Технологическая операция Последовательный параллельный и последовательно параллельный способы выполнения
СОДЕРЖАНИЕ: Содержание Введение 1.Теоретический вопрос. Технологическая операция. Последовательный, параллельный и последовательно-параллельный способы выполнения операцийСодержание
Введение
1.Теоретический вопрос. Технологическая операция. Последовательный, параллельный и последовательно-параллельный способы выполнения операций
2.Задача 1
3.Задача 2
4.Задача 3
5.Задача 4
Выводы
Список использованных источников
Введение
Сформировавшись в самостоятельную науку в конце ХVIII века , технологии быстро выросла из прикладной в обширную фундаментальную науку, опирающуюся в своем развитии на достижение ряда естественных и технических наук. Огромное влияние на общение и совершенствования технологии как науки и резкое повышение ее роли в общественном производстве оказало современная научно - техническая революция.
Классический марксизм придавал большое значение изучению роли техники в развитии общества, рассматривая ее познание как основу познания производительных сил и постижения социальных явлений. Именно это обстоятельство имел в виду К. Маркс, когда писал: «Технология вскрывает активное отношение человека к природе , непосредственный процесс производства его жизни, а вместе тем и его общественных деловой жизни и проистекающих из них духовных представлений». [1]
Если, с одной стороны, техника и технология формируются в полном соответствии с законами объективного мира, как его часть, то с другой стороны, в них запечатлевается также и вся «субъективность» человеческой деятельности (цели, опыт, науки, принципы, организации и разделения труда).
Цель контрольной работы – ознакомиться с теоретическим материалом предмета «Системы технологий» и приобрести практические навыки в решении задач данной дисциплины.
1. Теоретический вопрос
Технологическая операция. Последовательный, параллельный и последовательно–параллельный способы выполнения операций.
Технологическим процессом называют последовательный набор операций, в ходе, которого из сырья получают промежуточную или готовую продукцию с определенными свойствами.
Технологический процесс имеет сложную структуру. Его составляющими является операции, каждую из которых рассматривают как отдельный технологический процесс.
Технологической операций называют законченную часть технологического процесса, которую выполняют на одном месте труда (работы) одним или несколькими работниками над одним или несколькими объектами, которые одновременно обрабатываются.
Объектом могут быть глина, руда, свекла, волокно, ткань, заготовки. То есть сырье.
Во время обработки заготовки на токарном станке операция заточки охватывает все действия работника (токаря) и движения узлов станка, которые выполняются в процессе обработки поверхности заготовки до момента съема её со станка и перехода к обработке другой заготовки. Некоторые трудоёмкие операции выполняют группа работников. Название операций происходят от способа обработки объекта. Например, во время механической обработки заготовок, резаньем операции называют так: заточка, сверление, нарезка и др.
Если же объектом обработки является минеральное сырье, например, руда, то дробление руды является операцией.
По операциям определяют трудоемкость технологического процесса, потребность в исполнителях, инструментах, оборудовании и др.
Технологические операции разделяются на отдельные составляющие. Наиполный набор составляющих имеют технологические операции резанье, к которым относится заточка. Во время изготовления детали резаньем на токарном станке составляющими операции заточки являются выставлением, технологический и дополнительный переходы.
Операция производственная — обособленная и законченная часть (элемент) трудового процесса, выполняемая одним или группой исполнителей на одном рабочем месте при неизменном предмете труда. По отношению к предмету труда или назначению Операция производственная классифицируются на: технологические — выполнение которых изменяет качественное состояние, форму, размеры или расположение в пространстве предмета труда; транспортные —связанные с перемещением предмета труда в заданном направлении; обслуживающие — направленные на обеспечивание необходимых условий для нормального хода производственного процесса и безопасности людей; контрольно-учетные — для установления соответствия свойств предметов труда заданным требованиям, приемки (сдачи) работ или продукции; по хранению — выполняемые в период образования запасов предмета труда на промежуточных или конкретных складах. По степени механизации и автоматизации производственного процесса или участия в нем рабочего Операции производственные делятся на ручные, ручные механизированные, машинно-ручные, машинные, автоматизированные и аппаратурные. Различают операции по связи с производством (основные, вспомогательные и обслуживающие), по месту исполнения, применяемым машинам и другим признакам. Классификация Операция производственная позволяет решать вопросы совершенствования производственного процесса, создания машин и оборудования, способствующих сокращению производственного цикла. Количество операций, без осуществления которых невозможно превращать предметы труда в готовую продукцию, должно быть минимальным. Операции группируются в комплексы или фазы — их совокупность, обособленную составом применяемого оборудования, содержанием выполняемой работы или местом ее исполнения. При изучении и проектировании операции расчленяют: в трудовом отношении — на приемы, трудовые действия и движения; в технологическом — на переходы и проходы. Прием (трудовой) — это законченная совокупность трудовых действий исполнителя, характеризующаяся непрерывным выполнением и целевой направленностью, неизменным предметом труда. Это четко обозначенная часть Операция производственная. При более углубленном изучении способов выполнения отдельных приемов их расчленяют не только на трудовые действия, но и на трудовые движения. Трудовое движение — однократное перемещение исполнителя, его корпуса, головы, ног, рук или пальцев в процессе трудовой деятельности (один поворот рукоятки управления, один шаг, взяться за деталь и т.п.). Трудовое действие — совокупность трудовых движений, выполняемых без перерыва для осуществления части приема. Переход (технологический) —часть производственной операции, выполняемая над одной или одновременно несколькими поверхностями одним или одновременно несколькими инструментами без изменения режима работы (настройки) оборудования, технологии и объема работ. Переходы расчленяются на проходы —покоряющиеся части перехода, например снятие слоя металла (материала) с обрабатываемой поверхности. Степень расчленения Операции производственной на элементы зависит от конкретных задач и требуемой точности изучения затрат рабочего времени.
По способу выполнения технологических операций различают – параллельный, последовательный и параллельно-последовательный способ выполнения операций. (Рис. 1)
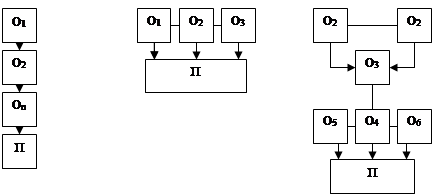
а) б) в)
Рис. 1 Способы выполнения операций.
а) последовательный;
б) параллельный;
в) последовательно- параллельный.
Из представленного рисунка (Рис. 1) видно отличие последовательного (Рис.1,а) и параллельного (Рис.1,б) способов выполнения операций, а присоединение последовательного и параллельного способа выполнения операций получаем последовательно-параллельный способ выполнения операций.
Пример последовательного способа выполнения операций – конвейер по сборке автомобиля; параллельного – измельчение и засыпка в доменную печь руды и других составляющих и получении общего продукта; последовательно – параллельный – подготовка деталей для сборки двигателя автомобиля – параллельный, сборка двигателя – последовательный и др.
2.Задача 1
Стратегической программой развития предприятия намечено производство нового вида продукции. С этой целью был объявлен конкурс вариантов внедрения новой технологии. Ограничивающим условием являлся максимальный размер капитальных вложений (сумма собственных и заемных средств). Были представлены два варианта проекта внедрения технологической линии по производству новой продукции. На основании приведенных в проектах данных:
1. рассчитать общие и приведенные затраты по каждому из вариантов внедрения нового технологического процесса;
2. определить критическую программу выпуска, при которой затраты по каждому из вариантов равны, и проиллюстрировать решение графически:
3. проанализировать полученные результаты расчета и выбрать оптимальный вариант внедрения технологической линии, если емкость рынка составляет 240.
Таблица 1
Исходные данные к задаче 1
| Вариант контрольной работы № | |||||
№ п/п |
Наименование показателя |
Един. измер. |
Условн. обозн. |
Проект 1 |
Проект 2 |
1 |
Годовая производительность технологической линии |
тыс. ед. |
D |
620 |
380 |
2 |
Общий объем капитальных затрат |
тыс. грн. |
K |
460 |
760 |
3 |
Нормативный срок окупаемости затрат | лет |
T |
4 |
4 |
| Технологическая себестоимость | |||||
| 4 | Условно постоянные расходы, мес | тыс. грн. | C | 140 | 136 |
5 |
Переменные расходы на еденицу продукции | грн. |
V |
3.35 |
0.81 |
Решение:
1. Суммарные годовые затраты по каждому проекту вычисляются согласно формуле (1.1)
![]() (1.1)
(1.1)
где ![]() - условно постоянные расходы месяца;
- условно постоянные расходы месяца;
![]() - переменные расходы на единицу продукции;
- переменные расходы на единицу продукции;
![]() - годовой выпуск продукции;
- годовой выпуск продукции;
![]() - объем капитальных вложений;
- объем капитальных вложений;
![]() - суммарные годовые (общие затраты) по каждому из проектов;
- суммарные годовые (общие затраты) по каждому из проектов;
![]() - нормативный коэффициент экономической эффективности капитальных вложений; который в свою очередь равен (1.2.):
- нормативный коэффициент экономической эффективности капитальных вложений; который в свою очередь равен (1.2.):
![]() (1.2)
(1.2)
где ![]() -нормативный срок окупаемости капитальных затрат:
-нормативный срок окупаемости капитальных затрат:
Согласно (1.2) ![]() ;
;
По первому проекту (согласно ф. (1.1)):
Z1 =12*140*103 +620*103 *3.35+0.25*460*103 =
=103 *(12*140+620*3.35+0.25*460)=
=103 (1680+2077+115)=3872 тыс. грн.
По второму проекту (согласно ф. (1.1)):
Z2 =12*136*10+380*10*0.81+0.25*760*10=
=10*(12*136+380*0.81+0.25*760)=
=10*(1632+307.8+190)=2129,8 тыс. грн.
Лучшим считается вариант проекта № 2, т. к. имеет меньше затраты.
2.Определим критическую программу выпуска при которой затраты по каждому из проектов равны (1.3).
![]() (1.3)
(1.3)
где ![]() ,
, ![]() - условно постоянные расходы соответственно по первому и второму проектам;
- условно постоянные расходы соответственно по первому и второму проектам;
![]() ,
,![]() - переменные расходы на единицу продукции, по первому и второму проектам соответственно:
- переменные расходы на единицу продукции, по первому и второму проектам соответственно:
Отсюда:
![]() =
=![]() ед. продукции.
ед. продукции.
Посчитаем общие затраты на производство при ![]() =1575 ед. для проекта 1:
=1575 ед. для проекта 1:
Z1 кр =12*140*103 +1575*3,35+0,25*460*103 =
=103 *(12*140+1,575*3,35+0,25*460)=
=103 *(1680+5,28+115)=1820 тыс. грн..
для проэкта 2:
Z2 кр =12*136*103 +1575*0,81+0,25*760*10=
=10*(1632+1,27+190)=1820*10=1820 тыс. грн..
3.Проанализируемполученныерезультатырасчета при D=240 тыс. ед., для двух проектов.
Можно проанализировать графически и аналитически:
Графически:
проект №1: D1 =240 тыс. ед.; Z1 =2610 тыс. ед.
проект №2: D2 =240 тыс. ед.; Z2 =2000 тыс. ед.
Аналитически:
Z1 =12*140*103 +240*3,35*103 +0,25*460*103 =
=103 *(1680+804+115)=2599 тыс. грн.
Z2 =12*136*103 +240*0,81*103 +0,25*760*103 =
=103 *(1632+194,4+190)=2016,4 тыс. грн.
Результат графическиханалитических исследований почти совпадают.
3.Задача 2
Используя приведенные данные, рассчитать:
1. промышленные запасы шахтного поля, имеющего форму правильного прямоугольника;
2. производственную мощность шахты:
3. срок службы шахты.
Таблица 2.
Исходные данные к задаче 2.
| Вариант контрольной работы № | ||||
№ п/п |
Наименование показателя |
Един, измер. | Уcловн. обозн. | Значение |
| Размеры шахтного поля | ||||
| 1 | По простиранию | км | S | 15.5 |
| 2 | По падению | км | Н | 6.7 |
| 3 | Средняя плотность полезного ископаемого | т/м3 | G | 1.252 |
| 4 | Коэффициент извлечения угля | С | 1.25 | |
6 |
Мощность рабочих пластов |
М |
m1 | 0.96 |
| m2 | 0.8 | |||
| m3 | 1.2 | |||
| m4 | 1.5 | |||
| m5 | 1.58 | |||
7 |
Длина лавы по пластам |
М |
L1 | 230 |
| L2 | 220 | |||
| L3 | 252 | |||
| L4 | 170 | |||
| L5 | 150 | |||
8 |
Подвигание лавы за месяц по пластам |
м. мес |
l 1 | 120 |
| l 2 | 150 | |||
| l 3 | 86 | |||
| l 4 | 113 | |||
| l 5 | 129 | |||
Решение:
Промышленные запасы шахтного поля, имеющего форму правильного прямоугольника, можно ориентировочно посчитать по формуле:
![]() (2.1)
(2.1)
где SиH- размеры шахтного поля соответственно по простиранию и падению, м;
![]() - суммарная мощность рабочих пластов, м;
- суммарная мощность рабочих пластов, м;
G- средняя плотность полезного ископаемого, т/м3;
C- коэффициент извлечения угля.
Находим промышленные запасы шахтного поля, имеющего форму правильного прямоугольника из (2.2.)
Z=15.5*103 *6.7*103 *(0.96+0.8+1.2+1.5+1.58)*1.252*1.25=
=103.85*103 *6.7*10*6.04*1.252*1.25=981.6525*106 =9816525*102 Т
Производственная мощность шахты А – максимально возможная в реальных условиях добыча полезного ископаемого установленного качества в единицу времени (год), определяемая исходя из целевого производства в рассмотренном периоде на основе наиболее полного использования оборудования, рационального
режима работы, эффективной технологии и организации производства при соблюдении требований безопасности и правил технической эксплуатации.
В нашем случае:
![]() (2.2
(2.2
где ![]() - мощность рабочих пластов;
- мощность рабочих пластов;
![]() - месячное подвигание , за месяц по пластам;
- месячное подвигание , за месяц по пластам;
![]() - длина лавы по пластам.
- длина лавы по пластам.
Отсюда
А=12*1,252*(0,96*230*120+0,8*220*150+1,2*252*86+1,5*170*113*1,58*150*129)=15,024*138290,4=2077674,9 т/год
Срок службы Т предприятия – время в течение которого будут извлекаться промышленные запасы:
![]() , лет (2.3),
, лет (2.3),
Соответственно:
![]() года
года
Т. е. предприятие сможет добывать при такой мощности добычи, почти 500 лет.
4.Задача 3
Определить и проанализировать уровень прогрессивности технологии на трех предприятиях одной отрасли, для чего:
1. определить структуру стадий технологических процессов по трудоемкости и долю продукции, изготовленной с помощью новых технологических процессов за соответствующие периоды;
2. определить интегральный уровень прогрессивности технологии и динамику его изменения;
3. сделать выводы.
Исходные данные:
Весомость отдельных показателей составляет:
- коэффициент значимости металлаqвм =0,42
- доля подготовительной стадии технологии qзс =0,38
- доля продукции, изготовленной по новой технологии qнт =0,2
| Номер варианта № | ||||||||||||||
| Показатель | ЗАО Заря | АО | Прима | ЗАОПрогресс | ||||||||||
| 2003 год | 2004 год | 2003 год | 2004 год | 2003 год | 2004 год | |||||||||
| Трудоемкость годовой программы изделий по стадиям | технологии, тыс. нормо-часов | |||||||||||||
| заготовительная | 2572 | 2658 | 2926 | 2252 | 1554 | 1654 | ||||||||
| механообработка | 4272 | 4358 | 3926 | 3252 | 2554 | 2654 | ||||||||
| сборка | 1872 | 1958 | 1926 | 1652 | 1344 | 1454 | ||||||||
| ИТОГО | ||||||||||||||
| Трудоемкость продукции, изготовленных с помощью новых технологий, тыс. нормо-часов | ||||||||||||||
| 1526 | 2000 | 2000 | 2000 | 1922 | 1948 | |||||||||
| Коэффициент использования металла kвм | ||||||||||||||
| 0,54 | 0,58 | 0,62 | 0,65 | 0,7 | 0,71 | |||||||||
Решение:
Структура стадий технологических процессов по трудоемкости и доля продукции, изготовленной с помощью новых технологических процессов, за соответствующие периоды определяется как отношение величины трудоемкости (в тыс.норма часов) к общей (итоговой) трудоемкости годовой программы выпуска изделий и выражается в процентах.
Интегральный уровень – коэффициент прогрессивности технологии определяется по формуле:
kпт =qвм *kвм +qзс *kзс +qнт *kнт (3.1),
где, qвм ,kвм - соответственно коэффициент значимости и значение коэффициента использования металла;
qзс ,kзс - соответственно коэффициент значимости и доля заготовительной стадии
технологии (в долях единицы);
qнт ,kнт - соответственно коэффициент значимости и доля продукции, изготовляемой по новой технологии (в долях единицы).
Результаты расчетов приведены в таблице 3.
Таблица 3.
Результаты расчетов задачи 3.
| ЗАО Заря | АОПрима | ЗАОПрогресс | ||||||
| 2003 год | 2004 год | 2003 год | 2004 год | 2003 год | 2004 год | |||
Трудоемкость годовой программы изделий по стадиям технологии, тыс. нормо-часов |
||||||||
| заготовительная | 2572 | 2658 | 2926 | 2252 | 1554 | 1654 | ||
| механообработка | 4272 | 4358 | 3926 | 3252 | 2554 | 2654 | ||
| сборка | 1872 | 1958 | 1926 | 1652 | 1344 | 1454 | ||
| итого | 8716 | 8974 | 8778 | 7156 | 5452 | 5762 | ||
| Трудоемкость продукции, изготовленных с помощью новых технологий, тыс. нормо-часов | 1526 | 2000 | 2000 | 2000 | 1922 | 1948 | ||
| Коэффициент использования металла kвм | 0,54 | 0,58 | 0,62 | 0,65 | 0,7 | 0,71 | ||
Коэффициент значимости металла qвм |
0,42 | 0,42 | 0,42 | 0,42 | 0,42 | 0,42 | ||
| Доля подготовительной стадии технологии qзс | 0,38 | 0,38 | 0,38 | 0,38 | 0,38 | 0,38 | ||
Доля продукции, изготовляемой по новой технологии qнт |
0,2 | 0,2 | 0,2 | 0,2 | 0,2 | 0,2 | ||
Коэффициент значимости продукции, изготовляемой по новой технологии kнт |
0,175 | 0,22 | 0,23 | 0,28 | 0,35 | 0,34 | ||
| Коэффициент значимости заготовительной стадии kзс | 0,29 | 0,296 | 0,33 | 0,31 | 0,285 | 0,287 | ||
| Интегральный уровень прогрессивной технологии, kинт | 0,375 | 0,394 | 0,436 | 0,446 | 0,46 | 0,479 | ||
Можно сделать следующие выводы:
За счет высоких коэффициентов использования металла и низкой трудоемкости продукции, изготовляемой с помощью новых технологий ЗАО «Прогресс» имеет самый высокий интегральный уровень прогрессивности технологий, для ЗАО «Прогресс» - немного снизился, а коэффициент значимости заготовительной стадии остался почти на том же уровне.
5.Задача 4
Мебельная фабрика приобрела новую технологическую линию для изготовления мягких уголков. Продолжительность изготовления одного изделия на технологической линии составляет t1 = 8 часов. Технологическая линия будет введен в эксплуатацию в начале IVквартала текущего года. Режим работы линии двухсменной (2*8). Посменна предусматривается изготовить Q=142 мягких уголков.
Рассчитать:
1. Производственную мощность технологической линии в IVквартале расчетного года;
2. Коэффициент использования производственной мощности новой технологической линии.
Решение:
Производственная мощность N как возможный объем производства продукции за соответствующий период при максимальном использовании существующего оборудование:
![]() (4.1)
(4.1)
где ![]() - количество рабочих смен;
- количество рабочих смен;
![]() - длительность смены;
- длительность смены;
![]() - длительность изготовления одного изделия;
- длительность изготовления одного изделия;
из формулы (4.1) определим:
![]() мягких уголка;
мягких уголка;
Тогда как, коэффициент использование производственной мощности Ким находится как отношения запланированного объема выпуска (или фактически достигнутого) Q к величины производственной (максимальному возможному объему выпуска продукции) мощности:
Ким
![]() (4.2)
(4.2)
Откуда:
Ким![]() или 93,4%
или 93,4%
Выводы
В процессе выполнение контрольной работы мы ознакомились с понятиями технологического процесса, технологической операции, параллельного и последовательного выполнения операции, технологической подготовки производства, а на примере задач разобрались с критической программой выпуска, при которой затраты по различным проектам равны, находить общие затраты по выпуску продукции, сроки службы предприятий (в нашем примере, шахты); определять структуру стадий технологических процессов по трудоемкости, интегральный уровень прогрессивной технологии; производственную мощность технологических линий и коэффициент использования производственной мощности и др.
Мы еще раз убедились на практике о серьезности и актуальности изучение курса «Системы технологий» и применение этих знаний на практике.
Список использованных источников
1.К. Маркс, Ф. Энгельс, Соч. т. 23, с. 383 – М, Наука, 1956г.
2.Технология важнейших отраслей промышленности. Под ред. А. М. Гинберга,
Б. Л. Хохлова – М, Высшая школа, 1985 – 496 с.
3.Збожна О. М. Основи технології; Навч. Посібник – Тернопіль; Карт – бланш, 2002 – 483с.
4.Кутепов А. В. и др. Общая химическая технология – М, Высшая школа, 1990 – 520 с.
5.Система технологий: Учебное пособия / Пособия под ред. П. Д. Дутко – Харьков, Бурун Книга, 2003 – 336 с.