Разработка технологического процесса восстановления гильзы цилиндра ЗИЛ-130
СОДЕРЖАНИЕ: Износ поверхностного слоя, изменение свойств материала, формы, размеров и веса детали. Технологический процесс ремонта машин в сельском хозяйстве. Восстановление гильзы цилиндра двигателя автомобиля ЗИЛ-130, с применением передовых форм и методов ремонта.ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
СРЕДНЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
ДАЛЬНЕВОСТОЧНЫЙ ГИДРОМЕЛИОРАТИВНЫЙ ТЕХНИКУМ
КУРСОВОЙ ПРОЕКТ
НА ТЕМУ:
Разработка технологического процесса восстановления гильзы цилиндра ЗИЛ-130
(130-1002020-А2)
Выполнил: Поважнюк А.В.
Проверил: Апанович Г.Н.
Уссурийск, 2009
Содержание
Введение
1. Исходные данные
1.1 Условия работы детали
1.2 Ремонтный чертеж
2. Расчетно-технологическая часть
2.1 Выбор способа восстановления детали
2.2 План технологического процесса
2.3 Разработка операций по восстановлению гильзы цилиндра автомобиля ЗИЛ-130
2.3.1 Содержание операций
2.3.2 Расчет припусков на обработку
2.3.3 Расчет режимов обработки
2.3.4 Расчет норм времени
3. Конструкторская часть
4. Экономическая оценка технологического процесса
Заключение и выводы
Список литературы
Введение
Агрегаты и большинство деталей автомобиля являются ремонтируемыми объектами, их исправность и работоспособность в случае возникновения отказа или повреждения подлежат восстановлению. В предельном случае нарушения работоспособности, когда эксплуатация автомобиля или его агрегата должна быть прекращена полностью или он должен быть подвергнут капитальному ремонту, состояние объекта называется предельным. Следует отметить, что критерии предельного состояния различных агрегатов автомобиля определяются и неустранимым нарушением безопасности движения, и неустранимым отклонением заданных параметров от установленных пределов, и главным образом неустранимым снижением эффективности эксплуатации автомобиля. Закономерности переходов технического состояния деталей, агрегатов и систем автомобиля из исправного, работоспособного состояния в неисправное, неработоспособное, и, наконец, в предельное состояние и обратно изучают методами теории надежности технических объектов. При анализе надежности рассматривают как отдельный технический объект автомобиль, его систему, агрегат ил деталь.
По мере использования машин их работоспособность и эксплуатационные показатели (тяговая мощность, тяговое сопротивление, расход топлива, производительность) не остаются постоянными, а изменяются в широких пределах.
На узлы, механизмы и детали во время их работы оказывают влияние механические, химические, тепловые и электрохимические факторы. В результате этого возникают необратимые процессы, например износ, смятие, коррозия, остаточные напряжения, вызывающие неисправности деталей машин.
Износ поверхностного слоя, изменение свойств материала, формы, размеров и веса детали - все это непрерывные, медленно нарастающие процессы. Развитие неисправностей вызывает постепенные или внезапные отказы в работе узла или всей машины.
Эти изменения становятся ощутимыми, когда работа деталей качественно видоизменяется: неподвижное соединение переходит в подвижное, а плотное прилегание - в неплотное; увеличенный зазор в подвижном соединении вызывает появление ненормальных стуков или изменение показателей работы.
Для приведения неисправной машины в работоспособное состояние существует определенная совокупность работ называемая технологическим процессом ремонта машин.
Основным документом для осуществления технологических процессов ремонта машин в сельском хозяйстве служит типовая технология ремонта. Изучение, освоение и внедрение рекомендаций, содержащихся в этом документе, позволит своевременно и высококачественно проводить ремонт машин.
Целью данного курсового проекта является разработка технологического процесса восстановления гильзы цилиндра двигателя автомобиля ЗИЛ-130, с применением передовых форм и методов ремонта (организации авторемонтного производства). Так же курсовое проектирование ставит перед собой цель привить навыки самостоятельного решения конкретных задач, связанных с организацией ремонта машин на основе приобретенных знаний при изучении общетехнических и профилирующих дисциплин.
1. Исходные данные
1.1 Условия работы детали
В блоке двигателя устанавливают вставные гильзы, омываемые охлаждающей жидкостью. Внутренняя поверхность гильзы служит направляющей для поршней.
Увеличение срока службы гильз цилиндров достигается в результате запрессовки в наиболее изнашиваемую (верхнюю) их часть коротких тонкостенных гильз из кислотоупорного чугуна.
Гильзы цилиндров изнашиваются неравномерно. Наибольший износ по окружности наблюдается в плоскости качения шатуна, а вдоль оси цилиндра - в зоне расположения компрессионных колец при положении поршня в верхней мертвой точке.
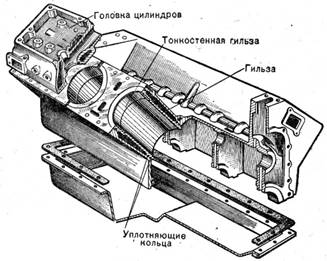
Рис.1 - Блок цилиндров двигателя автомобиля ЗИЛ-130
1.2 Ремонтный чертеж
Ремонтный чертеж выполняется в соответствии с ЕСКД. Места на детали подлежащие восстановлению выполняются на чертеже сплошной основной линией, остальные изображения - сплошной тонкой линией.
На ремонтных чертежах предельные отклонения размеров проставляются в виде числовых значений, либо в виде условных обозначений (H7, H9, N6, K6 и т.п.), рядом с которыми в скобках помещают их числовые значения. Допуски на свободные размеры 14, 15 и 16 квалитетов проставляются на ремонтных чертежах с округлением до десятых долей миллиметра.
На ремонтных чертежах (за исключением чертежей на вновь изготовляемые детали и сборочные единицы) изображаются только те виды, размеры и сечения, которые необходимы для проведения восстановления детали или сборочной единицы.
На ремонтных чертежах ремонтные и пригоночные размеры, а также размеры детали, ремонтируемой снятием минимально необходимого слоя металла, обозначают буквами, а их числовые значения и другие данные указывают на выносных линиях или в таблице, помещаемой в правой верхней части чертежа. При этом для ремонтных размеров сохраняется класс точности и посадка, предусмотренные в рабочих чертежах.
2. Расчетно-технологическая часть
2.1 Выбор способа восстановления детали
Восстановление способом ремонтных размеров заключается в том, что соединению возвращают первоначальный зазор или натяг, т.е. посадку, но размеры восстановленных деталей отличаются от первоначальных. Например, при износе пары цилиндр - поршень цилиндр растачивают под увеличенный ремонтный размер и устанавливают новый поршень соответствующего размера. При таком восстановлении получается начальный зазор и правильная геометрическая форма цилиндра, соответствующие нормативной документации завода изготовителя.
Гильзы цилиндров не вышедшие за ремонтный размер восстанавливают расточкой и подвергают двух - или трехкратному хонингованию. Износ цилиндра для большинства двигателей в этом случае не должен превышать 0,3 - 0,35 мм.
При меньшем износе цилиндра расточку часто заменяют шлифованием. Для этого используют бесцентровые внутришлифовальные станки типа СШ - 22, СШ - 64 и др. Гильзу устанавливают в приспособление и шлифуют кругами из белого электрокорунда зернистостью 40 среднемягкой твердости. Шлифуют гильзы за два перехода: черновое и чистовое шлифование. При чистовом шлифовании в два раза уменьшают поперечную и продольную подачи. В результате такой операции снижаются затраты на хонингование до 40%.
Один из недостатков восстановления гильз обработкой под ремонтный размер - резкое (на 20...30%) снижение их ресурса из - за уменьшения твёрдости поверхности. При использовании способа ремонтных размеров в процессе восстановления гильз цилиндров и коленчатых валов ресурс двигателя снижается на 30 - 50%. Для его повышения гильзы упрочняют пластическим деформированием, плосковершинным хонингованием, закалкой ТВЧ, лазерной обработкой и т.д.
Гильзы цилиндров, вышедшие за ремонтный размер или не имеющие ремонтных размеров, восстанавливают одним из следующих методов: постановкой легкосъёмных тонких пластин; железнением; хромированием; электроконтактной приваркой ленты; термопластическим обжатием; индукционной центробежной наплавкой и др.
Выбор способа восстановления зависит от конструктивно-технологических особенностей и условий работы деталей, их износа, технологических свойств самих способов восстановления, определяющих долговечность отремонтированных деталей, и стоимости их восстановления. Оценка способа восстановления дается по трем критериям - применимости, долговечности и экономичности.
Критерий применимости (технологический критерии) определяет принципиальную возможность применения различных способов восстановления по отношению к конкретным деталям. Этот критерий не может быть выражен числом и является предварительным, поскольку с его помощью нельзя решить вопрос выбора рационального способа восстановления деталей, если этих способов несколько. Решая вопрос о применимости того или иного способа ремонта, надо использовать данные авторемонтных предприятий страны, информацию журнала Автомобильный транспорт и других литературных источников. Критерий долговечности определяет работоспособность восстанавливаемой детали и выражается коэффициентом долговечности Кд как отношение долговечности восстановленной детали к долговечности новой детали. Чтобы обеспечить работоспособность детали на весь межремонтный пробег агрегата, принимаемый способ восстановления должен удовлетворять требуемому значению Кд (не ниже 0,85). Критерий экономичности определяет стоимость СВС восстановления детали. Значение СВС можно определить после окончательной разработки технологического процесса и установления норм времени. Для выбора рационального способа по критерию экономичности необходимо произвести расчет себестоимости по нескольким вариантам технологического процесса. В учебном варианте проекта для простоты допускается принимать значение СВС по прейскурантам, данным авторемонтных предприятий или удельной себестоимости восстановления.
2.2 План технологического процесса
Обработка под ремонтный размер является основным способом восстановления внутренней поверхности гильзы. Гильзы карбюраторных двигателей типа ЗМЗ имеют три ремонтных размера, а типа ЗИЛ - два через 0,5 мм. Гильзы дизелей имеют один ремонтный размер, увеличенный на 0,5 мм или 0,7мм относительно номинального. Все современные автомобильные, тракторные, и комбайновые двигатели, как, правило, выполнены со сменными гильзами. Гильзы цилиндров одного блока обрабатывают под один и тот же ремонтный размер. Схема маршрутов восстановления гильз методом ремонтных размеров представлена на рисунке 2.
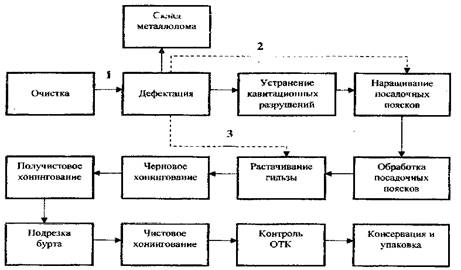
Рис 2. Схема маршрутов (1...3) технологического процесса восстановления гильз цилиндров
Коротко рассмотрим рекомендуемые операции, применяемое оборудование, приспособления, инструменты, материалы и технические условия основного маршрута восстановления гильз цилиндров (маршрут 1).
Очистка.
Загрязнения поверхностей гильз цилиндров удаляют с помощью водных растворов технических моющих средств (ТСМ). ТСМ представляют собой многокомпонентные композиции включающие в свой состав поверхностно - активные вещества (ПАВ) и активные солевые добавки (карбонаты, силикаты, фосфаты). Наиболее эффективная очистка от отложений накипи, нагара, продуктов коррозии производится щелочным расплавом. Расплав состоит из следующих компонентов (% по массе): гидроксид натрия - 60...70, нитрат натрия - 25...35, хлорид натрия - 5. Деталь выдерживают в растворе 5...12 минут, промывают в проточной воде, протравливают в кислотном растворе и промывают в горячей воде.
Установку для мойки и очистки выбирают в зависимости от среднего объёма восстанавливаемых деталей. При большом объёме деталей руководствуются картой типового технологического процесса очистки (КТТП).
Дефектация.
Явные неустранимые дефекты гильз цилиндров можно определить визуальным контролем (трещины, сколы, раковины от ржавчины рядом с опорным буртом, также когда их количество превышает норму).
Скрытые неустранимые дефекты определяют при помощи приспособлений и приборов (средств неразрушающего контроля).
Геометрические параметры устанавливают измерительным контролем. Износ, овальность, конусность рабочей поверхности контролируют индикаторным нутромером НИ - 100 - 160. Износ опорного бурта (измерение высоты) устанавливают микрометром. Он составляет 0,08...0,10 мм. Износ посадочных поясков определяют измерением их диаметра и овальности с помощью приспособления КИ - 3343 ГОСНИТИ, биение опорного торца бурта и посадочных поясков относительно внутренней поверхности гильзы - приспособлением КИ - 3340 ГОСНИТИ.
Результаты измерений должны заноситься в карту технических требований на дефектацию, где оформляется заключение о способе устранения дефекта.
Склад металлолома.
При выявлении невосстанавливаемых дефектов или если гильзу экономически не выгодно восстанавливать (износ внутренней поверхности больше 0,35 мм), делают заключение о её негодности и по предварительной договорённости с заказчиком отправляют на склад металлолома.
Устранение кавитационных разрушений.
Дефекты наружной поверхности чаще всего устраняют нанесением на предварительно подготовленную и подогретую до температуры 60°С поверхность композиции на основе эпоксидной смолы. Более простой метод электроконтактная приварка стальной пластины. Пластина из стали 10 или 20 толщиной 0,3 мм должна на 5...10 мм перекрывать поврежденный участок.

Рис 3. Схема приспособления для крепления гильз при растачивании: 1 - корпус; 2 - нижний и верхний зажимы; 3 - резец; 4 - индикаторное приспособление; 5 - верхний и нижний посадочные пояски; 6 - гильза; 7 - стяжной винт с рукояткой
Поэтому допускается разностенность гильзы не более 0,1 мм. После центрирования приспособление закрепляют на столе станка. Затем с помощью микрометра устанавливают вылет резца (мм) на необходимый размер. Так как верхняя (10...15 мм) и нижняя (30 мм) части гильзы не закалены, а износ зеркала неравномерный, то при расточке сила резания резко изменяется и отжим резца по длине гильзы неодинаковый. Поэтому чтобы уменьшить припуск на хонингование более эффективно применять для расточки гильз резцов, оснащённых вставками из сверхтвёрдых синтетических материалов эльбор и гексанит. Их стойкость до переточки достигает 70 гильз, обычные резцы перетачивают после 5...7 гильз. При оптимальных режимах расточки овальность и конусность расточенных гильз составляет 0,01 - 0,03 мм, а припуск на черновое хонингование - 0,05 - 0,07 мм.
Черновое хонингование.
После растачивания отверстие гильзы обрабатывают на хонинговальных станках 3Г833 и 3А83С-33. Гильзу закрепляют в диафрагменном приспособлении, что уменьшает её деформацию и повышает точность обработки (рис.4). В зазор между диафрагмой 2 и гильзой 3 подают под давлением 0,4...0,5 МПА воздух. Резиновая диафрагма плотно облегает наружную поверхность гильзы и удерживает её от перемещения при хонинговании.
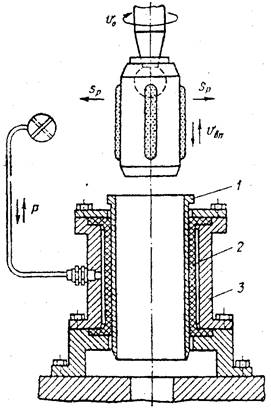
Рис.4. Схема приспособления для крепления гильзы при хонинговании: 1 - гильза; 2 - диафрагма; 3 - корпус; VO - окружная скорость хонингования; VP - давление сжатия брусков; VВП - скорость возвратно-поступательного движения; Р - давление воздуха
Длина хода хонинговальной головки должна быть такой, чтобы выход (пробег) брусков за края цилиндра был равен 1/3 их длины. При меньшем, ходе наблюдается бочкообразность гильзы, а при большем - корсетность. Длину брусков принимают равной половине высоты гильзы. Число брусков в хонинговальной головке должно быть таким, чтобы общая ширина их была не менее 20% длины окружности обрабатываемой гильзы.
Хонингование ведут в режимах: окружная скорость - 60...80 м/мин; возвратно - поступательная скорость - 15 - 25 м/мин; давление на бруски - 0,5...1,0 МПа.
Черновое хонингование производят брусками КЗ1ОСТ1К или алмазными брусками АС6М1 стопроцентной концентрации с содержанием алмазов в бруске 3,5 карата. При черновом хонинговании снимают основную долю припуска (0,1...0,12 мм на диаметр) и исправляют погрешность геометрической формы отверстия (овальность, конусность и др.) после растачивания. В качестве СОЖ (состав охлаждающей жидкости) применяют керосин или смесь из 90% керосина и 10% индустриального масла, кроме охлаждения производится удаление абразивных частиц, возникающих в результате процесса хонингования. Припуск на получистовое хонингование 0,03...0,04 мм.
Получистовое хонингование.
Для обеспечения требуемой шероховатости поверхности проводят вторую операцию хонингования брусками КЗМ 20СМ1К или алмазными брусками АСМ 20М1 стопроцентной концентрации. Давление на бруски 0,4...0,6 МПа. После обработки шероховатость поверхности Ra = 0,4 мкм. Припуск на чистовое хонингование 0,01 - 0,03 мм.
Подрезка бурта.
Изношенный торец опорного бурта подрезают до выведения следов износа перед последующей операцией хонингования, на токарно-винторезном станке.
Чистовое хонингование.
При третьей операции хонингования окончательно убирают припуск на обработку и сверяясь с показаниями приборов активного контроля добиваются наименьшего ремонтного размера гильзы. Давление на бруски 0,3...0,5 МПа. После обработки шероховатость поверхности Ra = 0,2...0,16 мкм.
Контроль ОТК.
После механической обработки гильзы очищают и моют затем контролируют в соответствии с техническими требованиями и сортируют на размерные группы по диаметру внутренней поверхности.
Качество гильз проверяют по следующим признакам: диаметру посадочного пояска (верхнего и нижнего); внутреннему диаметру; шероховатости внутренней рабочей поверхности. Консервация и упаковка.
Если гильзы цилиндров не отправляются на рабочее место сборки шатунно-поршневой группы то их отправляют на пункт консервации, где гильзы маркируются. Маркируют гильзу заглавной русской буквой в соответствии с размерной группой, при этом перед буквой ставится цифра соответствующая ремонтному размеру, например: 2А, 2Б, 2В и т.д. Обычно обозначение размерной группы указывается на торце гильзы, у некоторых мокрых гильз ставят резиновое клеймо на внешней стороне в специально подготовленную плоскость, в виде образующей диаметра.
При необходимости длительного хранения гильзы упаковываются в вощённую бумагу и сдаются на склад запасных частей, где оформляется Акт приёма - передачи в двух экземплярах, один из которых остаётся на складе.
Данная схема технологического процесса является типовой и наиболее экономически эффективной при восстановлении гильз цилиндров до ремонтного размера. По данной схеме составляется маршрутная карта по ГОСТ 3.1122 - 84, которая корректируется с учётом оборудования, станков, приспособлений и технических условий ремонта на предприятии.
Восстановление гильз цилиндров вышедших, за ремонтный размер.
На авторемонтных заводах восстанавливают гильзы цилиндров, вышедшие за ремонтный размер в основном по технологии постановки ДРД (дополнительной ремонтной детали).
2.3 Разработка операций по восстановлению гильзы цилиндра автомобиля ЗИЛ-130
2.3.1 Содержание операций
Исходные данные анализируются по карте технических требований на дефектацию. Для данного примера:
Обломы и трещины, после осмотра и испытания на герметичность, воздухом под давлением 3...4 кг/см2 - отсутствуют (не ремонтировать).
Наличие раковин на плоскости омываемой водой, после осмотра - отсутствуют (не ремонтировать).
Износ внутренней плоскости после измерения нутромером индикаторным НИ - 100...150. Ремонтировать - растачивать, хонинговать, до наименьшего ремонтного размера. Номинальный 100+0,06 мм, первый ремонтный размер 100,5+0,06 мм.
Износ верхнего и нижнего 4 посадочных поясков, после измерения микрометром МК 100...125 - допустимый без ремонта (менее 0,1мм). Зачистить.
В качестве рабочего документа оформляется операционная карта механической обработки. Разработка операций производится в такой же последовательности как при механической обработки новых деталей.
Составляется план обработки детали.
Выбирают (в зависимости от наличия на предприятии):
оборудование для механической обработки детали;
способ установки детали и приспособлений крепления к станку;
режущий инструмент (резец или шлифовальный брусок, бруски для хонингования);
измерительный инструмент (НИ 60...100 или НИ 100...160, МК 75...100 или МК 100...125, индикаторное приспособление для центрирования гильзы со шпинделем станка или шариковая оправка).
Определяют межоперационные припуски на обработку поверхностей.
2.3.2 Расчет припусков на обработку
Установление минимальных припусков, т.е. слоя материала, удаляемого с поверхности детали при ее обработке, является важным вопросом с точки зрения качества обработки и себестоимости изделия. При этом различают промежуточный припуск - слой металла, необходимый для выполнения технологического перехода, а также общий припуск - слой металла, необходимый для выполнения всей совокупности технологических переходов.
Минимальный припуск на обработку выбирается помощью справочных таблиц.
2.3.3 Расчет режимов обработки
При расчете режимов точения необходимо пользоваться справочником с нормативами.
Назначаем оборудование - расточной станок модели 2А78Н.
Точение ведут резцами оснащенными пластинами из эльбора или твердого сплава ВК6.
Глубина резания ![]()
Подача при резании s = 0,03…0,05 мм/об
Скорость резания 80…100 м/мин
Частота вращения шпинделя
![]() (1)
(1)
где D - диаметр гильзы после расточки (96 мм)
![]()
Основное время для расточки гильзы
![]() (2),
(2), ![]()
2.3.4 Расчет норм времени
При техническом нормировании определяется время, мин:
основное (на каждый переход) tO ;
вспомогательное (на каждый переход) tВС ;
дополнительное - tД ;
штучное - tШТ ;
подготовительно-заключительное - tП.З.
штучно-калькуляционное (техническая норма времени) - ТШ .
Основное время определили по формуле (2)
Вспомогательное время
![]() (3)
(3)
где tВ. У - вспомогательное время на установку и снятие детали (зависит от массы и конфигурации изделия, конструкции приспособления, характера и точности установки на станке); tВ.П. - вспомогательное время связанное с каждым переходом (время на подвод и отвод режущего инструмента, включение и выключение станка, переключение подач и передач); tВ. З - вспомогательное время, связанное с замерами обрабатываемого изделия.
![]() .
.
Оперативное время - это сумма основного и вспомогательного времени
![]() (4)
(4)
![]()
Дополнительное время задается в процентах к оперативному времени и определяется по формуле
![]() (5)
(5)
где К1 - отношение дополнительного времени к оперативному, % (в
зависимости от вида обработки К1
=6…9), ![]()
Штучное время
![]() (6),
(6), ![]() .
.
Таким образом, техническая норма времени (штучно-калькуляционное время)
![]() , (7)
, (7)
где tП.З. - подготовительно-заключительное время;
nПР - число деталей в партии.
![]()
Комплект документов на восстановление гильзы цилиндра автомобиля ЗИЛ-130.
После разработки технологического процесса на восстановление вала заполняется маршрутная карта по ГОСТ 3.1118-82. Для разработки каждой операции составляются операционные карты:
операционная карта механической обработки по ГОСТ 3.1404-86, формы 1;
операционная карта технического контроля но ГОСТ 3.1502-85, формы 1,карта регистрации результатов испытания по ГОСТ 3.1507-84, формы 1 и 3.
Оформляются и заполняются технологические карты в соответствии с требованиями ЕСТД. Карты помещаются в виде приложения к пояснительной записке.
ГОСТ 3.1104-81 устанавливает общие требования к оформлению документов, а именно:
технологические документы должны выполняться на форматах, установленных стандартами ЕСТД;
запись может быть выполнена двумя видами - полная и сокращенная. Например, Фрезерование паза черновое, Нарезание резьбы М12 или по виду обработки: фрезерная, токарная и т.п.
Содержание переходов записывается глаголом в повелительной форме, например обточить с 025 до 023 или с указанием номера обрабатываемой поверхности Шлифовать поверхность № 3.
Операции, переходы, а также поверхности нумеруются арабскими цифрами.
Приемы работ, связанные с установкой и снятием детали, записываются так: Установить деталь, Снять деталь и т.д. Приемы обозначаются прописными буквами русского алфавита.
Применяемое оборудование обозначается кратким наименованием с указанием модели. Для инструментов дается краткая характеристика в соответствующих графах.
Наращивание и обработка посадочных поясков.
Коррозийный износ и деформацию поясков гильзы устраняют железнением (предварительное шлифование, нанесение покрытия и окончательное шлифование до исходного размера) или плазменным напылением с последующим оплавлением покрытия (предварительное шлифование, струйная обработка, нанесения покрытия, оплавление покрытия кислородным пламенем, окончательное шлифование восстановленных поясков).
Растачивание гильзы.
Перед растачиванием зеркала, гильза цилиндра устанавливается в приспособление для крепления гильз (рис.3), размещённое на столе станка. Растачивание гильз производится под ближайший ремонтный размер, в зависимости от наличия новых поршней стандартного ремонтного размера, на алмазно-расточном станке модели 2А78Н за один проход резцами оснащенными пластинами из эльбора или твёрдого сплава ВК6. Режимы резания: подача - 0,03...0,05 мм/об; скорость резания - 80...100 м /мин; глубина резания - 0,015 - 0,2 мм. Базовыми поверхностями при расточке служат посадочные пояски (5) приспособления и торец опорного бурта гильзы. По неизношенному пояску в верхней части гильзы с помощью индикаторного приспособления (4) совмещают оси шпинделя и гильзы. Следует иметь в виду, что смещение оси гильзы из-за неправильного центрирования при последующем хонинговании исправить невозможно.
3. Конструкторская часть
Станочное приспособление 7307-0006 (кондуктор на ножках). Предназначен для снижения трудоемкости ряда операций при ремонте деталей.
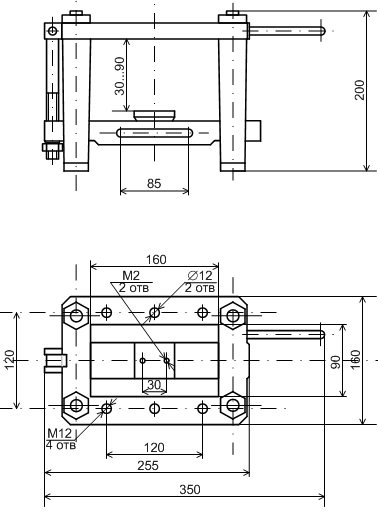
Рис.5. Станочное приспособление 7307-0006 (кондуктор на ножках)
4. Экономическая оценка технологического процесса
Для определения экономической эффективности разработанного технологического процесса надо сравнить:
себестоимость восстановления детали со стоимостью детали по прейскуранту;
себестоимость восстановления детали разными способами.
Себестоимость восстановления детали складывается из заработной платы производственных рабочих, накладных расходов и стоимости материалов, израсходованных на восстановление детали.
Окончательная оценка целесообразности применения разработанного технологического процесса восстановления детали проводится по технико-экономическому критерию, который выражается неравенством
![]() (8)
(8)
где СВ - стоимость восстановления гильзы цилиндра, руб;
КД - коэффициент долговечности (КД = 0,79);
СН - стоимость новой детали (принимается по прейскурантам), руб.
Значение СВ находят по формуле
![]() (9)
(9)
где СП - полная себестоимость восстановления гильзы цилиндра двигателя автомобиля ЗИЛ-130, руб; Н = 1,05 СП - прибыль (накопление) ремонтного предприятия, руб. Полную себестоимость восстановления детали рассчитывают по формуле
![]() (10)
(10)
где СПР. Н - заработная плата производственных рабочих с
начислениями, руб.;
СР. М - стоимость ремонтных материалов, руб.;
СОП , СОХ и СВП - соответственно общепроизводственные, общехозяйственные
и внепроизводственные накладные расходы, руб.
Заработная плата СПР.Н. складывается из основной СПР и дополнительной СДОП
![]() (11)
(11)
Основная заработная плата, руб.,
![]() (12)
(12)
где ТШ. К - штучно-калькуляционное время, ч;
СЧ - ставка рабочих, исчисляемая по среднему разряду, руб/ч;
КД - коэффициент, учитывающий доплаты к основной заработной
плате, равный 1,025…1,030;
![]()
Дополнительная заработная плата производственных рабочих, руб.,
![]() (13)
(13)
![]() руб
руб
![]()
![]()
![]()
![]()
![]()
Заключение и выводы
В ходе выполнения курсового проекта, я научился разрабатывать технологический процесс восстановления гильзы цилиндра двигателя автомобиля ЗИЛ-130. Мною получены и закреплены навыки работы с технической и справочной литературой, технического нормирования и определения потребности детали в восстановлении. Эти навыки я смогу применить в практической деятельности и при дипломном проектировании.
Список литературы
1. Вердашкин Б.Н. и др. Станочные приспособления. - М.: Машиностроении, 1984. - 1200 с.
2. Козловский Н.С. Виноградов А.Н. Допуски, посадки и технические измерения. - М.: Машиностроение, 1982. - 284 с.
3. Румянцев С.Н., Беднев А.Г. Ремонт автомобилей. - М.: Транспорт, 1988. - 327 с.
4. Суханов Б.Н., Борзых И.О., Бедарев Ю.Ф. Техническое обслуживание и ремонт автомобилей: Пособие по курсовому и дипломному проектированию. - М.: Транспорт. 1985. - 223 с.
5. Кагордин В.И., Митрохин Н.Н. Ремонт автомобилей и двигателей. - М.: Мастерство; Высшая школа, 2001. - 496 с.