Слесарь по ремонту подвижного состава
СОДЕРЖАНИЕ: Штат работников тележечного участка. Дефектоскопирование составных частей и деталей тележек. Ремонт фрикционного клина. Проверка качества ремонта. Требования безопасности перед началом работы. Требования безопасности в аварийных ситуациях.МПС РОССИЙСКОЙ ФЕДЕРАЦИИ
ПЕТЕРБУРГСКИЙ
ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ПУТЕЙ СООБЩЕНИЯ
Кафедра “Вагоны ”
ОТЧЁТ О ПРОХОЖДЕНИИ ПРОИЗВОДСТВЕННОЙ
ПРАКТИКИ В ВАГОННОМ ДЕПО СТ. СОЛЬВЫЧЕГОДСК
Выполнил студент Лавров Д. Ю.
Группа В-106
Санкт-Петербург 2002
Оглавление
1. ВВЕДЕНИЕ
2.Назначение и состав тележечного участка.
2.1. Перечень оборудования участка по ремонту тележек.
2.2. Штат работников тележечного участка.
3. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС РЕМОНТА ТЕЛЕЖЕК МОДЕЛИ 18-100
(ЦНИИ-Х3) В ОБЪЕМЕ ДЕПОВСКОГО РЕМОНТА.
3.1. Общие положения.
3.2. Входной контроль тележек грузовых вагонов при деповском ремонте.
3.3. Разборка тележки
3.4. Дефектоскопирование составных частей и деталей тележек.
3.5. Дефектация составных частей и деталей тележки.
3.6. Ремонт фрикционного клина.
3.7. Требования к пружинному комплекту.
3.9. Обработка деталей и узлов тележек после сварочных и наплавочных работ.
3.10. Сборка тележек после ремонта.
3.11. Проверка качества ремонта.
3.12. Выходной контроль тележек при выпуске из деповского ремонта.
3.13. Исключение составных частей, деталей тележек из инвентаря.
4. Перечень шаблонов, применяемых при ремонте тележек грузовых вагонов.
5. Техника безопасности при ремонте тележек.
5.1. Общие положения.
5.2. Требования безопасности перед началом работы.
5.3. Требования безопасности во время работы.
5.4. Требования безопасности в аварийных ситуациях.
5.5. Требования безопасности по окончании работ.
6. Заключение
7. ЛИТЕРАТУРА
1. ВВЕДЕНИЕ
В период с 29.06.02 по 31.07.02, я проходил производственную практику в вагонном депо станции Сольвычегодск по профессии: слесарь по ремонту подвижного состава.
Вагонное депо станции Сольвычегодск внесло огромный вклад в развитие всего отделения железной дороги. Вагонное депо Сольвычегодска начиналось как вагонно-ремонтный участок, организованный в 1942 году на станции Черемуха. В 1946 году Министерство Путей Сообщения создало здесь депо. А в 1953 году коллектив приступил к ремонту вагонов на новой ремонтной базе на станции Сольвычегодск. Сейчас, вагонное депо Сольвычегодска – это одно из самых крупных, стабильных и преуспевающих железнодорожных коллективов на магистрали. В настоящее время, можно сказать, что депо является базовым предприятием Северной железной дороги. Депо специализируется на ремонте полувагонов, но может ремонтировать любые типы вагонов.
2.Назначение и состав тележечного участка.
Тележечный участок является отдельным подразделением Сольвычегодского вагонного депо и предназначен для выполнения ремонта тележек. Процесс ремонта тележек предусматривает выполнение следующих основных операций:
· выкатка тележек из-под вагонов,
· наружная очистка и обмывка тележек,
· разборка на узлы и детали,
· дефектация деталей и сортировка их по группам ( без ремонта, ремонт, подлежащие браковке),
· транспортировка деталей в соответствующие ремонтные отделения,
· транспортировка новых или отремонтированных деталей,
· сборка тележек,
· сдача тележки приемщику, подкатка под вагон.
Работы по дефектации и клеймению деталей и узлов тележек выполняет бригадир тележечного участка, который прошел обучение, сдал экзамены установленным порядком и имеет навыки практической работы.
Результаты контроля технического состояния тележки учитываются в пронумерованном журнале общей формы. Оборудование и технологическая оснастка участка по ремонту тележек. Схема расположения оборудования участка приведена на рис. 1.
Перечень оборудования приведен в таблице 1.
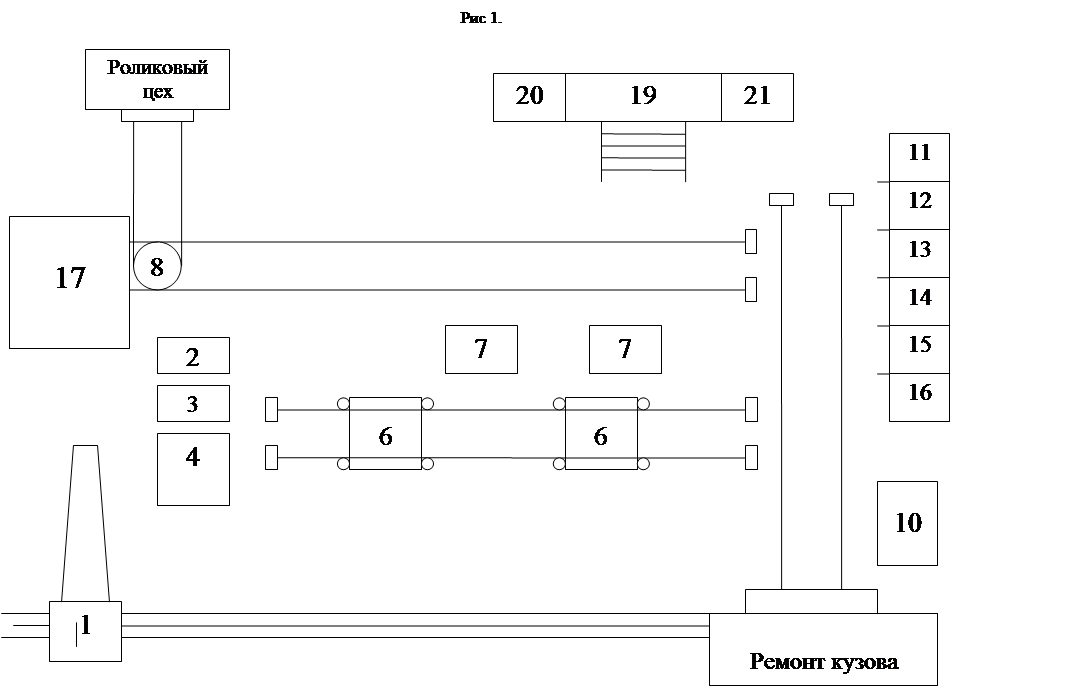
Таблица 1.
2.1. Перечень оборудования участка по ремонту тележек.
| Номер позиции |
Наименование оборудования |
Тип, модель |
Кол-во |
| 1. |
Рельсовый кран |
1 |
|
| 2. |
Установка дефектоскопная |
МСН-10 |
1 |
| 3. |
Установка дефектоскопная |
МСН-31 |
1 |
| 4. |
Установка дефектоскопная |
МД-12 ПШ |
1 |
| 6. |
Установки для клепки фрикционных планок |
- |
2 |
| 7. |
Приямки для металлолома |
- |
2 |
| 8. |
Круг поворотный для разворота тележек |
- |
1 |
| 10. |
Сварочное отделение. |
- |
1 |
| 11. |
Станок токарный |
- |
1 |
| 12. |
Станок для обработки наклонных плоскостей надрессорных балок |
Ф 0005 М |
1 |
| 13. |
Станок для обработки пятника надрессорной балки |
Ф 0008 |
1 |
| 14. |
Кантователь надрессорных балок |
- |
2 |
| 15. |
Кантователь боковин для наплавки опорных поверхностей |
- |
2 |
| 16. |
Кантователь боковин для наплавки направляющих поверхностей |
- |
2 |
| 17. |
Машина для обмывки тележек |
- |
1 |
| 19. |
Стенд для ремонта и испытания триангелей |
- |
1 |
| 20. |
Электрогайковерт |
- |
1 |
| 21. |
Пневмогайковерт |
- |
2 |
2.2. Штат работников тележечного участка.
Выписка из Штатного расписания №1 работников структурного подразделения вагонного депо Сольвычегодск Архангельского отделения Северной ж.д., утвержденного 01.03.02 г. первым зам. НОД-5.
Таблица 2.
| № |
Наименование профессии |
Разряд работ |
Количество работников |
| 1. |
Мастер |
10 |
1 |
| 2. |
Бригадир (освобожденный) |
7 |
2 |
| 3. |
Машинист моечной установки |
3 |
2 |
| 4. |
Слесарь по ремонту подвижного состава |
5 |
2 |
| 5. |
Слесарь по ремонту подвижного состава |
4 |
1 |
| 6. |
Слесарь по ремонту подвижного состава |
3 |
7 |
| 7. |
Уборщик производственных и служебных помещений |
2 |
3 |
| 8. |
Электросварщик ручной сварки. |
5 |
4 |
Примечание: Тележечный участок работает в две смены по два дня каждая. Режим работы 8.00-20.00 час, перерыв на обед с 12.00 час. до 13.00 час.
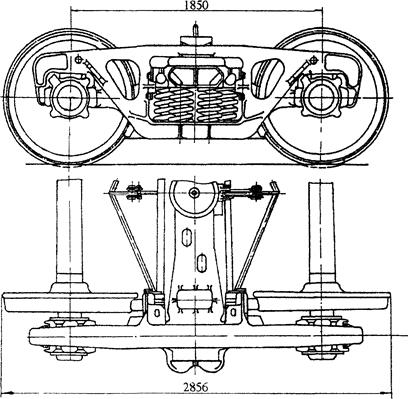
3. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС РЕМОНТА ТЕЛЕЖЕК МОДЕЛИ 18-100 (ЦНИИ-Х3) В ОБЪЕМЕ ДЕПОВСКОГО РЕМОНТА.
3.1. Общие положения.
3.1.1. Выкаченные из-под вагонов тележки мостовым краном устанавливаются на путь тележечного участка. При помощи разворотного круга 8 (рис.1) тележки устанавливаются на путь, по которому они поступают к моечной машине.
 На позиции дефектации и очистки колесных пар тележки мостовым краном снимаются с колесных пар и подаются в моечную машину. Обмывка производится при температуре 60-70 град.С 3-5% раствором каустической соды.
На позиции дефектации и очистки колесных пар тележки мостовым краном снимаются с колесных пар и подаются в моечную машину. Обмывка производится при температуре 60-70 град.С 3-5% раствором каустической соды.
После обмывки тележка устанавливается на позицию дефектоскопирования.
Продефектоскопированная тележка мостовым краном устанавливается на стойло для ремонта. Всего участок имеет восемь ремонтных стойл, т.е. одновременно ремонтируются восемь тележек.
Ремонт тележек заключается в разборке, дефектации и дефектоскопировании деталей, производстве слесарных, сварочно-наплавочных работ, сборке тележки.
Рама тележки, пружинно-фрикционный комплект, рычажная передача тележки ремонтируются в соответствующих отделениях и участках.
Колесные пары ремонтируют согласно требованиям “Инструкции по осмотру, освидетельствовани, ремонту и формированию вагонных колесных пар” ЦВ/3429.
Тормозная рычажная передача разбирается полностью для ремонта в соответствии с требованиями “Инструкции по ремонту тормозного оборудования вагонов” ЦВ-ЦЛ-292.
Детали и узлы тележки подвергаются испытанию на растяжение, дефектоскопи-рованию согласно Руководящих документов по неразрушающему контролю РД 32.174-2001, РД 32.149-2000, РД 32.159-2000, Методики испытания на растяжение деталей грузовых и пассажирских вагонов № 656-2000 ПКБ ЦВ..
При необходимости детали тележки подвергаются очистке (промывке) вторично.
3.2. Входной контроль тележек грузовых вагонов при деповском ремонте.
3.2.1. Контроль технического состояния тележек производится после постановки вагонов на ремонтные позиции.
3.2.2. При этом проверяется:
- наличие дефектов и износов колесных пар, не допускаемых ЦВ/3429;
- положение деталей пружинно-фрикционного рессорного комплекта, завышение опорной поверхности фрикционного клина относительно нижней опорной поверхности надрессорной балки, наличие свободного перемещения фрикционного клина и пружин рессорного комплекта до подъемки вагона;
- проверяется состояние деталей тормозной рычажной передачи;
- зазоры между скользунами тележки и рамы вагона.
3.2.3. После выкатки тележки проверяют состояние узла пятник-подпятник.
3.2.4. Результаты обследования тележек заносят в дефектную ведомость и используют при ремонте деталей и узлов, сборке и подкатке отремонтированной тележки под вагон.
3.2.5. Проверяют срок службы литых деталей тележки.
3.2.6. Результаты входного контроля заносят в журнал учета работы тележечного участка, которые подписываются бригадиром или мастером участка.
3.3. Разборка тележки
Разборка тележки производится после обмывки и дефектоскопирования и установки ее на ремонтное стойло. Обмывка тележек производится в моечной машине с применением 3-5% раствора каустической соды при температуре моющего раствора 60-70 град.С, время обмывки 5 минут.
3.3.1. Разборка тележки производится в следующей последовательности:
- выбить чеки и снять тормозные колодки, предохранительные скобы;
- снять шплинты;
- снять шайбы, выбить валики, снять вертикальные рычаги и распорную тягу;
- выбить шплинты, снять шайбу и валики, снять серьгу мертвой точки, после удаления шплинта, шайбы 1 и валика;
- вынуть проволоку предохранительных шайб, снять шайбы;
- выбить шплинт валика 16, опустить триангель на предохранительные полочки боковин;
- снять подвески 3 тормозного башмака, снять триангель (одновременно снимают и второй триангель и передают в триангельное отделение);
- вынуть шкворень, снять фрикционные клинья, снять пружинные комплекты;
- удалить шплинт, свинтить гайку с болта и вынуть его, снять резинометаллический комплект, балку опорную;
- снять контактную планку, регулировочную планку;
- удалить шплинт, свинтить гайку, снять шайбу, болт, снять колпаки;
- при помощи кантователя боковые рамы снять с надрессорной балки.
3.4. Дефектоскопирование составных частей и деталей тележек.
3.4.1 Дефектоскопирование тележек производится согласно Руководящих документов по неразрушающему контролю РД 32.174-2001, РД 32.149-2000 Феррозондовый метод контроля, РД 32.159-2000 Магнитопорошковый метод контроля, РД 32.150-2000 Вихретоковый метод контроля.
3.4.2. Дефектоскопирование боковых рам и надрессорных балок осуществляется дефектоскопами Ф-205.30, ДФ-103 с применением намагничивающих систем МСН-10, МСН-14.
3.4.3. После наплавки подпятника надрессорной балки дефектоскопирование осуществляется на установке МСН-31.
3.4.4. Для настройки приборов применяются отраслевые стандартные образцы ОСО-НО-021.
3.4.5. Для проверки зоны буксового проема при ранее наплавленной опорной поверхности применяется дополнительно вихретоковый контроль дефектоскопом ВД-12НФ.
3.4.6. Контроль шкворня, подвески тормозного башмака, валика подвески тормозного башмака осуществляется дефектоскопом МД-12ПШ мокрым способом. В качестве индикатора применяется концентрат КМС “Диагма-1200” ТУ 2662-003-41086427-97.
3.4.7. Приготовление магнитной суспензии: 30±5 гр. диагмы на 1 литр воды. Проверка намагничивающих свойств магнитной суспензии осуществляется с помощью прибора МФ-10 СП.
3.5. Дефектация составных частей и деталей тележки.
3.5.1. Дефектация составных частей и деталей тележек грузовых вагонов производится после их дефектоскопии.
3.5.2. Дефектацию проводит бригадир сборочного цеха визуальным и инструментальным способами.
3.5.3. Наличие трещин во всех деталях тележек не допускается, помимо трещин, которые устраняются при ремонте в соответствии с действующей ремонтной документацией.
3.5.4. Литые детали, с размерами менее указанных в таблице 3 и таблице 4, допускается не восстанавливать при деповском ремонте.
Таблица 3.
Наименование неисправностей |
При деповском ремонте |
Износ опорной поверхности надрессорной балки, мм, не более |
3 |
Глубина подпятника для балок, изготовленных до 1986 г. (25-2 +1 ), мм, не более |
29 |
Глубина подпятника для балок, изготовленных после 1986 г. (30-2 +1 ), мм, не более |
34 |
Износ наклонных поверхностей надрессорной балки, мм, не более |
3 (на сторону) |
Износ челюстей боковой рамы, мм, не более |
4 (по ширине) |
Износ колпака скользуна, мм, не более |
3 |
Износ фрикционного клина:вертикальной стенки, мм, не более наклонной поверхности, мм, не более |
3 3 |
Длина основания (полноты) фрикционного клина, мм по чертежам:100.30.001-0 не менее 100.30.001-1 не менее |
227 228 |
Диаметр подпятника надрессорной балки, мм, не более |
307,8 309,4* |
* - для балок, изготовленных до 1986 года.
Таблица 4.
Размеры боковых рам и надрессорных балок тележек модели 18-100
| Обозначение размера |
Размер рам и балок, мм |
|
По рабочим чертежам |
Допускаемый без ремонта при деповском ремонте |
|
| а |
335-1 +3 |
от 334 до 341 |
| б |
636-8 /636-6 **** |
до 636,0 |
| в |
160-2 +1 |
155,0 |
| д |
2036,0 |
не изменяется |
| е |
134+4 |
144,0 |
| з |
175-1 +4 |
не менее 166,0 |
| и |
302+1,4 |
307,8 (309,4)* |
| к |
77-0,74 |
72,0 |
| л |
54-1 +2 |
60,0 |
| м* |
25_2 +1 |
29,0 |
| м1 ** |
30-2 +1 |
34,0 |
| Н |
- |
не более 3 |
М-разность у двух боковин не более 2 мм.
Разность размеров А, замеренных по обоим концам балки, должна быть не более 5 мм.
* - для балок изготовленных до 1986 г. (допускается округление до целого числа в сторону увеличения).
** - для балок изготовленных после 1986 г.
*** - выпуск после 1989 г.
**** - выпуск с 1997 г.
3.5.5. Литые детали тележек, имеющие износы, превышающие допустимые, подлежат ремонту сваркой и наплавкой с последующей механической обработкой до чертежных размеров (кроме опорных поверхностей буксовых проемов боковой рамы).
3.5.6. Нетиповые чеки крепления тормозных колодок, шайбы крепления рычажной передачи тележек заменяют типовыми, а шплинты – новыми. Шарнирные соединения рычажной передачи смазывают в соответствии с требованиями, изложенными в ЦВ-ЦЛ-292.
3.5.7. Зазор в шарнирном соединении в рычагах рычажной передачи допускается не более 3 мм при деповском ремонте.
3.5.8. Шкворни, имеющие трещины, подлежат замене. Износ шкворней по диаметру допускается не более 3 мм, а изгиб не допускается.
3.5.9. Разница баз боковых рам допускается не более 2 мм.
3.6. Ремонт фрикционного клина.
3.6.1. Ремонту подлежат фрикционные клинья (с удлиненной вертикальной поверхностью). Для контроля размеров и профиля рабочих поверхностей клина применяется шаблон по черт. Т 914.09.000 ПКБ ЦВ ТУ 32 ЦВ 2430-96.
3.6.2. Стальные фрикционные клинья, имеющие износы вертикальной и наклонной плоскостей при деповском ремонте более 3 мм, ремонтируют наплавкой с последующей механической обработкой или заменяют новыми.
Восстановлению подлежат наклонные и вертикальные поверхности до чертежных размеров. Ремонт стальных клиньев допускается производить не более одного раза.
Вертикальные плоскости фрикционных клиньев допускается ремонтировать при-варкой планок с последующей механической обработкой в соответствии с “Техническими указаниями на ремонт клиньев тележки ЦНИИ - ХЗ модели 18 - 100” № 529 ПКБ ЦВ. Острые кромки и заусенцы на рабочих плоскостях фрикционного клина не допускаются.
3.6.3. Длина основания (полнота) фрикционного клипа, должна быть не менее 227 мм при выпуске из деповского ремонта (рисунки 15,16). Для клина, (с удлиненной вертикальной поверхностью) полнота клина должна быть не менее 228 мм при выпуске из деповского ремонта. Расстояние от вертикальной плоскости клина до задней плоскости упорного ребра во всех случаях не должно быть более 72 мм и не менее 66 мм при выпуске из ремонтов.
При проведении деповского ремонта рекомендуется производить подбор фрикционных клиньев по размеру “а” (полнота клина) в зависимости от размеров “Б” (расстояние между фрикционными планками в боковой раме) и размера “в” надрессорной балки.
3.6.4. Чугунные и стальные клинья при деповском ремонте разрешается заменять новыми чугунными клиньями, в соответствии с ТУ 3183-061-01124328-97.
3.6.5. Трещины в ребрах жесткости клина при выпуске из деповского ремонта не допускаются. Разрешается ремонтировать при деповском ремонте трещины в ребрах жесткости стального клина суммарной длиной не более 15 мм или одну трещину длиной не более 15 мм.
3.7. Требования к пружинному комплекту.
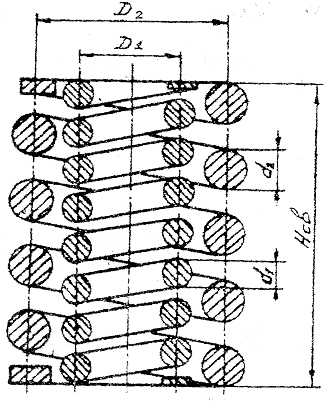 3.7.1. Пружины очищают и осматривают. Ремонт пружин заключается в проверке диаметров прутков, числа витков, высоты пружин в свободном состоянии. Пружины, имеющие дефекты, к установке в рессорной комплект при всех видах ремонта не допускаются.
3.7.1. Пружины очищают и осматривают. Ремонт пружин заключается в проверке диаметров прутков, числа витков, высоты пружин в свободном состоянии. Пружины, имеющие дефекты, к установке в рессорной комплект при всех видах ремонта не допускаются.
3.7.2. Допустимые размеры пружины приведены в таблице 5.
Таблица 5.
Пружина |
Диаметр прутка, мм |
Диаметр средней линии пружины |
Число витков |
Высота пружины в свободном состоянии,мм |
|
| полное |
рабочее |
||||
| Наружная |
30 |
170±2,5 |
5,5* |
4,0* |
249+7 -2 |
| Внутренняя |
19/21* |
111±1,5 |
6,45* |
7,95* |
249+7 -2 |
Примечание: * - выпуск с 1989 года.
3.7.3. После ремонта пружины должны соответствовать требованиям п.4.6 “Методики выполнения измерений надрессорной балки, боковых рам, пружин и рессорного комплекта при проведении деповского ремонта тележек модели 18-100” РД 32 ЦВ 050-96.
3.7.4. Запрещается постановка пружин в одном комплекте с разницей по высоте более 5 мм. Из числа пружин, подобранных для рессорного комплекта, под фрикционные клинья устанавливают пружины, имеющие наибольшую высоту.
3.7.4. Запрещается устанавливать пружины, не имеющие клейм завода-изготовителя, при выполнении деповского ремонта всех рядов вагонов.
3.8. Ремонт деталей тормозного оборудования.
3.8.1 В цехе ремонта тележек производятся следующие работы:
- снятие с тележки всех деталей и узлов тормозного оборудования;
- дефектация и определение объема ремонта деталей и узлов тормозного оборудования;
- передача тормозных деталей и узлов тележки для ремонта в соответствующие отделения;
- сборка исправных деталей и узлов тормоза на отремонтированной раме тележки.
3.8.2. Ремонт деталей тормозного оборудования тележки при деповском ремонте производится по требованиям “Инструкции по ремонту тормозного оборудования вагонов” ЦВ-ЦЛ-292 1994 г.
3.11. Сварочные и наплавочные работы.
3.8.1. Сварочные и наплавочные работы проводят в соответствии с требованиями “Инструкции по сварке и наплавке при ремонте грузовых вагонов” ЦВ-201-98.
3.8.2. Сварочные и наплавочные работы на надрессорных балках, боковинах и других деталях тележки производят на специальных сварочных позициях, оборудованных кантователями, электросварочным оборудованиям и другими приспособлениями.
3.9. Обработка деталей и узлов тележек после сварочных и наплавочных работ.
3.9.1. Механическую обработку наплавленных поверхностей и сварочных швов производят на специализированных станках, фрезерных, оборудованных дополнительными приспособлениями.
3.9.2. На наружном бурте подпятника отремонтированной надрессорной балки на окружности диаметром 332 мм наносятся керном в диаметрально противоположных местах четыре точки глубиной не более 1,5 мм для сохранения симметричности подпятника надрессорной балки при последующих ремонтах наплавкой и механической обработкой. Эксцентричность отверстий под шкворень и диаметра подпятника допускается не более 0,5 мм.
3.10. Сборка тележек после ремонта.
3.10.1. На сборку поступают отремонтированные и скомплектованные узлы и детали тележек, проверенные бригадирами соответствующих участков, где производится ремонт.
3.10.2 Сборка тележки:
надрессорная балка 19 устанавливается на ремонтное стойло, боковины 30 надвигают на надрессорную балку при помощи кантователя и навешивают на концы надрессорной балки;
устанавливают в рессорные проемы боковой рамы скомплектованные пружины, фрикционные клинья на наиболее высокие пружины, опускают надрессорную балку на пружинно-фрикционный рессорный комплект;
затем в пазы тормозных башмаков необходимо установить отремонтированные или новые подвески, подвесить триангели на раму тележки;
установить скобы, поставить валики, на них шайбы, валики зашплинтовать шплинтами, концы шплинтов развести под углом 900 ;
установить вертикальные рычаги и соединить их триангелями, валиками и шайбами и шплинтами;
соединить вертикальные рычаги с серьгой мертвой точки, вставив валик и установить шайбу и шплинт. Шплинт развести;
установить тормозные колодки,
вставить чеки тормозных колодок в перемычки тормозных башмаков и колодок;
установить распорную тягу, соединить вертикальные рычаги с распорной тягой, поставить валики, шайбы, шплинты;
установить колпаки скользунов, вставить болт, шайбу, болт закрепить гайкой, установить и развести шплинт;
установить балку опорную на резинометаллические комплекты, планки регулировочные и контактную, установить болт, шайбу, гайку.
3.10.3. Подкатываемые под раму тележки колесные пары с буксами должны соответствовать требованиям “Инструкции по осмотру, ремонту, освидетельствованию и формированию колесных пар” ЦВ/2329 и “Инструктивным указаниям по эксплуатации и ремонту вагонных букс с роликовыми подшипниками” 3-ЦВРК 2001 г.
3.10.4. Ремонт корпусов букс производится согласно технологического процесса ремонта корпусов букс. При ремонте наружные изношенные поверхности корпуса буксы – опорная и боковые восстанавливаются до чертежных размеров.
3.10.5. Запрещается подкатывать колесные пары тележки с разницей диаметров по грузу катания:
- у одной двухосной тележки более 20 мм;
- у двух двухосных тележек более 40 мм.
3.10.6. Суммарный зазор между направляющими боковой рамы тележки и корпусом одной буксы должен быть при деповском ремонте вдоль тележки от 6 мм до 15 мм, а поперек от 5 мм до 13 мм.
3.11. Проверка качества ремонта.
3.11.1. Промежуточной проверке качества ремонта подвергаются:
колесные пары, подкатываемые под тележку (выполняет мастер участка по ремонту колесных пар);
буксовые узлы колесных пар, подкатываемых под тележку (выполняет мастер роликового участка);
надрессорные балки;
боковые рамы тележек с фрикционными планками;
фрикционные клинья;
пружины и их комплектование;
детали тормозной рычажной передачи.
3.11.2. Проверку качества ремонта производит бригадир, мастер участка по ремонту тележек, приемщик вагонов, технолог.
3.11.3. Качество ремонта определяется визуально и с применением шаблонов проект Т-914 и других средств измерений, указанных в технологическом процессе ремонта тележек.
3.11. Нанесение клейм, знаков маркировки после ремонта.
3.11.1. Клейма и знаки маркировки устанавливаются на детали тележки после завершения ремонтных работ, приемки их руководителями цеха и приемщиком вагонов.
3.11.2. Клейма (коды) наносятся на каждую боковину тележки на участке от начала прилива выше приемочных клейм в соответствии с “Методикой постановки клейм принадлежности государству на составных частях вагонов”.
3.11.3. Место постановки клейм предприятия, производившего ремонт, определено
“Инструкцией по контролю технического состояния боковых рам и надрессорных балок тележек грузовых вагонов” № 605-92 ПКБ ЦВ, Руководящих документов по неразрушающему контролю РД 32.174-2001,РД 32.149-2000, РД 32.150-2000.
3.12. Выходной контроль тележек при выпуске из деповского ремонта.
3.12.1. Выходной контроль отремонтированных тележек производится по окончании ремонта и после подкатки под вагон.
3.12.2. После сборки и подкатки под вагон тележки модели 18-100 при деповском ремонте завышение хотя бы одного фрикционного клина относительно нижней опорной поверхности надрессорной балки допускается не более 3 мм, а занижение не более 8 мм. Размер определяется измерением уровней правого и левого клиньев рессорного комплекта относительно опорной плоскости надрессорной балки, приведенном на рисунке 24. Клин должен прилегать к надрессорной балке по всей наклонной поверхности.
3.12.3. Боковая рама должна плотно опираться на корпус буксы. Допускается местные зазоры не более 1 мм.
3.12.4. Боковые рамы тележки должны иметь одинаковую или с разницей в 2 мм базу, которая определяется шаблоном при сборке и фиксируется в журнале бригадиром, производившим сборку.
3.12.5. Суммарный зазор между направляющими боковой рамы тележки и корпусом одной буксы должен быть при деповском ремонте – вдоль тележки от 6 мм до 15 мм, а поперек от 5 мм до 13 мм.
3.12.6. Зазор между скользунами тележки и рамы вагона в сумме с обеих сторон каждого конца вагона должен быть не менее 6 мм и не более 16 мм для всех типов четырехосных вагонов, кроме цистерн, хопперов для перевозки зерна, цемента, минеральных удобре
ний, окатышей и хопперов-дозаторов типа ЦНИИ-ДВЗ, думпкаров, зазор у которых должен быть в пределах 4-12 мм. Отсутствие зазоров между скользунами, расположенными по диагонали вагона, не допускается. Величина суммарного зазора по диагонали должна быть не менее 6 мм.
3.12.7. Проверяют наличие кодов принадлежности государству-собственнику на литых деталях тележки и на раме вагона.
3.12.8. При выпуске всех грузовых вагонов из деповского ремонта отремонтированные тележки должны быть укомплектованы надрессорными балками и боковыми рамами, обеспечивающими эксплуатацию вагона до следующего планового ремонта или его исключения из инвентаря по сроку службы, обеспечив в этом периоде эксплуатации вагона срок службы боковых рам и надрессорных балок 30 лет включительно.
3.12.9. Детали тормозной рычажной передачи тележки должны соответствовать требованиям “Инструкции по ремонту тормозного оборудования вагонов” от 23.04.94 г. № ЦВ-ЦЛ-292.
3.12.10. Подборка боковых рам и надрессорной балки (элементов) в тележке должна производиться по возрастным группам, в зависимости от требований, предъявляемых к элементам на период действия норм для расчета на прочность вагонов железных дорог колеи 1520 мм:
- тележки нулевой группы, построенные с 1997 года, отвечают требованиям”Норм для расчета и проектирования вагонов железных дорог МПС колеи 1520 мм” (несамоходных) издания 1996 г. (далее по тексту “Нормы”) М. ГосНИИВ-ВНИИЖТ;
- тележки первой группы, построенные с 1985 г. по 1996 г., отвечающих требованиям “Норм” издания 1983 г.;
- тележки второй группы, построенные с 1974 г. по 1984 г., отвечают требованиям “Норм” издания 1972 г.;
- тележки третьей группы, построенные до 1974 г., отвечают требованиям “Норм” издания 1969 г.
Разрешается в каждой прочностной группе тележек подбирать элементы из других прочностных групп, при этом номер возрастной группы тележки должен устанавливаться по элементу, имеющему самый ранний период изготовления.
3.13. Исключение составных частей, деталей тележек из инвентаря.
3.13.1. Литые детали бракуют в следующих случаях:
а) боковые рамы:
– при наличии трещин в любой части, независимо от размера;
- при сроке эксплуатаци более 30 лет;
б) надрессорные балки:
- при наличии срока эксплуатации более 30 лет;
- трещин в нижних и вертикальных стенках балки;
- трещин на верхней стенке поперечных, и трещин на подпятнике общей суммарной длиной более 250 мм;
- трещин от технологических отверстий вдоль оси длиной более 250 мм каждая.
Браковка литых деталей производится в соответствии с требованиями Руководящих документов РД 32.174-2001, РД 32.150-2000, РД 32.149-2000.
3.13.2. Литые детали тележек исключают в металлолом комиссия в составе:
-начальника депо,
- зам. начальника (старшего мастера),
- приемщика вагонов,
- мастера.
Исключение литых деталей тележки оформляется актом, установленной формы.
4. Перечень шаблонов, применяемых при ремонте тележек грузовых вагонов.
| Наименование |
Проверяемые размеры |
| 1 |
2 |
| Штанген подпятника |
Контроль диаметра подпятника. Контроль толщины наружного бурта подпятника. Контроль толщины внутреннего бурта. |
| Штангенциркуль |
Контроль наружного диаметра внутреннего бурта и отверстий под шкворень. |
| Штанген подпятника |
Контроль глубины опорной поверхности подпятника. |
| Шаблон НП |
Контроль размера опорной поверхности призмы (полотна). |
| Шаблон НП |
Контроль угла наклона боковых поверхностей призмы. |
| Шаблон направляющих буртов |
Контроль размера между направляющими буртами. |
| Штангенциркуль |
Контроль длины и ширины скользуна. |
| Штангенциркуль |
Контроль высоты скользуна. |
| Шаблон буксового проема |
Контроль ширины буксового проема и ширины направляющих букс. |
| 1 |
2 |
| Штанген базового размера |
Контроль базового размера “М”. |
| Штанген ФП |
Контроль размера между фрикционными планками. Контроль уширения и контроль износа фрикционных планок. |
| Штанген |
Контроль разности размеров от плоскости установки фрикционной планкит до внутренней плоскости наружной челюсти. |
| Щуп №4 |
Контроль прилегания фрикционных планок. |
| Шаблон фрикционного клина |
Контроль длины основания (полноты) фрикционного клина и контроль угла 900 , контроль угла 450 , износ наклонной и вертикальной плоскостей клина. |
| Штангенциркуль |
Контроль толщины вертикальной стенки клина. |
| Лупа семикратного увеличения |
Контроль поверхности пружин. |
| Измерительная линейка 300 |
Контроль высоты пружины в свободном состоянии. |
| Калибр-пробка или калибр-стакан |
Контроль внутреннего диаметра наружных пружин, контроль наружного диаметра внутренних пружин. |
| Штангенциркуль |
Контроль разности между минимальным и максимальным шагом пружины. |
| Угольник |
Контроль перпендикулярности опорных поверхностей пружины по отношению к оси. |
5. Техника безопасности при ремонте тележек.
5.1. Общие положения.
Ответственным за состояние техники безопасности при ремонте тележек является мастер тележечного цеха. Мастер обязан в совершенстве знать безопасную эксплуатацию всех маханизмов и приспособлений, применяемых при ремонте тележек, следить за их исправностью и правильной эксплуатацией.
Слесаря по ремонту тележек осуществляют постановку тележек на ремонтные позиции, их снятие после ремонта, зацепление деталей тележек при их разборке и сборке и устанавливают на кантователь боковые рамы и надрессорной балки, все эти работы выполняются работниками, имеющими право на выполнение стропальных работ.
Не допускать к работе работников с механизмами, необученных и не сдавших экзамены.
5.2. Требования безопасности перед началом работы.
Привести в порядок спецодежду: застегнуть обшлага рукавов, заправить одежду и застегнуть ее на все пуговицы, надеть каску.
Осмотреть рабочее место, убрать все, что может помешать при работе.
Рабочее место не должно быть загромождено деталями тележек, тормозными колодками и другими материалами.
В начале рабочей смены перед постановкой на кантователи боковин или надрессорных балок следует осмотреть кантователи, исправность фиксаторов, ограничителей механизма поворота кантователя, а также крепежных устройств на кантователях.
5.3. Требования безопасности во время работы.
Разборку и сборку тележек произаводить только на оборудованных позициях.
При разборке тележек запрещается бросать на пол снимаемые детали для ремонта.
При разборке рессорного комплекта не допускать выпадения внутренней пружины из комплекта, разборку делать с помощью специального приспособления, с захватом одновременно обеих пружин.
При зачистке мест на постановке клейм на боковинах и надрессорной балке и обработке наплавленных поверхностей использовать защитные очки.
Категорически запрещается хранение запасных частей возле электрощита.
При развороте тележек с колесными парами в сборе запрещается становиться на разворотный круг, тоже самое на разворотный круг при развороте колесных пар отдельно.
Управлять ремонтными машинами, осуществлять раздвижку боковин. приклепывание фрикционных планок, производить мойку тележек в моечной машине имеют право только работники, обученные и испытанные в знании правил техники безопасности, при эксплуатации данных механизмов.
Запрещается выполнять слесарные работы на тележки во время производства электросварочных работ.
Сборку тележек на колесные пары производят группой из 4-х человек, причем команду на выполнение работ крановщику подает один из них.
При сборке тележек на колесные пары не вводить руки в область буксового проема боковины тележки.
Перекатку колесных пар при сборке тележек производить только от себя, а не на себя.
Приямки для размещения тары для мусора и металлолома содержать закрытыми, открывать только при их загрузке.
При транспортировке тележек и их деталей мостовым краном запрещается, работникам находиться под грузом, в зоне возможного его падения.
При выполнении электросварочных работ на ремонте тележек для предупреждения воздействия лучей дуги на слесарей. рабочее место должно быть ограничено переносной ширмой или щитком.
5.4. Требования безопасности в аварийных ситуациях.
При любой неисправности механизмов, угрожающих безопасности труда работников обрыва заземления, при повреждении подводящих кабелей и других неисправностях произвести выключение механизма доложить мастеру и не приступать к работе до устранения неисправности.
При возникновении возгорания на участке, работники должны немедленно приступить к тушению очага возгорания первичными средствами пожаротушения. Если же очаг возгорания своими силами потушить не возможно, следует вызвать пожарную охрану по телефону 34-62, 28-51 и поставить в известность администрацию предприятия.
5.5. Требования безопасности по окончании работ.
По окончании электросварочных работ или во время технологических перерывов сварочное оборудование должно быть выключено.
Отключить ремонтные машины и другие механизмы и оборудование.
Привести в порядок рабочее место.
Убрать инструмент и приспособления в установленные места.
Сообщить обо всех замечаниях во время работы неполадках руководителю работ.
6. Заключение
Прохождение практики считаю весьма полезным мероприятием для выработки профессиональных навыков и для моей будущей работы по специальности.
Я считаю, что производственная практика является важной частью подготовки высококвалифицированных специалистов, поскольку в процессе ее ставится задача закрепления и расширения знаний, полученных при обучении студентов в университете. Требуется изучение работы предприятия, учреждения, в которых будущие специалисты проходят практику. В течение же производственной практики работа студентов должна строиться таким образом, чтобы поставленная узкая задача завершалась конкретным результатом. Только в этом случае достигается основная цель практики, как формы приобщения студента к самостоятельной исследовательской работе.
В процессе практикума на производстве у меня возникла мысль о необходимости увеличения производительности труда за счет экстенсивного развития предприятия, то есть об автоматизации ремонта тележек.
Основной проблемой, стоящей перед железнодорожными компаниями, является сокращение эксплуатационных расходов. Одна из наиболее значимых статей этих расходов - затраты на техническое обслуживание и ремонт подвижного состава, которые включают много трудоемких операций, зачастую выполняемых в неблагоприятных условиях. Положение усугубляется недостатком рабочей силы, так как ремонтно-эксплуатационный персонал постепенно стареет и выходит на пенсию, а для новых, более молодых рабочих такие работы непривлекательны (судя по своему опыту). Поэтому в последнее время механизации и автоматизации технологического процесса обслуживания и ремонта нужно уделять особое внимание. К числу операций, входящих в процесс ремонта, относятся разборочные.
Эти операции имеют свою специфику и практически не встречаются в современном машиностроительном произ
водстве. Кроме того, подлежащие разборке узлы и агрегаты после длительной эксплуатации
загрязнены, изношены, крепежные соединения труднодоступны и разнохарактерны, после снятия креплений следует обеспечить целостность высвобождаемых деталей. Все это осложняет разборочные работы и ставит их на одно из последних мест по технико-социальному уровню. Для преодоления указанных затруднений необходимо создать и использовать при разборке подвижного состава устройства, требующие минимально возможных затрат ручного труда. Это в полной мере относится к разборке тележек, выполняемой в наиболее трудных условиях.
Применение средств роботизации для разборки тележек подвижного состава возможно и целесообразно.
7. ЛИТЕРАТУРА
1. ПОЛОЖЕНИЕ МИНИСТЕРСТВА ПУТЕЙ СООБЩЕНИЯ РФ ”О ПРАКТИКЕ СТУДЕНТОВ ВЫСШИХ УЧЕБНЫХ ЗАВЕДЕНИЙ МИНИСТЕРСТВА ПУТЕЙ СООБЩЕНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ”
От 21 февраля 2001 г.
N Е-233у
2. Правила технической эксплуатации железных дорог РФ ЦРБ-756,
3. Руководство по деповскому ремонту грузовых вагонов ЦВ-587,
4. Руководящие документы по неразрушающему контролю РД 32.174-2001, РД 32.149-2000, РД 32.159-2000,
5. Инструкция по ремонту тележек грузовых вагонов РД 32 ЦВ 052-99,