«Снабженческо-сбытовая деятельность предприятия»
СОДЕРЖАНИЕ: Введение Производственный процесс и его организацияМИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РФ
ГОУ ВПО «Челябинский государственный университет»
Институт экономики отраслей, бизнеса и администрирования
Реферат
дисциплина «Организация производства на предприятиях отрасли»
тема: «Снабженческо-сбытовая деятельность предприятия »
Выполнила:
студентка гр. 26 ПС – 301
Проверил:
преподаватель Колмакова Н.С.
Челябинск
2009
Содержание
Введение…………………………………………………………………………....3 1. Производственный процесс и его организация……………………...………….4
1.1. Структура и принципы организации производственного процесса…………4
1.2. Организационные типы производства………………………………………...6
1.3. Производственный цикл………………………………………………………..8
1.4. Методы организации производства………………………………………..…10
2. Снабженческо-сбытовая деятельность предприятия………………………….12
2.1. Организация материально-технического снабжения предприятия (МТС)...12
2.2. Методы распределения товаров………………………………………………15
2.3. Организация складского хозяйства предприятия……………………………18
2.4. Организация инструментального хозяйства…………………………………21
Заключение…………………………………………….……………………….…...25
Список литературы……………………………….….……………………………..26
Введение
Для того чтобы обеспечить предприятие (объединение) необходимыми ему материалами в соответствии с выявленной потребностью, организуется материально-техническое снабжение предприятия. Его задача заключается в определении потребности предприятия в материалах и технических ресурсах, изыскании возможностей покрытия этой потребности, организации хранения материалов и выдачи их в цехи, а также в проведении контроля за правильным использованием материально-технических ресурсов и содействия в их экономии.
Решая эту задачу, работники органов снабжения должны изучать и учитывать спрос и предложение на все потребляемые предприятием материальные ресурсы, уровень и изменение цен на них и на услуги посреднических организаций, выбирать наиболее экономичную форму товародвижения, оптимизировать запасы, снижать транспортно-заготовительные и складские расходы.
Главной задачей органов снабжения предприятия является своевременное и оптимальное обеспечение производства необходимыми материальными ресурсами соответствующей комплектности и качества.
1. Производственный процесс и его организация
1.1. Структура и принципы организации производственного процесса
Процесс взаимодействия производственных факторов на предприятии, направленный на превращение исходного сырья (материалов) в готовую продукцию, пригодную к потреблению или к дальнейшей обработке, образует производственный процесс или производство .
Основными элементами производственного процесса являются труд (деятельность людей), предметы и средства труда. Во многих производствах используются природные процессы (биологические, химические).
Наиболее крупными частями производственного процесса являются основное, вспомогательное и побочное производства.
К основным относятся те процессы, прямым результатом которых является изготовление продукции, составляющей товарную продукцию данного предприятия, а к вспомогательным - те, в ходе которых создаются полупродукты для основного производства, а также выполняются работы, обеспечивающие нормальное течение основных процессов. Побочное производство охватывает процессы переработки отходов основного производства или их утилизации.
По течению во времени производственные процессы подразделяют на дискретные (прерывные) и беспрерывные, вызванные непрерывностью технологического процесса или потребностями общества.
По степени автоматизации выделяют процессы: ручные, механизированные (выполняются рабочими с помощью машин), автоматизированные (выполняются машинами под наблюдением рабочего) и автоматические (выполняются машинами без участия рабочего по заранее разработанной программе).
Процесс основного, вспомогательного и побочного производства состоит из ряда производственных стадий.
Стадия - это технологически законченная часть производства, характеризующая изменение предмета труда, переходящего из одного качественного состояния в другое.
Производственная стадия делится, в свою очередь, на ряд производственных операций, представляющих собой первичное звено, элементарную, простейшую составную часть процесса труда. Производственная операция выполняется на отдельном рабочем месте, одним или группой рабочих, над одним и тем же предметом труда, с помощью одних и тех же средств труда.
По назначению производственные операции делят на:
- технологические (основные), в результате которых вносятся качественные изменения в предметы труда, его состояние, внешний вид, форму и свойства;
- транспортные, изменяющие положение предмета труда в пространстве и создающие условия для поточного производства;
- обслуживающие, обеспечивающие нормальные условия для работы машин (их чистка, смазка, уборка рабочего места);
- контрольные, способствующие правильному выполнению технологических операций, соблюдению заданных режимов (контроль и регулирование процесса).
Для нормальной организации производственного процесса необходимо соблюдать следующие принципы:
1) принцип специализации - это закрепление за каждым цехом, производственным участком, рабочим местом, технологически однородной группы работ или строго определенной номенклатуры изделий;
2) принцип непрерывности процесса означает обеспечение движения предмета труда с одного рабочего места на другое без задержек и остановок;
3) принцип пропорциональности подразумевает согласованность в продолжительности и производительности всех взаимосвязанных подразделений производства;
4) принцип параллельности предусматривает одновременное выполнение отдельных операций и процессов;
5) принцип прямоточности означает, что предметы труда в процессе обработки должны иметь найкратчайшие маршруты по всем стадиям и операциям производственного процесса;
6) принцип ритмичности состоит в регулярности и устойчивости хода всего процесса, что обеспечивает производство одинакового или равномерно увеличивающегося количества продукции за равные промежутки времени;
7) принцип гибкости требует быстрой адаптации производственного процесса к изменению организационно-технических условий, связанных с переходом на изготовление новой продукции и др.
1.2. Организационные типы производства
Постоянство видов выпускаемой продукции, а также постоянство структуры производственного процесса определяют типы производства: единичное, серийное и массовое.
Единичное производство характеризуется наиболее резко выраженным непостоянством структуры рабочего процесса, так как при этом типе производства каждое последующее изделие создает новый технологический процесс, отличающийся от прежнего по составу операций, по их продолжительности и последовательности, в которой они выполняются. К данному типу производства можно отнести изготовление нестандартного оборудования.
Отличительными особенностями единичного типа производства являются:
- многономенклатурность выпускаемой продукции;
- преобладание технологической специализации рабочих мест, участков, цехов;
- отсутствие постоянного закрепления за рабочими местами определенных изделий;
- использование универсального оборудования и размещение его по однотипным группам;
- наличие высококвалифицированных рабочих-универсалов;
- большой объем ручных операций;
- большая длительность производственного цикла и др.
Серийное производство характеризуется постоянством структуры рабочего процесса в период выпуска одной партии (серии) одинаковых изделий. Структура процесса изменяется по составу операций, их продолжительности и последовательности выполнения в связи с переходом на изготовление серии нового вида продукции. Например, консервное производство.
В зависимости от продолжительности периода выпуска одной серии и размера партии различают мелкосерийное, среднесерийное и крупносерийное производства.
Для серийного типа производства характерна относительно большая номенклатура изделий, однако значительно меньшая, чем при единичном типе производства.
Основные особенности организации серийного производства:
- специализация рабочих мест по выполнению нескольких закрепленных операций;
- использование универсального и специального оборудования;
- незначительный объем ручных операций;
- наличие рабочих средней квалификации;
- незначительная длительность производственного цикла и др.
Массовое производство характеризуется наиболее резко выраженным постоянством структуры рабочего процесса, повторением одних и тех же операций на каждом рабочем месте в связи с изготовлением одного и того же вида изделия. К данному типу производства можно отнести машиностроение.
Для массового производства характерны: ограниченная номенклатура изделий; предметная специализация рабочих мест; использование специального и специализированного оборудования; возможность механизации и автоматизации производственных процессов; наличие рабочих невысокой квалификации; минимальная длительность производственного цикла.
Важной количественной характеристикой типа производства является уровень специализации рабочих мест, исчисляемый с помощью коэффициента закрепления операций, который определяется как среднее количество операций, приходящихся на одно рабочее место за месяц:
где n
- количество предметов, обрабатываемых данной группой рабочих мест;
m
- количество операций, приходящихся на i
-тый предмет;
KM
- количество рабочих мест.
Нормативный коэффициент закрепления рабочих мест для массового производства составляет от 1 до 3, для крупносерийного - 4-10, среднесерийного - 11-20, мелкосерийного - более 20, единичного - более 40.
Отдельно выделяют исследовательское производство, в котором изготавливаются образцы или партии изделий для проведения исследовательских работ.
1.3. Производственный цикл
Время от начала производственного процесса до выхода готовой продукции определяется как производственный цикл .
Производственный цикл состоит из времени производства и времени перерывов.
Время производства включает продолжительность технологических операций (или природных, естественных процессов) и продолжительность вспомогательных операций (технологического обслуживания производства).
Продолжительность технологических операций - это время, в течение которого происходят механические, химические, физические и другие воздействия на предметы труда, в результате чего осуществляется изменение форм, размеров, физико-химических свойств предметов труда.
Продолжительность вспомогательных операций - это время, затрачиваемое на межцеховые и внутрицеховые перемещения предметов труда, контроль, упаковывание, маркирование и т.п.
Перерывы в работе подразделяют на регламентированные и нерегламентированные.
Регламентированные перерывы входят в состав каждого цикла, если они вызваны ожиданием накопления партии изделий для передачи ее на следующую технологическую операцию или временной остановкой в работе из-за разной продолжительности смежных технологических операций.
Нерегламентированные перерывы связаны с простоем оборудования и рабочих по непредусмотренным режимом работы организационно-техническим причинам (задержка сырья, материалов, поломка оборудования) и поэтому в производственный цикл включаются в виде поправочного коэффициента или вообще не учитываются.
Основной составляющей производственного цикла является продолжительность технологических операций, которая составляет технологический цикл (Тц ):
![]()
где n - количество предметов в партии;
t - продолжительность обработки одного предмета;
KM - количество рабочих мест, на которых выполняется эта операция.
Предметы труда в процессе производства могут перемещаться последовательно, параллельно и параллельно-последовательно. Длительность цикла наименьшая при параллельном движении предметов труда, наибольшая - при последовательном.
Длительность и состав производственного цикла рассчитывают аналитическим, графическим или графоаналитическим способами. Для этого необходимо знать составные части, на которые расчленяется процесс производства продукции, последовательность, способ выполнения и нормативы его продолжительности, вид движения предмета труда.
1.4. Методы организации производства
Существует два метода организации производства: поточное и непоточное производство.
Непоточное производство используется преимущественно в единичном и серийном производстве. Его признаки: рабочие места размещаются однотипными технологическими группами без связи с последовательностью выполнения операций, на них обрабатываются разные по конструкции и технологии изготовления предметы труда, которые перемещаются в процессе обработки сложными маршрутами, создавая большие перерывы между операциями.
условиях единичного производства непоточный метод осуществляется в форме единично-технологического (обрабатываемые предметы труда не повторяются).
В серийном производстве непоточный метод принимает две формы:
1) партионно-технологический метод (предметы труда проходят обработку партиями, которые периодически повторяются);
2) предметно-групповой метод (вся совокупность предметов труда разделяется на технологически подобные группы).
Количество оборудования (N ) в непоточном производстве исчисляется для каждой технологически однотипной группы станков:
![]()
где n - количество предметов труда, обрабатываемых на данном оборудовании;
t - норма времени на обработку предметов труда;
T - плановый фонд времени работы единицы оборудования за год;
Kв.н. - коэффициент выполнения норм времени.
Поточное производство обеспечивает строго согласованное выполнение всех операций технологического процесса во времени и пространстве, оно характеризуется следующими основными признаками:
- специализацией каждого рабочего места на выполнении определенной операции;
- согласованным и ритмичным выполнением всех операций на основе единого расчетного темпа работы;
- размещением рабочих мест в строгом соответствии с последовательностью технологического процесса;
- передачей обрабатываемого материала или изделий с операции на операцию с минимальными перерывами с помощью транспортера (конвейера).
Основным структурным звеном поточного производства является поточная линия - ряд взаимосвязанных рабочих мест, расположенных в порядке последовательности выполнения технологического процесса и объединенный общей для всех нормой производительности (ее определяет ведущая машина потока).
Поточный метод характерен для массового и крупносерийного производства.
Производственные потоки можно классифицировать по ряду признаков:
- по числу линий - на однолинейные и многолинейные;
- по степени охвата производства - на участковые и сквозные;
- по способу поддержания ритма - со свободным и регламентированным ритмами;
- по степени специализации - многопредметные и однопредметные;
- по степени непрерывности процесса - прерывные и непрерывные.
Для поточной линии рассчитываются основные ее параметры:
1) такт (ритм) поточной линии (r ) - промежуток времени между выпуском двух, следующих одно за другим готовых изделий или партий готовых изделий:
![]()
где Т - плановый фонд времени работы линии за расчетный период, мин.;
П - объем производства продукции за тот же период в натуральном измерении.
При ритмичном производстве за определенный промежуток времени вырабатывается одно и то же равное количество продукта.
2) количество рабочих мест (N ) исчисляется по каждой операции:
![]()
где tц - длительность рабочего цикла.
Производственный поток проектируется на основе объемов производства, фонда рабочего времени, такта (ритма) поточной линии, числа рабочих мест на конвейере и длины рабочей части конвейера.
2. Снабженческо-сбытовая деятельность предприятия
2.1. Организация материально-технического снабжения предприятия (МТС)
Службу материально-технического снабжения возглавляет отдел МТС (ОМТС). Задачи ОМТС — бесперебойное материальное обеспечение производства в соответствии с планом выпуска продукции.
Структура ОМТС показана на рис. 1
Рис. 1 Структура службы МТС предприятия
Основные функции ОМТС:
- разработка нормативов запасов материальных ресурсов;
- планирование потребности в материальных ресурсах в увязке с планом производства и нормативами запасов;
- поиск поставщиков, оценка вариантов поставок и выбор поставщиков по критериям качества поставляемых материалов, надежности поставщиков, цен на материалы, условий платежей и поставок, транспортно-заготовительных расходов и т.д.;
- заключение договоров (контрактов) на поставки;
- организация работ по доставке материальных ресурсов, контроль и оперативное регулирование выполнения договоров поставок;
- организация приемки, обработки и хранения материальных ресурсов;
- оперативное планирование и регулирование обеспечения производства материальными ресурсами;
- учет, контроль и анализ расходования материальных ресурсов;
- надзор за рациональным использованием материалов в производстве.
Планирование МТС. План материально-технического снабжения — это совокупность расчетных документов, в которых обоснована потребность предприятия в материальных ресурсах и определены источники их покрытия. Он сопоставляется в форме баланса МТС.
План МТС разрабатывается на основе:
- производственной программы;
- нормативов запасов материальных ресурсов;
- норм расходов сырья, материалов, полуфабрикатов, топлива, комплектующих изделий;
- планов: капитального строительства, реконструкции, подготовки производства новых изделий, работ по ремонту и эксплуатации оборудования, зданий, сооружений, бытовых объектов и т.д.;
- остатков материальных ресурсов на начало и конец планируемого периода;
- установленных и вновь налаживаемых связей с поставщиками;
- цен на все виды материально-технических ресурсов.
Потребность в материалах (Gм.осн) на основное производство определяется по формуле
![]() ,
,
где Qi — объем выпуска продукции по каждому наименованию (шт.);
ni — норма расхода материала на одно изделие с учетом технологических потерь (натур. ед.);
m — количество наименований изделий.
Общая потребность в конкретных материалах (Gм ) определяется по формуле
![]() ,
,
где Zн.з — норма запаса материала;
Zм.ф — фактическое наличие материала на предприятии;
Gм.н.п — необходимое количество материала на изменение незавершенного производства;
Gм.экс — потребность в материалах для ремонтно-эксплуатационных и других нужд.
Потребность в материальных ресурсах определяется следующими расходами: основное производство, включая производство комплектующих изделий и запасных частей; изготовление технологической оснастки и инструмента; изготовление нестандартизированного оборудования и модернизация оборудования; проведение НИР и ОКР (с учетом изготовления опытных образцов и экспериментальных работ); реконструкция цехов, участков; ремонтно-эксплуатационные нужды; капитальное строительство; работы социально-культурной и бытовой сфер; создание запасов.
2.2. Методы распределения товаров
Под методами распределения товаров понимается всевозможная деятельность, благодаря которой товары становятся доступными для целевых потребителей.
Задача распределения касается преодоления расстояния между производителем и конечным потребителем и охватывает тем самым отношения к промежуточно включенным экономическим единицам. В коммерческом аспекте эта задача сводится к формированию канала распределения как в физическом смысле так и в управленческом выполнении заказа (логистика распределения) (рис. 2).
Рис. 2 Решения по распределению
Критерии решения по распределению .
Основной критерий успеха решений по распределению — это оборот или доля рынка, издержки на распределение и авторитет канала сбыта.
Критериями эффективности каналов распределения являются:
- управляемость — возможность реализации волевого решения;
- обеспечение гарантий;
- качество обслуживания покупателей;
- консультации;
- разрешение конфликтов;
- гибкость — возможность быстрого создания и изменения канала;
- доступность и хорошее расположение продукта;
- готовность к поставкам и время поставок;
- близость клиентов и надежность распределения.
Ограничения на формирование каналов распределения:
- действующее законодательство (например, сбыт лекарств только через аптеки);
- ограничения по качеству продукции (ответственность, срок годности);
- технические (складские, транспортные и сервисные мощности);
- финансовые.
Методы распределения.
При формировании распределения различают прямой и косвенный сбыт (рис. 3).
Рис 3. Методы распределения
Прямой сбыт имеет место, если производитель продает продукцию непосредственно конечным потребителям. Если товары высококачественны, не требуют объяснения правил использования, а круг потребителей не велик и не рассредоточен, потребности в установке и уходе не высоки, в этом случае производителю более выгодно прямое распределение.
При косвенном сбыте производитель продает продукцию либо оптовику, либо розничному торговцу. Возможно также промежуточное включение торговых агентов, продавцов, публичных торгов и комиссионеров.
Если фирма поставляет товар непосредственно в розничную торговлю или конечному потребителю, то отпадают торговые наценки, но увеличиваются издержки фирмы из-за присвоения торговых функций (хранение, транспортировка, продажа). В этом случае при равных рыночных отношениях прямой сбыт выгоден, если сэкономленные торговые наценки выше дополнительных издержек распределения.
При косвенном сбыте преимущества очень трудно определить, поскольку рыночный канал практически неуправляем, создание стратегии и ее изменение консервативно и занимает много времени, а готовность к поставкам и присутствие производителя невозможно гарантировать, отсутствует также и непосредственный контакт с клиентурой.
2.3. Организация складского хозяйства предприятия
Задачи складского хозяйства.
Основными задачами складского хозяйства являются: организация надлежащего хранения материальных ценностей; бесперебойное обслуживание производственного процесса; отгрузка готовой продукции.
Структура складского хозяйства (рис. 4) зависит от специфики производственного процесса, типа производства и объема выпуска продукции.
Рис. 4. Структура складского хозяйства
Функции подразделений складского хозяйства:
- планирование работ;
- приемка, обработка (в том числе сортировка) грузов;
- организация надлежащего хранения (создание условий для исключения повреждений порчи; поддержание необходимой температуры, влажности);
- постоянный контроль и учет движения материальных ценностей;
- своевременное обеспечение производственного процесса материалами, комплектующими изделиями и т.д.;
- создание условий, предотвращающих хищение материальных ценностей;
- строгое соблюдение противопожарных мер безопасности (особенно на складах ГСМ, ЛВЖ, красок и лаков, резино-технических изделий, химикатов и т.п.);
- комплектование готовой продукции, консервация, упаковка ее, подготовка отгрузочной документации и отгрузка.
Механизация и автоматизация складских работ — основное направление совершенствования организации работ, связанных с хранением материальных ценностей и передачей их в производство. Современный склад — это сложное хозяйство, состоящее из вертикальных стеллажных конструкций (нормальная высота до 10 и более метров); автоматические штабелирующие машины с программным управлением, специальная тара, перегрузочные устройства, технические средства систем автоматического управления складом.
Большое распространение получили вертикально-замкнутые (люлечные) склады с программным управлением, которые занимают малые производственные площади, но имеют достаточно большую емкость за счет вертикального расположения.
В современном промышленном производстве процессы транспортировки и складирования все более интегрируются в единый автоматизированный комплекс, управляемый ЭВМ.
Большое значение в организации складского хозяйства принадлежит расчету площади склада (S). Площадь склада состоит из:
S![]() - грузовой полезной площади;
- грузовой полезной площади;
S![]() - оперативной площади, предназначенной для сортировки, приема, отпуска материалов;
- оперативной площади, предназначенной для сортировки, приема, отпуска материалов;
S![]() - конструктивной площади, занятой перегородками, тамбурами, лестницами;
- конструктивной площади, занятой перегородками, тамбурами, лестницами;
S![]() - служебной площади для бытовых помещений.
- служебной площади для бытовых помещений.
К![]() =
=![]() ,
,
Коэффициент использования площади склада составляет при хранении на стеллажах 0,3-0,4; а при штабельном хранении 0,6-0,7.
При этом S![]() =
=![]() ;
;
М![]() - максимальная масса материалов, подлежащая хранению (в тоннах);
- максимальная масса материалов, подлежащая хранению (в тоннах);
М![]() - допустимая масса груза на м
- допустимая масса груза на м![]() склада.
склада.
Технико-экономические показатели, характеризующие работу складского хозяйства: 1) численность работников на складе; 2) коэффициент механизации; 3) заработная плата; 4) оптимальные запасы материалов.
Для обеспечения нормальной работы предприятия очень важно организовать оперативное регулирование запасов. С этой целью устанавливается контроль за состоянием гарантийных запасов на складах. Если часть гарантийных запасов начинает выдаваться в цехи, то это служит сигналом того, что нормальный ход производства может быть нарушен. Об этом ставятся в известность органы материально-технического снабжения. Такую же реакцию должны вызывать факты превышения размеров запасов, установленных по категориям материальных ресурсов. Таким образом, склады не только выполняют функции хранения и подготовки материалов к выдаче их в производство, но и помогают оперативно регулировать их потребление.
2.4. Организация инструментального хозяйства
Задача инструментального хозяйства — своевременное изготовление и обеспечение производства высокопроизводительным и экономичным инструментом и технологической оснасткой, а также поддержание его в работоспособном состоянии в период эксплуатации.
Работа по обеспечению инструментами и технологической оснасткой выполняется подразделениями инструментального хозяйства и ведется по двум направлениям:
- инструментальное производство;
- инструментальное обслуживание.
Структура инструментального хозяйства представлена на рис. 5
Рис. 5. Структура инструментального хозяйства
Функции инструментального хозяйства : разработка нормативов потребления инструмента и оснастки; планирование: изготовления, приобретения, ремонта; изготовление инструмента и оснастки; приобретение; организация хранения и обслуживание цехов; ремонт и восстановление; заточка; утилизация; надзор за надлежащим использованием.
Планирование и нормирование потребности в инструменте и технологической оснастке. Потребность предприятия в инструменте и технологической оснастке (далее в инструменте) складывается из расходного и оборотного фондов.
Расходный фонд — это годовая потребность в инструменте для выполнения запланированного объема и номенклатуры продукции. Расчет потребности по каждому виду инструмента ведется по утвержденным нормам расхода и годовой производственной программы.
Оборотный фонд — запас инструмента (Zоб ) для обеспечения нормальной работы производства, образующийся:
- из складских запасов: в ЦИСе и ИРК (Zскл );
- эксплуатационного фонда на рабочих местах (Zр );
- инструмента в заточке (Zз );
- инструмента в ремонте (Zрем );
- инструмента на контроле (Zк ).
Zоб = Zскл + Zр + Zз + Zрем + Zк .
Размер запасов в основном устанавливается по системе максимум — минимум, то есть каждый вид инструмента имеет три нормы запаса (рис. 6): максимальный Zmax ; минимальный Zmin ; запас в точке заказа Zт.з .
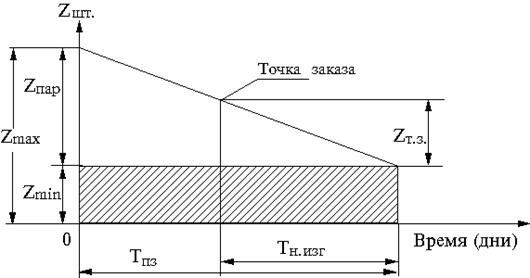
Рис. 6 График расчета запасов инструмента по системе максимум — минимум
Изготовление инструмента . Если предприятие не может приобрести необходимый ему инструмент у специализированных инструментальных заводов или такое приобретение дороже собственного производства, то изготовление такого инструмента размещают в собственных инструментальных цехах. Обычно инструментальные цехи организуются по технологическому принципу. В их состав входят отделения или участки: станочное, слесарно-сборочные, лекальные, шлифовально-заточные, заготовительные, термические, контрольные, восстановления инструмента, измерительная лаборатория, кладовые и т.д.
Специализация подразделений цеха зависит от вида основной продукции предприятия и ее объемов.
Приобретение инструмента является функцией бюро покупного инструмента.
Организация хранения и обслуживания цехов. Организация инструментального обслуживания непосредственно в производственных подразделениях предприятия предполагает бесперебойное снабжение рабочих мест инструментом, их правильную эксплуатацию, своевременный и качественный ремонт.
Рабочие места производственных цехов обслуживают ИРК, в функции которых входит:
- получение из ЦИС (ЦАС) инструмента;
- организация хранения и учета;
- выдача на рабочие места;
- организация ремонта и восстановления инструмента;
- организация контроля;
- списание пришедшего в негодность инструмента.
В ЦИСе (ЦАСе) хранится основная часть запасов инструмента предприятия.
Ремонт и восстановление инструмента производится в зависимости от особенностей инструмента и его количества либо в ремонтных отделениях, расположенных непосредственно в цехах основного производства, либо на специализированных участках инструментальных цехов.
Заточка инструмента. Для заточки инструмента в цехах организуются заточные отделения. Сложному инструменту, требующему специального дорогостоящего оборудования (червячные фрезы, шеверы, долбяки, протяжки, резцовые головки для конических винтовых колес и т.д.) заточку производят централизованно в инструментальных цехах.
Одной из важных функций является организация технического надзора за эксплуатацией инструмента:
- его состоянием;
- соблюдением правил эксплуатации;
- выполнением правил хранения;
- правильной заточкой;
и т.д.
Заключение
Процесс изготовления изделий на предприятии невозможен без поступления материалов и орудий труда. Перебои в снабжении приводят, особенно в поточном производстве, к нарушению ритмичной работы. Поэтому основными задачами материально-технического обеспечения являются:
- четкая организация комплексного снабжения всеми материальными средствами предприятий;
- рациональное использование средств и предметов труда, контроль за соблюдение установленных норм;
- рациональная организация складского хранения всех материальных ценностей.
Организация и планирование материально-технического обеспечения должны способствовать выполнению задач, стоящих перед ним. Поэтому необходимо:
- определить потребность предприятия в предметах материально-технического обеспечения в планируемом периоде;
- мобилизовать внутренние резервы, заменить дефицитные и дорогостоящие материалы другими (без ухудшения качества продукции);
- экономно использовать материальные ресурсы;
- обеспечить своевременное поступление сырья, материалов и металлов в производство;
- способствовать внедрению передовых, прогрессивных норм расхода материальных средств на единицу продукции, основанных на передовом опыте и разработке плана организационно-технических мероприятий по внедрению этих прогрессивных норм;
- определить размер потребных предприятию складских запасов товарно-материальных ценностей в планируемом периоде.
Список литературы
1. Непомнящий Е.Г.Экономика и управление предприятием: Конспект лекций – Таганрог: ТРТУ, 1997
2. Фатхутдинов Р.А. Организация производства. Учебник. - М.: ИНФРА-М, 2005
3. Яркина Т.В. Основы экономики предприятия (Учебное пособие)