Реактор разложения оксидов азота
СОДЕРЖАНИЕ: 1. ОБЩАЯ ЧАСТЬ Неконцентрированная азотная кислота – цех № 5-III очередь. Цех был введен в эксплуатацию в 1961 году в составе двух агрегатов, мощность которых составляла 90000 тонн моногидрата HNO3 в год.1. ОБЩАЯ ЧАСТЬ
Неконцентрированная азотная кислота – цех № 5-III очередь.
Цех был введен в эксплуатацию в 1961 году в составе двух агрегатов, мощность которых составляла 90000 тонн моногидрата HNO3 в год.
В 1962 году было введено в эксплуатацию еще два агрегата мощностью 90 тыс.тонн моногидрата HNO3 в год, а в 1963 году был введен в эксплуатацию один агрегат мощностью 45000 тонн в год.
В 1965 году были сданы в эксплуатацию шестой и седьмой агрегаты и мощность цеха была доведена до 315000 тонн моногидрата HNO3 в год.
На 2002 год мощность цеха осталась прежней при работе в году 57 648 часов.
В 1970 году по проекту Новомосковского филиала ГИАП верхняя часть абсорбционных колонн, с 10 по 26 тарелку, переведена на охлаждение водой, захоложенной в испарителях жидкого аммиака на цеховой холодильной установке.
Третья очередь неконцентрированной азотной кислоты состоит из семи технологических потоков (агрегатов). Работает по комбинированному методу: конверсия аммиака – под атмосферным давлением, абсорбция – под избыточным давлением не более 0,315 МПа(3,15 кгс/см2 ).
В 1974 году каждый агрегат был снабжен установкой каталитической очистки отходящих (хвостовых) газов.
Генеральным проектировщиком-разработчиком проекта и строительной части цеха является Новомосковский филиал ГИАП.
Процесс и технологическая часть разработаны Днепродзержинским филиалом ГИАП.
Цех неконцентрированной азотной кислоты третьей очереди по технико-экономическому уровню относится к первой категории.
Готовым продуктом цеха является кислота азотная неконцентрированная с массовой долей HNO3 не менее 46% и реактивная азотная кислота с массовой долей HNO3 не менее 56%.
Химическая формула – HNO3 , относительная молекулярная масса (по международным атомным массам 1969г.) – 63,02.
Неконцентрированная азотная кислота по качеству должна соответствовать нормам и требованиям ОСТа 113-03-270-90, СТП 05761643-56-94 (см. таблицу 1).
Неконцентрированная азотная кислота – бесцветная или слегка желтоватая, прозрачная жидкость, без механических примесей с едким удушливым запахом, не горючая, токсичная. Желтоватый цвет обусловлен присутствием растворенных в кислоте окислов азота.
Азотная кислота неограниченно растворима в воде в любых соотношениях, при растворении выделяется тепло, гигроскопична. Пары азотной кислоты в 2,2 раза тяжелее воздуха.
Неконцентрированная азотная кислота – бесцветная или слегка желтоватая, прозрачная жидкость, без механических примесей с едким удушливым запахом, не горючая, токсичная. Желтоватый цвет обусловлен присутствием растворенных в кислоте окислов азота.
Азотная кислота неограниченно растворима в воде в любых соотношениях, при растворении выделяется тепло, гигроскопична. Пары азотной кислоты в 2,2 раза тяжелее воздуха.
Таблица 1
Основные показатели азотной неконцентрированной кислоты
| № п/п | Наименование показателей | Нормы ОСТ 113-03-270-90 | СТП | |
| Высший сорт | Первый сорт | Второй сорт | ||
| 1 | 2 | 3 | 4 | 5 |
| 1 | Внешний вид | Бесцветная или слегка желтоватая прозрачная жидкость без механических примесей | ||
| 2 | Массовая доля азотной кислоты, %, не менее | 57,0 | 56,0 | 46,0 |
| 3 | Массовая доля оксидов азота в пересчете на N2 O4 , %, не более | 0,07 | 0,1 | 0,2 |
| 4 | Массовая доля твердого прокаленного остатка, %, не более | 0,004 | 0,02 | 0,5 |
Азотная кислота является энергичным окислителем. Животные и растительные ткани при воздействии азотной кислоты разрушаются.
Азотная кислота при контакте со многими горючими материалами вызывает их воспламенение (дерево, солома, бумага и т.д.).
В азотной кислоте растворяются все металлы, кроме платины, родия, иридия, палладия, титана и золота, с образованием окислов металлов или азотно-кислых солей. С повышением температуры растворимость металлов в азотной кислоте увеличивается.
При нейтрализации азотной кислоты щелочами образуются хорошо кристаллизующиеся соли. С аммиаком азотная кислота образует нитрат аммония (аммиачную селитру).
NH4 + HNO3 = NH4 NO3 + Q[7, 15] (1)
Предельно – допустимая массовая концентрация паров азотной кислоты в воздухе рабочей зоны (в пересчете на двуокись азота NO2 ) – 2 мг/м3 .
Температура кипения и замерзания кислоты зависит от массовой доли азотной кислоты (крепости кислоты) и характеризуется следующими данными:
4NH3 + 5O2 = 4NO + 6H2 O + 904 кДж[7, 15] (2)
4NH3 + 3O2 = 2N2 + 6H2 O + 1268,8 кДж[7, 15] (3)
2NO + O2 = 2NO2 + 112,8 кДж (26,9 ккал)[7, 15] (4)
2NO2 + H2 O = HNO2 + HNO3 + 136,3кДж (32,6 Ккал)[7, 16] (5)
3HNO2 = HNO3 +2NO + H2 O – 76,0 кДж (-18,2 Ккал) [7, 16] (6)
Таблица 2
Зависимость температуры кипения и замерзания от крепости кислоты
| Массовая доля, % | Температура кипения,о С | Массовая доля, % | Температура замерзания, о С |
| 1 | 2 | 3 | 4 |
| 20 | 103,6 | 13,9 | -10 |
| 30 | 108,1 | 22,9 | -20 |
| 40 | 112,6 | 27,8 | -30 |
| 50 | 116,3 | 31,5 | -40 |
| 60 | 120,1 | 32,7 | -42,28 |
| 68,4 | 121,9 | 34,1 | -40 |
| 70 | 121,6 | 40 | -30 |
| 80 | 115,4 | 49,2 | -20 |
| 90 | 102,0 | 53,8 | -18,5 |
| 100 | 86,0 | 58,5 | -20 |
| 69,7 | -40 | ||
| 70,5 | -42 | ||
| 72,5 | -40 | ||
| 82,4 | -40 | ||
| 88,8 | -60 | ||
| 89,95 | -66,3 | ||
| 91,9 | -60 | ||
| 94,8 | -50 | ||
| 100 | -41,2 |
 2 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2. 1 Технологический процесс
Процесс получения неконцентрированной азотной кислоты заключается в окислении газообразного аммиака кислородом воздуха в присутствии двухступенчатого катализатора: платино-родиево-палладиевой сетки и неплатинового катализатора КН-2 (НК-1П).
Окисление ведется в контактных аппаратах под атмосферным давлением. Абсорбция полученных окислов азота ведется под давлением 0,315 МПа (3,15 кгс/см2 ) в абсорбционных колоннах с тарелками ситчатого типа. Абсорбентом является конденсат водяного пара и кислый конденсат.
Технологический процесс получения неконцентрированной азотной кислоты состоит из следующих стадий:
1. Очистка аммиака и воздуха, подготовка аммиачно-воздушной смеси.
2. Окисление аммиака.
3. Охлаждение и сжатие нитрозных газов.
4. Окисление оксида азота и абсорбция диоксида азота с получением неконцентрированной азотной кислоты.
5. Каталитическое разложение оксидов азота в отходящих (хвостовых) газов.
Подробнее рассмотрим последнюю, пятую стадию процесса получения неконцентрированной азотной кислоты, т. к. именно здесь применяется реактор каталитической очистки хвостовых газов.
Выходящие из абсорбционной колонны хвостовые газы направляются в трубное пространство 2-ух подогревателей хвостового газа, где они нагреваются за счет тепла нитрозных газов проходящих в межтрубном пространстве.
Из подогревателей хвостовые газы поступают в смеситель, в который подается газообразный аммиак. В смесителе хвостовой газ смешивается с аммиаком и направляется в реактор.
После него очищенные хвостовые газы, пройдя через рекуперационную турбину газодувной машины выбрасывается в атмосферу.
2.2 Описание заданного оборудования, назначение и характеристики, описание происходящего в нем технологического процесса, назначение и описание средств КИПиА, которыми оснащено заданное оборудование; технологические расчеты оборудования
Проектируемый реактор предназначен для каталитического разложения оксидов азота в отходящих (хвостовых) газах.
В верхнюю часть реактора разложения оксидов подаётся смесь хвостового газа и аммиака, нагретая в пределах 90-120о С, где на катализаторе АВК и СТК аммиак восстанавливает оксиды азота до элементарного азота по реакции:
4NH3 + 6NO = 5N2 + 6H2 O + 1810 кДж (432,4Ккал) [7, 37] (7)
8NH3 + 6NO2 = 7N2 + 12H2 O + 2734 кДж (653Ккал) [7, 37] (8)
В период, когда температура в реакторе достигнет 200-205о С и до скорейшего достижения температуры 230о С, т.е. до выхода на нормальный технологический режим работы реактора, аммиак в смеситель подается без избытка по отношению к оксидам азота, что обеспечивает отсутствие аммиака в хвостовых газах на выходе из реактора.
На выходе, в нижней части аппарата, во избежание попадания катализаторной пыли в турбодетандер газодувной машины установлен фильтр, представляющий собой цилиндрический стакан, на боковых стенках и в днище которого имеются отверстия. Стенка и днище стакана обернуты нержавеющей сеткой, задерживающей катализаторную крошку и пыль.
Очищенный газ, объемная доля оксидов азота в котором 0,01% и объемная доля аммиака не более 0,015%, с температурой до 350о С через рекуперационную турбину газодувной машины сбрасывается в атмосферу через 100 метровую трубу.
Количество неочищенных хвостовых газов, поступающих в реактор, контролируется прибором (поз.FIR-318), а давление газов прибором (поз. PIRSL AL -219).
Температура хвостового газа на входе в смеситель контролируется прибором (поз.TJRSH L AH L -126).
При достижении температуры газа в реакторе 350о С и понижении температуры газа перед смесителем до 230о С срабатывает блокировка (поз.TJRSH L AH L -126) и автоматически закрываются два отсекающих клапана на линии подачи аммиака в смеситель реактора разложения оксидов азота и открывается клапан сброса аммиака на свечу, установленный между отсекающими клапанами.
 Таблица 3 – Средства КИП и А
Таблица 3 – Средства КИП и А
Температура газа в реакторе поз. TJRSH L AH L -126 Сопротивление реактора поз.PI-239 |
Непрерывно, показания и регистрация в ЦПУ. Запись ежечасно Непрерывно показания в ЦПУ. Запись 2 раза в смену |
230-3500 С Не более 8 кПа (800 мм.вод.ст.) |
Преобразователь тер моэлектрический ТХК. Прибор КСП-4 Класс точности 0,5. Шкала 0-6000 С. ик ±5,70 С Дифманометр 13ДД 11. Класс точности1. Перепад 16 кПа (0,16 кгс/см2 ). Вторичный прибор ПВ2.2 Класс тичности1. Шкала 0-1600 мм. вод.ст. |
нп ±60 С Не нормируется |
Машинист Машинист |
Расход амми ака поступа ющего в реа ктор поз. FIRC-319 Регулирование соотношения количества аммиака и хвостовых газов поступающих в реактор поз. FIR-318 и FIRC-319 |
Непрерывно показания и регистрация в ЦПУ. Запись ежечасно Непрерывно показания и регистрация в ЦПУ. |
Не более 100 нм3 /час | Диафрагма сдвоенная. Дифманометр 13ДД11. Перепад 6,3 кПа(0,063кгс/см2 ). Класс точности 1. Вторичный прибор ПВ10.2Э. Класс точности 1. Шкала 0-100 нм3 /час. Регулятор ПР3.34. Регулирующий клапан «НЗ» Ду-6, Ру-16 |
Не нормируется | Машинист |
Технологический расчёт
Определить потерю давления и на данном местном сопротивлении

Рисунок 1 – Расчётная схема сопротивления реактора.
Уравнение Бернулли для идеальной жидкости возможно применить для данного случая, так как газ имеет пренебрежимо малую вязкость:
![]() (9)
(9)
Диаметры D1 и D3 равны, поэтому возьмём в расчёт второй переход.
Для вертикального расположения реактора координаты центров тяжести сечений 1 – 1 и 2 – 2 одинаковы, т. е. z1 = z2 .
Поэтому:
![]() (10)
(10)
откуда находим:
![]() (11)
(11)
Скорость газа в сечении 1 – 1 на основании уравнения расхода:
 (12)
(12)
На основании уравнении неразрывности, для соседних сечений:
 (13)
(13)
поэтому скорость газа в сечении 2 – 2:
 (14)
(14)
Следовательно:
![]()
Единицы давления и напора связаны соотношением:
9,81 Па = 1 мм вод. ст.
Отсюда
р1 -р2 = 1,42 Па = 0,14 мм вод. ст.
Расчёт ведётся по [6, 19]
3 МЕХАНИЧЕСКАЯ ЧАСТЬ
3. 1 Описание конструкции и механические расчёты оборудования
Реактор разложения оксидов азота изготовлен из нержавеющей стали. Это вертикальный, цилиндрический аппарат со съемной верхней крышкой. Диаметр аппарата 2224 мм, высота 3900 мм.
В верхней крышке реактора расположена решетка с отверстиями диаметром 15 мм для равномерного распределения газа. Внизу аппарата на колосниковую решетку кладется мелкая сетка из нержавеющей стали, на которую насыпается катализатор СТК(среднетемпературный катализатор) слоем 400 мм, кладется еще одна мелкая сетка из нержавеющей стали, на которую насыпается катализатор АВК-10Мили ИК 1-6слоем 400 мм. Между катализатором АВК 10М и СТК имеется отборная точка для определения эффективности работы катализатора АВК 10М (ИК 1-6). Во избежание попадания катализаторной пыли в турбодетандер газодувной машины на выходе из ректора установлен фильтр. Реактор имеет 4 штуцера: 1) штуцер А предназначен для входа хвостовых газов; 2) штуцер Б предназначен для выхода хвостовых газов; 3) штуцер В предназначен для установки термопары, отслеживающей характеристику среды до прохождения слоёв катализатора; 4) штуцер B1 предназначен для установки термопары, отслеживающей характеристику среды на выходе из катализаторных слоёв. Реактор теплоизолирован стекловатой.
Механические расчёты
Расчёт обечайки
 |
Рисунок 2 - Расчётная схема гладкой цилиндрической обечайки.
Определить толщину стенки цилиндрической обечайки аппарата и проверить её работоспособность.
Исходные данные
D = 2212 мм - внутренний диаметр обечайки;
P = 0,32 МПа - рабочее внутреннее избыточное давление;
t = 290 °С - максимальная рабочая температура среды;
Материал обечайки – сталь Х18Н10Т ГОСТ 5632-72;
C1 = 2 мм - прибавка на компенсацию коррозии;
Вид сварного шва - стыковой с односторонним сплошным проваром, выполняемый автоматической сваркой;
Длина контролируемых швов от общей длины составляет до 100 %.
1 Расчётная толщина стенки цилиндрической обечайки корпуса, нагруженного внутренним давлением:
SR
=![]() (15)
(15)
где P = 0,32 МПа - расчётное внутреннее избыточное давление (равное рабочему);
![]() = 105 МПа - допускаемое напряжение для стали X18H10T при расчётной температуре t = 290 °C (равной максимальной рабочей) по ГОСТ 14249-89(Приложение 3);
= 105 МПа - допускаемое напряжение для стали X18H10T при расчётной температуре t = 290 °C (равной максимальной рабочей) по ГОСТ 14249-89(Приложение 3);
![]() = 0,9 - коэффициент прочности продольного сварного шва (для заданного видасварного шва и объёма контроля) по ГОСТ 14249-89 (Приложение 5).
= 0,9 - коэффициент прочности продольного сварного шва (для заданного видасварного шва и объёма контроля) по ГОСТ 14249-89 (Приложение 5).
1.1 Проверка необходимости учёта расчётного давления в знаменателе формулы (15). Условие необходимости учёта расчётного давления:
![]() (16)
(16)
Т. к. критерий учёта расчетного давления больше, чем пятьдесят единиц, т. е. ![]()
![]() 50- то расчётным давлением в знаменателе формулы (15) возможно пренебречь.
50- то расчётным давлением в знаменателе формулы (15) возможно пренебречь.
![]()
2 Проверка применимости расчётных формул.
Условие применимости расчётных формул:
![]() (17)
(17)
Т. к. критерий применимости расчётных формул ![]() - торасчётные формулы применимы.
- торасчётные формулы применимы.
3 Исполнительная толщина стенки обечайки.
Исполнительная толщина стенки обечайки;
![]() (18)
(18)
Принимаем, с учётом округления до стандартного размера, S = 6 мм.
4 Проверка принятой толщины стенки.
В данном случае проверка принятой толщины стенки производится из условия прочности по допускаемому внутреннему избыточному давлению.
Допускаемое внутреннее избыточное давление:
![]() (19)
(19)
Т. к. рабочее внутреннее избыточное давление в аппарате меньше допускаемого внутреннего избыточного давления, т. е. P = 0,32 МПа [Р] = 0,34 МПа - то прочность обечайки корпуса аппарата обеспечена.
Следовательно, принимаем толщину стенки аппарата S = 6 мм.
Окончательно принимаем исполнительную толщину стенки цилиндрической обечайки аппарата, нагруженного внутренним избыточным давлением, S = 6 мм.
Расчёт ведётся по [5, 9]
Расчёт опоры
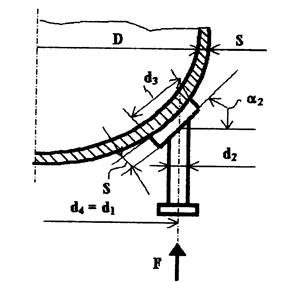
Рисунок 3 – Расчётная схема вертикальной опоры-стойки.
Проверить на прочность для рабочих условий эллиптическое днище корпуса вертикального аппарата установленного на опоры-стойки от воздействия опорных нагрузок.
Исходные данные
D = 2212 мм - внутренний диаметр обечайки;
P = 0,32 МПа - рабочее внутреннее избыточное давление;
t= 290 °С - максимальная рабочая температура среды;
Материал обечайки – сталь Х18Н10Т ГОСТ 5632-72;
C1 = 1 мм - прибавка на компенсацию коррозии;
S = 6 мм – толщина стенки эллиптического днища в зоне приварки опоры;
Q = 36940 H – максимальный вес аппарата в условиях эксплуатации;
М = 0 – принятый равным нулю изгибающий (внешний) момент, действующий на обечайку в сечении, где расположены опорные узлы;
n = 3 – принятое к установке количество опор-стоек;
d4 = 2010 мм – диаметр опорной окружности;
d2 = 340 мм – наибольший поперечный размер опоры- стойки;
![]() - коэффициент прочности сварного шва;
- коэффициент прочности сварного шва;
![]() - угол между осью стойки и осью аппарата
- угол между осью стойки и осью аппарата
Тип опоры-стойки – вертикальная;
Требования к монтажу аппарата – обычный монтаж.
1 Вертикальное усилие на опорную стойку
![]() (20)
(20)
где ![]() – коэффициент, учитывающий неравномерность распределения нагрузки по опорам и принимаемый в зависимости от количества опор и требований к точности монтажа; т. о. в данном случае
– коэффициент, учитывающий неравномерность распределения нагрузки по опорам и принимаемый в зависимости от количества опор и требований к точности монтажа; т. о. в данном случае ![]() .
.
![]() (21)
(21)
2 Определение допускаемого вертикального усилия на опорную стойку
2. 1 Радиус средней кривизны днища у опорной окружности
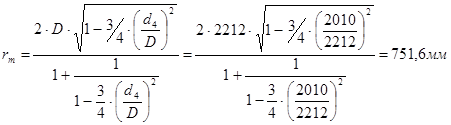 (22)
(22)
2. 2 Угол, характерезующий расположение опорной окружности диаметром d4 на днище
 (23)
(23)
отсюда ![]() .
.
2.3 Параметр, зависящий от наличия у опорной стойки подкладного листа.
Предварительный расчёт делается в предположении, что проверка условия прочности даст благоприятный результат и установка подкладного листа не понадобится.
Поэтому принимаем ![]()
2.4 допускаемое вертикальное усилие
 (24)
(24)
![]() = 105 МПа - допускаемое напряжение для стали X18H10T при расчётной температуре t = 290 °C (равной максимальной рабочей) по ГОСТ 14249-89(Приложение 3).
= 105 МПа - допускаемое напряжение для стали X18H10T при расчётной температуре t = 290 °C (равной максимальной рабочей) по ГОСТ 14249-89(Приложение 3).

Допускаемое внутреннее избыточное давление в серединной области эллиптического днища, нагруженного внутренним избыточным давлением
![]() (25)
(25)
где R=D = 2212 мм – радиус кривизны в вершине днища, равный внутреннему диаметру обечайки.
![]()
4 Условие прочности (несущей способности) днища:
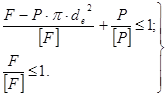 (26)
(26)
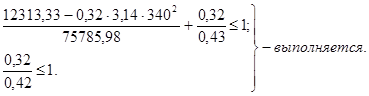
Расчёт ведётся по [5, 99]
Расчёт крышки
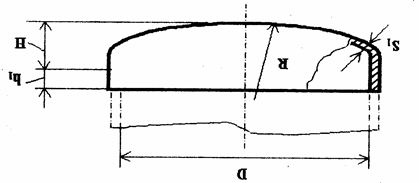
Рисунок 4 – расчётная схема к конструированию укрепления отверстия в эллиптической крышке аппарата.
Определить толщину стенки эллиптической крышки, нагруженной внутренним давлением, и проверить его работоспособность.
Исходные данные
D = 2212 мм - внутренний диаметр обечайки;
P = 0,32 МПа - рабочее внутреннее избыточное давление;
t= 290 °С - максимальная рабочая температура среды;
Материал крышки – сталь Х18Н10Т ГОСТ 5632-72;
C1 = 2 мм - прибавка на компенсацию коррозии;
Крышка изготовлена из целой заготовки.
1 Расчётная толщина стенки, эллиптической крышки, нагруженной внутренним давлением
![]() (27)
(27)
где R = D = 2212 мм –радиус кривизны в вершине днища;
![]() = 105 МПа - допускаемое напряжение для стали X18H10T при расчётной температуре t = 290 °C (равной максимальной рабочей) по ГОСТ 14249-89(Приложение 3);
= 105 МПа - допускаемое напряжение для стали X18H10T при расчётной температуре t = 290 °C (равной максимальной рабочей) по ГОСТ 14249-89(Приложение 3);
![]() - коэффициент прочности сварного шва для днища изготовленного из целой заготовки.
- коэффициент прочности сварного шва для днища изготовленного из целой заготовки.
![]()
2 Исполнительная толщина стенки крышки.
Исполнительная толщина стенки крышки:
![]() (28)
(28)
Принимаем, с учётом округления до стандартного размера, S = 6 мм.
3 Проверка принятой толщины стенки.
В данном случае проверка принятой толщины стенки производится из условия прочности по допускаемому внутреннему избыточному давлению.
Допускаемое внутреннее избыточное давление для крышки:
![]() (29)
(29)
Т. к. рабочее внутреннее избыточное давление, действующее на крышку, меньше допускаемого внутреннего избыточного давления, т. е. p = 0,32 МПа [P] = 0,38 МПа – то прочность крышки аппарата обеспечена; крышка – работоспособна.
Окончательно принимаем исполнительную толщину, эллиптической крышки, нагруженной внутренним давлением, S = 6 мм.
Расчёт ведётся по [5, 17]
3.2 Описание обвязки оборудования и его размещения
Аппарат устанавливается на сварной раме, расположенной на наружной площадке цеха. При этом все оборудование, относящееся к обвязываемому реактору, размещается на разных высотных отметках.
Шлемовые трубы прокладывают по кратчайшему расстоянию между аппаратами так, чтобы они не пересекали обслуживающие площадки и чтобы нагрузка от их веса не передавалась на строительные конструкции.
Трубопроводы, связывающие соседние реактору аппараты и машины, должны иметь минимальное число поворотов, каждый из которых должен быть не менее 60-900 .
Прокладка горизонтальных участков обвязочных трубопроводов ведется под соответствующим перекрытием. Обвязочные трубопроводы не должны загромождать монтажные проемы и пути передвижения подъемно-транспортного оборудования.
Обвязочные трубопроводы прокладывают общими вертикальными или горизонтальными пучками, чтобы они не мешали работе крана.
4 МОНТАЖ ОБОРУДОВАНИЯ
4.1 Организация монтажных работ
4.1.1 Планирование монтажных работ
Выбор метода монтажа
Для монтажа проектируемого оборудования можно порекомендовать поэлементную сборку. Это будет наиболее простым и экономичным методом, учитывая особенности конструкции и место расположение реактора.
Монтажная документация
Различают четыре вида технической документации, необходимой при производстве работ по монтажу технологического оборудования:
- техническая документация, получаемая от заказчика и включающая проект технологической установки и рабочие чертежи оборудования;
- документация, разрабатываемая проектными организациями, входящими в состав организаций, ведущих монтажные работы в различных отраслях промышленности;
- нормативная техническая документация;
- исполнительная документация, составляемая монтажными организациями в процессе производства работ.
Техническая документация включает в себя:
- чертежи общего вида зданий и сооружений;
- компоновочные чертежи на установку оборудования;
- общие виды и узловые чертежи машин;
- инструкции заводов-изготовителей и деталировочные чертежи технологического оборудования;
- сметы на производство монтажных работ;
- пояснительную записку к технологическому проекту и перечень рабочих чертежей по объектам.
Кроме того, должна быть получена документация, содержащая следующие данные:
- сведения об условиях работы аппарата (среда, ее агрессивность, рабочее давление и температура);
- способ и режим испытания аппарата при сдаче его в эксплуатацию;
- сведения о материале прокладок и уплотнительных набивок;
- спецификация деталей с указанием веса, материала и ссылки на номер ГОСТа (для стандартных деталей);
- указание о назначении штуцеров, о футеровке аппарата или нанесении другого защитного покрытия;
- зарегистрированная в органах Госгортехнадзора книга на аппарат, подведомственный Госгортехнадзору;
- указания о средствах крепления аппарата при его установке в проектное положение и о том, подлежит ли аппарат тепловой изоляции.
Ко второму виду документации относится проект производства монтажных работ, который содержит:
- схемы монтажа технологического оборудования кранами или другими средствами (с подбором такелажной оснастки и разработкой специальных конструкций, приспособлений и устройств);
- сводные данные по объемам монтажных работ и трудовым затратам;
- таблицы весов наиболее тяжелых аппаратов;
- сводные данные по трудовым затратам на изготовление и монтаж технологических металлоконструкций и трубопроводов;
- рабочие чертежи для индустриального изготовления технологических металлоконструкций и трубопроводов, позволяющие изготовлять их в мастерских монтажных заготовок заранее или параллельно с производством монтажных работ на объекте;
- указания о технологической последовательности монтажа отдельных аппаратов, узлов, агрегатов, металлоконструкций и трубопроводов (составляются в виде схем или пояснительной записки на производство работ);
- перечень аппаратов, подлежащих предварительной сборке, обвязке трубопроводами и металлоконструкциями или укрупнению в узел, блок, агрегат;
- чертежи и эскизы для изготовления подмостей, лесов, лестниц, люлек и других приспособлений для производства работ на высоте;
- технологические указания по производству сварочных работ, в том числе по сварке специальных сталей и цветных металлов (если такие есть на объекте), по применению механизированных способов сварки при монтаже определенных аппаратов, конструкций и трубопроводов;
- перечень монтажного оборудования, механизмов, инструмента и вспомогательных материалов, необходимых для выполнения монтажных работ в установленные сроки;
- стройгенплан объекта, на котором указано: размещение подъемных средств, склада оборудования, территории подсобного хозяйства монтажного участка, площадок укрупнительной сборки, подъездных путей, линий электропередач и т.д.;
- краткие указания по технике безопасности при производстве монтажных работ.
4.1.2 Выбор грузоподъёмного и транспортного оборудования
Для монтажа и ремонта реактора оксидов азота применяется мостовой электрический кран 15/3. Он имеет два крюка грузоподъёмностью пятнадцать и три тонны.
Также для демонтажа и монтажа не значительных по массе деталей и узлов используется ручная лебёдка, грузоподъёмностью одна тонна.
4.1.3 Приспособления для монтажных работ
Требования к схеме строповки аппарата:
- грузозахватное устройство должно обеспечивать жесткую фиксацию поднимаемого груза;
- грузозахватное устройство недолжно повреждать поднимаемое оборудование;
- угол на крюковой подвески между ветвями грузозахватного устройства не должен превышать 80;
- груз должен висеть строго горизонтально;
- во избежание повреждения поднимаемого груза, под строп следует подкладывать подкладыши из мягких пород дерева;
- в грузозахватном устройстве запрещается применять стальной канат или цепь, если они не сертифицированы;
- строповку должен проводить специально обученный персонал, имеющий соответствующее удостоверение и не моложе 18 лет.
Реактор оксидов азота будет стороповаться двумя двухпетлевыми стропами марки УСК1-3,5/1200. Аппарат стропуется за две проушины выполненные расположенных в верхней части.
Определяем расчётное разрывное усилие гибкого элемента:
![]() [3, 19] (30)
[3, 19] (30)
где Fp – расчётное разрывное усилие гибкого элемента;
n = 2 – коэффициент запаса прочности взятый для расчёта груза;
а = 2 – количество нагруженных канатов (кратность полиспаста);
Qг =36,94 кН – вес поднимаемого груза;
1,15 – коэффициент, учитывающий вес грузозахватного устройства, действующий на гибкий элемент.
Для строповки аппарата выбираем канат диаметром 9,9 мм ГОСТ 3067-74 конструкцией 619(1+6+12)+119(1+6+12). Разрывное усилие Fт = 66,75 кН.
Проверяем Выбор каната по фактическому запасу прочности:
![]() , что удовлетворяет условию: (31)
, что удовлетворяет условию: (31)
![]() [3, 19]
[3, 19]

Рисунок 5 – Эскиз двухпетлевого стропа
Расчёт ведётся по [3, 19]
4.1.4 Требования к фундаменту для оборудования
Проектируемый реактор устанавливается на сварную раму. Основным требованием к ней является надёжность сварных швов. При ремонте реактора эти швы также подвергают дефектации и ведут контроль целостности и прочности металлоконструкции.
4.2 Технология монтажных работ
4.2.1 Подготовка оборудования к монтажу
План подготовки монтажной площадки, составленный проектной организацией, представляет собой часть проекта проведения монтажных работ. Согласно этому плану монтируют установку со всеми машинами и аппаратами, трубопроводами, оборудуют площадки для сборки крупногабаритного оборудования и металлоконструкций.
Монтажная площадка должна быть обеспечена электроэнергией, водой, сжатым воздухом, для чего в случае необходимости прокладывают временные линии энергоснабжения. Размеры площадки должен быть таким, чтобы на ней можно было разместить все монтируемое оборудование, а также необходимые для монтажа механизмы и приспособления.
Перед монтажом реактора оксидов азота его необходимо расконсервировать, после чего проверяется комплектность поставки оборудования.
4.2.2 Основные этапы проведения монтажных работ
Перед началом монтажа проверяется комплектность оборудования, наличие необходимых документов, соблюдение всех предписанных требований.
Как таковой монтаж начинается с установки нижней, основной части на сварную раму аппарата, производится протяжка болтов. Установка ведётся на опоры-лапы, приваренные в нижней части. Затем в реактор устанавливаются катализаторные сетки, засыпается два слоя катализатора. После устанавливается верхняя часть, которая имеет с основной частью фланцевое соединение.
Окончательной стадией монтажа аппарата является обтяжка шпилек фланцевого соединения, подключение технологических трубопроводов, запорной и предохранительной арматуры и других коммуникаций.
4.2.3 Испытание оборудования после монтажа и сдача его в эксплуатацию
После монтажа реактора перед сдачей его в эксплуатацию должно быть произведено испытание на герметичность и механическую прочность под непосредственным наблюдением руководителя ремонтных работ.
Экспертное обследование проектируемого аппарата выполняется специалистами, имеющими удостоверения ГОСГОРТЕХНАДЗОРА РОСИИ и допущенными в качестве специалистов по диагностике и освидетельствованию оборудования с правом составления заключения и установления срока дальнейшей эксплуатации.
Обследование выполняется с применением неразрушающих методов контроля, утвержденных ГОСГОРТЕХНАДЗОРОМ, и аттестованных приборов.
Для оценки технического состояния реактора выполняются:
- изучение технической документации и условий эксплуатации;
- визуальное обследование;
- измерение толщин стенок,
- выявление зон и линий концентрации напряжений методом магнитной памяти металла прибором ИМНМ-1Ф;
- выявление поверхностных трещин прибором МИТ-2;
- измерение механических свойств;
- металлографический анализ структурного состояния металла корпуса;
- прочностной анализ.
Основываясь на результатах испытаний, руководитель ремонта принимает меры по устранению дефектов, выявленных в процессе испытания. Устранение дефектов должно вестись в полном и строгом соответствии с правилами подготовки и ведения ремонтных работ.
При подготовке смонтированного оборудования к сдаче его в рабочую обкатку или испытании в рабочих условиях руководитель ремонта является ответственным за техническую готовность ремонтируемого оборудования к рабочей обкатке в полном комплексе.
Оборудование считается подготовленным к сдаче в рабочую обкатку при условии:
- наличия положительных результатов его испытаний произведенных в строгом соответствии с ТУ на ремонт данного оборудования;
- готовности соответствующей ремонтной документацией подтверждающей объемы выполненных ремонтных работ, с росписью их исполнителей (акт сдачи оборудования в ремонт, дефектная ведомость, акты результатов испытаний);
- наличие документов (паспортов, сертификатов) подтверждающих соответствие установленных деталей рабочим параметрам и условиям среды;
- наличия утверждённой в установленном порядке документации на проведение изменения в технологических схемах допускается в рабочую обкатку оборудование после проверки, и снятия заглушек по письменному распоряжению начальника производства.
5 ТЕХНИЧЕСКАЯ ЭКСПЛУАТАЦИЯ ОБОРУДОВАНИЯ
5. 1 Эксплутационная документация
Основная задача эксплуатации оборудования химических установок - обеспечение безопасной и надежной работы оборудования для поддержания заданных: температурных режимов, давления и т.д. в технологических объектах при минимальной себестоимости вырабатываемого продукта.
Эксплуатация технологического оборудования химических установок включает их пуск, остановку, регулирование технологического режима, надзор за безопасным и исправным действием всех машин и аппаратов. На автоматизированных установках эти работы по заданной программе выполняют системы автоматического контроля и управления.
Для экономной и безопасной эксплуатации технологического оборудования необходимы:
- соблюдение оптимального режима ее работы;
- обеспеченность установки контрольно-измерительными приборами, приборами автоматической защиты и регулирования;
- правильное заполнение системы технологическим продуктом и поддержание его оптимального уровня, поддержание необходимой концентрации технологического продукта;
- содержание в чистоте теплопередающих поверхностей;
- своевременное проведение планово-предупредительных ремонтов и осмотров;
- ведение сменного журнала технологического установки и составление технической отчетности.
В работе по эксплуатации технологического оборудования обслуживающий персонал руководствуется технической документацией и инструкциями, с содержанием которых обслуживающий персонал должен быть своевременно ознакомлен, обучен правилам эксплуатации технологического оборудования и его устройства.
Предприятие эксплуатирующие технологическое оборудование должны разрабатывать и вести следующую техническую документацию:
- технологический регламент по эксплуатации оборудования (цеха, отделения), составленный в соответствии с действующими «Положениями о технологических регламентах»;
- технические паспорта оборудования, содержащий основные расчетные данные, определяющие эксплуатационную характеристику оборудования и соответствие его назначения конкретным производственным условиям;
- инструкцию по эксплуатации оборудования;
- инструкцию по технике безопасности, противопожарной безопасности и производственной санитарии при эксплуатации оборудования и по технике безопасности при производстве работ;
- схему трубопроводов и размещения арматуры с указанием их назначения, проходных сечений, рабочих давлений и направления движения среды;
- документацию на технологические трубопроводы в соответствии с действующими правилами безопасности;
- план ликвидации аварий;
- схему защиты оборудования от статического электричества и вторичных проявлений молнии;
- акты проверки сопротивлений заземления;
- схемы устройств и системы ручного и автоматического управления, сигнализации и аварийной остановки оборудования;
- режимный журнал (лист) наблюдения, в котором фиксируются основные параметры работы оборудования и выявленные нарушения в работе;
- инструкцию завода-изготовителя по устройству оборудования, его монтажу и эксплуатации;
- должностные инструкции по рабочему месту;
- монтажные и ремонтные формуляры;
- технические условия на ремонт оборудования;
- чертежи общего вида и основных узлов оборудования;
- комплект рабочих чертежей быстроизнашивающихся деталей и запасных частей оборудования;
- сертификаты на материалы ответственных деталей;
- акты осмотров, освидетельствований, испытаний на плотность и прочность, обязательных контрольных, технологических и приемо-сдаточных испытаний оборудования;
- паспорт на смазочные масла;
- журнал пробега технологического оборудования;
- и т.д.
Инструкция по безопасной эксплуатации оборудования должна соответствовать действующему технологическому регламенту, названным выше «Правилам» и другим нормативным документам.
В инструкции по эксплуатации технологического оборудования должны быть отражены следующие вопросы:
- техническая характеристика технологического оборудования и его назначение;
- подготовка к пуску и пуск технологического оборудования в работу при нормальной технологической схеме;
- пуск технологического оборудования после кратковременной остановки и после ремонтов;
- переход с одного однотипного технологического оборудования на другое такое же;
- правила работы при нормальном, технологическом режиме;
- уход за работающим и неработающим технологическим оборудованием;
- остановка оборудования на непродолжительный срок, текущий или капитальный ремонты;
- защитные блокировки, аварийно-производственная и кодовая сигнализация;
- указания по смазке и охлаждению технологического оборудования;
- регулирование производительности;
- действия при возникновении неполадок в работе и аварий.
Должностная инструкция обслуживающего персонала должна включать следующие разделы:
- общие положения, подчиненность и взаимосвязь со смежными рабочими местами;
- порядок приема и сдачи смены;
- права, обязанности и ответственность;
- описание рабочего места, нормы технологического режима, правила работы;
- отклонения от нормального режима и методы их устранения;
- аварийная остановка;
- основные правила безопасной работы.
Журнал наблюдения и контроля параметров технологического оборудования должен содержать записи обо всех недостатках, обнаруженных в работе деталей и узлов (нарушение герметичности, появление вибраций, стуков, перегревов и т.п.), а также о принятых мерах по ликвидации выявленных неполадок.
Журнал пробега технологического оборудования должен содержать сведения о времени работы, простоя или ремонта оборудования в течении каждых суток месяца, на который ведется учет, а также суммарные выше перечисленные показатели за месяц.
5.2 Типовые эксплутационные неисправности и методы их устранения
Разгерметизация аппарата, вследствие нарушения целостности обечайки:
- аппарат отглушить, остановить, на месте трещины сделав канавку, заварив ее, и через некоторое время пустить аппарат в работу после необходимого контроля и испытания;
- при обнаружении трещины на сварке, старый слой сварки снять и наложить новый.
Несоответствие показаний приборов КИПиА требованиям технологического процесса:
- катализатор вышел из строя
Способ устранения дефекта:
- заменить катализатор, сразу два слоя.
6 РЕМОНТ ОБОРУДОВАНИЯ
6.1 Организация ремонта оборудования
6.1.1 Структура ремонтной службы. Права и обязанности ремонтного персонала цеха
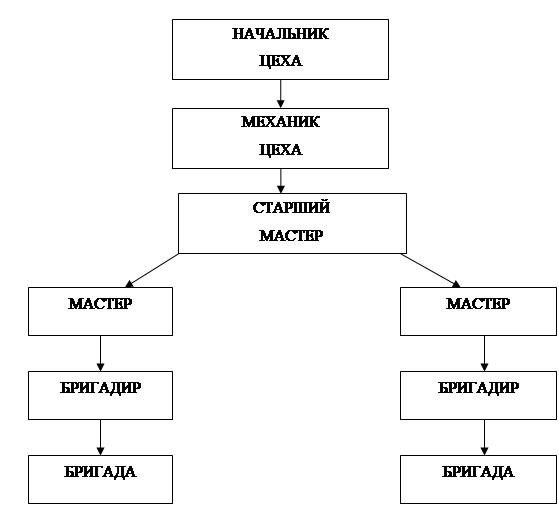
Рисунок 6 – Структура ремонтной службы
Права и обязанности мастера
Мастер цеха в административном и техническом отношении подчиняется механику и начальнику цеха; в своей работе обязан руководствоваться местным инструкциям и правилам, а также распоряжениям и указаниям механика и начальника цеха. Все распоряжения начальника цеха и мастера ремонтному персоналу передаются через мастера.
Мастер цеха обязан осуществлять во время своей работы общее техническое и оперативное руководство всеми ремонтными работами по цеху и работами по обеспечению реагентами, и является лицом ответственным за правильную организацию своевременное и качественное производство работ по ремонту оборудования, за его состоянием.
Мастер постоянно обязан повышать свою квалификацию, знакомиться с опытом эксплуатации аналогичного оборудования и способствовать росту технической грамотности подчинённых работников. Должен проводить работу по обучению подчинённого персонала, участвовать в комиссии цеха по проверке знаний персонала ремонтной бригады по производственной технической эксплуатации, производственной техники безопасности, производственной пожарной безопасности. Обязан прорабатывать с ремонтным персоналом случаи аварий, брака в работе и неправильных действий рабочих, допущенных при выполнении заданий в цехе, нарушение трудовой дисциплины и правил внутреннего распорядка.
Мастер составляет график капитальных и планово-предупредительных ремонтов оборудования, обеспечивает их выполнение и ведёт регистрацию проведённых работ. Всё оборудование вышедшее из ремонта опробуется и допускается к эксплуатации под руководством мастера цеха по согласованию с начальником цеха и в присутствии и начальника смены химического цеха, ответственного за оценку качества производимого ремонта и его осмотр на приёмке.
Мастер не имеет права отдавать распоряжения оперативному персоналу по обслуживанию оборудования, минуя начальников смен. Ведёт учёт расхода и выписку материалов, инструмента и запчастей, даёт задание рабочим перед началом работ и заказы на изготовление запчастей в механическом цехе, составляет годовые и месячные заявки на материалы, инструмент, запчасти.
При нарушении подчинённым ему персоналом трудовой и производственной дисциплины, правил внутреннего распорядка и выполнения распоряжений, мастер обязан подать рапорт начальнику цеха для наложения на виновного взыскания.
В случае аварийного положения оборудования в цехе, или общестанционной аварии мастер немедленно является в цех в любое время суток по вызову начальника смены цеха, обеспечивающего его транспортным средством.
Мастер обязан ежемесячно проводить повторные инструктажи ремонтному персоналу.
Мастер имеет право:
- осуществлять непосредственное руководство работой бригады;
- приостанавливать производимые работы и отстранять от работы лиц, в случае грубых нарушений или правил технической эксплуатации, техники безопасности, пожарной безопасности, местных инструкций, правил внутреннего распорядка;
- советоваться по вопросам технического выполнения работ с мастерами других цехов;
- беспрепятственного допуска для осмотра всего оборудования, находящегося в работе и в резерве;
- предъявлять начальнику цеха свои соображения на предмет поощрения отдельных работников, особо отличившихся в работе;
- удалять из цеха всех лиц, не имеющих отношения к производимым работам в цехе.
6.1.2 Система ППР. Виды и объём работ
Системой ППР называют комплекс организационных и технических мероприятий по обслуживанию и ремонту оборудования, проводимых по заранее составленному плану для обеспечения безотказной работы оборудования. В целом система ППР служит для поддержания оборудования в работоспособном состоянии при сохранении его высокой производительности. Система ППР предусматривает следующие виды ремонтов: текущий и капитальный.
Текущий ремонт - это ремонт, выполняемый для обеспечения работоспособности изделия состоящий в замене, восстановлении отдельных частей и их регулировании. Его выполняют при разборке отдельных сварочных единиц. Текущий ремонт включает следующие операции: промывка машин или аппаратов с заменой смазочного материала, регулирование наиболее изнашивающихся и наиболее нагруженных сварочных единиц; разборку узлов составляющей заменой и ремонтом деталей, срок службы которых равен межремонтному периоду; сварку и проверку отремонтированных сварочных единиц; ремонт футеровок и восстановление защитных покрытий;прведение работ, общих для периодических осмотров. Число, объем, содержание и сроки текущего ремонта оборудования определяются предремонтный период.
Капитальный ремонт - это ремонт, выполняемый для восстановления исправности и полного продолжительностью службы деталей и интенсивностью использования машин и аппаратов или близкого к полному восстановления ресурса изделия с заменой или восстановлением любых его частей, включая базовые, и их регулированием. Он характеризуется одновременной заменой большого числа деталей, сборочных единиц и комплексов. При капитальном ремонте оборудование восстанавливают полностью; при этом его эксплуатационные характеристики доводят до соответствия ТУ на новое или отремонтированное оборудование. При капитальном ремонте выполняют полную разработку и промывку машины и аппарата; ремонт или замену изношенных деталей, сварочных единиц и комплексов; сварку машины или аппарата с проверкой качества сварки; проверку машины или аппарата на холостом ходу и под нагрузкой. По окончании капитального ремонта машину или аппарат сдают по акту комиссии, состоящей из главного механика, инженера по технике безопасности и начальника производства.
Техническое обслуживание – это комплекс работ, направленных на поддержание работоспособности или исправности оборудования при его использовании, хранении и транспортировании. Наиболее распространены периодическое и регламентированное техническое обслуживание. В первом случае предусматривают обслуживание, проводимое через установленные в эксплуатационной документации значения наработки или интервалы времени, во втором – обслуживание, предусмотренное в нормативно-технической документации и выполняемое с периодичностью и в объеме , установленными в ней независимо от технического состояния оборудования в момент начала технического обслуживания. Ежемесячное техническое обслуживание проводится в течение рабочей смены техническим и цеховым персоналом(операторами, машинистами, слесарями и др.). Оно заключается в соблюдении всех условий, приведенных в технологической карте, и производственной инструкции, предусматривающих содержание оборудования в чистоте, контроль за его состоянием путем наружного осмотра, проверку систем смазки и охлаждения и т.д. Техническое обслуживание в ремонтный день выполняет ремонтный персонал, занятый ремонтом, производимым в дни и сроки, установленные приказом по предприятию, под руководством лица, ответственного за проведение работ. Результаты наблюдений и сведения о содержании работ, выполненных при техническом обслуживании оборудования, персонал смены заносит в вахтенный журнал, в котором регистрируется факт передачи рабочей смены и состояние оборудования в момент сдачи.
6.1.3 Ремонтная документация
График ППР – нормативный документ планирования периодичности видов ремонта
График несёт в себе следующую информацию:
- на какое оборудование он составлен;
- в каком цеху находится это оборудование;
- пробег оборудования (в часах), с датами последнего капитального ремонта, текущего ремонта и технического обслуживания (если график составляется на год);
- трудоёмкость каждого вида ремонта и технического обслуживания;
- простой оборудования в каждом виде ремонта;
-суммарный годовой пробег и простой в часах;
График ППР разрабатывает механик цеха по нормативным документам. Согласовывается с начальником цеха и главным механиком производства. Утверждается главным инженером. После утверждения документа он является неукоснительным исполнением.
График ППР составляется на год и является главным документом подготовке к ремонту.
Дефектная ведомость – документ подготовки к ремонту, которая несёт в себе следующую информацию:
- на какое оборудование и в каком цехе этот документ составлен;
- на какой ремонт составлен;
- типовые неисправности и дефекты, обнаруженные в процессе эксплуатации;
- номер чертежа дефектного узла или детали;
- необходимые для перечня детали, материал и комплектующие для проведения ремонта с указание единицы времени и количество.
Дефектную ведомость подписывает механик цеха, а утверждает главный механик.
Акт на сдачу или выдачу оборудования из капитального ремонта оформляется старшим мастером или мастером ремонтной бригады. В акте указывается:
- наименование отремонтированного оборудования;
- дата выдачи оборудования из капитального ремонта;
- оценка выполненного ремонта;
- номер паспорта и номер формуляра (при его наличии);
- кто выдаёт и кто принимает;
- техническое состояние и комплектность;
- заключение;
- дата гарантированной исправной работы.
Ставятся соответствующие подписи и печати данного предприятия. К акту может быть приложена документация в виде протоколов или планов мероприятий по устранению недоделок ремонта в рабочем порядке.
Разрешение на производство ремонтных работ готовится руководителем технической службы, в данном случае старшим мастером. Без наличия этого документа приступать к ремонту нельзя. Простой ремонтного персонала оплачивается заказчиком. Разрешение подписывается начальником цеха или старшим мастером.
Технологические карты используют как самостоятельные ремонтные документы, а также как составные части проекта организации ремонта или проекта производства работ. Их можно использовать как документ к технологическому условию на капитальный ремонт, руководство по капитальному ремонту или стандарту предприятия на капитальный ремонт без включения в состав этих документов. В общем случае ТК должна включать: титульный лист, технологическую характеристику объекта ремонта, его рисунок, перечень подготовительных и ремонтных операций, сведения о численности и квалификационном состоянии ремонтного подразделения, общих трудовых затрат, применяемых материалов, требования по технике безопасности выполнения работ, основные требования по качеству работ, способам и средствам контроля.
Смета – основной плановый документ для финансирования расходов из госбюджета ассигнований на расходы, в частности на капитальный ремонт оборудования.
Сетевой график– это графическая модель ремонтного процесса в подготовительный, остановочный и пуско-наладочный период, отражающая взаимосвязи между работами, необходимыми для достижения конечной цели. Такие графики позволяют наглядно представлять взаимосвязь и последовательность работ, анализировать возможные пути достижения заданного результата и выбирать наиболее выгодный из них. Для построения сетевых графиков необходимо знать содержание и продолжительность ремонтных операций, затраты труда
График позволяет установить необходимость и возможность кооперирования со смежными службами и ремонтными подразделениями, а также время поступления материалов и запасных частей. В период ремонтов на графике отмечают фактическую продолжительность выполнения плановых работ. Это позволяет выявить неточности планирования и избежать их при составлении последующих графиков.
6.2 Технология ремонта
6.2.1 Подготовка оборудования к ремонту
До остановки реактора каталитической очистки в ремонт должна быть подготовлена необходимая техническая документация, требующиеся материалы, мерительный и слесарный инструмент, такелажная оснастка, проверенное и исправное грузоподъемное оборудование, проверенные средства защиты и т.д.
В период подготовки к проведению среднего и капитального ремонтов должна быть составлена ведомость дефектов, соответствующая типовому объему работ и учитывающая дополнительные работы, подлежащие выполнению в данном ремонте.
В ведомости дефектов должны быть указаны:
- объем работ раздельно по операциям;
- трудовые затраты по отдельным работам;
- квалификация и специальность слесарей, выполняющих ремонт узлов;
- потребность в запчастях и материалах;
- необходимый инструмент, оснастка и т.п.;
- ответственный исполнитель работ.
Остановка оборудования производится в соответствии с инструкцией МС 2-01.
1 Оборудование останавливается на ремонт в соответствии с инструкцией по эксплуатации.
2 В объем работ по подготовке оборудования входит:
а) отключение электроэнергии, снятие напряжения на сборках и щитах, отсоединение ремонтируемого объекта от всех подходящих и отходящих от него коммуникаций с помощью заглушек;
б) освобождение коммуникаций, аппаратов от остатков технологического материала, грязи и шлама с соответствующей уборкой от них помещения, освобождение оборудования от вредных, ядовитых и горючих газов и продуктов;
в) чистка приямков, каналов, лотков, промывка канализационных трубопроводов, чистка аппаратов от осадка, накипи и твердых отложений;
г) проверка на содержание горючих, ядовитых газов и кислорода в ремонтируемых объектах, оборудовании, колодцах, приямках путем проведения соответствующих анализов.
3 Работы по подготовке оборудования в ремонт выполняются технологическим персоналом цеха.
4 Ответственность за подготовку мест установки заглушек согласно схеме, за установку заглушек, их снятие, а также за своевременную запись об этом в журнале установки и снятия заглушек несет лицо, ответственное за вывод оборудования в ремонт. После установки заглушек ответственное лицо должно указать их номера на схеме установки заглушек и сделать об этом запись в журнале учета установки и снятия заглушек форма 15 «Системы....». Ответственность за качество устанавливаемых заглушек несет механик цеxa. Схему на установку заглушек подписывает начальник цеха. Дежурный персонал на подготовительные работы может привлекаться только по письменному распоряжению начальника цеха. Во всех остальных случаях запрещается дежурному ремонтному персоналу самостоятельно проводить установку и снятие технологических заглушек.
Устанавливаются три основных заглушки:
- линия кислорода;
- общая линия аммиака;
- линия аммиака на реактор.
5 Состояние работ по подготовке оборудования к ремонту записывается и журнале приема и сдачи смен. Работы по подготовке к ремонту, не законченные предыдущей
сменой, оформляются в журнале приема и сдачи смен ответственным за подготовку и продолжается следующей сменой.
6 О выполнении подготовительных работах и принятых мерах по технике безопасности ответственное лицо за вывод оборудования в ремонт делает отметку в журнале начальников смен.
7 Полностью подготовленное к ремонту оборудование сдастся лицом, ответственным за вывод оборудования в ремонт, руководителю ремонта (мастеру цеха, мастеру цеха централизованного ремонта). При сдаче оборудования в текущий ремонт запись об этом делается в журнале начальников смены, а в капитальный ремонт - оформляется акт по форме 3 «Системы...», которые подписывает лицо ответственное за вывод оборудования в ремонт и руководитель ремонта.
8 Проведение ремонта без оформления акта на сдачу оборудования в ремонт допускается только в тех случаях, когда ремонт осуществляется собственным ремонтный персоналом производственного цеха, в котором установлено данное оборудование. В этом случае запись о сдаче оборудования в капитальный ремонт делается в журнале начальников смен.
9 Без двухстороннего подписания документов на сдачу оборудования в ремонт руководитель ремонта не имеет права приступить к ремонту оборудования, а ответственное лицо за вывод и подготовку не имеет права допускать ремонтников к работе.
При подготовке реактора к ремонту следует учитывать, что в нем находится пожароопасная среда, поэтому при разборке не допускается образование искр и открытого огня. Следует помнить, что к ремонту следует приступать только после того, как пройдет полная вентиляция данного аппарата. Технологическая служба по цеху должна выдать официальную справку, гарантирующую подготовку оборудования. По утверждённой форме составляется акты на сдачу оборудования в ремонт, наряд-допуск на выполнение огневых и пожароопасных работ, который подписывается инженером предприятия.
После остановки производства,
После продувки, промывки, а при необходимости, и пропарки реактора снимается теплоизоляция и аппарат передаётся ремонтникам.
Таблица 4 – Перечень запасных деталей с их стоимостью
| Наименование | вид | Ед. изм. | Цена за ед, руб |
Катализатор |
АВК | тонн | |
| СТК | тонн | ||
| Плоса | 4040 | п. м. | 20000 |
| Фторопласт-4 | Листовой | кг | 300 |
| Уголок | 9090 | тн | 22000 |
| Сетка нихромовая | 44 мм | п. м. | 250 |
| Электроды | ЦЛ – 11, 4 | кг | 150 |
| Итого | |||
6.2.2 Основные дефекты деталей и узлов заданного оборудования и способы их устранения
В процессе длительной работы реактор подвергается загрязнению и износу.
Внутренняя поверхность покрывается различными отложениями.
Износ аппарата выражается:
- в уменьшении толщины стенок корпуса;
- образовании свищей и трещин в корпусе;
- выход из строя слоёв катализатора;
- повреждении уплотнительных поверхностей.
В объем ремонта входит:
- ремонт корпуса;
- замена катализатора новым в полном объёме.
Наиболее часто встречаются дефекты фланца – повреждение поверхности. Для устранения дефекта требуется на токарно-винторезном станке проточить привалочную поверхность. Если это невозможно сделать на токарно-винторезном станке, то привалочную поверхность можно прищабрить плоским шабером.
Кроме этого может иметь место частичное разрушение сварного шва соединения штуцер-фланец. Это дефектное место требуется зачистить шлефмашинкой, убрав металл сварного шва, а затем, используя ручную электродуговую сварку устранить обнаруженный дефект. Место ремонта сварного шва требуется проверить на качество выполнения работы методом «керосин на мел».
Основным узлом реактора является фильтр, стоящий на выходе. Он, как свойственно всем фильтрам, может забиться или же фильтрующие элементы могут выйти из строя. Это абсолютно недопустимо, т. к. даже мелкие частицы, попавшие на лопатки турбокомпрессора, стоящего в технологической схеме после реактора, могут повредить их, вследствие большой скорости вращения рабочего колеса.
6.2.3 Механизация трудоёмких работ
При ремонте реактора необходимо разъединять фланцевые соединения. При данных диаметрах работа распорным клином была бы очень опасной, да и бесполезной, т. к. диаметры фланцевых соединений значительны. Поэтому необходимо применить специальное винтовое приспособление для раздвижки фланцев.
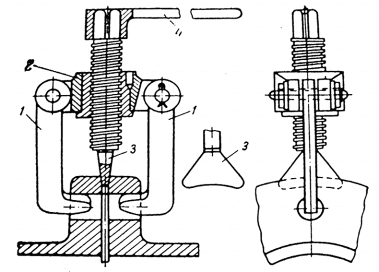
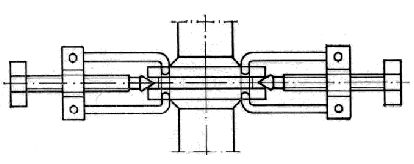
Рисунок 7 – Винтовое приспособление для раздвижки фланцев.
При ремонте реактора необходимо разъединять фланцевые соединения. При данных диаметрах работа распорным клином была бы очень опасной, да и бесполезной, т. к. диаметры фланцевых соединений значительны. Поэтому необходимо применить специальное винтовое приспособление для раздвижки фланцев.
Конструкция данного приспособления довольно-таки проста. Она представляет собой видоизменённый винтовой домкрат. На конце винта выполнен клин(3). К поперечнику (2), исполняющему роль гайки в винтовой паре, крепятся захваты (1).
Принцип работы так же не сложен. Клин устанавливается в зазор между фланцами, захваты заводятся в болтовые отверстия фланцев. Вращение винта выполняется специальным ключом (4). Вращением этого ключа клин углубляется в зазор между фланцами и раздвигает их.
Также для упрощения ремонта можно применить приспособление для вырезки прокладок.
Уплотнительные прокладки из листового материала удобно изготавливать с помощью простого приспособления, которое или устанавливают в шпинделе сверлильного станка, или работают вручную. Наружный диаметр прокладки должен соответствовать диаметру уплотняющего пояска, внутренний - на 2-3 мм должен превышать внутренний диаметр трубы. Толщина вырезаемой прокладки должна быть минимальной однако толщину вырезаемой прокладки можно увеличить, если вместо конусных ножей поставить роликовые ножи.
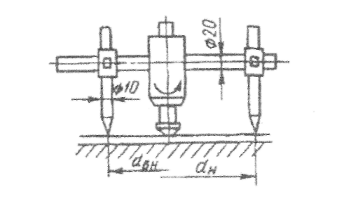
Рисунок 8 - Приспособление для вырезки прокладок
6.2.4 Средства измерения и контроля
При ремонте аппарата применяются следующие средства измерения и контроля:
- угломеры – для измерения углов;
- микрометр типа МП – для измерения листового материала;
- штангенциркуль – для измерения наружных и внутренних диаметров, длин, толщин, глубин;
- слесарная линейка;
- ультрозвуковая дефектоскопия – для проверки сварных швов;
- ультрозвуковой толщиметр – для проверки толщины стенки корпуса.
6.2.5 Описание работ по испытанию и сдаче оборудования из ремонта
Оборудование, вышедшее из ремонта, сдается в эксплуатацию механиком цеха технологу цеха или начальнику отделения и начальнику смены в соответствии с инструкцией МС-2-01 после завершения рабочей обкатки или испытания в рабочих условиях с положительными результатами.
Перед пуском необходимо:
-путем внешнего осмотра тщательно проверить состояние оборудования, коммуникаций, запорной и регулирующей арматуры, фланцевых соединений;
-снять все заглушки, наличие которых мешает пуску оборудования, и сделать соответствующие записи в журнале установки заглушек;
-произвести продувку инертным газом (азотом) оборудования и трубопроводов, связанных с наличием аммиака. Продувка производится до объемной доли кислорода не более 5%;
-перед пуском оборудования проверить исправность контрольно-измерительных приборов, регулирующих и обратных клапанов, указателей уровня, смотровых стекол;
-предохранительные клапана должны быть оттарированы на установленное давление сброса.
Для выполнения испытания необходимо выполнить расчёт пробного давления:
![]() (32)
(32)
значит
![]() (33)
(33)
План проведения гидроиспытания:
![]()
Рисунок 9 – Схема обвязки аппарата для гидравлического испытания
После расчёта пробного давления и составления схемы обвязки аппарата для гидравлического испытания:
1. Установить заглушки;
2. Установить систему гидроиспытания;
3. Заполняем аппарат водой (снизу) до тех пор, пока она не польётся через верхний штуцер;
Примечание. Следует дождаться отсутствия воздушных пузырей, выходящих через верхний штуцер.
4. Отглушаем верхний штуцер;
5. Набираем максимальное рабочее давление (ВНИМАНИЕ началось испытание на герметичность), как только набираем максимальное рабочее давление, отключаем насос, перекрываем вентили 4;
6. Осмотреть аппарат, обстучать сварные швы (молоток до 1,5 кг);
7. Ищем течи, запотевания, капли воды;
8. Если обнаруживаются течи, жидкость из аппарата сливается, дефект устраняется и опять проводится испытание на герметичность.
Если испытание на герметичность проведено успешно, аппарат подвергается испытанию на механическую прочность, кратковременно (5 - 10 минут) в нём создаётся пробное давление. ВНИМАНИЕ под пробным давлением аппарат обстукивать нельзя, контроль осуществляется по манометру.
Испытание контролируется инспектором Госгортехнадзора, механиком цеха, начальником смены или отделения. По результатам испытания составляется акт установленного образца, который они подписывают.
Аппарат считается прошедшим испытание, если по контролируемым параметрам отклонений нет.
6.2.6 Технология изготовления детали
Необходимо изготовить шпильку длиной 230 мм для крепления крышки реактора. Данная деталь будет выполняться из материала Сталь 45 ГОСТ 1050-88.
Таблица 5
Технологическая карта изготовления шпильки М30х1,5
| Полное название технологического перехода | Эскиз | ||
| Отрезать от круга диаметром 30 мм заготовку длиной 250 мм на токарном станке отрезным резцом | |||
| Установить заготовку в тиски фрезерного станка и выполнить проход на глубину 3,5 мм и длину 5 мм двухперьевой пальчиковой фрезой | |||
| Перевернуть заготовку на 180 и выполнить проход на глубину 3,5 мм и длину 15 мм |
|
||
| Повернуть заготовку на 90 и выполнить проход на глубину 3,5 мм и длину 15 мм | |||
| Перевернуть заготовку на 180 и выполнить проход на глубину 3,5 мм и длину 15 мм | |||
| Установить заготовку в патрон токарного станка и резьбовым резцом выполнить резьбу длиной 60 мм, а затем снять фаску и отколлибровать плашкой М30 | |||
| Перевернуть заготовку, установив её в разрезную пружинную втулку с упором, резьбовым резцом выполнить резьбу длиной 60 мм, а затем снять фаску R25 и отколлибровать плашкой М30 | |||
| Эскиз детали |
В технологической карте изготовления шпильки упоминается разрезная пружинная втулка с упором. Она хорошо зарекомендовала себя в ремонтной практике. Это приспособление позволяет проводить восстановление без деформации исправной части шпильки. Втулка выполняется из фосфористой бронзы, которая обладает достаточной пластичностью и пружинными свойствами. В тех случаях, когда изготовить втулку из фосфористой бронзы не возможно из-за отсутствия таковой, можно изготовить втулку из Стали 45 ГОСТ 1051-73 с последующей термообработкой и доведения ее твердости до НRС 45.
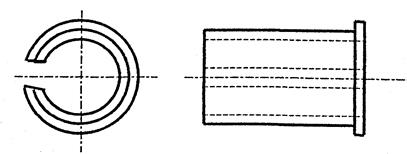
Рисунок 10 – Эскиз разрезной пружинной втулки с упором
7 ТЕХНИКА БЕЗОПАСНОСТИ И ОХРАНА ТРУДА
7.1 Основные опасности при монтаже, эксплуатации и ремонте оборудования
Основными опасностями при монтаже, эксплуатации и ремонте оборудования являются:
- химические ожоги опасными продуктами или полупродуктами производства;
- термические ожоги при соприкосновении с горячими поверхностями аппаратов, трубопроводов, паром;
- удушье азотом или аммиаком, выделяющимися через не плотности оборудования;
- механические травмы: порезы, ссадины, ушибы, вывихи и переломы костей при работе на обслуживающих площадках, возле движущихся частей оборудования, слесарным инструментом и на высоте;
- поражение электротоком при обслуживании электрооборудования, случайном прикосновении к токоведущим частям.
Во время работ возможны следующие производственные травмы:
- поражение электрическим током;
- механическое повреждение частей тела (ранение, ушибы, переломы, порезы);
- шум и вибрация оборудования;
- ожоги термические и химические; отравление продуктами производства.
Поражение электрическим током наблюдается не только при контакте с токоведущими частями, но и при соприкосновении с частями оборудования, не находящимися под напряжением (например, при нарушении изоляции).
Прикосновение к токоведущим частям, находящимся под напряжением, вызывает сокращение мышц. Для оказания помощи, прежде всего, необходимо освободить пострадавшего от дальнейшего действия электрического тока.
Для этого нужно быстро снять напряжение с той части установки, которой касается пострадавший. Если пострадавший находится на высоте, надо учесть, что при отключении электрического тока он может упасть. В случае, когда отключение невозможно, необходимо принять меры для отделения пострадавшего от токоведущих частей. Для этого можно использовать канат, палку, доску или одежду рабочего. Запрещается использовать металлические и мокрые предметы. При этом оказывающий помощь должен избегать прикосновения к окружающим металлическим предметам. Прикасаться к человеку, находящемуся под током, без применения мер предосторожности опасно. Для изоляции оказывающий помощь должен надеть диэлектрические перчатки, галоши, обмотать руки шарфом и т. п. При необходимости следует осторожно, не касаясь проводов, перерубить провод топором с деревянной ручкой. Рубить каждый провод нужно в отдельности, надев диэлектрические перчатки и галоши.
На линиях электропередачи при невозможности оказания помощи пострадавшему указанными методами следует прибегнуть к короткому замыканию. Для этого набрасывают проволоку на оба провода так, чтобы она не коснулась тела оказывающего помощь и пострадавшего.
Если после освобождения от действия электрического тока пострадавший пришел в сознание, а до этого был в состоянии обморока, ему необходимо создать покой до прибытия врача.
Если пострадавший находится в обмороке, но с ровным дыханием, его необходимо удобно уложить, расстегнуть одежду, создать приток свежего воздуха и дать понюхать нашатырный спирт.
После этого - срочно вызвать врача. Если пострадавший редко и судорожно дышит, ему нужно сделать искусственное дыхание и массаж сердца. При отсутствии признаков жизни (нет дыхания, сердцебиения и пульса) необходимо до прибытия врача непрерывно проводить искусственное дыхание.
При легких ушибах на ушибленное место накладывают холодный компресс. При сильных ушибах пострадавшего укладывают на носилки, расстегивают одежду и до прихода врача прикладывают к ушибленному месту холодный компресс. Во избежание загрязнения раны (даже в случае небольших ранений) оказывающий помощь должен вымыть руки или смазать пальцы йодной настойкой.
При оказании первой помощи не следует: промывать рану водой или какими-либо лекарствами, засыпать порошком или покрывать мазями, так как при этом в рану можно занести инфекцию. Также нельзя стирать с раны песок, землю и т. д., чтобы глубже не втереть в рану грязь; удалять из раны сгустки крови, так как это может вызвать сильное кровотечение.
При любом ранении края раны необходимо обработать настойкой йода или зеленкой с последующим наложением повязки. Для перевязки используют индивидуальный пакет. При микротравмах раны обрабатывают зеленкой, клеем БФ, жидкостью Новикова.
В случае кровотечения нужно приподнять раненую конечность, закрыть кровоточащую рану стерильным перевязочным материалом, сложенным в комочки, придавить его пальцем и держать в таком положении в течение 4-5 мин. После того как кровотечение будет остановлено, на рану дополнительно накладывают кусок ваты и забинтовывают. Если кровотечение сильное и его нельзя остановить наложением повязки, сдавливают кровеносные сосуды, питающие раненую область. Для этого раненую конечность сгибают в суставах пальцами, жгутом или закруткой выше места кровотечения.
Ожоги могут быть двух видов: термические и химические. В зависимости от сложности различают три степени ожогов. При ожогах первой степени наблюдается покраснение кожи; второй степени - нарушение верхнего и рогового слоев кожи, образование пузырей; третьей степени - распространение ожога на подкожную клетчатку, мышцы и сосуды, обугливание кожи.
При сильных термических ожогах с обожженных участков тела необходимо снять одежду и обувь, покрыть их стерильным материалом, перевязать и направить пострадавшего в лечебное учреждение. При оказании первой помощи нельзя вскрывать пузыри, отделять приставшие к обожженному месту куски одежды, продукты, вызвавшие ожог, так как при этом можно поранить кожу и занести инфекцию.
При ожогах концентрированными кислотами пораженное место промывают водой в течение 10![]() 15 мин, обрабатывают пятипроцентным раствором марганцовокислого калия и десяти процентным раствором питьевой соды, затем забинтовывают.
15 мин, обрабатывают пятипроцентным раствором марганцовокислого калия и десяти процентным раствором питьевой соды, затем забинтовывают.
При ожогах едкими щелочами пораженное место промывают водой в течение 10![]() 15 мин, затем обрабатывают трехпроцентным раствором уксусной кислоты или десяти процентным раствором борной кислоты. При термических ожогах глаза пострадавшего срочно отправляют в медпункт. При попадании в глаза кислоты или щелочи следует немедленно промыть глаза под струей воды и обратиться к врачу.
15 мин, затем обрабатывают трехпроцентным раствором уксусной кислоты или десяти процентным раствором борной кислоты. При термических ожогах глаза пострадавшего срочно отправляют в медпункт. При попадании в глаза кислоты или щелочи следует немедленно промыть глаза под струей воды и обратиться к врачу.
При отравлении парами углеводородов пострадавшего немедленно выносят из загазованного места на свежий воздух и срочно вызывают врача. Если пострадавший после удаления из загазованной зоны находится без сознания или у него наблюдается слабое и неровное дыхание, слабый пульс, надо до прихода врача сделать ему искусственное дыхание.
Сырье, применяемое в производстве аммиачной селитры (газообразный аммиак и азотная кислота), а также пыль аммиачной селитры и окислы азота обладают агрессивными и токсичными свойствами. При неправильной организации труда и производства и несоблюдении профилактических мероприятий эти факторы могут вызвать у работающих острое отравление и хронические заболевания.
При выполнении работ в закрытых емкостях, колодцах, шахтах, приямках без средств защиты (шланговых или изолирующих противогазов) из-за недостатка кислорода может наступить удушье. В целях недопущения возможности попадания людей внутрь оборудования, продуваемого или находящегося под азотом, необходимо устанавливать на открытых люках оборудования на болтовых соединениях временные тонкостенные металлические крышки с прокладками, с вывешиванием на них предупредительного плаката: “Не влезать, в аппарате азот”.
При работе оборудования возникают шум и вибрация. При распространении звука имеет место звуковое давление, которое для производственных помещений не должно превышать 5дБл. При появлении сверхдопустимой вибрации оно должно быть остановлено, трубопроводы, транспортирующие рабочие среды, при появлении вибрации должны быть отключены от действующих аппаратов.
Причиной производственного травматизма может стать:
- невыполнение мероприятий, связанных с общими правилами организации работ на строительно-монтажной площадке;
- неправильная организация санитарно-гигиенического, бытового и культурного обслуживания рабочих па монтажной площадке;
- неправильный выбор освещения строительной площадки, проходов и рабочих мест;
- несвоевременное обеспечение рабочих питьевой водой или плохое качество воды;
- непродуманная или неполная система ограждения опасной зоны;
- несоблюдение безопасных условий труда при эксплуатации грузоподъемных машин и механизмов;
- невыполнение мероприятии, исключающих возможность поражения электрическим током.
Характеристика рабочей среды.
Аммиак (NH3 ) - раздражает слизистые оболочки и верхние дыхательные пути. При легких отравлениях чувствуется раздражение глаз и слизистых оболочек носа, головная боль, боль в груди. При высокой концентрации аммиака в воздухе наступает слезотечение, боль в ушах, удушье, сильные приступы кашля, головокружение. В более тяжелых случаях возможны химические ожоги кожи, слизистых оболочек, вплоть до отека легких. Концентрация 0,35 – 0,7 мг/м3 в воздухе опасно для жизни.
Пятиокись ванадия (V2 O5 ). Входит в состав катализатора, применяемого в реакторе каталитической очистки. Порошок красно-темного цвета. Соединения ванадия являются ядами с весьма разнообразным действием на организм: вызывает изменения в кровообращении, органах дыхания (бронхиты, пневмонии, пневмосклероз), нервной системе, обмене веществ, вызывает воспалительные и аллергические реакции заболевания кожи, обладает выраженным раздражающим действием.
Окись алюминия (Al2 O3 ).Входит в состав катализатора, применяемого в реакторе каталитической очистки. При вдыхании пыли окиси алюминия поражаются главным образом лёгкие. При частом вдыхании может развиться заболевание, называемое алюминозом.
Катализатор СТК 1-7. Катализатор не горюч, не взрывоопасен. При погрузочно-разгрузочных работах возможно выделение пыли, которая содержит вредные вещества соединения хрома и железа. Катализаторная паль вызывает поражение слизистых оболочек верхних дыхательных путей, рта, глаз, раздражение кожи. Средства защиты – противопыльный респиратор, очки, спецодежда.
7.2 Меры безопасности и средства индивидуальной защиты
Невыполнение правил техники безопасности при проведении ремонтных и монтажных работ влечет за собой несчастные случаи.
Все рабочие, связанные с работами по строповке, подъему и перемещению грузов с помощью грузоподъемных приспособлений, должны сдать экзамен специальной комиссии на знание правил техники безопасности. Лица, моложе 18 лет не допускаются работать стропальщиками.
Проверке такелажного оборудования должно уделяться особое внимание. Не реже, чем через каждые 6 месяцев, стропы должны испытываться нагрузкой, величина которой вдвое превосходит рабочую разрешенную нагрузку.
Электропроводки и подключения должны быть выполнены весьма тщательно и заземлены. Двигатели электролебедок нужно также обязательно заземлить. Прикосновения к открытым токоведущим частям рубильников, панелей, к корпусам незаземленных электродвигателей и сварочных трансформаторов с неисправным защитным кожухом ведут к поражениям электрическим током.
При выполнении газо- и электросварочных работ нужно выполнять следующие правила техники безопасности:
- сварщик должен иметь брезентовый костюм и рукавицы, пропитанные огнестойким составом, а также защитные очки или щиток с темными стеклами;
- место сварки ограждается специальными щитами или ширмами;
- тщательно следить за исправностью водяного затвора ацетиленового генератора, не подвергать последний ударам, предохранять редуктор и шланги сварочного аппарата от загрязнения маслом; несоблюдение предосторожностей может привести к аварии и взрыву аппарата.
Для затяжки болтов нужно пользоваться исправным крепежным инструментом, не применять ключей, зев которых больше размеров болта или гайки.
При пользовании переносным электрическим или пневматическим механизированным инструментом нужно выполнять все правила его эксплуатации, гарантирующие безопасность работы.
При выполнении ремонтных работ применяют следующие средства индивидуальной защиты :
- спецодежда – комбинезон хлопчатобумажный, костюм брезентовый и шерстяной,
- рукавицы хлопчатобумажные и резиновые;
- сапоги резиновые,
- защитные каски;
- шланговые противогазы;
- противопыльные респираторы;
- защитные очки и щитки для лица;
- шумоглушители.
Противопожарные мероприятия
При проведении газосварочных работ запрещается отогревать замерзшие ацетиленовые генераторы, вентили, редукторы и другие детали сварочных установок открытым огнем или раскаленными предметами, а также пользоваться инструментом, который может образовать искры при ударе. Курить и пользоваться открытым огнем можно на расстоянии не менее 10 м от баллонов с газом. Баллоны с кислородом следует предохранять от соприкосновения с растительными, животными и минеральными маслами, а также с промасленной одеждой, тряпками т. д.
При проведении электросварочных работ место проведения работ ограждают сплошной перегородкой из несгораемого материала высотой не менее 2 м. Зазор между перегородкой и полом должен быть не более 5 см. Полы делают из несгораемого материала.
Провода, подводящие ток к сварочным аппаратам, распределительным щитам и другому оборудованию, а также к местам сварочных работ, должны быть надежно изолированы и защищены от воздействия высокой температуры, механических и химических повреждений.
Электросварочные установки на все время работы заземляют. При этом отдельно заземляют корпус сварочного аппарата, пусковые выключатели, сварочный стол, свариваемую деталь и т.д.
В помещениях для проведения сварочных работ следует соблюдать следующие правила:
- минимальное расстояние между однопостовыми сварочными агрегатами должны быть не менее 0,8 м;
- между стационарными, многопостовыми сварочными агрегатами 1,5 м;
- между автоматическими сварочными установками не менее 2 м.
7.3 Мероприятия по охране окружающей среды
В цехе имеются постоянные и периодичные источники выбросов вредных веществ:
1) В атмосферу:
- хвостовой газ после абсорбционных колонн проходит каталитическую очистку и выбрасывается в атмосферу через выхлопную трубу, в случае отключения (выхода из строя) каталитической очистки на любом из работающих агрегатов технологический процесс на данном агрегате останавливается;
- вентиляционные выбросы с содержанием оксидов азота.
2) Сбросы:
- смывные, атмосферные воды с площадок этажерки абсорбционных колонн сливаются в поддон абсорбционных колонн, затем по дренажному лотку поступают в нейтрализатор, после которого с сбрасывается в промливневую канализацию
8 ЭКОНОМИЧЕСКАЯ ЧАСТЬ
8.1 Расчет количества ремонтов в календарном году
Таблица 6 – Стоимость оборудования
| Наименование оборудования | Количество единиц | Стоимость, руб. | |||
| единицы | общая | ||||
| Реактор | 1 | 721000 | 721000 | ||
| Итого | 721000 | 721000 | |||
Таблица 7 – Нормативы планово-предупредительных ремонтов
| Наименование оборудования | Ресурсы работы, ч | Время простоя, ч | Трудоёмкость, челчас | |||
| ЦК | ЦТ | Прк | Прт | Трк | Трт | |
| Реактор | 34560 | 4320 | 480 | 96 | 374 | 140 |
Среднегодовое количество капитальных ремонтов рассчитывается по формуле:
Nк = (Ткал Кисп ) Цк (34)
где Nк – количество капитальных ремонтов в календарном году, ед;
Ткал – календарный фонд рабочего времени оборудования в год, час;
Кисп = 0,9 – коэффициент использования оборудования;
Цк – продолжительность межремонтного цикла, час.
Nк а = (8640 0,9) 34560 = 0,22 ед
Среднегодовое количество текущих ремонтов рассчитывается по формуле:
Nт = (Ткал Кисп ) Цт – Nк (35)
где Nт – количество текущих ремонтов в календарном году, ед;
Ткал – календарный фонд рабочего времени оборудования в год, час;
Кисп = 0,9 – коэффициент использования оборудования;
Цт – межремонтный пробег, час;
Nк – количество капитальных ремонтов в календарном году, ед.
Nт а = (8640 0,9) 4320– 0,22 = 1,58 ед
Периодичность проведения капитальных ремонтов рассчитывается по формуле :
t к= Цк / Ткал.мес., (36)
где tк – количество месяцев между капитальными ремонтами,мес.,
Цк – межремонтный цикл, час.,
Ткал. мес.- календарный фонд рабочего времени оборудования в месяц,
720 час.
t к = 34560 / 720 = 48 мес
Рассчитываем периодичность проведения текущих ремонтов:
tт = Цт / Ткал.мес., (37)
где tт – количество месяцев между текущими ремонтами, мес.,
Цт – межремонтный пробег,час.,
Ткал.мес. – календарный фонд рабочего времени оборудования в месяц,
720 час.
tт = 4320/ 720 = 6 мес
Таблица 8 – План-график ППР
| Наименование оборудования | М е с я ц ы | Годовой простой оборудования,час | Годовой фонд работы оборудования, час |
|||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | |||
| Реактор | Т | К | 576 | 8184 | ||||||||||
Так как в данном году есть капитальный ремонт, то количество текущих уменьшается на один.
8.2 Расчет простоя в ремонтах, трудоемкость ремонтных работ
Годовой простой оборудования складывается из простоев в капитальном и текущем ремонтах.
В начале рассчитывается продолжительность простоя оборудования в капитальном ремонте:
Прк = Прк Nк N (38)
где Прк – продолжительность простоя в капитальном ремонте, час;
Прк – простой в ремонте по нормативу, час;
Nк – количество капитальных ремонтов в данном году, по графику ППР, ед;
N – количество единиц однотипного оборудования, ед.
Прк а = 480 1 1 = 480 час
Продолжительность простоя в текущем ремонте:
Прт = Прт Nт N (39)
где Прт – продолжительность простоя в текущем ремонте, час;
Прт – нормативная продолжительность простоя в текущем ремонте, час;
Nт – количество текущих ремонтов в данном году, по графику ППР, ед;
N – количество единиц однотипного оборудования, ед.
Прт а = 96 1 1 = 96 час
Годовой простой в ремонтах:
Пргод = Прк + Прт (40)
Пргод к = 480 + 96 = 576 час
Трудоёмкость капитального ремонта рассчитывается по формуле:
Трк = Трк Nк Кисп N (41)
где Трк – трудоёмкость капитального ремонта, челчас;
Трк – нормативная трудоёмкость капитального ремонта, челчас;
Nк – количество капитальных ремонтов в данном году, по графику ППР, ед;
N – количество единиц однотипного оборудования, ед;
Кисп = 0,9 – коэффициент использования оборудования.
Трк а = 374 1 0,9 1 = 336,6 челчас
Трудоёмкость проведения текущего ремонта, челчас:
Трт = Трт Nт Кисп N (42)
где Трт – трудоёмкость текущего ремонта, челчас;
Трт – нормативная трудоёмкость текущего ремонта, челчас;
Nт – количество текущих ремонтов в данном году, по графику ППР, ед;
N – количество единиц однотипного оборудования, ед;
Кисп = 0,9 – коэффициент использования оборудования.
Трт а = 140 1 0,9 1 = 126 челчас
Определяем общую трудоёмкость ремонтных работ:
Тробщ = Трк а + Трт а = 336,6 + 126 = 462,6 челчас (43)
8.3 Расчет численности и годового фонда заработной платы ремонтного персонала
Ремонтный персонал работает в односменном режиме по графику прерывного производства.
Продолжительность смены при нормальных условиях труда – 8 часов.
Таблица 9 – Годовой бюджет рабочего времени одного рабочего
| Показатели | Прерывное производство | |
| дни | часы | |
1 Календарные дни 2 Выходные дни 3 Праздничные дни 4 Максимально возможный фонд рабочего времени 5 Неявки, всего в том числе а) очередной отпуск б) болезнь в) государственные и общественные обязанности г) учебные отпуска и прочие невыходы 6 Полезный фонд рабочего времени |
365 105 12 249 40 30 5 2 3 209 |
1986 320 240 40 16 24 1666 |
Количество календарных и выходных дней берётся по календарю. Количество праздничных дней в году: 1, 2, 3, 4, 5, 7, января, 23 февраля, 8 марта, 1, 9 мая, 12 июня, 4 ноября. Максимально возможный фонд рабочего времени рассчитывается как разница между количеством календарных дней и суммой выходных и праздничных дней. При расчёте максимально возможного фонда рабочего времени в часах необходимо учесть, что в праздничные дни рабочий день сокращается на один час. Количество дней неявок берётся в среднем по отрасли. Полезный фонд рабочего времени рассчитывается как разница между максимально возможным фондом рабочего времени и неявками.
Расчет численности ремонтных рабочих
Чр.р.шт. = (Тргод Прдн Тсм Ксм ) (44)
где Тсм – 8 час – продолжительность смены;
Тргод – 555,12 челчас – годовая трудоёмкость
Тргод = Тробщ 1,2 = 462,6 1,2 = 555,12 чел.час (45)
Ксм – 1 – коэффициент сменности.
В связи с тем, что ремонт производится в одну смену, а простой в ремонте по нормативам предусмотрен круглосуточный, определяем время простоя оборудования в днях:
Прдн = Тробщ 24 (46)
где Тробщ – общая трудоёмкость проведения ремонтов
Прдн = 462,6 24 = 19,27 дн
Чр.р.шт. = (555,12 19,27 8 1) = 3,6 = 4 шт
С учётом подмены на время отпусков и прочих невыходов, списочная численность состава:
Чр.р. = Чр.р.шт Кподм. (47)
где Кподм. = 1,19 – коэффициент подмены.
Чр.р. = 4 1,19 = 4,76 = 5 чел
Таблица 10 – Состав ремонтной бригады
| Профессия | Списочная численность, чел | Тарифный разряд | Условия труда | Часовая тарифная ставка, руб. |
| Слесарь-ремонтник | 2 | IV | Опасные | 29,8 |
| Слесарь-ремонтник | 3 | V | Опасные | 34 |
| Всего | 5 |
8.4 Расчет затрат на материалы или запасные части для ремонта и эксплуатации заданного оборудования
Таблица 11 – Перечень запасных деталей с их стоимостью
| Наименование | вид | Ед. изм. | Цена за ед, руб |
Катализатор |
АВК | тонн | |
| СТК | тонн | ||
| Плоса | 4040 | п. м. | 20000 |
| Фторопласт-4 | Листовой | кг | 300 |
| Уголок | 9090 | тн | 22000 |
| Сетка нихромовая | 44 мм | п. м. | 250 |
| Электроды | ЦЛ – 11, 4 | кг | 150 |
| Итого | |||
Для расчёта зарплаты за капитальный ремонт рассчитываем среднегодовую тарифную ставку:
Тстср. = (ТстV ЧV + ТстIV ЧIV ) Чобщ (48)
где ТстV , ТстIV – тарифные ставки соответствующих тарифных разрядов, руб;
ЧV , ЧIV – численность ремонтных рабочих по разрядам;
Чобщ – общая численность ремонтного персонала.
Тстср. = (29,8 2 + 34 3) 5 = 32,32 руб
Тарифная заработная плата за капитальный ремонт составит:
ЗПтар = Тстср Трк.общ (49)
где ЗПтар – тарифная заработная плата за капитальный ремонт, руб;
Тст.ср. – средняя тарифная ставка за час, руб;
Тр.к. – трудоёмкость капитального ремонта, челчас.
ЗПтар = 32,32 336,6 = 10878,91 руб
Премия за качественное выполнение капитального ремонта начисляется в размере 60% тарифной зарплаты:
Спр = ЗПтар 0,6 = 10878,91 0,6 = 6526,8 руб (50)
Основная зарплата равна сумме тарифной зарплаты и премии:
ЗПосн = ЗПтар + Спр = 10878,91 + 6526,8 = 17405,71 руб (51)
Дополнительная зарплата включает оплату учебных, очередных отпусков и оплату выполнения государственных обязанностей. Для расчёта составляющих дополнительный ФЗП находим среднедневную зарплату:
ЗПс/дн = ЗПосн ФРВпол (52)
где ЗПосн – основная зарплата за капитальный ремонт, руб;
ФРВпол – полезный фонд рабочего времени в днях, таблица .
ЗПс/дн = 17405,71 209 = 83,28 руб
Оплата очередного отпуска:
Ооч = ЗПср/дн tоч = 83,28 30 = 2498,4 руб (53)
где ЗПср/дн – среднегодовая зарплата, руб;
tоч – продолжительность очередного отпуска, дни (таблица ).
Оплата учебного отпуска:
Оуч = ЗПср/дн tуч = 83,28 3 = 249,84 руб (54)
где ЗПср/дн – среднегодовая зарплата, руб;
tуч – продолжительность учебного отпуска, дни (таблица ).
Оплата выполнения государственных и общественных обязательств:
Ог/о = ЗПср/дн tг/о = 83,28 2 = 166,56 руб (55)
где tт/о – продолжительность выполнения государственных обязанностей, дни (таблица).
Дополнительный фонд зарплаты:
ЗПдоп = Ооч + Оуч + Ог/о = 2498,4 + 249,84 + 166,56 = 2914,8 руб (56)
Фонд зарплаты за капитальный ремонт равен сумме основного и дополнительного фондов:
ЗПк.р. = ЗПосн. + ЗПдоп. = 2914,8 + 17405,71 = 20320,51 руб (57)
8.5 Расчет стоимости капитального ремонта заданного оборудования
Таблица 12 – Смета затрат за капитальный ремонт
| Статьи затрат | Обоснование | Сумма затрат, руб. | Удельный вес, % |
| 1 Заработная плата за капитальный ремонт | Из расчёта | 20320,51 | 24,72 |
| 2 Единый социальный налог с отчислениями на случай травматизма | 37,1% |
7538,9 | 9,17 |
| 3 Стоимость материалов и запасных частей | 5% от стоимости оборудования | 36050 | 43,85 |
4 Накладные расходы |
90% от основной зарплаты за капитальный ремонт | 18288,45 | 22,24 |
| Всего | 82197,86 | 100 |
Удельный вес рассчитывается как отношение суммы затрат по статье к итогу, выраженное в процентах.
8.6 Основные технико-экономические показатели
Таблица 13 – Технико-экономические показатели проекта
| Показатель | Единицы измерения | Обоснование | Значение |
| 1 Численность ремонтного персонала | Чел. | Таблица 5 | 5 |
2 Объём ремонтных работ |
Руб. |
Таблица | 82197,86 |
3 Производительность труда |
Руб. |
Отношение объёма ремонтных работ к численности персонала | 16439,57 |
| 4 Удельный вес стоимости ремонтных работ в стоимости оборудования | % |
Отношение стоимости ремонта к стоимости оборудования, выраженное в % | 11,4 |
Вывод: Затраты на капитальный ремонт составляют 11,4 % от полной стоимости оборудования, что не превышает среднеотраслевой норматив (15%).
9. СПИСОК ЛИТЕРАТУРЫ
1. Анурьев В.И. Справочник конструктора машиностроителя.- М: Машиностроение, 1979.- с.728
2. Генкин А.Э. Оборудование химических заводов.- М: Высшая школа, 1986.- с.280
3. Гольцов А.А. Практические работы по дисциплине «Грузоподъемные механизмы и транспортные устройства».- Новомосковск, 2004.- с. 39
4. Гольцов А.А. Методическое пособие по монтажным и эксплуатационным частям курсового проекта по дисциплине «Монтаж, техническая эксплуатация и ремонт оборудования отрасли».- Новомосковск, 2005.- с. 103
5. Кацнельсон М.Б. Методическое пособие на практические работы по дисциплине «Технологическое оборудование отрасли».- Новомосковск, 2004.- с.167
6. Кацнельсон М. Б. Методическое пособие для практических занятий и дипломного проектирования учащихся специальности 1701 «Монтаж и техническая эксплуатация промышленного оборудования».- Новомосковск, 2002.- с.57
7. Технологический регламент по цеху № 5.- Новомосковск, 2003.- с. 234
Наряд – допуск на проведение ремонтных работ
![]() 1 Производство, цех(корпус) цех № 5
1 Производство, цех(корпус) цех № 5
![]() 2 Место проведения работ Реактор каталитической очистки хвостовых газов
2 Место проведения работ Реактор каталитической очистки хвостовых газов
![]() 3 Объем и содержание работ капитальный ремонт
3 Объем и содержание работ капитальный ремонт
![]() 4 Непосредственный руководитель работ от подрядной организации
4 Непосредственный руководитель работ от подрядной организации
Механик цеха ЦЦР
![]() 5 Ответственный за подготовку и сдачу оборудования (объекта) в ремонт от заказчика
5 Ответственный за подготовку и сдачу оборудования (объекта) в ремонт от заказчика
Механик цеха № 5
6 Мероприятия по подготовке оборудования (объекта) в ремонт отключить от действующих коммуникаций, установить заглушки, сделать запись в журнале установки заглушек, определить материалы и запасные части, необходимые для ремонта, исправный инструмент, промыть, просушить ,ИСЗ, провести инструкцию по ТБ
7 Подготовительные работы выполнены в полном объеме
Оборудование (объект) подготовлено к ремонту
![]()
![]() 8 Оборудование (объект) принято в ремонт. С объемами и условиями ознакомлен
8 Оборудование (объект) принято в ремонт. С объемами и условиями ознакомлен
(подпись непосредственного руководителя работ, дата)
9 Мероприятия, обеспечивающие безопасность проведения работ
№№ п.п. |
Перечень мероприятий | Ответственный за выполнение мероприятия (должность, Ф.И.О) | Отметка о выполнении (подпись) |
| 1 | Инструктаж по ТБ, ПБ, ПС | механик | |
| 2 | Иметь ИСЗ | мастер | |
| 3 | Иметь средства пожаротушения | бригадир |
10 Первичный инструктаж в объеме инструкции по технике безопасности , промсанитарии и пожарной безопасности цеха с рабочими и ИТР провел (подпись)
А К Т №
![]() на сдачу оборудования в капитальный ремонт
на сдачу оборудования в капитальный ремонт
![]() Реактор
Реактор
(наименование оборудования)
![]() Настоящий акт составлен представителем
Настоящий акт составлен представителем
(наименование исполнителя)
Механик цеха ЦЦР
![]()
![]() с одной стороны, и представителем
с одной стороны, и представителем
(наименование заказчика)
Механик цеха № 5
![]()
![]() Другой, о том, что произведена сдача в капитальный ремонт
Другой, о том, что произведена сдача в капитальный ремонт
![]() Реактор
Реактор
(наименование оборудования)
Техническое состояние, комплектность и принятые меры по т-б
![]()
![]()
![]() комплектность полная соответствуют техническому паспорту
комплектность полная соответствуют техническому паспорту
![]() и нормативно технической документации
и нормативно технической документации
![]() Заключение Реактор
Заключение Реактор
(наименование оборудования)
![]()
![]() В капитальный ремонт принят не принят
В капитальный ремонт принят не принят
(дата) (причины)
![]() Представитель ремонтного предприятия (подразделения)
Представитель ремонтного предприятия (подразделения)
![]() Представитель заказчика
Представитель заказчика
М.П.
ремонтного предприятия
А К Т №
![]() на выдачу оборудования в капитальный ремонт
на выдачу оборудования в капитальный ремонт
![]() Реактор
Реактор
(наименование оборудования)
![]() Настоящий акт составлен представителем
Настоящий акт составлен представителем
(наименование заказчика)
![]() Механик цеха № 5
Механик цеха № 5
![]() с одной стороны, и представителем
с одной стороны, и представителем
(наименование исполнителя)
![]() Механик цеха ЦЦР
Механик цеха ЦЦР
![]() Другой, о том, что произведена выдача из капитального ремонта
Другой, о том, что произведена выдача из капитального ремонта
![]() Реатор
Реатор
(наименование оборудования)
Техническое состояние, комплектность и принятые меры по т-б
![]()
![]() комплектность полная соответствуют техническому паспорту
комплектность полная соответствуют техническому паспорту
![]() и нормативно технической документации
и нормативно технической документации
![]() Заключение Реактор
Заключение Реактор
(наименование оборудования)
По окончании ремонта прошло испытание, признано годным к эксплуатации и выдано из капитального ремонта « » 200 г.
Ремонт выполнен с оценкой «хорошо»
Принял представитель заказчика (подпись)
Сдал представитель ремонтного предприятия(подразделения) (подпись)
М.П.
ремонтного предприятия
НАРЯД – ДОПУСК
на выполнение огневых работ на взрывоопасных
и взрывопожароопасных объектах
![]() 1 Цех, производство, установка, участок цех № 5
1 Цех, производство, установка, участок цех № 5
![]() 2 Место проведения работ Реактор
2 Место проведения работ Реактор
(наименование оборудования)
3 Содержание выполняемых работ капитальный ремонт
![]()
4 Ответственный за подготовительные работы механик цеха
![]()
5 Ответственный за проведение огневых работмастер цеха
![]()
![]() 6 Планируемое время проведения работ: начало 8.00 время дата
6 Планируемое время проведения работ: начало 8.00 время дата
![]() окончание 16.00 время дата
окончание 16.00 время дата
7 Организационные и технические меры безопасности, осуществляемые при подготовке объекта к огневым работам, при их проведении, средства коллективной и индивидуальной защиты, режим работы :
А) при подготовительных работах: оградить место проведения огневых работ;
![]() вывесить предупреждающие плакаты; иметь средства индивидуальной защиты,
вывесить предупреждающие плакаты; иметь средства индивидуальной защиты,
![]() средства пожаротушения; необходимые для ремонта материалы и запасные части
средства пожаротушения; необходимые для ремонта материалы и запасные части
![]() б) при проведении огневых работ: соблюдать правила ТБ, ПБ, ПС; работать исправным
б) при проведении огневых работ: соблюдать правила ТБ, ПБ, ПС; работать исправным
![]() инструментом; пользоваться ИСЗ
инструментом; пользоваться ИСЗ
8 Начальник цеха или лицо, его замещающее (подпись)
9 Состав бригады исполнителей
| №№ п.п. | Ф.И.О. членов бригады |
Выполняемая функция, профессия | Квалификация (разряд, группа) |
С условиями работы ознакомлен, инструктаж получил | Инструктаж провел, Ф.И.О., подпись | |
| подпись | дата | |||||
| 1 | Иванов И.И. | слесарь | 5 разряд | |||
| 2 | Петров П.П. | слесарь | 4 разряд | |||