Розробка оптимальних схем розкрою шкіри на зовнішні деталі верху чоловічих утеплених напівчобіток
СОДЕРЖАНИЕ: Товари народного споживання та продукція промислового призначення. Автоматизація дій пов’язаних з процесами проектування та виробництва взуття. Вимоги до деталей взуття. Характеристика розкраюваних матеріалів та розробка оптимальної їх укладованісті.Вступ
У промисловому комплексі України легка промисловість виробляє товари народного споживання і частково продукцію промислового призначення. В умовах соціальної переорієнтації економіки цій галузі належить ведуча роль у піднесенні рівня життя населення.
В наш час швидкого розвитку суспільства в цілому, паралельно йде розвиток промисловості та виробництва. Серед них важливе місце займає взуттєве виробництво. Його мета – задовольнити потреби сучасного населення у взутті та шкіргалантерейних виробах. Для того щоб забезпечення населення було ефективним потрібно постійно вивчати потреби населення ,чітко ловити швидкі зміни та нові уведення.
Також один з необхідних факторів є ефективність використання всіх можливих ресурсів та їх раціональне використання. Актуальне в наш час питання-це заміна натуральних матеріалів штучними та синтетичними. Ця проблема дефіциту натуральних матеріалів з часом все більше набуває широкого масштабу. Тому для більш раціонального використання матеріалу потрібно вивчити та знати оптимальні схеми його розміщення та розкрою. Майбутні спеціалісти повинні шукати шляхи підвищення ефективності виробництва. Цьому позитивно сприяє науково технічний прогрес який охоплює зараз всі світові галузі.
Також з метою вдосконалення всі виробничі процеси спрощуються. Цьому сприяє активна автоматизація багатьох дій пов’язаних з процесами проектування, градирування та виробництва взуття. Це все дає можливість створити конкурентно здатний асортимент взуття та покращити якість взуттєвих виробів, скоротити час його виготовлення а в результаті і собівартість.
1 Аналіз вихідних даних
1.1 Технічний опис моделі
Вид взуття - напівчоботи
Статево-вікова група - чоловічі
Індекс (фасон) колодки - 9432 У13
Розмір взуття - 270
Повнота взуття - 6
Висота піднятості п‘яткової частини(висота каблука) - 30 мм
Метод кріплення підошви - клейовий
Конструкція заготовки верху -з настроченою союзкою
Спосіб закріплення на стопі - застібка – „блискавка”
Обробка видимих країв -загинання, фарбування
Стандарт, відповідно до якого проектується взуття - ГОСТ 26167-84 „Обувь повседневная. Технические условия”
Таблиця 1.1- Структурна таблиця деталей
| Назва деталі | К-сть деталей на пару | Матеріал деталі | Мінімальна товщина | Стандарт на матеріал |
| Деталі верху | ||||
| зовнішні | ||||
| Настрочена союзка | 2 | Напівшкурок | ДСТУ - 2726 | |
| Халява зовнішня | 2 | Напівшкурок | ДСТУ - 2726 | |
| Халява внутрішня | 2 | Напівшкурок | ДСТУ - 2726 | |
| Манжет зовнішній | 2 | Напівшкурок | ДСТУ - 2726 | |
| Манжет внутрішній | 2 | Напівшкурок | ДСТУ - 2726 | |
| Задинка | 2 | Напівшкурок | ДСТУ - 2726 | |
| Клапан під застібку | 4 | Напівшкурок | ДСТУ - 2726 | |
| внутрішні | ||||
| Підкладка під союзку | 2 | Хутро штучне | ОСТ 17-783 | |
| Підкладка під зовнішню халяву | 2 | Хутро штучне | ОСТ 17-783 | |
| Підкладка під внутрішню 1 халяву | 2 | ОСТ 17-783 | ||
| Підкладка під внутрішню халяву 2 | 2 | ОСТ 17-783 | ||
| Задній внутрішній розширений ремінь | 2 | Свиняча шкіра | ТУ 17 – 06 – 113 | |
| проміжні | ||||
| Задник формований | 2 | Термопластичний матеріал | ТУ 17 – 958 | |
| Підносок | 2 | Еластичний матеріал марки ЭП – 2 | ТУ 17 – 1338 | |
| Деталі низу | ||||
| зовнішні | ||||
| Підошва плоска | 2 | Гума пориста | ГОСТ 12632 | |
| Каблук | 2 | Гума пориста марки ВШ | ГОСТ 12632 | |
| внутрішні | ||||
Вузол основної :устілка устілка |
2 |
Картон марки СЦМ |
ГОСТ 17 – 112 |
|
| півустілка | 2 | Картон підвищеної жорсткості | ГОСТ 17 – 112 | |
| геленок | 2 | Метал марки 60 Г | ОСТ 17 – 11 | |
| Вкладна устілка:1 шар | 2 | Хутро | ОСТ 17-793 | |
| 2 шар | 2 | Тонкий картон | ГОСТ 9542 | |
| проміжні | ||||
| Простилка | 2 | Картон марки П – 1 | ГОСТ 9542 | |
| фурнітура | ||||
| Блискавка | 2 | Метал марки 60 Г | ОСТ 17 – 11 | |
1.2 Вимоги до деталей взуття
Зовнішні деталі верху взуття переносять різні впливи в процесі виготовлення та носіння взуття
Під час виготовлення взуття зовнішні деталі верху піддаються деформаціям згину та розтягу, що пов’язано з наданням заготовці потрібної форми.
В процесі носіння взуття дані деталі піддаються повторним деформаціям, пов’язаним зі змінами форми і розмірів стопи при русі людини. Зовнішні деталі верху, особливо союзка і задинка, переносять механічний вплив зовнішнього середовища: тертя, удари об тверді предмети та інш. Крім того, зовнішні деталі верху піддаються фізико – механічним діям вологи, низької і високої температури, пилу, які , змінюючи склад і структуру матеріалів, впливають на їх механічні властивості і відповідно, нестійкість взуття до різних впливів в процесі носіння.
Вплив вказаних дій на різні деталі взуття не однаковий. В зв’язку з цим зовнішні деталі верху в залежності від їх розміщення у взутті поділяють на відповідальні, менш відповідальні і не відповідальні. Ступінь відповідальності ділянок зовнішніх ділянок зі шкіри для верху взуття також не однакова (рис.1) і залежить від розміщення деталей в заготовці і виконання ними функцій.

Рис. 1. Ступінь відповідальності ділянок зовнішніх ділянок зі шкіри для верху чоловічих утеплених на півчобіток
Перша ступінь відповідальності найвища.
Товщина деталей залежить від виду шкіри, ступінь відповідальності деталей і їх ділянок, призначення та групи взуття. Нормативні значення товщини деталей і допустимі пороки вказані в державних стандартах.
Характеристика деталей даної моделі взуття
Союзка – деталь, що закриває тильну поверхню плюсни стопи. При формуванні заготовок верха взуття союзка переносить значну деформацію розтягу. В процесі носіння взуття союзка піддається найбільшим деформаціям згину та розтягу. Союзка повинна бути щільною, еластичною і стійкою до багаторазового згинання і розтягування в поздовжньому напрямку. Викроюють союзку з чепрака.
На союзці допускаються такі пороки: на крилах союзки можуть бути такі пороки : слабо виражена, добре розгладжена воротистість; осипни, зарошші та нескученні, до 10 шт., крім союзок жіночого взуття на високому каблуці; підріз з бахтармяної сторони глибиною не менше товщини шкіри і довжиною до 10 мм.
Шаблон союзки даної конструкції взуття наведений на рис. 2.
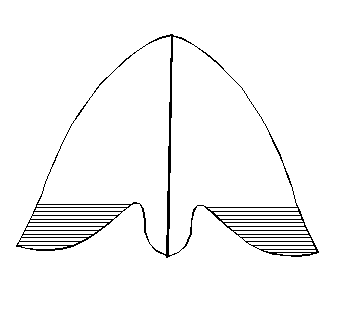
Рис. 2. Ступінь відповідальності ділянок союзки з шкіри для верху взуття чоловічих утеплених на півчобіток
Халява– зовнішня деталь верху чобота, яка закриває голінку, а інколи і частину стегна При формуванні заготовок верху взуття Халяви переносять деформацію розтягування. В процесі носіння Халяви переносять деформації згину та розтягу. Але величина цих деформацій менша ,ніж у союзки. Дія зовнішнього середовища на халяви також менша, ніж на союзки.
Нижня передня частина халяви по щільності та якості повинна наближатися до союзки. Верхня частина халяви для чоботів може бути викроєна з менш щільних ділянок шкіри. Частина цілих халяв, що закриває задник, може бути також викроєна з менш щільних ділянок шкіри.
Викроюють халяви і з воротків пол та лап.
На халявах допускаються наступні пороки : слабо виражена жилистість; слабо виражена, добре розгладжена воротистість; стяжка лицевої поверхні; царапини, лизуха, що не торкаються дерми шкіри, зарошші та зароблені, до 20 шт., крім берців жіночого взуття на високому каблуці; підрізи ( до 2 шт. ) з бахтармяної сторони глубиною не менше товщини шкіри і довжиною до 20 мм. В верхній частині халяви допускаються також віддушистість.
На рисунку зображено халяву зовнішню, дві внутрішні – аналогічно мають розміщені лінії тягучості.
Шаблон халяви даної конструкції взуття наведений на рис. 3.
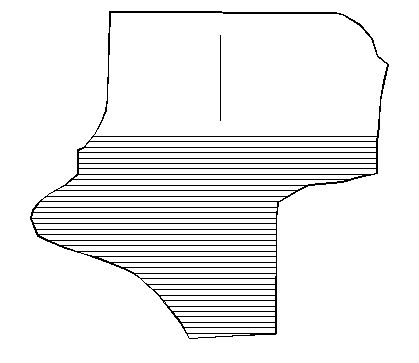
Рис. 3. Ступінь відповідальності ділянок халяви для верху взуття чоловічих утеплених на півчобіток
Задинки – деталі, що закривають бокову поверхню передплюсна та частину плюсна. Задинки у взутті склеєні з задником, тому в процесі виготовлення і носіння взуття вони піддаються незначним деформаціям. В процесі носіння взуття задинки можуть відчувати тертя.
Так як і частини цілих халяви частини задинок, що закривають задники, можуть бути викроєні з менш відповідальних ділянок шкіри. Частини задинок , що межують з халявами повинні бути викроєні збільш відповідальних ділянок шкіри. Викроюють задинки з воротків, пол та лап.
На задинках допускаються такі ж пороки, як і на халявах ,з внутрішньої сторони допускаються також зарошші роговини і гнутовини загальною довжиною до 10 мм.
Шаблон задинки даної конструкції взуття наведений на рис. 4.
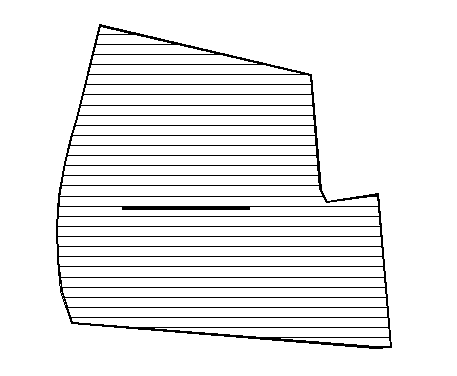
Рис. 4. Ступінь відповідальності ділянок задинки з шкіри для верху взуття чоловічих утеплених на півчобіток
Манжет має обмежені властивості, чого до нього пред’являють понижені вимоги. Манжет має бути еластичним, викроюватися з воротків, пол і лап, на ньому допускаються ті ж пороки, що і на верхній частині халяв.
Шаблон манжета даної конструкції взуття наведений на рис. 5.
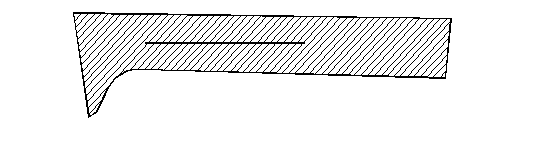
Рис. 5. Ступінь відповідальності ділянок манжета з шкіри для верху взуття чоловічих утеплених напівчобіток
Шкіри для верху взуття характеризуються нерівномірністю розподілення подовжень по площі і топографічним ділянкам. Напрями найменшої тягучості шкір показані на рис. 6.
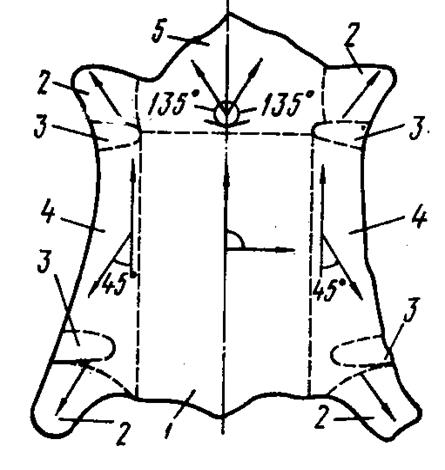
Рис. 6. Напрями найменшої тягучості шкір для верху взуття по топографічним ділянкам :
1- чепрак; 2 – лапа; 3 – пашина; 4 – пола; 5 – вороток
З рисунка видно, що поли мають два напрямки найменшого подовження: паралельно хребтовій лінії і під кутом 45 до неї. На воротку основним напрямком найменшого подовження є напрямок під кутом 135 до хребтової лінії симетрично з двох сторін.
При розкрої шкір для верху взуття необхідно враховувати якість лицевої поверхні, так як від неї в значній мірі залежить зовнішній вигляд зовнішніх деталей верха взуття. Відтінок окраски лицевої поверхні в різних ділянках шкіри може бути неоднаковою. Тому зовнішні деталі верха, що входять в комплект однієї пари взуття, потрібно розміщувати на ділянці шкіри з врахуванням подальшого з’єднаних раїв, які повинні мати однакові відтінки та мережівку.
Деталі на шкірі потрібно розміщувати також з врахуванням їх розкрійних властивостей і вимог, що висуваються до якості верха і деталей підкладки.
З чепрака викроюють, для даної конструкції взуття, союзку. Тому що подовження у чепрака приблизно однакове у всіх напрямках, деталі можна викроювати так, як необхідно по вибраній схемі розкрою.
З воротків, пол, лап, що володіють в порівнянні з чепраком пониженими товщиною, великим подовженням, викроюють халяви, задинки, манжети. Халяви і та задинки на лапах розміщують повздовжнім напрямком паралельно їх осі, на воротку – віялоподібно, поступово змінюючи напрямок від одної передньої лапи до іншої, на полах – паралельно хребтовій лінії або під кутом 45 до неї.
Відповідальні деталі, що входять в комплект пари взуття, повинні бути однаковими по товщині, щільності, подовженню, мереживці, кольору та відтінку окраски.
1.3 Характеристика розкраюваних матеріалів
Для порівняльної оцінки якості матеріалів слід вибирати матеріали найбільш перспективні і ті, що відповідають вимогам. Величини значущих і базових показників якості матеріалу визначають за нормативно-технічною документацією (ГОСТ 26167) на відповідний матеріал та з літературних джерел. Півшкурок хромового дублення виробляється з шкур телят віком від року до півтора, площею від 120 до 200 ![]() . По структурі, зовнішньому вигляду та фізико-механічним властивостям півшкурок подібний до виростка. В процесі виробництва його розпилюють. В залежності від товщини півшкурок використовують для виготовлення чоловічого, жіночого та дитячого взуття.
. По структурі, зовнішньому вигляду та фізико-механічним властивостям півшкурок подібний до виростка. В процесі виробництва його розпилюють. В залежності від товщини півшкурок використовують для виготовлення чоловічого, жіночого та дитячого взуття.
2 Аналіз типових схем розкраюваного матеріалу
Розкрій шкір на деталі верху взуття є важким процесом, так як шкіри мають різну конфігурацію, різну площу, випадково розміщені пороки, різні показники фізико – механічних властивостей по площі і в різних напрямках.
Шкіри для верху взуття розроюються по прямолінійнійно – поступальній системі суміщення деталей. При цьому по прямолінійнійно – поступальній системі суміщення деталей розкоюють переважно чепрак, суміщаючи деталі по оптимальному варіанту, визначеному при побудові модельної шкали. Периферійні ділянки шкір розкроюють з деяким відхиленням від даної системи, дотримуючись основних правил укладки деталей і враховуючи напрямки найменшої тягучості шкіри в деталях.
При розкрої шкір по прямолінійно- поступальній системі застосовують наступні системи суміщення деталей верху взуття:
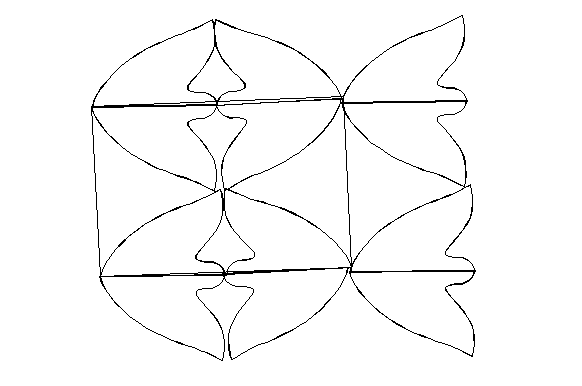
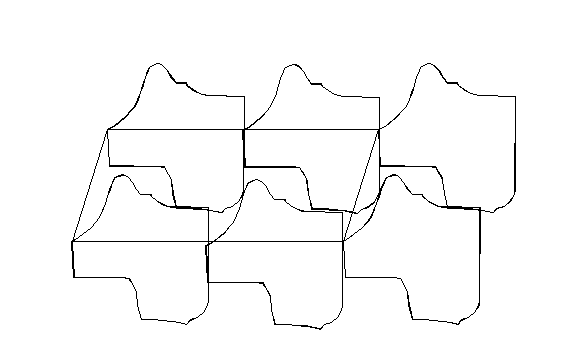
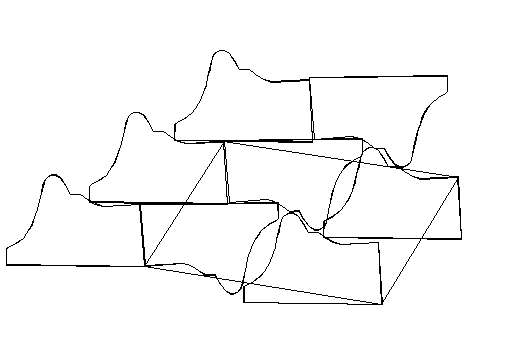
1. кожна наступна деталь повернута на 180 по відношенню до іншої(рис.7а);
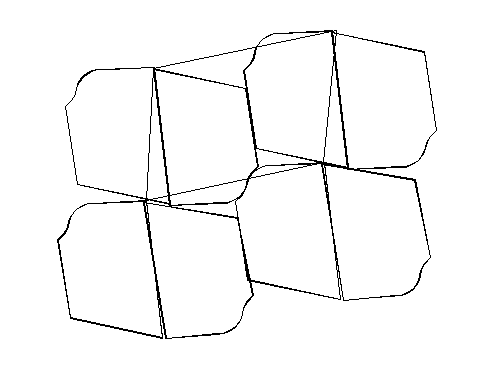
2. кожна наступна деталь розміщена під кутом 40-60 до попередньої деталі(рис.7ба);
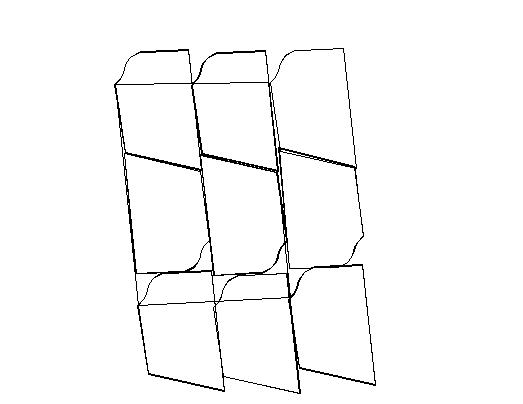
3. усі деталі одного ряду направлені в одну сторону, а суміжного ряду в протилежну(рис.7в);
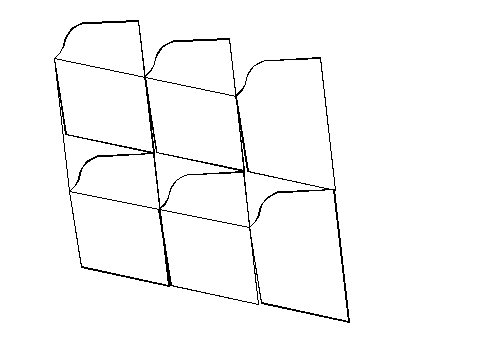
4. усі деталі в усіх рядах направлені в одну сторону(рис.7г);
5. кілька деталей комплекту суміщають з утворенням гнізда, яке суміщають з іншими гніздами по будь - якому перечислених вище способом(рис.7д);
Розкрій шкір середніх і великих розмірів починають від середини огузочної частини або від порока, розкроюючи чепрак по прямолінійно-поступальній системі суміщення деталей. При цьому цілеспрямовано, щоб розкрій чепрака закінчувався прямою лінією, що забезпечує мінімальні міжшаблонні додаткові відходи при переході до розкою пол і воротків. Периферійні ділянки розкроюють починаючи від огузка в напрямку до задніх лап, далі – до пол і воротка
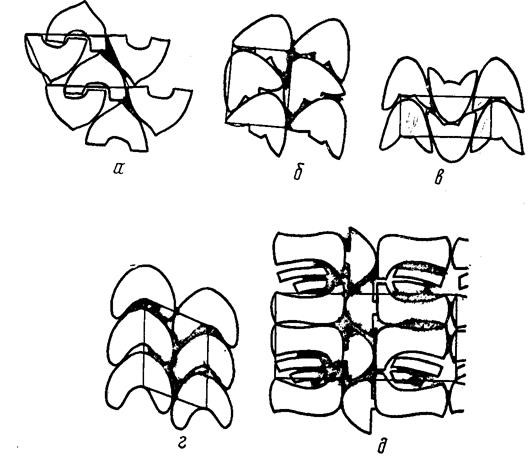
Рис. 7. Схеми суміщення
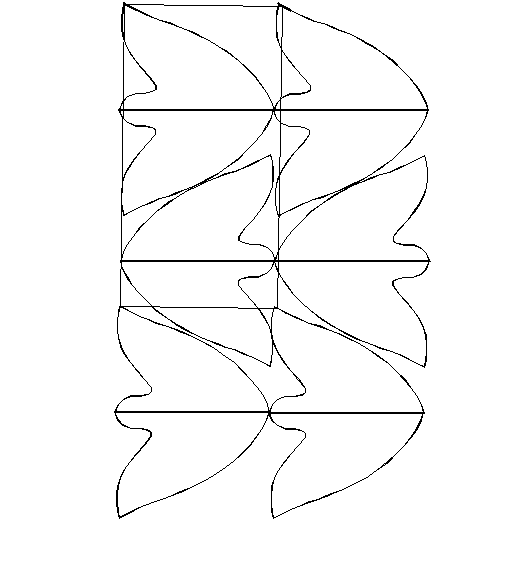
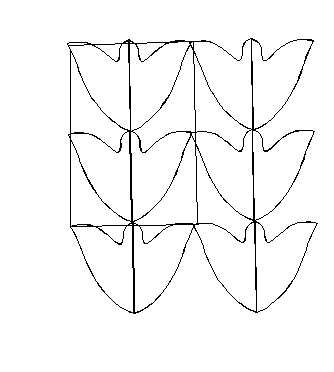
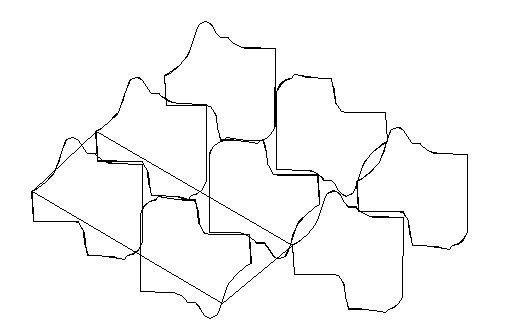
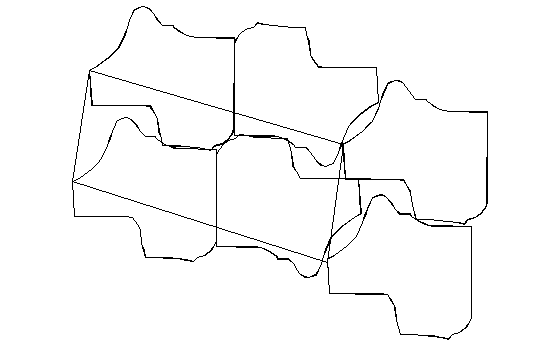
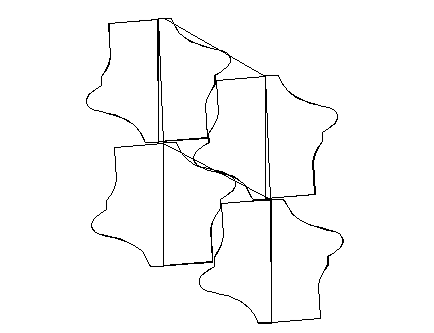
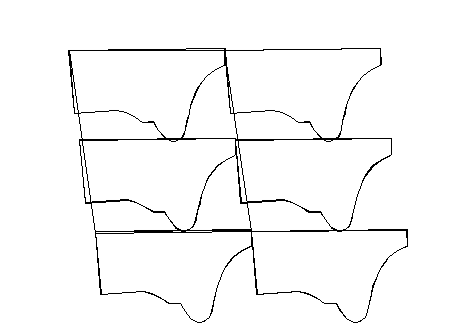
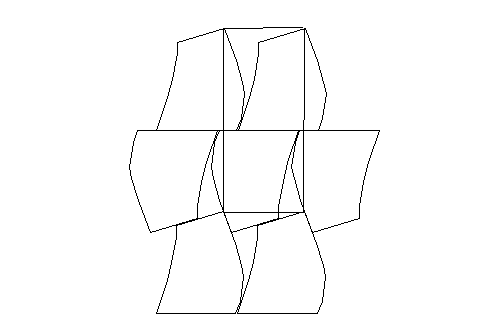
Далі наведені схеми розкрою шкір по різних варіантах суміщення
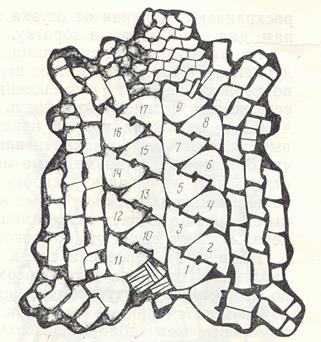
Рис. 8. Схема розкрою виростка хромового дублення на деталі верху дитячих напівчеревиків (перший варіант суміщення)

Рис. 9 Схема розкрою півшкурка хромового дублення на деталі верху жіночих туфель (другий варіант суміщення)

Рис. 10. Схема розкрою півшкурка на деталі верху жіночих модельних туфель
3. Розробка оптимальної укладованусті
Раціональне використання матеріалів в взуттєвій промисловості є важливим фактором, так як від нього в результаті залежить вартість взуття.
Вартість основних матеріалів в собівартості взуття в середньому по взуттєвій промисловості становить біля 76 %. Зниження витрат матеріалів тільки на 1 % забезпечує зниження собівартості взуття на 0,76 % і дозволяє додатково випустити біля 7 млн. пар взуття без матеріальних затрат. Ці дані говорять про велике значення економії використання матеріалів.
З метою підвищення ефективного використання матеріалів на взуттєвих підприємствах виконується: проектування нових моделей взуття з мінімальними чистими площами і високим коефіцієнтом укладованості деталей, що входять в комплект моделі; впровадження нової техніки і технології, що забезпечує зменшення технологічних припусків для обробки та скріплення деталей взуття; заміна дорогих дефіцитних матеріалів менш дефіцитними; розробка та впровадження комбінацій та систем суміщення деталей при розкрої, що забезпечують виконання прогресивних норм використання матеріалів; покращення використання відходів; вдосконалення процесу розкрою матеріалів; підвищення кваліфікації розкрійника.
Нище наведені різні варіанти суміщення для всіх деталей комплекту та наведені схеми варіантів суміщення:
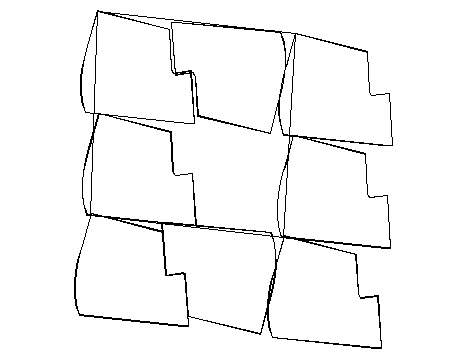
Союзка - для даної деталі можливі наступні варіанти суміщення:
1. з поворотом на 180;
2. з поворотом на 180 в рядах;
3. направлені в одну сторону.
Розглянемо детальніше кожен варіант суміщення:
1. з поворотом на 180 одна відносно одної
Визначаємо укладуваність за формулою:
![]()
де ![]() - площа деталей, що входять у паралелограм, дм
- площа деталей, що входять у паралелограм, дм![]() ;
;
![]() - площа оптимального паралелограму, дм
- площа оптимального паралелограму, дм![]() .
.
Площа союзки – 2,757![]() , площа оптимального паралелограму – 6,955 дм2
, площа оптимального паралелограму – 6,955 дм2
![]() .
.
2. з поворотом на 180 в рядах
Визначаємо укладуваність:
площа оптимального паралелограму – 9,554дм
![]()
3. направлені в одну сторону
Визначаємо укладуваність:
площа оптимального паралелограму – 9,554 дм![]()
![]()
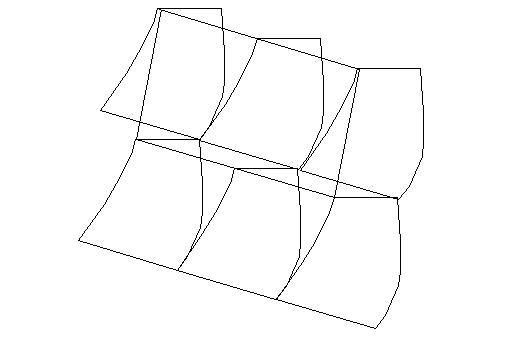
Халява зовнішня - для даної деталі можливі наступні варіанти суміщення:
1. з поворотом на 180 в рядах
2. з поворотом на 180
3. направлені в одну сторону
Розглянемо детальніше кожен варіант суміщення:
1. з поворотом на 180 в рядах
Площа халяви – 2,481 дм![]() , площа оптимального паралелограму – 5,534дм
, площа оптимального паралелограму – 5,534дм![]() .
.
![]() %
%
2. з поворотом на 1800 одна відносно одної
Площа оптимального паралелограму –5,718 дм![]() .
.
![]()
3. направлені в одну сторону
Площа оптимального паралелограму – 5,779 дм![]() .
.
![]()
Халява внутрішня 1 - для даної деталі можливі наступні варіанти суміщення:
-з поворотом на 180 в рядах
-з поворотом на 180 одна відносно одної
-направлені в одну сторону
Розглянемо детальніше кожен варіант суміщення:
- з поворотом на 1800 в рядах
Площа халяви – 0,731дм![]() , площа оптимального паралелограму – 3,063дм
, площа оптимального паралелограму – 3,063дм![]() .
.
![]() %
%
-з поворотом на 1800 одна відносно одної
Площа халяви – 0,731дм![]() , площа оптимального паралелограму – 1,552дм
, площа оптимального паралелограму – 1,552дм![]() .
.
![]() %
%
- направлені в одну сторону
Площа халяви – 0,731дм![]() , площа оптимального паралелограму – 1,691 дм
, площа оптимального паралелограму – 1,691 дм![]() .
.
![]() %
%
Халява внутрішня 2 - для даної деталі можливі наступні варіанти суміщення:
-з поворотом на 180 в рядах
-з поворотом на 180
-направлені в одну сторону
Розглянемо детальніше кожен варіант суміщення:
- з поворотом на 1800 в рядах
Площа халяви – 1,124дм![]() , площа оптимального паралелограму – 5,793 дм
, площа оптимального паралелограму – 5,793 дм![]()
![]() %
%
-з поворотом на 1800 одна відносно одної
Площа халяви – 1,124дм![]() , площа оптимального паралелограму – 3,284дм
, площа оптимального паралелограму – 3,284дм![]()
![]() %
%
- направлені в одну сторону
Площа халяви – 1,124дм![]() , площа оптимального паралелограму – 4,356 дм
, площа оптимального паралелограму – 4,356 дм![]()
![]() %
%
Задинки - для даної деталі можливі наступні варіанти суміщення:
1. з поворотом на 180 в рядах
2. направлені в одну сторону
3. з поворотом на 180 одна відносно одної
Розглянемо детальніше кожен варіант суміщення:
1. з поворотом на 180 в рядах
Площа задинки –0,606 дм![]() , площа оптимального паралелограму – 1,14 дм
, площа оптимального паралелограму – 1,14 дм![]() .
.
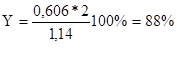
2. направлені в одну сторону
Площа оптимального паралелограму – 1,25 дм![]() .
.
![]()
3. з поворотом на 180 одна відносно одної
Площа оптимального паралелограму – 1,026 дм![]() .
.
![]()
Задинки - для даної деталі можливі наступні варіанти суміщення:
4. з поворотом на 180 в рядах
5. направлені в одну сторону
6. з поворотом на 180 одна відносно одної
Розглянемо детальніше кожен варіант суміщення:
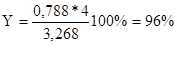
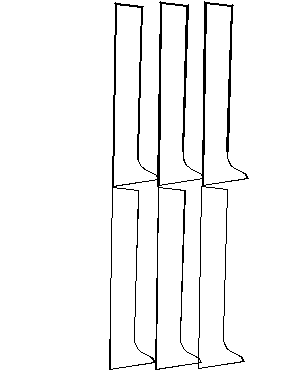
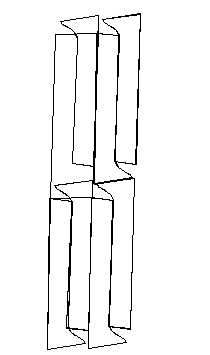
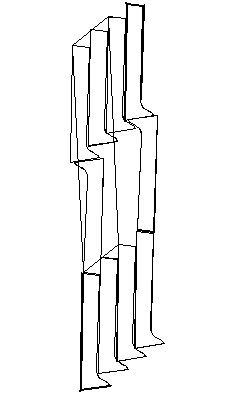
1. з поворотом на 180 в рядах
Площа задинки –0,788 дм![]() , площа оптимального паралелограму – 3,371 дм
, площа оптимального паралелограму – 3,371 дм![]() .
.
2. направлені в одну сторону
Площа задинки –0,788 дм![]() , площа оптимального паралелограму – 1,753 дм
, площа оптимального паралелограму – 1,753 дм![]() .
.
Площа задинки –0,788 дм![]() , площа оптимального паралелограму – 3,268 дм
, площа оптимального паралелограму – 3,268 дм![]() .
.
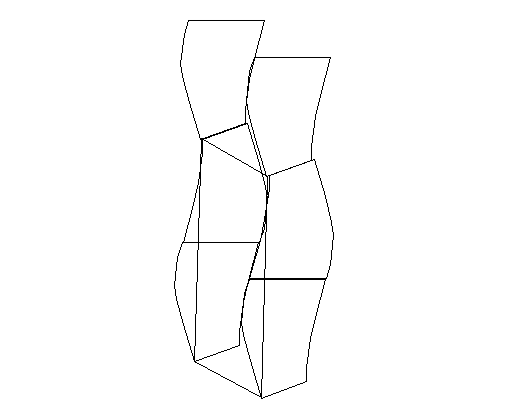
Манжет зовнішній - для даної деталі можливі наступні варіанти суміщення:
1. направлені в одну сторону
2. з поворотом на 180
3. з поворотом на 180 в рядах
Розглянемо детальніше кожен варіант суміщення:
1. направлені в одну сторону
Площа манжета – 0,919 дм![]() , площа оптимального паралелограму 1,963дм
, площа оптимального паралелограму 1,963дм![]() .
.
![]()
2. з поворотом на 180 один відносно одного
Площа оптимального паралелограму – 3,999дм![]() .
.
![]()
3. з поворотом на 180 в рядах
Площа оптимального паралелограму – 1,963 дм![]() .
.
![]()
Результати розрахунків занесено в таблицю 3.1.
Таблиця 3.1. Укладуваність деталей
| Назва деталі | Кількість деталей на комплект | Площа однієї деталі, дм |
Назва варіанта суміщення | Площа деталей, що входять в паралело грам, дм |
Площа паралело грама, дм |
Укладуваність, % |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Союзка | 2 | 2,757 | З поворотом на 180 одна відносно одної | 5,515 | 6,955 | 79 |
| З поворотом на 180 в рядах | 5,515 | 9,558 | 57 | |||
| направлені в одну сторону | 5,515 | 8,05 | 68 | |||
| Халява зовнішня | 2 | 2,481 | З поворотом на 180 одна відносно одної | 4,962 | 5,718 | 86 |
| З поворотом на 180 в рядах | 4,962 | 5,534 | 89 | |||
| направлені в одну сторону | 4,962 | 5,779 | 85 | |||
| Халява внутрішня 1 | 2 | 0,731 | З поворотом на 180 одна відносно одної | 1,462 | 1,552 | 94 |
| З поворотом на 180 в рядах | 2,924 | 3,063 | 95 | |||
| направлені в одну сторону | 1,462 | 1,691 | 86 | |||
| Халява внутрішня 2 | 2 | 1,124 | З поворотом на 180 одна відносно одної | 2,825 | 3,284 | 87 |
| З поворотом на 180 в рядах | 5,653 | 5,793 | 98 | |||
| направлені в одну сторону | 2,825 | 4,35 | 64 | |||
Задинка |
2 | 0,788 | з поворотом на 180 в рядах | 1,576 | 1,753 | 88 |
| з поворотом на 180 одна відносно одної | ||||||
| направлені в одну сторону | 1,155 | 2,024 | 80 | |||
| Задинки | 4 | 0,589 | з поворотом на 180 в рядах | 1,178 | 1,14 | 88 |
| направлені в одну сторону | 1,178 | 1,25 | 80 | |||
| З поворотом на 180 | 2,356 | 1,026 | 97 | |||
| Манжет | 2 | 0,919 | направлені в одну сторону | 1,83 | 3,231 | 57 |
| з поворотом на 180 | 3,641 | 3,999 | 93 | |||
| з поворотом на 180 в рядах | 1,83 | 1,963 | 91 |
Оптимальний варіант суміщення для всіх деталей комплекту винесено на графічний лист.
Визначаємо середньозважену укладуваність комплекту деталей за формулою:
![]()
де ![]() - площа комплекту деталей, дм
- площа комплекту деталей, дм![]()
![]() - сумарна площа оптимальних паралелограмів, у які входять всі деталі комплекту, дм
- сумарна площа оптимальних паралелограмів, у які входять всі деталі комплекту, дм![]()
![]() = 5,515+4,962+1,462+2,888+1,576+1,178+1,83+0,68= 20,1 дм
= 5,515+4,962+1,462+2,888+1,576+1,178+1,83+0,68= 20,1 дм![]()
![]() = 6,965+5,534+1,552+2,861+1,634+1,213+1,963+0,728 = 22,45дм
= 6,965+5,534+1,552+2,861+1,634+1,213+1,963+0,728 = 22,45дм![]()
![]()
4. Розробка оптимальної схеми розкрою
Розкрій виконано графічно на папері, розміри якого відповідають розмірам матеріалу. З врахуванням вимог до деталей, властивостей та розмірів матеріалу розробляється оптимальна схема розкрою.
Спочатку визначаємо питому вагу відповідних деталей у комплекті за формулою:
![]()
де ![]() - площа відповідальних деталей комплекту, дм
- площа відповідальних деталей комплекту, дм![]()
![]() - площа всіх деталей комплекту, дм
- площа всіх деталей комплекту, дм![]()
![]() =
=![]() дм
дм![]()
![]() = 20,1дм
= 20,1дм![]()
![]()
2745 то допускається розробка схеми розкрою без комбінування в тих випадках, коли в асортименті підприємства не має взуття з ![]() 55%
55%
Далі визначається процент використання матеріалу:

де Уk – середньозважена укладуваність комплекту, %
W – фактор площі;
W=![]() ,
,
А – середня площа шкір, які розкроюються, дм2 ;
а – середня чиста площа однієї деталі, дм2 ;
а=
 ,
,
де п – кількість деталей в комплекті;
b- середня кількість балів, яка характеризує ґатунок матеріалів відповідно до нової класифікації.
а=![]() ; W=
; W=![]() ;
Р1
=
;
Р1
=![]()
Визначається розрахункова норма розходу матеріалів на один комплект:
Np
=![]() %
%
Визначається кількість комплектів, які можна викроїти із шкіри з площею 134 дм 2
К=![]()
Отже, з півшкурка у піввшкурі викоюємо 5 комплектів чоловічих утеплених напівчобітків
Висновки
Розраховуємо фактичний відсоток використання за формулою:
Рф
=![]() %
%
Нормований відсоток використання матеріалу Рн =74,5%
Розраховуємо стару і нову норму розходу матеріалу на один комплект
Nн
=![]() дм2
дм2
Nс
=![]() дм2
дм2
Nс
=![]() дм2
дм2
Nн
=![]() дм2
дм2
Раціональність розробленої схеми розкрою та її економічність з врахуванням змінного випуску взуття
Е=Ц*(Nc -Nн )*Рзм ,
де Ц – ціна одиниці матеріалу 1 дм2 ;Ц=1,30гр
Рзм – випуск взуття за зміну, пар; Рзм =1000 пар
Е=1,3*(24-27)*1000=-3900
Даний розкрій для чоловічих утеплених напівчобітків економічно вигідним.
Тематика курсового проекту є актуальною, відповідає завданням предметів і практичним вимогам промисловості