Совершенствование технологии получения технического ПАН жгутика
СОДЕРЖАНИЕ: Теоретические основы формования полиакрилонитрильного жгутика. Технологические особенности получения полиакрилонитрильного жгутика по диметилформамидному способу. Совершенствование технологии, получение высокопрочных, высокомодульных углеродных волокон.Федеральное агентство по образованию РФ
Министерство образования и науки РФ
технологический институт
Кафедра «Химическая технология»
Курсовая работа
по дисциплине «Химия и технология полимерных
композиционных материалов»
на тему
«Совершенствование технологии получения технического ПАН жгутика »
2007
Содержание
Введение
1. Литературный обзор
1.1. Теоретические основы формования ПАН жгутика
1.2. Технология получения ПАН жгутика
1.3. Свойства ПАН жгутика
1.4. Технологические особенности получения ПАН жгутика по диметилформамидному способу
1.5. Совершенствование технологии ПАН жгутика с целью получения высокопрочных, высокомодульных углеродных волокон
Заключение
Список использованной литературы
Введение
Полиакрилонитрильные волокна и нити в настоящее время представляют наиболее распространенный вид промышленно освоенных карбоцепных синтетических волокон. Это связано со специфически ценными свойствами ПАН волокна: низким коэффициентом теплопроводности, пушистостью, объемностью, которые делают ПАН волокна практически равноценными заменителями шерсти. Кроме того, этот полимер при определенных условиях обладает способностью к циклизации, что определяет такой ассортимент производства ПАНВиН как технический жгутик, используемый в качестве сырья для углеродных волокон.
В последние годы значительно повысился интерес и потребность в технических полиакрилонитрильных нитях – основном сырье для углеродных волокон [1].
В настоящее время ПАН жгутик выпускается в Великобритании, Испании, Турции, США, Германии, Японии, Италии, России[2,3], в том числе и на ОАО «Саратоворгсинтез производят ПАН волокно и ПАН жгутик.
По сравнению с волокном ПАН-жгутик характеризуется большей линейной плотностью жгутика (425 – 1700 текс) и элементарного волокна – 0,17 текс, и повышенной прочностью до 380 – 400 мН/текс.
Одной из основных стадий получения ПАН жгутика является формование. Основной задачей процесса формования является придание полимеру такой физической структуры, чтобы она обеспечивала требуемые физико-механические свойства волокна. Поэтому все операции, связанные с изменением структуры полимера при изготовлении волокна, входят в общий комплекс процесса формования. Структура полимера начинает создаваться еще в прядильном растворе. При протекании раствора через отверстия фильеры структура полимера претерпевает значительные изменения, которые частично остаются зафиксированными в волокне.
Одним из основных моментов формования волокна является высаживание полимера из раствора. При этом протекают различные взаимосвязанные процессы. Свежевысаженное из раствора волокно (нить) подвергают ориентационному вытягиванию, отмывке от растворителя, сушке, термообработке и отделке различными препаратами, после чего волокну придается необходимый товарный вид. Во всех этих операциях происходит изменение структуры полимера, и поэтому все они в той или иной степени влияют на свойства готового волокна.
1. Литературный обзор
1.1. Теоретические основы формования ПАН-жгутика
Технологический процесс получения такой ПАН жгутика включает следующие стадии [4,5]:
- формование нити;
- 2 стадийное пластификационное вытягивание в жидкости;
- промывка нити от роданистого натрия;
- обработка нити разбавленным раствором серной кислоты;
- промывка нити от серной кислоты;
- дополнительное вытягивание в среде пара;
- предварительная сушка нити;
- нанесение отделочной препарации;
- сушка нити и релаксация;
- приемка нити на цилиндрические патроны;
- сортировка, маркировка, упаковка.
Получение ПАН-жгутика осуществляется из того же прядильного раствора, что и при получении волокна, на поточной линии ЛП-24-ПАН, которая по сравнению с технологической схемой получения волокна имеет ряд особенностей [5].
ПАН волокна могут быть получены как формованием из термопластичного состояния полимера, так и из прядильных растворов.
При формовании ПАН волокон из растворов могут быть использованы сухой, сухо-мокрый и мокрый способы получения волокон [6].
В настоящее время наиболее распространен в промышленности мокрый способ формования ПАН волокон. В этом случае возможно применения фильер с большим числом отверстий (более 100 000), что компенсирует низкую скорость формования, и этот способ вполне экономически равноценен высокоскоростному сухому способу формования.
Во время протекания прядильного раствора по капиллярам фильеры происходит значительное изменение структуры растворенного полимера, что отражается в первую очередь на реологических свойствах раствора. Кроме свойств ПАН и растворителя решающую роль в изменении структуры полимера в капилляре играют условия протекания раствора: размеры капилляра, скорость продавливания раствора, продолжительность нахождения раствора в капилляре и, конечно, температурные условия. Кроме того, значительное влияние оказывают также условия на входе и выходе раствора из капилляра. Выявить степень влияния каждого из параметров процесса течения раствора через капилляр не всегда удается, поэтому некоторые из них рассматриваются в совокупности с другими.
Прядильный раствор около отверстия капилляра фильеры имеет изотропную структуру. Попадая в капилляр, раствор испытывает мгновенное воздействие касательных напряжений. Под действием этих напряжений начинает формироваться профиль скоростей потока и одновременно создается поле градиентов скоростей, сначала очень значительное около стенок капилляра, которое постепенно частично выравнивается, приобретая параболический профиль. В результате воздействия градиентного поля элементы структуры раствора подвергаются послойной продольной ориентации в наибольшей степени около стенок и в меньшей степени - вдоль оси капилляра. Этот процесс сопровождается, в свою очередь, изменением касательных напряжений, развивающихся в растворе.
Если проследить за изменением напряжения по длине капилляра во время протекания раствора, то оказывается, что сначала оно быстро растет, а затем постепенно падает до определенной, постоянной при данных условиях величины. В момент увеличения напряжения раствор ведет себя как эластичное тело, так как скорость приложения к нему нагрузки на входе в капилляр очень высока. По мере дальнейшего продвижения раствора по капилляру, когда дополнительного нагружения нет, часть напряжений в растворе имеет возможность релаксировать благодаря его пластичности. Релаксация протекает не до конца, а до уровня напряжения, соответствующего вязкостному сопротивлению раствора при установившемся течении.
В момент выхода прядильного раствора из канала капилляра на стенке струйки перестают действовать напряжения. Это состояние передается к центру струйки, и одновременно ориентированная структура раствора стремится вернуться в первоначальное изотропное состояние, т.е. отрелаксировать. Процесс релаксации деформации элементов структуры сопровождается как бы усадкой струйки раствора и соответственно ее расширением.
Так как на степень ориентации элементов структуры оказывают влияние время пребывания раствора в капилляре, значение градиента скоростей течения и свойства растворенного полимера, такое же влияние эти параметры оказывают и на степень максимального расширения струйки раствора на выходе из фильеры. С увеличением времени пребывания раствора в капилляре, выраженного в пропорциональных ему величинах l : d, степень максимального расширения струйки сначала увеличивается, а затем уменьшается до некоторого предела.
Из фильеры струйка прядильного раствора попадает в среду, осаждающую полимер из раствора, поэтому одновременно с релаксационным процессом на поверхности волокна начинается процесс высаживания полимера и тем самым закрепления ориентированного состояния элементов структуры. Кроме того, на раствор, вытекающий из фильеры, начинает действовать растягивающая сила, которая также способствует протеканию ориентационных процессов. Оба фактора могут в значительной степени снижать эффект расширения струйки.
Осадителями при мокром формовании ПАН волокна могут быть самые разнообразные жидкости, которые можно подразделить по степени их осаждающей способности. Наиболее сильным осадителем является вода.
Если в качестве осадителя используется вода, то ее осаждающее действие на полимер уменьшается при увеличении содержания в нем третьего сомономера, содержащего гидрофильные группы. Увеличение осаждающей способности воды наблюдается, когда рН осадительной ванны становится меньше 3.
Струйка прядильного раствора при вытекании из отверстия фильеры в осадительную ванну значительно расширяется. Одновременно с расширением на поверхности жидкой струйки начинается высаживание полимера. Таким образом, зависимости от скоростей осаждения полимера и расширения струйки раствора задается первоначальный объем струйки прядильного раствора. Чем жестче условия осаждения полимера, тем меньше расширение струйки прядильного раствора и соответственно меньше первоначальный объем волокна. Однако образующееся в таких условиях студнеобразное волокно трудно деформируется, и поэтому при прохождении через осадительную ванну практически не изменяет своего объема. По мере увеличения концентрации растворителя в осадительной ванне первоначальный объем волокна возрастает вследствие расширения струйки, причем образующийся студень содержит больше растворителя и поэтому обладает большей способностью деформироваться под нагрузкой. При достижении такого момента, когда студень может легко деформироваться под действием усилий, прилагаемых при отводе нити из осадительной ванны, объем нити будет непрерывно уменьшаться на участке от максимального расширения струйки после выхода из фильеры до выхода из ванны. Такой момент наступает при формовании волокна из диметилформамидных и диметилсульфоксидных растворов ПАН при содержании в ванне 80% растворителя, а при формовании из водно-роданидных растворов - 17% роданида.
Скорость мокрого формования ПАН волокон зависит в первую очередь от двух факторов: величины расширения струйки прядильного раствора при выходе ее из отверстия фильеры и способности свежесформвванного студнеобразного волокна к растяжению. Остальные многочисленные параметры формования в той или иной степени определяют указанные два фактора. Их влияние можно регулировать или совсем исключить изменением конструкции прядильной машины и ее деталей.
Для оценки влияния расширения струйки рассматриваютяс два принципиально различных способа мокрого формования ПАН волокон: с вытягиванием студнеобразного волокна в осадительной ванне и без вытягивания.
При формовании по первой схеме студнеобразное волокно трудно поддается вытягиванию, поэтому скорость движения струйки, которую она приобретает после расширения, сохраняется до выхода из ванны. Это наиболее часто встречающийся в производственной практике случай. В данных условиях скорость формования целиком зависит от величины расширения струйки и определяющих ее факторов. Формование по второй схеме происходит в условиях полной реализации эффекта расширения струйки. Скорость формования в этом случае определяется только способностью свежесформованного волокна к растяжению. По такому механизму происходит формование волокон сухим методом, а также в отдельных специальных случаях (например, при формовании в воронках или через воздушную прослойку).
Одновременные измерения диаметров струек у фильеры и максимальной скорости приема нити при формовании ее из растворов полимера в разных растворителях показали четкую корреляцию между этими двумя величинами. Увеличение концентрации растворителя в осадительной ванне снижает скорость осаждения полимера из прядильного раствора и тем самым способствует развитию релаксационных процессов в вытекающей струйке, т.е. ее расширению, что, в свою очередь, приводит к снижению скорости формования. Однако это возможно лишь до определенной предельной концентрации полимера в растворе, выше которой изменяется механизм формования, т.е. волокно начинает формоваться по второй схеме вместо первой (рис.1). При уменьшении осаждающей способности осадителя точка изменения механизма формования смещается в сторону меньшего содержания растворителя в осадительной ванне.
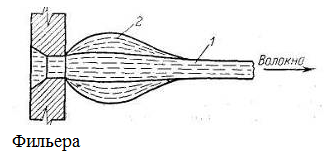 |
Рис.1. Схема двух механизмов формования:
1 - без растяжения волокна; 2 - с растяжением волокна.
Увеличение молекулярного веса растворенного полимера в относительно небольших пределах - от 60 000 до 120 000, приводит к снижению скорости формования в 2,5 раза благодаря увеличению расширения струйки.
Увеличение температуры прядильного раствора уменьшает расширение струйки и соответственно позволяет увеличить скорость формования. Такое же влияние оказывают на скорость формования все параметры прядильного раствора, приводящие к снижению расширения струи [6].
1.2. Технология получения ПАН-жгутика
Мокрое формование ПАН волокон осуществляется в различных осадительных ваннах, которые по виду осадителя можно подразделить на водные и неводные, а по конструкции узла формования - на горизонтальные и вертикальные (рис.2) [6].
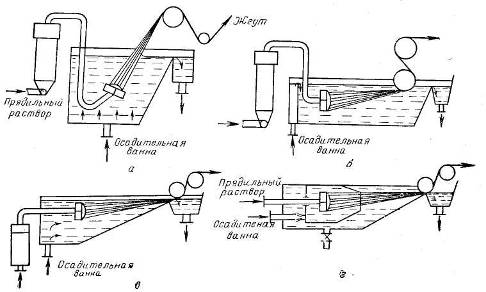
Рис.2. Различные схемы мокрого формования полиакрилонитрильного штапельного волокна: а - вертикальное; б - горизонтальное; в- горизонтальное с гидравлическим вытягиванием; г - формование с гидравлической насадкой.
Наиболее распространенной производственной схемой формования волокна является осаждение ПАН из растворов в водных осадительных ваннах. Применение этих ванн позволяет упростить систему регенерации растворителя и осуществить полный противоток в прядильно-отделочном агрегате, начиная с промывки и кончая осадительной ванной. Формование в водных осадительных ваннах производится, как правило, при комнатной или несколько пониженной температуре (8-15°С). В этих условиях не требуется подогревать прядильные насосики и гарнитуру.
Подача прядильного раствора в фильеру производится дозирующими шестеренчатыми насосиками. Производительность насосика может быть различной в зависимости от производимого волокна, схемы, конструкции фильерного комплекта и фильеры. В настоящее время имеется ряд шестеренчатых насосов, обеспечивающих производительность от 0,3 см3 до 300 см3 за 1 оборот. В соответствии с производительностью и размерами насосики устанавливаются на прядильной машине или отдельно в непосредственной близи от машины.
Перед поступлением в фильеру прядильный раствор проходит обычно через дополнительный фильтр свечевого типа с относительно небольшой площадью фильтрации (примерно 0,006-0,01 м2 /л протекающего раствора в 1 мин).
Формование ПАН-жгутика проводят в осадительную ванну, содержащую 10±1%, 11±1% роданистого натрия с температурой 6±1°С или 9±1°С, причем направления движения прядильной струи и потока осадительной ванны совпадают. Объемный расход осадительной ванны составляет 700±100 л/ч на фильеру.
Переход прядильной струи в гелеобразное состояние осуществляется в соответствии с законом фазового равновесия. Под действием воды как осадителя прядильная струйка как система переходит в неравновесное состояние и распадается на две фазы: первая фаза с высокой концентрацией полимера представляет собой плотный каркас, обусловливающий механические свойства гель-нити; вторая (жидкая) фаза распределяется в виде микроучастков внутри каркаса геля. Образовавшаяся гель-нить легко поддается ориентационному вытягиванию.
Приемные пятивальцы, вращающиеся со скоростью 1,55-1,7 м/мин ± 1 м/мин, передают свежесформованный гель-жгутик в пластификационную ванну I ступени вытягивания. Состав ванны – 4-6% масс. роданистого натрия, температура 50±4°С, объемный расход ванны – 500 ± 100 л/ч на фильеру, кратность вытяжки 1,7±0,1.
Первые тянущие пятивальцы направляют жгутик во II пластификационную ванну, в качестве которой используют промывную воду с концентрацией роданистого натрия 0,5-2% масс. Температура ванны 93-99°С, объемный расход 500±100 л/ч на фильеру, кратность вытяжки 4,8±0,2. В пластификационных ваннах жгутик и ванна движутся по принципу противотока для более эффективного завершения коагуляции прядильной струйки.
Выходящий из пластификационной ванны жгутик подвергается двухстадийной промывке от растворителя обессоленной водой с температурой 50±4°С; обработке 3 процентным водным раствором серной кислоты (температура 18-22°С) с целью удаления химически связанного в полимере иона натрия и вторичной двухстадийной промывке обессоленной водой от следов серной кислоты и поступает на установку паровой вытяжки.
Установка паровой вытяжки включает паровую камеру, приемные и тянущие семивальцы, систему подачи теплоносителя и отвода конденсата. Давление пара в рабочей зоне ~ 100 кПа, температура 105 - 115°С, кратность вытяжки 2,5±0,23.
В результате суммарная кратность вытяжки ПАН жгутика достигает 20,5±0,5.
Влажный ориентированный жгутик проходит предварительную сушку на консольных барабанах до 20-30% остаточной влаги, обрабатывается авиважной препарацией, сушится в барабанных сушилках с усадкой 20-25% и поступает на одностороннюю приемно-намоточную машину, которая состоит из 10 секций по 3 автономных рабочих места в каждой секции, в том числе 6 мест резервных.
Готовые бобины устанавливаются на колки транспортера для подачи их на сортировку, маркировку и упаковку.
1.3. Свойства ПАН-жгутика
Линейная плотность жгутового волокна ~ 13000 текс (элементарного волокна ~0,333 текс).
Относительная разрывная нагрузка технологического ПАН жгутика достигает 50-60 сН/текс, а для жгутового волокна – 22-25 сН/текс. При этом относительное разрывное удлинение находится в пределах 22-35%.
По термостойкости ПАН волокна и нити превосходят большинство карбоцепных волокон (кроме фторсодержащих) и не уступают полиэфирным. ПАН-волокна и нити могут в течение нескольких недель эксплуатироваться при t=120-1300 С без изменения свойств, выдерживают кратковременный прогрев до 180-2000 С. Следует отметить, что при температурах ~1500 С в результате деструктивных процессов волокно желтеет и в этом случае целесообразно введение ингибиторов.
Теплостойкость ПАН-волокон и нитей сравнительно низкая, так как при температурах 1000 С и 1500 С они теряют 20-23% и 50% исходной прочности соответственно. Однако, для ПАН нитей характерна способность к полимераналогичным превращениям при длительном выдерживании их при температурах более 200о С в присутствии кислорода. В результате окислительных процессов происходит циклизация ПАН (рис.3, а,б), волокно чернеет и становится нерастворимым, снижается прочность, но повышается устойчивость к действию температур. Дальнейший прогрев окисленного ПАН-волокна до 10000 С (карбонизация) и 20000 С (графитация) приводит к образованию углеродного волокна (рис.3, в), которое способно эксплуатироваться при температурах 2000-30000 С, обладая достаточной прочностью и модулем упругости [5].
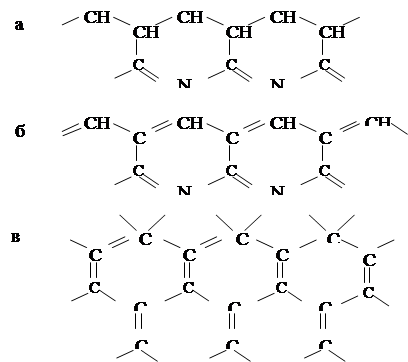 |
Рис.3. Процессы циклизации ПАН при термообработках:
а,б – образование гетероциклов; в – состав углеродного волокна
1.4. Технологические особенности получения ПАН волокон по диметилформамидному способу
Получаемый по водно-роданистому методу ПАН жгут содержит значительное количество примесей натрия в химически связанном состоянии, который снижает термостойкость получаемого их ПАН углеродного волокна [7]. Поэтому предлагается использовать в качестве растворителя полиакрилонитрила диметилформамид.
На степень ориентации элементов структуры ПАН жгутика оказывают влияние время пребывания раствора в капилляре, значение градиента скоростей течения и свойства растворенного полимера. Эти параметры влияют и на степень максимального расширения струйки раствора на выходе из фильеры.
При повышении градиента скорости у растворов полиакрилонитрильных полимеров появляется эффект неустойчивого течения. В результате вытекающий раствор сначала получает колебательное движение, а затем начинает извиваться [6]. Форма струйки прядильного раствора полиакрилонитрила в диметилформамиде, вытекающего из капилляра при разных условиях течения приведена на рис.4.
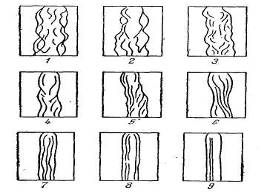
Рис.4. Форма струйки прядильного раствора полиакрилонитрила в диметилформамиде, вытекающего из капилляра при разных условиях течения: 1-9 – соответствуют точкам на верхнем участке кривой течения, показанной на рис.5
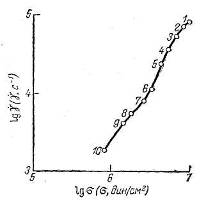
Рис.5. Верхний участок кривой течения 18% раствора полиакрилонитрила (соотношение l/R капилляра = 3,9)
Неустойчивое течение наступает в том случае, когда время нахождения раствора в капилляре фильеры соответствует продолжительности развития в нем максимума напряжения. При уменьшении времени пребывания раствора в капилляре фильеры нестабильность струйки уменьшается.
Таким образом, при формовании ПАН волокон существуют области течения растворов, ухудшающие их формование, и именно в указанных пределах протекают процессы формования в производственных условиях. Смещение этой зоны в сторону более длительного пребывания прядильного раствора в капилляре фильеры при прочих равных условиях можно осуществлять увеличением относительной длины канала фильеры (до 20-50 l/ d).
Одним из основных моментов формования волокна является высаживание полимера из раствора. Состав осадительной ванны подбирается таким образом, чтобы создать наиболее мягкие условия коагуляции прядильной струи. Установлено [9], что в водно-диметилформамидной ванне, содержащей 50–70% растворителя, вся имеющаяся вода связывается диметилформамидом в сольваты (ассоциаты). В результате формование осуществляется практически в органическую ванну, что обеспечивает получение волокна с плотной однородной структурой и требуемым комплексом свойств. Поэтому при диметилформамидном способе осадительная ванна представляет собой водно-диметилформа-мидный раствор с 60%-ным содержанием растворителя.
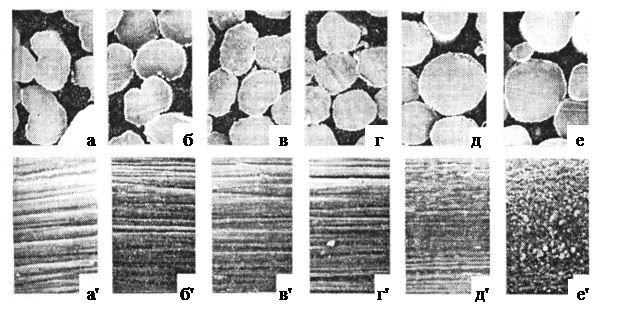 При поступлении прядильной струйки в осадительную ванну происходит ее коагуляция (затвердевание), заключающаяся в резком увеличении эффективной вязкости раствора в результате диффузии растворителя в осадительную ванну и, наоборот, при этом прядильная масса делится на 2 фазы: гель-волокно – набухший сополимер с небольшим количеством растворителя и смесь растворителя с осадителем практически без сополимера. Чем мягче условия осаждения сополимера и меньше скорость удаления растворителя, тем стабильнее процесс формования, тем пластичнее волокно или нить, тем меньше дефектов в его струйке. Срез свежесформованного в таких условиях волокна практически круглый, имеет плотную однородную структуру (рис.6) [8].
При поступлении прядильной струйки в осадительную ванну происходит ее коагуляция (затвердевание), заключающаяся в резком увеличении эффективной вязкости раствора в результате диффузии растворителя в осадительную ванну и, наоборот, при этом прядильная масса делится на 2 фазы: гель-волокно – набухший сополимер с небольшим количеством растворителя и смесь растворителя с осадителем практически без сополимера. Чем мягче условия осаждения сополимера и меньше скорость удаления растворителя, тем стабильнее процесс формования, тем пластичнее волокно или нить, тем меньше дефектов в его струйке. Срез свежесформованного в таких условиях волокна практически круглый, имеет плотную однородную структуру (рис.6) [8].
Рис.6. Электронно-микроскопические снимки формы поперечного сечения (а–е) при увеличении в 2500 раз и морфологии поверхности (а’–е’) при увеличении в 10000 ПАН волокон, сформованных в осадительную ванну с различным содержанием ДМФА (в %: а, а’ – 45; б, б’ – 63; в, в’ – 70; г, г’ – 75; д, д’ – 82; е, е’ – 85)
Чем скорее растворитель смешивается с осадительной ванной, тем жестче условия формования волокна. Макромолекулы сополимера или их ассоциаты, находящиеся в прядильном растворе в лабильном равновесии с растворителем, при его удалении теряют подвижность и образуют тем более жесткую и малоподвижную структурную сетку, чем больше скорость удаления растворителя. В результате меняется форма прядильной струйки фильеры и, как следствие, нарушается стабильность формования волокна [5].
Проблема потери устойчивости процесса формования, известная в литературе под названием резонанса вытягивания, тесно связана с проблемами нестабильности диаметра получаемых волокон и формуемостью растворов и расплавов полимеров. Имеется достаточно большое число работ советских и зарубежных авторов (в основном теоретического характера), посвященных устойчивости формования расплавов полимеров. Применительно к растворам полимеров этой проблеме уделялось существенно меньше внимания [9,10].
При визуальном наблюдении процесса формования струи раствора ПАН в ДМФА установлено, что существует три области (рис.7), соответствующие различным условиям формования. Область I соответствует устойчивому формованию, область II - резонансу вытягивания, область III- неформуемости струи. Кривая Iявляется границей устойчивости, в областях II и III развивается резонанс, который по мере увеличения амплитуды колебаний диаметра струи наряду с другими причинами приводит к обрыву струи (кривая 2на рис.7 есть граница обрыва струи, но не граница исчезновения резонанса).
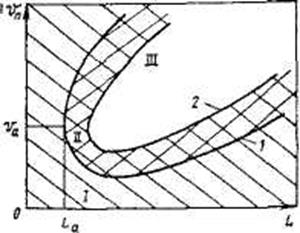
Рис.7. Области устойчивого и неустойчивого формования растворов ПАН в ДМФА: I - область устойчивости; II - область наблюдаемого резонанса; III - область неформуемости: 1 - граница устойчивости: 2 - граница формуемости
Анализ экспериментальных данных позволяет отметить следующие особенности резонанса вытягивания струи при формовании растворов ПАН в ДМФА:
- критическая кратность растяжения струи (кратность, при которой наблюдается возникновение колебаний) возрастает с увеличением длины струи и уменьшением вязкости раствора;
- амплитуда колебаний диаметра струи уменьшается с увеличением длины струи и уменьшением вязкости раствора;
- частота колебаний диаметра струи уменьшается с увеличением длины струи и вязкости раствора.
Следует отметить, что выделенные закономерности совпадают в качественном отношении с экспериментальными данными, полученными для расплавов полимеров, формуемых в условиях, близких к изотермическим.
Во время осаждения полимера из прядильного раствора изменяется объем системы. Образующийся студень занимает меньший объем, чем исходный раствор. Уменьшение объема, вызываемое десольватацией полимера, сопровождается появлением высоких внутренних напряжений, которые могут привести к образованию внутренних разрывов. В результате студнеобразное волокно представляет собой пористую структуру, с довольно большим объемом пор. Однако после высаживания полимера поры заполнены жидкостью, а растворитель, кроме того, может быть частично связан с полимером. Изменение плотности волокна можно характеризовать изменением объемной концентрации полимера при высаживании его из раствора. Эта величина, названная степенью уплотнения волокна, зависит от целого ряда факторов: вида полимера и растворителя, молекулярного веса полимера, а также от состава и температуры осадительной ванны [6].
Зависимость степени уплотнения волокна при формовании от типа растворителя и температуры осадительной ванны приведена в табл.1.
Таблица 1
Зависимость степени уплотнения волокна при формовании от типа растворителя и температуры осадительной ванны
| Температура, °С | Растворители | |||
| диметилформамид | диметилсульфоксид | 51%-ный раствор NaCNS | этилкарбонат | |
| 10 | 1,63 | 1,60 | 2,08 | - |
| 20 | - | 1,86 | 1,87 | 3,80 |
| 35 | 1,58 | 1,90 | 1,89 | - |
| 40 | - | - | - | 4,10 |
| 60 | - | - | - | 3,70 |
| 80 | - | - | - | 4,30 |
Формование ПАН полимера из раствора с применением различных растворителей и водных осадительных ванн приводит к разной степени уплотнения волокна. Так как объем студнеобразного волокна обратно пропорционален степени уплотнения, то изменение объема будет соответствовать зеркально расположенным кривым, показанным на рис. 8.
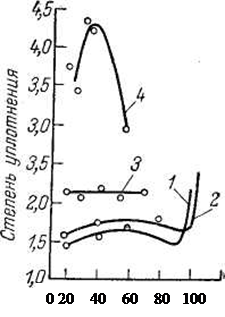
Рис.8. Зависимость степени уплотнения полиакрилонитрильного волокна от растворителя в осадительной ванне: 1 – диметилформамид; 2 – диметилсульфоксид; 3 – 51%-ный раствор роданида натрия; 4 - 85%-ный раствор этиленкарбоната
Минимальное количество крупных пор образуется при формовании волокон из растворов, полимера в диметилформамиде, даметилсульфоксиде и диметилацетамиде в водных осадительных ваннах, содержащих 45-50% растворителя. Дальнейшее повышение концентрации растворителя сначала увеличивает количество крупных пор в волокне, затем снова снижает его, а при достижении определенного предела эти поры исчезают вообще. Этот предел соответствует по концентрации началу момента, когда механизм формования по рис.1 переходит от первой схемы ко второй схеме, т. е. когда студень становится легко деформируемым (рис.1). Для трех указанных выше растворителей такое положение наступает при концентрации растворителя в осадительной ванне, равной 78-81%. Увеличение температуры осадительной ванны и небольшое содержание второго компонента в сополимере приводят к некоторому снижению этой критической концентрации.
Изменение концентрации полимера в прядильном растворе практически не влияет на степень уплотнения волокна. При увеличении молекулярного веса полимера этот показатель возрастает в результате того, что структура высокомолекулярных полимеров обладает большей способностью к эластической деформации, а, следовательно, и к более глубокой релаксации.
Во время быстрого высаживания полимера из волокна, что является обычным при формовании волокон из растворов ПАН в диметилформамиде, на поверхности волокна образуется пленка, которая быстро становится относительно жесткой. Последующее осаждение полимера из внутренних слоев струйки прядильного раствора происходит медленнее и сопровождается уменьшением объема. Так как осаждение во внутренних слоях протекает медленнее, то напряжения, которые возникают при сокращении объема полимера, не успевают быстро зафиксироваться и распространяются от центра к периферии волокна, создавая радиальное силовое поле. Это силовое поле при достаточно жесткой внешней оболочке способно создавать некоторое разрежение в пространстве под оболочкой. Внешняя оболочка, как у всех студней, высаженных из растворов, пористая. Под действием внутреннего разрежения осадительная ванна прорывается в одну из наиболее крупных пор оболочки внутри волокна. Вокруг прорвавшейся порции осадительной ванны быстро образуется новая плотная оболочка. Однако внутренняя оболочка образуется в условиях отличных от образования внешней оболочки. Отличие заключается в концентрации осадителя. В результате внутренняя оболочка в периферийной своей части образуется быстрее и при сжатии как бы притягивает к себе остальную часть внутренней оболочки, тем самым, расширяя ее. Таким образом, образуется крупный радиальный канал внутри волокна, имеющий форму вытянутой капли с концом, направленным к внешней поверхности волокна. Этот канал покрыт оболочкой, толщина которой уменьшается от периферии к центру волокна [6].
Наряду с радиальными порами в ПАН волокнах имеются крупные поры, расположенные внутри волокна ближе к его центру. Эти поры образуются по другому механизму. При высаживании полимера с несколько меньшей скоростью, т.е. в более мягких условиях, осаждение полимера внутри струйки раствора начинается в условиях окружения образующегося волокна более толстым слоем равномерного пористого студня. В этом случае проникновение капли ванны внутрь волокна затруднено. Одновременно происходит дальнейшее осаждение осаждение полимера ближе к центру струйки и соответственно уменьшение объема полимерной структуры, что создает разрежение внутри волокна. Последнее благодаря большей деформируемости толстой оболочки студня, содержащей большое количество растворителя, прогибает ее внутрь. Таким образом, образуется волокно бобовидного сечения. Если оболочка не успевает прогнуться, в результате создающегося разряжения, то возможен разрыв полимерной структуры внутри волокна и образование полости, которая заполняется жидкой фазой. Такие внутренние полы располагаются, как правило, беспорядочно.
Наличие двух механизмов образования крупных пор в ПАН волокне приводит к тому, что при увеличении концентрации растворителя в осадительной ванне количество крупных пор в волокне уменьшается, а затем увеличивается (рис.9.). Минимальное количество крупных пор образуется при формовании волокон из растворов полимера в диметилформамиде в водных осадительных ваннах, содержащих 45-50% растворителя. Дальнейшее повышение концентрации растворителя сначала увеличивает количество крупных пор в волокне, затем снова снижает его, а при достижении определенного предела эти поры вообще исчезают. При формовании волокна из диметилформамида это происходит при концентрации растворителя в осадительной ванне, равной 78-81%.
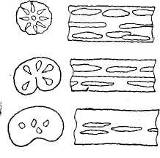
Рис.9. Капиллярные пустоты в свежесформованных волокнах
Таким образом, наиболее пористая структура ПАН волокон получается при формовании растворов полимера в ДМФА в осадительную ванну, содержащую около 80% растворителя и 20% воды [1].
При изменении условий формования ПАН волокон и типа растворителя поперечное сечение этих волокон может принимать различную форму (рис.10)
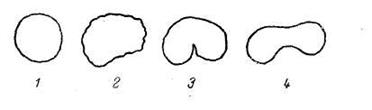
Рис.10 Форма поперечных срезов ПАН волокон, сформованных в различных условиях: а – в мягких условиях; 2 – в более жестких условиях; 3 – в жестких условиях; 4 – по сухому методу
Форма поперечного среза ПАН волокон, сформованных из растворов полимера в различных растворителях зависит от возникновения внутри образующегося студнеобразного волокна давления или разрежения. С другой стороны, форма поперечного среза волокна зависит от жесткости его внешней оболочки (рис.10). При формовании волокна из диметилформамидного раствора ПАН в осадительной ванне образуется волокно круглого сечения с большим количеством крупных пор. При увеличении содержания ДМФА в осадительной ванне поперечный срез принимает вид фасоли, а при содержании ДМФА 80% образуется волокно овального сечения.
Для повышения равномерности распределения осадительной ванны по толщине формуемого жгута на фильеры устанавливаются специальные насадки. Процесс формования идет с отрицательной фильерной вытяжкой, обеспечивающей наилучшие условия релаксации напряжений, возникающих в прядильной струе в капилляре фильеры. Длина пути коагулирующей струйки в осадительной ванне – 0,25-0,5 м. Скорости формования составляют 5-8 м/мин. В результате коагуляции прядильной струйки изменяется агрегатное состояние полимера, то есть протекает физический процесс, который завершается в пластификационной ванне или ванне преднагрева.
В качестве пластификационной ванны используется водно-диметилфор-мамидная смесь с пониженным содержанием растворителя – 20-30%.
Объем волокна в осадительной ванне существенно изменяется, если на его пути в ванне установлены различные тормозящие устройства (например, палочки, ролики, гидравлические тормозящие устройства), так как свежесформованное волокно, пластифицированное большим количеством растворителя, способно значительно вытягиваться (в 3-100 раз). В этом случае волокно будет утоняться не только из-за его растяжения, но также в результате вынужденного синерезиса, при котором волокно может потерять 10-20% инклюдированной жидкости. Поэтому после образования студнеобразного ПАН волокна, что происходит довольно быстро (при диметилформамидных растворах полимера за 1-1,5 с, а при воднороданидных растворах за 3-6 с), объем его продолжает сокращаться. Это может продолжаться в течение 30-60 с, и за это время объем может уменьшиться наполовину. При смягчении условий осаждения, увеличении времени пребывания волокна в осадительной ванне, повышении молекулярного веса и концентрации растворенного полимера синерезис проходит более глубоко. В производственных условиях, как правило, волокно выходит из осадительной ванны в состоянии, далеком от равновесия, и синерезис не успевает произойти в полной мере [6].
В пластификационной ванне создаются условия для поддержания свежескоагулированного полимера в термопластичном состоянии, что необходимо для осуществления ориентационного вытягивания волокна. Вытягивание ПАН волокон проводят в одну или две стадии при повышенных температурах между двумя или несколькими парами вытяжных дисков или между вытяжными вальцами при сравнительно невысоких скоростях.
Свежесформованный вытянутый жгут уносит на себе некоторое количество растворителя, поэтому он подвергается 3 кратной противоточной промывке умягченной водой в промывных ваннах. После этой стадии получается, так называемое, гель-волокно, характеризующееся развитой внутренней поверхностью, большим количеством крупных пор, легко поддающееся модификации методом инклюдирования.
ПАН волокна, сформованные по мокрому способу, после пластификационного вытягивания и промывки представляют собой рыхлые ориентированные неравновесные гели, пропитанные водой (инклюдированные). К настоящему времени накоплено много экспериментальных данных, свидетельствующих о существенном влиянии пор и пустот в полимерном субстрате на структурно-механические свойства волокнистых материалов. Пористость рассматривается как неплотности упаковки структурных элементов в волокне, возникшие в результате фазового разделения в процессе формования. Неплотность упаковки структурных элементов является важной компонентой архитектоники волокна, как и структур волокнообразующего полимера [5,11].
Сушку волокна проводят в сушилках барабанного типа на перфорированных барабанах.
Остальные параметры получения ПАН-волокна (температурные режимы, скорости вращения вальцов, аппаратурное оформление) аналогичны параметрам солевого способа. Это дополнительно подчеркивает достоинства диметилформамида как растворителя: на том же технологическом оборудовании, при тех же скоростях формования и последующих технологических переходах можно увеличить производительность за счет увеличения концентрации полимера в прядильном растворе, а также уменьшить объем ванны, поступающей на регенерацию [5].
Сухим способом производятся ПАН волокна орлон фирмы «Дюпон», дралон фирмы «Байер», а также этот способ формования используется для выработки других видов нитей и штапельного волокна. При получении волокна сухим способом в промышленности используются только растворы ПАН в диметилформамиде, как наиболее летучем из всех растворителей [6].
Раствор перед поступлением на прядильную машину нагревается до 120-130°С. При формовании прядильный раствор продавливается дозирующим насосиком через фильеру в прядильную шахту (рис.11 (7.1). Фильеры имеют максимально несколько сот отверстий диаметрами 0,1-0,3 мм. Для облегчения заправки фильеры ее поверхность смазывают различными веществами, увеличивающими поверхностное натяжение раствора. Высота прядильной шахты 6 - 12 м.
|
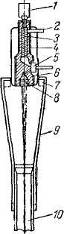 |
Рис.11. Схема прядильной машины для формования полиакрилонитрильного волокна сухим методом: 1 - обогреваемый блок е дозирующими насосами; 2 - фильера; 3 - обогреваемая шахта; 4 - приемные диски; 5 -место отсоса газопаровой смеси |
Рис.12. Схема прядильной головки для формования полиакрилонитрильного волокна из размягченного полимера: 1 - привод шнека; 2 - устройство для загрузки пластифицированного сополимера; 3 - шнек; 4 - электрообогрев; 5 - прядильный насос; 6 - дополнительный электрообогрев; 7 - место отсоса газо- и парообразной смеси (в том числе пары пластификатора); 8 - фильера; 9 - обдувочная шахта; 10 - шахта с обогревом |
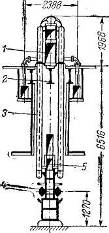
Стенки шахты обогреваются теплоносителем. Верхняя часть шахты нагревается до 200-250°С, средняя несколько ниже, а нижняя - до 80-110°С. Особое значение имеет строгое выдерживание температуры в шахте. В качестве среды для формования волокна в шахту подается смесь, состоящая из воздуха и растворителя или воздуха, растворителя и водяного пара. Содержание диметилформамида в воздухе должно быть меньше нижнего предела взрывоопасности (50 г/м3 ) или выше верхнего предела (200 г/м3 ). В первом случае скорость формования может быть выше, чем во втором. При втором способе более полно регенерируется растворитель, но скорость формования (отбора нити из шахты) составляет только 25 м/мин, в то время как в первом случае скорость отбора нити достигает 200-400 м/мин. Во избежание опасности взрыва вместо воздуха иногда применяется азот или воздух, обогащенный азотом.
Паро-воздушная смесь подается в шахту противотоком при обязательной ламинарности движения в ней. Выходящая из шахты нить, содержащая 8-12% диметилформамида, вытягивается при нагревании до 100-150°С между парой роликов в 5-8 раз, после чего принимается на шпули или в контейнеры. Дальнейшие операции проводятся на других машинах.
Экструдированные струйки полимера затвердевают в результате их охлаждения воздухом и вытягиваются примерно в 3 раза. Образовавшиеся волокна принимаются на шпули, которые направляются затем на промывку для удаления пластификатора, вытягивание и последующие обработки.
В производственном масштабе этот способ не осуществлен, так как он не имеет особых преимуществ перед сухим способом формования волокна из растворов. Положительные стороны метода - меньшее количество растворителя, которое приходится регенерировать, более низкие температуры в шахте и меньшие размеры ее компенсируются следующими недостатками: сложностью операции смешения полимера с пластификатором, меньшей равномерностью прядильной массы и большим содержанием растворителя в волокне, выходящем из шахты, что требует более длительной отмывки волокна и, по-видимому, меньшей скорости формования.
Отделочные операции для волокон, полученных сухим способом, аналогичны операциям для волокон, полученных мокрым способом.
Сформованное сухим способом невытянутое волокно отличается от волокон, полученных мокрым способом, отсутствием крупных пустот и пор, малым количеством мелких пор и гантелевидным поперечным срезом [4].
Таким образом, формование ПАН волокон сопровождается сложными физико-химическими и физическими процессами, зависящими от свойств прядильного раствора, геометрических характеристик фильер, условий формования и т.д. Анализ методов получения ПАН волокон свидетельствует о перспективности диметилформамидного способа по мокрому формованию.
Следует отметить, что при диметилформамидном способе процесс регенерации отработанных ванн достаточно прост, по сравнению с солевым способом, и заключается в испарении избытка воды и последующей перегонке растворителя. В этом случае все примеси остаются в кубовом остатке. Для уменьшения гидролиза диметилформамида его перегонку проводят под вакуумом при 90 - 100°С.
1.5. Совершенствование технологии ПАН жгутика с целью получения высокопрочных, высокомодульных углеродных волокон
Качество углеродных волокон (УВ) во многом определяется свойствами исходного ПАН волокна, в частности его дефектность, степень ориентации и структура микрофибрилл.
Среди большого числа дефектов, присущих ПАН волокнам, сформованным по мокрому способу, выделяются два наиболее сильно влияющих на качество УВ: пористость и неравномерность по диаметру элементарных нитей (филаментов). Отрицательное влияние пористости на качество УВ проявляется двояким образом. Во-первых, поскольку в структуре УВ сохраняются особенности структуры исходного ПАН волокна, то сохраняется и пористость, вызывая неравномерность внутренних напряжений УВ, его хрупкость. Вторым отрицательным механизмом влияния пористости является снижение термостойкости ПАН волокна, т.е. меньшее значение максимально достижимой предельной температуры термического разложения полимера. Поры служат зародышами, или центрами начала термолиза ПАН волокна и не позволяют при быстром нагреве достичь без интенсивного разложения температуры 500-550°С, необходимой для мезофазной перестройки структуры окисленного волокна в процессе карбонизации [12,13].
Возникновение пор в ПАН волокне предопределено самой природой мокрого способа формования, при котором объем растворителя в исходном прядильном растворе составляет 72-84%. При коагуляции образуется полимерный каркас, занимающий объем, примерно равный объему исходного прядильного раствора, так как диаметр скоагулировавшего волокна практически остается таким же, как диаметр жидкой струи. Количество и размеры пор определяются структурой образовавшегося каркаса и условиями его поперечной и продольной усадки во время пластификационного вытягивания, промывки и сушки волокна. Структура каркаса определяется условиями осаждения (коагуляции). Высокое содержание осадителя, чаще всего воды, в осадительной ванне приводит к быстрой коагуляции и образованию жесткого каркаса с большим размером пор. Свежесформованное волокно обладает неудовлетворительной способностью к ориентационному вытягиванию. Все это отрицательно влияет на качество конечного углеродного волокна. При снижении содержания осадителя пористость ПАН волокна уменьшается [14], что приводит к получению УВ с повышенной прочностью и эластичностью. Однако снижение содержания осадителя ниже некоторого предела вновь сопровождается повышением пористости и снижением качества УВ. Это явление, по-видимому, связано с изменением механизма фазового распада прядильного раствора. При достаточно высоком содержании осадителя прядильный раствор распадается на твердую полимерную фазу (каркас) и низкомолекулярную жидкую фазу (смесь растворителя и осадителя). Снижение концентрации осадителя ниже определенного предела сопровождается распадом прядильного раствора на две жидкие фазы - полимерную и низкомолекулярную. Капли жидкой полимерной фазы становятся источником повышенной пористости.
Условия последующих обработок свежесформованного ПАН волокна также эффективно влияют на его пористость и качество получаемого из него УВ. Особенно существенным оказалось влияние условий пластифика-ционной вытяжки [15]. Ее осуществление в среде насыщенного пара повышает пористость ПАН волокна на 15-20% по сравнению с жидкостной пластификационной обработкой; соответственно прочность УВ на разрыв снижается на 5-10%.
Повышение температуры сушки от 80 до 140°С приводит к снижению пористости ПАН волокна с 48 до 29 усл. ед. Повторное смачивание волокна и сушка позволяют снизить пористость до 20 усл. ед. [14]. Дополнительного снижения пористости до 10-15 усл. ед. можно достичь при термофиксации ПАН волокна при 140-180°С.
Другой вид дефектности ПАН волокна, неблагоприятно сказывающийся на свойствах конечного УВ - это неравномерность филаментов по диаметру. Ее обычно характеризуют коэффициентом вариации линейной плотности филаментов. Наилучший результат достигается при Ку = 3-5%. Совершенно недопустимо использовать ПАН жгутик с Kу (8-10)%. Высокое значение Kу означает присутствие в ПАН жгутике большого количества филаментов с повышенным диаметром 18-20 мкм, т.е. ~0.3 текс, которые с трудом перерабатываются по технологии, рассчитанной на применение филаментов линейной плотностью 0,1 текс.
Высокая неравномерность ПАН нитей по диаметру филаментов обусловлена явлением деформационного резонанса формующихся струй, который заключается в пульсации диаметра струй вследствие периодического обрыва их внешнего слоя расширенной части струи, так называемой луковицы, и релаксации оборванных слоев с образованием утолщения по обе стороны от точки обрыва. Подавление деформационного резонанса возможно за счет изменения условий истечения прядильного раствора или осаждения формующихся волокон. Во всех случаях необходимо стремиться к минимальной деформации луковицы. Это может достигаться за счет уменьшения самой луковицы путем увеличения диаметра отверстий фильеры или отношения длины капилляров отверстий к их диаметру, снижения вязкости или скорости истечения прядильного раствора. Уменьшение диаметра луковицы приводит к снижению фактической фильерной вытяжки и соответственно к уменьшению вероятности обрыва наиболее напряженных внешних слоев луковицы. Снижение деформации луковицы достигается также повышением или понижением концентрации осадителя в осадительной ванне. При повышении концентрации осадителя отверждение струи происходит непосредственно у поверхности фильеры. Поэтому расширение струи в виде луковицы не реализуется. В этом случае формуются жгутики с высокой равномерностью по диаметру филаментов. Однако они, как правило, имеют низкие показатели из-за высокой жесткости условий осаждения [12].
При снижении концентрации осадителя на струях появляются утолщения. В этом случае формование следует проводить при такой концентрации осадителя, при которой расширение реализуется полностью, чтобы избежать деформации и обрыва поверхностных слоев луковицы, т.е. появления эффекта деформационного резонанса.
При оптимально выбранных условиях формования коэффициент вариации по линейной плотности филаментов снижается до 4-5%. Последний вариант, при котором концентрация осадителя снижается до прекращения деформации луковицы, наиболее приемлем, так как одновременно достигается высокая прочность и низкая пористость волокна.
Для повышения прочности и модуля упругости УВ необходимо уменьшение размеров структурных единиц в исходных ПАН волокнах - фибрилл, кристаллитов.
Уменьшение размеров фибрилл в ПАН волокне и более равномерная структура по поперечному сечению волокон достигается при формовании на «мягких» ваннах с низким содержанием осадителя, благодаря чему в зоне осаждения устанавливается низкий градиент концентраций растворителя и осадителя и образующийся полимерный каркас имеет равномерную мелкофибриллярную структуру [16].
В процессе осаждения продиффундировавший в волокно осадитель вызывает десольватацию растворителя, снижает растворимость полимера сначала до равновесного, а по мере повышения концентрации до пересыщенного или метастабильного состояния. Именно в области метастабильного пересыщенного состояния происходят процессы структурообразования, т.е. образование зародышей полимерной твердой фазы и их рост. Скорость образования зародышей (скорость нуклеации) экстремально зависит от степени пересыщения. По мере увеличения концентрации осадителя скорость нуклеации возрастает, достигая максимума, что приводит к образованию мелкофибриллярной структуры. При дальнейшем увеличении концентрации осадителя одновременно ускоряется рост новой полимерной фазы вокруг уже образовавшихся зародышей. Новые зародыши поглощаются растущей твердой фазой, происходит процесс коалесцен-ции, скорость нуклеации снижается, и рост мелкофибриллярных структур замедляется.
В зависимости от степени пересыщения при мокром формовании ПАН волокон можно выделить два типа коагуляции: фронтальная и объемная (рис.13). При формовании в жесткие ванны на поверхности формующейся нити образуется граничная зона значительного пересыщения, где мгновенно по спинодальному механизму возникают зародыши структурообразования и начинается рост фибриллярных структур. Фибриллы, растущие из соседних центров, сталкиваются и взаимно подавляют свой рост во всех направлениях, кроме перпендикулярного к поверхности соприкосновения прядильного раствора с осадительной ванной, где градиент концентрации осадителя и соответственно степени пересыщения наибольший. Образуется граничная линия - фронт коагуляции, - которая по мере диффузии осадителя перемещается к оси волокна. Это фронтальная коагуляция. Она приводит к образованию радиальных стержневидных структур.
Рис. 13. Схема фронтального (а) и объемного (б) осаждения: 1 - осадительная ванна; 2 - прядильный раствор; 3 - центры (зародыши) структурообразования; 4 - фибриллярные структуры; d - мембрана (кутикула)
При применении чрезмерно жестких ванн, вызывающих быструю и глубокую десольватацию полимера, сразу после образования мембраны выделяются достаточно крупные капли низкомолекулярной фазы (смесь осадителя и растворителя). Капли быстро растут. Они не могут проникнуть через плотную мембрану и в виде тонких струй конвективно распространяются в радиальном направлении к оси волокна. Так, при формовании в жесткую ванну образуются радиальные каналы, вызывающие повышенную пористость и отрицательно влияющие на свойства готовых волокон.
Области протекания коагуляции по тому или другому механизму иллюстрируются на рис.14, где схематично дается продольное сечение волокна, формующегося в осадительные ванны разной коагулирующей способности: жесткие, мягкие и сверхмягкие.
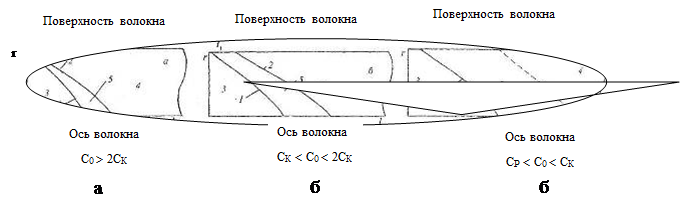 |
Рис.14. Схема формования волокна в жесткие (а), мягкие (б) и сверхмягкие (в) ванны: r - расстояние от оси волокна по радиусу; l - расстояние от плоскости фильеры; l 1 - длина жидкого участка; 1 - бинодаль (кривая равновесного состояния); 2 - спинодаль (кривая критического пересыщения); 3 - прядильный раствор; 4 - гелеобразное состояние; 5 - область метастабильного состояния
Осаждение в жестких ваннах показано на рис.14, а. В данном случае концентрация осадителя в ванне в соответствии с упоминавшимся критерием жесткости ванны должна быть выше двух критических, т.е. Со 2Ск . Например, при температуре 19,5°С это соответствует 210,5 =21% осадителя и 79% растворителя. Абсцисса соответствует оси формующегося волокна, т.е. времени или расстоянию l от поверхности фильеры. Ордината выражает расстояние rот оси волокна по радиусу. Осадитель диффундирует с поверхности волокна к его оси. Равновесная концентрация осадителя, в рассматриваемом примере она равна C ~ 7%, выражена кривой 1. Это бинодаль. Ниже этой кривой - прядильный раствор. Кривая 2(спинодаль) соответствует критической концентрации Cк = 10.5%. Между кривыми 1 и 2расположена метастабильная область 5. Кривая 2соответствует спинодальному распаду прядильного раствора на низкомолекулярную жидкую и полимерную твердую фазу. Цифрой 4 обозначена твердая полимерная фаза - гель. При осаждении четко видна граничная линия между прядильным раствором и скоагулировавшим волокном. Осаждение по объемному механизму из-за быстрого протекания процесса здесь практически не реализуется.
На рис.14, б дается схема формования в мягкие ванны. Критерием начала мягких ванн является упоминавшееся соотношение Со 2Ск , т.е. концентрация осадителя в ванне должна быть меньше двух критических концентраций. В этом случае, как указывалось ранее, на поверхности волокна устанавливается концентрация ниже Ск , и граничная линия критических концентраций (кривая 2) начинается спустя некоторый промежуток времени, необходимый для накопления осадителя на поверхности до концентрации СК . В результате на формующемся волокне образуется жидкий участок l. Метастабильная область, расположенная между кривыми 1 и 2, значительно больше, чем при формовании в жесткие ванны В большей мере, как это показано на рисунке, реализуется возникновение зародышей, что приводит к образованию мелкофибриллярной структуры и улучшению всего комплекса физико-механических свойств волокна [16].
Объемная коагуляция происходит при формовании на мягких ваннах. Критерием начала мягких ванн является соотношение Со 2Ск , т.е. концентрация осадителя в ванне Со должна быть меньше двух критических концентраций Ск . В этом случае на поверхности волокна устанавливается концентрация ниже С, и граничная линия критических концентраций начинается спустя некоторое время, необходимое для накопления осадителя на поверхности волокна до Ск . В результате на формующемся волокне образуется жидкий участок, что приводит к появлению метастабильной области и возможности реализации условий возникновения зародышей структурообразования в объеме, и в итоге - к образованию мелкофибриллярной структуры и улучшению всего комплекса физико-механических свойств [12].
Из рассмотренных видов осадительных ванн наиболее перспективны мягкие ванны с содержанием осадителя в узком диапазоне концентраций. Применение мягких ванн при формовании ПАН волокон приводит к образованию мелкофибриллярной структуры волокна и повышению физико-механических показателей УВ.
Повышение показателей качества УВ за счет более высокой ориентационной вытяжки на стадии получения ПАН волокон и их термоокислительной обработки наиболее эффективно и используется с момента появления производства УВ. Возможности этого способа в значительной мере уже исчерпаны. Попытки дальнейшего повышения ориентационной вытяжки часто заканчиваются неудачей. Это связано с неравномерностью филаментов по их деформационной способности. Часть волокон, 5-15%, не выдерживает заданной вытяжки и, обрываясь, снижает качество всей углеродной нити. Это явление становится особенно недопустимым при осуществлении вытяжки в виде тканой ленты, когда даже при больших степенях вытягивания разрыв филаментов в ленте остается незамеченным и конечное УВ обладает низкой прочностью в пластике.
Структура полимерного каркаса в ПАН волокне такова, что даже при 12-14-кратной вытяжке угол разориентации не уменьшается ниже 10-12°. Дальнейшее повышение взаимного упорядочения макромолекул может быть достигнуто путем перевода материала в мезофазное (жидкокристаллическое) состояние, при котором реализуется эффект самопроизвольного упорядочения материала [17].
Заключение
Анализ литературных свидетельствует о том, что:
- мокрое формование ПАН волокон из диметилформамида обеспечивает их высокие эксплуатационные характеристики;
- диметилформамид является более технологичным и менее токсичным растворителем по сравнению с водным раствором роданида натрия. При его использовании не требуется изменения в технологии получения ПАН волокон;
- при диметилформамидном способе процесс регенерации отработанных ванн достаточно и заключается в испарении избытка воды с последующей перегонкой растворителя. В этом случае примеси остаются в кубовом остатке. Для уменьшения гидролиза диметилформамида его перегонку проводят под вакуумом при 90-100°С.
Повышение качества УВ, в частности, их прочности и модуля упругости, достигается следующими методами:
- снижением пористости исходных ПАН волокон путем выбора растворителя, оптимальных условий формования, пластификационной вытяжки, отделки и сушки; уменьшением неравномерности диаметра волокон за счет подавления деформационного резонанса во время формования выбором условий образования струй и их отверждения;
- уменьшением размеров фибрилл и кристаллитов путем уменьшения градиента концентраций осадителя и растворителя в зоне осаждения (формование в мягкие ванны).
Список использованной литературы
1. Термо- и жаростойкие волокна / под ред. А.А. Конкина. - М.: Химия, 1978. - 424 с.
2. Азенштейн Э.М. Цены на нефтехимическое сырье и синтетические волокна и нити на его основе во II полугодии 2005 г. / Э.М. Азенштейн // Химические волокна 2006. - №2. – С.67-79.
3. Азенштейн Э.М. Цены на нефтехимическое сырье и синтетические волокна и нити на его основе в I полугодии 2006г. / Э.М. Азенштейн // Химические волокна 2006. - №6. – С.68-77.
4. Роговин З.А. Основы химии и технологии химических волокон / З.А.Роговин, Т.2. – М.: Химия, 1974. – 344 с.
5. Устинова Т.П. ПАН волокна: технология, свойства, области применения / Т.П.Устинова, Н.Л.Зайцева: Курс лекций. – Саратов: Сарат. гос. техн. ун-т, 2002. – 40 с.
6. Карбоцепные синтетические волокна / Под ред. К.Е.Перепелкина. - М.: Химия, 1973. - 589 с.
7. Алиева Э.Р. Определение коэффициента диффузии серной кислоты в свежесформованный полиакрилонитрильный жгут / Э.Р. Алиева, Ю.П.Кожевников, А.Т.Серков // Химические волокна. – 1990. - № :. – С.23-24.
8. Иолева М.М. О морфологии структуры полиакрилонитрильных волокон/ М.М. Иолева, С.И. Бандурян, Л.А. Златоустова // Химические волокна. - 1999. - №2. - С.41-43.
9. Смирнов В.А. Устойчивость процесса формования струи раствора полиакрилонитрила в диметилформамиде / В.А. Смирнов, Н.К. Жиганов, В.Н. Янков, М.С. Межиров // Химические волокна. - 1988. - №4. - С.16-18.
10. Повышение устойчивости формования акрильных волокон / А.Т. Серков, Л.А. Златоустова, Г.А. Будницкий, М.Б. Радишевский // Химические волокна. – 1999. - №5. - С.16-19.
11. О структуре акриловых волокон / А.Т. Калашник, О.Н. Паничкина, А.Т. Серков, Г.А. Будницкий // Химические волокна. – 2002. - №6. -18-23.
12. Совершенствование технологии получения высокопрочных и высокомодульных углеродных волокон/ М.Б. Радишевскип, А.Т. Серков, Г.А. Будницкий, В.А. Медведев, Л.А. Златоустова // Химические волокна. – 2005. - №5. – С.12-15.
13. Процесс изготовления углеродных волокон на основе коммерческих полиакрилонитрильных волокон мокрого формования / R. EslamiFarsani, A. Shokuhfar, A. Sedghi // Химические волокна. – 2006. - №5. – 31-33.
14. О микропористости полиакрилонитрильного волокна / Л.А. Златоустова, В.Н. Смирнов, В.А. Медведев, А.Т. Серков // Химические волокна. – 2002. - №3. – С.39-42.
15. Термо- и жаростойкие волокна / Под ред. А.А. Конкина. М.: Химия, 1978. 424 с.
16. Радишевский М.Б. Механизм коагуляции при формовании волокон по мокрому способу / М.Б. Радишевский, А.Т.Серков // Химические волокна. – 2005 . - №4. – С.26-31.
17. Серков А.Т. Углеродные волокна в Мытищах // Химические волокна. – 2001. - №2. – С.41-45.