Система управления стекловаренной печью
СОДЕРЖАНИЕ: СИСТЕМА УПРАВЛЕНИЯ СТЕКЛОВАРЕННОЙ ПЕЧЬЮ АННОТАЦИЯ Данная дипломная работа посвящена созданию системы управления стекловаренной печью. В статье обоснован выбор пути собственной разработки на основе системной интеграции аппаратных средств повышенной надёжности, описаны особенности технологического процесса, приведены подробные электрические схемы, показаны возможности, определяемые применением SCADA - пакета GENESIS32.
СИСТЕМА УПРАВЛЕНИЯ СТЕКЛОВАРЕННОЙ ПЕЧЬЮ
АННОТАЦИЯ
Данная дипломная работа посвящена созданию системы управления стекловаренной печью. В статье обоснован выбор пути собственной разработки на основе системной интеграции аппаратных средств повышенной надёжности, описаны особенности технологического процесса, приведены подробные электрические схемы, показаны возможности, определяемые применением SCADA - пакета GENESIS32.
ВВЕДЕНИЕ
Фирма «Актис» производит высоко качественную стеклотару из янтарного стекла для пивоваренной промышленности.
Стеклотарный завод фирмы «Актис» был введен в эксплуатацию в августе 2000 года в городе Новочеркасске Ростовской области. 25 августа 2002 года вошла в строй вторая производственная линия завода мощностью 250 миллионов штук бутылок в год.
ОБОСНОВАНИЕ РАЗРАБОТКИ
Проект стекловаренной печи (производительность 290 тонн стекломассы в сутки) для новой линии выполнен немецкой инжиниринговой компанией SORG. Первоначально компания SORG дополнительно включала в комплект поставки измерительное оборудование и системы автоматического регулирования на базе локальных регуляторов DR25 (аналог Ремиконт - 130) фирмы Siemens. Однако при детальном рассмотрении предлагаемого проекта данное оборудование и системы были признаны морально устаревшими для решения на современном уровне задач метрологии, энергосбережения и интеграции в АСУ предприятия. В итоге был сделан вывод, что на основе системной интеграции более передовых аппаратно - программных средств можно даже своими силами создать АСУ ТП, в большей степени отвечающую требованиям и особенностям современного производства.
Немаловажным фактором для выбора пути разработки АСУ ТП явилась и высокая стоимость готовой импортной системы. В результате предполагаема экономия может составить десятки тысяч евро.
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ
Основное назначение разрабатываемой АСУ ТП - управление протекающими в печи процессами варки стекломассы и подготовки её для дальнейшей обработки на стеклоформовочных машинах.
Состав основного технологического оборудования печи показан на рис. 1.
Конструктивно печь состоит из четырёх частей: регенераторы, варочная часть, рабочая часть, фидерная часть (питательный канал).
Назначение регенераторов заключается в прогреве воздуха перед сгоранием.
Варочная часть представляет собой ванну с расплавленным стеклом, которая подогревается горелками. В функции системы автоматического управления процессом варки стекла входят контроль и управление работой пяти взаимосвязанных контуров варочной части печи, регулирующих расход газа, расход воздуха, давление в печи, уровень стекломассы и перевод направления пламени. Регулирование расхода воздуха на горение реализовано энергосберегающим способом посредством изменения частоты вращения вала нагнетающего вентилятора. Система поддерживает расход воздуха по уставке или на таком уровне, чтобы содержание кислорода в отработанных газах, измеряемое кислородными датчиками, соответствовало заданной величине. Для определения расхода воздуха и газа мы отказались от использования традиционных систем измерения на основе сужающих устройств и применили термоанемометрические расходомеры типа РГА - 100 производства фирмы «Промтехносервис». В результате были сняты проблемы, связанные с использованием сужающих устройств для измерений прималых давлениях порядка 100 - 300 Па, отпала необходимость в соответствую щей регулирующей заслонке, а в составе контура появился полнофункциональный микропроцессорный прибор, выполняющий необходимые вычисления, со встроенным интерфейсом для подключения к основному контроллеру.
Рис. 1. Технологическая схема стекловаренной печи
Рабочая часть печи представляет собой разветвлённый канал, куда после «грубого» нагрева в варочной части поступает стекло для первичной подготовки, то есть для уменьшения колебаний температуры внутри стекломассы.
В фидерной части производится полная доводка стекломассы до состояния однородности температуры по всем слоям. В рабочей и фидерной частях печи реализовано 19 контуров регулирования температуры. Посредством применения многоканальных пирометров М680L фирмы Micron производится точное регулирование температуры для окончательной гомогенизации стекломассы перед выдачей её на формующие машины, в результате при температурном разрешении пирометра 0,1°С достигается предельная величина отклонения от заданного значения температуры всего ±1°С.
Измерение температуры производится с помощью не только радиационных пирометров, но и термопар. Контролируются 82 точки в печи, не считая точек измерения температур поступающего газа, воздуха, отработанных газов.
ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ
Необходимость использования SCADA - системы в качестве программного обеспечения сбора данных и оперативного диспетчерского управления работой технологического оборудования печи никто из разработчиков не подвергал сомнению. Первоначально рассматривались два варианта решения: на основе Trace Mode и с использованием приложений GENESIS32. Очень быстро мы поняли, что сравнительного анализа тут не получится ввиду явного преимущества GENESIS32. Таким образом, пакет GENESIS32 фирмы Iconics был выбран в качестве основного программного обеспечения разрабатываемой системы управления стекловаренной печью, и главными причинами этого послужили следующие:
мощные коммуникационные возможности;
поддержка архитектуры клиент - сервер;
интеграция с VBA;
возможность создания экранных форм любой сложности и структуры;
поддержка применения сенсорных экранов (touch screen) рабочих станций;
архивирование информациив MS совместимых базах данных;
возможность просмотра данных о динамических объектах через Интернет в реальном времени.
Для автоматизации технологического процесса варки стекла потребовались следующее приложения пакета GENESIS32: GraphWorX32, AlarmWorX32, TrendWorX32, WebHMI. Наряду с этим контроллеры, функционирующие на нижнем уровне системы, управляют технологическим процессом по программам, разработанным в UltraLogik.
АППАРАТНАЯ ЧАСТЬ
Основная часть аппаратуры системы управления стекловаренной печью реализована на базе средств промышленной автоматизации фирмы Advantech, которые показались нам наиболее удобными и функциональными (рис. 2).
Рис. 2. Блок - схема АСУ ТП стекловаренной печи
В проекте задействованы микроконтроллеры ADAM - 5511, связанные с ними по интерфейсу RS - 485 рабочие станции AWS - 843 и модули аналогового и дискретного ввода – вывода серий ADAM - 4000 и ADAM - 5000, обеспечивающие подключение к микроконтроллерам датчиков давления и разрежения, пирометров, термопар.
По сети RS - 485 с протоколом ModBus через инверторы Yaskawa - V7 микроконтроллеры осуществляют управление исполнительными механизмами.
Связь ADAM - 5511 с интеллектуальными расходомерами тоже реализована по RS - 485.
Функциональная схема аппаратуры нижнего уровня системы представлена на рис. 3.
В состав системы входят 5 станций с установленным пакетом GENESIS32: две рабочие станции AWS_843, промышленный компьютер АРМ оператора, два промышленных сервера, входящие в общую АСУ предприятия. Рабочие станции с соответствующими микро контроллерами и модулями, а также промышленные серверы, один из которых оснащён дисковым массивом RAID - 500U2 (Advantech) для обеспечения безотказного функционирования системы и архивирования данных, установлены в шкафах PROLINE фирмы Schroff. Оба сервера имеют двухпроцессорную архитектуру и смонтированы на базе отказоустойчивого шасси промышленного компьютера IPC - 622 (Advantech).
Рабочие станции используются для отображения экранных форм, изменения уставок и режимов работы оборудования (рис. 4).
Часть аппаратуры системы, в частности, удалённые модули серии ADAM - 4000, эксплуатируется при высоких вибрациях и температуре до +80°С. Размещение этой аппаратуры в герметизированных шкафах с принудительным воздушным охлаждением обеспечивает её надёжное функционирование даже при таких внешних условиях.
Рис. 3. Функциональная схема аппаратуры нижнего уровня системы
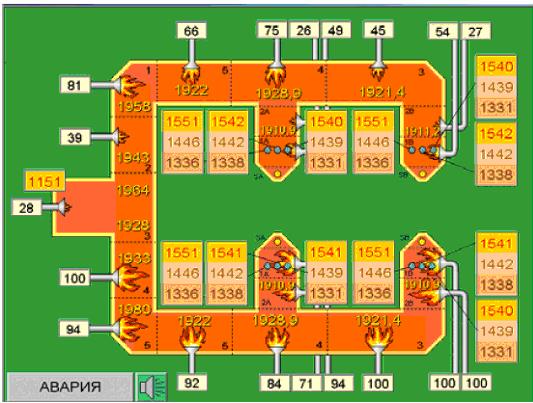
Рис.4 Экранная форма рабочей станции фидерной печи
ОСОБЕННОСТИ ФУНКЦИОНИРОВАНИЯ
Важнейшим требованием, реализованным в разработанной АСУ ТП, является обеспечение коммуникаций между рабочими станциями и АРМ с возможностью просмотра событий из любого участка локальной сети. При этом гарантируются высокая скорость опроса ОРС - сервера для мгновенной реакции на управляющие воздействия с рабочих станций, надёжность передачи данных и удобство работы.
Кроме того, через Интернет реализована связь с удалённым пользователем для мониторинга процессов конструкторами печи из Германии.
Количество тегов, передающихся контроллерами и обрабатываемых GENESIS32, составляет около 1500. В качестве ОРС – сервера для пакета GENESIS32 использовался ОРС - сервер UltraNetOPCServer версии 3.01 фирмы Fastwel.
Применение GENESIS32 предоставляет возможность полностью контролировать технологический процесс с максимальным удобством ввода и отображения информации. Некоторые особенности, такие как наличие виртуальной цифровой клавиатуры (рис. 5), высвечиваемой на сенсорных экранах (touch screen), упрощают систему ввода информации с рабочих станций. Развитые средства построения графиков TrendWorX32 обеспечивают операторов АРМ качественной графической информацией (рис. 6), интегрированная среда разработки VBA позволила быстро и гибко настроить множество экранов с архивными и текущими значениями параметров процесса.
Система на базе приложения AlarmWorX32 обладает развитыми средствами диагностирования опасных ситуаций и мгновенно реагирует на них.

Рис. 5 Изменение уставки на экране рабочей станции варочной части печи с помощью виртуальной цифровой клавиатуры
Применение приложения WebHMI создаёт возможность удалённо через Интернет наблюдать за процессом варки стекла и оперативно проводить необходимые консультации. Модуль GenBroker позволил быстро и удобно настроить коммуникации между станциями и серверами в разветвлённой локальной сети.
ОСОБЕННОСТИ ФУНКЦИОНИРОВАНИЯ
Важнейшим требованием, реализованным в разработанной АСУ ТП, является обеспечение коммуникаций между рабочими станциями и АРМ с возможностью просмотра событий из любого участка локальной сети. При этом гарантируются высокая скорость опроса ОРС - сервера для мгновенной реакции на управляющие воздействия с рабочих станций, надёжность передачи данных и удобство работы.
Кроме того, через Интернет реализована связь с удалённым пользователем для мониторинга процессов конструкторами печи из Германии.
Количество тегов, передающихся контроллерами и обрабатываемых GENESIS32, составляет около 1500. В качестве ОРС – сервера для пакета GENESIS32 использовался ОРС - сервер UltraNetOPCServer версии 3.01 фирмы Fastwel.
Применение GENESIS32 предоставляет возможность полностью контролировать технологический процесс с максимальным удобством ввода и отображения информации. Некоторые особенности, такие как наличие виртуальной цифровой клавиатуры, высвечиваемой на сенсорных экранах (touch screen), упрощают систему ввода информации с рабочих станций. Развитые средства построения графиков TrendWorX32 обеспечивают операторов АРМ качественной графической информацией (рис. 6), интегрированная среда разработки VBA позволила быстро и гибко настроить множество экранов с архивными и текущими значениями параметров процесса. Система на базе приложения AlarmWorX32 обладает развитыми средствами диагностирования опасных ситуаций и мгновенно реагирует на них.
Рис. 6. Основной экран программы АРМ оператора с данными по контролируемым параметрам и схемой печи
Применение приложения WebHMI создаёт возможность удалённо через Интернет наблюдать за процессом варки стекла и оперативно проводить необходимые консультации. Модуль GenBroker позволил быстро и удобно настроить коммуникации между станциями и серверами в разветвлённой локальной сети.
ЗАКЛЮЧЕНИЕ
Описанная АСУ ТП, построенная на базе приложений GENESIS32 и с доминирующим применением изделий фирмы Advantech, должна показать достаточно высокую отказоустойчивость программного обеспечения и аппаратуры, а также обладает высокой гибкостью и возможностью внесения изменений. Но самое главное на наш взгляд то, что данная система управления стекловаренной печью позволяет существенно повысить качество выпускаемой продукции и избавиться от записи «Брак стекла» в журналах разбраковок.