Разработка технологической линии получения водки производительностью 2000 л/сутки
СОДЕРЖАНИЕ: Характеристика составных частей сырья. Внесение в сортировку ингредиентов. Обработка водно-спиртовой смеси активированным углем. Описание технологической схемы производства водки Золотой родник. Расчет материального баланса и сортировочного чана.Курсовой проект
По дисциплине «Технология отрасли»
На тему «Разработка технологической линии получения водки производительностью 2000 л/сутки»
2009
Содержание
Введение. Влияние микропримесей на органолептическую оценку водок
1. Характеристика составных частей сырья
2. Внесение в сортировку ингредиентов. Обработка водно-спиртовой смеси активированным углем
2.1. Внесение в сортировку ингредиентов
2.2. Обработка водно-спиртовой смеси активированным углем
2.3. Регенерация отработавшего активного угля
3. Описание технологической схемы производства водки «Золотой родник»
4. Расчет материального баланса водки «Золотой родник»
4.1. Расчет основного сырья
4.1.1. Расчет спирта
4.1.2. Расход исправленной воды
4.1.3. Расчет количества сортировки
4.1.4. Расход сахара
4.1.5. Расход экстракта
4.1.6. Расход винной кислоты
4.1.7. Расход пищевой добавки «GS»
4.2. Расчет необходимого количества тары и вспомогательных материалов
4.2.1. Потребность в бутылках
4.2.2. Потребность в ящиках
4.2.3. Расход пробки для укупорки бутылок
4.2.4. Расход этикеток и клея
5. Описание и расчет сортировочного чана
Заключение
Список литературы
Введение. Влияние микропримесей на органолептическую оценку водок [1]
Одной из основных стадий при производстве водок является процесс обработки водно-спиртовых растворов активным углем. Только после этого сортировка приобретает характерные вкус и аромат, присущие водке.
При обработке активным углем из водно-спиртовой смеси адсорбируются и окисляются примеси, такие как альдегиды, сивушные масла, непредельные соединения, влияющие на дегустационную оценку водок. К примеру, метиловый спирт по запаху напоминает этиловый спирт, и его присутствие не отражается на результатах дегустации, а вот спирты сивушного масла имеют острый запах, напоминающий запах серного эфира (пропиловый и изобутиловый спирты) или сивушный (бутиловый и изоамиловые спирты). Уксусный альдегид и ацетон обладают очень жгучим вкусом и острым неприятным запахом. Еще значительнее отрицательное влияние непредельных альдегидов, существенно снижающих органолептическую оценку спиртов и водок. Это акролеин и кротоновый альдегид, обладающие жгучим вкусом и резким запахом.
Эфиры же, содержащиеся в спирте и образующиеся в водке в процессе обработки активным углем, наоборот, характеризуются тонким фруктовым ароматом и положительно влияют на дегустационную оценку, «маскируя» отрицательное влияние альдегидов и сивушных масел. Опыты, проведенные во ВНИИПБТ, показали, что наличие пропилового спирта в количестве 4 мг/дм3 уже отрицательно сказывается на органолептических показателях водки, в то время как наличие изоамилового спирта в таком же количестве оценено положительно. Авторами установлено, что большинство эфиров в небольших концентрациях улучшают вкус, придавая некоторую сладость, смягчающую жгучий вкус. С увеличением концентрации эфиров напитки приобретают специфические, но в большей части неприятные оттенки вкуса, гамма которых широка: горькоминдальные, прело- и маслянисто-горькие, гнилостно-сладкие, перечно-горькие и пр. Эфиры по влиянию на органолептическую оценку водно-спиртовых примесей можно условно разделить на три группы:
1. улучшающие запах и вкус: метилацетат, метилпропионат, этилацетат и пропилизобутират, изобутилбутират;
2. влияющие на органолептические показатели нейтрально. При этом смягчается резкость аромата как самого этилового спирта, так и других примесей: пропилпропионат, этиллактат, этилизобутират;
3. ухудшающие органолептические показатели: этилпропионат, пропилацетат, изобутилацетат, изобутилпропионат, метилизобутират, изобутилбутират, изоамилбутират, этилизовалериат, изоамилизовалериат и диэтиловый эфир.
Из эфиров первой группы интересны метилацетат, метилпропионат и этилацетат. Они придают спирту сладость, а его аромату – фруктовые оттенки. При этом запах спирта улучшается при концентрации эфира до 10 мг/дм3 . За этим пределом оттенок не гармонирует со спиртом и «слышна» его индивидуальность. В концентрациях до 5 мг/дм3 этилацетат сообщает спирту приятный вино-фруктовый аромат. Запах метилацетата и метилпропионата – фруктовый с «кислинкой», приятный и при концентрации примеси 20 мг/дм3 .
Пропилизобутират и изобутилбутират в концентрациях до 5 мг/дм3 сообщают спирту своеобразные оттенки: первый – вишнево-винный, а второй – молочно-кислый.
Из второй группы характерной добавкой может быть этиллактат, который улучшает вкус спирта и в концентрациях до 2 мг/дм3 придает исходному спирту слабый фруктовый оттенок. Запах примеси не закрывает, а лишь смягчает данные исходного спирта, аромат и вкус которого становятся гармоничными.
Примечательны свойства этилизобутирата. В концентрации 30-90 мг/дм3 он имеет запах прогорклого масла. В концентрации 15 мг/дм3 в аромате спирта «слышен» оттенок квашеных яблок, в концентрации до 5мг/дм3 спирту придается приятный винный запах.
Пропилпропионат в концентрации до 2.5 мг/дм3 придает исходному спирту фруктовый аромат, в больших концентрациях – резкий запах фруктовой эссенции, затем прогорклого масла, а при содержании 30 мг/дм3 и более – гнилостный запах.
Наиболее многочисленна группа эфиров, ухудшающих запах исходного спирта. Пропилацетат и этилпропионат в малых концентрациях придают оттенок прогорклости и затхлости, изобутилацетат – резкий фруктовый аромат, изобутилпропионат и бутилпропионат – запах лежалой зелени, прелого зерна. Изобутираты изобутилового и изоамилового спирта «слышны» в спирте цветочными оттенками. Этилизовалериат придает характерные оттенки валерианы – приятные, но не свойственные спирту. Наиболее неприятен диэтиловый эфир, который «слышен» даже в малых количествах в виде постороннего запаха.
Качественный и количественный составы микропримесей, содержащихся в водках, зависят от качества сырья, из которого получен спирт, идущий для приготовления водок, а также от технологических режимов в производстве спирта и водок.
Цель исследований – определение влияния микропримесей на органолептическую оценку водок. Согласно газохроматографическому разделению в водках Белебеевского спиртоводочного комбината содержится уксусный альдегид, 2-пропанол, этилацетат и метанол, но, учитывая, что метилового спирта в водке содержится небольшое количество (не более 0.0018%), а также, что у него характерные запах и вкус, сходный с этанолом, пришли к выводу, что значительного влияния на органолептические показатели водки данная микропримесь не оказывает.
Для определения влияния микропримесей на органолептическую оценку водок нами были обработаны водно-спиртовые смеси различными марками активного угля (БАУ-А, АГ-ОВ, СКД-515) и получено 33 образца водок с разным содержанием примесей. Так, например, количество уксусного альдегида варьировалось в пределах 0.7-7.4 мг/дм3 , сложных эфиров – 5-20, 2-пропанола – 1.9-3.5 мг/дм3 . Количественное содержание примесей определяли параллельно на газовых хроматографах НР 5890 и «Кристалл 2000М», после чего была проведена рабочая дегустация экспериментальных образцов водок.
Полученные данные подвергли математической обработке с помощью прикладной программы Statgrafics 5.1. За фактор варьирования было принято содержание альдегидов, эфиров и сивушных масел, откликом послужила органолептическая оценка водок.
При увеличении содержания альдегидов органолептическая оценка водок снижается, при этом водки приобретают жгучесть и резкий запах. Присутствие в водках сложных эфиров положительно влияет на их органолептическую оценку, которая имеет максимальное значение при минимальных концентрациях альдегидов и содержании сложных эфиров 10-12.5 мг/дм3 . При дальнейшем увеличении концентрации сложных эфиров дегустационная оценка снижается и водка приобретает эфирный тон.
При дегустации водок с содержанием 2-пропаноа более 2.3-2.5 мг/дм3 практически все члены дегустационной комиссии отмечали неприятный сивушный тон и низко оценивали представленные образцы, но образцы с наибольшим содержанием сложных эфиров при одинаковой концентрации 2-пропанола получили на 0.05-0.1 балла выше. Очевидно, сложные эфиры сглаживают негативное влияние сивушных масел на органолептические показатели водок.
1. Характеристика составных частей сырья [2]
Эфиромасличное растительное сырье имеет сложный химический состав. Все вещества, входящие в состав сырья, применяемого в ликероводочной промышленности, по их растворимости и водно-спиртовой жидкости можно разделить на растворимые и нерастворимые.
К первым относятся: ароматические, горькие, дубильные, красящие вещества, глюкозиды, растворимые углеводы, органические кислоты, жиры, ферменты и минеральные вещества, ко вторым – целлюлоза, гемицеллюлоза, лигнин и др.
Эфирные масла относятся к ароматическим вещества и являются наиболее ценной частью при переработке эфиромасличного сырья. Все другие растворимые вещества: горькие, дубильные, красящие и прочие – сопровождающие вещества, оказывающие влияние на вкусовые свойства полуфабрикатов.
Эфирные масла представляют собой летучие, маслянистые жидкости, обладающие более или менее приятным запахом. Эфирными они называются потому, что, улетучиваясь, подобно серному эфиру, не оставляют жирного пятна на бумаге; маслами – потому, что жирны на ощупь.
Очень редко эфирное масло состоит только из одного химического соединения, как это наблюдается при образовании ванилина в стручках ванили. В большинстве случаев в состав эфирных масел входит несколько химических компонентов, причем в некоторых преобладает один, как, например, в миндальном масле бензальдегид, составляющий около 99%, в анисовом анетол (около 90%) и т.д. Но нередко явного преобладания одного определенного соединения не имеется и эфирное масло состоит из многих соединений.
До начала XIX века эфирные масла рассматривались как однородные вещества, содержащее большее или меньшее количество примесей. В 90-х годах прошлого столетия были освоены рациональные методы перегонки эфирных масел с целью выделения из них химически чистых ароматических веществ, являющихся основой для каждого данного эфирного масла.
Главной составной частью эфирных масел являются углеводороды терпенового ряда и их кислотсодержащие производные: спирты, альдегиды, кетоны, сложные эфиры и окиси.
Терпены относятся к углеводородам, т.е. соединениям, состоящим из углерода и водорода. Терпены делятся по своему строению на: 1) моноциклические – с одним кольцом и двумя двойными связями; 2) бициклические – с двумя кольцами и без двойных связей; 3) трицикоические – с тремя кольцами и без двойных связей.
Наибольшее значение имеют циклические терпены с общей эмпирической формулой С15 Н16 .
Из моноциклических терпенов в сырье, применяемом в ликероводочном производстве, встречаются лимонен, терпинен и фелландрен.
Лимонен представляет собой жидкость с лимонным запахом; температура кипения его 175-176С при нормальном давлении.
d-Лимонен является главной составной частью померанцевого (90%), лимонного, мандаринового, тминного и других масел.
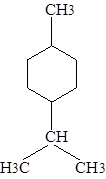
Под общим названием терпинена существует три углеводорода, из которых - и -терпинены найдены в эфирных маслах кориандра, майорана, кардамона и лимона, а -терпинен получен только синтетическим путем; -терпинен представляет собой бесцветную маслянистую жидкость, обладающую запахом лимона. Температура кипения его 65.4-66С (13.5 мм давления рт.ст.). В эфирных маслах он находится не в чистом виде, а в смеси с -терпиненом (температура кипения 183С при нормальном давлении).
лимонен
-терпинен
-терпинен
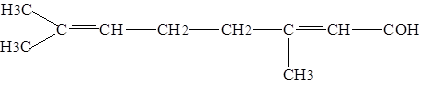
Фелландрены (- и -фелландрены) содержатся в эфирных маслах: дягиля (как главная составная часть), полыни обыкновенной, кориандра, бадьяна, имбиря, кудрявой мяты, корицы, перечной мяты, лимона и черного перца. Оба углеводорода имеют вид бесцветного масла с температурой кипения 171-172С и 175-176С при нормальном давлении. С трудом получаются в чистом виде, так как при перегонке они склонны разлагаться.
Фелландрен имеет приятный запах и жгучий вкус.
Из группы бициклических терпенов в растениях, применяемых в ликероводочном производстве, встречаются: сабинен – в можжевелевом и кардамоновом эфирных маслах, -пинен – в лимонном, зверобойном, кориандровом, майорановом и неролиевом маслах, -пинен – в иссопном, петигреновом и лимонном маслах и камфен – в лимонном, апельсиновом, петигреновом, перолиевом и иссопном.
-фелландрен
-фелландрен
Сабинен – жидкость с температурой кипения 162-166С, камфен – твердое парафинообразное вещество, плавящееся при 48-53С и кипящее при 158-168С.
-Пинен – бесцветная жидкость, легко осмоляющаяся на воздухе, с температурой кипения 155-156С.
-Пинен, или попинен, - жидкость, кипящая при 163-164С.
Кроме терпенов С10 Н16 в эфирных маслах часто встречаются углеводороды, которые по составу представляют собой уплотненные (полимерные) терпены. Таков, например, сексвитерпены (то есть полуторные терпены С15 Н24 ), дитерпены (удвоенные терпены С20 Н42 ) и пр. Это густые жидкости или твердые вещества, которые в эфирных маслах содержатся в малых количествах.
Спирты образуются из углеводородов путем замещения одного из водородов гидроксилом. По числу гидроксильных групп спирты делятся на одноатомные, двухатомные, трехатомные и т.д. В зависимости от положения, занимаемого гидроксильной группой в структурной формуле молекулы, они могут быть первичными, вторичными и третичными.
К алифатическим терпеновым спиртам относятся спирты, являющиеся производными простейших ациклических или алифатических терпенов, т.е. терпенов с открытой цепью углеродных атомов.
Гераниол С10 Н16 О является главной составной частью (54-80%) розового масла. Кроме того, гераниол входит в свободном состоянии или в виде сложных эфиров в состав неролиевого масла, кориандрового, можжевелового, лаванды. Очищенный гераниол представляет собой бесцветную жидкость с приятным запахом розы и температурой кипения 230С. При открытом хранении у гераниола меняются цвет и запах в худшую сторону.
Линалоол С10 Н18 О – третичный ненаыщенный спирт, встречающийся во многих эфирных маслах в виде двух изомеров: d-линалоол является главной составной частью эфирного масла кориандра (60-70%); l-линалоол содержится в масле русской кудрявой мяты (50-60%). Кроме того, линалоол входит в состав лаванды, имбиря, корицы, базилика, тимьяна и неролиевого масла.
Линалоол – жидкость с запахом ландыша; температура кипения 197-199С.
К моноциклическим терпеновым спиртам относится ментол С10 Н29 О, главным действующим началом перечной мяты (l-ментол).
Ментол кристаллизуется в четырех формах, имеющих различные температуры плавления (от 31 до 43С). В чистом виде образует твердые игольчатые кристаллы. Имеет приятный характерный запах и холодящий жгучий вкус. Плохо растворим в воде, но в спирте растворяется хорошо. Температура кипения 212-215С.
Кроме ментола, к моноциклическим терпеновым спиртам относятся терпинеол С10 Н18 О – твердое вещество, встречающееся в померанцевом, неролиевом, бадьяновом и петигреновом маслах, - а также перилловый спирт С10 Н16 О – жидкость, содержащаяся в маслах кудрявой мяты и можжевельника.
К бициклическим терпеновым спиртам относится барнеол, найденный в эфирных маслах кориандра, кардамона, тимьяна и лаванды.
Борнеол представляет собой кристаллическое вещество, обладающее запахом камфары. Плавится при температуре 203-204С. Кипит при 212С.
Альдегидами называются продукты дальнейшего окисления углеводов, содержащие в своих молекулах карбонильные группы, в которых углерод одной валентностью соединен с водородом, а другой – с радикалом. Если углерод соединен, с одной стороны, с кислородом, а с другой, - с двумя углеродными радикалами, то это будет кетон.
К ненасыщенным алифатическим альдегидам относятся цитраль и цитронеллаль.
Цитраль С10 Н16 О встречается в виде смеси двух изомеров ( и ), представляющих собой бесцветные подвижные жидкости с характерными, но различными запахами. Под воздействием воздуха цитраль быстро окисляется и принимает желтый цвет. Температура кипения 228-229С. Цитраль является составной частью лимонного масла.
Цитронеллаль С10 Н18 О представляет собой неразделимую смесь двух изомеров. Входит в состав лимонного мандаринового масел. Жидкость кипит при температуре 205-208С.
Из ряда циклических альдегидов в химическом составе растений, примняемых в ликеро-водочном производстве, встречаются бензальдегид, анисовый альдегид и ванилин.
Анисовый альдегид С8 Н8 О2 содержится в анисовом, бадьяновом и фенхелевом маслах, ванилин найден в стручках ванили и в гвоздичном масле. Белок кристаллическое вещество с сильным приятным запахом и жгучим вкусом. Температура плавления 81-82С, кипения 263С.
Из алифатических альдегидов нетерпенового происхождения уксусный СН3 СНО содержится в ирисовом, перечно-мятном и анисовом эфирных маслах, иониловый С8 Н17 СНО – в ирисовом, розовом, коричном, мандариновом и лимонном маслах и дециловый С9 Н19 СНО – в можжевеловом, померанцевом, неролиевом и каринадровом маслах.
Из числа терпеновых моноциклических кетонов в эфирных маслах, применяемых в ликеро-водочном производсвте, встречается карвон, дигидрокарвон и ментон.
Карвон С10 Н14 О входит в состав тминного (50-60%) эфирного масла и масла кудрявой мяты (70%). Представляет собой бесцветную, вязкую жидкость с зпахом тмина. Температура кипения 230С.
Дигидрокарвон С10 Н16 О также находится в тминном масле. Бесцветная, маслянистая жидкость, обладающая запахом карвона и одновременно ментона. Температура кипения 221-222С.
Ментон С10 Н18 О найден в масле перечной мяты. Жидкость с мятным запахом. Температура кипения 207С. К бициклическим терпеновым кетонам относится ирон С13 Н20 О, содержащийся в эфирном масле корневищ ириса. Ирон – малоподвижная маслянистая жидкость. В разведенном спиртовом растворе имеет приятный запах фиалки, кипит при 144С (при давлении 10 мм.рт.ст.).
2. Технологическая сущность процесса [3]
2.1. Внесение в сортировку ингредиентов
В зависимости от наименования водки для придания соответствующего аромата в сортировку вносят небольшое количество ингредиентов – сахара, инвертированного сахара, меда, лимонной кислоты, гидрокарбоната натрия, уксуснокислого натрия, перманганата калия и др. Например, в 1000 дал сортировки водки «Экстра» добавляют 25 кг рафинированного сахара-песка и от 1 до 10 г КМnO4 (в зависимости от качества спирта); в 1000 дал «Водки» - 10 кг рафинированного сахара-песка (инвертированного), 1 кг гидрокарбоната натрия и 0.3 кг лимонной кислоты.
Сахар (сахароза) и инвертированный сахар добавляют в виде водных концентрированных растворов - сиропов, мед – в виде раствора в водке. Сахарный сироп смешивают с сортировкой при ее приготовлении, инвертированный сахарный сироп и раствор меда вводят после обработки сортировки активным углем. Последнее объясняется тем, что моносахариды и ароматические вещества меда частично адсорбируются активным углем, это приводит не только к перерасходу ингредиентов, но и к преждевременному истощению активного угля. Кроме того, при растворении меда в водке выделяются коллоидные вещества, забивающие поры активированного угля.
Дл приготовления раствора меда его смешивают с водкой в соотношении 1:10. Полученный раствор фильтруют на рамном фильтре через асбестоцеллюлозные пластины с намывным кизельгуровым слоем (3 кг кизельгура на 1 м2 поверхности фильтрующих пластин) или только через фильтрующий картон марки КТФ-2.
Марганцовокислый калий добавляют к сортировке в виде водного раствора до введения сахарного сиропа.
Гидрокарбонат натрия (питьевая сода) добавляют на каждые 1000 дал сортировки, определяя его количество (в кг) по формуле:
![]() , (2.1)
, (2.1)
где 0.84 – количество химически чистого гидрокарбоната натрия, необходимое для повышения щелочности 1000 дал сортировки на величину, эквивалентную 1 мл 0.1 М раствора HCl на 100 мл, кг;
А1 – начальная щелочность сортировки, мл 0.1 М раствора HCl на 100 мл;
А2 – требующаяся щелочность сортировки, мл 0.1 М раствора HCl на 100 мл.
Товарный гидрокарбонат натрия содержит 98.5% основного вещества, поэтому его дозировку соответственно увеличивают. Гидрокарбонат предварительно размешивают в бачке, вылуженном чистым оловом, с небольшим количеством сортировки до получения однородной суспензии, которую сливают в сортировочный чан, тщательно размешивают с сортировкой в течение 10 мин и затем отстаивают 15 мин.
Раствор уксуснокислого натрия приготовляют нейтрализацией уксусной кислоты гидрокарбонатом натрия в бачке, также вылуженном чистым оловом. Для этого 0.25 л 80%-ной уксусной кислоты разводят умягченной водой до 2 л и в полученный раствор при постоянном перемешивании добавляют небольшими порциями гидрокарбонат натрия до нейтральной реакции.
Вкусовые добавки повышают плотность водно-спиртового раствора, поэтому показания спиртометра будут ниже (видимая крепость). Истинную крепость определяют после перегонки пробы и разбавления отгона дистиллированной водой до первоначального объема или внесением поправки в видимую крепость, по Грацианову А.Н. (табл.1 ).
Таблица 1
Поправки в видимую крепость
| Содержание сухого остатка, мг/л | Положительная поправка к показанию спиртометра, %об. | Содержание сухого остатка, мг/л | Положительная поправка к показанию спиртометра, %об. |
| 75 | 0.05 | 600 | 0.35 |
| 150 | 0.10 | 650 | 0.40 |
| 260 | 0.15 | 725 | 0.45 |
| 375 | 0.20 | 800 | 0.50 |
| 460 | 0.25 | 900 | 0.55 |
| 550 | 0.30 | 1000 | 0.60 |
2.2. Обработка водно-спиртовой смеси активированным углем
Для удаления из сортировки примесей, придающих ей неприятный запах и вкус, производят обработку ее активным углем. В ликероводочном производстве применяют активный уголь марки БАУ. Его получают на лесохимических заводах путем обугливания без доступа воздуха березовой или буковой древесины и последующей обработки перегретым водяным паром. При обработке паром уголь активируется, так как поры его освобождаются от продуктов сухой перегонки и частично от минеральных примесей, а поверхность угля насыщается кислородом воздуха.
Активный уголь БАУ представляет собой зерна величиной от 1.0 до 3.5 мм. Предполагают, что активный уголь адсорбирует некоторые примеси, которые придают спирту неприятный вкус и аромат. Кроме того он катализирует реакции окисления спирта и его примесей с образованием карбоновых кислот и их последующую этерификацию, т.е. образование сложных эфиров (уксусноэтилового, уксусноизоамилового и др.), сообщающих водке приятный аромат и улучшающих ее вкус.
Обработку сортировки активным углем проводят в колонках медных или из нержавеющей стали путем фильтрации через высокий слой угля внизу вверх. Такой метод обработки назван динамическим.
Скорость фильтрации водно-спиртовых смесей через угольную колонку (слой угля высотой 4 м) зависит от вида колонки и активности угля. Так, для водок «Столичная» и «Экстра» скорость фильтрации при свежем угле не должна превышать 30 дал/ч, а при регенерированном угле – 20 дал/ч. Для остальных видов водок при свежем угле до 80 дал/ч, при регенерированном – до 60 дал/ч.
По условиям производства допускается меньшая скорость фильтрации, минимальная скорость 2-3 дал/ч.
2.3. Регенерация отработавшего активного угля
Примеси, поглощаемые активным углем в процессе обработки сортировки, снижают его адсорбционные и каталитические свойства. Продолжительность работы угольной колонки зависит от ряда факторов: тщательности фильтрации сортировки через песок, качества угля, спирта и воды, высоты слоя угля и других. В заводской практике обычно считают, что через колонку можно пропустить от 15 до 100 тыс. дал сортировки.
Адсорбционную и каталитическую способности отработавшего угля периодически необходимо восстанавливать. С этой целью отработавший уголь подвергают термической регенерации – обработке в колонке водяным паром при температуре 110-130С. Термическая регенерация угля основана на обратимости адсорбционного процесса. Процесс адсорбции протекает с выделением тепла; если нагревать отработавший уголь, происходит десорбция – освобождение его активной поверхности от поглощенных веществ. Примеси, содержащиеся в спирте, являются летучими веществами, и поэтому путем нагревания угля можно освободить его от всех поглощенных примесей спирта.
Полученный при регенерации угля дистиллят, содержащий спирт, направляют на ректификацию или для приготовления спирта-денатурата. Содержание спирта в дистилляте постепенно уменьшается; при содержании спирта, равном нулю, дистиллят направляют в канализацию. Обработку угля паром ведут до тех пор, пока получаемый дистиллят не приобретет нейтральную реакцию и потеряет неприятный запах. Затем через уголь продувают воздух с целью насыщения кислородом. Продувку воздуха прекращают, когда температура угля в колонке снизится до 50-55С. На этом процесс регенерации угля, считают законченным.
Обработка паром и продувка воздухом восстанавливают адсорбционные и каталитические свойства угля. Потери угля при таком способе регенерации незначительны.
3. Описание технологической схемы производства водки «Золотой родник» [3]
Технологическая схема производства водки «Золотой родник» включает следующие стадии:
1. приемка спирта;
2. подготовка воды;
3. приготовление инвертированного сахарного сиропа;
4. приготовление водно-спиртового раствора (сортировки);
5. обработка водно-спиртового раствора активным углем:
6. внесение ингредиентов и корректировка купажа водки;
7. контрольное фильтрование водки;
8. расфасовка, оформление и хранение готового изделия.
Для приемки спирта на заводах имеется спиртоприемное отделения, оборудованное сливными устройствами, мерниками и насосами. Спирт из автоцистерн сливается через нижнюю трубу по резиновому шлангу. Из железнодорожных цистерн слив спирта осуществляется с помощью насоса (принудительно).
В ликероводочном производстве вода – это один из основных видов сырья, доля которого составляет 60%. Особое значение имеет жесткость воды и ее солевой состав. Общая жесткость воды для ликероводочных изделий не должна превышать 1 мг /дм3 . Требование к жесткости воды вызвано тем, что в водно-спиртовых смесях растворимость кальциевых и магниевых солей, обуславливающих в основном жесткость воды, меньше, чем в питьевой, и при смешивании спирта с жесткой водой эти соли образуют осадок, вызывающий помутнение.
Согласно ГОСТу воды должна быть прозрачной, бесцветной, не иметь посторонних привкусов и запахов, не содержать патогенных микроорганизмов.
Общая жесткость воды не должна превышать мг/л (в отдельных случаях допускается до 17 мг/л). Содержание железа (суммарное) не больше 0.3 мг/л; содержание других элементов (в мг/л) следующее: свинца 0.1; мышьяка 0.05; фтора 1.5; меди 3.0; цинка 5.0; активного хлора 0.5.
Кроме этих требований к питьевой воде предъявляются дополнительные. Она должна содержать минимальное количество продуктов распада органических азотистых веществ (нитраты, нитриты, аммиак), органических и легко окисляющихся неорганических примесей. Аммиака и нитритов допускаются лишь следы, нитратов – не больше 40 мг/л; окисляемость – не выше 3 мг O2 /л, или 0.759 мг KMnO4 /л.
Вода из водопровода поступает в фильтр грубой очистки мешочного типа 1. Фильтр заполнен слоем кварцевого песка, на поверхности которого удерживаются взвешенные частицы. Песочный фильтр имеет простую конструкцию и удобен в эксплуатации.
Далее вода с помощью насоса 2 поступает в Na-катионитовую установку. Установка представляет собой вертикальный закрытый сосуд цилиндрической формы. Работа Na-катионитовой утсановки заключается в циклическом проведении четырех операций: умягчение воды, взрыхление катионита и регенерация его раствором поваренной соли, отмывка от солей кальция и магния и от избытка поваренной соли.
В течение длительного периода работы установки жесткость умягченной воды остается практически постоянной в пределах до 0.07 мг/л. Постепенно жесткость воды возрастает, и когда она достигает 0.14 мг/л, установка переключается на регенерацию.
Регенерация установки происходит следующим образом. В баке солевого раствора 4 готовят 5-10% раствор поваренной соли. Этот солевой раствор прокачивают через Na-катионитовую установка сверху вниз, затем установка промывается 1700-2000 л воды. Установка готова к работе.
Умягченная вода с помощью насоса 5 поступает в обратноосмотическую установку 6, где вода обессоливается и из нее удаляется патогенная микрофлора. Подготовленная вода поступает в буферную емкость 7.
Для приготовления водки ректификованный спирт из буферной емкости 8 смешивают с подготовленной умягченной водой из буферной емкости 7. Сортировку готовят крепостью 40 об.%. Сортировку готовят в геометрически закрытом аппарате 9. В смеситель из буферных емкостей подается рассчитанное количество спирта, а затем вода. Так как плотность спирта меньше плотности воды, то он, поднимаясь вверх, способствует лучшему перемешиванию. Перемешивание водно-спиртовой смеси происходит с помощью насоса 10. Далее водно-спиртовая смесь проходит через теплообменник 11, где охлаждается водой до температуры 20С, и направляется в напорную емкость 12.
Перед подачей в производство водки «Золотой родник» сортировка с помощью насоса 13 вновь проходит через теплообменник 14.
В сортировке содержится небольшое количество взвешенных частиц (сотые или тысячные доли процента). Для освобождения от них сортировку фильтруют до и после обработки активным углем. Фильтрация через песочный фильтры после угольной очистки необходима для задержания мелкодисперсных частичек угля, образующихся в процессе очистки вследствие гидростатического воздействия потока жидкостей.
Вода из теплообменника 14 поступает в песочный фильтр 15. В качестве фильтрующего материала применяется кварцевый песок. Размеры пор фильтрующего материала, как правило, меньше размеров взвешенных частиц, находящихся в фильтруемой жидкости, однако некоторые частицы меньшего размера вначале проходят через поры фильтрующего материала и поэтому первые порции фильтрата получаются мутными. В дальнейшем на фильтрующем материале образуется слой взвешенных частиц, через который фильтруется сортировка, и фильтрат получается прозрачным. Фильтрация происходит под давлением. По мере увеличения количества профильтрованной жидкости высота слоя осадка на фильтрующем материале увеличивается. Пропорционально высоте этого слоя увеличивается сопротивление, и скорость фильтрации уменьшается. Поэтому необходимо периодически очищать фильтрующую поверхность от образовавшегося осадка. Фильтрацию сортировки проводят сверху вниз со скоростью не более 0.77 м/ч или 30 дал/ч.
Для удаления из сортировки примесей, придающих ей неприятный запах и вкус, производят обработку ее активным углем. Обработку сортировки проводят в угольной колонке 17 путем фильтрации через высокий слой угля снизу вверх. Скорость фильтрации водно-спиртовой смеси через угольную колонку 17 не должна превышать 40 дал/ч.
После обработки активным углем полученную сортировку фильтруют, что позволяет удалить мельчайшие частички угля и получить продукт безукоризненно прозрачный, с кристальным блеском. Фильтрацию водки проводят в песочном фильтре 18. Полученную сортировку направляют в доводной чан 19, где проверяют ее крепость. При отклонении крепости от пределов, установленных стандартом, сортировку следует довести до требуемой крепости добавлением спирта или воды. Готовую сортировку направляют в купажный чан 25.
Сахар вводят в ликероводочные изделия в виде водного раствора – сиропа. Готовят сироп горячим способом. Сахарный сироп готовят концентрацией 65.8%. В сироповарочный котел 20 набирают умягченную воду из буферной емкости 7; воду подогревают до 50-60С и затем при непрерывном размешивании механической мешалкой засыпают в нее рассчитанное количество сахара. После растворения сахара сиропу дают два раза вскипеть, снимая пену. Затем добавляют винную кислоту. Прибавление кислоты вызывает инверсию сахарозы, что предотвращает выпадение кристаллов сахара в охлажденном сиропе. Варка сиропа во избежание карамелизации сахарозы длится 30 мин. Приготовленный сироп с помощью насоса 21 подают в теплообменник 22 для охлаждения до 15-20С.
Экстракт родиолы розовой и пищевую добавку «GS» разбавляют в смесителе 23 с сортировкой, подаваемой из доводного чана 19.
Все ингредиенты: сортировку, сахарный сироп, смесь пищевой добавки «GS» и экстракта родиолы розовой, вносятся в купажный чан 25, где они перемешиваются с помощью якорной мешалки. Далее водка с помощью насоса 26 подается на окончательную фильтрацию через угольную колонку 29 и песочные фильтры 27 и 30. Готовая очищенная водка собирается в буферной емкости 31 и далее направляется на розлив.
Напиток разливают по объему в разливочной машине 32. Работает машина следующим образом. Пустые бутылки, поступающие по конвейеру, проходят шагомерную звездочку и по одной выставляются загрузочной звездочкой на столики. При вращении карусели столики поднимаются, с помощью колокольчиков на дозаторах бутылки горлами центрируются по отношению к сливной трубке, давят на обойму дозатора и наполняются водкой. Затем бутылки опускаются, разгрузочной звездочкой выводятся на конвейер, которым предаются к укупорочному автомату 33.
Работа укупорочного автомата 33 заключается в следующем. Бутылки проходят подпружинный наконечник, который надевает на них колпачки. Далее бутылка перемещается по конвейеру, захватывается загрузочной звездочкой, одновременно колпачок двумя подпружиненными роликами прижимается к горлу, устанавливается на подъемный столик карусели и поднимается вверх. Горло бутылки с колпачком входит в направляющий колокольчик обкатывающей головки и производится обкатка нижней кромки колпачка. После этого столик карусели опускается на уровень ленты конвейера, разгрузочная звездочка снимает укупоренную бутылку с карусели и выводит на конвейер для передачи в этикетировочную машину 34.
Бутылки, двигающиеся по конвейеру, разделяются шнеком и направляются по касательной к вращающемуся вакуум-барабану. В это время этикетный магазин, нажимая роликом на клапан золотникового устройства вакуум-барабана, включает вакуум, этикетка из магазина присасывается лицевой стороной к этикетопереносчику, после чего обратная сторона этикетки штемпелюется и смазывается клеем. При встрече этикетки и бутылки вакуум перекрывается, присосы этикетопереносчика сообщаются с атмосферой и этикетка накатывается на бутылку. При дальнейшем движении по конвейеру машины бутылка попадает в пространство между подушкой из губчатой резины и накатным конвейером, вращается вокруг своей оси, при этом этикетки разглаживаются и плотнее прижимаются к бутылке.
Полностью оформленный бутылки укладываются в ящики. Бутылки подаются под стол установки для укладки бутылок 35, где распределяются направляющими по рядам и выталкиваются на планки кассеты. При этом пустой ящик выставляется гнездами против отверстий кассеты, а бутылки остаются смещенными по отношению к гнездам ящика на полшага в сторону. Планки сбрасывателя являются продолжением направляющих, поэтому, чтобы сбросить бутылки в ящик, планки передвигаются. Готовый ящики отправляются конвейером на склад готовой продукции.
4. Расчет материального баланса водки «Золотой родник» [4]
Для приготовления водки «Золотой родник» применяют:
1) спирт этиловый ректификованный «Экстра»;
2) воду питьевую с жесткостью до 1 моль/дм3 для естественной воды и до 0.2 моль/дм3 для исправленной воды;
3) экстракт родиолы розовой;
4) кислоту винную;
5) пищевую добавку «GS» (минеральный комплекс);
6) сахар-рафинад;
7) уголь активный древесный дробленный марки БАУ-А.
Таблица 2
Купаж на 1000 дал
| Наименование компонентов | Единица измерения | Количество |
| Спирт этиловый ректификованный «Экстра» | л | По расчету на крепость купажа – 40.0 % |
| Вода питьевая исправленная | л | |
| Экстракт радиолы розовой | кг | 0.05 |
| Сахар-рафинад | кг | 1750 |
| Кислота винная | кг | 0.1 |
| Пищевая добавка «GS» (минеральный комплекс) | кг | 0.3 |
4.1. Расчет основного сырья
4.1.1. Расчет спирта
Для определения количества спирта расходуемого на приготовления водки, необходимо учесть безвозвратные потери спирта при приготовлении сортировки, обработке ее активированным углем, фильтрации водки и розливе. Эти потери исчисляются в процентах от количества спирта, поступающего в производство.
Примем для примерного расчета следующие величины потерь спирта в процентах.
Таблица 3
Потери спирта
| Вид изделия | Общая сумма потерь | В том числе | |
| в очистном отделении | в разливном отделении | ||
| Водка 40 %-ная | 0.7 | 0.4 | 0.3 |
Согласно ГОСТу для приготовления 40 %-ной водки применяется спирт-ректификат крепостью не ниже 95.5 %об.
Расход безводного этилового спирта для приготовления 2000 л 40 %-ной водки с учетом потерь его в производстве будет равен:
![]() , (4.1)
, (4.1)
где V – необходимый объем водки, л.
![]() .
.
Расход спирта-ректификата крепостью 95.5 %об.:
![]() . (4.2)
. (4.2)
![]() .
.
4.1.2. Расход исправленной воды
Условимся для упрощения расчета, что принятые выше потери спирта сопровождаются такими же по величине потерями воды. Такое допущение имеет определенные основания, так как спирт всегда испаряется в виде вводно-спиртовой смеси, увлекая с собой пары воды. Кроме того, спирт теряется не только за счет испарения, но и в виде механических потерь готовой водки.
При расчете расхода исправленной воды для приготовления сортировки необходимо учесть степень сжатия смеси. Для получения 40%-ной вводно-спиртовой смеси при использовании спирта крепостью 95.5 %об. необходимо к 100 л спирта добавить 145.65 л воды.
Следовательно, для приготовления 2000 л сортировки 40%-ной водки, на которую расходуется 843.60 л спирта, требуется исправленной воды:
![]() . (4.3)
. (4.3)
![]() .
.
4.1.3. Расчет количества сортировки
Количество приготовляемой сортировки больше количества получаемой водки. В сортировочных и напорных чанах обычно остается некоторое количество сортировки, которое используется при приготовлении очередной порции сортировки.
Часть сортировки возвращается из очистного отделения при опорожнении фильтров и угольных колонок перед регенерацией. Часть водки направляется обратно в сортировочное отделение из разливного отделения в виде возвратных продуктов, называемых в производстве чистым браком. Количество возвращаемых из разливного отделения продуктов усилиями многих передовых бригад снижено до 1.0% и на ряде заводов составляет не более 1.5% от объема выпускаемой продукции.
Примем для расчета общую сумму возвращаемых в сортировочное отделение продуктов равной 3% от объема выпускаемой продукции.
Кроме того, некоторое количество сортировки в процессе производства теряется в виде так называемого грязного брака, который вторично для приготовления сортировки не может быть использован, а сдается для денатурации спирта или на ректификацию. Его количество обычно не больше 0.1% от объема выпускаемой продукции. Количество спирта, сданное водочным цехом в виде грязного брака, учитывается.
Таким образом, при определении количества приготовляемой сортировки необходимо, кроме возвратных потерь, учитывать также количество возвратных продуктов и грязного брака. В нашем случае их объем будет составлять соответственно 3.0 и 0.1% от объема готовой продукции.
Следовательно, объем сортировки будет равен, л:
![]() . (4.4)
. (4.4)
![]() .
.
Если учесть потери водки в очистном цехе и принять, что в разливном отделении получается весь грязный брак и возвратных продуктов 1.5% от объема продукции, то объем водки в доводных чанах составит, л:
![]() . (4.5)
. (4.5)
![]() .
.
4.1.4. Расход сахара
Согласно рецептуре на 1000 дал сортировки водки «Золотой родник» расходуется 15.0 кг сахару. Следовательно, для приготовления 2000 л водки «Золотой родник» потребуется 3.0 кг сахару.
4.1.5. Расход экстракта
Согласно рецептуре для приготовления 1000 дал водки «Золотой родник» расходуется 0.05 л экстракта радиолы розовой. Соответственно, для приготовления 2000 л напитка потребуется 0.01 л экстракта радиолы розовой.
4.1.6. Расход винной кислоты
Согласно рецептуре для приготовления 1000 дал водки «Золотой родник» расходуется 0.1 кг винной кислоты. Следовательно, для приготовления 2000 л водки «Золотой родник» потребуется 0.02 кг винной кислоты.
4.1.7. Расход пищевой добавки « GS »
Согласно рецептуре для приготовления 1000 дал водки «Золотой родник» расходуется 0.3 кг пищевой добавки «GS». Следовательно, для приготовления 2000 л водки «Золотой родник» потребуется 0.06 кг пищевой добавки «GS». Вычисленные выше данные о количестве продуктов на 2000 дал водки «Золотой родник» помещены в табл. 4.
Таблица 4
Расход продуктов для приготовления водки «Золотой родник»
| Продукты | Количество | Единица измерения | |
| на 1000 л | на 2000 л | ||
| Безводный спирт | 402.82 | 805.64 | л |
| Спирт-ректификат крепостью 95.5 %об. | 421.80 | 843.60 | л |
| Исправленная вода | 614.35 | 1228.7 | л |
| Сортировка | 1038 | 2076 | л |
| Возвратные продукты | 30 | 60 | л |
| Грязный брак | 1 | 2 | л |
| Водка в доводочных чанах | 1019 | 2038 | л |
| Сахар | 1.5 | 3.0 | кг |
| Экстракт радиолы розовой | 0.005 | 0.01 | кг |
| Кислота винная | 0.01 | 0.02 | кг |
| Пищевая добавка «GS» | 0.03 | 0.06 | кг |
4.2. Расчет необходимого количества тары и вспомогательных материалов
4.2.1. Потребность в бутылках
Примем для расчета, что розлив производится в бутылки емкостью 1 л. Найдем необходимое количество бутылок на 2000 л водки «Золотой родник».
![]() , (4.6)
, (4.6)
где V – необходимое объем водки, л.
![]() .
.
В настоящее время установлены следующие максимально допустимые нормы боя бутылок: при приеме на склад завода, сортировке и хранении с учетом внутризаводского транспортирования 0.8%, а в отпускных складах готовой продукции 0.1% от суммы принятых и отпущенных бутылок.
В производстве бой посуды не должен превышать 1.25% - от количества поступивших бутылок.
Примем для расчета, что бой посуды при хранении и в производстве составляет 2%. Следовательно, необходимое количество посуды, шт:
![]() . (4.7)
. (4.7)
![]() .
.
Если принять, что из этого количества 90% поступает в виде оборотной посуды, то потребность в новых бутылках составит, шт:
![]() . (4.8)
. (4.8)
![]() .
.
4.2.2. Потребность в ящиках
Для укладки, перевозки и хранения посуды используют ящики с гнездами. В стандартный ящик укладывается 12 бутылок емкостью 1 л.
Количество ящиков, необходимых для укладки всей готовой продукции, учитывая износ 2% от количества поступивших ящиков, составит, шт:
![]() . (4.9)
. (4.9)
![]() .
.
4.2.3. Расход пробки для укупорки бутылок
Укупорка бутылок с 40%-ной водкой производится картонным капсюлем с целлофановой прокладкой. Траты пробок при укупорке 1% от общего их количества. Расход пробок в соответствии с этим составит:
![]() . (4.11)
. (4.11)
![]() .
.
4.2.5. Расход этикеток и клея
На закупоренные бутылки наклеиваются этикетки. Траты этикеток в производстве принимаем 1% от общего количества их. Следовательно расход этикеток составит, шт:
![]() . (4.12)
. (4.12)
![]() .
.
Для наклейки этикеток применяется клей, который готовится из крахмала и декстринов. По практическим данным расход крахмала на 2000 л продукции составляет 0.054 кг, а декстринов – 0.012 кг.
Полученные денные сведены с табл. 5.
Таблица 5
Расход тары и вспомогательных материалов
| Материалы | Единица измерения | Количество |
| Бутылки емкостью 1 л | шт | 2041 |
| Ящики с гнездами | шт | 174 |
| Картонный капсюль | шт | 2219 |
| Этикетки | шт | 2062 |
| Крахмал | кг | 0.054 |
| Декстрин | кг | 0.012 |
Сведем все данные в одну таблицу 6.
Таблица 6
Сводная таблица всех материалов для приготовления 2000 л водки «Золотой родник»
| Материал | Единица измерения | Количество |
| Безводный спирт | л | 805.64 |
| Спирт-ректификат крепостью 95.5 %об. | л | 843.60 |
| Исправленная вода | л | 1228.7 |
| Сортировка | л | 2076 |
| Возвратные продукты | л | 60 |
| Грязный брак | л | 2 |
| Водка в доводочных чанах | л | 2038 |
| Сахар | кг | 3.0 |
| Экстракт родиолы розовой | кг | 0.01 |
| Кислота винная | кг | 0.02 |
| Пищевая добавка «GS» | кг | 0.06 |
| Бутылки емкостью 1 л | шт | 2041 |
| Ящики с гнездами | шт | 174 |
| Пробка | шт | 2062 |
| Этикетки | шт | 2062 |
| Крахмал | кг | 0.054 |
| Декстрин | кг | 0.012 |
5. Описание и расчет сортировочного чана [5]
Сортировочный чан представляет собой цилиндрический резервуар с плоским или коническим днищем и плоской крышкой, изготовленный и 4-5-миллиметровой стали с отношением диаметра к высоте (1-1.2):1. Сортировочные чаны бывают различной емкости, в зависимости от производительности завода.
Сортировочный чан снабжен трубой 8 для набора спирта и водно-спиртовых жидкостей, которая доводится почти до дна, чтобы предотвратить разбрызгивание, и трубой для исправленной воды, идущей на приготовление сортировки. Готовую сортировку из чана спускают по трубе 4, которая устанавливается на 50-60 мм выше дна, чтобы в коммуникацию не увлекались осевшие на одна осадки. В этом отношении лучше иметь чан с коническим днищем.
В самой нижней точке чана имеется труба 7 для удаления промывных вод. Коммуникация устраивается так, чтобы они могли перекачиваться насосом на производство или спускаться в канализацию.
Для чистки и ремонта чан имеет люки 12 и 25, плотно закрывающийся крышкой на резиновой прокладке. В центре крышки делается небольшой лючок с завинчивающейся крышкой для отбора проб 10 и измерений рейкой 5. На чане устанавливается также воздушник, через который воздух выходит при наборе жидкости и поступает при опорожнении чана.
Сортировку размешивают следующим образом. Сортировку перекачивают насосом из нижней части чана по трубопроводу в этот же чан. Использование сжатого воздуха для размешивания сортировки нецелесообразно, так как это приводит к большим потерям спирта от окисления и испарения
Необходимое количество сортировочных чанов определяют по заданной производительности завода и продолжительности одного оборота чана, который обычно составляет до 2 часов. Расчет производят следующим образом. При заданной емкости сортировочного чана количество сортировок, которое необходимо приготовить в сутки, равно
![]() , (5.1)
, (5.1)
где V – объем сортировки, которая готовится в течение суток, в л;
v – геометрический объем сортировочного чана в л;
– коэффициент заполнения чана, который обычно принимают равным 0.9, учитывая необходимость размешивания.
![]()
Принимаем количество сортировок в сутки 1 шт.
Один чан делает оборотов в сутки:
![]() , (5.2)
, (5.2)
где t – продолжительность работы сортировочного отделения в сутки в часах;
– длительность полного оборота (цикла) сортировочного чана в часах.
![]()
Следовательно, количество чанов, которое должно быть установлено, равно:
![]() (5.3)
(5.3)
![]()
Принимаем, что нам нужен 1 сортировочный чан.
Заключение
В данном курсовом проекте было приведено исследование влияние микропримесей на органолептическую оценку водок. Я рассмотрела устройство сортировочного чана. Был приведен расчет сортировочного чана. Также рассмотрена характеристика составных частей сырья. Приведен материальный баланс для приготовления 2000 л водки «Золотой родник».
Курсовой проект содержит 24 страницы, 6 таблиц, 3 приложения.
Список литературы
1. Фараджаева Е.Д., Караберов С.Ф. Влияние микропримесей на органолептическую оценку водок // Производство спирта и ликероводочных изделий. 2006. №3. с. 44-45.
2. Махлаюк В.П. Лекарственные растения в народной медицине. Саратов: Приволж. кн. изд-во, 1992. 544 с.
3. Фертман Г.И., Шойхет М.И. Технология спиртового и ликеро-водочного производства. М.: Пищевая промышленность, 1972. 264 с.
4. Расчет продуктов ликеро-водочного производства: Учебно-метод. Пособ./ Сост. Н.В. Макарова . Самар. Гос. техн. ун-т. Самара, 2007. 54 с..
5. Кретов И.Т., Антипов С.Т., Шахов С.В. Инженерные расчеты технологического оборудования предприятий бродильной промышленности. М.: КолосС, 2006. 391 с.