 мм (опция) |
| Габаритные размеры (Д х Ш х В) | 1900 x 880 x 1250 мм |
| Масса без жидкостей | 270 кг |
| Общий объем жидкости для первой ванны | примерно 50 литров |
| Параметры напряжения питания | 3x 380 В/ 50 Гц (9.5 кВт) |
| Мощность УЗ генератора | 500-750Вт для 1-й ванны 250-500Вт для второй ванны (Оп.) |
| Частота УЗ генератора | 25 кГц (Опция 40 кГц) |
| Нагревание ванны с моющей жидкостью | до 75° C |
| Температура сушильной ванны | 25 - 75° C |
| Время среднего цикла в одной ванне | 5 - 25 мин. |
| Количество плат в одной корзине | 10 шт. плат 300 x 450 мм |
| Размеры ванн | 230 x 385 x 300 мм, 230 x 435 x 350 мм (опция) |
| Габаритные размеры (Д х Ш х В) | 1900 x 880 x 1250 мм |
4) Для маркировки печатной платы стробоскопического прибора будет применяться принтер типа Т212М-С. Этот принтер имеет технические характеристики представленные в таблице 4.6.
Таблица 4.6 Технические характеристики принтера типа Т212М-С
| Разрешение | 300dpi (12dpmm) с резаком |
| Ширина печатающей головки | 104 мм |
| Скорость печати | 51 мм/с |
| Память | 512KRAM– 1MB Flash |
| Установка температур | 1-15 |
| Ширина печати | до 4 дюймов (101,6 мм). |
| Габариты принтера | 200 х 247 х 171 мм |
| Масса | 1,81 кг |
5) Для обрезки и формовки выводов будет применяться полуавтоматическое устройство итальянской фирмы Olamef типа ТР6.
Показателем правильности выбора технологического оборудования является коэффициент загрузки и использования оборудования по основному времени, который определяется как отношение расчетного количества единиц оборудования по данной операции ![]() к принятому (фактическому) количеству
к принятому (фактическому) количеству ![]() :
:
 (4.11)
(4.11)
Расчетное количество единиц оборудования (рабочих мест) определяется как отношение штучного времени данной операции ![]() к такту выпуска r
:
к такту выпуска r
:
![]() (4.12)
(4.12)
Результаты полученных расчетов заносим в таблицу 4.7.
Таблица 4.7 Значение коэффициентов загрузки оборудования
| № | Технологическое оборудование |
Значение штучного времени |
Значение коэффициента |
Значение коэффициента
|
Значение коэффициента |
| 1 | ТР6 | 0.782 | 2,44375 | 3 | 0,81 |
| 2 | Siplace D2 | 0.1725 | 0,54 | 1 | 0,54 |
| 3 | Master Wave | 0,5 | 1,56 | 2 | 0,78 |
| 4 | UNICLEAN II – 500 | 0,85 | 2,66 | 3 | 0,887 |
| 5 | Т212М-С | 0,24 | 0,75 | 1 | 0,75 |
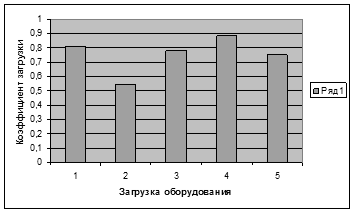
Рисунок 4.1 – График загрузки оборудования
Среднее значение коэффициента загрузки оборудования равно Кз.ср= 0.75, что соответствует нормативному значению для массового производства, для которого Кз 0,65-0,77.
Таким образом, в результате анализа двух вариантов маршрутной технологии, один из которых (вариант 2) характеризуется большим уровнем автоматизации и механизации, чем второй можно сказать о том, что сборка и монтаж узла стробоскопа по второму варианту технологического процесса целесообразнее.
4.4 Разработка маршрутно-операционной технологии
После установления маршрута сборки и монтажа печатного узла дадим описание каждой операции с указанием технологического оснащения, режимов проведения и норм расхода материалов.
1. Расконсервация печатной платы.
Извлечь печатную плату из тары поставщика. Промыть печатную плату при помощи кисти от консервирующего покрытия в ванне со спирто-нефрасовой смесью.
Средства технологического оснащения:
1) стол монтажный СМ-З-10-АС-1;
2) вытяжной шкаф 2Ш-ИЖ;
3) ванна цеховая 92.АЮР.53.003;
4) кисть КХФК №10 ТУ 17-15-07-89;
5) пинцет 92.7872-1374 ОСТ 92-3890-85;
6) тара АЮР 7877-4048.
Расход спирто-нефрасовой смеси: 0,001 л/плату ( площадь промывки S =4050мм2 );
Расход кисти: 0,005 шт./плату.
Суммарное оперативное время Топ = 0,43 мин.
2. Входной контроль печатной платы: контролировать поверхность печатной платы визуально на отсутствие дефектов (отслоение дорожек, непротравы, расслоение диэлектрика). При наличии дефектов плату отложить в тару с надписью Брак. Проверенную плату положить в тару АЮР 7877-4048.
Средства технологического оснащения:
1) стол монтажный СМ-З-10-АС-1;
2) линза 4-х кратная ГОСТ 25076-83;
3) тара АЮР 7877-4048.
Суммарное оперативное время Топ = 0,207 мин.
3. Распаковка и контроль ИЭТ. Извлечь ИЭТ из тары поставщика, произвести визуальный контроль на целостность корпусов и выводов, отсутствие внешних дефектов (вздутий, трещин, сколов). Годные элементы разложить в тару по типономиналу. Отбраковать поврежденные ИЭТ в тару с надписью Брак.
Средства технологического оснащения:
1) стол монтажный СМ-З-10-AC-1;
2) тара АЮР 7877- 4048;
3) пинцет ППМ 120 РД 107.290.600.034-89;
4) линза 4-х кратная ГОСТ 25076-83;
5) тара АЮР 7877- 4048.
Суммарное оперативное время Топ = 0,43 мин.
4. Комплектование групп.
Комплектовать группы ИЭТ для сборки согласно спецификации КССТ.703132.010. Элементы укладываются в тару АЮР 7877-4048. Произвести доставку укомплектованных групп на рабочие места.
Средства технологического оснащения:
1) стол монтажный СМ-З-10-AC-1,
2) пинцет ППМ 120 РД 107.290.600.034-89,
3) тара АЮР 7877-4048.
Суммарное оперативное время Топ = 0,5 мин.
5. Обрезка и формовка выводов элементов. Установить ленту с элементами поз.: 3 в устройство формовки и обрезки выводов ТР6. Формовать выводы элемента поз.3. Повторить указанные действия для элементов поз.4, 5, 6, 7, 9, 10, 11, 12, 13, 14, 15, 16.
Средства технологического оснащения:
1) полуавтоматическое устройство ТР6;
2) стол монтажный СМ-З-10-AC-1;
3) тара АЮР 7877-4048.
Суммарное оперативное время Топ = 0,782 мин
6. Установка ИЭТ, монтируемых в отверстия. Установить ИЭТ по заданной программе на автомате Siplase D2. Фиксация элементов осуществляется подгибкой выводов.
Средства технологического оснащения:
1) автомат Siplase D2;
2) тара АЮР 7877-4048.
Суммарное оперативное время Топ = 0,1725 мин.
7. Контроль установки. Контролировать визуально правильность установки ИЭТ, монтируемых в отверстия. В случае обнаружения дефектов исправить с помощью пинцета ППМ 120 РД 107.290.600.034-89. В случае невозможности устранения дефектов плату отложить в тару АЮР 7877-4048 с надписью Брак.
Средства технологического оснащения:
1) стол монтажный СМ-З-10-AC-1;
2) пинцет ППМ 120 РД 107.290.600.034-89;
3) тара АЮР 7877-4048.
Суммарное оперативное время Топ = 0,207 мин.
8. Пайка волной припоя. Извлечь пачку плат с установленными на ней компонентами, монтируемыми в отверстия, из тары и установить их в каретку на ленте транспортера установки Master Wave. После пайки снять плату с конвейера печи и положить ее в тару. Поскольку в процессе пайки волной происходит испарение припоя, установка размещается в отдельном помещении, оборудованном вытяжкой.
Средства технологического оснащения:
1) вытяжной шкаф 2Ш-ИЖ,
2) установка пайки волной припоя Master Wave;
3) тара АЮР7877-4048.
Режимы пайки: скорость движения ленты транспортера 1,0±0,15 м/мин, угол наклона ленты конвейера 5 °, температура припоя в ванне 210 °С.
Суммарное оперативное время Топ = 0,5мин.
9. Контроль пайки. Контролировать визуально качества пайки (отсутствие перемычек, мостиков из припоя, непропаев). Годные платы положить в тару. Дефектные платы отложить в тару АЮР 7877-4048 с надписью Брак.
Средства технологического оснащения:
1) стол монтажный СМ-З-10-AC-1;
2) тара АЮР7877-4048.
Суммарное оперативное время Топ = 0,207 мин.
10.Установка светодиодов пинцетом. Установить светодиоды поз.15 с помощью пинцета. Фиксация светодиодов осуществляется подгибкой выводов.
Средства технологического оснащения:
1) стол монтажный СМ-З-10-AC-1;
2) пинцет ППМ 120 РД 107.290.600.034-89;
3) тара АЮР7877-4048.
Суммарное оперативное время Топ = 2,67 мин.
11. Пайка паяльником. Извлечь плату из тары. Паять светодиоды поз.15. После пайки плату положить в тару.
Средства технологического оснащения:
1) вытяжной шкаф 2Ш-ИЖ;
2) паяльник ЭПСН-25/36 ЯЛГК.681815.002 ТУ;
3) браслет заземляющий АЮР 7056-4002;
4) пинцет ППМ 120 РД 107.290.600.034-89;
5) тара АЮР7877-4048.
Суммарное оперативное время Топ = 0,522мин.
12. Отмывка. Отмыть печатную плату от остатков флюса.
Средства технологического оснащения:
1) вытяжной шкаф 2Ш-ИЖ,
2) установка UNICLEAN II - 500;
3) тара АЮР7877-4048.
Температура: 60±10 °С. Частота УЗ генератора: 25 кГц.
Суммарное оперативное время Топ = 0,85 мин.
13. Маркирование. Маркировать согласно КССТ.703132.010 СБ дату изготовления и серийный номер. Дату изготовления и серийный номер печатать на принтере Т212М-С по заранее установленной программе на этикетке. Этикетку липкой стороной наклеить на печатную плату.
Средства технологического оснащения:
1) стол монтажный СМ-З-10-АС-1;
2) принтер Т212М-С;
3) тара АЮР7877-4048.
Суммарное оперативное время Топ = 0,24 мин.
14. Лакирование. Лакировать печатную плату лаком ФП-525 ТУ 6-10-1553-78. Элементы поз. 11-13, 21, 26 от покрытия лаком предохранить.
Средства технологического оснащения:
1) вытяжной шкаф 2Ш-ИЖ;
2) кисть КХФК №10 ТУ 17-15-07-89;
3) тара АЮР 7877-4048.
Расход лака: 0,0015 кг/плату.
Суммарное оперативное время Топ = 0,50 мин.
15. Сушка: Сушить после лакирования в сушильном шкафу AIR2000.
Средства технологического оснащения:
1) сушильный шкаф AIR 2000;
2) тара АЮР 7877-4048.
Режимы сушки: температура 60 °С.
Суммарное оперативное время Топ = 1 мин.
16. Выходной контроль печатного узла и регулировка. Извлечь узел из тары. Произвести визуальный контроль на отсутствие внешних дефектов. Протестировать на испытательном стенде устройство, при необходимости произвести регулировку. Неисправные узлы отложить в тару с надписью Брак. Годные платы уложить в тару и доставить на склад готовой продукции.
Средства технологического оснащения:
1) стол монтажный СМ-З-10-АС-1;
2) автоматизированный стенд АРМ.
3) паяльник ЭПСН-25/36 ЯЛГК.681815.002 ТУ;
4) браслет заземляющий АЮР 7056-4002;
5) пинцет ППМ 120 РД 107.290.600.034-89;
6) тара АЮР 7877-4048.
Суммарное оперативное время Топ = 2 мин.
Комплект технологической документации на технологический процесс сборки и монтажа блока стробоскопического прибора приведен в приложении.
5. ПРОЕКТИРОВАНИЕ УЧАСТКА СБОРКИ И МОНТАЖА
Внедрение на предприятии механизированных, автоматизированных и автоматических поточных линий позволяет увеличить производительность труда. Автоматическая линия представляет собой систему автоматических станков и агрегатов, которые устанавливаются в технологической последовательности и объединяются общими системами транспортирования заготовок, удаления отходов и управления.
Поточная линия – цепочка рабочих мест, расположенных по ходу технологического процесса. В зависимости от номенклатуры закрепленных за линией изделий поточные линии могут быть однопредметными и многопредметными. За однопредметной линией закреплена сборка изделий одного наименования, за многопредметной - изделий разных наименований, сходных по конструктивно-технологическим признакам. Так как разработка техпроцесса производится для одного изделия, то проектирование участка сборки и монтажа стробоскопа будет выполняться по методике для однопредметной поточной линии.
Основным оборудованием автоматизированных транспортных систем, в том числе поточно-механизированных линий, являются конвейеры. Выбор типа конвейера зависит от массы и габаритных размеров собираемых деталей, возможности выполнения работ со съемом изделий или без него, наличия параллельных рабочих мест и других факторов. [17]
Конвейеры для поточных линий классифицируют по ряду признаков несущего органа:
1) по конструкции: ленточные, пластинчатые, тележечные, роликовые, элеваторы;
2) по назначению: распределительные и рабочие;
3) по съему предметов: ручные и механизированные;
4) по положению в пространстве: горизонтально- и вертикально-замкнутые;
5) по характеру движения: непрерывно-поступательные и периодические.
Ленточные конвейеры предназначены для транспортирования насыпных или штучных грузов и широко применяются из-за простоты их конструкции и низкой стоимости изготовления. Несущий орган — ленту — изготавливают из прорезиненного ремня или эластичного пластика. На ней могут транспортироваться изделия массой до 15 кг. В зависимости от габаритных размеров изделий ширина несущего органа может быть 200, 300, 400 и 500 мм.
Типы ленточных конвейеров: непрерывно-поступательные; периодические.
Для удобства монтажа типовые ленточные конвейеры изготавливают из отдельных секций (приводной и натяжной станций, промежуточных секций длиной 2500 мм на 4 рабочих места), при этом рабочие места могут располагаться в одностороннем, двустороннем или в шахматном порядке. Верхняя и нижняя ветви ленты поддерживаются роликовыми парами. Постоянное натяжение ленты обеспечивается винтовым натяжным устройством. Но сравнительно малая прочность несущего органа такого конвейера не дает возможности закреплять на нем технологические приспособления и собирать детали большой массы, поэтому ленточные конвейеры чаще всего используют как распределительные.
Пластинчатые конвейеры применяются в основном для сборки более тяжелых изделий массой до 40 кг и длиной до 500 мм, а также в том случае, когда предъявляются повышенные требования к точности и качеству сборки или к механизации съема изделий. В качестве несущего органа конвейера применяется стальная пластина, которая одновременно выполняет функцию цепи.
Тяговым органом тележечных конвейеров является бесконечная цепь шарнирного типа, замкнутая между звездочками: Несущим органом является тележка, прикрепленная к цепи шарнирами. Размеры тележки находятся в пределах от 200x250 до 450x500 мм, грузоподъемность 50 кг и более. Применение цепных горизонтально-замкнутых конвейеров обеспечивает удобную компоновку линий с рациональным использованием площади.
Распределительный конвейер применяют, если на линии необходимо иметь параллельные рабочие места и масса изделий составляет менее 8 кг.
Рабочий конвейер используют только при отсутствии параллельных рабочих мест и массе передаваемых изделий более 8 кг.
Расположение несущего органа в пространстве зависит от формы и размеров помещения, где размешается поточная линия сборки, а также от возможности создания прямоточного производства. Горизонтально-замкнутые конвейеры отличаются большей гибкостью и обеспечивают планировку линий различной формы (прямолинейную, Ш-образную, Т-образную). [17]
Проектирование однопредметной непрерывно-поточной линии, выполненной на конвейере, осуществляют в приведенной ниже последовательности.
Для организации конкретной поточной линии выбирается распределительный тип конвейера.
Расчет однопредметной непрерывно-поточной линии, выполненной на конвейере, осуществляется следующим образом.
Из предыдущих расчетов значение для ритма выпуска изделия:
![]()
Количество рабочих мест, выполняющих параллельно одну и ту же операцию CPi :
![]() (5.1)
(5.1)
где Т Oi – норма времени i-ой операции.
Результаты расчета количества рабочих мест по формуле (5.1) заносим в таблицу 5.1.
Таблица 5.1 Результаты расчета количества рабочих мест
| № операции | Последовательность операций | Tоп | СPi |
| 1 | Расконсервация ПП | 0,43 | 1,34 |
| 2 | Контроль ПП | 0,207 | 0,65 |
| 3 | Распаковка и проверка ЭРЭ | 0,0378 | 0,12 |
| 4 | Комплектование элементов по операциям | 0,5 | 1,56 |
| 5 | Обрезка и формовка выводов навесных элементов | 0,782 | 2,44 |
| 6 | Установка ЭРЭ | 0.1725 | 0,54 |
| 7 | Контроль установки ЭРЭ | 0,207 | 0,65 |
| 8 | Пайка элементов | 0,5 | 1,56 |
| 9 | Контроль пайки | 0,207 | 0,65 |
| 10 | Установка светодиодов пинцетом с подгибкой | 2,67 | 8,34 |
| 11 | Пайка паяльником | 0,522 | 1,63 |
| 12 | Отмывка плат после пайки | 0,85 | 2,66 |
| 13 | Маркирование | 0,24 | 0,75 |
| 14 | Лакирование ПП | 0,5 | 1,56 |
| 15 | Сушка | 1,000 | 3,13 |
| 16 | Выходной контроль печатного узла и регулировка | 2,0 | 6,25 |
Для синхронизации объединяем операции 1, 2 и 3; 4 и 5; 6 и 7; 8 и 9; 10 и 11; 14 и 15. Коэффициент загрузки рабочего места i определяется как отношение расчетного числа рабочих мест к принятому (округленному до целого числа):
![]() (5.2)
(5.2)
где С nP i – принятое число рабочих мест.
Результаты расчета количества рабочих мест и коэффициента загрузки рабочих мест заносим в таблицу 5.2.
Таблица 5.2 – Результаты расчета количества рабочих мест на поточной линии
№ операции |
№рабочего места |
Tоп | СPi | СПР i | Место расположения | i |
| 1,2 и3 | 1 | 0,6748 | 2,11 | 2 | Вне поточной линии | 1,055 |
| 4 и 5 | 2 | 1,282 | 4 | 4 | Вне поточной линии | 1 |
| 6 и7 | 3 | 0,3795 | 1,19 | 1 | Поточная линия | 1,19 |
| 8 и 9 | 4 | 0,707 | 2,21 | 2 | Вне поточной линии | 1,105 |
| 10 и 11 | 5 | 3,192 | 9,975 | 10 | Поточная линия | 0,998 |
| 12 | 6 | 0,85 | 2,66 | 3 | Вне поточной линии | 0,89 |
| 13 | 7 | 0,24 | 0,75 | 1 | Вне поточной линии | 0,75 |
| 14 и15 | 8 | 1,5 | 4,69 | 5 | Вне поточной линии | 0,94 |
| 16 | 9 | 2 | 6,25 | 6 | Поточная линия | 1,04 |
Общее количество рабочих мест:
![]()
Из числа Кр только 17 требуется на поточной линии, остальные заняты либо во вспомогательном производстве, либо вне линии.
Максимальное количество рабочих мест на участке Kmax определяется по формуле:
![]() (5.3)
(5.3)
где КРЕЗ – количество резервных мест;
K КОМП – количество рабочих мест комплектовщиков;
K КОНТР – количество рабочих мест контролеров.
Принимаем КРЕЗ = 3; ККОМП = 1; ККОНТР =1;
![]()
Оптимальным выбором при заданных условиях производства будет являться распределительный пластичный вертикально-замкнутый конвейер с ручным съемом изделий периодического характера действия.
Размеры пластины. Ширина рассчитывается по формуле:
![]() (5.4)
(5.4)
где ![]() - ширина изделия, в мм.
- ширина изделия, в мм.
![]() (мм)
(мм)
Длина пластин выбирается с условием, чтобы между изделиями было целое число пластин, ![]() 100 мм.
100 мм.
Определяем длину конвейера по формуле:
![]() (5.5)
(5.5)
где L 1 , L 2 - длина проводной и натяжной станций соответственно, выбираем по справочным данным, L 1 , L 2 =1.5 м, Lp рабочая длина несущего органа конвейера, определяется по формуле:
![]() (5.6)
(5.6)
где l - расстояние между двумя соседними рабочими местами (с одной стороны конвейера обычно принимается 1,2 м)
![]() (м)
(м)
![]() (м)
(м)
Количество предметов в заделе Z:
![]() (5.7)
(5.7)
где N ОБ – оборотный задел;
N РЕЗ – резервный задел;
N ТР – транспортный задел;
N ТХ – технологический задел.
Оборотный задел равен размеру сменной потребности линии:
![]()
Резервный задел равен 3% от сменного выпуска изделий:
![]()
Транспортный задел:
![]() (5.8)
(5.8)
где N Т – количество изделий, транспортируемое в пачкеN Т =10.
![]()
Технологический задел:
![]() (5.9)
(5.9)
![]()
Подставляя в формулу 5.7 полученные значения, получим:
![]()
При разработке планировок в зависимости от их назначения должны быть предусмотрены площади для размещения: технологического и контрольно-испытательного оборудования; обслуживающих подразделений; рабочих мест; проходов и проездов; средств и путей перемещения материалов, изделий и технологических отходов;материалов, заготовок, полуфабрикатов и комплектующих изделий;готовой продукции; вспомогательных помещений.
При разработке планировок должны быть решены следующие задачи: обеспечение технологической последовательности выполнения операций;создание поточности движения материалов, полуфабрикатов, комплектующих и готовых изделий;сокращение расстояний перемещений грузов;эффективное использование производственного оборудования, рабочих мест и площадей;обеспечение безопасности работы.
Планировки разрабатываются в следующей последовательности:
1) сбор исходных данных;
2) определение состава и количества технологического оснащения для выполнения технологических операций;
3) разработка схем расположения цехов, участков и групп оборудования с технико-экономическим обоснованием вариантов;
4) определение рациональной последовательности расстановки оборудования и рабочих мест согласно нормам;
5) выполнение чертежа планировки;
6) утверждение планировки.
При составлении планировок должны быть учтены следующие требования:
1. технологический поток изготовления изделия должен быть непрерывным;
2. транспортно-складские работы должны быть максимально механизированы или автоматизированы, и входить в общий технологический поток;
3. должна быть обеспечена сохранность материальных ценностей, а также возможность учета деталей, полуфабрикатов и готовых изделий;
4. капитальные затраты должны быть оптимальными, а окупаемость оборудования - укладываться в действующие в отрасли нормативы;
5. для распределительного конвейера при расположении рабочих столов в шахматном порядке:
ширина прохода между линиями двух конвейеров, мм не менее 1300;
ширина прохода между линией и стеной, мм: не менее 1000;
расстояния между рабочими местами, мм: 1200 — 1600;
расстояния между рабочими местами и колоннами, мм: 500.
Кроме конвейера используются также следующие напольные транспортные средства тележки - для обеспечения рабочих мест деталями со склада комплектующих и автопогрузчики - для загрузки деталями склада и транспортирования готовой продукции из склада на отгрузку. Следовательно, необходимо предусмотреть ширину проездов и расстояния между рядами оборудования достаточные для передвижения соответствующих транспортных средств: 1200 мм для тележечного транспорта, 2000 мм для автопогрузчиков.
Ориентировочная планировка участка сборки и монтажа приведена в приложении.
Кроме конвейера используются также следующие напольные транспортные средства тележки - для обеспечения рабочих мест деталями со склада комплектующих и автопогрузчики - для загрузки деталями склада и транспортирования готовой продукции из склада на отгрузку. Следовательно, необходимо предусмотреть ширину проездов и расстояния между рядами оборудования достаточные для передвижения соответствующих транспортных средств: 1200 мм для тележечного транспорта, 2000 мм для автопогрузчиков.
Ориентировочная планировка участка сборки и монтажа приведена в приложении.
6. РАЗРАБОТКА ОСНАСТКИ ДЛЯ СБОРОЧНО-МОНТАЖНЫХ РАБОТ
В данном курсовом проекте в качестве оснастки разрабатывается устройство фиксации печатных плат малых размеров в каретке при пайке волной припоя на установке Master Wave. Стандартная каретка предназначена для плат с размерами 304406 мм. При пайке печатных плат меньших размеров появляется необходимость использования дополнительных устройств для фиксации платы в каретке. Кроме того, при использовании специальных устройств для фиксации печатных плат малых размеров можно будет использовать групповой метод пайки. То есть, в каретке будут закреплены несколько печатных плат одновременно. Это позволит снизить Топ на операцию пайки волной припоя, и в конечном итоге уменьшит общее энергопотребление установки пайки волной припоя. При разработке оснастки для пайки следует использовать следующие рекомендации:
1) Материал фиксаторов должен иметь температуру плавления значительно превышающую температуру припоя в ванне установки пайки волной припоя.
2) Материал фиксаторов должен достаточно жестким и твердым.
3) Материал фиксаторов должен иметь слабую адгезию с припоем.
4) Материал фиксаторов должен быть достаточно легким.
Всем этим требованиям удовлетворяет металл титан ГОСТ 26492-85. Плотность титана составляет примерно 4,5 г/см3 , он примерно в три раза легче стали и в несколько раз прочнее ее. Рамка и ползунки устройства фиксации печатной платы изготавливаются из дюралюминия ГОСТ 13617—68. Дюралюминий—сплав алюминия с медью (до 5,2%) и легирующими добавками марганца, магния, железа и кремния; плотностью 2,8. Чертеж устройства фиксации печатной платы для каретки представлен в приложении.
7. Требования по технике безопасности и охране труда
Охрана труда система законодательных правовых актов, направленная на обеспечение безопасности труда и соответствующих социально-экономических, организационных, технических и санитарно-гигиенических мероприятий, направленных на улучшение условий труда, повышение его безопасности. Это имеет большое экономическое значение: возрастают экономические показатели производства, а себестоимость выпускаемой продукции снижается. Экономическое содержание условий труда тесно связано с его социальным значением. В условиях ускорения научно-технического прогресса постоянно внедряются новые технологические процессы, осуществляется интенсификация существующих, происходит усиление влияния на работающих многих производственных факторов, таких, как различные виды электромагнитных излучений, ультразвук, вибрация, шум, пыль, органические и неорганические соединения. [4, стр.294]
Концепция государственного управления охраной труда, утвержденная Советом Министров Республики Беларусь в 2005 году, нацеливает нанимателя на профилактику травматизма и обеспечение безопасных и здоровых условий труда для всех трудящихся. Совершенствование условий труда приводит к таким социальным результатам, как: улучшение здоровья трудящихся, повышение степени удовлетворенности трудом, укрепление дисциплины, повышение престижа ряда профессий и т.п.[5, стр.5]
Абсолютно безопасных и безвредных производств не существует. Минимальная вероятность поражения или заболевания рабочих с одновременным обеспечением комфорта при максимальной производительности труда основная задача охраны труда.
Законодательством установлена норма продолжительности рабочей недели, которая не должна превышать 40 часов при пятидневной рабочей неделе. Согласно правилам внутреннего распорядка предприятия через 5 часов после начала работы устанавливается перерыв на отдых и питание продолжительностью не менее 1 часа.
Согласно ГОСТ 12.0.003 ССБТ. Основные и вредные производственные факторы. Классификация. Опасные и вредные производственные факторы подразделяются по природе действия на группы:
физические; химические; биологические; психо-физиологические.
К физическим факторам относятся; подвижные части производственного оборудования, запыленность, загазованность воздуха рабочей зоны, шум, вибрация, ультрозвук и т.д.
Химические опасные и вредные производственные факторы подразделяются по характеру воздействия на организм человека на: токсические; раздражающие; канцерогенные; мутагенные.
Биологические опасные и вредные производственные факторы включают биологические объекты: патогенные микроорганизмы (бактерии, вирусы, грибы и т.д.); микроорганизмы (растения, животные).
Психофизические опасные и вредные производственные факторы по характеру действия подразделяются на: физические перегрузки; нервно-психические перегрузки.
Вредные вещества по степени воздействия на организмы человека подразделяются на четыре класса: вещества чрезвычайно опасные; вещества высокоопасные; вещества умеренно опасные; вещества малоопасные.
Вредные вещества: классификация, примерный перечень.
В соответствии с ГОСТ 12.1.007 ССБТ. Вредные вещества. Классификация и общие требования безопасности вредное вещество – вещество, которое при контакте с организмом человека в случае нарушения требований безопасности может вызвать производственные травмы, профессиональные заболевания или отклонения в состоянии здоровья, обнаруживаемые современными методами как в процессе работы, так и в отдаленные сроки жизни настоящего и последующих поколений.
По степени воздействия на организм человека данный ГОСТ подразделяет вредные вещества на четыре класса опасности:
– вещества чрезвычайно опасные;
– вещества высокоопасные;
– вещества умеренно опасные;
– вещества малоопасные.
Класс опасности вредных веществ устанавливают в зависимости от норм и показателей, из которых наибольшее практическое значение для характеристики токсичности веществ представляют их предельно допустимые концентрации (ПДК) в воздухе рабочей зоны.
Каждое конкретное вредное вещество относится к классу опасности по показателю, значение которого соответствует наиболее высокому классу опасности.
Вредные вещества классифицируют по характеру токсического действия на организм человека.
Классификация вредных веществ по характеру токсического действия на организм человека:
-нервные – вызывают расстройство функций нервной системы, судороги, паралич;
-раздражающие – поражают верхние и глубокие дыхательные пути;
-прижигающие – поражают кожные покровы , вызывают образование нарывов, язв;
-ферментные – нарушают структуру ферментов;
-печеночные – вызывают структурные изменения ткани печени;
-кровяные – ингибируют ферменты, участвующие в активизации кислорода, взаимодействуют с гемоглобином крови;
-мутагены – воздействуют на генетический аппарат клетки;
-аллергены – вызывают изменения в реактивной способности организма;
-канцерогены – вызывают образование злокачественных опухолей.
В условиях современного радиоэлектронного производства отдельные частные мероприятия по улучшению условий труда, предупреждение травматизма и заболеваний оказывается недостаточно эффективными. Необходимо чтобы они осуществлялись комплексно, образуя в системе управления производством подсистему управления безопасностью труда. При этом открываются наиболее широкие возможности для целенаправленного регулирования процесса формирования безопасных условий труда на производстве. Система управления безопасностью труда может быть определена как функциональная подсистема управления предприятием, целью которой является обеспечение безопасных условий труда.
К числу норм по технике безопасности и производственной санитарии относятся нормы, устанавливающие меры индивидуальной защиты работающих от профессиональных заболеваний и производственных травм.
На работах с вредными условиями труда, а также на работах, производимых в условиях особых температур или связанных с загрязнением, рабочим и служащим необходимо выдавать бесплатно по установленным нормам спецодежду и спецобувь, другие средства индивидуальной защиты.
На работах, связанных с загрязнением, рабочим и служащим бесплатно выдается мыло по установленным нормам. На работе, где возможно воздействие на кожу вредно действующих веществ, выдаются бесплатно по установленным нормам смывающие или обезжиривающие вещества и средства.
На работах с вредными условиями труда рабочим и служащим выдаются бесплатно по установленным нормам молоко и другие равноценные пищевые продукты, также предоставляется бесплатно по установленным нормам профилактическое питание. Для рабочих и служащих, занятых на работах с вредными условиями труда сокращается продолжительность рабочего дня, и предоставляются дополнительные ежегодные отпуска. На таких производствах длительность рабочей недели, в общем, составляет 36 часов.
Рабочие и служащие, занятые на тяжелых работах с вредными или опасными условиями труда, а также на работах, связанных с движением транспорта, проходят обязательные медицинские осмотры для определения пригодности их к поручаемой работе и предупреждения профессиональных заболеваний. В целях охраны труда на администрацию предприятия возлагается проведение инструктажа рабочих и служащих по ТБ производственной и противопожарной профилактике.
Инструктаж, проводимый при поступлении на работу, называется вводным. Один раз в 6 месяцев проводится повторный инструктаж с отметкой в личной карте. Существует также внеплановый инструктаж, который проводится в случае нарушения каких-либо правил, либо после несчастных случаев. Специальный инструктаж производится при направлении работника на временную работу.
Создание благоприятных условий труда, исключающих быстрое утомление зрения, возникновение несчастных случаев и способствующих повышению производительности труда, возможно только при правильно спроектированной осветительной системе. Необходимая освещенность рабочего места должна составлять 250 лк.
Искусственное освещение может быть общее, равномерно распределенное и комбинированное, когда к общему добавляется местное освещение, концентрирующее световой поток на рабочее место.
Метеорологические условия или микроклимат в производственных условиях определяется следующими параметрами: температурой воздуха Т С; влажность %; скорость движения воздуха на рабочем месте U м/с.
Изменение микроклимата приводит к снижению работоспособности человека, поэтому используются оптимальные значения этих параметров для нормальной работы. В радиоэлектронной промышленности большинство работ связано с высокими физическими нагрузками, поэтому оптимальные значения метеорологических параметров следующие: температура от 18 до 21 С; влажность от 40 до 60%; скорость ветра от 0,2 до 1,0 м/с.
Учитывая, что при сборке изделий РЭА используются вредные для организма человека работы: пайка, лакирование, гальванические работы и т.п., то при выполнении этих работ в воздушную среду выделяются пары вредных веществ, поэтому необходимо наличие проточно-вытяжной вентиляции, а рабочие места оборудовать местной вытяжной вентиляцией.
Местная вентиляция по сравнению с общеобменной требует значительно меньших затрат на устройство и эксплуатацию. Такая система выполнена в виде воронок, которые должны быть удалены от места работы на расстояние не более 250-300 мм. Внутренняя скорость воздуха в сечении воронки размером 200х400мм должна составлять 2,5-3 м/с.
Процесс подготовки изделий к пайке и выполнение самой пайки связаны с выделением вредных паров и пыли цветных металлов и различных химикатов, которые вызывают отравление организма, раздражение слизистой оболочки глаз, поражение кожи и т.п. Неумелое обращение с электропаяльниками, газовыми горелками, паяльными лампами, электронагревательными устройствами и соляными ваннами может привести к несчастным случаям.
При пайке электрическим паяльником:
- не разрешается в производственных условиях использовать для питания электропаяльника сеть напряжением выше 30 Вольт. Ручка электрического паяльника должна быть из изоляционного материала и сухой;
-не разрешается вытаскивать из штепсельной розетки электропаяльник за шнур, чтобы избежать обрыва шнура, возникновения короткого замыкания и попадания под опасное напряжение;
- стационарные места пайки должны быть оборудованы местными вытяжными устройствами, обеспечивающими скорость воздуха непосредственно на месте пайки не менее 0,6 м/сек;
- помещения, в которых выполняют паяльные работы, должны быть оборудованы приточно-вытяжной вентиляцией, защищающей рабочих от вредного действия паров и газов, выделяющихся при пайке.
- при работе с электрическим паяльником необходимо строго соблюдать правила защиты от поражения электрическим током.
- При индукционной пайке (токами высокой частоты):
- высокочастотные установки, предназначенные для пайки, должны быть размещены в отдельном помещении и обеспечены ограждениями, механической или электрической блокировкой для предупреждения прикосновения к частям установки, находящимся под напряжением;
- все металлические части в установках с машинными или ламповыми генераторами и вторичный виток нагревательного контура должны быть заземлены;
- помещение с высокочасточными установками должно иметь вентиляцию, обеспечивающую нормальные условия работы обслуживающего персонала и охлаждение агрегатов;
- при индукционной пайке для защиты от действия током высокой частоты необходимо устанавливать специальные экраны.
При работе на электрических печах:
- паяльщик должен хорошо знать правила их эксплуатации и следить за исправностью токоведущих частей;
- при загрузке, очистке, ремонте и осмотре электрических печей ток должен быть отключен;
- электрические печи должны иметь электроблокировку загрузочной дверцы печи, автоматически выключающую ток при открывании дверцы;
- категорически запрещается включать рубильник и нажимать пусковую кнопку при помощи металлических предметов, а также нельзя пользоваться неисправным рубильником, пусковой кнопкой и штепселем;
- о замечанных неисправностях в электрооборудовании и осветительной сети паяльщик обязан немедленно сообщить мастеру или старшему по смене.
Пожарная безопасность может быть обеспечена мерами пожарной профилактики и активной пожарной защитой. Понятие пожарной профилактики включает в себя комплекс мероприятий необходимых для предупреждения возникновения пожара или уменьшения его последствий.
Под активной пожарной защитой понимают меры, обеспечивающие успешную борьбу с возникновением пожара или взрывоопасной ситуации.
К наиболее потенциально опасным источникам и причинам возгорания в помещении для можно отнести:
- неисправности электрооборудования;
- неосторожное обращение с огнем, т.е. невыполнение правил поведения на производстве.
К мерам предупреждения перегрузок и коротких замыканий в электрических проводках относятся: применение плавких предохранителей и специальных автоматов, а также правильный монтаж электрических цепей.
Предупреждение перегрева проводов от переходных сопротивлений достигается увеличением площади соприкосновения контактов в результате тщательной обработки.
При проектировании зданий необходимо предусмотреть безопасную эвакуацию людей. При возникновении пожара люди должны покинуть здание за минимально короткое время.
Количество эвакуационных выходов из производственных зданий следует проектировать, как правило, не менее 2. Максимальное расстояние от наиболее удаленного рабочего места до эвакуационного выхода регламентируется строительными нормами и правилами.
Для обеспечения быстрого и своевременного тушения очага пожара внутри здания должны иметься огнетушители, которые относятся к первичным средствам тушения пожара. В данном случае целесообразно использовать огнетушители марок ОУ-5, ОЧ-8, ЧП-8М, которые применяются для тушения неинтенсивных очагов пожара.
Для этих же целей в помещениях должны быть установлены пожарные щиты и емкости с песком, которые также применяются для тушения очагов пожара.
ЗАКЛЮЧЕНИЕ
В результате выполнения данного курсового проектабыл разработан технологический процесс сборки и монтажа стробоскопа. Был проведен расчет технологичности конструкции проектируемого устройства, по результатам которого можно сделать вывод – изделие технологично К=0,75.
Была разработана технологическая схема сборки, на основании которой составлен маршрут изготовления и разработана технологическая документация, выбрано необходимое технологическое оборудование, оснастка, разработан план цеха сборки и монтажа.
При разработке технологической схемы сборки была доказана эффективность сборки с базовой деталью, наглядно иллюстрирующей временную последовательность сборочного процесса;
Был проведен сравнительный анализ, технико-экономическое сравнение двух вариантов маршрутной технологии и выбран наиболее оптимальный по критерию производительности труда (этому критерию соответствует более автоматизированный вариант ТП); выбрано наиболее эффективное, для данного типа производства и данной конструкции изделия, технологическое оборудование; сформулированы требования по технике безопасности при эксплуатации оборудования и охране труда и здоровья рабочих и служащих.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. Ларин В.П., Поповская Я.А. Проектирование технологических процессов изготовления деталей приборов: Учеб. пособие/ СПб., 2003. 85 с.: ил.
2. Журнал Радио № 9, 2000г., стр.43. Светодиодный автомобильный стробоскоп.
3. Технология радиоэлектронных устройств и автоматизация производства: Учебник/ А. П. Достанко, В. Л. Ланин, А. А. Хмыль, Л. П. Ануфриев; Под общ. ред. А. П. Достанко. Мн.: Выш. шк., 2002. 415 с.: ил.
4. Боровик С.С., Бродский М.А. Ремонт и регулировка бытовой радиоэлектронной аппаратуры. Мн.: Выш. шк., 1989. 320 с.: ил.
5. Охрана труда: учеб. пособие / А.А. Челноков, Л.Ф. Ющенко. 2-е изд., испр. Минск: Выш. шк., 2006. 463 с.
6. http://www.elservtechno.ru/catalog.php?item_id=1000003518cid=176
7. http://www.tabe.ru/m_equipment/index.php?cid=6stype=typetpid=67
8. http://www.tabe.ru/m_equipment/index.php?cid=3stype=manufacttpid=11
9. http://technology-evs.ru/?category=osnovy_paikialtname
10. http://radiokot.ru/forum/viewtopic.php?t=6001
11. http://www.accent.ru/article13.html
12. http://www.elinform.ru/articles.htm
13. http://www.ostec-smt.ru/equipment/prod/59.html
14. http://www.siplace.ru/viscom/x8050
15. http://www.pribor.ru/print.php?id=43
16. Экономика предприятия: уч. пособие / А.И. Ильин, В.И. Станкевич, А.А. Лобан и др. под общ. ред. А.И. Ильина. М., 2005, 648 с.
17. Дубровский Н.А. Организация производства: Учеб.-метод. комплекс для студ. экон. спец. Новополоцк: УО ПГУ, 2006. 368 с.