Технологический процесс изготовления корпуса приспособления для крепления оправок с хвостовиком HSK-63
СОДЕРЖАНИЕ: Служебное назначение и условий работы детали. Стратегия разработки технологического процесса, методы получения заготовки и обработки поверхностей. Технологическое оснащение, проектирование станочного приспособления. Научные и патентные исследования.Министерство образования и науки Российской Федерации
Тольяттинский государственный университет
Механико-технологическое отделение
Кафедра «Технология машиностроения»
Дипломный проект
На тему:
Технологический процесс изготовления корпусаприспособления для крепления оправок с хвостовиком HSK-63 с применением вибрационного точения
Зав. Кафедрой Солдатов А.А.
Руководитель проекта Расторгуев Д.А.
Дипломант Константинова Е.Е.
ГруппаТМ-502
Тольятти
2007г.
УДК 621.9. .6
Константинова Е.Е. Кафедра «Технология машиностроения» ТГУ, Тольятти 2007 г. Дипломный проект на тему: «Технологический процесс изготовления патрона приспособления для крепления оправок с хвостовиком HSK-63 с применением вибрационного точения» Тольятти, 2007г. – с., ил. 10л. формата А1.
В дипломном проекте разработан технологический процесс изготовления детали – корпус, выбраны необходимые средства технологического оснащения, рассчитаны припуски на механическую обработку, спроектирована заготовка. Произведено нормирование технологического процесса, рассчитаны и спроектированы станочное и контрольное приспособления, а так же режущий инструмент. Проведены необходимые научные исследования.
Разработка технологического процесса и научная работа сопровождается экономическим расчётом, отражающим правильность выбора параметров технических решений. Так же обеспечены безопасность и экологичность данного проекта.
Содержание
Введение
1 Анализ исходных данных
1.1Анализ служебного назначения и условий работы детали
1.2 Систематизация поверхностей детали
1.3 Анализ технологичности
1.3.1 Технологичность заготовки
1.3.2 Технологичность общей конфигурации детали
1.3.3 Технологичность базирования и закрепления
1.3.4 Технологичность обрабатываемых поверхностей детали
1.4 Формулировка задач дипломного проектирования
2 Выбор стратегии разработки технологического процесса
3 Выбор метода получения заготовки и маршрутов обработки поверхностей
3.1 Выбор метода получения заготовки
3.2 Выбор маршрутов обработки поверхностей
4 Разработка технологического маршрута и схем базирования
4.1 Разработка технологического маршрута
4.2 Разработка схем базирования
5 Выбор средств технологического оснащения
5.1 Выбор оборудования
5.2 Выбор приспособлений
5.3 Выбор режущего инструмента
5.4 Выбор средств контроля
6 Разработка технологических операций
6.1 Определение режимов резания
6.2 Нормирование ТП
7 Расчет и проектирование станочного приспособления
7.1 Расчёт сил резания
7.2 Расчёт усилия зажима
7.3 Расчёт зажимного механизма патрона
7.4 Расчёт силового привода
7.5 Расчёт погрешности установки заготовки в приспособлении
8 Научные исследования
9 Патентные исследования
10 Проектирование механического участка
11 Безопасность и экологичность проекта
11.1 Описание рабочих мест, оборудования и выполняемых операций на производстве
11.2 Опасные вредные производственные факторы (ОВПФ) рассматриваемого производственного объекта
11.2.1 Опасность травмирования рабочих объектами производственного процесса
11.2.2 Возможность загрязнения воздушной среды производст-
венных помещений аэрозолями и токсичными веществами
11.2.3 Неблагоприятные параметры микроклимата рабочих мест и производственных помещений
11.2.4 Недостаточное естественное и искусственное освещение
11.2.5 Наличие заземления
11.2.6 Наличие вибраций и шума
11.3 Организационные, технические мероприятия по созданию безопасных условий труда
11.3.1 Расчет искусственного освещения
11.3.2 Расчет механической вентиляции
11.3.3 Определение категории помещения по пожаро- и взрывоопасности
11.4 Антропогенное воздействие объекта на окружающую среду и мероприятия по экологической безопасности
11.4.1 Возможность причинения ущерба окружающей среде выбросами в атмосферу
11.4.2 Загрязнение сточными водами
11.4.3 Возможность загрязнения окружающей среды твёрдыми промышленными отходами
11.4.4 Возможность акустического загрязнения окружающей среды
11.5 Безопасность в чрезвычайных и аварийных ситуациях
12 Экономическая эффективность проекта
Заключение
Литература
Приложения:
1) Маршрутная карта
2) Операционные карты
3) Спецификация на патрон
Введение
Основу технологической подготовки производства составляет разработка оптимального технологического процесса (ТП), позволяющего обеспечить выпуск заданного количества изделий заданного качества в установленные сроки с наименьшими затратами времени и ресурсов.
Важной частью разработки ТП обработки детали является разработка технологического маршрута, т.е. определение операций ТП и последовательности их выполнения.
Цель дипломного проектирования по технологии машиностроения – научится правильно применять теоретические знания, полученные в процессе учебы, использовать свой практический опыт работы на машиностроительных предприятиях для решения профессиональных технологических и конструкторских задач.
Задачей данного проекта является обеспечение выпуска детали «Корпус» заданного качества с наименьшими затратами и минимальной трудоемкостью изготовления путем разработки оптимального технологического маршрута её механической обработки, базирующегося на современных достижениях в области станкостроения и инструментального производства, а также провести научные исследования.
Для решения поставленных задач необходимы следующие мероприятия:
1. Расширение, углубление, систематизация и закрепление теоретических знаний, и применение их для проектирования прогрессивных технологических процессов сборки изделий и изготовления деталей, включая проектирование средств технологического оснащения;
2. Развитие и закрепление навыков ведения самостоятельной творческой инженерной работы;
3. Овладение методикой теоретико-экспериментальных исследований технологических процессов инструментального производства;
В дипломном проекте должна отображаться экономия затрат труда, материала, энергии. Решение этих вопросов возможно на основе наиболее полного использования возможностей прогрессивного технологического оборудования и оснастки, создания гибких технологий.
1 Анализ исходных данных
Задача раздела – на базе анализа технических требований к детали и годового объёма выпуска сформулировать задачи, которые необходимо решить в проекте для достижения цели, сформулированной во введении.
1.1 Анализ служебного назначения и условий работы детали
Деталь цанга VERS-GRIP (чертеж 06.М.15.46.15.01) цангового патрона, предназначена для базирования и закрепления валов-шестерён в процессе их механической обработки.
Лепестки цанги работают в условиях циклических знакопеременных нагрузках. Исполнительные поверхности цанги работают в условиях постоянного трения. Поэтому материал детали должен быть выбран с учётом того, что бы он мог подвергаться необходимой термической обработке. В то же время материал детали должен быть экономически целесообразен, т. е. иметь относительно низкую стоимость. Вышеуказанным требованиям удовлетворяет материал сталь 19ХГН по ТУ 14-1-2252-84, имеющая следующий химический состав: углерода С = 0,15…0,23 %, кремния Si = 0,1…0,2 %, марганца Mn = 0,8 … 1,0 %, хрома Cr» 1,0 %, никеля Ni = 0,7…1,0 %. После цементации и закалки в = 700 МПа, т = 530 МПа, HRC 59…63, обрабатываемость резанием до термообработки – хорошая, Кv = 1,0 [1]. Следовательно, в качестве материала детали выбираем сталь 19ХГН.
1.2 Систематизация поверхностей детали
Целью систематизации является выявление тех поверхностей, которые имеют определяющее значение для качественного выполнения деталью своего служебного назначения. Все поверхности детали на эскизе (рис. 1.1) нумеруем и систематизируем по их назначению. Исполнительные поверхности (И), выполняющие служебные функции. Основные конструкторские базы (ОКБ), определяющие положение цанги в узле. Вспомогательные конструкторские базы (ВКБ), определяющие положение присоединяемых деталей. Технологические базы (ТБ), служащие для ориентации заготовки в процессе механической обработки. Свободные поверхности (С), не сопрягающиеся с другими деталями. Систематизация поверхностей приведена в таблице 1.1.
Таблица 1.1
Систематизация поверхностей детали
| ОКБ | 1;13 |
| ВКБ | 6;15;17;20 |
| ИП | 16 |
| ТБ | 21;29 |
| С | Все остальные поверхности (см. рис 1.1) |
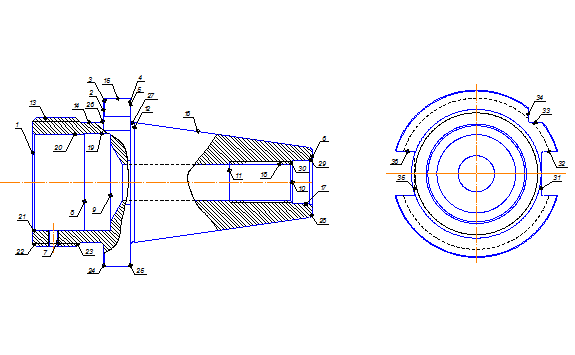
Рис. 1.1. Эскиз детали с нумерацией поверхностей.
1.3 Анализ технологичности
Анализ технологичности конструкции цанги будем проводить по следующим группам критериев (показателей):
· технологичность заготовки;
· технологичность общей конфигурации детали;
· технологичность базирования и закрепления;
· технологичность обрабатываемых поверхностей детали.
1.3.1 Технологичность заготовки
Заготовка для детали цанга изготовлена из стали 19ХГН ТУ 14-1-2252-84. Учитывая годовую программу выпуска, а так же то, что перепад диаметральных размеров не значительный, то возможно в качестве получения исходной заготовки целесообразнее принять нарезку из сортового проката [2]. Поэтому получение заготовки данным методом не вызывает значительных затруднений.
Возможно использование унифицированной заготовки (возможность использования одинаковых заготовок для групп деталей), что тоже в свою очередь повышает технологичность заготовки. Таким образом, с точки зрения получения заготовки, деталь можно считать технологичной.
1.3.2 Технологичность общей конфигурации детали
Рабочий чертеж цанги содержит необходимую графическую и техническую информацию для полного представления её конструкции. Указаны размеры с их отклонениями от номинала, проставлена требуемая шероховатость, большинство отклонений от правильных геометрических форм. Радиусы закруглений и фаски выполняются по ГОСТ 10948-64, форма и размеры канавок – по ГОСТ 8820-69. Такая унификация упростит обработку и контроль этих элементов цанги. Нетехнологично в данной детали отверстие диаметром 4,8 мм под углом 45 к горизонту выполненное на поверхности вращения и предназначенное для фиксации цанги в патроне посредствам штифта, а так же 16 отверстий диаметром 3,2 мм выполненных на поверхности вращения в начале прорезей цанги и предназначенные для врезания инструмента. Следовательно, для обработки этих отверстий необходимо применение инструментов с удлинением, а так же применение кондукторных втулок. Эти элементы определяются исходя из конструктивных соображений, и изменить их, по-видимому, затруднительно. В остальном деталь достаточно технологична, допускает применение высокопроизводительных режимов обработки, имеет хорошие базовые поверхности для первоначальных операций и довольно проста по конструкции. Все поверхности цанги доступны для контроля. Возможно применение простых средств технического оснащения. Таким образом, с точки зрения общей конфигурации детали, её можно считать технологичной.
![]() 1.3.3 Технологичность базирования и закрепления
1.3.3 Технологичность базирования и закрепления
Черновой базой для установки заготовки на 05 операции служит цилиндрическая поверхность и торец заготовки. В дальнейшем за базы могут быть приняты как наружные, так и внутренние цилиндрические поверхности. Кроме того, для повышения точности получаемых размеров подготавливаются искусственные технологические базы под вращающиеся центра. Так же для повышения точности получаемых размеров нужно придерживаться правила единства (совпадение измерительной и технологической базы) и постоянства баз (постоянство баз на всех операциях). Точность и шероховатость используемых баз обеспечит требуемую точность обработки. Таким образом, с точки зрения базирования и закрепления, деталь следует считать технологичной.
1.3.4 Технологичность обрабатываемых поверхностей
Для получения контура детали предполагается обработать все поверхности детали, т.к. заданные точность и шероховатость не позволяют получить их на заготовительных операциях. Всего обрабатывается 36 поверхностей разной конфигурации. То есть, даже при полной обработке число обрабатываемых поверхностей относительно невелико. Протяжённость обрабатываемых поверхностей небольшая. Точность и шероховатость рабочих поверхностей определяются условиями работы цанги. Поверхности различного назначения разделены, что облегчает их обработку. Таким образом, с точки зрения обрабатываемых поверхностей деталь следует считать технологичной.
Поскольку деталь «Цанга» отвечает требованиям технологичности по всем 4 группам критериев, можно сделать вывод о её достаточно высокой степени технологичности.
1.4 Формулировка задач дипломного проектирования
В результате анализа исходных данных можно сформулировать следующие задачи дипломного проектирования, решить которые необходимо для достижения цели работы, сформулированной во введении – обеспечить заданный выпуск деталей «Цанги» заданного качества с наименьшими затратами путём разработки технологического процесса (ТП) её механической обработки:
1) определить тип производства и выбрать стратегию разработки ТП;
2) выбрать оптимальный метод получения заготовки и маршруты обработки поверхностей;
3) разработать технологический маршрут, выбрать схемы базирования заготовки и составить план обработки;
4) выбрать средства технологического оснащения (СТО) оборудование, приспособления, режущие инструменты, средства контроля;
5) рассчитать припуски на обработку и спроектировать заготовку;
6) разработать технологические операции – определить их содержание, рассчитать режимы резания и нормы времени;
7) спроектировать станочное приспособление;
8) спроектировать контрольное приспособление;
9) спроектировать режущий инструмент;
10) исследовать автоколебания технологической системы на операции шлифование;
11) провести патентные исследования в данной области науки;
12) оценить безопасность и экологичность проекта;
13) оценить экономическую эффективность проекта;
Решению этих задач посвящены следующие разделы работы.
2 Выбор стратегии разработки ТП
Задача раздела – в зависимости от характеристики детали и годового объёма выпуска определить тип производства и на его базе выбрать оптимальную стратегию разработки технологического процесса – принципиальный поход к определению его составляющих (показателей ТП), способствующий обеспечению заданного выпуска деталей заданного качества с наименьшими затратами.
Тип производства – мелкосерийное – определен по таблице 2.1 [3] с учётом того, что годовой объём выпуска составляет 500 штук и масса детали до 8 кг. Согласно рекомендациям [3] [4] принимаем стратегию разработки ТП, которая приведена в таблице 2.1.
Таблица 2.1
Стратегия разработки ТП
| Показатель ТП. | Тип производства |
| мелкосерийное | |
| 1. Форма организации ТП | Групповая |
| 2. Повторяемость изделий | Периодическое повторение партий |
| 3. Унификация ТП | Преимущественное использование типовых ТП |
| 4. Вид стратегии разработки ТП | Последовательная, линейная, жесткая |
| 5. Заготовка | прокат, литьё в землю, свободная ковка |
| 6. Припуск на обработку | Незначительный плюс напуски |
| 7. Расчёт припусков | Укрупнённый по таблицам |
| 8. Оборудование | Универсальное |
| 9. Загрузка оборудования | Периодическая смена деталей на станках |
| 10. Коэфф-т закрепления операций | Свыше 1 до 40 |
| 11. Расстановка оборудования | По типам и размерам |
| 12. Настройка станков | По измерительным инструментам и приборам, работа по промерам |
| 13. Оснастка | Универсальная и специальная |
| 14. Подробность разработки | Операционные и маршрутные карты |
| 15. Расчёт режимов резания | По отраслевым нормативам и эмпирическим формулам. |
| 16. Нормирование | Детальное пооперационное. |
| 17. Квалификация рабочих | Различная |
| 18. Использование достижений науки | Значительное |
Принятой стратегией мы будем руководствоваться при разработке ТП, разделы 3 – 7.
3 Выбор метода получения заготовки и маршрутов обработки поверхностей
Задача раздела — выбрать методы получения заготовки и маршруты обработки поверхностей детали таким образом, чтобы обеспечить минимум суммарных затрат на получение заготовки и ее обработку.
3.1 Выбор метода получения заготовки
По таблице 3.2. [3] определяем, что для детали типа «Вал» простой сложности изготовленной из стали для мелкосерийного производства целесообразно применять следующие методы получения заготовок: литьё в землю и сортовой прокат. Квалитеты точности, обеспечиваемые каждым из методов, приведены в таблице 3.1 [3].
Для окончательного выбора метода получения заготовки выполним сравнительный экономический анализ характерных методов получения заготовки.
С учётом рекомендаций [5] [6] назначаем табличные припуски в соответствии с конкретным методом получения заготовки. Припуски на поверхности заготовки, полученной методом литья, назначаем в соответствии с ГОСТом 26645-85 [7]. Эскиз заготовки полученной методом литья в землю представлен на рисунке 3.1.
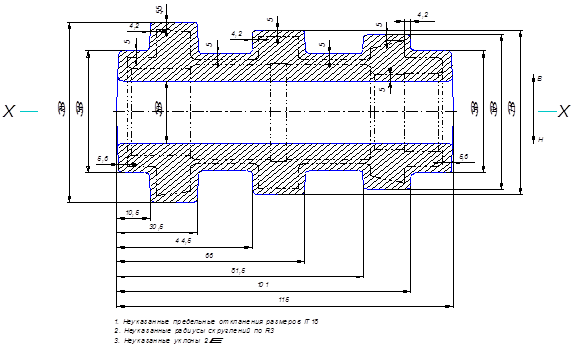
Рис. 3.1. Эскиз заготовки полученной методом литья в землю
Подсчитаем приблизительную массу заготовки, полученной методом литья в землю, разбив её на простые геометрические фигуры.
Таким образом:

где VЛЗ – объем заготовки, полученной литьём в землю.
Масса литой заготовки равна
![]() , (3.1)
, (3.1)
где mЛЗ – масса заготовки, полученной литьём в землю; с – плотность стали равная 7800 кг/м3 .
Припуски и напуски на поверхности заготовки, полученной методом резки из сортового проката, назначаем в соответствии с ГОСТом 2590-71 [8]. Эскиз заготовки полученной методом резки из сортового проката представлен на рисунке 3.2.
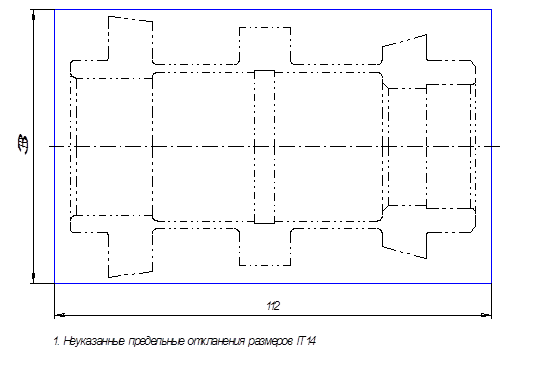
Рис. 3.2. Эскиз заготовки полученной методом резки из сортового проката
Подсчитаем приблизительную массу заготовки, полученной методом резки из сортового проката.
Таким образом:
![]() ,
,
где VСП – объем заготовки, полученной методом резки из сортового проката.
Масса заготовки равна
![]() , (3.2)
, (3.2)
где mСП – масса заготовки, полученной методом резки из сортового проката; с – плотность стали равная 7800 кг/м3 .
Подсчитаем приблизительную массу готовой детали, разбив её на простые геометрические фигуры.
Таким образом:

где VД – объем готовой детали.
Масса детали равна
![]() , (3.3)
, (3.3)
где mД – масса готовой детали; с – плотность стали равная 7800 кг/м3 .
Коэффициент использования материала для мелкосерийного производства должен быть равен не менее 0,5. Найдём данный коэффициент и проанализируем, насколько рационально используется материал.
![]()
![]()
![]() .
.
Проведём экономический анализ для двух данных методов получения заготовки.
Стоимость заготовки получаемой методом литья в землю рассчитывают по формуле [4]:
![]() (3.4)
(3.4)
где Сi – базовая стоимость одной тонны заготовок Сi = 171 у.е; kт , kс , kв , kм , kп – коэффициенты, зависящие от класса точности, группы сложности, массы, марки материала и объёма производства заготовок kт = 1, kс = 1, kв = 1, kм = = 1,93, kп = 1; Q – масса заготовки, кг; q – масса готовой детали, кг; Sотх – цена одной тонны отходов Sотх = 22,6 у.е.
![]()
Стоимость заготовки получаемой методом резки из сортового проката рассчитывают по формуле [4]:
![]() (3.5)
(3.5)
где М– затраты на материал заготовки, у.е; Со.з – технологическая себестоимость операций правки, калибрования прутков, разрезки их на штучные заготовки:
![]() (3.6)
(3.6)
где Сп.з – приведенные затраты на рабочем месте Сп.з = 211 у.е; Тшт(ш-к) – штучное или штучно-калькуляционное время выполнения заготовительной операции (правки, калибрования, резки и др.) Тшт(ш-к) = 1 мин.
Затраты на материал определяются по массе проката, требующегося на изготовление детали, и массе сдаваемой стружки. При этом необходимо учитывать стандартную длину прутков и отходы в результате не кратности длины заготовок этой стандартной длине:
![]() (3.7)
(3.7)
где Q – масса заготовки, кг; q – масса готовой детали, кг; S – цена 1 кг материала заготовки S = 0,171 у.е; Sотх – цена одной тонны отходов Sотх = 22,6 у.е.
Таким образом:
![]()
![]()
![]()
Экономический годовой эффект равен:
Ээ = (Sзаг1 – Sзаг2 )*N = (0,76 – 0,535)*500 = 113 у.е, (3.8)
где N – объём выпуска в год, шт; Sзаг1 , Sзаг2 – стоимость сопоставляемых заготовок, у.е.
На основе проведённого экономического расчета, а так же исходя из рационального применения материала, выбираем наиболее целесообразный метод получения заготовки. Таким является метод резки из сортового проката.
3.2 Выбор маршрутов обработки поверхностей
Методы обработки и их последовательность назначаем в соответствии с рекомендациями [3] [4], в зависимости от заданного квалитета точности и шероховатости поверхности. При выборе оптимального маршрута обработки отдают предпочтение варианту с наименьшим суммарным коэффициентом трудоёмкости. Наиболее предпочтительный маршрут обработки поверхностей данной детали представлен в таблице 3.1.
Таблица 3.1
Маршруты обработки поверхностей
| № поверхности | Квалитет точности |
Шероховатость Ra. | Маршрут обработки | Коэффициент трудоёмкости |
| 1 | 8 | 1,25 | Ф, Тч, ТО | 2,2 |
| 2 | 8 | 0,2 | Рч, ТО, Ш | 3,9 |
| 3 | 10 | 5 | Тч, ТО | 1,2 |
| 4 | 8 | 0,8 | Т, Тч, ТО, Ш | 3,1 |
| 5 | 10 | 5 | Тч, ТО | 1,2 |
| 6 | 10 | 5 | Т, Тч, ТО | 2,2 |
| 7 | 6 | 0,32 | Т, Тч, ТО, Ш, Шч | 4,3 |
| 8 | 10 | 5 | Т, Тч, Мд | 2,2 |
| 9 | 10 | 5 | Тч, Мд | 1,2 |
| 10 | 10 | 5 | Т, Тч, Мд | 2,2 |
| 11 | 10 | 5 | Тч, Мд | 1,2 |
| 12 | 10 | 5 | Т, Тч, Мд | 2,2 |
| 13 | 6 | 0,32 | Т, Тч, ТО, Ш, Шч | 4,3 |
| 14 | 10 | 5 | Т, Тч, Мд | 2,2 |
| 15 | 10 | 5 | Тч, Мд | 1,2 |
| 16 | 10 | 5 | Т, Тч, Мд | 2,2 |
| 17 | 10 | 5 | Тч, Мд | 1,2 |
| 18 | 10 | 5 | Т, Тч, Мд | 2,2 |
| 19 | 6 | 0,32 | Т, Тч, ТО, Ш, Шч | 4,3 |
| 20 | 10 | 5 | Т, Тч, ТО | 2,2 |
| 21 | 10 | 5 | Тч, ТО | 1,2 |
| 22 | 8 | 0,8 | Т, Тч, ТО, Ш | 3,1 |
| 23 | 10 | 5 | Тч, ТО | 1,2 |
| 24 | 7 | 0,2 | Рч, ТО, Ш | 3,9 |
| 25 | 8 | 1,25 | Ф, Тч, ТО | 2,2 |
| 26 | 10 | 5 | Ф, ТО | 1 |
| 27 | 6 | 0,32 | Р, Рч, ТО, Ш, Шч | 7,9 |
| 28 | 10 | 5 | Рч, Мд | 1,4 |
| 29 | 10 | 5 | Р, Рч, Мд | 2,4 |
| 30 | 10 | 5 | Р, Рч, Мд | 2,4 |
| 31 | 12 | 12,5 | С, Мд | 1,2 |
| 32 | 10 | 5 | Рч, Мд | 1,4 |
| 33 | 10 | 5 | Р, Рч, Мд | 2,4 |
| 34 | 10 | 5 | Рч, Мд | 1,4 |
| 35 | 10 | 5 | Р, Рч, Мд | 2,4 |
| 36 | 10 | 5 | Рч, ТО | 1,4 |
| 37 | 6 | 0,32 | Р, Рч, ТО, Ш, Шч | 7,9 |
| 38 | 10 | 5 | Р, Рч, ТО | 2,4 |
| 39 | 10 | 5 | Р, Рч, ТО | 2,4 |
| 40 | 10 | 6,3 | Ф, ТО | 1 |
| 41 | 10 | 5 | С, ТО | 1,2 |
| 42 | 10 | 5 | С, ТО | 1,2 |
| 43 | 10 | 5 | Ф, ТО | 1 |
| 44 | 10 | 5 | Ф, ТО | 1 |
| 45 | 10 | 5 | Ф, ТО | 1 |
| 46 | 10 | 6,3 | Ф, ТО | 1 |
| 47 | 12 | 12,5 | С, Мд | 1,2 |
| Суммарный коэффициент трудоёмкости | 105,1 | |||
В таблице 3.1 обозначено: Т – точение черновое; Тч – точение чистовое; ТО – термообработка (цементация, закалка и отпуск); Мд – меднение (покрытие поверхности медью); Ш – шлифование предварительное; Шч – шлифование чистовое; С – сверление; Р - растачивание черновое; Рч - растачивание чистовое; Ф – фрезерование.
4 Разработка технологического маршрута и схем базирования
Задача раздела – разработать оптимальный технологический маршрут, т.е. такую последовательность операций, которая обеспечит получение из заготовки готовой детали с наименьшими затратами. При этом необходимо разработать такие схемы базирования заготовки на каждой операции, которые обеспечивают минимальную погрешность обработки.
4.1 Разработка технологического маршрута
При разработке технологического маршрута будем руководствоваться рекомендациями [3], согласно которым:
1) Содержание операций будем планировать по принципу концентрации переходов. Это позволит обрабатывать с одного установа максимальное количество поверхностей, что повысит производительность и точность обработки;
2) На первых операциях будем обрабатывать поверхности заготовки, которые на последующих операциях будут использоваться в качестве технологических баз. Такими поверхностями являются торцы цанги, поверхности 1 и 25, а так же наружные и внутренние цилиндрические поверхности 4, 22, 27 и 39;
3) Черновые базы исходной заготовки использовать для базирования только на одной установке;
4) Точные поверхности окончательно обрабатывать в конце ТП;
5) Весь ТП разделим на две части: обработка лезвийным инструментом до термообработки и обработка преимущественно абразивным инструментом после термообработки. При обработке лезвийным инструментом следует сформировать контур детали, просверлить отверстие (поверхность 51), подрезать торцы 1, 6, 8, 12, 14, 18, 20, 25, 29, 35, 38. Обточить и расточить все цилиндрические поверхности цанги. Расточить и проточить все канавки и фаски, просверлить отверстия 31, 41, 42, 47. Фрезеровать 16 прорезей (поверхности 40 и 46), а так же поверхности 26, 43, 44, 45. После лезвийной обработки провести термическую обработку согласно рекомендациям [10], [11] при этом, следует предохранить от термообработки поверхно8сти 8, 9, 10, 11, 12, 14, 15, 16, 17, 18, 28, 29, 30, 31, 32, 33, 34, 35, 47, предварительно покрыв их медью. После термообработки шлифовать центра (поверхности 2, 24). Шлифовать поверхности 4, 7, 13, 19, 22, 27, 37. Шлифовать начисто поверхности 7, 13, 19, 27, 37. Далее промыть готовую деталь и отправить на контроль.
Технологический маршрут оформим в виде таблицы, и будем разрабатывать его в следующей последовательности:
1) В первую графу таблицы 4.1 выписываем номера операций числами кратными 5;
2) Во вторую графу таблицы 4.1 вписываем название и марку оборудования;
3) В третью графу таблицы 4.1 заносим название операции исходя из выбранного оборудования;
4) Анализируем маршрут на предмет возможного объединения или разделения операций. Считаем целесообразным, объединить фрезерование пазов (поверхности 26, 43, 44, 45) в одну операцию. Есть смысл объединить сверление восьми отверстий 31, восьми отверстий 47 и двух отверстий 41, 42 в одну операцию.
5) В четвёртую графу записываем номера обрабатываемых поверхностей.
Таблица 4.1
Технологический маршрут
| № операции | Название и марка оборудования | Название операции | Обрабатываемые поверхности |
| 00 Заготовительная | - | Заготовительная | 1, 25, 48 |
| 05 Токарная (черновая) | 16К20 токарно-винторезный | Токарная (черновая) |
1, 25, 49, 50 |
| 10 Токарная (черновая) | 16К20 токарно-винторезный | Токарная (черновая) |
13, 14, 16, 18, 19, 20, 22, 27, 29, 30, 33, 35, 37, 38, 39, 51 |
| 15 Токарная (чистовая) | 16К20Ф3 токарно-винторезный с ЧПУ | Токарная (чистовая) |
4, 6, 7, 8, 10, 12 |
| 20 Токарная (чистовая) | 16К20Ф3 токарно-винторезный с ЧПУ | Токарная (чистовая) |
1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12 |
| 25 Сверлильная | 2Н118 вертикально-сверлильный | Сверлильная | 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24, 25, 27, 28, 29, 30, 32, 33, 34, 35, 36, 37, 38, 39 |
| 30 Сверлильная | 2Н118 вертикально-сверлильный | Сверлильная | 26, 43, 44, 45 |
| 35 Фрезерная | 6Р80Г вертикально-фрезерный | Фрезерная | 31, 41, 42, 47 |
| 40 Внутришлифова- льная | 3К227В внутришлифовальный | Шлифовальная | 40, 46 |
| 45 Торце-круглошлифо-вальная | 3Б153Т Торце-круглошлифовальный | Шлифовальная | 10 |
| 50 Моечная | Однокамерная моечная машина |
Моечная | Все поверхности |
| 55 Контрольная | Контрольный стол | Контрольная | Все поверхности |
4.2 Разработка схем базирования
Разработка схем базирования оформляется в виде таблицы (план обработки детали 04.М15.006.010), которая содержит 4 столбца. В первый столбец заносятся номер и название операции. Во второй столбец заносят марку и название оборудования. В третьем столбце выполняется операционный эскиз, на котором изображается деталь в том виде, который она приобретает в процессе обработки на данной операции. На эскизе проставляются операционные размеры, шероховатость и т. д. В четвёртом столбце проставляются технические требования (допуски на получаемый размер, отклонения расположения).
На первой операции 05 токарной (черновая) в качестве технологических баз используем черновые базы, указанные на заготовительной операции 00,– торец 700 и наклонная цилиндрическая поверхность 600 (такая схема базирования материализуется с помощью трёхкулачкового самоцентрирующего патрона).Здесь и далее индекс около номера поверхности обозначает номер операции, на которой она получена. Индекс 00 относится к заготовительной операции.
На операции 10 токарной (черновой), в качестве двойной опорной базы используем центровую ось. В качестве опорной базы примем внутреннюю цилиндрическую поверхность 1105 . В качестве установочной базы примем торец 305 ,(такая схема базирования материализуется с помощью цангового патрона).
На операции 15 токарной (чистовой), в качестве двойной опорной базы используем центровую ось. В качестве опорной базы примем внутреннюю цилиндрическую поверхность 2010 . В качестве установочной базы примем торец 710 ,(такая схема базирования материализуется с помощью цангового патрона).
На операции 20 токарной (чистовой), в качестве двойной опорной базы используем центровую ось. В качестве опорной базы примем внутреннюю цилиндрическую поверхность 1115 . В качестве установочной базы примем торец 315 ,(такая схема базирования материализуется с помощью цангового патрона).
На операции 25 сверлильной в качестве двойной опорной базы используем центровую ось. В качестве опорной базы примем внутреннюю цилиндрическую поверхность 1115 . В качестве установочной базы примем торец 315 ,(такая схема базирования материализуется с помощью цангового патрона).
На операции 30 сверлильной в качестве двойной опорной базы используем центровую ось. В качестве опорной базы примем внутреннюю цилиндрическую поверхность 2020 . В качестве установочной базы примем торец 720 ,(такая схема базирования материализуется с помощью цангового патрона).
На операции 40 фрезерной в качестве двойной опорной базы используем центровую ось. В качестве опорной базы примем внутреннюю цилиндрическую поверхность 2020 . В качестве установочной базы примем торец 720 ,(такая схема базирования материализуется с помощью цангового патрона).
На операции 45 внутришлифовальной в качестве двойной опорной базы используем центровую ось. В качестве опорной базы примем внутреннюю цилиндрическую поверхность 2020 . В качестве установочной базы примем торец 720 ,(такая схема базирования материализуется с помощью цангового патрона).
На операции 50 торцекруглошлифовальной в качестве двойной опорной базы используем центровую ось. В качестве опорной базы примем внутреннюю цилиндрическую поверхность 1115 . В качестве установочной базы примем торец 315 ,(такая схема базирования материализуется с помощью цангового патрона).
Принятые схемы базирования обеспечивают нулевую или минимальную погрешность базирования при обработке.
Теоретические схемы базирования приведены в графе 3 таблицы «План обработки» 07.М15.006.010.
5 Выбор средств технологического оснащения
Задача раздела – выбрать для каждой операции ТП такие оборудование, приспособления, режущий инструмент (РИ) и средства контроля, которые бы обеспечили минимальные затраты на обработку при безусловном выполнении требований к качеству обработки, заданных чертежом детали.
5.1 Выбор оборудования
При выборе типа и модели металлорежущих станков будем руководствоваться следующими правилами [1]:
1) Производительность, точность, габариты, мощность станка должны быть минимальными достаточными для того, чтобы обеспечить выполнение требований предъявленных к операции.
2) Станок должен обеспечить максимальную концентрацию переходов на операции в целях уменьшения числа операций, количества оборудования, повышения производительности и точности за счет уменьшения числа перестановок заготовки.
3) В случае недостаточной загрузки станка его технические характеристики должны позволять обрабатывать другие детали, выпускаемые данным цехом, участком.
4) Оборудование не должно быть дефицитным, следует отдавать предпочтение отечественным станкам.
5) В среднесерийном производстве следует применять преимущественно универсальные станки, револьверные станки, станки с ЧПУ, многошпиндельные полуавтоматы. На каждом станке в месяц должно выполняться не более 40 операций при смене деталей по определенной закономерности.
6) Оборудование должно отвечать требованиям безопасности, эргономики и экологии.
Если для какой-то операции этим требованиям удовлетворяет несколько моделей станков, то для окончательного выбора будем проводить сравнительный экономический анализ.
Выбор оборудования проводим в следующей последовательности:
1) Исходя из формы обрабатываемой поверхности и метода обработки, выбираем группу станков.
2) Исходя из положения обрабатываемой поверхности, выбираем тип станка.
3) Исходя из габаритных размеров заготовки, размеров обработанных поверхностей и точности обработки выбираем типоразмер (модель) станка.
Данные по выбору оборудования заносим в таблицу 5.
5.2 Выбор приспособлений
При выборе приспособлений будем руководствоваться следующими правилами [1]:
1)Приспособление должно обеспечивать материализацию теоретической схемы базирования на каждой операции с помощью опорных и установочных элементов.
2)Приспособление должно обеспечивать надежные закрепление заготовки при обработке.
3)Приспособление должно быть быстродействующим и удобным в эксплуатации.
4)Зажим заготовки должен осуществляться, как правило, автоматически.
5)Следует отдавать предпочтение стандартным, нормализованным, универсально-сборным приспособлениям, и только при их отсутствии проектировать специальные приспособления.
Исходя из типа и модели станка и метода обработки, выбираем тип приспособления.
Выбор приспособления будем производить в следующем порядке:
1) Исходя из теоретической схемы базирования и формы базовых поверхностей, выбираем вид и форму опорных, зажимных и установочных элементов.
2) Исходя из расположения базовых поверхностей и их состояния (точность, шероховатость), формы заготовки и расположения обрабатываемых поверхностей выбираем конструкцию приспособлений.
3) Исходя из габаритов заготовки и размеров базовых поверхностей, выбираем типоразмер приспособления.
Данные по выбору приспособлений заносим в таблицу 5.
5.3 Выбор режущего инструмента
При выборе РИ будем руководствоваться следующими правилами:
1) Выбор инструментального материала определяется требованиями, с одной стороны, максимальной стойкости, а с другой минимальной стоимости.
2) Следует отдавать предпочтение стандартным и нормализованным инструментам. Специальный инструмент следует проектировать в крупносерийном и массовом производстве, выполнив предварительно сравнительный экономический анализ.
3) При проектировании специального режущего инструмента следует руководствоваться рекомендациями по совершенствованию РИ.
Выбор режущего инструмента (РИ) будем производить в следующем порядке:
1) Исходя из типа и модели станка, расположения обрабатываемых поверхностей и метода обработки, определяем вид РИ.
2) Исходя из марки обрабатываемого материала, его состояния и состояния поверхности, выбираем марку инструментального материала.
3) Исходя из формы обрабатываемой поверхности, назначаем геометрические параметры режущей части (форма передней поверхности, углы заточки: g, a, j, j1 , l; радиус при вершине).
4) Исходя из размеров обрабатываемой поверхности, выбираем конструкцию инструмента, его типоразмер и назначаем период стойкости Т.
Данные по выбору РИ заносим в таблицу 5.
5.4 Выбор средств контроля
При выборе средств контроля будем руководствоваться следующими правилами [1]:
1) Точность измерительных инструментов и приспособлений должна быть существенно выше точности измеряемого размера, однако неоправданное повышение точности ведет к резкому удорожанию.
2) В единичном и мелкосерийном производстве следует применять инструменты общего назначения: штангенциркули, микрометры, длинномеры и т.д.
3) В крупносерийном производстве – специальные инструменты.
4) Следует отдавать предпочтение стандартным и нормализованным средствам контроля.
Данные по выбору средств контроля заносим в таблицу 5.
Результаты выбора средств технологического оснащения заносим в таблицу 5.
Таблица 5. (Выбор средств технологического оснащения)
№ и название операции. |
Марка и название оборудования | Приспособление | Режущий инструмент | Средства контроля |
| 00 Заготовительная | - | - | - | Твердомер |
| 05 Токарная (черновая) | 16К20 токарно-винторезный | 3-х кулачковый самоцентрирующий патрон 260 ГОСТ2675-80 |
Резец прохо- дной 16*16 Т15К6 =45 ГОСТ18868-73 Резец расточной Т15К6 =60 ГОСТ6743-61 |
Шц1(0-320мм) ГОСТ166-63 |
| 10 Токарная (черновая) | 16К20 токарно-винторезный | Разжимной цанговый патрон ГОСТ 2831-63 | Резец прохо- дной 16*16 Т15К6 =45 ГОСТ18868-73 Резец расточной Т15К6 =60 ГОСТ6743-61 |
Шц1(0-320мм) ГОСТ166-63 |
| 15 Токарная (чистовая) | 16К20Ф3 токарно-винторезный с ЧПУ | Разжимной цанговый патрон ГОСТ 2831-63 | Резец вставка 16*16 Т15К6 =45 ГОСТ10043-62 Резец расточной Т15К6 =60 ГОСТ18868-73 |
Шц1(0-320мм) ГОСТ166-80 |
| 20 Токарная (чистовая) | 16К20Ф3 токарно-винторезный с ЧПУ | Разжимной цанговый патрон ГОСТ 2831-63 | Резец вставка 16*16 Т15К6 =45 ГОСТ10043-62 Резец расточной Т15К6 =60 ГОСТ618898-73 |
Шц1(0-320мм) ГОСТ166-80 |
| 25 Сверлильная | 2Н118 вертикально-сверлильный | Приспособление специальное | Сверло-зенкер ВК8 ГОСТ12122-66 Сверло-развёртка ВК8 ГОСТ10903-77 |
Шц1(0-125мм) ГОСТ166-80 |
| 30 Сверлильная | 2Н118 вертикально-сверлильный | Приспособление специальное, кондукторная втулкаГОСТ4922-61 | Спиральное сверло Т15К6 ГОСТ10902-64 | Шц1(0-125мм) ГОСТ166-80 |
| 35 Фрезерная | 6Р80Г вертикально-фрезерный | Приспособление специальное | Концевая фреза Т15К6 ГОСТ8237-57 | Шц1(0-125мм) ГОСТ166-80 Шг1(0-64мм) ГОСТ162-64 |
| 40 Внутришлифова- льная | 3К227В внутришлифовальный | Разжимной цанговый патрон ГОСТ 2831-63 | Круг шлифовальный КЧЭ25СМ2К ГОСТ9206-70 |
Микро- метр нутромер ГОСТ10-58 |
| 45 Торце-круглошлифо-вальная | 3Б153Т Торце-круглошлифовальный | Разжимной цанговый патрон ГОСТ 2831-63 | Круг шлифовальный КЧЭ25СМ2К ГОСТ16167-70 |
Микро- метр (0-300мм) ГОСТ6507-60 |
| 50 Моечная | Однокамерная моечная машина |
- | - | - |
| 55 Контрольная | Контрольный стол | - | - | Все необходимые средства контроля. |
6 Расчёт припусков на обработку
Задача раздела - определить припуски на обработку одной самой точной поверхности детали и сравнить её размер с ранее выбранными припусками на обработку.
Расчёт припусков состоит в определении толщины слоя материала, удаляемого в процессе обработки заготовки. Припуск должен быть минимальным, чтобы уменьшить количество снимаемого материала и расходы на обработку, и в то же время достаточным, чтобы исключить появление на обработанной поверхности дефектов ( шероховатость, чернота, отбеленный слой и т. п.) черновых операций.
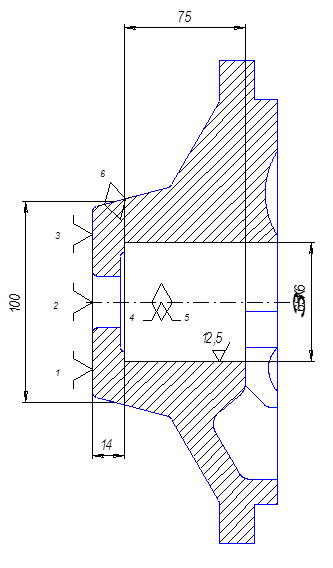
Припуск на самую точную поверхность 11 60К6 рассчитаем аналитическим методом по переходам [4]. Результаты расчета будем заносить в таблицу 6.
1) В графы 1 и 2 заносим номера и содержание переходов по порядку, начиная с получения заготовки и кончая окончательной обработкой; заготовительной операции присваиваем № 0.
2) В графу 3 записываем квалитет точности, получаемый на каждом переходе. По табл. 1.2. [2] определяем величину Td допуска для каждого квалитета и записываем в графу 4.
3) Для каждого перехода определяем составляющие припуска.
По таблице 6.1 и 6.2 [2] определяем суммарную величину, а = hд + Rz , где Rz - высота неровностей профиля мм, hд - глубина дефектного слоя мм. Значение а заносим в графу 5 таблицы 6.
По формуле D = 0,25Td [2] определяем суммарное отклонение формы и расположения поверхностей после обработки на каждом переходе. Значение D заносим в графу 6 таблицы 6.
Погрешность установки e заготовки в приспособлении на каждом переходе равна 0, так как совпадают измерительная и технологическая базы [2]. Значение e заносим в графу 7 таблицы 6. Для переходов 0 и в графе 7 делаем прочерк.
4) Определяем предельные значения припусков на обработку для каждого перехода, кроме 0.
Минимальное значение припуска определяем по формуле [2]:
Zi min
= ai-1
+ 
Здесь и далее индекс i относится к данному переходу, i-1 - к предыдущему переходу, i+1 - к последующему переходу.
Z1
min
= а0
+  = 0,3 +
= 0,3 + ![]() = 0,43 мм.
= 0,43 мм.
Z2
min
= а1
+  = 0,05 +
= 0,05 + ![]() = 0,125 мм.
= 0,125 мм.
Z3
min
= а2
+  = 0,05 +
= 0,05 + ![]() = 0,08 мм.
= 0,08 мм.
Z4
min
= а3
+  = 0,05 +
= 0,05 + ![]() = 0,0615 мм.
= 0,0615 мм.
Z5
min
= а4
+  = 0,05 +
= 0,05 +![]() = 0,05475 мм.
= 0,05475 мм.
Определим расчётный максимальный размер Dр для каждого перехода по формуле [2]:
![]()
![]()
![]()
![]()
![]()
![]()
Значения Dmaxp заносят в графу 8 таблицы 6.
Округлим значение Dp для каждого перехода до того же знака десятичной дроби, с каким задан допуск на размер для этого перехода, в сторону уменьшения.
![]()
![]()
![]()
![]()
![]()
Округлённые значения Dр заносят в графу 9 таблицы 6.
Определим минимальный размер для каждого перехода по формуле [2]:
![]()
![]()
![]()
![]()
![]()
![]()
Минимальное значение размера заносим в графу 10 таблицы 6.
Максимальное значение припуска определяем по формуле [2]:
![]()
![]()
![]()
![]()
![]()
Минимальное значение припуска на диаметр:
![]()
![]()
![]()
![]()
Значение 2Zmin и 2Zmax заносим в графы 11 и 12 таблицы 6. В строке, соответствующей переходу 0, делаем прочерк.
Определяем общий припуск на обработку Z0 , суммируя промежуточные припуски:
![]()
![]()
![]()
![]()
Значение Z0 max и Z0 min заносим в строку 7 таблицы 6.
Проверим правильность расчётов по формулам:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
где Tdзаг – допуск на размер заготовки; Tdдет – допуск на размер готовой детали.
Проверка сходится, следовательно припуски рассчитаны верно.
Таблица 6. (Расчёт припусков на обработку)
| № | Содерж. | JT | Td | Dр | Dmin | 2 Zmin |
2 Zmax |
|||
| 00 | Заг. | 14 | 0,520 | 0,30 | 0 | 0,130 | 58,497 | 57,977 | - | - |
| 01 | Ток. (черн.) |
12 | 0,300 | 0,05 | 0 | 0,075 | 59,357 | 59,057 | 0,86 | 1,08 |
| 02 | Ток. (чис.) |
10 | 0,120 | 0,05 | 0 | 0,030 | 59,607 | 59,487 | 0,25 | 0,43 |
| 03 | Шлифовальная | 8 | 0,046 | 0,05 | 0 | 0,0115 | 59,767 | 59,721 | 0,16 | 0,234 |
| 04 | Шлифовальная (чис.) |
6 | 0,019 | 0,05 | 0 | 0,0047 | 59,890 | 59,871 | 0,12 | 0,15 |
| 2Z0 min | 1,393 | 2Z0 max | 1,894 | |||||||
7 Разработка технологических операций
Задача раздела - определить содержание операций ТП, рассчитать режимы резания, и нормы времени на две операции.
7.1 Определение режимов резания
Режим резания - это сочетание глубины резания, подачи и скорости резания.
Наша задача состоит в том, чтобы найти возможное единственное сочетание элементов режима резания, которое обеспечивает экстремальное значение критериев оптимальности (например, минимальная себестоимость).
1) Рассчитаем режимы резания на операцию 25 сверлильную.
Для выбранной операции - сверлильная - применим таблично - аналитический метод определения режимов резания [4].
Данную операцию выполним за два перехода - сверление отверстий 4 сверлом – зенкером, сверление отверстия 8 сверлом-развёрткой.
Разработку режима резания при сверлении начинают с установления характеристики инструмента. Для сверления отверстий 4 и 8 выберем материал сверл ВК 8 ГОСТ 6647-64 [4].
Основные параметры резания при сверлении:
Переход 1
- глубина резания t = 0,5D = 0,5*12 = 6мм где D диаметр просверливаемого отверстия.
- подача S = 0,42мм/об выбираем по таблице [4]
- скорость резания
![]()
где С – постоянная величина для определённых условий обработки (выбирают по таблице [4]); Т – период стойкости инструмента; t – глубина резания; S – подача; x , y , q , m – показатели степени (выбирают по таблице [4]); K – поправочный коэффициент на скорость резания равный:
K = Км *Кu *Кl = 0,83*0,83*1 = 0,689
где Км
= ![]() - коэффициент на качество обрабатываемого материала; Кu
=083 - коэффициент на инструментальный материал; Кl
= 1 коэффициент учитывающий глубину просверливаемого отверстия.
- коэффициент на качество обрабатываемого материала; Кu
=083 - коэффициент на инструментальный материал; Кl
= 1 коэффициент учитывающий глубину просверливаемого отверстия.
![]()
- крутящий момент и осевая сила
![]()
![]()
где См и Ср - – постоянная величина для определённых условий обработки (выбирают по таблице [4]);yм , qм , yр , qр np – показатели степени (выбирают по таблице [4]); Кр - коэффициент учитывающий механические свойства обрабатываемого материала:
Кр
= ![]()
![]()
![]()
- мощность резания
![]()
- частота вращения инструмента
![]()
по паспорту станка принимаем S = 0,40 мм/об и n = 1020 об/мин. Станок по мощности проходит.
Переход 2
- глубина резания t = 0,5D = 0,5*5 = 2,5мм где D диаметр просверливаемого отверстия.
- подача S = 0,22 мм/об выбираем по таблице [4]
- скорость резания
![]()
где С – постоянная величина для определённых условий обработки (выбирают по таблице [4]); Т – период стойкости инструмента; t – глубина резания; S – подача; x , y , q , m – показатели степени (выбирают по таблице [4]); K – поправочный коэффициент на скорость резания равный:
K = Км *Кu *Кl = 0,83*0,83*1 = 0,689
где Км
= ![]() - коэффициент на качество обрабатываемого материала; Кu
=083 - коэффициент на инструментальный материал; Кl
= 1 коэффициент учитывающий глубину просверливаемого отверстия.
- коэффициент на качество обрабатываемого материала; Кu
=083 - коэффициент на инструментальный материал; Кl
= 1 коэффициент учитывающий глубину просверливаемого отверстия.
![]()
- крутящий момент и осевая сила
![]()
![]()
где См и Ср - – постоянная величина для определённых условий обработки (выбирают по таблице [4]);yм , qм , yр , qр np – показатели степени (выбирают по таблице [4]); Кр - коэффициент учитывающий механические свойства обрабатываемого материала:
Кр
= ![]()
![]()
![]()
- мощность резания
![]()
- частота вращения инструмента
![]()
по паспорту станка принимаем S = 0,20 мм/об и n = 2000 об/мин. Станок по мощности проходит.
2) Рассчитаем режимы резания на операцию 20 токарную (чистовую).
Для выбранной операции - токарная - применим таблично - аналитический метод определения режимов резания [4].
Данную операцию выполним за два перехода - подрезка торца 7 – расточным резцом, растачивание отверстия 19, 20 расточным резцом и растачивание канавки 21 фасонным расточным резцом. Разработку режима резания при точении начинают с установления характеристики инструмента. Для резцов выберем материал Т15К6
Переход 1
- глубина резания t = 0,5D = 0,5*5 = 2 мм
- подача S = 0,4 мм/об выбираем по таблице [4]
- скорость резания
![]()
где С – постоянная величина для определённых условий обработки (выбирают по таблице [4]); Т – период стойкости инструмента; t – глубина резания; S – подача; x , y , m – показатели степени (выбирают по таблице [4]); K – поправочный коэффициент на скорость резания равный:
K = Км *Кn *Кu *К * Ко = 0,83*0,8*0,83*0,9*1 = 0,55
где Км
= ![]() - коэффициент на качество обрабатываемого материала; Кn
= 0,8 – состояние поверхности заготовки; Кu
= 0,83 - коэффициент на инструментальный материал; К
= 0,9 – параметры резца; главный угол в плане; Ко
= 1-вид обработки.
- коэффициент на качество обрабатываемого материала; Кn
= 0,8 – состояние поверхности заготовки; Кu
= 0,83 - коэффициент на инструментальный материал; К
= 0,9 – параметры резца; главный угол в плане; Ко
= 1-вид обработки.
![]()
- частота вращения заготовки
![]()
по паспорту станка принимаем S = 0,4 мм/об и n = 800 об/мин.
Переход 2
- глубина резания t = 4 мм
- подача S = 0,3 мм/об выбираем по таблице [4]
- скорость резания
![]()
где С – постоянная величина для определённых условий обработки (выбирают по таблице [4]); Т – период стойкости инструмента; t – глубина резания; S – подача;y , m – показатели степени (выбирают по таблице [4]); K – поправочный коэффициент на скорость резания равный:
K = Км *Кn *Кu *К * Ко = 0,83*0,8*0,83*0,9*1,24 = 0,62
где Км
= ![]() - коэффициент на качество обрабатываемого материала; Кn
= 0,8 – состояние поверхности заготовки; Кu
= 0,83 - коэффициент на инструментальный материал; К
= 0,9 – параметры резца; главный угол в плане; Ко
= 1,24-вид обработки.
- коэффициент на качество обрабатываемого материала; Кn
= 0,8 – состояние поверхности заготовки; Кu
= 0,83 - коэффициент на инструментальный материал; К
= 0,9 – параметры резца; главный угол в плане; Ко
= 1,24-вид обработки.
![]()
- частота вращения заготовки
![]()
по паспорту станка принимаем S = 0,3 мм/об и n = 600 об/мин.
7.2 Расчет норм времени
Нормирование ТП - это установление технически обоснованных норм времени на обработку детали. Норма времени - регламентированное время выполнения заданного объема работ в определенных условиях исполнителем заданной квалификации.
В нашем случае следует рассчитать нормы времени на операции 25 сверлильной и операции 20 токарной.
25 Сверлильная.
1 Переход
Основное время То - время непосредственно на обработку, определяется исходя из схемы обработки [2]:
То = 0,52*d*l = 0,52*12*14 = 0,087 мин.
где d – диаметр обрабатываемого отверстия; l - длина обрабатываемого отверстия.
Тв – вспомогательное время на установку и снятие заготовки, управление станком, контроль размеров определяется по [1]. Тв = 1,05 мин.
2 Переход
Основное время То - время непосредственно на обработку, определяется исходя из схемы обработки [2]:
То = 0,52*d*l = 0,52*6*14 = 0,044 мин.
где d – диаметр обрабатываемого отверстия; l - длина обрабатываемого отверстия.
Тв – вспомогательное время на установку и снятие заготовки, управление станком, контроль размеров определяется по [1]. Тв = 0,17 мин.
20 Токарная
1 Переход
Основное время То - время непосредственно на обработку, определяется исходя из схемы обработки [2]:
То = 0,18*d*l = 0,18*30*12 = 0,065 мин.
где d – диаметр обрабатываемого отверстия; l - длина обрабатываемого отверстия.
Тв – вспомогательное время на установку и снятие заготовки, управление станком, контроль размеров определяется по [1]. Тв = 0,8 мин.
2 Переход
Основное время То - время непосредственно на обработку, определяется исходя из схемы обработки [2]:
То = 0,63*(D2 – d2 ) = 0,63*(502 -302 ) = 1 мин.
где d – диаметр обрабатываемого отверстия; l - длина обрабатываемого отверстия.
Тв – вспомогательное время на установку и снятие заготовки, управление станком, контроль размеров определяется по [1]. Тв = 0,8 мин.
Штучное время - время на выполнение операции, определяется суммированием основного и вспомогательного времени.
Вспомогательное время - время на установку и снятие заготовки, управление станком, подвод и отвод режущего инструмента, контроль размеров, определяется по справочным нормативам [1] или экспериментально.
В общем случае для сверлильной операции штучное время определим по формуле:
Тшт = То + Тв = 0,087 + 0,044 + 1,05 + 0,17 =1,35 мин.
В общем случае для токарной операции штучное время определим по формуле:
Тшт = То + Тв = 0,065 + 1 + 0,8 + 0,8 =2,7 мин.
Найденные значения режима резания заносим в операционные карты, а так же в наладки.
8 Проектирование кулачкового самоцентрирующего патрона
Исходные данные:
Операционный эскиз.
Вид и материал заготовки – отливка СЧ32-52 НВ 220.
Вид обработки – черновая.
Материал и геометрия режущей части резца – резец сборный со сменной четырёхгранной неперетачиваемой пластиной из ВК 4. = - 2°, = - 3°, = 45°.
Режимы резания: t = 2 мм, подача S = 0,5 мм/об, скорость резания V = 102 м/мин.
Тип приспособления – одноместное универсальное наладочное (УНП) со сменными кулачками.
Металлорежущий станок 16К20 ( наибольший диаметр патрона – 400 мм, внутренний конус шпинделя – Морзе 6 [5], основные размеры концов шпинделя по ГОСТ 12595-72 [6].
8.1 Расчёт сил резания
Расчет сил резания выполним по методике изложенной в [4]. При продольном и поперечном точении составляющие Рz , Рy , Рx силы резания рассчитываются по формуле:
Pz , y , x = 10 * Cp * tx * Sy * Vn * Kp
где Cp , x, y, n – постоянная и показатели степени для конкретных условий обработки, выбираются по таблице. При обработке серого чугуна резцом, оснащённым пластиной из твёрдого сплава, они равны:
для расчёта Pz – Cp = 92; x = 1; y = 0,75; n = 0;
для расчёта Py – Cp = 54; x = 0,9; y = 0,75; n = 0;
для расчёта Px – Cp = 46; x = 1; y = 0,4; n = 0.
Поправочный коэффициент Кр представляет собой произведение ряда коэффициентов, учитывающих фактические условия резания:
Кр = Кмр * Кр * Кр * Кр ,
где Кмр
= ![]() - коэффициент, учитывающий влияние качества обрабатываемого материала на силовые зависимости (np
= 1 - для расчёта Py
; np
= 0,4 - для расчёта Pz
; np
= 0,8 - для расчёта Px
) [4];
- коэффициент, учитывающий влияние качества обрабатываемого материала на силовые зависимости (np
= 1 - для расчёта Py
; np
= 0,4 - для расчёта Pz
; np
= 0,8 - для расчёта Px
) [4];
Кр – коэффициент, учитывающий влияние угла в плане резца на силы, равный при = 45°, для расчёта Pz К p = 1; для расчёта Py К p = 1; для расчёта Px К p = 1 [4];
Кр - коэффициент, учитывающий влияние переднего угла резца на силы, равный при
= -2°, для расчёта Pz К p = 1,1; для расчёта Py К p = 1,4; для расчёта Px К p = 1,4 [4];
Кр - коэффициент, учитывающий влияние угла наклона режущей кромки резца на силы, равный при = -3°, для расчёта Pz К p = 1; для расчёта Py К p = 0,75; для расчёта Px К p = 1,07 [4]. Подставим все данные в формулы:
для расчёта Pz - Кр = 1,02 * 1 * 1,1 * 1 =1,122;
для расчёта Py - Кр = 1,05 * 1 * 1,4 * 0,75 =1,103;
для расчёта Px - Кр = 1,04 * 1 * 1,4 * 1 =1,46;
Pz = 10 * 92 * 21 * 0,50,75 * 1020 * 1,122 = 1228 Н.
Py = 10 * 54 * 20,9 * 0,50,75 * 1020 * 1,103 = 661 Н.
Px = 10 * 46 * 21 * 0,50,4 * 1020 * 1,46 = 1018 Н.
8.2 Расчёт усилия зажима
В процессе обработки заготовки на неё воздействует система сил. С одной стороны действуют составляющие силы резания, которые стремятся вырвать заготовку из кулачков, с другой – сила зажима препятствующая этому. Из условия равновесия моментов данных сил и с учётом коэффициента запаса определяются необходимые зажимное и исходное усилия. В данной схеме принимаем консольное закрепление заготовки, так как ![]() . Суммарный крутящий момент от касательной составляющей силы резания стремится провернуть заготовку в кулачках, и равен для данного примера:
. Суммарный крутящий момент от касательной составляющей силы резания стремится провернуть заготовку в кулачках, и равен для данного примера:
![]()
Повороту заготовки препятствует момент силы зажима, определяемый следующим образом:
![]()
где W – суммарное усилие зажима, приходящееся на три кулачка, Н;
f – коэффициент трения на рабочей поверхности сменного кулачка.
Из равенства моментов МР ” и Мз ” определим необходимое усилие зажима, препятствующее провороту заготовки в кулачках.
![]()
где d1 – диаметр обрабатываемой поверхности; d2 – диаметр поверхности за который крепится заготовка.
Значение коэффициента запаса К, в зависимости от конкретных условий выполнения технологической операции определяется по формуле [7].
![]()
где К0 = 1,5 – гарантированный коэффициент запаса; К1 – коэффициент учитывающий увеличение сил резания из-за случайных неровностей на обрабатываемых поверхностях заготовки: при черновой обработке К1 = 1,2; К2 - коэффициент учитывающий увеличение сил резания вследствие затупления режущего инструмента (выбираем по таблице в зависимости от метода обработки и материала заготовки [9]: К2 = 1; К3 - коэффициент учитывающий увеличение сил резания при прерывистом резании: для непрерывного резания К3 = 1; К4 - коэффициент характеризующий постоянство силы, развиваемой зажимным механизмом: для механизированных приводов К4 = 1; К5 = коэффициент характеризующий эргономику немеханизированного зажимного механизма (удобство расположения органов зажима и т. д.): для механизированных приводов К5 = 1. Коэффициент К6 вводится в расчёт только при наличии моментов, стремящихся повернуть заготовку, установленной плоской ТБ на опоры – штыри.
В данном случае коэффициент К равен:
![]()
![]()
Коэффициент трения f между заготовкой и сменными кулачками зависит от состояния их рабочей поверхности (выбирается по таблице [9]): примем форму рабочей поверхности кулачка с кольцевыми канавками f = 0,3.
Подставим в формулу все исходные данные:
![]()
Сила Py стремится вывернуть заготовку из кулачков относительно оси, создавая момент:
Мр = Py · l
Данному моменту препятствует момент от силы зажима:
![]()
Необходимая сила зажима равна:
![]()
Для дальнейших расчетов принимаем наихудший случай:
W=9578,4Н.
Величина усилия зажима W1 прикладываемая к постоянным кулачкам несколько увеличивается по сравнению с усилием W и рассчитывается по формуле:
где lk - вылет кулачка, расстояние от середины рабочей поверхности сменного кулачка до середины направляющей постоянного кулачка;
Нк – длина направляющей постоянного кулачка, мм;
f1 – коэффициент трения в направляющих постоянного кулачка и корпуса
( f1 =0,1 для полусухого трения стали по стали).
Значения lk и Нк для расчетов принимаются на основе анализа разработанных раннее конструкций. В данном расчете примем: толщину сменного кулачка вс =30мм, постоянного вк +lз =20+30=50мм, ширину направляющей постоянного кулачка Вк =40мм, ширину сменного кулачка В1 =25мм, длину кулачка Нк =80мм, вылет lк =62мм.
В процессе конструирования патрона, данные размеры могут несколько измениться, но это, как показывает практика, не вносит существенных изменений в расчеты усилий.
Подставив исходные данные в формулу, получим:
8.3 Расчет зажимного механизма патрона
Приступая к расчету зажимного механизма необходимо определиться с его конструкцией. В самоцентрирующих механизмах установочные элементы (в данном случае кулачки) должны быть подвижными в направлении зажима и закон их относительного движения необходимо выдержать с высокой точностью. Поэтому на движение кулачков накладываются условия: разнонаправленность, одновременность и равная скорость движения. Данное условие можно выдержать, обеспечивая движение трех кулачков от одного источника движения (силового привода).
В кулачковых патронах наибольшее применение получили рычажные и клиновые зажимные механизмы, движение которым передается центральной втулкой связанной с силовым приводом.
Рычажный механизм представляет собой неравноплечий угловой рычаг, смонтированный в корпусе патрона на неподвижных осях и который своими сферическими концами входит с посадкой в пазы постоянного кулачка и центральной втулки.
Клиновой зажимной механизм по конструкции проще рычажного и формируется втулкой и постоянным кулачком. Для этого во втулке выполнены наклонные под углом Т-образные пазы, в которые входят своими Т-образными выступами постоянные кулачки. При перемещении втулки от силового привода кулачок перемещается в радиальном направлении в направляющих корпуса патрона. К постоянным кулачкам жестко крепятся сменные кулачки.
При расчете зажимного механизма определяется усилие Q, создаваемое силовым приводом, которое зажимным механизмом увеличивается и передается постоянному кулачку:
![]()
где ic – передаточное отношение по силе зажимного механизма (выигрыш в силе).
Данное отношение для рычажного механизма равно:
iс.р.м. = А/Б,
где А и Б – плечи рычага.
Клиновой зажимной механизм рекомендуется применять в патронах, наружный диаметр которых менее 200мм, при больших диаметрах предпочтение отдается рычажному зажимному механизму.
На этапе расчета наружный диаметр патрона можно определить по формуле:
Дп @d2 +2Hк ,
где Нк – длина постоянного кулачка.
Дп @ 100+2*80 = 260 мм.
Принимаем рычажный зажимной механизм с ic = 2.
![]()
8.4 Расчет силового привода
Для создания исходного усилия Q используется силовой привод, устанавливаемый на задний конец шпинделя. В его конструкции можно выделить силовую часть, вращающуюся совместно со шпинделем и муфту для подвода рабочей среды. В качестве приводов наибольшее применение получили пневматический и гидравлический вращающиеся цилиндры.
В данной работе вначале следует попытаться применить пневматический привод, так как в любом производстве имеются трубопроводы для подачи сжатого воздуха. Диаметр поршня пневмоцилиндра определяется по формуле [7]:
![]()
где Р – избыточное давление воздуха, принимаемое в расчетах равным 0,4 МПа.
В конструкции станка 16К20Ф3 можно встроить силовой привод с диаметром поршня не более 120мм, Если при расчете по вше указанной формуле диаметр поршня получится более 120мм, то следует применять гидравлический привод, где за счет регулирования давления масла можно получить большие исходные усилия. При заданном усилии Q подбираем давление масла (Рг = 1,0; 2,5; 5,0; 7,5 МПа), чтобы диаметр поршня не превышал 120мм.
Ход поршня цилиндра рассчитывается по формуле:
SQ = SW / Iп ,
где SW – свободный ход кулачков, который можно принять равным 5мм;
iп = 1/ic – передаточное отношение зажимного механизма по перемещению. Значение SQ принимать с запасом 10…15мм.
В данном расчете имеем:
![]() – для пневмопривода
– для пневмопривода
![]() – для гидропривода.
– для гидропривода.
Принимаем гидравлический привод с D = 100мм, а SQ = 20мм.
8.5 Расчет погрешности установки заготовки в приспособлении
Данный раздел выполняется после разработки конструкции патрона и простановки размеров. Погрешность установки определяется по формуле:
![]()
где б – погрешность базирования, равная при данной схеме нулю, так как измерительная база используется в качестве технологической.
з – погрешность закрепления – это смещение измерительной базы под действием сил зажима (в данном расчете можно принять з @ 0).
пр – погрешность элементов приспособления, зависящая от точности их изготовления.
Используя размерную схему патрона с рычажным зажимным механизмом, найдём:
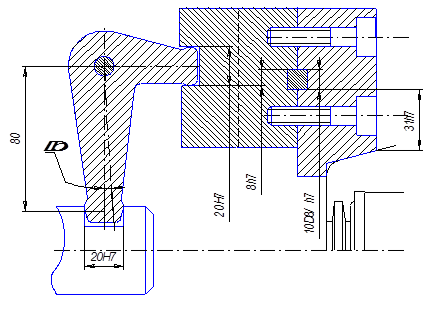
![]()
где А – колебания замыкающего размера А .
1 и 3 – погрешности, возникающие вследствие неточности изготовления размеров А1 и А3 (1 = ТА1 , 3 = ТА3 );
2 , 4 и 6 – погрешности из-за колебания зазоров в сопряжениях (2 , 4 и 6 = Sнб - Sнм );
5 – погрешность, появляющаяся из-за неточности изготовления плеч рычага, равная
5 = Asin ( задавать 30, 20, 10).
Погрешность установки не должна превышать величин:
для черновой обработки – у доп = zmin чист (zmin чист – минимальный припуск на чистовую обработку); у доп = 0,25 мм.
1 =0,025 мм. 2 = (0,062 + 0,015) – (0,40 – 0) = 0,037 мм. 3 = 0,015 мм.
4 = (21 + 21) – (0) = 0,042 мм. 5 = 80*sin0,167 = 0,233 мм. 6 = 0,042 мм.
![]()
у доп = 0,25 мм у = 0,13 мм, следовательно патрон разработан верно и может использоваться на 05-й токарной (черновой) операции.
8.6 Описание работы кулачкового самоцентрирующего патрона
Патрон работает следующим образом: масло под действием давления создаваемого насосом подаётся через систему каналов в муфте в правую полость гидроцилиндра. При этом поршень вместе со штоком, в паз которого вставлены рычаги, которые в свою очередь соединены с постоянными кулачками, патрона движется влево, зажимая при этом с помощью сменных кулачков заготовку. Как только заготовка зажата, шпиндель станка получает вращение от двигателя посредствам зубчатых передач, представляющих часть кинематической схемы станка. Шпиндель соединен с гидроцилиндром силового привода, а так же с корпусом патрона, в который вставлены постоянные кулачки. Патрон вместе с закреплённой в нём заготовкой получает вращение. После окончания обработки, когда шпиндель отключают от цепи главного движения станка, гидрораспределитель переключает гидроканалы и напорная полость становится сливной, а сливная напорной. Жидкость из правой полости гидроцилиндра сбрасывается в бак, а в левую полость поступает под давлением, заготовка разжимается.
9 Научные исследования
Плазменное напыление
Плазменный распылитель был разработан в 1956 г. фирмами Gianini Corp. и UC на основе работ Смита (пат. 2157498, 1939 г.), предложившего устройство для нанесения покрытий, содержащее катод в форме стержня и анод в форме сопла.
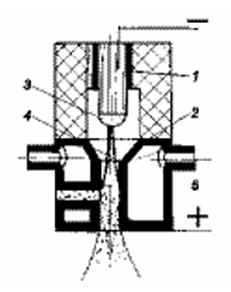
Рис. 1.
Схема плазменного распылителя:
1 - катодный узел;
2 - анодный узел;
3 - катод;
4 - анод;
5 - анодное пятно.
Плазменный распылитель (рис. 1) состоит из катодного 1 и анодного 2 узлов. Между катодом 3 и анодом 4 возбуждается электрическая дуга 5. Дуга в сопле анода отжимается газовым потоком от стенок охлаждаемого сопла, что увеличивает плотность ее энергии и повышает температуру столба дуги (рис. 2).
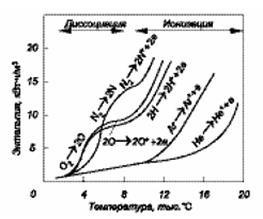
Рис. 2.
Зависимость энтальпии газов от температуры
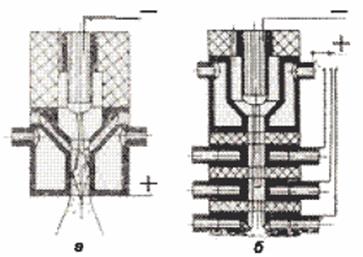
Рис. 3.
Плазменные распылители:
а - с самоустанавливающейся дугой;
б - с фиксированной дугой.
Плазмотроны постоянного тока бывают с самоустанавливающейся (рис. 3, а) и фиксированной длиной дуги, когда дуга удлиняется за счет последовательного переключения на аноды, разделенные между собой электрически нейтральными межэлектродными вставками (рис. 3, б).
При использовании аргона в качестве плазмообразующего газа на плазмотроне с самоустанавливающейся дугой падение напряжения составляет 30 В, а с фиксированной дугой - 100 В и более. На рис. 4 представлены схемы пруткового и проволочного плазменных распылителей. Радиальная подача материала (см. рис. 4, а) используется и для подачи порошковых материалов для нанесения покрытий.
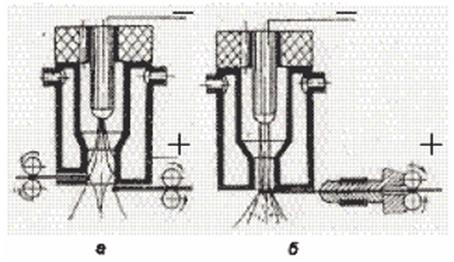
Рис. 4.
Схемы плазменных распылителей:
а - пруткового;
б - проволочного (проволока - анод).
Схема проволочного распыления проволока - анод была разработана В.В. Кудиновым в конце 50-х годов. Тогда удалось получить невиданную производительность - 15 кг/ч вольфрама при мощности 12 кВт. Порошковые распылители (рис. 5) в зависимости от свойств и размеров частиц создавались с подачей в плазменную струю 1, под углом навстречу потоку 2, в сопло в заанодную зону дуги 3 или в доанодную зону, как в плазмотроне М8-27 конструкции В.М. Иванова (рис. 6).
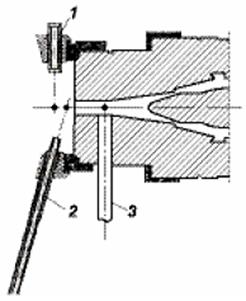
Рис. 5.
Схемы подачи порошка в плазмотрон:
1, 2 - в плазменную струю;
3 - в сопло.
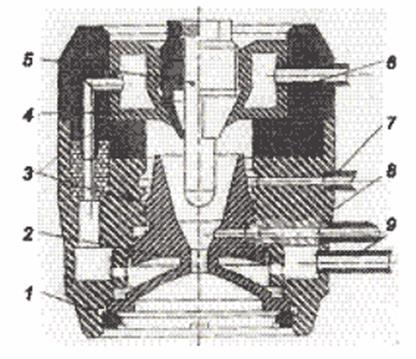
Рис. 6.
Распылитель М8-27:
1 - подача охлаждающей воды;
2 - подача плазмообразующего газа;
3 - подача порошка;
4 - слив воды;
5 - анодный узел;
6 - анод;
7 - изолятор;
8 - катодный узел;
9 - катод.
В настоящее время плазмотроны большой мощности спроектированы с подачей порошка в плазменную струю 1 (рис. 6). Такая схема не влияет на дугу. Плазмотроны имеют завышенную мощность, чтобы тепла плазменной струи хватило на нагрев порошка.
Следует отметить, что подача порошка в доанодную зону была выгоднейшей с точки зрения теплообмена, но сопряжена с перегревом частиц в сопле и забиванием сопла расплавленными частицами из-за высоких требований к равномерности подачи порошка. Рассредоточенность подачи порошка в плазмотроне М8-27 обеспечивала устойчивую работу плазмотрона, который эксплуатируется уже 40 лет.
Тенденции развития плазменных распылителей - увеличение эффективности процесса. Разработаны установки мощностью до 160…200 кВт, работающие на воздухе, аммиаке, пропане, водороде, в динамическом вакууме, в воде. Применение специальных сопл позволило получить сверхзвуковое истечение струи двухфазного потока, которое, в свою очередь, обеспечило получение плотного покрытия. С другой стороны, для нанесения покрытий на малые детали (поверхности), например, коронки в стоматологии, бандажные полки лопаток ГТД в авиастроении были разработаны микроплазменные горелки, работающие на токах 15…20 А при мощности до 2 кВт.
Увеличение ресурса соплового аппарата (катод - анод) плазменного распылителя повышенной мощности (50…80 кВт) тормозилось из-за низкой эрозионной стойкости медного сопла в зоне анодного пятна. С целью увеличения стойкости сопла были разработаны вольфрамовые вставки, запрессованные в медное сопло таким образом, чтобы теплота эффективно отводилась медной оболочкой и удалялась охлаждающей водой. Наиболее удачной была конструкция плазмотрона типа F-4, разработанного фирмой Plasma-Technik AG (рис. 7), работающего длительное время на токе до 800 А при мощности 55 кВт.
10 Патентные исследования
Подающая цанга
Изобретение относится к металлообработке, обработке длинномерного пруткового материала на токарных автоматах. Подающая цанга содержит упругие лепестки с губками, на рабочей поверхности которых нанесены зубцы. Для повышения надежности фиксации величины подачи длинномерного прутка в задней части цанги помещена и закреплена штифтами втулка с внутренней конической поверхностью, вершина конуса которой направлена в сторону, противоположную направлению подачи прутка. Во втулке может быть установлен с возможностью перемещения упругий разрезной элемент, наружная поверхность которого имеет такую же конусность, что и внутренняя поверхность втулки, а на внутренней поверхности разрезного элемента нанесены зубцы. (рис. 1).
Цанга с конусным корпусом
Изобретение относится к области машиностроения, токарным, фрезерным и сверлильным станкам, различным приспособлениям для зажима заготовок и режущего инструмента. Цанга содержит конусный корпус со сквозным осевым отверстием и прорезями на каждом торце, отделенными от противоположного торца короткими перемычками. Для получения малогабаритной цанги с минимальной жесткостью перемычек для закрепления заготовок или инструмента в виде стержня короткие перемычки выполнены тонкостенными и расположены на двух цилиндрических выступах на торцах цанги. На каждом торце может быть выполнено по две, три, четыре или шесть прорезей. (рис. 2).
Зажимная цанга
Зажимная цанга относится к области машиностроения (станкостроения) и может найти применение для зажима пруткового и бунтового материала. Цанга содержит корпус с лепестками, выполненными в виде шарнирных секторов, соединенных с корпусом посредством разрезного кольца, установленного в канавку корпуса. Экономический эффект достигается за счет улучшения условий эксплуатации, повышения надежности и срока службы, расширения сферы использования на ранее не обрабатываемые материалы и удешевления производства. (рис. 3).
Переходник -цанга
Переходник концевой фрезы предназначен для ее удержания и содержит хвостовик, предназначенный для установки концевой фрезы в металлорежущий станок, цангу, имеющую множество упругих сегментов, каждый из которых имеет один конец, выполненный заодно с хвостовиком, и противоположный конец, наружную и внутреннюю поверхность, предназначенную для захвата инструмента. Переходник содержит также стопорную гайку, имеющую внутреннюю поверхность, охватывающую наружные поверхности сегментов цанги. Для уменьшения крутящего момента на поверхности раздела гайки и сегментов цанги выполняются взаимодействующий и невзаимодействующий участки, расположенные либо на гайке, либо на сегментах. (рис. 4).
Зажимное устройство
Изобретение относится к области металлобработки, к цанговым зажимным устройствам для сверлильных, фрезерных и других станков. Устройство включает связанный со шпинделем станка корпус с конусным отверстием, установленную в этом отверстии цангу с наружной конусной поверхностью, подшипник корпуса устройства, установленный в стакане, закрепленном на станке, накидную гайку, навинченную на корпус со стороны его конусного отверстия, на которой снаружи выполнена цилиндрическая поверхность, предназначенная для охвата гайки руками, расположенный под стаканом тарелкообразный элемент с кулачками, при этом в нижнем торце стакана выполнены впадины, соответствующие упомянутым кулачкам. Для ускорения операций зажима и разжима и упрощения устройства стакан подшипника выполнен в виде цельной детали, неподвижно закрепленной в станке, а тарелкообразный элемент выполнен в виде отдельного тарельчатого кулачкового диска с расположенными на его периферии и радиально направленными кулачками, установленного на корпусе устройства с возможностью осевого перемещения и подпружиненного посредством спиральной пружины сжатия, охватывающей корпус на уровне нижней части стакана подшипника. Устройство снабжено гаечным ключом. На верхней части накидной гайки выполнены лыски для гаечного ключа. Нижняя сторона тарельчатого кулачкового диска имеет выпуклую поверхность, предназначенную для облегчения установки губок гаечного ключа на лыски накидной гайки, а на губках гаечного ключа установлены подпружиненные упоры, предназначенные для контакта с тарельчатым кулачковым диском. (рис. 5).
Патрон цанговый
Изобретение может быть использовано преимущественно при высокоскоростной обработке в труднодоступных местах изделий. Патрон содержит корпус, расположенную в нем цангу и механизм воздействия на цангу, включающий винт и грузы, подвижные в радиальном направлении и имеющие скосы. Винт механизма воздействия на цангу расположен по оси патрона. Грузы смонтированы на держателе, который размещен в корпусе патрона с возможностью осевого перемещения. Держатель имеет центральное отверстие для установки указанного винта. В корпусе патрона выполнены скосы для взаимодействия со скосами грузов. При таком исполнении упрощается конструкция патрона, появляется возможность уменьшить его наружный диаметр, повысить обтекаемость корпуса, располагать держатель с грузами непосредственно в корпусе или в хвостовике корпуса патрона. (рис. 6).
Зажимное устройство
Формула изобретения
Зажимное устройство, включающее связанный со шпинделем станка корпус с конусным отверстием, установленную в этом отверстии цангу с наружной конусной поверхностью, подшипник корпуса устройства, установленный в стакане, закрепленном на станке, накидную гайку, навинченную на корпус со стороны его конусного отверстия, на которой снаружи выполнена цилиндрическая поверхность, предназначенная для охвата гайки руками, расположенный под стаканом тарелкообразный элемент с кулачками, при этом в нижнем торце стакана выполнены впадины, соответствующие упомянутым кулачкам, отличающееся тем, что стакан подшипника выполнен в виде цельной детали, неподвижно закрепленной в станке, а тарелкообразный элемент выполнен в виде отдельного тарельчатого кулачкового диска с расположенными на его периферии и радиально направленными кулачками, установленного на корпусе устройства с возможностью осевого перемещения и подпружиненного посредством спиральной пружины сжатия, охватывающей корпус на уровне нижней части стакана подшипника, устройство снабжено гаечным ключом, на верхней части накидной гайки выполнены лыски для гаечного ключа, нижняя сторона тарельчатого кулачкового диска имеет выпуклую поверхность, предназначенную для облегчения установки губок гаечного ключа на лыски накидной гайки, а на губках гаечного ключа установлены подпружиненные упоры, предназначенные для контакта с тарельчатым кулачковым диском.
Зажимное устройство по п.1, отличающееся тем, что нижняя поверхность тарельчатого кулачкового диска выполнена в виде плоского кольцевого внутреннего участка, плавно переходящего в наружный участок, имеющий вид усеченного конуса, обращенного основанием вверх.
Зажимное устройство по п.1, отличающееся тем, что нижняя поверхность тарельчатого кулачкового диска выполнена в виде плоского кольцевого внутреннего участка, плавно переходящего в наружный участок с криволинейной поверхностью вращения, причем радиус кривизны образующей этой поверхности плавно увеличивается в направлении от оси к периферии.
Зажимное устройство по п.З, отличающееся тем, что образующая криволинейной поверхности имеет вид кривой, отвечающей уравнению параболы второго порядка.
Зажимное устройство по любому из пп.1-4, отличающееся тем, что верхняя часть корпуса устройства выполнена заодно со шпинделем станка, образуя со шпинделем единую деталь.
11 Безопасность и экологичность проекта
Задача раздела – дать краткое описание разрабатываемого технологического процесса, описание рабочих мест, оборудования и выполняемых операций. Выявить опасные вредные производственные факторы (ОВПФ) действующие на человека, антропогенные воздействия на окружающую среду и предложить меры по защите человека от действия ОВПФ, а так же меры по снижению антропогенного воздействия на окружающую среду. Принимаемые меры подкрепить инженерным расчётом. Так же необходимо обеспечить безопасность в чрезвычайных и аварийных ситуациях.
11.1 Описание рабочих мест, оборудования и выполняемых операций на производстве
Рассматривается производство детали – цанга, которая входит в конструкцию цангового патрона. Объём производства составляет в проектируемом варианте 500 деталей в год при двусменном режиме работы. Поэтому механическая обработка цанги ведется при невысокой автоматизации труда. Основные трудоемкие операции выполняются на автоматических станках и станках с ЧПУ (фрезерно-центровальная операция, токарные, фрезерные, сверлильные операции, операция термообработки центрошлифовальная операция и шлифовальные операции). Помимо металлорежущего оборудования в комплекс входят: маркировочный автомат, контрольная установка, моечная машина, сушильная установка. В технологическом процессе предусмотрены: быстросменное крепление инструмента, наладка его вне станков и хранение в инструментальных шкафах.
На станках режущей группы для смазки и охлаждения зоны резания применяем индустриальные масла с серосодержащей присадкой (ИС 12 - 80% и ЛЗ-26-СО - 20%). В присадках смазывающе-охлаждающих технологических средств (СОТС) содержатся 3-5% серы и 0,7-1,5% хлора.
Загрузка и транспортировка деталей между станками осуществляется с помощью загрузочно-разгрузочных устройств и транспортных потоков. В таблице 13.1 приведена краткая характеристика проектируемого варианта.
Таблица 13.1
Краткая характеристика проектируемого варианта
| № операции | Наименование операции |
Оборудование (тип, модель) |
| 00 | Заготовительная | Ленточно-отрезной HAD-250 «Оманда» |
| 05 | Фрезерно-центровальная | Фрезерно-центровальный МР–71М |
| 10 | Токарная (черновая) | Токарно-револьверный с ЧПУ DFS 2/2 |
| 15 | Токарная (чистовая) | Токарно-револьверный с ЧПУ DFS 2/2 |
| 20 | Фрезерная | Горизонтально-фрезерный FW-315 |
| 25 | Координатно-расточная | Координатно-расточной Хеккерт |
| 30 | Фрезерная | Горизонтально-фрезерный FW-315 |
| 35 | Гравировальная | Фрезерно-гравировальный 6Л463 |
| 40 | Термическая | Термопечь |
| 45 | Центропритирочная | Центропритирочный Шипман 1600 |
| 50 | Круглошлифовальная (предварительная) | Круглошлифовальный Шипман 1307 |
| 55 | Круглошлифовальная (чистовая) | Круглошлифовальный Шипман 1307 |
| 60 | Внутришлифовальная (предварительная –чистовая) |
Внутришлифовальный G-917 |
| 65 | Пазоразрезная | Пазоразрезной G-918 |
| 70 | Моечная | Моечная машина Ocifel |
| 75 | Контрольная | Контрольный стол |
| 80 | Вулканизация | Приспособление специальное (распылитель) |
Проектируемое производство относится к мелкосерийному. Поэтому максимальной автоматизации в разрабатываемом варианте не требуется. Но в настоящее время существует необходимость в гибкости автоматизации. Возрастающие запросы рынка на изменения, как самой продукции, так и ее стоимости поставили перед производителем новые задачи, такие как увеличение производительности, улучшение условий труда за счет внедрения более прогрессивных методов обработки (увеличение стойкости инструмента, увеличение режимов обработки, скорости, подачи), которые трудновыполнимы при жесткой автоматизации производства. На используемом в проекте оборудовании, станках с числовым программным управлением и на широкоуниверсальных станках будет вестись обработка и других деталей, значит, оборудование может располагаться не в строгом соответствии ходу технологического процесса. Расстояние между станками соответствует санитарно – гигиеническим нормам: ширина переходов равна одному метру, для движения погрузчиков предусмотрены проезды шириной не менее трёх метров.
Но по наличию опасных и вредных производственных факторов (ОВПФ) проектируемое производство может превосходить существующее.
В данном проекте мы совершенствуем центрошлифовальную операцию, а именно процесс шлифования центровых отверстий, являющихся базами на шлифовальных операциях. В базовом, заводском варианте мы проводили шлифование центров на центрошлифовальном станке «Шипман 1600» шлифовальной головкой FW 24А25СМ27К5 ГОСТ 2447-82 за два перехода. Недостатком данной операции была низкая стойкость шлифовальной головки, что приводило к частым её заменам и как следствие к низкой производительности и повышению себестоимости данной операции.
В проектном варианте шлифование центров производится на центро- шлифовальном станке «Шипман 1600» с наложением на режущий инструмент крутильных колебаний определённой частоты, которые преобразуются из вредных колебаний системы станок – приспособление – инструмент – деталь (СПИД) посредством волновода определенной конструкции.
11.2 Опасные вредные производственные факторы (ОВПФ) рассматриваемого производственного объекта
11.2.1 Опасность травмирования рабочих объектами производственного процесса
Источники опасности и вредности, возникающие при обработке цанги:
- электродвигатели и электропроводка металлорежущих станков, так как может произойти поражение электрическим током;
- на операциях механообработки опасными факторами являются вращающийся инструмент либо шпиндель станка, а так же движущиеся части (суппорт, стол и т. д.), так как может произойти захват одежды, волос, конечностей при нарушении правил безопасной эксплуатации, либо может привести к ушибу рабочего;
- смазочно-охлаждающие технологические средства, применяемые на всех операциях резания, так как возможно их возгорание;
- смазочно-охлаждающие технологические средства, содержащие в своем составе серу и хлор, так как происходит частичное испарение этих веществ в процессе резания;
- высокая температура и задымлённость на участке термообработки, так как может привести к ожогам рабочего, а так же к профессиональным заболеваниям;
- пыль и абразивная стружка, образующаяся при шлифовании, так как с течением времени возможно заболевание рабочих, загрязнение окружающей среды;
- испарение моющего раствора из-за недостаточной герметичности камер моечных машин - создание повышенной влажности воздуха.
- неблагоприятные параметры микроклимата и недостаточное естественное и искусственное освещение, так как приводит к профессиональным заболеваниям;
- наличие вибраций и шумов, так как приводит к профессиональным заболеваниям.
11.2.2 Возможность загрязнения воздушной среды производственных помещений аэрозолями и токсичными веществами
Обработка резанием детали цанга происходит с применением смазочно-охлаждающих технологических средств, отчего воздух загрязняется аэрозолями (туманами) этих веществ, а так же металлической и абразивной пылью.
Вредные вещества из воздуха проникают в организм человека главным образом через дыхательные пути, а также через кожу и оказывают токсическое действие на организм человека, вызывая раздражение слизистых оболочек дыхательных путей. В процессе обработки образуется железная пыль, которая, попав в лёгкие, оседает там. В результате могут возникнуть профессиональные заболевания.
Поэтому, в цехе и, особенно у шлифовального оборудования, а так же на участке термообработки, необходимо улавливание аэрозолей и пыли с помощью вытяжной вентиляции, отсасывающей загрязнённый воздух по трубопроводам к пыле-, газоочистной установке, в качестве которой можно использовать электрофильтр, основанный на ионизации газовых молекул в электрическом поле высокого напряжения.
11.2.3 Неблагоприятные параметры микроклимата рабочих мест и производственных помещений
В соответствии с ГОСТ 12.1.005 – 88 устанавливаем оптимальные и допустимые метеорологические условия для рабочей зоны помещения. Оптимальная температура воздуха 18 22°С; оптимальные величины относительной влажности составляют 40 60 %; скорость движения воздуха в зимнее время не должна превышать 0,2 0,5 м/с, летом – 0,2 1,0 м/с [55].
Необходимо поддерживать постоянство данных параметров микроклимата, т. к. их колебания могут привести к возникновению простудных заболеваний, заболеваний дыхательных путей и сердечно-сосудистой системы рабочих. Особенно важно поддерживать постоянство данных параметров микроклимата на участке термической обработки детали.
11.2.4 Недостаточное естественное и искусственное освещение
Правильно спроектированное и выполненное освещение на машиностроительных предприятиях обеспечивает возможность нормальной производственной деятельности. Недостаточное освещение отрицательно влияет на рабочих. Оно ухудшает зрение и состояние нервной системы человека. Кроме того, от освещения зависит производительность труда и качество выпускаемой продукции. Следовательно, его недостаток может привести к ухудшению производственного процесса.
На проектируемом участке отсутствует естественное освещение, поэтому искусственное освещение, осуществляемое электрическими лампами, в целях создания наилучших условий видения, должна отвечать следующим требованиям [55], [57]:
а) освещённость на рабочем месте должна соответствовать характеру зрительной работы, который определяется объектом различения, фоном, контрастом;
б) необходимо обеспечить достаточно равномерное распределение яркости на рабочей поверхности, а также в пределах окружающего пространства.
11.2.5 Наличие заземления
Опасность поражения людей электрическим током может возникнуть в случае прикосновения к частям электроустановки или оборудования, не находящимся под напряжением, но с возможностью оказаться под ним при замыкании на корпус электрооборудования. Для обеспечения безопасности человека, электроустановки оборудуются защитой, которая выполняется в виде защитного заземления, сопротивление которого не должно превышать нормированной величины Rm = 4 Ом [55].
11.2.6 Наличие вибраций и шума
Причиной возбуждения вибраций являются возникающие при работе машин и агрегатов неуравновешенные вращающиеся и движущиеся части. Источником возбуждения вибраций могут быть кривошипно-шатунные механизмы, гидравлические удары и т. д. В проектируемом варианте присутствуют вибрации системы СПИД, которые далее передаются на режущий инструмент.
По степени действия на человека различают общую и локальную вибрации. Общая вызывает сотрясение всего организма человека, местная вовлекает в колебательное движение отдельные части его тела.
Эффективным средством защиты от вибрации является виброизоляция. Она является наиболее эффективным методом снижения общей вибрации на рабочих местах. Между источником вибрации (машиной) и защищаемым объектом (фундаментом) помещают упругие элементы - амортизаторы, препятствующие передаче колебаний. Это могут быть простейшие резиновые амортизаторы в форме цилиндров, колец или призм. Корпуса самого оборудования, по возможности, должны быть выполнены из вибропоглащающего материала, например чугун и т.п.
На предприятии большой вред организму человека наносит так же шум. Согласно СНиП 23-05-95 [55] шумом называется всякий нежелательный для человека звук. Динамический диапазон звуков, воспринимаемых человеком, простирается от порога слышимости (0 дБ) до порога болевых ощущений (130 дБ). Под воздействием продолжительного громкого шума развивается тугоухость, а иногда и полная глухота. Под влиянием сильного шума (90 - 100 дБ) притупляется острота зрения, появляются головные боли и головокружение, повышается кровяное артериальное давление, что может привести к гипертонии и другим болезням.
Основные источники шума на участке – гидроприводы, электродвигатели, зубчатые и ременные передачи, подшипники, особенно при наличии износа, перекосов и дисбаланса движущихся частей, а также сам процесс резания и вибрации технологической системы СПИД.
Для снижения шума можно применить следующие методы: уменьшение шума в источнике; рациональная планировка предприятий и цехов; акустическая обработка помещений; уменьшение шума на пути его распространения и, самое главное, регулярная проверка и наладка оборудования для устранения шумов, возникающих в процессе износа частей оборудования.
Аэродинамические шумы на участке являются главной составляющей шума вентиляторов, системы вентиляции. Наиболее эффективной мерой борьбы с шумом вентиляторов является снижение окружной скорости и размеров рабочих колёс.
Гидродинамические шумы возникают вследствие стационарных и нестационарных процессов в жидкостях (кавитации, турбулентности потока, гидравлических ударов). Меры борьбы с таким шумом - это улучшение гидродинамических характеристик насосов и выбор оптимальных режимов их работы.
Электромагнитные шумы возникают в электрических машинах и оборудовании. Снижение такого шума осуществляется путём конструктивных изменений в электрических машинах, например, путём изготовления скошенных пазов якоря ротора. В трансформаторах необходимо применять более плотную прессовку пакетов, использовать демпфирующие материалы.
При планировании участка изготовления цанги учитывались все эти источники шума, поэтому на момент монтажа они были сведены к минимуму, отклонения от нормы происходят в процессе износа оборудования и устраняются путем его систематической подналадки.
В результате проведённого анализа и идентификации опасных и вредных производственных факторов оформим таблицу 13.2 [57], с указанием того или иного производственного фактора и видов работ или оборудования, при работе на котором он встречается.
Таблица 11.2
Анализ ОВПФ разработанного проекта
| Операции | ОВПФ | Воздействие на человека | Воздействие на окружающую среду |
00 Заготовительная |
Вращающиеся и движущиеся | Ушибы, электрические | Загрязнение воздуха |
00 Заготовительная |
части оборудования, СОТС, высокое напряжение в электросетях, повышенный уровень шума | удары, опасность профзаболеваний | аэрозолями СОТС, загрязнение водоёмов сточными водами, загрязнение окружающей среды твёрдыми промышленными отходами |
05 Фрезерно-центровальная |
Вращающиеся и движущиеся части оборудования, СОТС, высокое напряжение в электросетях, повышенный уровень шума | Ушибы, электрические удары, опасность профзаболеваний | Загрязнение воздуха аэрозолями СОТС, загрязнение водоёмов сточными водами, загрязнение окружающей среды твёрдыми промышленными отходами |
10, 15 Токарная |
Вращающиеся и движущиеся части оборудования, СОТС, высокое напряжение в электросетях, повышенный уровень шума, опасность пореза о стружку | Ушибы, порезы, электрические удары, опасность профзаболеваний | Загрязнение воздуха аэрозолями СОТС, загрязнение водоёмов сточными водами, загрязнение окружающей среды твёрдыми промышленными отходами |
20, 30 Фрезерная |
Вращающиеся и движущиеся части оборудования, СОТС, высокое напряжение в электросетях, повышенный уровень шума | Ушибы, электрические удары, опасность профзаболеваний | Загрязнение воздуха аэрозолями СОТС, сточные воды, загрязнение окружающей среды твёрдыми промышленными отходами |
25 Координатно-расточная |
Вращающиеся и движущиеся части оборудования, СОТС, высокое напряжение в электросетях, повышенный уровень шума | Ушибы, электрические удары, опасность профзаболеваний | Загрязнение воздуха аэрозолями СОТС, загрязнение водоёмов сточными водами, загрязнение окружающей среды твёрдыми промышленными отходами |
35 Гравировальная |
Вращающиеся и движущиеся части оборудования, высокое напряжение в электросетях | Ушибы, электрические удары, опасность профзаболеваний | Загрязнение окружающей среды твёрдыми промышленными отходами |
40 Термическая |
Высокая температура и низкая влажность, высокое напряжение в электросетях |
Ожоги, удушье, электрические удары, опасность профзаболеваний | Загрязнение водоёмов сточными водами, загрязнение окружающей среды твёрдыми промышленными отходами |
45 Центро-притирочная |
Вращающиеся и движущиеся части оборудования, СОТС, высокое напряжение в электросетях, повышенный уровень шума, вибрационное воздействие, абразивная пыль | Ушибы, электрические удары, опасность профзаболеваний | Загрязнение воздуха аэрозолями СОТС, загрязнение водоёмов сточными водами, загрязнение окружающей среды твёрдыми промышленными отходами |
50, 55 Кругло-шлифовальная |
Вращающиеся и движущиеся части оборудования, СОТС, высокое напряжение в электросетях, повышенный уровень шума, абразивная пыль | Ушибы, электрические удары, опасность профзаболеваний | Загрязнение воздуха аэрозолями СОТС, загрязнение водоёмов сточными водами, загрязнение окружающей среды твёрдыми промышленными отходами |
60 Внутри-шлифовальная |
Вращающиеся и движущиеся части оборудования, СОТС, высокое напряжение в электросетях, повышенный уровень шума, абразивная пыль | Ушибы, электрические удары, опасность профзаболеваний | Загрязнение воздуха аэрозолями СОТС, загрязнение водоёмов сточными водами, загрязнение окружающей среды твёрдыми промышленными отходами |
65 Пазоразрезная |
Вращающиеся и движущиеся части оборудования, СОТС, высокое напряжение в электросетях, повышенный уровень шума, абразивная пыль | Ушибы, электрические удары, опасность профзаболеваний | Загрязнение воздуха аэрозолями СОТС, загрязнение водоёмов сточными водами, загрязнение окружающей среды твёрдыми промышленными отходами |
70 Моечная |
Высокое напряжение в электросетях, повышенная влажность воздуха | Электрические удары, опасность профзаболеваний | Загрязнение водоёмов сточными водами |
| 75 Контрольная | - | - | - |
| 80 Вулканизация | Высокая температура и низкая влажность, высокое напряжение в электросетях |
Ожоги, удушье, электрические удары, опасность профзаболеваний | Загрязнение окружающей среды твёрдыми промышленными отходами, загрязнение воздуха распыляемой резиной |
11.3 Организационные, технические мероприятия по созданию безопасных условий труда
11.3.1 Расчет искусственного освещения
Свет является одним из важнейших условий существования человека, так как влияет на состояние его организма. Правильно организованное освещение стимулирует процессы нервной деятельности и повышает работоспособность человека. При недостаточном освещении человек работает менее продуктивно, быстро устаёт, растёт вероятность ошибочных действий, что может привести к его травматизму. Согласно статистике [55], 5% производственных травм происходит из-за такого профессионального заболевания, как рабочая миопия (близорукость), которая возникает в результате недостаточного или нерационального освещения.
Основным количественным показателем света является световой поток. Световой поток Ф – поток энергии электромагнитного излучения видимой части спектра (при длине волны 380…760 нм), оцениваемый глазом по световому ощущению. За единицу светового потока принят люмен (лм).
Сила света I – пространственная плотность светового потока, которая характеризует неравномерность распределения светового потока в окружающем пространстве. За единицу силы света принята кандела (кд).
Освещённость Е – характеризует поверхностную плотность светового потока и определяется отношением светового потока, падающего на поверхность, к площади этой поверхности. За единицу освещённости принят люкс (лк).
Яркость поверхности Яп – поверхностная плотность света, которая определяется как отношение силы света в данном направлении к проекции светящейся поверхности на плоскость, перпендикулярную направлению наблюдения. За единицу яркости принята кандела на квадратный метр(кд/м2 ).
При расчёте искусственного освещения последовательно решается ряд вопросов.
1. Выбор типа источника света. Согласно рекомендациям [56], с учётом того, что температура в помещении не понижается ниже 10°С, а напряжение в сети не падает ниже 90% от номинального, то отдадим предпочтение экономичным газоразрядным люминесцентным лампам.
2. Выбор системы освещения. В нашем случае применяем общее освещение.
3. Выбор типа светильника. Проведя анализ выпускаемых промышленностью светильников [55], [56]считаем, что наиболее подходящим для цеха будут светильники типа ОД.
4. Распределение светильников и определение их количества. Высота подвеса светильников в цехе h = 3 м. Отношение расстояния между центрами светильников к высоте их подвеса над рабочей поверхностью по таблице 10 [55] равно для светильников типа ОД kх = l/h = 1,4. Зная эти величины, рассчитаем расстояние между центрами светильников:
![]() (13.1)
(13.1)
5. Определение нормируемой освещённости на рабочем месте. По таблице 11 [56]определяем норму освещённости, в зависимости от характеристики зрительной работы, разряда и подразряда зрительной работы.В нашем случае E = 250 лк.
6. Расчёт мощности источника света. Для расчёта общего освещения горизонтальной поверхности используют метод светового потока [55], [56]. Основное уравнение метода:
![]() , (13.2)
, (13.2)
где Ф – световой поток одной лампы, лм;
E – минимальная нормируемая освещённость, лк;
S – площадь помещения, м2 ;
k – коэффициент запаса, учитывающий старение ламп, запыление и загрязнение светильников;
z - отношение средней освещённости к минимальной (в большинстве случаев z = 1,1…1,5);
N – число светильников;
h - коэффициент использования светового потока, зависящий от КПД светильника, коэффициента отражения потока, стен, высоты подвеса светильников и размеров помещений;
При решении задачи разработке мероприятий по охране труда на производстве, как правило, при расчёте искусственного освещения определяют необходимое количество светильников в помещении. Из формулы 13.2 выражаем количество светильников N, получаем:
![]() . (13.3)
. (13.3)
Далее находим площадь помещения S = 576 м2 ; коэффициент запаса k = 1,5 – выбирается по таблице 13 [56]; коэффициент неравномерности освещённости в пределах z = 1,1…1,5; значение светового потока Ф = 4250 лм – выбирается по таблице 14 [56], в зависимости от типа источника света, тип ЛД 80-4. Для определения значения коэффициента использования светового потока необходимо определить индекс помещения.
![]() , (13.4)
, (13.4)
где b – ширина помещения, м;
l – длина помещения, м;
h – высота подвеса светильника над рабочей поверхностью, м.
Таким образом
![]()
Значение коэффициента использования светового потока h = 90% - выбирается по таблице 17 и 18 [56], в зависимости от типа источника света, индекса помещения и коэффициента отражения.
В формуле 13.3 можно учесть количество ламп в светильнике. В нашем случае их две, поэтому знаменатель формулы необходимо помножить на два:
![]() .
.
Принимаем N равное не менее 33 штук.
7. Разработка проектировочной схемы расположения светильников. В проектировочной схеме следует указать значение величины l – расстояние от крайних светильников до стен; L – расстояние между соседними светильниками (рассчитано ранее). Величину l находят по зависимости l = 0,3…0,5L = 0,5*4,2 = 2,1 м. Схема расположения светильников приведена на рисунке 13.1.
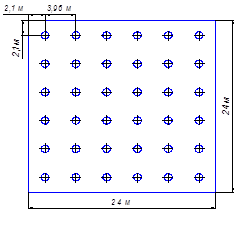
Рис. 13.1. Схема расположения светильников
11.3.2 Расчет механической вентиляции
Под вентиляционной системой понимается совокупность различных по своему назначению вентиляционных участков, способных обслуживать отдельные помещения и корпус. Вентиляционные системы, используемые в производственных корпусах, можно представить в виде структурной схемы рисунок 11.2. [55], [56].
При естественной вентиляции воздухообмен осуществляется двумя способами: неорганизованно, посредством проветривания (через окна и двери в помещении) и инфильтрации (поступление воздуха через поры и щели в окнах и дверных проемах), и организованно, посредством аэрации и с помощью дефлекторов.
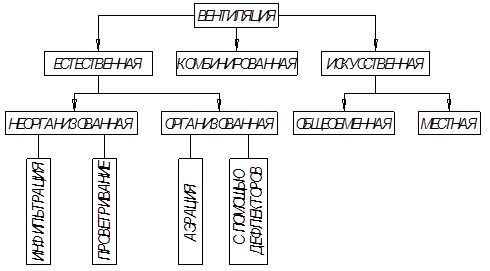
Рис. 11.2. Структурная схема систем вентиляции
Аэрацией является организованный естественный воздухообмен, осуществляемый за счет ветрового давления и регулируемый в соответствии с внешними метеорологическими условиями (рис.2) [56].
Преимуществом аэрации является то, что большие объемы воздуха (до нескольких миллионов кубических метров в час) подаются и удаляются без применения вентиляторов. Кроме того, система аэрации является мощным средством для борьбы с избытком выделения теплоты в производственных помещениях. Недостатком аэрации является снижение эффективности в летнее время вследствие повышения температуры наружного воздуха, особенно в безветренную погоду. Кроме того, поступающий воздух в помещение не очищается и не охлаждается.
Вентиляция с помощью дефлекторов применяется в том случае, если неорганизованного воздухообмена (проветривание или инфильтрация) для удаления вредных выделений из помещения бывает недостаточно. В настоящее время наибольшее распространение получил дефлектор ЦАГИ (рис.3) [56].
В системах искусственной, механической вентиляции движение воздуха осуществляется вентиляторами, а в некоторых случаях эжекторами. На схеме приведена классификация механической вентиляции. По месту расположения механическая вентиляция бывает общеообменная (схема воздуха происходит во всем объеме помещения), местная (локальная), когда обмен воздуха происходит в местах образования вредных выбросов, и комбинированная (наряду с общим воздухообменом локально удаляется загрязненный воздух от источника выделения).
По способу подачи воздуха механическая вентиляция бывает: приточной, вытяжной и приточно-вытяжной. Схемы общеобменной вентиляции приведены на рисунке 11.3. [55], [56].
Рис. 11.3. Схема механической вентиляции
Проведем расчет необходимого количества воздуха для цеха методом кратности воздухообмена К, применяемый для ориентировочных расчетов, когда не известны виды и количества выделяющихся вредных веществ [55].
![]() - отношение воздухообмена, создаваемого в помещении, к внутреннему объему помещения. Показывает, сколько раз в течение часа весь объем помещения заполняется вводимым в помещение приточным воздухом.
- отношение воздухообмена, создаваемого в помещении, к внутреннему объему помещения. Показывает, сколько раз в течение часа весь объем помещения заполняется вводимым в помещение приточным воздухом.
![]() , (13.5)
, (13.5)
где S – площадь помещения, м2 ;
h – высота помещения, м;
V – объём помещения, м3 .
Для определения воздухообмена из условия удаления из помещения углекислоты СО2 используют формулу:
![]() , (13.6)
, (13.6)
где L – воздухообмен, м3 /ч;
G – количество углекислоты, выделяющейся в помещении, при легкой физической работе G = 30 л/ч;
X1 = 0,6 л/м3 – концентрация СО2 в приточном воздухе для города;
X2 = 1 л/м3 – допустимая концентрация СО2 в воздухе помещения с постоянным пребыванием людей.
Тогда,
![]() (13.7)
(13.7)
где 25 – кол-во рабочих, занятых в работе.
Количество приточного воздуха должно быть не менее 75 м3 /ч на одного человека, при объеме помещения, приходящегося на него, менее 138 м3 . Если естественное проветривание невозможно, то в такие помещения нужно подавать не менее 60 м3 /ч на одного человека.
Среди операций технологического процесса изготовления цанги присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [56].
Для улавливания вредностей непосредственно в местах их образования применяется местная вытяжная вентиляция. Вытяжная вентиляция выполняется, как правило, в виде местных отсосов – вытяжных шкафов, камер, зонтов, панелей, щелей, бортовых отсосов.
Расчёт вытяжных шкафов. Объём воздуха, удаляемого вытяжными шкафами, определяется по формуле [56].
![]() , (13.8)
, (13.8)
где F – площадь открытого проёма, м2 ;
V – средняя скорость движения всасываемого воздуха в открытом проёме, м/с, она колеблется в пределах 0,3…0,25 м/с в зависимости от токсичности удаляемых выделений.
Согласно формуле 13.8
![]() .
.
Таким образом, можно заключить, что вентиляция помещения соответствует санитарно – гигиеническим нормам.
11.3.3 Определение категории помещения по пожаро- и взрывоопасности
Проектирование и эксплуатация всех промышленных предприятий регламентируется «Строительными нормами и правилами» (СНиП II-90-81, СНиП II-2-80), «Правилами устройства электроустановок» (ПУЭ-76), а также «Типовыми правилами пожарной безопасности для промышленных предприятий (1975 г.)». В соответствии со СНиП II-2-80 все производства делят по пожарной, взрывной и взрывопожарной опасности на категории А, Б, В, Г и Д. Категория производства по пожарной опасности в значительной степени определяет требования к зданию, его конструкциям и планировке, организацию пожарной охраны и ее техническую оснащенность, требования к режиму и эксплуатации. Поэтому вопрос отнесения производства к той или иной категории является исключительно важным.
В данном случае проектируемое предприятие относится к категории Д – это производства, в которых обрабатываются негорючие вещества, а материалы в холодном состоянии.
11.4 Антропогенное воздействие объекта на окружающую среду и мероприятия по экологической безопасности
11.4.1 Возможность причинения ущерба окружающей среде выбросами в атмосферу
Предприятия машиностроения выбрасывают в атмосферу загрязненный воздух. В результате - постоянное присутствие вредных веществ в воздухе города, которое приводит к хроническим болезням людей (бронхит, астма и т.п.). Кроме того, загрязнённый воздух отрицательно воздействует на животных, птиц, насекомых и на растения. Для снижения уровня выбросов токсичных веществ в атмосферу необходимо детально проработать технологический процесс, для оценки и снижения этого уровня. На участке воздух загрязняется аэрозолями смазочно-охлаждающих технологических средств, металлической пылью (все операции резания), абразивной пылью (шлифовальные операции) и другими веществами, поэтому перед выбросом в атмосферу он должен очищаться. Вредные вещества из рабочей зоны выводятся с помощью приточно– вытяжной вентиляции: приточная вентиляция подает воздух в рабочую зону, а вытяжная удаляет — обе работают одновременно. Количество подаваемого и вытягиваемого воздуха выбирается с учетом требований, предъявляемых к системе вентиляции. Место для забора свежего воздуха выбирается с учетом направления ветра, с наветренной стороны по отношению к выбросным отверстиям, вдали от мест загрязнения. В вентиляционной шахте вытяжной вентиляции устанавливаются специальные фильтры-уловители аэрозолей смазочно-охлаждающих жидкостей, металлической пыли, абразивной пыли и других веществ, которые по истечении своего срока годности заменяют на новые.
11.4.2 Загрязнение сточными водами
Промышленные предприятия сбрасывают в водоемы отработанную воду, которая загрязняет сточные воды вредными веществами (песок, окалина, металлическая стружка, пыль, минеральные масла и т. п.).
При работе используется большое количество смазывающе-охлаждающих технологических средств (СОТС), масляных эмульсий. Образующиеся при этом маслоэмульсионные воды представляют собой водные растворы эмульсолов. Такую сточную воду требуется очищать от маслопримесей специальными адсорбентами. Необходимость в очистке воды также возникает на операциях промывки деталей раствором тринатрий-фосфата.
11.4.3 Возможность загрязнения окружающей среды твёрдыми промышленными отходами
Отходы машиностроительных предприятий в основном образуются от заготовительных производств резка проката, окалины при литье, облой при ковке и штамповке, а так же при механической обработке заготовки. В данной технологии твёрдые отходы образуются в виде амортизационного лома (модернизация оборудования, оснастки), отходов заготовительного производства, металлической стружки, осадков и пыли (отходы систем очистки воздуха).
Амортизационный лом, не подлежащие дальнейшей работе, оборудование и оснастка, демонтируются, а материал, из которого изготовлены узлы оборудования и оснастки разбирают по группам и отправляют на переплав. Не выработавшие свой ресурс узлы и агрегаты служат запасными частями к другому похожему оборудованию.
Отходы заготовительного производства, извлечённая при механической обработке металлическая стружка, а так же отходы систем отчистки воздуха перерабатываются методом переплава. Для чего их сначала подвергают дроблению на стружкодробилках различных типов (фрезерных, молотковых и валковых). В металлической стружке, предназначенной для переплава, суммарное содержание безвредных примесей, влаги и масла не должно превышать 3%. Наличие этих примесей сверх указанного предела приводит к ухудшению качества выплавляемого металла и к загрязнению окружающей среды. В то же время стружка содержит до 20% СОТС. Поэтому стружку подвергают обезжириванию, используя центрифуги, моечно-сушильные установки и нагревательные печи. Затем её приводят в компактное состояние, применяя холодное и горячее брикетирование на специальных брикет-прессах. Эти брикеты непосредственно используются в плавильных агрегатах.
Таким образом, технологический процесс оказывается практически безотходным и не влияющим на здоровье людей.
11.4.4 Возможность акустического загрязнения окружающей среды
Многообразие источников шума и вибрации в машиностроении обуславливает наличие всех их разновидностей. Источниками аэродинамических шумов, механических шумов и вибраций высоких уровней являются вентиляционные системы, насосы, компрессорные установки, зубчатые передачи и т. п. суммарный уровень шумов которых (в основном высокочастотных) достигает 135145 дБ. Тогда как допустимый уровень шума для территории жилой застройки 3367 дБ.
Совокупность возникающих под действием шума нежелательных изменений в организме человека можно рассматривать как шумовую болезнь. Комплекс симптомов, характерный для воздействия вибрации, получил название вибрационной болезни.
Для устранения акустического загрязнения окружающей среды – установления допустимого уровня шума за территорией предприятия, необходимо применять при строительстве зданий шумопоглащающие материалы (шумоизоляция).
Для гашения возникающих вибраций оборудование, по возможности, целесообразнее установить на резиновые амортизаторы или на фундамент, изготовленный из вибропоглащающих материалов, что снижает уровень вибрации в 2 раза и делает это оборудование неопасным для окружающей среды. Вибрации в вентиляционных установках снижаются путём применения рёбер жёсткости при конструировании вентиляционных шахт.
11.5 Безопасность в чрезвычайных и аварийных ситуациях
Крупные аварии на предприятии могут возникать в результате стихийных бедствий, нарушения технологии производства, нарушения правил эксплуатации оборудования и установленных мер безопасности.
Стихийные бедствия — явления природы, вызывающие экстремальные ситуации, такие как землетрясения, наводнения, пожары и т. п. Под аварией понимают внезапную остановку работы или нарушение процесса производства на промышленном предприятии, приводящее к повреждению или уничтожению материальных ценностей. Под катастрофой понимают внезапное бедствие, событие, влекущее за собой трагические последствия. Катастрофы сопровождаются разрушением зданий, различных сооружений, уничтожением материальных ценностей и гибелью людей. Наиболее опасным следствием крупных аварий являются пожары и взрывы.
Для ликвидации последствий, вызванных стихийными бедствиями или катастрофами, привлекаются формирования общего назначения и службы гражданской обороны. Основная задача формирований при ликвидации — спасение людей и материальных ценностей. Организация работ производится с учетом обстановки, степени разрушения и повреждения зданий. Работы должны производятся в кратчайшие сроки, так как необходимо спасти жизни людей и оказать раненым экстренную медицинскую помощь, а также предотвратить последствия катастрофы.
К мероприятиям по предотвращению крупных аварий и катастроф относятся: закладка в проекты вновь создаваемых объектов планировочных, технических и технологических решений, которые должны максимально уменьшить вероятность возникновения аварий или значительно снизить материальный ущерб, если авария всё же произойдет. Кроме того, должны быть предусмотрены мероприятия по эвакуации персонала при чрезвычайных ситуациях (ЧС). В случае появления непосредственной опасности возникновения чрезвычайной ситуации, в штабе гражданской обороны должен производится инструктаж людей по необходимым действиям.
Одним из последствий аварии на предприятиях может стать выброс токсичных отходов в окружающую среду. При возникновении очага поражения токсичными отходами туда высылается радиационная и химическая, а также медицинская разведка для уточнения места заражения и направления распространения зараженного воздуха. Подготавливаются формирования для проведения спасательных работ. В очаге поражения оказывается помощь пострадавшим, проводится их сортировка и эвакуация в медицинские учреждения. Очаг поражения оцепляется - проводится обеззараживание местности, а также санитарная обработка. В первую очередь надеваются противогазы на поражённых людей, им оказывается первая медицинская помощь, вводятся антидоты. Часто последствием аварии может стать разлив нефти или масла на поверхности водоёмов. Удаляют нефтяную плёнку с поверхности воды с помощью абсорбентов.
При проектировании рабочего участка для изготовления свёрл необходимо учесть возможные опасные, критические и аварийные ситуации, которые могут возникнуть в процессе работы, а также рассмотреть вопрос об их предотвращении. На производстве существует четыре вида потенциальных опасностей, обуславливающих применение соответствующих методов и средств защиты:
1. Динамическое воздействие на человека (толчки, удары) исполнительных устройств или других движущихся механизмов, в результате непредусмотренных процессом неожиданных форм освобождения энергии и воздействия ее на человека;
2. Механическое воздействие на человека (прижим, сдавливания) исполнительных устройств, возникающее из-за конструктивных особенностей, а также неправильных действий оператора;
3. Типичные факторы потенциальной опасности: электрический ток, электрический удар, электродуга и т.д.
4. Пожаро- и взрыво- опасность.
Для защиты человека от опасности действия динамического, механического и электрического воздействия применяют метод, обеспечивающий невозможность проникновения человека в опасную зону.
Метод состоит в разработке, выборе и применении ограждающих, блокирующих, предупреждающих, сигнализирующих систем, обеспечивающих недоступность человека к опасному объекту. В частности, компоновка всего оборудования произведена с учетом требований техники безопасности. Расстояние между основным технологическим оборудованием и между оборудованием и ограждением – не менее 600 мм.
Важным фактором является пожарная безопасность производства. Производственные цеха должны быть оборудованы специальными противопожарными средствам и средствами пожаротушения, к таким относятся набор экстренного тушения огня, в который входит кирка, лопата, лом, песок и огнетушитель. К организованным средствам пожаротушения относятся, заложенные в архитектуре здания средства противопожарной защиты. Так же противопожарная сигнализация функция, которой сигнализировать при пожаре.
Большую опасность на машиностроительных предприятиях представляют пожары и взрывы, поэтому для эвакуации необходимо наличие эвакуационных выходов.
Причиной возникновения на участке пожара может быть:
- образование искры, получившейся в результате короткого замыкания;
- образование искр при обработке абразивным инструментом;
- возгорание в результате контакта промасленной ветоши или спецодежды с горячими частями оборудования;
- неосторожное обращение с огнём;
- неосторожное обращение с легко воспламеняющимися горюче – смазочными материалами;
- загорание мусора из-за большого скопления и не соблюдения режима курения;
- самовозгорание в воздухе;
- загорание масла в поддоне станка из-за разрыва шлангов.
На участке используются следующие средства пожаротушения:
- огнетушители ОХП-10, ОВП-10, ОУ-2.5-8;
- пожарные краны;
- пожарные щиты;
- участок оборудован средствами связи и пожарными извещателями.
Мероприятия режимного характера:
- контроль за производством огневых и покрасочных работ;
- контроль за режимом курения.
В настоящее время по мимо вышеуказанных потенциальных опасностей присоединилась ещё одна не менее важная угроза – это угроза терроризма. Для защиты человека от этой опасности проводятся предупредительные мероприятия, взывая к бдительности граждан, сообщать о подозрительных лицах и предметах в правоохранительные органы. Так же проводится ряд лекционных мероприятий, на случай если вы окажетесь в заложниках и как вести себя в таких ситуациях.
Выводы
Рассмотрев опасные вредные производственные факторы (ОВПФ) производственного объекта, воздействие этого объекта на окружающую среду, возможные чрезвычайные и аварийные ситуации на его территории и предложив меры по их устранению можно сделать вывод о том, что проектируемый технологический процесс удовлетворяет строительным и санитарно-гигиеническим нормам и не наносит сильного вреда человеку и окружающей среде.
12 Проектирование участка
Исходные данные для расчетов
1) Производственная программа выпуска деталей – 500 шт.;
2) Число рабочих смен в день: две смены;
3) Чертеж детали «фреза».
Определение технологического маршрута обработки детали «Фреза» и штучно-калькуляционного времени
Технологический маршрут определяли в 3 разделе. Результаты заносим в таблицу 10.1.
Таблица 11.1
| № операции | Название и марка оборудования | Название операции | Время, мин | Разряд рабочего |
||
| То, мин | Тшт-к, мин | |||||
| 00 | Горизонтально-ковочная машина ГКМ |
Заготовительная | ||||
| 05 | Токарный 16К20 |
Токарная (черновая) | 0,307 | 4,64 | 4 | |
| 10 | Токарный 16К20 |
Токарная (черновая) |
0,223 | 4,39 | 4 | |
| 15 | Токарный 16К20 |
Токарная (чистовая) |
0,25 | 4,5 | 4 | |
| 20 | Токарный 16К20 |
Токарная (чистовая) |
0,065 | 4,54 | 4 | |
| 25 | Сверлильный 2Н118 | Сверлильная | 2 | 10,9 | 4 | |
| 30 | Сверлильный 2Н118 | Сверлильная | 0,22 | 4,04 | 5 | |
| 35 | Вертикально-фрезерный 6Р80Г | Фрезерная | 0,058 | 0,1 | 3 | |
| 40 | Внутришлифовальный 3К227В | Шлифовальная | 0,058 | 0,1 | 3 | |
45 |
Торце-круглошлифовальный 3Б153Т | Шлифовальная | 0,15 | 8,8 | 4 |
|
| 50 | Моечная машина Ocifel | Моечная | 0,055 | 0,1 | ||
| 55 | Контрольный стол | Контрольная | ||||
Расчет действительного фонда времени работы оборудования
![]() час.
час.
где: Дк – количество календарных дней в году;
Дв – количество выходных дней в году;
Дп – количество праздничных дней в году;
tсм = 8 час. – продолжительность;
n – количество смен;
Кисп. об. = 0,95 – коэффициент использования оборудования;
![]() , час.
, час.
Рассчитываем количество оборудования по операциям
![]()
где: tшт – норма времени на единицу продукции;
Nг – годовой объем выпуска продукции;
Кв.н. = 1,2 – коэффициент выполнения нормы;
Таблица 11.2
| Sp05 = 4,64*2000/(3800*1,2*60)=0,034 | Sпр = 1 |
| Sp10 = 4,39*2000/(3800*1,2*60)=0,032 | Sпр = 1 |
| Sp15 = 4,5*2000/(3800*1,2*60)=0,033 | Sпр = 1 |
| Sp20 = 4,54*2000/(3800*1,2*60)=0,033 | Sпр = 1 |
| Sp25 = 10,9*2000/(3800*1,2*60)=0,08 | Sпр = 1 |
| Sp30 = 4,04*2000/(3800*1,2*60)=0,03 | Sпр = 1 |
| Sp35 = 8,8*2000/(3800*1,2*60)=0,064 | Sпр = 1 |
| Sp40 = 4,5*2000/(3800*1,2*60)=0,033 | Sпр = 1 |
| Sp45 = 4,08*2000/(3800*1,2*60)=0,03 | Sпр = 1 |
| Всего оборудования | 10 |
Расчет годовой нормы догрузки оборудования
![]()
где Ку = 1.05 – коэффициент ужесточения норм
Nд05 = (1*0,95 – 0,034)*3800*60/4,64*1,05 =42867 шт;
Nд10 = (1*0,95 – 0,032)*3800*60/4,39*1,05 =45407 шт;
Nд15 = (1*0,95 – 0,033)*3800*60/4,5*1,05 =44249 шт;
Nд20 = (1*0,95 – 0,033)*3800*60/4,54*1,05 =43859 шт;
Nд25 = (1*0,95 – 0,08)*3800*60/10,9*1,05 =17332 шт;
Nд30 = (1*0,95 – 0,03)*3800*60/4,04*1,05 =49448 шт;
Nд35 = (1*0,95 – 0,064)*3800*60/8,8*1,05 =21862 шт;
Nд40 = (1*0,95 – 0,033)*3800*60/4,5*1,05 =44249 шт;
Nд45 = (1*0,95 – 0,03)*3800*60/4,08*1,05 =48964 шт;
Пересчет количества оборудования по догруженным операциям
![]()
Таблица 11.3
| Sp05 = 4,64*(2000+42867)/(3800*1,2*60)=0,76 | Sпр = 1 |
| Sp10 = 4,39*(2000+45407)/(3800*1,2*60)=0,76 | Sпр = 1 |
| Sp15 = 4,5*(2000+44249)/(3800*1,2*60)=0,76 | Sпр = 1 |
| Sp20 = 4,54*(2000+43859)/(3800*1,2*60)=0,761 | Sпр = 1 |
| Sp25 = 10,9*(2000+17332)/(3800*1,2*60)=0,77 | Sпр = 1 |
| Sp30 = 4,04*(2000+49448)/(3800*1,2*60)=0,76 | Sпр = 1 |
| Sp35 = 8,8*(2000+21862)/(3800*1,2*60)=0,77 | Sпр = 1 |
| Sp40 = 4,5*(2000+44249)/(3800*1,2*60)=0,76 | Sпр = 1 |
| Sp45 = 4,08*(2000+48964)/(3800*1,2*60)=0,76 | Sпр = 1 |
| Всего оборудования | 10 |
Определение коэффициента загрузки оборудования
![]()
Кз.об.05 = 0,76*100 = 76 %
Кз.об.10 = 0,76*100 = 76 %
Кз.об.15 = 0,76*100 = 76 %
Кз.об.20 = 0,761*100 = 76,1 %
Кз.об.25 = 0,77*100 = 77 %
Кз.об.30 = 0,76*100 = 76 %
Кз.об.35 = 0,77*100 = 77 %
Кз.об.40 = 0,76*100 = 76 %
Кз.об.45 = 0,76*100 = 76 %
Определяем средний коэффициент загрузки оборудования
![]()
Полученные данные заносим в таблицу 11.4.
Таблица 11.4
| Номер операции | Наименование операции | Норма догрузки Nд | Количество оборудования | Кз.об. % | |
| Sp | Snp | ||||
| 05 | Токарная (черновая) | 42867 | 0,76 | 1 | 76 |
| 10 | Токарная (черновая) | 45407 | 0,76 | 1 | 76 |
| 15 | Токарная (чистовая) | 44249 | 0,76 | 1 | 76 |
| 20 | Токарная (чистовая) | 43859 | 0,761 | 1 | 76,1 |
| 25 | Сверлильная | 17332 | 0,77 | 1 | 77 |
| 30 | Сверлильная | 49448 | 0,76 | 1 | 76 |
| 35 | Фрезерная | 21862 | 0,77 | 1 | 77 |
| 40 | Шлифовальная | 44249 | 0,76 | 1 | 76 |
| 45 | Шлифовальная | 48964 | 0,76 | 1 | 76 |
Определение количества рабочих
Расчет действительного фонда времени одного рабочего
![]()
где: Кпнр. = 0,9 – коэффициент плановых невыходов на работу.
![]()
Расчет численности основных рабочих
![]()
Таблица 11.5
| Росн.p05 = 4,64*(2000+42867)/(1800*1,2*60)=1,6 | Sпр = 2 |
| Росн.p10= 4,39*(2000+45407)/(1800*1,2*60)=1,61 | Sпр = 2 |
| Росн.p15 = 4,5*(2000+44249)/(1800*1,2*60)=1,61 | Sпр = 2 |
| Росн.p20 = 4,54*(2000+43859)/(1800*1,2*60)=1,61 | Sпр = 2 |
| Росн.p25 = 10,9*(2000+17332)/(1800*1,2*60)=1,63 | Sпр = 2 |
| Росн.p30 = 4,04*(2000+49448)/(1800*1,2*60)=1,6 | Sпр = 2 |
| Росн.p35= 8,8*(2000+21862)/(1800*1,2*60)=1,62 | Sпр = 2 |
| Росн.p40 = 4,5*(2000+44249)/(1800*1,2*60)=1,61 | Sпр = 2 |
| Росн.p45= 4,08*(2000+48964)/(1800*1,2*60)=1,6 | Sпр = 2 |
| Всего основных рабочих | 20 |
Определение количества вспомогательных рабочих
Рвсп = 0,15 * Росн. = 0,15 * 20 = 3.
Определение числа контролеров
Ркон = 0,25 * Росн. = 0,25 * 20 = 5.
Определение численности ИТР
ИТР = 0,13 * (Росн + Рвсп ) = 0,13 * (20+3) = 2,99 3.
Определение численности младшего обслуживающего персонала
МОП = 0,025* (Росн + Ркон ) =0,025 * (20+5) = 0,625 1.
Определение площади цеха
Определение метода удаления стружки с участка
Принимаем для данного участка «Систему М» удаления стружки, которая подразумевает механизированную уборку с использованием ручного труда, малой механизации и колесного транспорта, доставляющего стружку в контейнерах в отделение переработки. Оборудование расставлено по группам и в соответствии с нормами расположения станков в зданиях.
Стружка удаляется скребковым конвейером под полом. Для инструмента предусмотрены инструментальные ящики. Для улучшения условий труда на участке предусмотрено место для отдыха, место для питьевого аппарата. Для доставки контейнеров с заготовками и деталями по периметру участка расположена дорога для автопогрузчиков с односторонним движением. В соответствии с нормами, ширина проездов составляет 2500 мм. Подвод сжатого воздуха от общезаводской централизованной системы. В качестве средств пожарной безопасности предусмотрен пожарный щит, ящик с песком.
Определяем предварительную площадь участка из расчета = 25 м2 на один станок Fпр. = 10 * 25 = 250 м2.
Параметры станков на операциях
Таблица 11.6
| Название операции, станок | Габариты станка, мм | Площадь по габаритам станка, м2 | Удельная площадь, м2 |
| Токарный 16К20 | 3320 х 1565 | 5,2 | 25 |
| Токарный 16К20 | 3320 х 1565 | 5,2 | 25 |
| Токарный 16К20 | 3320 х 1565 | 5,2 | 25 |
| Токарный 16К20 | 3320 х 1565 | 5,2 | 25 |
| Сверлильный 2Н118 | 1600 х 1670 | 2,72 | 25 |
| Сверлильный 2Н118 | 2815 х 1775 | 5 | 25 |
| Вертикально-фрезерный 6Р80Г | 1600 х 1670 | 2,72 | 25 |
| Внутришлифовальный 3К227В | 1600 х 1670 | 2,72 | 25 |
| Торце-круглошлифовальный 3Б153Т | 1600 х 1670 | 2,72 | 25 |
| Итого | 41,68 | 250 |
Определение площади цехового склада материалов и заготовок
![]()
где: Q = 500 т – масса материала и заготовок;
t = 6 дней – принятая норма запаса заготовок;
q = 10 кН/м2 – средняя допускаемая нагрузка на 1 м2 полезной площади пола;
Ки = 0,3 – коэффициент использования площади складирования;
Ф = 250 – число рабочих дней в году;
![]()
Определение площади заточного отделения
Sз = 0,03 * Sпр = 0,03 * 10 = 0,3 1
Площадь заточного отделения
Fз = Sз * = 1 * 25 = 25 м2
Определяем площадь контрольного отделения
Площадь контрольных помещений составляет 3…5% от площади, занятой производственным оборудованием:
Fк.о. = 0,04 * Fпр = 0,04 * 250 = 10 м2
Определение площади цеховой ремонтной базы
Fм = 1,3 * * Sм = 1,3 * 25 * 2 = 65 м2,
где Sм = 2 – количество основных станков ремонтной базы по отношению к количеству обслуживаемого оборудования.
Отделение для переработки стружки
Площадь для переработки стружки составляет 2…4% от площади занятой производственным оборудованием цеха.
Fпстр = 0,02 * Fпр = 0,02 * 250 = 5 м2
Определение площади термического отделения
Fтер. = 0,2 * Q/g = 0,2 * 500/2,3 = 43,5 м2
где g =2,3 т/м2 – норма съема продукции с 1м2 термического отделения.
Определение площади занимаемой магистральными поездами
Fм = 0,06 * Fпр = 0,06 * 250 = 15 м2.
Площадь под проходы
Принимаем 30% от площади станков
Sпрох = 250 * 0,3 = 75 м2
Площадь для места мастера
Принимаем 9 м2
Площадь места отдыха
Принимаем 9 м2
Определение общей площади для размещения участка
Fобщ. = 250+40+25+10+65+5+43,5+15+75+9+9= 546,5 м2
Для данного участка используем сетку колон 1812 м.
Оборудование расставлено по группам, в соответствии с нормативами расположения станков в зданиях.
Стружка удаляется механизировано с использованием ручного труда. Поэтому между оборудованием предусматривают проходы, достаточные для удаления стружки. Для перемещения контейнеров используются вильчатые погрузчики, поэтому ширину магистральных проездов принимаем 4 м.
13 Экономическая эффективность проекта
Задача раздела – рассчитать себестоимость по базовому и проектному вариантам, произвести выбор оптимального варианта и определить показатели его экономической эффективности.
Расчет будем вести по методике [58].
13.1 Краткая характеристика сравниваемых вариантов
Таблица 13.1
Краткая характеристика сравниваемых вариантов
| Базовый вариант | Проектируемый вариант |
Технологический процесс обработки цанги VERS-GRIP содержит следующие операции:00 – заготовительная; 05 – Токарная (2 установа); 10 – Токарная черновая (2 установа); 15 – Токарная чистовая (2 установа); 20 – Фрезерная; 25 – Координатно-расточная; 30 – Фрезерная; 35 – Гравировальная; 40 – Термическая; 45 – Центропритирочная; 50 – Круглошлифовальная (предвари-тельная) 55 – Круглошлифовальная (чистовая) 60 – Внутришлифовальная (2 установа); 65 – Пазоразрезная; 70 – Моечная; 75 – Контрольная; 80 – Вулканизация. Тип производства – мелкосерийный. Условия труда – нормальные. Форма оплата труда – повременно-премиальная. |
В технологический процесс обра-ботки цанги VERS-GRIP вносятся следующие изменения:1) 05 операция (токарная) засверловка отверстий пов. 49 и подрезка торцев пов. 1, 25, выполняемая в два установа, заменяется на фрезерно-центровальную (1 установ), что существенно сокращает операци-онное время; 2) на 45 операции центроприти-рочной заменяется импортный режущий инструмент на отечественный.Тип производства – мелкосерийный. Условия труда – нормальные. Форма оплата труда – повременно-премиальная. |
13.2 Исходные данные для экономического обоснования сравниваемых вариантов
Таблица 13.2
Исходные данные для экономического обоснования сравниваемых вариантов
| № | Показатели | Условное обозначе-ние, единица измерения | Значение показателей | Источник информа-ции | |
| Базовый | Проект | ||||
| 1 | Годовая программа выпуска | 500 | 500 | Задание | |
| 2 | Норма штучного времени, в т.ч. машинное время |
|
2,00 | 1,00 | Расчет |
| 0,90 | 0,45 | ||||
|
1,10 | 0,65 | |||
| 0,20 | 0,20 | ||||
| 3 | Часовая тарифная ставка Рабочего-оператора: Наладчика: |
|
29,86 32,06 |
29,86 32,06 |
Данные кафедры ЭиУП (Прил. 11) |
| 4 | Эффективный годовой фонд времени рабочего | 1731 | 1731 | Или расчет из раздела дипломной работы – Планировка участка | |
| 5 | Коэффициент доплаты до часового, дневного и месячного фондов | 1,08 | 1,08 | Данные кафедры ЭиУП (Прил. 11) |
|
| 6 | Коэффициент доплат за профмастерство (начиная с 3-го разряда) | 1,2 | 1,2 | Данные кафедры ЭиУП (Прил. 11) |
|
| 7 | Коэффициент доплат за условия труда | 1,08 | 1,08 | Данные кафедры ЭиУП (Прил. 11) |
|
| 8 | Коэффициент доплат за вечерние и ночные часы | 1,2 | 1,2 | Данные кафедры ЭиУП (Прил. 11) |
|
| 9 | Коэффициент премирования | 1,2 | 1,2 | Данные кафедры ЭиУП (Прил. 11) |
|
| 10 | Коэффициент выполнения норм | 1,1 | 1,1 | Данные кафедры ЭиУП (Прил. 11) |
|
| 11 | Коэффициент отчисления на социальные нужды | 0,26 | 0,26 | Данные кафедры ЭиУП (Прил. 11) |
|
| 12 | Трудоемкость проектирования техники, технологии | 85 | 85 | Прил. 8 | |
| 13 | Цена единицы оборудования | 270000 | 250000 | Прил. 4 или п. 5-7 списка литературы | |
| 160000 | 160000 | ||||
| 14 | Коэффициент расходов на доставку и монтаж оборудования (0,1…0,25) | 0,2 | 0,2 | - | |
| 15 | Выручка от реализации изношенного оборудования (5% от цены) | 13500 | 12500 | Расчет | |
| 8000 | 8000 | ||||
| 16 | Эффективный годовой фонд времени работы оборудования (при односменной работе – 2030 часов, при 2-х сменной – 4015 часов, при 3-х сменной – 5960 часов) | 4015 | 4015 | Или расчет из раздела дипломной работы – Планировка участка. | |
| 17 | Коэффициент на текущий ремонт оборудования | 0,3 | 0,3 | - | |
| 18 | Установленная мощность электродвигателя станка | 13,0 | 12,0 | Паспорт станка | |
| 3,76 | 3,76 | ||||
| 19 | Коэффициент одновременности работы электродвигателей (0,8…1,0) | 0,9 | 0,9 | - | |
| 20 | Коэффициент загрузки электродвигателей по мощности (0,7…0,8) | 0,75 | 0,75 | - | |
| 21 | Коэффициент загрузки электродвигателя станка по времени (0,5…0,85) | 0,68 | 0,68 | - | |
| 22 | Коэффициент потерь электроэнергии в сети завода (1,04…1,08) | 1,06 | 1,06 | - | |
| 23 | Тариф платы за электроэнергию | 1,35 | 1,35 | Данные кафедры ЭиУП (Прил. 11) |
|
| 24 | Коэффициент полезного действия станка (0,7…0,95) | 0,80 | 0,80 | Паспорт станка | |
| 0,80 | 0,80 | ||||
| 25 | Цена (себестоимость изготовления) единицы инструмента | 150,0 | 160,0 | Прил. 2, п. 5-7 списка литературы. | |
| 46,46 | 23,46 | ||||
| 26 | Коэффициент транспортно-заготовительных расходов на доставку инструмента | 1,02 | 1,02 | - | |
| 27 | Выручка от реализации изношенного инструмента по цене металлолома (20% от цены) | 30,0 | 32,0 | Расчет | |
| 9,29 | 4,69 | ||||
| 28 | Количество переточек инструмента до полного износа | 28 | 15 | Прил. 1 | |
| 16 | 16 | ||||
| 29 | Стоимость одной переточки | 16,0 | 98,2 | Прил. 1 | |
| 144 | 144 | ||||
| 30 | Коэффициент случайной убыли инструмента | 1,1 | 1,1 | Прил. 1 | |
| 31 | Стойкость инструмента между переточками | 1,0 | 1,0 | Прил. 1 | |
| 2,0 | 3,0 | ||||
| 32 | Цена единицы приспособления | 5220,0 | 3556,8 | Прил. 2, п. 5-7 списка литературы. | |
| 8283,2 | 10283,2 | ||||
| 33 | Коэффициент, учитывающий затраты на ремонт приспособления (1,5…1,6) | 1,5 | 1,5 | - | |
| 34 | Выручка от реализации изношенного приспособления (20% от цены) | 1044,00 | 711,36 | Расчет | |
| 1656,64 | 2056,64 | ||||
| 35 | Количество приспособлений, необходимое для производства годовой программы деталей | 1 | 1 | Расчет | |
| 36 | Физический срок службы приспособления (3…5 лет) | 4 | 4 | - | |
| 37 | Расход на смазочно-охлаждающие жидкости (200…300 руб. на один станок в год) | 250,0 | 250,0 | - | |
| 38 | Удельный расход воды для охлаждения на один час работы станка | 0,6 | 0,6 | Данные кафедры ЭиУП | |
| 39 | Тариф платы за 1м3 воды | 1,2 | 1,2 | Данные кафедры ЭиУП (Прил. 11) |
|
| 40 | Удельный расход воздуха за 1 час работы установки, приспособления (0,1…0,15 м3 /час) | 0,10 | 0,10 | - | |
| 41 | Тариф платы за м3 сжатого воздуха | 0,15 | 0,15 | Данные кафедры ЭиУП (Прил. 11) |
|
| 42 | Площадь, занимаемая одним станком | 5,08 | 5,12 | Паспорт станка | |
| 3,95 | 3,95 | ||||
| 43 | Коэффициент, учитывающий дополнительную площадь | 4,0 | 4,0 | Прил. 10 | |
| 4,5 | 4,5 | ||||
| 44 | Стоимость эксплуатации 1м2 площади здания в год | 4500 | 4500 | Данные кафедры ЭиУП (Прил. 11) |
|
| 45 | Норма обслуживания станков одним наладчиком (10…20 станков на одного рабочего) | 10 | 10 | - | |
| 46 | Специализация: - оборудование (универсальное, специальное); - приспособления (универсальное, специальное); - инструмент (универсальный, специальный) |
05 | - универ-сальное; - универ-сальное; - универ-сальный |
- универ-сальное; - универ-сальное; - универ-сальный |
Выбор СТО |
| 45 | - универ-сальное; - универ-сальное; - универ-сальный |
- универ-сальное; - специ-альное; - универ-сальный |
Выбор СТО | ||
| 47 | Материал заготовки и метод получения | - | 19ХГН прокат |
19ХГН прокат |
Задание |
| 48 | Масса заготовки | 3,10 | 3,10 | Расчет | |
| 49 | Вес отходов в стружку | 1,50 | 1,50 | Расчет | |
| 50 | Цена 1кг материала заготовки | 20,74 | 20,74 | Прил. 5 | |
| 51 | Цена 1кг отходов | 1,40 | 1,40 | Прил. 5 | |
| 52 | Коэффициент транспортно-заготовительных расходов (1,05…1,06 – для черных металлов; 1,01…1,02 – для цветных металлов) | 1,05 | 1,05 | - | |
| Дополнительные исходные данные для станков с ЧПУ | |||||
| 55 | Затраты на разработку одной программы | 7000 | 5000 | Прил.6 | |
| - | - | ||||
| 56 | Коэффициент, учитывающий потребности с восстановлением перфоленты | 0,06 | 0,06 | - | |
| 57 | Период выпуска деталей данного наименования | 3 | 3 | - | |
| 58 | Величина запуска деталей (размер партии запуска) | 63 | 63 | Прил. 7 | |
| - | - | ||||
| 59 | Межоперационное время на передачу партии деталей | 0,5 | 0,5 | - | |
13.3 Расчет необходимого количества оборудования и коэффициентов загрузки
Таблица 13.3
Расчет необходимого количества оборудования и коэффициентов загрузки
| № | Наименование показателей | Расчетные формулы и расчет | Значения показателей | |
| Базовый | Проект | |||
| 1 | Расчетное количество основного технологического оборудования по изменяющимся операциям технологического процесса детали, шт . |
|
0,0038 | 0,0019 |
|
0,0021 | 0,0012 | ||
| 2 | Принятое количество оборудования, шт . |
Расчетное количество оборудования округляется до ближайшего большего, целого числа
|
1 | 1 |
| 1 | 1 | |||
| 3 | Коэффициент загрузки оборудования |
|
0,0038 | 0,0019 |
|
0,0021 | 0,0012 | ||
| Дополнительные исходные данные для станков с ЧПУ | ||||
| 4 | Количество наименований однотипных деталей, обрабатываемых на станке с ЧПУ, шт . |
|
241 | 482 |
| 5 | Среднесуточный запуск деталей, шт . |
|
2 | 2 |
| 6 | Длительность производственного цикла, дней |
|
0,192 | 0,129 |
13.4 Расчет капитальных вложений (инвестиций) по сравниваемым вариантам
Таблица 13.4
Расчет капитальных вложений (инвестиций) по сравниваемым вариантам
| № | Наименование, единица измерения | Расчетные формулы и расчет | Значения показателей | |
| Баз. | Пр. | |||
| 1 | Прямые капитальные вложения в основное технологическое оборудование, руб . |
|
1362 | 667 |
| 2 | Сопутствующие капитальные вложения: | |||
| 2.1 | Затраты на проектирование, руб . |
|
2798,2 | 2798,2 |
| 2.2 | Затраты на доставку и монтаж оборудования, руб. |
|
272,4 | 133,4 |
| 2.3 | Затраты на транспортные средства, руб . |
|
68,1 | 33,4 |
| 2.4 | Затраты на приспособления, руб . |
|
37,231 | 19,098 |
| 2.5 | Затраты на инструмент, руб . |
|
45,178 | 42,093 |
| 2.6 | Затраты в эксплуатацию производственных площадей, занятых основным технологическим оборудованием, руб . |
|
515,45 | 271,09 |
| 2.7 | Стоимость аппаратуры для записи программ (для станков с ЧПУ), руб . |
|
61,56 | 28,50 |
| 2.8 | Оборотные средства в незавершенном производстве (для станков с ЧПУ), руб . |
|
27,622 | 17,975 |
| 2.9 | Затраты на демонтаж заменяемого оборудования, руб . |
Расчет ведется на реализуемое оборудование из-за ненадобности в случае замены |
– | 27000 |
| 2.10 | Выручка от реализации заменяемого оборудования, руб . |
Расчет ведется на реализуемое оборудование из-за ненадобности в случае замены |
– | 13500 |
Итого сопутствующие капитальные вложения, руб . |
|
3826 | 16844 | |
| 3 | Общие капитальные вложения, руб . |
|
5188 | 17511 |
| 4 | Удельные, капитальные вложения, руб . |
|
10,376 | 35,022 |
13.5 Расчет технологической себестоимости изменяющихся по вариантам операций
Таблица 13.5
Расчет технологической себестоимости изменяющихся по вариантам операций
| № | Наименование показателей | Расчетные формулы и расчет | Значения показателей |
|
| Баз. | Пр. | |||
| 1 | Основные материалы за вычетом отходов, руб . |
|
65,41 | 65,41 |
| 2 | Основная заработная плата рабочих операторов для мелкосерийного производства, руб . |
|
3,42 | 1,82 |
| 3 | Основная заработная плата наладчика, руб. |
|
0,10 | 0,10 |
| 4 | Начисления на заработную плату, руб . |
|
0,92 | 0,50 |
| 5 | Затраты по содержанию и эксплуатации оборудования | |||
| 5.1 | Затраты на текущий ремонт оборудования, руб . |
|
0,0027 | 0,0007 |
| 5.2 | Расходы на технологическую энергию, руб . |
|
0,170 | 0,084 |
| 5.3 | Затраты на содержание и эксплуатацию приспособлений, руб . |
|
0,024 | 0,012 |
| 5.4 | Затраты на инструмент, руб . |
|
0,56 | 1,00 |
| 5.5 | Расходы на смазочные, обтирочные материалы и охлаждающие жидкости, руб . |
|
0,0030 | 0,0016 |
| 5.6 | Расходы на воду технологическую, руб . |
|
0,034 | 0,019 |
| 5.7 | Расходы на сжатый воздух, руб . |
|
0,0007 | 0,0004 |
| 5.8 | Расходы на содержание и эксплуатацию производ-ственной площади, руб . |
|
1,031 | 0,542 |
| 5.9 | Расходы на поставку и эксплуатацию управляющих программ для станков с ЧПУ, руб . |
|
0,256 | 0,183 |
Итого расходы по содержанию и эксплуатации оборудования, руб . |
|
2,081 | 1,842 | |



13.6 Калькуляция себестоимости обработки детали по вариантам технологического процесса
Таблица 13.6
Калькуляция себестоимости обработки детали по вариантам технологического процесса
| № | Статьи затрат | Затраты, руб. | Измене-ния +/- | |
| Базовый | Проект | |||
| 1 | Материалы за вычетом отходов: |
65,41 | 65,41 | 0 |
| 2 | Основная заработная плата рабочих операторов:
|
3,52 | 1,92 | -1,6 |
| 3 | Начисления на заработную плату: |
0,92 | 0,50 | -0,37 |
| 4 | Расходы на содержание и эксплуатацию оборудования: |
2,081 | 1,842 | -0,239 |
Итого технологическая себестоимость:
|
71,931 | 69,672 | -2,259 | |
| 5 | Общецеховые накладные расходы:
|
7,568 | 4,128 | -3,440 |
Итого цеховая себестоимость:
|
79,499 | 73,000 | -6,499 | |
| 6 | Заводские накладные расходы:
|
8,80 | 4,80 | -4,00 |
Итого заводская себестоимость
|
88,299 | 77,800 | -10,499 | |
| 7 | Внепроизводственные расходы
|
4,415 | 3,890 | -0,525 |
Всего полная себестоимость
|
92,714 | 81,690 | -11,024 | |
Примечание:
Знак + – ставится, если проектный вариант больше базового;
Знак - – ставится, если проектный вариант меньше базового.
Значение коэффициентов цеховых, заводских и внепроизводственных расходов представлены в Приложение 11.
13.7 Расчет приведенных затрат и выбор оптимального варианта.
Таблица 13.7
Расчет приведенных затрат и выбор оптимального варианта
| № | Наименование показателей, единица измерения | Расчетные формулы и расчет | Значение показателей | |
| Баз. | Пр. | |||
| 1 | Приведенные затраты на единицу детали, руб . |
|
96,138 | 93,247 |
| 2 | Годовые приведенные затраты, руб . |
|
48069 | 46624 |
Из рассчитанных вариантов, проектируемым считается тот, в котором приведенные затраты на единицу изделия составляют наименьшую величину. В нашем случае в проектном варианте приведенные затраты на единицу изделия, наименьшие.
13.8 Расчет показателей экономической эффективности проектируемого варианта техники (технологии)
13.8.1 Ожидаемая прибыль (условно-годовая экономия) от снижения себестоимости обработки детали
![]() , (13.1)
, (13.1)
![]() ,
,
где ![]() – полная себестоимость изготовления единицы детали, соответственно по базовому и проектному вариантам.
– полная себестоимость изготовления единицы детали, соответственно по базовому и проектному вариантам.
13.8.2 Налог на прибыль
![]() ,(13.2)
,(13.2)
![]() ,
,
где ![]() – коэффициент налогообложения прибыли (Приложение 11) [58].
– коэффициент налогообложения прибыли (Приложение 11) [58].
13.8.3 Чистая ожидаемая прибыль
![]() , (13.3)
, (13.3)
![]() .
.
13.8.4 Срок окупаемости капитальных вложений
После определения чистой прибыли определяется расчетный срок окупаемости капитальных вложений (инвестиций), необходимых для осуществления проектируемого варианта:
![]() ,(13.4)
,(13.4)
![]()
где ![]() – капитальные вложения (инвестиции), необходимые для приобретения вновь вводимого оборудования, дорогостоящей оснастки, инструмента, а также затраты на эксплуатацию дополнительной площади.
– капитальные вложения (инвестиции), необходимые для приобретения вновь вводимого оборудования, дорогостоящей оснастки, инструмента, а также затраты на эксплуатацию дополнительной площади.
![]() – общие капитальные вложения, необходимые для приобретения оборудования, оснастки и инструмента (таблица 14.4 пункт 3 данной работы).
– общие капитальные вложения, необходимые для приобретения оборудования, оснастки и инструмента (таблица 14.4 пункт 3 данной работы).
Расчетный срок окупаемости инвестиций (капитальных вложений) принимается за горизонт расчета (максимально ожидаемое время окупаемости инвестиций), Т . Если расчетный срок окупаемости получился более 4-х лет, то в дальнейшем, горизонт расчета принимается равным 5 лет.
Далее думаем с точки зрения инвестора-предприятия, которое должно осуществить его проект. Используя методы дисконтирования, решаем вопрос о том, стоит ли вкладывать средства в разработанный проект, который в течение принятого горизонта расчета принесет дополнительную прибыль, или лучше при существующей процентной ставке на капитал положить деньги в банк.
Для этого в пределах принятого горизонта расчета (Т ) рассчитываем текущую стоимость будущих денежных доходов (денежных потоков), приведенных к текущему времени (времени начала осуществления проекта) через коэффициенты дисконтирования.
Общая текущая стоимость доходов (чистой дисконтированной прибыли) в
течение принятого горизонта расчета определяется по формуле:
![]() , (13.5)
, (13.5)
![]() ,
,
где ![]() – горизонт расчета, лет (месяцев);
– горизонт расчета, лет (месяцев);
![]() – процентная ставка на капитал (например, при 5%
– процентная ставка на капитал (например, при 5% ![]() 10%
10% ![]() ;при 20%
;при 20% ![]() и т.д.);
и т.д.);
![]() – 1-ый, 2-ой, 3-й год получения прибыли в пределах принятого горизонта расчета.
– 1-ый, 2-ой, 3-й год получения прибыли в пределах принятого горизонта расчета.
Таблица дисконтных коэффициентов приведена в приложении 9 [58].
13.8.5 Интегральный экономический эффект
Интегральный экономический эффект (чистый дисконтированный доход) составит в этом случае:
![]() , (12.6)
, (12.6)
![]()
Общая стоимость доходов (ЧДД) больше текущей стоимости затрат (![]() ), т.е.
), т.е. ![]() – проект эффективен, поэтому определяем индекс доходности по формуле:
– проект эффективен, поэтому определяем индекс доходности по формуле:
![]() , (12.6)
, (12.6)
![]()
13.9 Технико-экономические показатели эффективности проекта
Таблица 13.8
Технико-экономические показатели эффективности проекта
| № | Наименование показателей | Условное обозначение, единица измерения | Значение показателей | |
| Базовый | Проект. | |||
| Технические параметры | ||||
| 1 | Количество оборудования | 2 | 2 | |
| 2 | Средний коэффициент загрузки оборудования | 0,0029 | 0,0016 | |
| 3 | Общее количество рабочих | 2 | 2 | |
| 4 | Длительность производственного цикла | 0,192 | 0,129 | |
| Экономические показатели | ||||
| 1 | Годовая программа выпуска | 500 | 500 | |
| 2 | Себестоимость единицы изделия | 92,714 | 81,690 | |
| 3 | Капитальные вложения | 5188 | 17511 | |
| 4 | Приведенные затраты на единицу изделия | 96,138 | 93,214 | |
| 5 | Чистая ожидаемая прибыли | 4189 | ||
| 6 | Налог на прибыль | 1323 | ||
| 7 | Срок окупаемости инвестиций | 4 | ||
| 8 | Интегральный экономический эффект (чистый дисконтируемый доход) | 626 | ||
| 9 | Доход на капитал, при вложении денег в банк | - | ||
| 10 | Индекс доходности | 1,04 | ||
Вывод
Так как ЧДД 0, значит проект эффективен, и поэтому определяем индекс доходности, т.е. прибыль на каждый вложенный рубль. Он составляет 1,04. Окупаемость проекта составляет 5 лет, а интегральный экономический эффект 626 рублей. Следовательно, инвестору смело можно вкладывать деньги в данный проект.
Заключение
В целом курсовой проект удался. Было достигнуто обеспечение заданного объёма выпуска детали «Крышки правой», заданного качества с наименьшими затратами путем разработки оптимального технологического маршрута её механической обработки. Наряду с этим было разработано приспособление на токарный станок 16К20 для использования его на черновой операции. В целом курсовой проект удался.
Список литературы
1. «Марочник сталей и сплавов» / Под общей редакцией В. Г. Сорокина. – М.: «Машиностроение», 1989г. – 640с.
2. «Техпроцесс обработки детали» Методическое пособие к курсовому проекту по Технологии машиностроения для студентов 3 курса специальности 1201 / А. В. Гордеев – Тольятти ТолПИ 1991г.
3. «Курсовое проектирование по технологии машиностроения» / Под общей редакцией А. Ф. Горбацевич, В.А. Шкред - издательство «Высшая школа», 1983г. – 255с.
4. «Проектирование заготовок» Методическое пособие к курсовой работе по Проектированию заготовок для студентов 3 курса специальности 1201 / В. М. Боровков – Тольятти ТолПИ 1996г.
5. «Производство заготовок в машиностроении» / Под общей редакцией М. Г. Адоньшен, М. В. Магницкая – Л.: «Машиностроение», 1987г. – 325с.
6. ГОСТ 26645-85 «Отливки в машиностроении».
7. ГОСТ 2590-71 «Сортовой прокат».
8. «Термическая обработка в машиностроении»: Справочник / Под общей редакцией Ю. М. Лахтина, А. Г. Рахштадта. – М.: «Машиностроение», 1980г. – 783с.
9. «Термическая обработка» / Под редакцией В. Б. Райцеи – М.: Машино-строение, 1980г. – 192с.
10. Справочник технолога – машиностроителя. В 2-х т. – Т 2. / Под ред. А.Г. Косиловой - 4-е изд. перераб. и доп. – М.: Машиностроение, 1985, 496с., ил.
11. Обработка металлов резанием: Справочник технолога /А.А.Папанов и др.; машиностроение, 1988, 736с., ил./
12. Горошкин А.К. Приспособления для металлорежущих станков: Справочник – 7-е изд., перераб. и доп. – М.: Машиностроение, 1979. 303с., ил.
13. Станочные приспособления: Справочник. В 2-х т.- TI./ Под ред. Б.Н. Вардашкина, 1984, 592с., ил.
14. Николаев С.В. Приспособления для токарных и шлифовальных станков (альбом конструкций), Тольятти, 1987, 43с., ил.
15. Методическое указание к курсовому проектированию приспособлений для студентов специальностей 120100 и 120200. Составили к.т.н. доцент Николаев С. В. д.т.н. профессор Драчёв О. И. Тольятти ТолПИ 1998 г.
16. Справочник технолога – машиностроителя. В 2-х т. – Т 1. / Под ред. А.Г. Косиловой - 4-е изд. перераб. и доп. – М.: Машиностроение, 1985, 496с., ил.
1. Балакшин Б. С. Теория и практика технологии машиностроения: В 2-х книгах – М. : Машиностроение, 1982.
17. Допуски и посадки. Справочник: В 2-х ч. / В. Д. Мягков, М. А. Палей, А. Б. Романов, В. А. Брагинский. – Л. : Машиностроение, 1983. – 448 с.
18. Кован В. М. Основы технологии машиностроения. – М. : Машино-строение, 1959. – 352 с.
19. Колесов И. М. Основы технологии машиностроения: Учеб. Для машиностр. спец. вузов. – М. : Высш. школа, 1999. – 591 с.
20. Маталин А. А. Технология машиностроения. – Л. : Машиностроение, Ленингр. отд – ние, 1985. – 496 с.
21. Михайлов А. В., Драчёв О. И., Схиртладзе А. Г. Технологические основы обеспечения качества изготовления деталей в машиностроении. Учебное пособие. – Тольятти. : Тольят. гос. ун – т, 2004. – 164 с.
22. Солонин Н. С. Математическая статистика в технологии машино-строения. – М. : Машиностроение, 1972. – 216 с.