Технология бетона
СОДЕРЖАНИЕ: Оглавление Введение 1 Анализ задания 2 Номенклатура выпускаемой продукции 3 Режим работы предприятия 4. Сырье материалы 4.1 Вяжущие вещества 4.2 ЗаполнителиОглавление
Введение
1 Анализ задания
2 Номенклатура выпускаемой продукции
3 Режим работы предприятия
4. Сырье материалы
4.1 Вяжущие вещества
4.2 Заполнители
4.2.1 Песок
4.2.2 Щебень
4.3 Вода
4.4 Добавки
5 Расчет материально- производственного потока
5.1 Определение расхода компонентов бетона /состав бетона/
5.2 Определение усредненно-условного состава бетона
5.3 Расчет материального потока
6. Проектирование бетоносмесительного цеха
6.1 Проектирование склада цемента
6.2 Проектирование склада заполнителей
6.3 Проектирование бетоносмесительного узла
7. Проектирование формовочного цеха
7.1 Выбор способа производства
7.1.1 Кассетный способ
7.1.2 Конвейерный способ
7.1.3 Поточно-агрегатный способ
7.1.4 Стендовый способ
7.1.5 Выбор и обоснование способа производства
7.2 Расчет агрегатно-поточных линий
7.3 Описание технологии изготовления изделий
8. Проектирование склада арматуры
9. Расчет склада готовой продукции
10. Описание климата пункта проектирования
11. Генплан предприятия
12. Контроль качества
13. Техника безопасности и охрана окружающей среды
Список литературы
Введение
Современное строительство немыслимо без бетона. 2 млрд. м3 в год - таков сегодня мировой объем его применения. Это один из самых массовых строительных материалов, во многом определяющий уровень развития цивилизации. Бетон - самый сложный искусственный композиционный материал, который может обладать совершенно уникальными свойствами.
Бетонами называют искусственные каменные материалы, получаемые в результате затвердевания тщательно перемешанной и уплотненной смеси из вяжущего вещества с водой (реже без воды), мелкого и крупного заполнителей, взятых в определенных пропорциях. До затвердевания эту смесь называют бетонной смесью.
Бетон применяется в самых разных эксплуатационных условиях, гармонично сочетается с окружающей средой, имеет неограниченную сырьевую базу и сравнительно низкую стоимость, сравнительная простота и доступность технологии, возможность широкого использования местного сырья и утилизации техногенных отходов при его изготовлении, малая энергоемкость, экологическая безопасность.
Широкое применение сборного железобетона позволило значительно сократить в строительстве расход металла, древесины и других традиционных материалов, резко повысить производительность труда, сократить сроки возведения зданий и сооружений.
Полное удовлетворение потребностей строек страны и их экономическое и техническое соответствие научно- техническому прогрессу связано с расширением заводского производства изделий и конструкций из сборного железобетона и создание крупных предприятий с передовой технологией, механизацией и автоматизацией производства.
Важнейшим звеном технического прогресса в производстве сборного железобетона, связывающим науку с производством, является проектирование новых технологических линий, цехов, заводов, реконструкция и переоснащение действующих предприятий. В проектах непосредственно реализуются результаты научных исследований, используются достижения передовой техники. От качества проектирования в значительной степени зависят темпы технического прогресса [1].
1. Анализ задания на проектирование
На проектируемом предприятии выпускаются изделия, используемые для крупнопанельного домостроения П год = 75000 м3/год.
Предприятие располагается в Новосибирской области в р.п. Линево. Сырье на предприятие поступает:
1. Цемент-поставщик Искитимский цементный завод, в 35 км от предприятия;
2. Песок с Кудряшовского месторождения НСО, в 100 км от предприятия;
3. Щебень из г. Новосибирска;
4. Поставщиком арматурной стали является: Новокузнецкий комбинат, доставка железнодорожным транспортом до ст. Линево, затем автомобильным транспортом до предприятия.
Водоснабжение производится от горсети, электроснабжение и теплоснабжение - от Новосибирского Электродного завода.
2. Выбор номенклатуры изделий проектируемого предприятия
а) Панели стеновые наружные(3-х слойные) на гибких связях:
Панели изготавливаются из тяжелого бетона класса В15 (М200,F75,OK=4см) с утеплителем плитным пенополистиролом марок ПСБ-С-50, ПСБ-С-35, ПСБ-С-25.
Общая толщина панели 400мм включает:
- наружный слой бетона-80мм;
- утеплитель-170мм (на отдельных участках толщина утеплителя может быть 120мм);
- внутренний слой бетона-150мм;
В качестве гибких связей используются металлические стержни диаметром 8 А III специальной конструкции, имеющие антикоррозийную защиту.
Панели в зависимости от назначения могут иметь дверные и оконные проемы.
Внутренний отделочный слой выполняется из цементно-песчанного раствора М100 толщиной 15мм.
Таблица 2.1
Характеристика наружных стеновых панелей
Марка изделия |
Габаритные размеры, мм | Расход материалов | Масса, т |
|||||
| L | B | H | бетон,м3 | cталь,кг | р-р,м3 | ПСБ-С,м2 | ||
3НСП-1 3НСП-2 3НСП-3 3НСП-4 3НСП-5 3НСП-6 |
3590 2990 4095 4095 2895 2895 |
400 400 400 400 400 400 |
2780 2780 2650 2650 2650 2650 |
1,64 1,31 1,58 1,58 1,13 1,13 |
69,8 50,3 84,6 84,6 68 68 |
0,12 0,1 0,08 0,08 0,07 0,07 |
1,2 0,9 1,0 1,0 0,7 0,7 |
4,34 3,5 4,07 4,07 2,91 2,91 |
б) Панели стеновые внутренние железобетонные для жилых зданий:
Панели классифицируют по следующим признакам, характеризующим их типы:
- участию в восприятии вертикальных нагрузок;
- назначению в здании;
- конструктивному решению.
1. 1 По участию в восприятии вертикальных нагрузок панели подразделяют на:
- несущие;
- ненесущие (панели перегородок).
1. 2 По назначению в здании панели подразделяют на панели для:
- надземных этажей;
- подвального и цокольного этажей или технического подполья;
- чердака.
1. 3 По конструктивному решению панели подразделяют на:
- цельные;
- составные.
На проектируемом предприятии внутренние панели изготавливаются из тяжелого бетона класса В15 (М200,F75,OK=7см). А также в качестве рабочей арматуры используется арматурная сталь класса А-IIIи арматурную проволоку класса Вр-I, а также арматура класса А-I для поперечных стержней каркасов и сеток.
Таблица2.2
Характеристика внутренних стеновых панелей
Марка изделия |
Габаритные размеры,мм | Расход материалов | Масса,т | ||||||
| L | H | B | бетон, м3 | сталь,кг | |||||
ПСВ47.27.16 ПСВ36.27.16 ПСВ24.27.12 ПСВ60.27.16 ПСП30.22.20 ПСП36.22.20 |
4720 3590 2390 5990 2990 3590 |
2650 2650 2650 2650 2150 2150 |
160 160 120 160 200 200 |
2,01 1,52 0,76 2,54 1,28 1,54 |
72,4 63,1 20,6 81,3 56,2 64,2 |
4,62 3,49 1,75 5,84 2,94 3,54 |
|||
в) Плиты перекрытия:
Плиты классифицируют по следующим признакам, характеризующим их типы:
- по толщине плиты;
- по схеме опирания плиты на несущие конструкции здания.
Плиты подразделяют на типы, указанные в таблице 2.3.
Таблица 2.3
| Толщина плиты, мм | Тип плит при их опирании на несущие конструкции | ||
| по четырем сторонам | по трем сторонам | по двум сторонам | |
| 100 | 1П | - | - |
| 120 | 2П | - | 2ПД |
| 140 | 3П | 3ПТ | 3ПД |
| 160 | 4П | 4ПТ | 4ПД |
| 180 | 5П | 5ПТ | 5ПД |
| 200 | 6П | 6ПТ | 6ПД |
Для производства плит перекрытий применяется бетон класса В15 (М200,F75,OK=7см), термомеханически упрочненная арматура класса Ат-V.
Таблица 2.4
Характеристика плит перекрытия
Марка изделия |
Габаритные размеры,мм | Расход материалов | Масса,т | |||
| L | В | Н | бетон, м3 | сталь,кг | ||
4ПТ60.12-6Ат-V 4ПТ36.24-6Ат-V 4ПД60.24-6Ат-V 4ПД66.30-6Ат-V 5ПТ60.30-6Ат-V 5ПТ60.12-6Ат-V |
5980 3580 5980 6580 5980 5980 |
1200 2400 2400 3000 3000 1200 |
160 160 160 160 180 180 |
1,15 1,37 2,29 3,16 3,23 1,29 |
39,6 47,2 68,5 94,5 96,4 42,3 |
2,64 3,15 5,27 7,27 7,42 2,97 |
г) Многопустотные плиты перекрытия:
Изготавливаются из тяжелого бетона класса В15 (М200, F75, OK=7см);
Арматура класса АтV;
Таблица 2.5
Характеристика многопустотных плит
Марка изделия |
Габаритные размеры,мм | Расход материалов | Масса,т | |||
| L | B | H | бетон, м3 | сталь,кг | ||
ПК63.15-8AтVт ПК60.15-8AтVт ПК57.15-8AтVт ПК54.15-8AтVт ПК51.15-8AтVт ПК48.15-8AтVт |
6280 5980 5680 5380 5080 4780 |
1490 1490 1490 1490 1490 1490 |
220 220 220 220 220 220 |
1,18 1,12 1,07 1,0 0,96 0,92 |
54,56 54,27 40,07 44,13 42,87 37,89 |
2,97 2,85 2,68 2,53 2,38 2,3 |
д) Сваи железобетонные, забивные:
Тяжелый бетон класса В15 (М200, F75, OK=4см);
Таблица 2.6
Характеристика свай
Марка изделия |
Габаритные размеры,мм | Расход материалов | Масса,т | |||
| L | B | H | бетон, м3 | сталь,кг | ||
C50.30 C60.30 C70.30 C80.30 C90.30 |
5000 6000 7000 8000 9000 |
330 330 330 330 330 |
300 300 300 300 300 |
0,46 0,55 0,64 0,73 0,82 |
40,2 48,41 53,6 58,33 67,6 |
1,15 1,38 1,6 1,83 2,05 |
| Номенклатура предприятия | Производительность завода по номенклатуре,% (м3) |
20% (15000м3) |
20% (15000м3) |
20% (15000м3) |
|
| Масса изделия,т | 4,34 3,5 4,07 4,07 2,91 2,91 |
4,62 3,49 1,75 5,84 2,94 3,54 |
5,27 7,27 3,15 2,64 2,97 7,42 |
||
Расход материалов на 1 изд. |
Сталь,кг | 69,8 50,3 84,6 84,6 68 68 |
72,4 63,1 20,6 81,3 56,2 64,2 |
68,5 94,5 47,2 39,6 42,3 96,4 |
|
| утепл,м3 | 1,2 0,9 1 1 0,7 0,7 |
||||
| бет,м3 | 1,76 1,41 1,66 1,66 1,2 1,2 |
2,01 1,52 0,76 2,54 1,28 1,54 |
2,29 3,16 1,37 1,15 1,29 3,23 |
||
| Габариты,мм | H | 2780 2780 2650 2650 2650 2650 |
2650 2650 2650 2650 2150 2150 |
5980 6580 3580 5980 5980 5980 |
|
| B | 400 400 400 400 400 400 |
160 160 120 160 200 200 |
2400 3000 2400 1200 1200 3000 |
||
| L | 3590 2990 4095 4095 2895 2895 |
4720 3590 2390 5990 2990 3590 |
5980 6580 3580 5980 5980 5980 |
||
| Эскиз изделия | |||||
Марка Изделия |
1.наружные стеновые панели: 3НСП1 3НСП2 3НСП3 3НСП4 3НСП5 3НСП6 |
2.Внутренние панели: ПСВ47.27.16 ПСВ36.27.16 ПСВ24.27.12 ПСВ60.27.16 ПСП30.22.20 ПСП36.22.20 |
3.Плиты перекрытий 4ПД60.24-6АтV 4ПД66.30-6АтV 4ПТ36.24-6АтV 4ПТ60.12-6АтV 5ПТ60.12-6АтV 5ПТ60.30-6АтV |
||
| Номенклатура предприятия | Производительность завода по номенклатуре,% (м3) | 20% (15000м3) | 20% (15000м3) | 75000 м3 | |
| Масса изделия,т | 2,97 2,85 2,68 2,53 2,38 2,3 |
1,15 1,38 1,6 1,83 2,05 |
|||
| Расход материалов на1 изд. | Сталь,кг | 54,56 54,27 40,07 44,13 42,87 37,89 |
40,2 48,41 53,6 58,33 67,6 |
||
| утепл,м3 | - | ||||
| бет,м3 | 1,18 1,12 1,07 1,0 0,96 0,92 |
0,46 0,55 0,64 0,73 0,82 |
|||
| Габариты,мм | H | 220 220 220 220 220 220 |
300 300 300 300 300 |
||
| B | 1490 1490 1490 1490 1490 1490 |
330 330 330 330 330 |
|||
| L | 6280 5980 5680 5380 5080 4780 |
5000 6000 7000 8000 9000 |
|||
| Эскиз изделия | |||||
| Марка Изделия | 4. Многопустотные плиты перекрытия ПК63.15-8AтVт ПК60.15-8AтVт ПК57.15-8AтVт ПК54.15-8AтVт ПК51.15-8AтVт ПК48.15-8AтVт |
5. Сваи C50.30 C60.30 C70.30 C80.30 C90.30 |
|||
3. Режим работы предприятия
При технологических расчетах заводов сборного железобетона режим работы принимается по “Общероссийским нормам технологического проектирования предприятий сборного железобетона”.
- номинальное количество рабочих суток в году, Тн = 262;
- количество рабочих смен в сутки-2 (для ТВО-3);
- количество рабочих смен в сутки по приему сырья, материалов и отгрузки готовой продукции ж/д транспортом, n= 3;
- то же автотранспортом, n= 3;
- номинальное количество рабочих суток в году по приему сырья и материалов с ж/д троанспорта tн = 365;
- длительность плановых остановок в сутках на ремонт технологических линий: для конвейерных, Тр =13; для кассетных установок Тр =7.
- коэффициент использования технологического оборудования:
- конвейерных линий, Ки =0,95;
- кассетной установок, Ки =0,92;
- продолжительность рабочей смены в час, t=8;
Годовой фонд рабочего времени технологического оборудования в часах рассчитывается по формуле:
Тф = (Тн-Тр)ntkи, (4.1)
где n-количество смен в сутки;
t-продолжительность смены в часах;
kи-коэффициент использования оборудования;
Тр-длительность плановых остановок технологических линий на ремонт в сутках;
- Для конвейерной линии:
Тф = (262-13)280,95=3784,8 ч;
Тф = (262-13)380,95=5677,2 ч;
- Для кассетной установки:
Тф = (262-7)280,92=3753,6 ч;
Тф = (262-7)380,92=5630,4 ч;
Таблица 3.1
Режим работы предприятия
| Наименование передела | Количество рабочих дней в году | Количество смен в сутки | Количество часов в смену |
| Склад готовой продукции | 262 | 2 | 8 |
| Термообработка | 365 | 3 | 8 |
| Формовочный цех | 262 | 2 | 8 |
| Бетоносмесительный цех | 262 | 2 | 8 |
| Арматурный цех | 262 | 2 | 8 |
| Склад сырья | 365 | 3 | 8 |
| Транспортный участок | 365 | 3 | 8 |
4 . Сырьевые материалы
4 .1 Вяжущие вещества
В качестве вяжущего для производства изделий используется портландцемент М400, изготавливаемый на Искитимском цементном заводе, в 30 км от проектируемого предприятия.
| Марка цемента | Содержание минералов, % | |||
| C2S | C3S | C3A | C4AF | |
| М400-ДО | 20,22 | 50,16 | 8,93 | 16,53 |
Таблица 4.1
Минералогический состав портландцементного клинкера
Таблица 4.2
Характеристика портландцемента
| № | Наименование показателя | Значение |
| 1 | Удельная поверхность, см2/г | 2800 |
| 2 | Остаток на сите, 008, % | 10 |
| 3 | Нормальная густота цементного теста, % | 27,5 |
| 4 | Сроки схватывания, ч, мин.: -начало -конец |
4ч. 5ч.30 мин |
| 5 | Насыпная плотность, кг/м3 | 1100 |
| 6 | Истинная плотность, кг/л | 3 |
Таблица 4.3
Химический состав ПЦ клинкера
| SiO2 | CaO | Al2 O3 | Fe2 O3 | MgO | SO3 | п.п.п. |
| 20.62% | 64.27% | 6.94% | 5.44% | 1.56% | 0.97% | 0.2% |
4.2 Заполнители
4.2.1 крупный заполнитель
В качестве крупного заполнителя тяжелых бетонов применяют щебень или гравий с размером зерен от 5 до 120 мм, получаемые дроблением и последующим рассевом скальных пород.
Крупность заполнителя должна составлять не менее 1/4 минимального сечения элемента и не менее 2/3 расстояния между стержнями арматуры.
Прочность крупного заполнителя должна быть не менее чем в 1,5 раза больше прочности бетона для классов ниже чем В22 и в 2 раза больше - для классов В22 и выше.
Содержание пластинчатых и игловых частиц не должно превышать 35% (в обычном щебне), при игольчатой форме зерен – не более 25%. При кубовидной форме – не более 15%.Марка щебня должна быть не ниже: для изверженных – 800, для метаморфических – 600, осадочных – 300. Содержание в щебне зерен слабых и выветриваемых пород – менее 10%
Наличие глины в виде отдельных комьев в количестве более 0.25% или плёнки, обволакивающей зёрна, не допускается. Не должно быть загрязняющих примесей.
В качестве крупного заполнителя используется щебень фракции 10-20, привозимый на предприятие, автотранспортом из Чернореченского месторождения г. Искитим (НСО).
Таблица 4.3
Характеристика щебня
| Наименование месторождения | Физико-технические показатели | ||||
| Rсж , МПа | , кг/м3 | н, кг/м3 | F, цикл | Вт, % | |
| Чернореченское | 150 | 2470 | 1460 | 100 | 1,2 |
4.2.2 Мелкий заполнитель
В качестве мелкого заполнителя применяются как природные, так и искусственные пески, получаемые дроблением горных пород.
Качество песка определяется крупностью, зерновым и минералогическим составами, формой зерен, количеством и видом примесей.
Лучшими в практике приготовления бетонов являются кварцевые пески, а также пески от дробления морозостойких горных пород. Благодаря высокой прочности зерен обеспечивается необходимая марка бетона.
Для бетонов могут использоваться пески повышенной крупности, крупные, средние и мелкие с модулем крупности (Мк) от 1 до 3,5
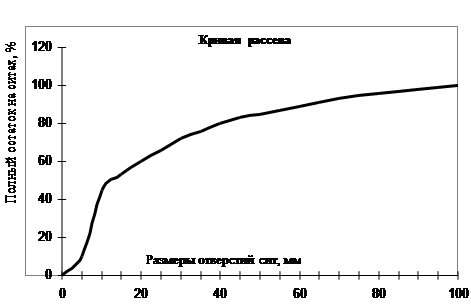
Таблица 4.4
Зерновой состав песка
| Группа | Повышенной крупности | Крупный | Средний | Мелкий | Очень мелкий |
| Мк | 3-3.5 | 2.5-3.25 | 2-2.5 | 1.5-2 | 1-1.5 |
Полный остаток на сите №063 % по массе |
65-75 | 45-65 | 30-45 | 10-30 | 0-10 |
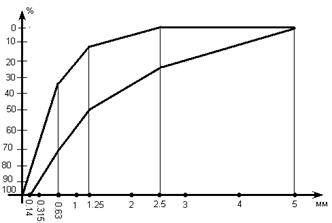
Модуль крупности мелкого заполнителя в составе бетона, определяемый по ГОСТ 8735-77, не должен отличаться от установленного в соответствии с принятой кривой более чем на ±0,1.
В качестве мелкого заполнителя используется песок средней крупности (Мк=2,3)
Таблица 4.5
Характеристика песка
| Наименование месторождения | Плотность, т/м3 | Насыпная плотность, т/м3 | Модуль крупности | Пустотность, % | Содержание глинистых примесей, % |
Кудряшовский район (НСО) |
2,4 | 1,6 | 2,3 | 33 | 0,5 |
4.3 Вода
Вода, применяемая для затворения смеси должна удовлетворять требованиям ГОСТ 23732-79. Содержание в воде органических поверхностно-активных веществ, Сахаров или фенолов, каждого, не должно быть более 10 мг/л.
Вода не должна содержать пленки нефтепродуктов, жиров, масел. Окисляемость воды не должна быть более 15 мг/л. Содержание в воде растворимых солей, ионов SO4-2, Сl-1 и взвешенных частиц не должно превышать величин, указанных в таблице 4.9. Водородный показатель воды (рН) не должен быть менее 4 и более 12,5. Вода не должна содержать также примесей в количествах, нарушающих сроки схватывания и твердения цементного теста и бетона, снижающих прочность и морозостойкость бетона.
Допускается применение технических и природных вод, загрязненных стоками, содержащими примеси в количествах, превышающих установленные в таблице, кроме примесей ионов хлора,при условии обязательного соответствия качества бетона показателям, заданным проектом.
4.4 Добавки
В целях регулирования свойств бетона, бетонной смеси и получения экономического эффекта в состав компонентов вводятся добавки двух видов: химические и тонкомолотые минеральные.
Наиболее эффективны добавки первого вида, которые вводятся в небольших количествах (в диапазоне от 0,1 до 2 % от массы цемента). Тонкомолотые добавки применяются с расходом от 5 до 20 % к массе цемента
На проектируемом предприятии используется пластифицирующая добавка - Лигносульфат технический (ЛСТ), улучшающая подвижность и удобоукладываемость бетонной смеси.
5. Расчет материально-производственного потока
5.1 Расчет состава бетона
1) Расчет состава тяжелого бетона для производства 3-х слойных панелей и свай.
Исходные данные:
- Требуемая марка бетона М200, Rб=20 МПа;
- Осадка конуса (удобоукладываемость)-4 см;
- Модуль крупности песка, Мк=2,3;
- Наибольшая крупность щебня, Дмах=20 мм;
- Истинная плотность: песка и п =2400 кг/м3 ;
щебня и щ =2470 кг/м3 ;
- Насыпная плотность: песка н п =1600 кг/м3 ;
щебня н щ =1460 кг/м3 ;
Характеристика цемента:
- ц - активность (марка) цемента М400: Rц =40 МПа;
- н - насыпная плотность цемента: н ц =1,1 кг/л;
- и - истинная плотность цемента: и ц =3,0 кг/л;
- Vп - пустотность щебня.
Пустотность щебня определяется по формуле (5.1.1):
Vп = 1- н щ / щ (5.1.1)
Vп = 1-(1460/2470)=0,41
Определение Ц/В отношения:
Rб =АRц Ц/В - 0,5), (5.1.2)
Rб =АRц (Ц/В + 0,5), (5.1.3)
где А- коэффициент, учитывающий качество заполнителя, А=0,6; Rц –активность цемента, МПа; Rб – требуемая прочность бетона, МПа. Если марка бетона меньше или равна марке цемента, расчет ведется по формуле (5.1.2). Если марка бетона больше марки цемента, расчет ведется по формуле (5.1.3)
Ц/В отношение определяется по формуле (5.1.2):
Ц/В=Rб /(Rц А)+ 0,5, (5.1.4)
Ц/В=20/(400,6)+0,5=1,33
Расход воды определяется по таблице 5[2]:
В=195 л.
Расход воды определяется по формуле (5.1.5):
Ц=В(Ц/В), л. (5.1.5)
В=1951,33=259,3 л.
Расход щебня определяется по формуле (5.1.6):
Щ=1000/[(VпКр)/ н щ +1/ и щ ] , кг. (5.1.6)
где Кр – коэффициент раздвижки зерен щебня или гравия, Кр=1,34.
Щ=1000/[(0,411,34)/1,46+1/2,47]=1288,66 кг.
Расход песка считается по формуле (5.1.7):
П=[1000 – (Ц/ и ц +В+Щ/ и щ )] и п , кг. (5.1.7)
П=[1000–(259,3/3,0+195+1288,66/2,47)]2,4=472,4 кг.
2) Расчет состава тяжелого бетона для производства внутренних панелей и плит перекрытий.
Расчет состава бетона марки М200 (ОК = 7см) производится аналогично расчету состава бетона марки М200 (ОК = 4см).
Исходные данные:
- Требуемая марка бетона М200, Rб =20 МПа;
- Осадка конуса (удобоукладываемость)-7 см;
- Модуль крупности песка, Мк = 2,3;
-Наибольшая крупность щебня, Д мах = 20 мм;
- Истинная плотность: песка и п =2400 кг/м3 ;
щебня и щ =2470 кг/м3 ;
- Насыпная плотность: песка н п =1600 кг/м3 ;
щебня н щ =1460 кг/м3 ;
Характеристика цемента:
- ц - активность (марка) цемента М400: Rц =40 МПа;
- н - насыпная плотность цемента: н ц =1,1 кг/л;
- и - истинная плотность цемента: и ц =3,0 кг/л;
- Vп =0,4
Определение Ц/В отношения:
Ц/В=Rб /(Rц А)+ 0,5,
Ц/В=20/(400,6)+0,5=1,33
Расход воды определяется по таблице 5[2]:
В=205 л.
Расход воды определяется по формуле:
Ц=2051,33=272,6 л.
Расход щебня:
Щ=1000/[(0,411,34)/1,46+1/2,47]=1288,66 кг.
Расход песка:
П=[1000–(272,6/3,0+205+1288,66/2,47)]2,4=438,6 кг.
2) Расчет состава тяжелого бетона для производства многопустотных плит перекрытий.
Расчет состава бетона марки М200 (ОК=0см) производится аналогично расчету состава бетона марки М200 (ОК=4см).
Исходные данные:
- Требуемая марка бетона М200, Rб=20 МПа;
- Осадка конуса (удобоукладываемость)-0 см;
- Модуль крупности песка, Мк=2,3;
- Наибольшая крупность щебня, Дмах=20 мм;
- Истинная плотность: песка и п =2400 кг/м3 ;
щебня и щ =2470 кг/м3 ;
-Насыпная плотность: песка н п =1600 кг/м3 ;
щебня н щ =1460 кг/м3 ;
Характеристика цемента:
- ц - активность (марка) цемента М400: Rц =40 МПа;
- н - насыпная плотность цемента: н ц =1,1 кг/л;
- и - истинная плотность цемента: и ц =3,0 кг/л;
- Vп =0,4
Определение Ц/В отношения:
Ц/В=Rб /(Rц А)+ 0,5,
Ц/В=20/(400,6)+0,5=1,33
Расход воды определяется по таблице 5[2]:
В=175 л.
Расход воды определяется по формуле:
Ц = 1751,33=232,75 л.
Расход щебня:
Щ = 1000/[(0,411,34)/1,46+1/2,47]=1288,66 кг.
Расход песка:
П = [1000–(232,75/3,0+175+1288,66/2,47)]2,4=541,7 кг.
5.2 Определение усреднено-условного состава бетона
Для определения усредненно-условного состава бетона подсчитывается доля каждого состава в общей производительности бетоносмесительного цеха.
Усредненно-условный состав бетона необходим для упрощения расчета потребности проектируемого предприятия в сырьевых материалах в час, в сутки, в год.
Используются следующие формулы:
1. Расход воды:
Ву=1В1+2В2+3ВЗ, л. (5.2.1)
Ву=0,4195+0,4205+0,2175=195 л.
2. Расход цемента:
Цу=1Ц1+2Ц2+3ЦЗ, кг (5.2.2)
Цу=0,4259,3+0,4272,6+0,2232,75=259,3 кг.
3. Расход песка:
Пу=1П1+2П2+3ПЗ, кг (5.2.3)
Пу=0,4472,4+0,4438,6+0,2541,7=472,7 кг
4.Расход щебня:
Щу= 1Щ1+2Щ2+3ЩЗ, кг (5.2.4)
Щу=0,41288,66+0,41288,66+0,21288,66=1288,66 кг
Таблица 5.1
Результаты расчетов состава бетона
Вид бетона |
Марка бетона | Предельная крупность заполнителя, мм | Осадка конуса, см |
Расходы материалов, кг/л на м3 бетона | Доля, % | |||
| Вода | Цемент | Щебень | Песок | |||||
Тяжелый бетон |
200 | 20 | 4 | 195 | 259,3 | 1288,66 | 472,4 | 40 |
| 200 | 20 | 0 | 175 | 232,75 | 1288,66 | 541,7 | 20 | |
| 200 | 20 | 7 | 205 | 272,6 | 1288,66 | 438,6 | 40 | |
| Усредненно-условный состав бетона | 195 | 259,3 | 1288,66 | 472,7 | 100 | |||
5.3 Расчет материального потока
Для расчета материального производственного потока уточняется деление производственного процесса на технологические зоны и нормы неизбежных потерь материалов по зонам.
Зона 1: транспортно-сырьевой участок. Потери цемента 1%, щебня 1%, песка 2%.
Зона 2: склады сырья. Потери цемента 1%, щебня 1,5%, песка 2%.
Зона 3: бетоносмесительный узел. Потери бетонной смеси 1%.
Зона 4: формовочные линии. Потери бетонной смеси 0,5%.
Зона 5: участок термообработки и доводки изделий. Потери 0,5%.
Зона 6: склад готовой продукции. Потери 0,5%.
Затем подсчитываются необходимые производительности технологических переделов и потребности в материалах, начиная с зоны 6 (склад готовой продукции) по формуле:
Пп =Пп+1 /(1-Qn /100), м3 /год (5.3.1)
где Пп - производительность в зоне n (n- номер зоны), м3 /год; Пп+1 – производительность в зоне, следующей за рассчитаемой; Qn – производственные потери в зоне, %.
Ц=П3 Цу /(1-Q2 /100), т/год (5.3.2)
Щ= П3 Щу /(1-Q2 /100), м3 /год (5.3.3)
где П3 -производительность в зоне 3; Цу - расход цемента на 1 м3 условного бетона, т; Q2 -потери цемента (1%) в зоне 2; Щу -расход щебня на 1 м3 условного бетона, м3 ; Q2 -потери щебня (1,5%) в зоне 2. После расчета необходимых производительностей переделов и готовых потребностей в материалах в зонах 2 и 1, подсчитываются суточные (м3 /сутки) и часовые (м3 /час) производительности (потребности) в зонах.
Псут =Пп /(Тн -Тр )Ки , м3 /сутки (5.3.4)
Пч =Пп /Тф , м3 /час (5.3.5)
где Тн - номинальное количество суток (262) в году; Тр - длительность плановых остановок на ремонт, сут; Ки - коэффициент использования технологического оборудования; Тф - годовой фонд рабочего времени оборудования, час.
6. Проектирование бетоносмесительного цеха
В состав бетоносмесительного цеха (БСЦ) входят: склад цемента (вяжущих), склады заполнителей, бетоносмесительные узлы БСУ (бетонорастворосмесительные узлы и др.) и внутрицеховые транспортные связи между складами сырья и БСУ.
Качество бетонной смеси и бетона зависит от качества сырьевых материалов. Поэтому одно из основных назначений складов – сохранение, а часто и улучшения качества сырья.
Внутрицеховые транспортные связи должны исключать засорение, ухудшение качества материалов и снижать потери.
Тип складов и технологическая схема переработки сырьевых материалов должны обеспечивать минимальные эксплуатационные расходы.
6.1 Проектирование склада цемента
Цемент на заводах ЖБИ хранится в силосных складах, которые в зависимости от вида транспорта железнодорожного, автомобильного, водного, могут быть: прирельсовые, притрассовые, береговые.
При проектировании склада цемента необходимо предусматривать раздельное хранение цемента по видам и маркам.
Требуемая вместимость склада цемента определяется по формуле (6.1.1):
Vс.ц =Цсут n/Кз , (6.1.1)
где Цсут - суточная потребность завода в цементе, т; n-нормативный запас цемента, сут (поставка автотранспортом-6 суток); Кз - коэффициент заполнения емкости склада, равный 0,9.
Vс.ц =55,26/0,9=368 т
Принимаем 1 прирельсовый склад-409-29-61, состоящий из 6 силосов.
Таблица 6.1
Характеристика склада цемента
| Показатели | Значение |
| Вместимость,т | 360 |
| Количество силосов,шт | 6 |
| Грузооборот,тыс.т/год | 17,3 |
| Мощность токоприемников, кВт | 156,1 |
6 . 2 Проектирование склада заполнителей
Существующие типы складов заполнителей можно классифицировать:
1) По способу хранения: открытые, закрытые и частично закрытые;
2) По виду емкости: штабельные (материал складируется на выровненной площадке, по длине разделенной стенками на отсеки), бункерные, полубункерные, силосные и траншейные;
3) В зависимости от вида транспорта и расположения склада к транспортным путям: прирельсовые, притрассовые, береговые и комбинированные;
4) По виду оборудования для загрузки склада: эстакадные (заполнитель загружается в емкости сверху с помощью ленточного транспортера со сбрасывающей тележкой), грейферные (мостовой кран с грейферным захватом ходит над складскими емкостями);
5) По виду оборудования для разгрузки склада и подачи заполнителей в БСУ: галерейные (забор материала производится через затворы на ленточный транспортер, расположенный в подземной галерее под складскими емкостями), бункерные (материал из емкостей подается в приемные бункера грейферным краном, автопогрузчиком или бульдозером);
Расчет склада проводится, исходя из потребности в сырьевых материалах, нормативных запасов и конкретной характеристики принятого типа склада. Расчеты сводятся к определению вместимости, площади и геометрических размеров склада.
Емкость в складе для хранения каждого вида заполнителя рассчитывается по формуле (6.2.1)
Vc=ЗсутnКфКз, (6.2.1)
где Зсут- суточная потребность предприятия в данном виде заполнителя, м3
n-нормативный запас заполнителя, сут;
Кф-коэффициент, учитывающий необходимое увеличение склада при хранении нескольких фракций, Кф=1;
Кз-коэффициент загрузки:
Песок: Vc=63,5611,1=419 м3
Щебень: Vc=188,7611,1=1245 м3
Общая вместимость склада заполнителей подсчитывается как сумма емкостей для хранения каждого вида заполнителя.
Vобщ с = Vщ с + Vп с, м3 (6.2.2)
Vобщ с =1245+419=1664 м3
Таблица 6.2
Характеристика склада заполнителей.
| Склад | Вместимость, м3 | Годовой грузооборот, тыс. м3 | Число рабочих | Площадь застройки, м2 |
| Силосный стационарный | 3000 | 85 | 6 | 0,48 |
Привязка типового склада осуществляется вблизи транспортных магистралей и на минимально необходимом расстоянии от БСУ, чтобы транспортная связь (галерея) между ними была как можно короче.
6.3 Проектирование бетоносмесительного цеха
Исходными данными для проектирования БСУ являются вид и расчетная потребность предприятия в бетонной смеси, вид и потребное количество сырьевых компонентов, способ подачи бетонной смеси в формовочные цехи. БСУ состоит из 4 отделений: подбункерного, дозаторного, смесительного и выдачи бетонной смеси.
Расчет БСУ заключается в следующем:
1. Определяется требуемая часовая производительность БСУ по формуле:
Пб.ч =П3 К1 К2 , м3 (6.3.1)
где П3 - часовая производительность БСЦ по результатам расчета материально-производственного потока; К1 - коэффициент резерва производства, К1 =1,2; К2 - коэффициент неравномерности выдачи и потребления бетонной смеси, К2 =1,25.
Пб.ч =18,341,21,25=27,5 м3 /ч
2. Определяется часовая производительность бетоносмесителя по формуле:
Qч =60Vз Ки /tц , м3 (6.3.2)
где Vз - объем одного готового замеса, м3 ; Ки - коэффициент использования оборудования, равный 0,97; tц - время цикла приготовления одного замеса, мин. Для пластичных смесей с осадкой конуса 6 см tц =1,5-2 мин; 2-6 см tц =2-2,5 мин; для жестких смесей tц =2,5-3 мин; для растворных смесей и смесей на пористых заполнителях tц =3,5-4 мин.
Для наружных панелей:
Qч =601,640,97/2,5=38,17 м3 /ч.
Для внутренних панелей:
Qч = 602,540,97/2 = 76,68 м3 /ч.
Для плит перекрытий:
Qч = 602,290,97/2 = 66,64 м3 /ч.
Для многопустотных плит:
Qч = 601,180,97/2 = 34,3 м3 /ч.
Для свай:
Qч = 00,820,97/2 = 23,9 м3 /ч.
3. Необходимое количество смесителей подсчитывается по формуле:
Z= Пб.ч /Qч , шт (6.3.3)
Z1=27,5/38,17=0,72
Z2=27,5/(66,64+76,68+23,9)=0,16
Z1=27,5/34,3=0,8
Принимаем 3 бетоносмесителя.
Таблица 6.3.1
Характеристика бетоносмесителя СБ-93
| Наименование | Показатель |
| Объем готового замеса, л по бетонной смеси | 1000 |
| Вместимость по загрузке, л | 1500 |
| Число циклов в 1 час при приготовлении бетонной смеси/раствора | 40/35 |
| Наибольшая крупность заполнителя, мм | 70 |
| Частота вращения рабочего органа, об./мин | 20 |
| Мощность двигателя, кВт | 40 |
| Давление в пневмонасосе, МПа | 0,4-0,6 |
| Габариты, м | 3,34*2,69*2,85 |
| Масса, кг | 4900 |
7. Проектирование формовочных цеха
7.1 Выбор и обоснование схемы производства
7.1.1 Кассетный способ производства
Особенностью кассетного способа является формование изделий в вертикальном положении в стационарных разъемных металлических формах-кассетах. Звено рабочих в процессе производства перемещается от одной кассетной формы к другой, организуя производственный поток.
Кассетный способ находит широкое применение при крупнопанельном домостроении для изготовления внутренних стеновых панелей и панелей перекрытий из бетонов класса В15.
По сравнению с изготовлением изделий в горизонтальном положении кассетный способ имеет ряд преимуществ:
- высокая точность размеров изделий при хорошем качестве поверхности;
- можно применять более жесткий режим тепловой обработки;
- изделия можно транспортировать с более низкой распалубочной прочностью (около 50%);
Недостатки:
- повышенный расход цемента и не эффективно производство панелей из бетонов более высокого класса, чем В15;
- низкая оборачиваемость кассет;
- изделия имеют неодинаковую прочность по сечению;
- повышенная металлоемкость форм по сравнению с поточно-агрегатным способом производства;
7.1.2 Конвейерный способ производства
Организуется по замкнутой технологической линии с принудительным ритмичным или непрерывным перемещением форм в процессе изготовления в них изделий.
Технологические конвейерные линии характеризуются наличием конвейера, состоящего, как правило, из форм-вагонеток, перемещающихся по кольцевому пути, либо представляют собой движущуюся бесконечную ленту, на которой последовательно совершаются технологические операции..
Весь процесс изготовления изделий разделяется на технологические операции, причем одна или несколько из них выполняются на определенном посту. Тепловые агрегаты являются частью конвейерного кольца и работают в его системе также в принудительном ритме. Это обуславливает одинаковые или кратные расстояния между технологическими постами (шаг конвейера), одинаковые габариты форм и развернутую длину тепловых агрегатов. Достоинства:
- обеспечение высокой степени механизации и автоматизации технологических процессов.
- возможность более компактного расположения оборудования и эффективного использования производственных площадей.
- конвейерный способ производства изделий позволяет значительно повысить производительность труда; Недостатки:
- сложность оборудования и трудоемкость переналадки на выпуск изделий другого типа;
7.1.3 Поточно-агрегатный способ производства
При поточно-агрегатном способе производства процессы формования, твердения и распалубки изделий выполняются на специализированных постах, входящих в состав технологического потока. Каждый пост оборудован соответствующими машинами и механизмами, а формы и изделия перемещаются от одного поста к другому с помощью мостового крана или кран-балки По этому способу формы ,с изделиями, перемещаясь по потоку, могут останавливаться не на всех рабочих постах, а только на тех, которые нужны для изготовления изделий данного типа. При этом время остановки на каждом посту может быть различным. Оно зависит от времени, необходимого для выполнения данной технологической операции. Это дает возможность создавать на одной и той же линии посты с разным технологическим оборудованием, изготавливать одновременно несколько видов изделий, относительно легко переходить с одного типа изделий к другому. Отсутствие принудительного ритма перемещения форм позволяет на одном посту производить несколько операций, технологические посты при этом укрупняют, агрегируется оборудование, а число перемещений форм сокращается. На поточно-агрегатных линиях с формовочными постами формы на виброплощадку подают с помощью формоукладчиков. В состав технологической линии входят: формовочный агрегат с бетоноукладчиком, установка для заготовки и электрического нагрева или механического натяжения арматуры, формоукладчик, камеры твердения, участки распалубки, остывания изделий, их доводки или отделки, технического контроля; площадки под текущий запас арматуры, закладных деталей, утеплителя, складирования резервных форм, их оснастки и текущего ремонта, а также стенд для испытания готовых изделий
Достоинства:
- возможность изготовления широкой номенклатуры изделий с меньшими капитальными затратами по сравнению с конвейерной технологией.
- более гибкая и маневренная технология в отношении использования технологического и транспортного оборудования, в режиме тепловой обработки, что важно при выпуске изделий большой номенклатуры.
Недостатки:
- отсутствие автоматизации технологических операций.
- недостаточная механизация формовочных постов.
- много крановых операций.
7.1.4 Стендовый способ производства
При стендовом методе изготовления все операции по подготовке комплектации форм, формованию и тепловой обработке изделий производятся на стационарных стендах, к которым подаются все необходимые материалы и формующее оборудование. При этом специализированные звенья рабочих вместе с необходимыми механизмами, последовательно перемещаясь от стенда к стенду, выполняют весь комплекс формовочных операций.
Тепловлажностная обработка изделий производится путем подачи теплоносителя (пара) в паровую рубашку формы. Открытая поверхность изделия накрывается колпаком или паронепроницаемой пленкой для предотвращения излишнего испарения и разрыхления верхнего слоя бетона. Различают стенды для формования изделий и конструкций в горизонтальном и вертикальном положении, а также стенды универсальные и специализированные, длинные и короткие.
Универсальные стенды рассчитаны на изготовление различных видов изделий в зависимости от парка форм на заводе. Специализированные стенды ориентированы на выпуск определенного сортамента близких по типу и размерам изделий.
1. Стендовый способ рекомендуется в тех случаях, когда габариты и масса конструкций превышают размеры и грузоподъемность виброплощадок и мостовых кранов.
2. Армирование изделий не позволяет уплотнять изделия на виброплощадке и требует применения глубинных и навесных вибраторов. На длинных стендах можно формовать длинномерные линейные конструкции с напряженным армированием, длина стенда достигает 75-222 м. Короткие стенды рассчитаны на одно изделие, а по ширине - на два и более. Достоинства:
-возможность выпуска изделий широкой номенклатуры при относительно несложной переоборудовании;
- простота и универсальность оборудования;
- гибкость технологии на коротких стендах, преимущественно в вибротермоформах, в 2-4 раза повышает оборачиваемость форм, снижает трудоемкость формования;
Недостатки: стендовый способ производства требует больших производственных площадей, усложнения механизации и автоматизации, высоких трудозатрат.
7.1.5 Обоснование способа производства
На проектируемом предприятии внутренние стеновые панели и плиты перекрытий серии 111-90 изготавливаются по кассетной технологии т.к. этот способ менее энергоемок для данных видов изделий и требует наименьших трудозатрат, а текже этот способ обеспечивает высокую точность геометрических размеров и качество поверхности готовых изделий по сравнению с остальными.
Наружные 3-х-слойные стеновые панели изготавливаются по конвейерной технологии т.к. этот способ позволяет максимально механизировать и улучшить организацию труда, а также этот способ является рентабельным при изготовлении однотипных изделий при небольшом их разнообразии, т.е. приводит к увеличению производительности конвееров и снижению стоимости продукции.
При данной технологии осуществляется малое количество операций краном, что позволяет использовать один кран на пролете.
Сваи и многопустотные плиты изготавливаются по поточно-агрегатному способу.
7.2 Расчет поточно-агрегатной линии
Годовая производительность агрегатно-поточной технологической линии определяется номенклатурой выпускаемой продукции, режимом формования изделий и продолжительностью работы формовочного поста в течение суток.
Производительность линий для каждой группы изделий рассчитывается по формуле, м3 /час:
Р=55,2*С*В*Vф /Тц ,(7.1)
где С- число рабочих дней в году;
В- число часов работы формовочного поста в сутки;
Vф - объем одной формовки, равен объему изделия-представителя или сумме объемов изделий одновременно формуемых в одной форме, м3 ;
Тц - продолжительность цикла формования, мин.(табл.30.3 [2])
Р=55,2*233*16*0,82/15=11250 м3 ;
Требуемое количество технологических линий определяют по формуле, шт:
Nт.л =Пг /Р*Ки ,(7.2)
где Пг - годовая производительность предприятия в м3 по данной группе изделий;
Ки - коэффициент использования оборудования, Ки =0,92.
Nт.л сваи =15000/ (11250*0,92) =1,44 шт;
Nт.л ПК =15000/ (11250*1,18) =1,13 шт;
Принимаем две технологических линии для производства свай идве для производства многопустотных плит перекрытия.
Габариты форм принимают по габаритам наибольшего изделия данной группы. Если изделия малогабаритные, то принимают решение о том, что в одной форме формуем два и более изделий.
При условии формования одного изделия в форме размеры форм определяют, м:
lф =lи +2* lф ; bф =bи +2* bф ; hф =hи +2* hф ,(7.3)
где lф , bф , hф - соответственно длина, ширина, высота изделия, м;
lф - ширина торцевого борта, а также участка для размещения упоров в силовых формах, м;
bф - ширина бокового борта, м;
hф - высота поддона, м.
Сваи:
lф =9+2*0,2=9,4 м;
bф =0,33+3*0,2=0,93 м;
hф =0,3+0,3=0,6 м.
Многопустотные плиты:
lф =6,28+2*0,2=6,68 м;
bф =1,49+2*0,2=1,89 м;
hф =0,22+0,3=0,52 м.
Длина секции камеры, м:
Lк =n*lф +(n+1)*l,(7.4)
где n- количество форм с изделиями по длине, шт;
lф - длина формы, м;
l- величина промежутков между стенкой и формой, а также между формами; ln =0,3…0,5 м.
где n – количество форм с изделиями по ширине, м;
Сваи:
L=1*9,4 + 2*0, 3 = 10 м;
Многопустотные плиты:
L=1*6,68 + 2*0, 3 = 7,28 м;
Ширина секции камеры, м:
Вк = n*bф +(n+1)*b,(7.5)
где n- количество форм с изделиями по ширине, шт;
bф - ширина формы, м;
bn - величина промежутков, м, b=0,3 м.
Сваи:
В=4*0,93 + 5*0, 3 =5,22м
Многопустотные плиты:
В=2*0,93 + 3*0, 3 =2,76 м
Высота секции камеры, м:
Нк = n*hф +(n-1)*a+ h1 + h2 ,(7.6)
где n- количество форм по высоте секции /принимают 5..7 форм/;
hф - высота формы с изделием, м;
а- величина промежутков между формами, а=0,03…0,05 м;
h2 - величина зазора между крышкой и верхом формы с изделием, м, h2 =0,05…0,1 м;
h1 - величина зазора между дном секции камеры и дном формы, h1 =0,15 м.
Сваи:
Н=5*0,6 + 4 *0,05 + 0,1+ 0,15= 3,45м.
Многопустотные плиты:
Н=7*0,52 + 6*0,05 + 0,1+ 0,15= 4,19м.
Принимаем ямную пропарочную камеру для свай с размерами:
Lк =10 м; Вк =5,22 м; Нк =3,45 м.
Принимаем ямную пропарочную камеру для многопустотных плит с размерами:
Lк =7,28 м; Вк =2,76 м; Нк =4,19 м.
Количество пропарочных камер, шт:
Z= П/m*q*Kоб * Kв ,(7.7)
где П- годовая производительность технологической линии, м3 ;
q- объем загружаемых изделий в камеру без форм, м3 ;
m- количество рабочих дней в году;
Kв - коэффициент использования по времени, равный 0,91;
Kоб - коэффициент оборачиваемости камеры /одной секции/.
Сваи:
Z=15000/233*32,8*0,91*1=2,2 шт.
Многопустотные плиты:
Z=15000/233*16,52*0,91*1=4,28 шт.
Принимаем 3 ямные камеры для производства свай и 5 ямных камер для производства многопустотных плит перекрытия.
Расчет потребности цеха в металлических формах производится отдельно по каждому типу форм по формуле:
Nф =Пг *Кр.ф /Тр.ф *Vи *Ко.ф *Ки.а ,(7.8)
где Пг - требуемая годовая производительность завода по данной группе изделий, м3 ;
Тр.ф - фактическое рабочее время работы данной линии в сутках /235сут./;
Кр.ф - коэффициент запаса форм;
Vи - объем бетона в данной форме, м3 ;
Ко.ф - коэффициент оборачиваемости форм в сутки,
Ко.ф =24/( Tо.+ Tn )(7.9)
Tо -средняя продолжительность цикла тепловой обработки (таб.22.2[2])
Tn =0,5
Ки.а =0,97.
T=15 ч
Ко.ф =24/15+0,5=1,55
Сваи:
Nф. =15000*1,1/235*1,64*1,55*0,97=28 шт;
Многопустотная плита:
Nф. =15000*1,1/235*1,18*1,55*0,97=39 шт;
Расчет виброплощадки начинается с определения требуемой грузоподъёмности Qтр , т:
Qв = Qф + Qб ,(7.10)
где Qф - масса формы, т, определяемая по формуле
Qф =Vи *Муд ;
Qб - условная масса бетонной смеси, т;
Vи - объем формуемого изделия, м3 ;
Муд - удельная металлоемкость формы, Муд =1,8 т/м3 .
Сваи:
Qф =1,64*1,8=2,95 т;
Многопустотная плита:
Qф =1,18*1,8=2,12 т;
Qб =Vи * m ,
где m -расчетная средняя плотность бетонной смеси, т/м3 ;
Vи - объем формуемого изделия, м3 ;
m =2,2 т/м3 ,
Сваи:
Qб =1,64*2,2=3,6 т;
Qв =2,95+3,6=6,65 т
Многопустотная плита:
Qб =1,18*2,2=2,6 т;
Qв =2,12+2,6=4,72 т
Принимаем 2 виброплощадки СМЖ-199А для производства ж/б свай и 2 виброплощадки для производства многопустотных плит перекрытия.
Таблица 7.1
Основная характеристика виброплощадки СМЖ – 199А
| Показатель | Величина |
| Максимальный размер формуемых изделий в плане, м | 3 х 12 |
| Грузоподъемность, т | 24 |
| Максимальный статический момент вибровозбудителей, см | 48 |
| Амплитуда смещений или высоты падений, мм | 0,2-0,5 |
| Установленная мощность, кВт | 63 |
| Крепление формы | Электромагнитное |
| Габаритные размеры, м | 8,5 * 2,99*0,69 |
| Масса, т | 5,6 |
Тип и марку бетоноукладчика принимаем в зависимости от вида укладываемой бетонной смеси, конфигурации формуемого изделия, требуемой вместимости бункера.
Принимаем 4 бетоноукладчика СМЖ–166Б. Его техническая характеристика представлена в таблице 7.2
Таблица 7.2
Техническая характеристика бетоноукладчика СМЖ-306
| Наименование параметра | Значение |
| Ширина колеи, мм | 1100 |
| Число бункеров, шт. | 1 |
| Скорость передвижения, м/мин | 12 |
| Установленная мощность, кВт | 4,5 |
| Габаритные размеры, м | 9,5*5,74*2,39 |
| Масса, т | 5,2 |
7.3 Описание способа производства
Сваи:
Предварительно подготавливается форма: очищается от остатков бетона и пыли (особенно бортов, упоров и замков форм); смазывается смазочным составом.
В подготовленную форму при открытых бортах устанавливаются, и фиксируется арматура: плоские каркасы, сетки, закладные детали и монтажные петли.
Формование осуществляется после проверки положения арматурных изделий в форме. Бетонную смесь укладывают в форму бетоноукладчиком. Бетонную смесь необходимо уложить не позднее 30 минут момента после её изготовления. При укладке смеси включают вибратор во избежание зависания бетона в расходном бункере бетоноукладчика. В это же время в течение 2-3 минут работает виброплощадка.
Процесс изготовления плит состоит из следующих этапов.
Форма с изделием после тепловой обработки мостовым краном устанавливается на пост N1 для выполнения следующих операций: открывание бортов, плавный отпуск натяжения с помощью домкратов одновременно с двух торцов формы, обрезка напряженных стержней бензорезом, съема изделий с формы мостовым краном, смазка форм и укладка закладных деталей.
Подготовленная форма рольгангом перемещается на пост N2, где выполняется укладка напрягаемой арматуры. Форма собирается и выполняется натяжение арматуры гидродомкратами. После этого форма рольгангом перемещается на пост формования, опускается на виброплощадку и закрепляется на ней электромагнитами. Бетоноукладчик распределяет бетонную смесь, уплотняемую вибрированием.
По окончании формования форма с изделием перемещается в камеру ТВО (время-15 часов,t=80-90С).
После завершения тепловой обработки плиты распалубливают и вывозят на склад готовой продукции.
Открывание бортов
Отпуск натяжения
Обрезка напряженных стержней
Съем изделия
Чистка и смазка формы
Укладка напрягаемой арматуры в форму
Натяжение арматуры
Укладка бетонной смеси
Виброуплотнение
ТВО
Складирование
8. Проектирование склада арматуры
Арматурная сталь размещается на складе по маркам, профилям, диаметрам и партиям на стеллажах или подкладках в сухих закрытых помещениях с бетонным полом.
Суточная потребность завода в арматурной стали:
Qсут = Qг / [(Тн – Тр )Ки ], (8.1)
где Qг – годовая потребность в арматурной стали, т;
Тн – номинальное количество рабочих суток в год, Тн = 260 сут.;
Тр – длительность плановых остановок на ремонт, Тр = 7 сут.;
Ки – коэффициент использования рабочего времени, Ки = 0,92.
Qг = Ауср Пг , (8.2)
где Пг – годовая производительность завода, м3 /год;
Ауср – усредненный расход стали, т/м3 .
Усредненный расход стали определяется по формуле:
Ауср . = 0,01[А1 1 +А2 2 +А3 3 +…+Аn n ], (8.3)
где А1 …Аn – среднее значение расхода стали на 1м3 бетона для каждого вида изделий;
1 …n – доля в объеме проектируемого цеха каждого вида изделий.
Ауср =51*0,2+32*0,2+29,8*0,2+46,2*0,2+67.6*0,2] = 45,32 кг/м3 ;
Qг = 45,3275000/1000 =3399 т/год;
Qсут = 3399/[(260-7)0,92] = 14,6 т/сут.
Площадь для складирования арматуры и металла подсчитывается по формуле:
А = (Qсут Тхр К)/m, (8.4)
где Qсут – суточная потребность завода в арматуре одного вида с учетом потерь, т;
Тхр – запас арматурной стали на складе, сут., Тхр = 25 сут.;
К – коэффициент, учитывающий неполноту использования площади склада, К = 3; m – масса металла, размещенного на 1м2 площади склада, для стали в мотках m = 1,2 т/м2 , для стали в прутках и сортового проката m = 3,2 т/м2 .
А = [(14,6253)/1,2] + [(14,6253)/3,2] = 1255 м2 .
Принимаем крытый склад арматурной стали, который находится вместе со складом готовой продукции.
9. Расчет склада готовой продукции
Площадь склада готовой продукции подсчитывается по формуле:
А = Qсут Тхр К1 К2 / Qн , м2 ,(9.1)
где
А – площадь склада, м2 ;
Qсут – объем изделий, поступающих на склад в сутки, м3 ;
Тхр – запас готовых изделий на складе, Тхр =10 сут.;
Qн – объем изделий, хранящихся в горизонтальном положении на 1 м2 площади склада, Qн = 1;
К1 - коэффициент, учитывающий проходы между штабелями изделий, К1 = 1,5;
К2 - коэффициент, учитывающий проезды и площадь под путями кранов, тележек, К2 = 1,3.
Площадь склада для хранения железобетонных изделий:
А = 287,7*10*1,5*1,3/1 = 5610 м2 .
В связи с тем, что склад арматуры будет располагаться на складе готовой продукции, тогда общая площадь составит:
Аобщ. =Аа +Асгп , м2 ,(9.2)
где
Аа – площадь склада арматуры, м2 ;
Асгп – площадь склада готовой продукции, м2 .
Аобщ.=1255+5610=6865 м2
Принимаем склад со следующими размерами: шириной B=48 м и длиной L =144 м (принимаем кратно 12м). Площадь склада готовой продукции будет представлять собой площадку размером 36*36м
10. Описание климата пункта проектирования
Климат описывается по СНиП 2.01.01-82
Пункт проектирования - город Новосибирск
1.Подрайон 1В
2.Среднемесячная температура воздуха в январе, в самом холодном месяце от -14 до 28С,а в июле +12 до 21С.
Таблица 10.1
Температура наружного воздуха, средняя по месяцам
| Tсредняя за год, С | Tсредняя наиболее холодного периода, С | Tсредняя наружного воздуха по месяцам, С | |||||||||||||||||
| -0,1 | -24 | январь | февраль | март | апрель | май | июнь | июль | август | сентябрь | октябрь | ноябрь | декабрь | ||||||
| -19 | -17,2 | -10,7 | -0,1 | +10 | +16,3 | +18,7 | +16 | +9,9 | +1,5 | -9,7 | -16,9 | ||||||||
| Табсолютная минимальная, С | Табсолютная максимальная, С | Тсредняя максимальная, С | Тсредняя наиболее холодной пятидневки, С | Тсредняя наиболее холодных суток, С | Тсредняя наиболее холодного периода, С | ||||||||||||||
| -50 | 38 | 24,6 | -39 | -42 | -24 | ||||||||||||||
| Период со среднесуточной температурой ниже +8С | Продолжительность периода со среднесуточной температурой ниже 0 С,сут. | Вечномерзлый грунт | |||||||||||||||||
Продолжительность, сут. |
Средняя температура, С | 178 | нет | ||||||||||||||||
| 22,7 | -9,1 | ||||||||||||||||||
Таблица 10.2
Амплитуда колебаний температуры по месяцам, средние/максимальные в С
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| 9,3/30,3 | 10/23,9 | 10,5/22,8 | 9,9/21,3 | 12,8/24,4 | 12,6/21,6 | 11,4/22,5 | 11/22,3 | 11/22 | 8,5/20,8 | 7,7/28,4 | 8,8/25,9 |
Таблица 10.3
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| 1,4 | 1,6 | 2,5 | 5 | 7,5 | 12,4 | 15,7 | 13,6 | 9,3 | 5,6 | 2,8 | 1,7 |
Средняя абсолютная влажность воздуха в Мб по месяцам
Таблица 10.4
Средняя относительная влажность воздуха в % по месяцам
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| 80 | 78 | 78 | 70 | 59 | 66 | 72 | 76 | 76 | 77 | 82 | 82 |
Средняя амплитуда суточных колебаний относительной влажности наиболее жаркого месяца в %: 31%
Количество осадков в мм:
· За год 514
· Жидких осадков
· За год 370
· Суточный максимум 95
Снежный покров:
· Средняя дата образования и разрушения устойчивого снежного покрова:1/11-10/04
· Средняя из наибольших высот за зиму в см: 37
Роза ветров:
Январь
| с | св | в | юв | ю | юз | з | сз |
| 3 | 5 | 9 | 16 | 27 | 31 | 6 | 3 |
Июль
| с | св | в | юв | ю | юз | з | сз |
| 12 | 18 | 11 | 10 | 11 | 15 | 12 | 11 |
Рисунок 10.1 Роза ветров для города Новосибирска
Анализ розы ветров показал, что господствующим ветром в зимний период является ЮЗ ветер,а в летний – СВ. Следовательно продольные оси здания необходимо располагать с З на В.
11. Генплан предприятия
Генеральный план завода спроектирован в соответствии со строительными нормами. Расположения зданий и сооружений на территории завода приняты таким, чтобы обеспечить рациональную схему технологического процесса, наиболее короткие транспортные пути, экономное использование территории, расположение зданий различного функционального назначения в разных зонах территории. Между зданиями и сооружениями завода соблюдены противопожарные и санитарные разрывы, а территория населенных мест и зоны отдыха отделена от промышленной зоны озелененной санитарно-защитной полосой. Пути следования обслуживающего персонала к производственным зданиям безопасны, удобны и не пересекаются с автомобильными дорогами территории. К каждому из производственных зданий и сооружений завода обеспечен свободный подъезд пожарных автомашин. В целом, при проектировании генерального плана завода соблюдается архитектурное единство планировки, застройки и благоустройство территории завода.
Главным принципом при проектировании генплана является группирование производственных зданий по их функциональному назначению и деление территории завода на зоны:
- производственную;
- предпроизводственную;
- подсобную;
- складскую.
Основные планировочные решения генерального плана обусловлены следующими факторами:
- соответствием расположения основных и вспомогательных зданий и сооружений технологической схеме производства;
- примыканием автодорожных путей и блокировки зданий;
- выполнением санитарных и противопожарных требований, разделением людских потоков;
- выполнением санитарных и противопожарных требований, разделением грузовых потоков.
В целях обеспечения нормативных санитарно-гигиенических условий на территории, прилегающей к проектируемым зданиям, предусмотрено озеленение свободных от застройки мест: посадка деревьев и многолетних трав. Основным материалом для озеленения территории завода являются лиственные породы деревьев.
На территории завода также предусмотрено устройство газонов из многолетних трав. Газоны расположены в производственной зоне, на площадках отдыха и на зеленой полосе внутризаводских дорог.
Объемно-планировочное решение основного производственного корпуса основано на размещении цехов завод в типовых унифицированных пролетах.
Основной производственный корпус состоит из пяти пролетов шириной 18 метров, длиной 144 метра с шагом колонн 12 м. Для обеспечения требований пожарной безопасности предусмотрены запасные выходы и входы, а также распашные ворота.
На заводе запроектирован открытый склад готовой продукции. Склад сырья и топлива расположен за основным производственным корпусом. Подача сырья производится по закрытой галерее.
Предприятие получает электроэнергию от городской электрической сети. Для ее распределения и преобразования имеются свои внутренние электросети. Теплоснабжение осуществляется с помощью теплосетей, источником является котельная Новосибирского Электродного завода. Здание оборудовано центральным отоплением, питьевым, техническим и противопожарным водопроводом, канализацией, приточно-вытяжной вентиляцией, осветительными электросетями. В цехах и корпусах завода установлены радиоточки и служебные телефоны.
12. Контроль качества производства и готовой продукции
Таблица 12.1
Входной контроль
| Контролируемые показатели материалов, процессов, продукции | Кто осуществляет контроль |
Цемент: - вид, марка, наличие паспорта; - физико- механические свойства; Заполнители: - вид, наличие паспорта; - физико- механические свойства, влажность; Сталь: - вид, класс, марка стали, наличие сертификатов; - физико- механические свойства |
Отдел снабжения Лаборатория Отдел снабжения Лаборатория Отдел снабжения Лаборатория |
Таблица 12.2
Пооперационный контроль качества основных технологических процессов
| Основные операции, подлежащие контролю | Состав контроля | Место контроля | Метод и средства контроля | Периодичность и объем контроля |
| 1 Состояние формовочного оборудования: виброплощадка, бетоноукладчик | 1 Колебания виброплощадки 2 Техническое состояние оборудования |
Посты формования. Лаборатория | Виброграф. Паспорт |
Ежемесячно |
| 2 Арматурные работы | 1 Марка стали 2 Соответствие размеров арматуры рабочим чертежам 3 Сварка сеток 4Антикоррозионная защита |
Арматурный цех | 1 Сравнение с эталоном 2 Обмер рулеткой 3 Визуальный отбор проб и испытание |
2 раза в смену |
| 3 Установка и закрепление каркасов, сеток, закладных деталей | 1 Соответствие рабочим чертежам 2 Защитный слой 3 Положение арматурного каркаса |
Пост армирования | Обмер стальной рулеткой, мерной линейкой. Визуальный | Раз в смену |
| 4 Приготовление бетонной смеси | 1 Точность дозирования 2 Время перемешивания 3 Консистенция |
Бетоносмесительный цех | 1 Наблюдение за приборами 2 Проверка тарирования прибора 3 Отбор проб испытание |
п.1- раз в смену п.2- каждый замес п.3- 2 раза в смену и при новом составе смеси |
| 5 Подготовка и смазка форм | 1 Качество очистки и смазки форм 2 Качество эмульсии |
Пост чистки и смазки | 1 Осмотр 2 Отбор проб и испытание |
п.1- раз в смену п.2- раз в месяц |
| 6 Укладка бетонной смеси | 1 Время вибрироуплотнения 2 Плотность укладки 3 Прочность бетона 4 Толщина слоя |
п. 1, 2, 4- пост формования п. 3- лаборатория |
п. 1- секундомер п. 2- плотномер п. 3- отбор проб и последующее их испытание п. 4- замер линейкой |
п.1- поштучно п. 2- раз в смену п. 3- серия контрольных кубов п. 4- поштучно |
| 7 ТВО | Соблюдение заданного режима ТВО | Камер ТВО | Приборы автоматики и регулирования | В процессе обработки через 2 ч. партия в камере |
8Распалубливание Подготовка к сдаче продукции, складирование |
1 Внешний вид 2 Наличие дефектов 3 Соответствие расположения изделий схеме складирования |
Пост распалубливания, склад готовой продукции | п.1, 2- визуально п.3- стальная рулетка, схема |
п. 1,2- поштучно п. 3- 2 раза в смену |
Таблица 12.3
Выходной контроль
| Внешний вид | Не допускаются наличие раковин, сколов, трещин шириной 2 мм. Не допускаются наплывы и выемки. |
| Отклонения в размерах | 1 Отклонение от линейного размера: - по длине ±10 мм; - по ширине ±10 мм; - по высоте ±5 мм; 2 Размер выступов ±6 мм; 3 Обнажение арматуры не допускается кроме концов арматуры, которые не должны выступать за торцевые поверхности панелей более чем на 10 мм и должны быть защищены слоем цементно- песчаного раствора. |
| Отпускная прочность | При приемке ОТК устанавливается отпускная прочность в теплый период- 70%, в холодный период- 85%. |
13. Техника безопасности и охрана окружающей среды
Заводы сборного железобетона относятся к числу предприятий, на которых санитарно- гигиенические условия труда и техника безопасности являются не только важнейшими критериями для повышения производительности труда, они обеспечивают сохранение здоровья каждого работающего на предприятии.
В целях предотвращения загрязнения воздуха помещений с вредными выделениями: оборудование, приборы, трубопроводы и другие источники, выделяющие теплоту, должны быть теплоизолированы; агрегаты и оборудование, при эксплуатации которых происходит влаговыделение, должны быть укрыты и изолированы; технологические процессы, связанные с выделением пыли, следует изолировать так, чтобы их работа осуществлялась без участия людей, а выделяющиеся технологические выбросы в виде пыли, паров и вредных газов перед выпуском в атмосферу должны быть подвергнуты очистке.
В цехах, где используются вибрационные механизмы, должны быть приняты меры по устранению воздействия вибрации и снижению уровня шума.
При приготовлении бетонной смеси необходимо следить за исправной работой вентиляции, герметизацией кабин пультов управления дозаторами и смесителями, системой сигнализации и автоматизации.
Формование изделий осуществлять при включенной звуковой сигнализации, управление формовочными машинами должно быть дистанционным. При тепловой обработке изделий следует не допускать утечки пара из камер, загружать и выгружать камеры с помощью автоматических траверс [1].
Литература
1. Баженов Ю.М. Технология бетона. / Ю.М. Баженов .- М.: АСВ. - 2003. – 500 с.
2. Михайлов К.В. Производство сборных железобетонных изделий. / К.В. Михайлов, К.М. Королев/Справочник. - М.: Стройиздат.- 1989.-447 с.
3. Тимофеев А.И. Проектирование предприятий сборного железобетона для районов Сибири и Крайнего Севера / А.И. Тимофеев, В.А. Безбородов /Учебное пособие. – Новосибирск, НГАСУ. - 1991. - 80с.