Совершенствование технологии ремонта испарителей бытовых холодильников
СОДЕРЖАНИЕ: Классификация и устройство испарителей бытовых холодильников, основные технические требования к ним. Существующие неисправности испарителей и разработка усовершенствованного технологического процесса ремонта. Планирование мероприятий для осушки масла.Федеральное агентство по образованию
Государственное образовательное учреждение высшего профессионального образования
Южно-Российский государственный университет экономики и сервиса
(ГОУ ВПО ЮРГУЭС)
Курсовой проект
тема Совершенствование технологии ремонта испарителей бытовых холодильников
Технология и оборудование предприятий ремонта бытовой техники
Шахты - 2011 г.
оглавление
введение
1. Аналитический раздел
1.1Классификация и устройство испарителей бытовых холодильников
1.2Технические требования к испарителям бытовых холодильников
2. Технологический раздел
2.1 Основные неисправности испарителей бытовых холодильников
2.2 Анализ существующего технологического процесса испарителей бытовых холодильников
2.3 Разработка усовершенствованного технологического процесса ремонта
3. Конструкторский раздел
3.1 Оборудование применяемое при ремонте испарителей бытовых
холодильников
3.2 Разработка мероприятий для осушки масла
Заключение
Библиографический список
Приложение
Введение
Повысить качество обслуживания населения можно путем механизации предприятий, применения новейшей технологии, эффективного использования оборудования и подготовки высококвалифицированных специалистов для предприятий сервиса бытовой техники.
Отдельные узлы и детали бытовой техники при длительной эксплуатации изнашиваются. При этом возникают различные неисправности, которые могут вывести машину или прибор бытового назначения определяются их остаточной стоимостью.
Науку о закономерностях, действующих в процессе эксплуатации и восстановления бытовой техники в целях обеспечения высокого качества ремонтных работ с наименьшими затратами, называют технологией ремонта. Развивая и совершенствуя эту науку, можно научиться управлять процессом старения и оказывать существенное влияние на совершенствование конструкций машин бытового назначения, систем технического обслуживания и ремонта.
Прообразом бытового холодильника можно считать аппарат французского инженера Ф. Карре, предложенный им в 1860 году и предназначенный для получения водного льда. А толчком к созданию современной бытовой холодильной техники стала разработка в 1874 году мюнхенским ученым К. Линде холодильной машины. Эти машины, как и последующие модели, имели большую эффективность, надежность и технический уровень, чем все предшествующие машины для производства льда.
Из года в год бытовые холодильники совершенствовались. И первый бытовой холодильник с автоматическим регулированием температуры в камере, спроектированный Копеландом, был изготовлен в США в 1918 году, а уже в 1925 году было выпущено около 64 тыс. В качестве хладагента использовали сернистый ангидрид или аммиак. Компрессор приводился во вращении посредством ременной передачи от электродвигателя.
В 1990 году в бывшем СССР в эксплуатации находились свыше 71млн бытовых холодильников и морозильников. А в настоящее время бытовой холодильник является одной из самой необходимой техникой, без которого современный человек не представляет свою жизнь.
Как известно испаритель является одним из самых необходимых составляющих бытового холодильника. Испаритель — теплообменный аппарат, предназначенный для испарения хладагента из жидкого состояния в парообразное, путем отнятия тепла от холодильной камере. И поэтому в данном курсом проекте рассмотрены:
- устройство и технические требования испарителей бытовых холодильников;
- основные неисправности испарителей бытовых холодильников и их причины;
- анализ существующего технологического процесса ремонта испарителей бытовых холодильников;
- разработка усовершенствованного технологического процесса ремонта, основываясь на теме.
1. Аналитический раздел
1.1 Классификация и устройство испарителей бытовых холодильников
Бытовые холодильники предназначены для хранения скоропортящихся пищевых продуктов в охлажденном или замороженном состоянии. Холодильник представляет собой шкаф, внутри которого находится холодильная камера с полками для пищевых продуктов (рис. 1; Приложение Б -Холодильник Минск-16 в разрезе). В машинном отсеке шкафа расположен холодильный агрегат. Камера ограждена от наружных стенок шкафа слоем теплоизоляции. Теплоизоляция, ограждающая со всех сторон холодильную камеру, препятствует проникновению тепла извне. Чтобы не было щелей в дверном проеме, к внутренней стенке двери прикреплен уплотнитель, который при закрытой двери плотно прижимается к передней плоскости шкафа. Двери шкафа в закрытом положении удерживаются затвором.
Бытовые холодильники классифицируют по следующим признакам:
· по способу охлаждения (типу холодильного агрегата) - компрессионные – К, абсорбционные – А и термоэлектрические (полупроводниковые) – ТЭ (в соответствии с ГОСТ 16317-17 Приборы холодильные электрические бытовые);
· по назначению – однокамерные для хранения охлажденных продуктов. Двухкамерные – для раздельного хранения в одном шкафу охлажденных и замороженных продуктов и низкотемпературные (морозильники) – для замораживания и хранения замороженных продуктов;
· по способу установки: напольный – Ш (шкаф), в виде стола – С, настенный – Н, блочно-страиваемый – Б.
Таким образом, компрессионный напольный холодильник объемом 200 дм3 имеет условное обозначение КШ-200.
· по степени комфортности холодильники выпускаются обычной комфортности и повышенной – П. Холодильники повышенной комфортности имеют устройство для автоматического и полуавтоматического оттаивания испарителя холодильной камеры с последующим удалением талой воды. Кроме того, в холодильниках такого типа должно быть предусмотрено одно или несколько устройств:
- для поддержания определенной влажности в холодильной камере (или в ее части);
- для охлаждения напитков с выдачей их без открывания двери;
- для сигнализации режимов работы холодильника;
- для принудительного автоматического закрывания двери при открывании ее на угол не более 10;
- для ограничения угла открывания двери, предотвращающего удар ее о стену;
- для перестановки полок по высоте с интервалом не более 50 мм или выдвигании загруженной полки на расстояние не менее 50 % ее глубины при условии сохранения горизонтального положения.
· по условиям эксплуатации холодильники делят на два класса:
- предназначенные для эксплуатации в районах с умеренным климатом – УХЛ (N);
- предназначенные для эксплуатации в районах с тропическим климатом – Т.
Холодильники первого класса рассчитаны на работу в условиях температуры окружающего воздуха не выше 32 С (при более высокой температуре их эксплуатационные показатели значительно ухудшаются).
Холодильники тропического класса предназначены для работы в условиях влажного тропического климата и температуры окружающего воздуха до 43 С. Их изготовляют с усиленным теплоизоляционным ограждением холодильной камеры и повышенной защитой от коррозии отдельных частей.
Современные холодильники различают также в зависимости от температуры в морозильном отделении или морозильной камере и маркируют звездочками *. Маркировку наносят на дверцу холодильника или морозильного отделения. Каждая звездочка означает -6 С. Холодильники выпускают с одной, двумя и тремя звездочками, что соответствует температуре в низкотемпературном отделении -6, -12, -18 С.
Основными сборочными единицами бытовых холодильников являются: герметичный компрессор, испаритель, конденсатор, система трубопроводов (нагнетательный, всасывающий трубопровод, капиллярная трубка), фильтр-осушитель и шкаф.
В испарителе происходит передача тепла от охлаждаемого объекта к испаряющемуся (кипящему) вследствие этого холодильному агенту. По принципу действия испарители аналогичны конденсаторам, но отличаются тем, что в конденсаторе холодильный агент отдает тепло окружающей среде, а в испарителе поглощает его из охлаждаемой среды.
В однокамерных холодильниках испаритель предназначен для хранения замороженных продуктов, поэтому его делают в виде полки. Для поддержания низкой температуры испаритель закрывают спереди дверцей, а сзади стенкой. Такой испаритель является низкотемпературным (морозильным) отделением.

Рис. 1. Испаритель, в виде полки
В традиционных однокамерных холодильниках открытый испаритель низкотемпературного отделения (НТО) является самым уязвимым узлом. Открытые испарители однокамерных компрессионных холодильников изготавливают из алюминиевых листовых заготовок с разветвленными каналами разных конфигураций. Их называют прокатно-сварными по способу производства: 2 пластины из чистого пищевого алюминия, на одной из которых мастикой нанесен рисунок каналов в уменьшенном масштабе, прокатывают вместе между гладкими валками. При прокатке происходит утоншение и холодная сварка пластин за исключением закрашенных каналов. Под большим давлением в штампах раздувают каналы. Выпуклые рисунки лабиринта пересекающихся каналов напоминают вафли.
Алюминиевые заготовки изгибают в соответствии размерами НТО в виде перевернутой буквы П, по О-образной или в листотрубной форме (вид снизу). При О-образной форме испарителя открытой остается задняя стенка НТО, при С-образной форме боковые стенки. Открытые участки, как правило, закрывают алюминиевыми стенками без каналов. В некоторых испарителях охлаждающим являются все 5 стенок. В небольших испарителях задней стенки может не быть. Иногда между стенками испарителя крепят полочку.
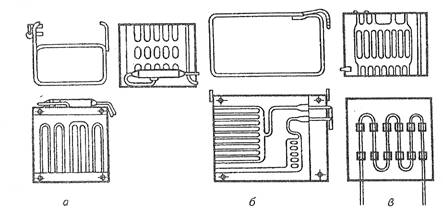
Рис. 2. Испарители: а) в виде перевернутой буквы П; б) О-образной формы, в) листотрубный
Низкотемпературные испарители в небольших камерах с естественным охлаждением могут быть:
- алюминиевыми листопрокатными;
- трубчатыми;
- трубчато-листовыми;
- трубчато-проволочными;
- трубчато-пластичными;
- ребристо-трубные.
Алюминиевые листопрокатные испарители в современных БХП применяют все реже. Трубчатые испарители применяют в запененных конструкциях. В низкотемпературных и морозильных камерах с естественным охлаждением объемом от 50 л чаще применяют трубчато-листовые или трубчато-проволочные испарители. В камерах с принудительным обдувом, имеющих необмерзающие стенки (Ноу фрост - No frost), применяются испарители трубчато-пластинчатого типа в виде радиаторов с развитой поверхностью охлаждения. Значительно реже применяют ребристо-трубные испарители из оребренной трубки.

Рис. 3. Трубчато-пластинчатый испаритель
Трубчато-пластинчатые испарители состоят из набора прямых трубок с нанизанными на них тонкими пластинами. Прямые участки трубок, соединенные С-образными калачами с помощью пайки, образуют змеевик испарителя. Тонкие пластины служат охлаждающими ребрами.

Рис. 4. Ребристо-трубные испарители
Ребристо-трубные испарители изготавливают методом накатки радиальных кольцевых ребер на толстостенной алюминиевой трубке. Трубчатый змеевик не имеет стыков и паяных или сварных соединений.
Современные модели однодверных холодильников имеют двухиспарительную систему охлаждения. Холодильную камеру охлаждает самооттаивающий испаритель в виде пластины на задней стенке, а низкотемпературную камеру охлаждает испаритель с ручным оттаиванием. Самооттаивающие (плачущие) испарители бывают алюминиевыми листопрокатными и листотрубными, открытыми и скрытими за перегородкой.

Рис. 5. Самооттаивающий (плачущий) испаритель
Самооттаивающий испаритель автоматически оттаивает при каждом цикле охлаждения: при работе компрессора обмерзает, а при стоянке оттаивает (плачет). Он работает в режиме колебаний температур от минусовых до плюсовых значений.
Также в производстве внедрен прибор управления процессом оттаивания испарителя бытового холодильника. Прибор работает при температуре окружающего воздуха от 10 до 30С и относительной влажности 80%. В комплект входит: прибор полуавтоматического управления процессом оттаивания ТО-11(датчик (рис.2; Приложение Б)) и клапан оттаивания КО-1 (исполнительный прибор). Процесс оттаивания начинается после нажатия на кнопку датчика и заканчивается автоматически после того, как поверхность испарителя достигнет температуры 4С.
В настоящее время применяются в основном алюминиевые испарители, изготовленные прокатно-сварным методом. Исходным материалом для из изготовления служит листы алюминия марки АД или АД-1.
1.2 Технические требования к испарителям бытовых холодильников
Назначение испарителей - охлаждение воздуха в полезном объеме холодильника. Соответственно у испарителя более низкая, чем в охлаждаемом объеме, температура стенок, а следовательно, и температура кипения хладагента. Но чем ниже температура кипения, тем больше расход энергии для поддержания заданных температурных условий и тем больше усушка сохраняемых свежих продуктов. Поэтому обеспечить наивысшую технически возможную температуру кипения хладагента - основная задача в проектировании испарителей.
Испарители должны быть рассчитаны или на естественный конвективный теплообмен, или на теплообмен с принудительным движением воздуха. Первые чаще всего размещаются в верхней зоне или под потолком плюсовой камеры холодильника, вторые - в полости, устроенной в задней стенке шкафа или в простенке между камерами двухкамерного холодильника.
Для защиты от повреждений при эксплуатации алюминиевые испарители должны быть покрыты пищевыми лаками и полимерами. Но тем не менее нужно принимать меры предосторожности от механических повреждений, воздействия соли и пищевых кислот. Не допускается пользоваться острыми предметами для удаления инея с поверхности испарителя. Иней с испарителя можно удалять только оттаиванием.
Хорошей защитой от износа поверхности испарителя на дне НТО являются полиэтиленовые прокладки, решетки и лотки. При наличии полиэтиленовой прокладки можно без опасений пользоваться металлической посудой и укладывать замороженные продукты на дно испарителя. Полиэтиленовый лоток защитит дно испарителя от воздействия соли и пищевых кислот.
Испаритель морозильной камеры должен быть надежно закреплен по месту монтажа. Двери ХК и МК холодильника при открывании должны легко поворачиваться на осях, без заеданий и перекосов. Уплотнители дверей в закрытом положении должны плотно прилегать к корпусу шкафа по всему периметру. Полки в холодильной камере должны плотно лежать на направляющих без качания.
Испаритель морозильной камеры должен быть надежно закреплен по месту монтажа. Двери холодильной камеры и морозильной камеры холодильника при открывании должны легко поворачиваться на осях, без заеданий и перекосов. Уплотнители дверей в закрытом положении должны плотно прилегать к корпусу шкафа по всему периметру.
Испарители бытовых холодильников после ремонта должны подвергаться приемо-сдаточным испытаниям, включающим внешний осмотр, проверку холодопроизводительности, функционирования, уровня шума, электрической прочности изоляции.
В соответствии с ГОСТом Р50939-96, отремонтированные холодильные приборы должны соответствовать следующим техническим требованиям и эксплуатационным показателям:
- испаритель морозильной камеры должен быть надежно закреплен по месту монтажа;
- места с поврежденным покрытием испарителей должны быть окрашены лаком МЛ-133 по действующей нормативно-технической документации;
- ребра испарителя морозильной камеры должны быть равномерно покрыты тонким слоем инея;
- допускается отклонение эксплуатационных показателей отремонтированных холодильников в течение срока службы не более чем на 20% по сравнению с новыми;
- расход электроэнергии, потребляемой холодильником, должен соответствовать данным, установленным в нормативной документации изготовителя;
- средняя температура в холодильной камере холодильника на одной из установок терморегулятора при температуре окружающей среды (20±5) °С должна быть от 5 до 7°С;
- прибор автоматического или полуавтоматического управления должен функционировать безотказно и обеспечивать надежное поддержание заданных режимов работы в соответствии с нормативной документацией на конкретную модель;
- освещение холодильной камеры должно включаться при открывании двери и выключаться при ее закрывании;
- холодильные агрегаты должны быть герметичны;
- крепежные детали холодильника должны быть затянуты равномерно, без перекосов. Головки винтов и шурупов не должны иметь сорванных шлицев, а головки болтов и гаек - деформированных граней;
- двери холодильных приборов при открывании должны легко проворачиваться на осях, без заеданий и перекосов;
- уровень шума работающего холодильного прибора, измеренный на расстоянии 1 м, не должен превышать 45 дБА.
2. Технологический раздел
2.1 Основные неисправности испарителей бытовых холодильников
Об исправной работе технологического оборудования обычно судят по тому, насколько его состояние в данный момент соответствует всем требованиям, установленным как в отношении основных параметров, характеризующих нормальное выполнение заданных функций, так и второстепенных, характеризующих удобства эксплуатации, внешний вид и т.п. Любое несоответствие хотя бы одному из требований параметров свидетельствует о наличии неисправности.
А возможные неисправности испарителей бытовых холодильников, их причины и способы устранения, представленные в таблице 1.
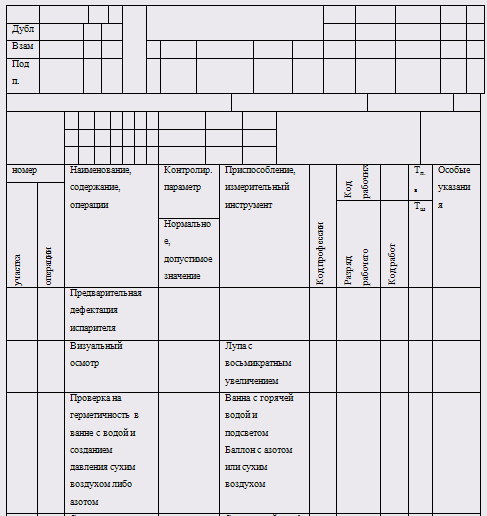
Таблица 1 – Возможные неисправности испарителей бытовых холодильников их причины и способы устранения.
| Неисправность | Причина | Способ устранения |
| Холодильный агрегат работает, но испаритель инеем не покрывается | Засорение системы (фильтр-осушитнль холодный, конденсатор теплый) | Заменить фильтр-осушитель или холодильный агрегат |
| Охлаждение в холодильной камере недостаточное. Холодильник работает непрерывно | Частичная утечка хладагента в системе холодильного агрегата | Визуально проверить обмерзание выходных каналов испарителя, нагрев конденсатора – на ощупь. При необмерзании каналов испарителя и слабом нагревании конденсатора проверить потребляемую мощность компрессора. В случае заниженной мощности установить причину и место утечки по наличию масляных пятен или течеискателем. Устранить утечку. Холодильный агрегат отвакуумировать, заправить хладагентом. А если утечка не обнаружена, то засорена капиллярная трубка. Продуть капиллярную трубку сухим воздухом или хладагентом. Агрегат отвакуумировать, заправить хладагентом |
| Отсасывающая трубка со стороны испарителя не покрыта инеем | Недостаток хладагента | Найти место утечки и устранить неисправность, ввести дозу хладагента |
| Быстрое нарастание снеговой шубы на испарителе | Нарушено уплотнение двери | Отрегулировать дверь и обеспечить прилегание уплотнителя по всему периметру. При необходимости провести рихтовку двери. Если щель не устранена, заменить дверь. Определяют визуально. |
| Электродвигатель работает, испаритель не охлаждается | Засорение капиллярной трубки. | Проверить на ощупь температуру начального участка капиллярной трубки при работе холодильника. При наличии засорения температура капиллярной трубки будет значительно ниже температуры фильтра-осушителя. И в таком случае необходимо отпаять испаритель с всасывающей и капиллярной трубками, промыть и продуть. Если засор не устраняется, заменить испаритель на новый. |
| Самопроизвольное оттаивание испарителя | Замерзание влаги в капиллярной трубке. При подогреве конца капиллярной трубки в месте входа в испаритель при работающем компрессоре будет слышно характерное шипение хладагента, втекающего в испаритель | Заменить фильтр-осушитнль |
| Отсасывающая трубка со стороны испарителя не покрыта инеем | Недостаток хладагента | Найти место утечки и устранить неисправность, ввести дополнительную дозу хладагента |
| Появление инея на планке межкамерной перегородки | Неисправен нагреватель межкамерной перегородки | Заменить нагреватель |
| Испаритель холодильной камеры обмерзает выше установленной нормы | Завышена доза хладона в холодильном агрегате | Перезарядить холодильный агрегат хладагентом до нормы. Корректировку дозы производить при установившемся режиме, т.е после обкатки холодильного агрегата в течении 80-90 мин |
| Охлаждение в холодильной камере недостаточное | Наличие масла в испарителе. Наличие мест частичного оттаивания испарителя указывает наличие масла в нем | Визуально проверить обмерзание испарителя. При отсутствии утечки хладагента отпаять испаритель, промыть его хладагентом, продуть сухим воздухом с точкой росы не выше -60°С и припаять |
| Утечка хладона | Утечка в испарителе происходит, в основном, из-за коррозии металла, реже из-за механических повреждений. Как правило, места утечки представляют собой незаметные чёрные точки на поверхности каналов испарителя | Отремонтировать испаритель с помощью пайки или заменить его на новый |
| Замерзание влаги в капиллярной трубке | Цикличное самопроизвольное оттаивание испарителей при исправной работе мотор-компрессора | Заменить фильтр-осушитнль. Заполнить холодильный агрегат хладагентом до нормы |
2.2 Анализ существующего технологического процесса испарителей бытовых холодильников
Производственным процессом ремонта называется вся совокупность действий, осуществляемых с момента поступления объектов ремонта на завод или в мастерскую до получения полностью отремонтированной продукции.
Ремонтным фондом называются детали, агрегаты и бытовые машины, поступающие на ремонтные предприятия для ремонта. В процессе ремонта необходимо выполнять различные работы, в том числе: принять в ремонт, получить материалы и запасные детали, проверить их, организовать транспортировку и хранение, подготовить и разобрать агрегаты и бытовые машины; очистить от грязи и масла детали, рассортировать детали на годные и негодные, отремонтировать детали с дефектами; собрать узлы и агрегаты, собрать и испытать машину, обеспечить снабжение рабочих мест электроэнергией, воздухом и т. п.
Технологическим процессом ремонта называется часть производственного процесса, связанная с разборкой, сборкой и воздействием на изношенные детали с целью получения требуемых размеров, формы, взаимного расположения поверхностей, их шероховатости, а также физико-механических свойств.
Многообразие производственных процессов обусловливается уровнем развития специализации ремонтных предприятий. При ремонте бытовых машин целесообразны все три формы специализации, т. е. предметная, технологическая и подетальная. Степень расчлененности производственного процесса ремонта бытовой машины зависит от ее конструкции и программы ремонтного предприятия. При большой программе производственный процесс расчленяется на большое число составных частей и выполняется на большем числе рабочих мест, при небольшой - на меньшем. Если машина состоит из легко отделяемых компактных агрегатов, то производственный процесс можно расчленить более четко и многие операции ремонта выполнять параллельно (ремонт мотор-компрессора, испарителя, конденсатора и т. д.).
Типы ремонтных производств. В связи с тем что ремонтные заводы между собой существенно различаются по величине производственной программы, оснащенности оборудованием и организацией производства, целесообразно различать следующие три типа ремонтных производств: массовое, серийное, индивидуальное.
Под массовым ремонтным производством подразумевается такое, в котором бытовые машины, агрегаты или детали ремонтируются в большом количестве непрерывно и в течение длительного времени. Характерной особенностью массового ремонта производства является закрепление за большинством рабочих мест только одной операции, постоянно повторяющейся в течение всего времени ремонта данного объекта. Закрепление за рабочим местом постоянно повторяющейся технологической операции при большом количестве ремонтируемых деталей, обусловливает возможность использовать специальное оборудование, специальные приспособления, механизировать трудоемкие процессы и расположить оборудование по ходу технологического процесса ремонта в виде поточных линий.
Серийным ремонтным производством называется такое, в котором бытовые машины, агрегаты и детали ремонтируются сериями (партиями), регулярно повторяющимися через определенные промежутки времени. Характерной особенностью этого вида производства является то, что на большинстве рабочих мест выполняется несколько повторяющихся технологических операций. По такому принципу организуется обработка ремонтируемых деталей на большинстве ремонтных заводов по ремонту полнокомплектных бытовых машин и с полным комплексом ремонтных работ. В зависимости от размера серии серийное производство бывает крупносерийным, серийным и мелкосерийным.
Индивидуальным ремонтным производством называется производство, в котором подвергают ремонту небольшое количество машин и агрегатов без обезличивания деталей. Характерной особенностью этого производства является выполнение на большинстве рабочих мест неповторяющихся технологических операций и повторяющихся через неопределенные промежутки времени. В индивидуальном ремонтном производстве также используется универсальное оборудование и универсальные приспособления, но машины и агрегаты разбираются и собираются непоточно; также непоточно обрабатываются ремонтируемые детали.
В соответствии с назначением, характером и объемом выполняемых работ ремонты подразделяются на следующие виды: текущий, средний и капитальный. Осуществление всех перечисленных видов ремонта необязательно для всех машин и зависит от их конструктивной сложности. Ремонт бытовых машин можно выполнять следующими методами.
При индивидуальном методе все агрегаты, узлы и детали после ремонта должны быть установлены на ту же машину, с которой они были сняты. Основным недостатком является длительный простой машины в ремонте, так как между окончанием разборки и началом сборки проходит значительное время, требующееся для ремонта деталей.
При обезличенном методе машину подвергают разборке на узлы и детали, поступающие в ремонт, обезличенно. Ремонтируемую машину собирают частично или полностью из узлов и деталей (для однотипной машины), ранее отремонтированных или новых, взятых со склада. Этот метод ремонта является более прогрессивным. Применение этого метода требует создания необходимого фонда оборотных узлов и агрегатов.
При агрегатно-узловом методе ремонта отдельные агрегаты и узлы по мере возникновения необходимости в капитальном ремонте должны быть сняты с машины и заменены запасными, заранее отремонтированными или новыми. Этот метод ремонта применяется для машин, конструктивно легко расчленяемых на узлы и агрегаты при абонементном техническом обслуживании. Основными преимуществами этого метода являются: сокращение сроков нахождения машин в ремонте, повышение коэффициента технической готовности мащин, равномерность загрузки цехов ремонтных предприятий и улучшение использования их площадей, возможность специализации рабочих на ремонте отдельных узлов, повышение производительности труда и снижение себестоимости. Последовательно-узловой метод ремонта, сущность которого состоит в том, что узлы, подлежащие ремонту, заменяют не на ремонтном предприятии, а непосредственно на месте работы бытовой машины у потребителя. Этот метод перспективен при абонементном техническом обслуживании.
2.3 Разработка усовершенствованного технологического процесса ремонта
Организация ремонта бытовой техники очень сложная и трудоемкая работа. И в соответствии с принятой на предприятии формой ремонта технологического оборудования составляется план-график проведения ремонтов, который является основным документом, определяющий деятельность всего ремонтного персонала.
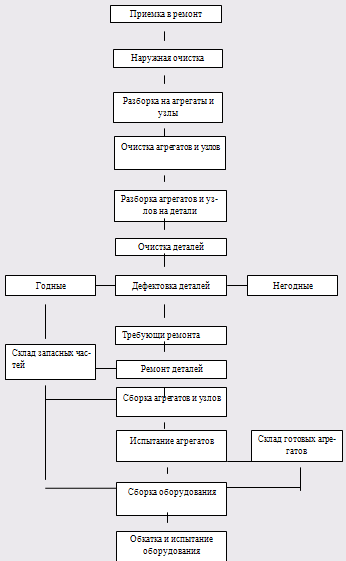
Рис. 6. Схема технологического процесса ремонта
А технологический процесс ремонта испарителей бытовых холодильников состоит из следующих процессов.
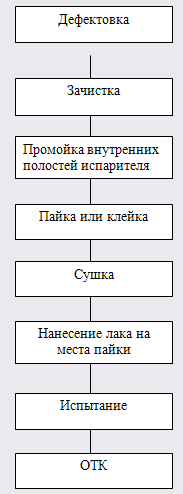
Рис. 7. Технологическая схема ремонта испарителей
Ремонт бытовых холодильников в зависимости от сложности и условий выполнения, подразделяется на ремонт, который можно провести непосредственно у потребителя, и на ремонт в мастерской.
К первому виду ремонта относится исправление неисправностей путем несложной замены деталей или путем регулировки.
Ко второму виду относится ремонт, который по своей сложности не может быть выполнен в домашних условиях.
Организация ремонта холодильников включает следующие мероприятия:
- оснащение специализированных цехов и участков по ремонту холодильников и холодильных агрегатов необходимым оборудованием, обеспечивающим требуемое качество ремонта;
- обеспечение линейных механиков необходимым инструментом и приборами, запасными частями к холодильникам;
- назначение на должности линейных мастеров квалифицированных механиков и постоянное повышение их квалификации;
- четкую работу материально-технического обслуживания с целью своевременного и полного удовлетворения потребностей ремонтных предприятий в запасных частях, материалах и оборудовании;
- внедрение новых форм обслуживания: абонементного, ремонта холодильников на дому у заказчика путем замены дефектных узлов и деталей на заранее отремонтированные или новые.
На некоторых предприятиях по ремонту бытовых холодильников применяется пайка испарителей. Пайка алюминиевых испарителей рекомендуется прежде всего при питтинговом (точечном) коррозионном разъедании алюминиевого листа испарителя.
При газовой пайке таких тонкостенных деталей (толщина менее 1мм), как алюминиевый лист испарителя холодильника, могут возникнуть прожоги и провалы, так как при температуре 400С прочность алюминия резко снижается. При нагреве до температуры плавления алюминий практически не меняет своего цвета, поэтому трудно определить границы холодного и нагретого металла и степень нагрева металла. В связи с этим пайку алюминия должны выполнять только опытные сварщики при увеличении скорости пайки.
Наличие на поверхности металла тугоплавкой пленки окислов, резко отличающейся по своим свойствам от основного металла, требует специфической технологии пайки. Для запайки места с точечной коррозией необходимо разрушить пленку окислов. Температура плавления окислов алюминия равна 2050С, т.е почти равна температуре кипения алюминия (2060С). Температура плавления алюминия 660С ( а сплавов еще меньше), поэтому простым тепловым воздействием разрушить пленку окислов практически невозможно. Температура плавления других припоев, применяемых для пайки алюминия, также ниже 660С. Поэтому при пайке и сварке алюминия применяют специальные флюсы, разрушающие тугоплавкие оксидные пленки алюминия. Флюсы состоят главным образом из сплавов хлористых и фтористых солей щелочных и редкоземельных металлов и их природных соединений, например креолита. Расплавленный флюс растворяет тугоплавкие окислы алюминия. Полученные сложные соединения легко плавятся и обладают небольшим удельным весом.
Восстанавливаемый алюминиевый испаритель поступает в отделение мойки, где под вытяжкой смывается слой лака УВЛ (для этого применяют ацетон, смывку АФ1-1 и др.). Если испаритель покрыт эпоксидной смолой, то ее предварительно необходимо удалить. Для этого испаритель помещают в специальный смывочный раствор на 30-60 С, затем промывают горячей водой. Смывочный раствор готовят по одной из следующих рецептур:
- смывка АФТ-1 – 4 мас. Чч.;
- фосфорная кислота – 1 мас. ч.;
- растворитель РДР – 4 мас. ч.;
- фосфорная кислота – 1 мас. ч.
Места сварки необходимо очистить от загрязнений и от оксидной пленки алюминия, препятствующих хорошему сцеплению основного материала и припоя. Пленку окислов алюминия до пайки полностью устранить невозможна, так как алюминий на воздухе снова мгновенно окисляется. Однако вновь образующаяся после очистки пленка имеет меньшую и более равномерную толщину. Старые оксидные пленки можно удалять механическим и химическим способами. Механический способ заключается в тщательной очистке поверхности металлическими ручными щетками, которые сделаны из проволок нержавеющей стали диаметром не более 0,15 мм. Щетки из проволок обычной стали использовать нельзя.
Места коррозии обезжиривают (может попасть смазочное масло) и также очищают.
Большое значение имеет тщательность обработки присадочного материала, особенно если он составлен на основе алюминия. В присадочном материале может быть гораздо больше окислов алюминия, чем на месте пайки. Для уменьшения окислов алюминия при сварке надо пользоваться проволокой возможно большего диаметра (уменьшается площадь наружной поверхности).
При пайке испарителя можно применять флюс АФ-4А, имеющий следующий состав, %: хлористый литий – 14, хлористый калий – 50, хлористый натрий – 28, фтористый натрий – 8. Припои могут быть кадмиево-цинковыми, цинковыми или алюминиевыми. Наиболее широкое распространение получили припой 34А, эвтектический силумин и проволока А1.
Для пайки можно применять бензовоздушные и газовые горелки, работающие на пропане, бытовом газе и т.п. с поддувом атмосферного воздуха. Кислородно-ацетиленовое пламя для пайки непригодно.
Окончательная обработка места пайки. По окончании пайки остатки флюса надо немедленно и тщательно удалить, промыв места пайки сначала горячей водой с одновременным протиранием швов волосяной щетки, а затем 2%-ным раствором хромового ангидрида в течении 2-5 мин при температуре 60-80С.
Испаритель рекомендуется заменять в такой последовательности. Слить из кожуха мотор-компрессора масло, отпаять медную отсасывающую трубку мотор-компрессора от отсасывающей трубки испарителя в местах выхода из нее капиллярной трубки; отпаять капиллярную трубку от цеолитового патрона. Затем зачистить концы капиллярной и всасывающей трубок, отпаять осушительный цеолитовый патрон и отправить его на регенерацию.
Продуть агрегат сухим воздухом с помощью клапанных полумуфт (для этого к агрегату предварительно припаять трубку длиной 100-150 мм, на которой закрепить полумуфту) в течении 5-10 мин. Припаять отсасывающую трубку испарителя к отсасывающей трубке мотор-компрессора. Припаять новый или регенерированный цеолитовый патрон к патрубку конденсатора. Вставить капиллярную трубку в патрубок цеолитового патрона до упора в сетку, а затем вытянуть ее на 5-7 мм, после чего припаять.
3. Конструкторский раздел
3.1 Оборудование применяемое при ремонте испарителей бытовых холодильников
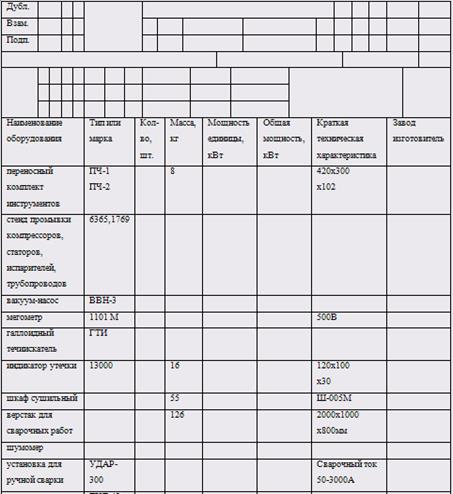
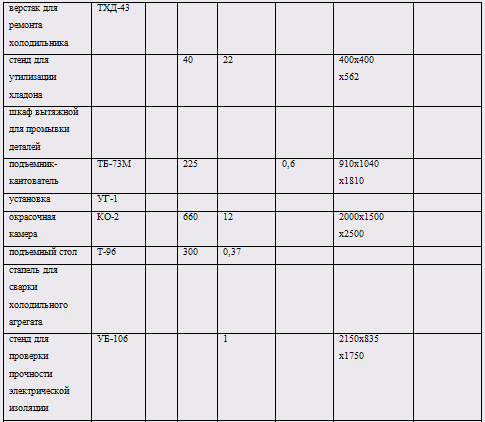
Для ремонта испарителей бытовых холодильников применяют следующее современное оборудование:
- переносный комплект инструментов ПЧ-1 и ПЧ-2;
- стенд промывки компрессоров, статоров, испарителей, трубопроводов;
- установка для промывки полостей испарителя;
- аппарат для проверки испарителей на проходимость;
- мегомметр;
- верстак для ремонта холодильника;
- течеискатель;
- вакуумный насос;
- шкаф вытяжной для промывки деталей;
- шкаф сушильный;
- верстак для сварочных работ;
- подъемник-кантователь ТБ-73М;
- подъемный стол с поворотным кругом;
- стапель для сварки холодильного агрегата;
- установка УГ – 1 для испытания холодильных агрегатов на герметичность;
- стенд для рихтовки холодильных аппаратов;
- камера разрядки холодильных аппаратов;
- комплект окрасочного оборудования: окрасочная камера КО-2, сушильная камера КС-1;
- установка для проверки прочности электрической изоляции;
- стенд для утилизации хладона;
- стенд для проверки прочности электрической изоляции УБ-106;
- определитель короткозамкнутых витков;
- термощуп;
- стенд СР-1;
- стенд для заполнения холодильных агрегатов хладагентом;
- переносная установка для реставрации алюминиевых испарителей;
- захват для крепления испарителя;
- стенд для испытания прочности электрической изоляции;
- шумомер;
Переносный комплект инструментовПЧ-2 предназначен для проверки и ремонта холодильников домашних условиях. Набор инструментов и приспособлений расположен в чемодане (рис. 8) из листового алюминия толщиной 1,5 мм. Габаритные размеры чемодана 420х300х120 мм, масса около 8 кг. Для компактности часть слесарного инструмента расположена в верхней крышке чемодана. В комплект входят: различные отвертки, торцовые ключи, выколотки, вороток, зубило, развертка, кернер, слесарный молоток., съемник подшипников, пассатижи, гаечные ключи, электропаяльник. В корпусе чемодана разрешен прибор, состоящий из вольтметра со шкалой до 250 B, амперметра на 10 А и пробника со щупами. Щупы включают в гнезда на приборе, при их замыкании загорается сигнальная лампочка. С помощью прибора можно измерять напряжение сети, потребляемый ток, определять обрыв электроцепи. В специальном отделении чемодана находится набор ручных метчиков, сверла различных диаметров, складной нож. В нижней части чемодана предусмотрено место для укладки запасных частей холодильников.
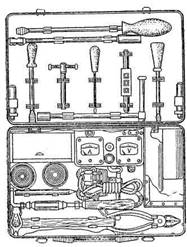
Рис. 8. Переносный комплект инструментов ПЧ-2
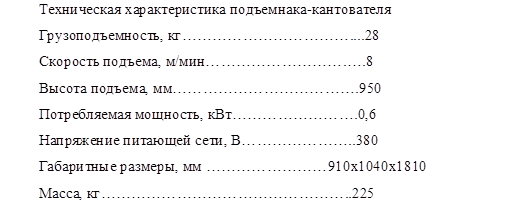
Мегомметр предназначен для измерения электрического сопротивления изоляции. Он (рис. 9, а) состоит из источника питания и измерительной системы. Источником тока в нем служит встроенный генератор постоянного тока, который приводится в действие от руки или электропривода. Если зажимы прибора Л и 3 подсоединить к точкам, между которыми необходимо измерить сопротивление изоляции Rиз , и вращать рукоятку 3, то через это сопротивление и катушки1 и 2, насаженные на общую ось и находящиеся в поле постоянного магнита, будут протекать токи. Под действием магнитного поля поворачиваются катушки. Угол отклонения указательной стрелки 4, связанной с подвижной частью прибора, зависит от силы тока в катушках и сопротивления изоляции. Шкала мегомметра отградуирована в мегомах и позволяет вести отсчет от 0 до 10 000 МОм. Мегомметры выпускаются на напряжение 500, 1000 и 2500 В.
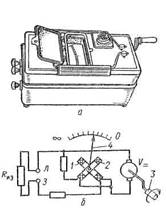
Рис. 9. Мегомметр: а - общий вид; б - электрически: схема; 1, 2 - катушки; 3 - рукоятка; 4 - стрелка; Л - линия; З - земля; Rиз – сопротивление изоляции
Подъемник-кантователь ТБ-73М предназначен для механизации подъема и установки холодильников в положение, удобное для ремонтных работ на предприятиях бытового обслуживания. С целью исключения возможности холодильника подъемник-кантователь (рис. 3 в Приложении Б) оснащен надежным захватом и улавливающим устройством, удерживающим подвижную систему при обрыве каната.
Подъемный стол с поворотным кругом предназначен для подъема и поворота ремонтируемого холодильника. Подъемный стол состоит из станины 9 (рис. 4 в Приложении Б), на которой установлены две колонки 8, винт 5, опора 3 с поворотным столом 2. Гайка 4, установленная на опоре 3, кинематически связана с винтом 5, который приводится во вращение от электродвигателя 6 через клиноременную передачу. Фиксатор 1 предназначен для фиксации поворотного стола в определенном положении. Холодильник устанавливают на поворотный стол 2, включают автоматический выключатель 7, нажимают кнопку Верх, и стол поднимается до необходимой высоты. При необходимости разворот холодильника опускают фиксатор 1 и стол вручную разворачивают относительно вертикальной оси. При достижении необходимого положения холодильника отпускают фиксатор, и поворотный стол 2 останавливается в нужном положении. После ремонта холодильника нажимают кнопку Вниз, и стиральная машина опускается.
Большой объем работ при ремонте холодильных агрегатов занимает отпайка, пайка и сварка трубопроводов холодильного агрегата (герметичное соединение мотор-компрессора, испарителя, конденсатора, капиллярной трубки и т.д.). Алюминиевые испарители в процессе ремонта паяют пропановыми и другими горелками.
Пайку и распайку деталей холодильного агрегата производят непосредственно на контейнере электрогрузовоза или на другом типе подвесного контейнера в специальных тележках. Детали холодильного агрегата сваривают на специальном приспособлении (рис. 10) . На поверхности стола 1, представляющего собой сварную конструкцию из угловой стали, имеются специальные контрольные штифты 2, облегчающие правильную установку частей холодильного агрегата перед сваркой. Сварку производят ацетилено-кислородным пламенем.
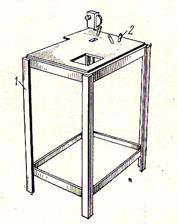
Рис. 10. Стапель для сварки холодильного агрегата: 1 – сварной стол; 2- контрольные штифты
Качество пайки и сварки холодильных агрегатов и их герметичность проверяют в специальных ваннах типа УГ-1 (рис.11) в водной среде при температуре 50-60С. Установка состоит из ванны 1, заполняемой водопроводной водой, механизма загрузки, на платформу 5 которого укладывают холодильный агрегат, и выносного шкафа с электроаппаратурой. Подъем и отпускание платформы осуществляют механизмом загрузки от электродвигателя 10 мощностью 0,6 кВт со скоростью 4м/мин. Горизонтальное перемещение платформы вместе с колонной осуществляется по направляющей рейке – ручное. Для проверки холодильных аппаратов на герметичность подключают шланг 3 от баллона 2 с азотом к зарядному штуцеру 4, а заполняют аппарат азотом и опускают его в ванну с водой. Включают освещение ванны и проверяют состояние сварных швов. Ванна освещается изнутри двумя герметичными светильниками с лампой мощностью 40-60 Вт, напряжением 36В.
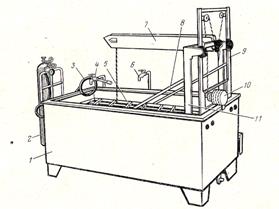
Рис. 11. Установка УГ – 1 для испытания холодильных агрегатов на герметичность: 1 – ванна; 2 – баллон с азотом; 3 - шланг; 4 – штуцер зарядный; 5 - платформа; 6 – труба водопроводная; 7 - колонна; 8 – рейки направляющие; 9 - стойка; 10 - электродвигатель; 11 – рама подвижная
Стенд для утилизации хладона предназначен для отбора хладона из герметичной системы холодильных агрегатов и очистки его от масла.
Стенд для рихтовки холодильных аппаратов (рис. 12) представляет собой вертикально расположенную стальную панель 5, установленную на металлической подвеске 3 из угловой стали. Наверху слева имеется окно 6 для испарителя. Наверху в середине установлен прижим 1 для крепления водородного бачка. В средней части панели имеются два откидных захвата для крепления абсорбера.
На панели стенда установлены контрольные шпильки 2 для проверки геометрических размеров холодильных аппаратов. Поворачивая рукоятки на откидных захватах, с помощью винтовых прижимов совмещают отверстия для крепления холодильного аппарата с контрольными шпильками.
Если отверстия не совмещаются, то рихтовку производят деревянной киянкой. После этого устанавливают холодильный аппарат на стенд, закрепляют верхним прижимом и двумя откидными захватами и вторично рихтуют аппарат.
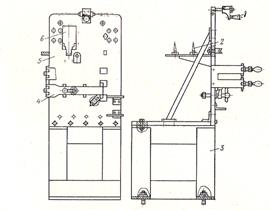
Рис. 12. Стенд для рихтовки холодильных аппаратов: 1 - прижим; 3 - шпильки контрольные; 3 - подставка; 4 – прижимы винтовые; 5 - панель; 6 – окно для испарителя
Камера разрядки холодильных аппаратов (рис. 13) представляет собой шкаф 7 сборной конструкции из листовой стали. Внутри шкафа установлена ванна 1, подключенная к водопроводной и канализационной сети. Камера разрядки оборудована мощной вытяжной вентиляцией с вытяжным окном и душевой рамой, которая включается во время разрядки холодильного аппарата, предотвращая распространение паров аммиака.
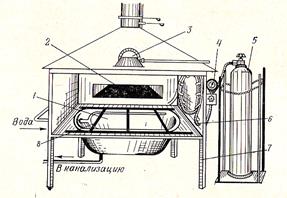
Рис. 13. Камера разрядки холодильных аппаратов: 1 – ванна; 2 – окно вытяжное; 3- электроосвещение камеры; 4 – манометр; 5 – баллон с азотом; 6 – шланг; 7 – шкаф; 8 – решетка
Установка для проверки прочности электрической изоляции. Установка представляет собой металлический шкаф, состоящий из двух секций 1 и 8 (рис. 14). В секции 1 устанавливают аппарат, в секции 8 размещен повышающий трансформатор 9 и элементы схемы автоматики. На передней стенке шкафа находится пульт 3 управления, на котором установлены вольтметр 2, сигнальные лампы 4, кнопки 6 управления, автоматический выключатель 5 и лабораторный автотрансформатор (ЛАТР) 7. Двери секции имеют автоматическую блокировку, отключающую высокое напряжение при открывании дверей. При испытании провода высокого напряжения подключают к одному из выводов обмотки электродвигателя и к корпусу стиральной машины. Для контроля напряжения служит вольтметр, включенный через понижающий трансформатор. При нормальном состоянии изоляции реле времени автоматически отключает высокое напряжение через 1 мин. При пробое изоляции токовое реле отключает высокое напряжение и загорается сигнальная лампа Пробой. Размеры установки 1600х1160х1000 мм.

Рис. 14. Установка для проверки прочности электрической изоляции: 1, 8 - секции шкафа; 2 - вольтметр; 3 - пульт управления; 4 - сигнальные лампы; 5 - автоматический выключатель; 6 - кнопки управления; 7 - ЛАТР; 9 – трансформатор
Стенд для проверки прочности электрической изоляции УБ-106 предназначен для проверки электрической прочности и измерения сопротивления изоляции бытовых машин и приборов. В комплект стенда входят: пробойная установка; камера, в которую устанавливают испытуемый объект, и тележка, используемая для транспортировки. Камера 1 (рис. 15) представляет собой щитовую сборную конструкцию. Внутри камеры находится полка, на которую устанавливают испытуемый прибор. На наружной боковой стенке камеры закреплена подставка для пробойной установки 3. Тележка 2 представляет собой сварную конструкцию из труб и угловой стали. В передней части имеются вилы для захвата стиральной машины, в задней части - опора, позволяющая устанавливать тележку в горизонтальное положение.
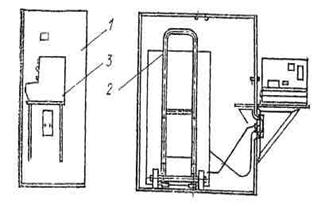
Рис. 15. Стенд типа УБ-106 для проверки прочности электрической изоляции: 1- камера; 2 - тележка; 3 - пробойная установка
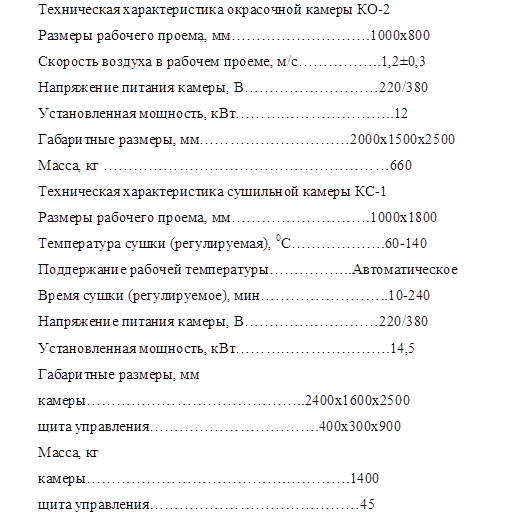
Комплект окрасочного оборудования. Комплекс предназначен для окраски и последующей сушки изделий бытовой техники па предприятиях бытового обслуживания населения. В состав комплекса входят окрасочная камера КО-2 и окрасочная камера КО-2 с вертикальным нижним отсосом воздуха и мокрым способом очистки воздуха от краски с применением вихревой системы воздухопромывания. Окраска изделии производится методом пневматического распыления спомощью ручного краскораспылителя Лакокрасочные материалы глифталевые, пентафталевые, алкидно-стирольные, мочевино- и меламиноформальдегидные, эпоксидные, фенольные. Сушильная камера КС-1 тупиковая, конвекционная с электрически подогревом воздуха.
Переносный стенд СХ-1 для проверки бытовых холодильников (рис. 16) предназначен для замера параметров качества бытовых холодильников в следующих пределах: потребляемая мощность – до 300Вт, потребляемый ток – до 2,5 А, коэффициент рабочего времени 0-1, температура в трех точках шкафа при температуре окружающего воздуха 5-35 С и относительная влажность 80%. Погрешность стенда не выше 2,5%, габаритные размеры 430*133*360мм, масса стенда 6кг.
Стенд сконструирован в виде переносного чемодана и состоит из корпуса и приборной панели. Внутри футляра расположены: выпрямитель, реле тока, усилитель, мультивибратор, измерительный мост и коммутационная аппаратура.
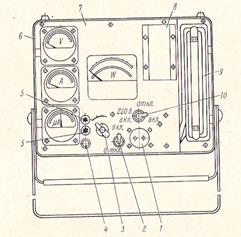
Рис. 16. Переносный стенд СХ-1 для проверки бытовых холодильников: 1 - розетка штепсельная; 2 – тумблер для включения мультивибраторов; 3 - переключатель термосопротивлений; 4 – кнопка; 5 – преохранители; 6 – корпус; 7 – панель приборная; 8 – счетчик импульсов; 9 – термосопротивление; 10 – тумблер для переключения питания
Определитель короткозамкнутых витков. Устройство предназначено для определения короткозамкнутых витков в электродвигателях, трансформаторах, дросселях, катушках и т. п. Принцип работы определителя короткозамкнутых витков заключается в том, что при внесении в его магнитное поле катушки, дросселя и других приборов с короткозамкнутыми витками изменяется коэффициент трансформации, на что указывает стрелочный индикатор (рис. 17). Прибор прост в эксплуатации и рекомендуется для использования на ремонтных предприятиях службы быта при проверке отремонтированных изделий бытовой техники и при входном контроле комплектующих изделий.
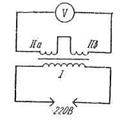
Рис. 17. Определитель короткозамкнутых витков
Термощуп. При испытании бытовых электроприборов и машин после произведенного ремонта часто возникает необходимость проверки температуры нагрева обмоток двигателя. Для этой цели удобно пользоваться переносным электрическим прибором термощупом с полупроводниковым термосопротивлением. Прибор позволяет измерять температуру в пределах 0-90 °С. Термощуп (рис. 18) состоит из щупа и измерительного прибора. Щуп с ручкой имеет длину около 400 мм. На конце щупа установлено полупроводниковое сопротивление ТШ-1. Измерительный прибор микроамперметр магнитоэлектрической системы М-24 установлен на лицевой стороне панели, рядом с прибором расположена кнопка для включения питания схемы. Прибор имеет две шкалы. При измерении температуры нагрева обмоток двигателя следует пользоваться черной шкалой, отградуированной в градусах Цельсия. При пользовании прибором не следует допускать загрязнения и попадания влаги в термосопротивление, а при замене батарей соблюдать полярность.
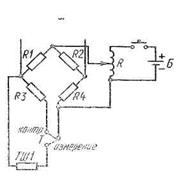
Рис. 18. Схема термощупа с полупроводниковым термосопротивлением: R1-R4 - сопротивления (резисторы) - величина подбирается при регулировке; Т – тумблер; К – кнопка; Б – элементы ФБС- 0,25 (2шт); ТШ1 – термосопротивление (терморезистор); М24 – микроамперметр; R – потенциометр сопротивлением 400-1000 Ом
Стенд СР-1. Малогабаритный стенд предназначен для ремонта холодильных агрегатов. С помощью стенда можно определить дефект и заполнить агрегат хладоном (фреонон) на дому, а также в передвижных и стационарных мастерских. Стенд обеспечивает проведение следующих операций: проверку мотор-компрессора агрегата на запуска-емость при пониженном напряжении, измерение потребляемого тока, подачу повышенного напряжения 250 В при напряжении в сети 220 ± ±5 В, запуск мотор-компрессора ремонтируемого агрегата без пускового реле, вакуумирование агрегата в пределах 29,5—39,2 кПа, заполнение агрегата хладоном, возможность контроля дозы хладона по давлению всасывания.
Корпус стенда выполнен из листового алюминия и разделен перегородкой на два отсека.
Стенд для заполнения холодильных агрегатов хладагентом. Стенд содержит ресивер, снабженный игольчатым поплавковым клапаном , состоящим из поплавка, иглы и направляющих . В верхнем положении поплавкового клапана игла перекрывает отверстие впускного трубопровода, в нижнем поплавок опирается на направляющие. Верхняя и нижняя части ресивера соединены при помощи трубопроводов и соответственно с верхней и нижней частями дозатора , расположенного ниже ресивера . Дозатор нижней частью соединен при помощи трубопровода с быстродействующим устройством для подключения к холодильному агрегату.
Переносная установка для реставрации алюминиевых испарителей состоит из сварочного трансформатора типа ТД-500, балластного устройства для регулирования силы тока при сварке, осциллятора, который подает ток высокой частоты на сварочный держатель и служит для упрощения процесса возбуждения дуги, повышения ее устойчивости. Осциллятор и сварочный держатель изготовляются отдельно. В ручке сварочного держателя установлен микровыключатель.
Захват для крепления испарителя холодильного агрегата устанавливается на необходимую высоту при помощи стопорного болта направляющей втулки. Испаритель помещается на нижнюю прижимную рамку /. Петля механизма крепления в испарителе надевается на крючок, жестко закрепленный на направляющей втулке. Верхняя прижимная рамка при опускании вниз рычага механизма крепления прижимает верхнюю стенку испарителя к нижней прижимной рамке.
Шумомер предназначен для замеров уровня шума работающего холодильника.

Рис. 19. Шумомер
Электронный течеискатель предназначен для поиска мест утечки хладона.

Рис. 20. Течеискатель
Вакуумный насос служит для ваккумирования холодильного агрегата перед заправкой его хладоном .

Рис. 21. Вакуумный насос
3.2 Рвзработка мероприятий для осушки масла
Осушка масла ХФ-12-16 является обязательной технологической операций, которую следует выполнять независимо от состояния масла, полученного от поставщика.
Принципиальная схема установки для осушки масла при помощи цеолита на рис.22Сырое масло заливают в бак 1, откуда при открытии вентиля В1 оно самотеком поступает в бак 7 через фильтр Ф. Когда бак 7 наполнится, находящееся в нем масло подогревают электронагревателем ЭН до температуры 60С. Температура в баке контролируют контактным термометром Тк, который включает в цепь электронагревателя.
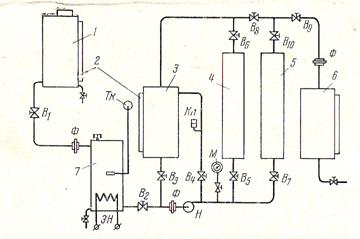
Рис.22.Схема установки для осушки масла цеолитами:
1 - бак для сырого масла; 2 – указатель уровня; 3 – промежуточный бак; 4 – адсорбер предварительной сушки; 6 – бак для сухого масла; 7 – бак для нагрева масла; ЭН – электронагреватель; Тк – контактный термометр; Н – насос; Ф – фильтр; В1-10 – вентили; Кп – предохранительный клапан; М - манометр
После подогрева масло перекачивают из бака 7 в бак 3 шестеренчатым насосом Н при открытых вентилях В2 и В4 (вентиль В3 закрыт). Заполнив бак 3, приступают к осушке масла. Для этого масло насосом в течении определенного времени прогоняют через адсорбер 4 предварительной осушки. Циркуляция масла баком 3 и адсорбером 4 происходит при открытых вентилях В3, В5 и В6. По окончании предварительной осушки масло направляют в адсорбер 5, для чего вентили В5 и В6 закрывают и открывают вентили В7, В8 и В9. Прокачав масло через адсорбер 5, открывают вентиль В9 (вентиль В8 закрывают) и всю порцию осушенного масла перекачивают насосом в бак 6, откуда оно по закрытой системе трубопроводов поступает в стенд заполнения компрессора. Заполнение всех баков маслом контролируют по указателям 3 уровня; манометр М служит для контроля за давлением масла. Для снижения давления в установке имеется предохранительный клапан Кп.
Цеолит, находящийся в адсорберах, периодически заменяют или обезжиривают и регенерируют. Производительность шестеренчатого насоса (в 3 м/с определяют по формуле:
Q = pDo (Dн - Dо) bnhv,
где Do и Dн – диамерты шестерен – делительной и наружной , м;
b – ширина шестерни, м; n – частота вращения шестерен в с-1 ;
hv– объемный КПД; для насосов он равен 0,75-0,9.
Диаметр трубопровода (в мм) на линии нагнетания:
![]()
где Q – количество масла, протекающего по трубопроводу, л/мин;
v – средняя скорость течения масла в трубопроводе, м/с (для всасывающих трубопроводов рекомендуется скорость 0,5 – 1,5 м/с, а для нагнетательных – 3-5 м/с ).
Обеспечение ламинарного потока жидкости в трубопроводе проверяют по соотношению Рейнольдса:
![]()
где - плотность жидкости, приблизительно равная 900 кг/м3.
Диаметр трубопровода на линии всасывания рекомендуется принимать в два раза больше, чем на напорной линии. Высоту всасывания следует ограничивать до 500 мм. Потери давления в трубопроводах стенда следующие:
![]()
где l - коэффициент сопротивления в трубе;
L – общая расчетная длина трубопровода, м;
d – внутренний диаметр трубопровода, м;
g – ускорение силы тяжести, равное 9,8 м/с2.
Также сушку масла можно произвести с помощью азота. И принципиальная схема установки для осушки масла сухим азотом приведена на рис. 23.
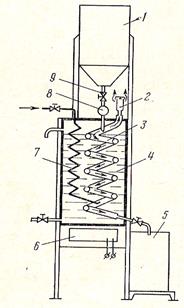
Рис. 23. Принципиальная схема установки для осушки масла азотом:
1 – бак для сырого масла; 2 – клапан; 3 и 7 – змеевики; 4 – бак водяной; 5 – бак для сухого масла; 6 – электронагреватель; 8 – окно смотровое; 9 – вентиль
Сырое масло заливают в бак 1, откуда оно самотеком поступает в змеевик 3. Скорость поступления масла в змеевик регулируют вентилем 9 и контролируют через смотровое окно 8. Змеевик находится в баке 4, наполненной водой. Вместе со змеевиком 3 для масла в воду погружен также змеевик 7, через который поступает сухой азот из змеевика 3, поэтому азот идет противотоком через масло, стекающее по змеевику в бак 5.
Воду в баке подогревает электронагреватель 6 до температуры75-80С для лучшего испарения влаги, содержащийся в масле, и уноса ее нагретым азотом в атмосферу через клапан 2. Температуру воды контролируют термометром.
Заключение
Из года в год холодильники совершенствовались и до сих пор еще появляются новые модели с более усовершенствованными технологиями. Бытовые холодильники предназначены для хранения скоропортящихся пищевых продуктов в охлажденном или замороженном состоянии. Холодильник представляет собой шкаф, внутри которого находится холодильная камера с полками для пищевых продуктов. В машинном отсеке шкафа расположен холодильный агрегат.
Отечественная промышленность выпускает холодильники различных конструкций, которые классифицируются по различным признакам. В основном, в соответствии с ГОСТом холодильники подразделяются на следующие типы:
- по способу охлаждения;
- по назначению;
- по способу установки;
- по степени комфортности;
- по условиям эксплуатации;
И у всех этих холодильников высокое качество сборки и они очень удобны в эксплуатации. И необходимо, чтоб была усовершенствована и технология ремонта холодильников, так как без какого-либо прибора нельзя найти или устранить поломку, и усовершенствованы сами приборы, так как совершенствуется технология производства.
И также необходимо, чтобы организация приемки, выполнение ремонта и выдача холодильников и вообще, в целом бытовой техники должны обеспечивать максимальные удобства для заказчиков и минимальную затрату их времени.
Библиографический список
1. Технология и оборудование предприятий ремонта бытовой техники: практикум. В 2 ч. Ч.1 / составили С.Н. Алехин, Г.М. Блатман. – Шахты: Изд-во ЮРГУЭС, 2007. – 50с.
2. Лепаев Д.А. Ремонт бытовых холодильников: Справочник. – 2-е изд., перераб. и доп. – Легпромбытиздат, 1989.-304с.: ил.
3. Оборудование и технология ремонта бытовой техники: Учеб. пособие для студентов вузов / Болгов И.В., Набережных А.И., Фишман Б.Е., Баринов В.В. – М.: Легкая индустрия, 1978. 311 с., ил.
4. Ремонт и обслуживание бытовых машин и приборов: Учеб. пособие для нач. проф. образования / С.П. Петросов, В.А. Смоляниченко, В.В. Левкин и др. – М.: Издательство центр Академия, 2003. – 320 с.
5. Болгов И. В., Остроумов В. П. Технология ремонта оборудования предприятий бытового обслуживания. М.: Легкая индустрия, 1972, 368с.
6. Диагностика и сервис бытовых машин и приборов: Учебник для сред. проф. образования / С.П. Петросов, С.Н. Алехин, А.В. Кожемяченко и др. – М.: Издательский центр Академия, 2003. – 320 с.
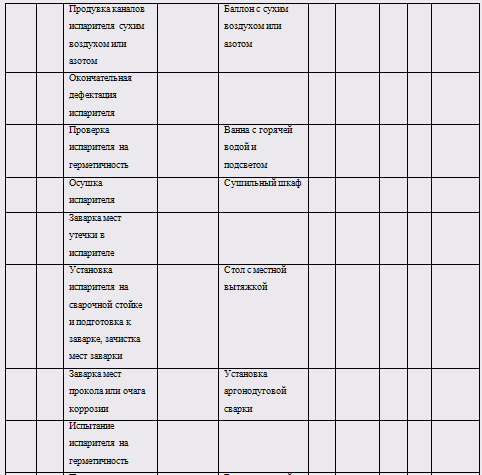
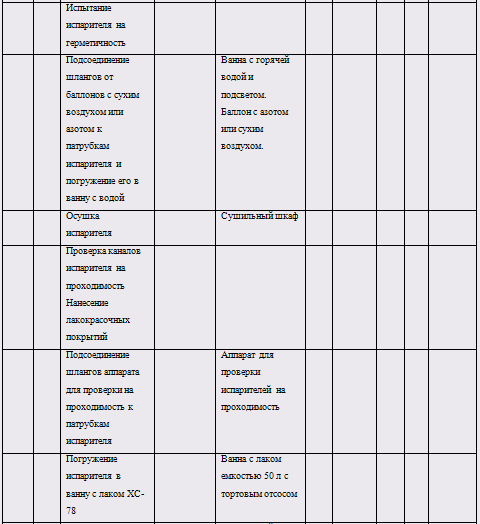
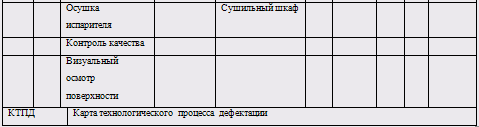
Приложение А – Технологические карты

Приложение Б – Графическая часть
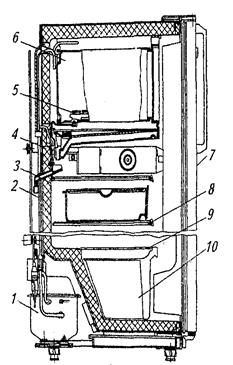
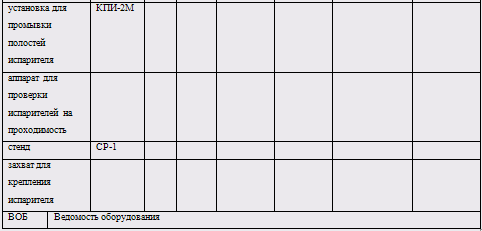
Рис. 1. Холодильник Минск-25 в разрезе:
1 – холодильный агрегат; 2 – наружный шкаф; 3 – внутренняя камера; 4 – теплоизоляция; 5 – форма для льда; 6 – испаритель; 7 – дверь; 8 – полка металлическая; 9 – полка-стекло; 10 – сосуд для овощей и фруктов
Рис. 2. Прибор полуавтоматического управления оттаиванием ТО-11:
1 – термочувствительная система; 2 - винт; 3 - колодка; 4 – винт настройки; 5 – пружина настройки точки срабатывания; 6 - кнопка; 7 - гайка; 8 - кожух; 9 – двуплечий рычаг; 10 – рычаг; 11 – опрокидывающаяся пружина; 12 – ось; 13 - корпус; 14 – рычаг резкого размыкания контактов
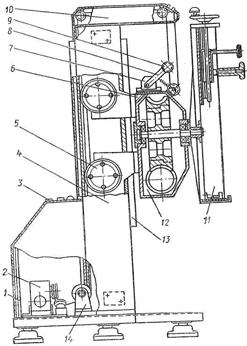
Рис. 3. Подъемник-кантователь для ремонта холодильников: 1 – основание; 2 – электропривод; 3 – электрооборудование; 4 – колонна; 5 – тележка; 6 – собачка; 7 – улавливающее устройство; 8 – рычаг; 9 – рейка; 10,14 – кронштейны; 11 - приспособление; 12 – редуктор; 13 - рейка
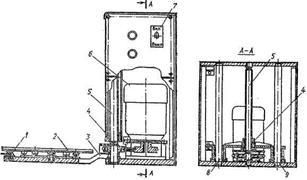
Рис. 4. Подъемный стол с поворотным кругом: 1 - фиксатор; 2 - поворотный стол; 3 - опора; 4 - гайка; 5 - винт; 6 - электродвигатель; 7 - автоматический выключатель; 8 - колонка; 9 - станина