Технология конструкционных материалов 4
СОДЕРЖАНИЕ: Технология конструкционных материалов представляет собой комплексную дисциплину, которая содержит основные сведения о способах получения металлических и неметаллических конструкционных материалов, их свойствах и методах обработки при получении заготовок, готовых деталей или изделий различного назначения.Технология конструкционных материалов представляет собой комплексную дисциплину, которая содержит основные сведения о способах получения металлических и неметаллических конструкционных материалов, их свойствах и методах обработки при получении заготовок, готовых деталей или изделий различного назначения. Успешное изучение ряда специальных дисциплин, а также дальнейшая деятельность студентов многих специальностей может стать успешной лишь при усвоении этих вопросов.
ОБЩИЕ СВЕДЕНИЯ О МЕТАЛЛАХ
1. КЛАССИФИКАЦИЯ МЕТАЛЛОВ
В технике применяют большое число различных металлов, которые можно разделить на черные и цветные. К первым относят железо и его сплавы, ко вторым — все остальные металлы и их сплавы.
Черные металлы представляют собой сложные сплавы железа с углеродом, кремнием, марганцем, серой, фосфором и другими элементами. Однако основным элементом, оказывающим главное влияние на свойства этих металлов, является углерод. В зависимости от его содержания сплавы делят на стали и чугуны.
Сталями называют сплавы железа с углеродом, в которых углерода содержится до 2,14%, а чугунами — свыше 2,14%.
Цветные металлы подразделяют на тяжелые (медь, свинец, олово, никель и др.), легкие (алюминий, магний и др.), редкие (молибден, вольфрам, ванадий и др.) и благородные (золото, платина, серебро). Цветные металлы обладают многими ценными свойствами, но их мало и они дороги и во всех случаях, когда это допустимо, цветные металлы заменяют черными металлами, пластмассами и синтетическими материалами.
2. АТОМНО-КРИСТАЛЛИЧЕСКОЕ СТРОЕНИЕ МЕТАЛЛОВ
Все тела состоят из атомов. Тела, в которых атомы расположены беспорядочно, называют аморфными (стекло, воск, смола и др.). Кристаллические тела , к которым относятся все металлы и металлические сплавы, характеризуются упорядоченным расположением атомов. В них атомы находятся в узлах пространственных кристаллических решеток.
Аморфные тела изотропны , то есть имеют одинаковые свойства по всем направлениям. Кристаллические тела анизотропны: у них неоднородные свойства в разных геометрических направлениях. В связи с этим физические и механические свойства одного кристалла могут изменяться в зависимости от того, в каком направлении эти свойства определяют.
Металлические изделия, состоящие из огромного числа кристаллов, представляют собой поликристаллические тела. Произвольность ориентировки каждого кристалла приводит к тому, что свойства оказываются практически одинаковыми во всех направлениях.
В процессе кристаллизации металлов и сплавов могут образовываться кристаллические решетки разного типа. Наиболее распространенными являются объемно-центрированная кубическая, гранецентрированная кубическая и гексагональная решетки (рис. 1).

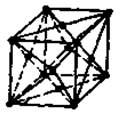

а б в
Рис.1. Расположение атомов в кристаллических решетках:
а - объемно-центрированная кубическая; б - гранецентрированная кубическая; в - гексагональная
Решетку объемно-центрированного куба имеют многие металлы, например Cr, Fe, Pb, W; гранецентрированную кубическую решетку - Al, Ni, Cu; гексагональную решетку — Mg, Zn, Ti.
Некоторые металлы (железо, марганец и др.) в зависимости от температуры нагрева могут иметь кристаллические решетки различного строения и, следовательно, обладать различными свойствами. Это явление называют аллотропией .
К металлам, не претерпевающим аллотропических превращений в твердом состоянии при нагревании и охлаждении, относятся алюминий, магний, медь и др. Большое количество технически важных металлов (олово, цинк, никель, и др.) подвержено аллотропическим изменениям.
3. ПЛАВЛЕНИЕ И КРИСТАЛЛИЗАЦИЯ МЕТАЛЛОВ
Переход металлов и сплавов из жидкого состояния в твердое связан с их кристаллизацией. При температуре кристаллизации в жидком металле сначала образуются центры кристаллизации, причем их роль играют разные примеси и включения. После образования зародышей атомы жидкого металла, расположенные беспорядочно, начинают располагаться вокруг этих зародышей и образуют кристаллы правильной геометрической формы. Так как кристаллизация начинается одновременно во многих местах и рост кристаллов идет по всем направлениям, то смежные кристаллы, сталкиваясь между собой, мешают свободному росту каждого. Это приводит к тому, что кристаллы приобретают неправильную внешнюю форму, несмотря на их упорядоченное внутреннее строение. Кристаллы неправильной формы принято называть кристаллитами, или зернами.
В практических условиях кристаллизация с образованием геометрически правильных кристаллов происходит очень редко. Почти всегда образуются кристаллические зерна или дендриты неправильной геометрической формы. Каждое зерно состоит из большого количества мелких кристаллических решеток, в которых атомы расположены закономерно. Дендриты представляют собой древовидные кристаллы.
При наблюдении за охлаждением и нагревом чистого металла могут быть построены кривые охлаждения и нагревания. Горизонтальный участок на кривой соответствует температурной остановке — температуре затвердевания или расплавления чистого металла (рис. 2).
Рис. 2. Кривые нагревания и охлаждения чистого металла, аморфного тела и сплава
а - кривая нагревания, б - кривая охлаждения без переохлаждения, в - кривая с переохлаждением, г - кривая с петлей переохлаждения, д - кривая охлаждения аморфного тела, е - кривая охлаждения сплава.
В отличие от кристаллических тел аморфные не имеют выраженной границы при переходе из жидкого состояния в твердое (с понижением температуры процесс идет постепенно).
Охлаждение и надевание сплавов характеризуются (в отличие от чистых металлов) тем, что затвердевание и расплавление у них происходит не при одной определенной температуре, а в интервале температур. Начало затвердевания сплава соответствует температуре t1 , а конец затвердевания — температуре t2 .
Температуры, при которых происходят аллотропические и агрегатные превращения, называют критическими температурами или критическими точками.
4. СВОЙСТВА МЕТАЛЛОВ И МЕТОДЫ ИХ ИСПЫТАНИЙ
Металлы характеризуются механическими, физическими, химическими и технологическими свойствами.
Механические свойства — прочность, упругость, пластичность, твердость, и др. По ним определяют конструкционную прочность материала, технологическое поведение его при обработке, однородность и стандартность.
Механические свойства определяют при проведении механических испытаний. Свойства зависят от химического состава, структуры и характера технологической обработки материала.
Испытания бывают статические, когда прилагаемая нагрузка возрастает медленно и плавно; динамические, когда внешняя сила воздействует с большой скоростью (удар); технологические пробы, при проведении которых не принимается во внимание значение нагрузки, действующей на испытуемый образец.
Испытание на растяжение является статическим. Его проводят для определения прочностных и пластических свойств металлов и сплавов.
Прочность — способность металла не разрушаться под действием приложенных к нему внешних сил.
Упругость — способность металла восстанавливать свою форму после снятия нагрузки, вызвавшей его деформацию.
Пластичность — способность металла изменять под действием внешней силы свою форму и размеры, не разрушаясь, и сохранять полученную форму после прекращения действия силы.
Характеристики механических свойств металла могут быть определены посредством диаграммы растяжения, которая показывает изменение длины образца в зависимости от приложенной к нему нагрузки (рис.3).
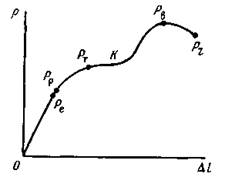
Рис. 4. Диаграмма растяжения стального образца.
Напряжения по приведенным выше точкам характеризуют следующие величины.
Предел пропорциональности р (МПа), определяемый по формуле:
![]()
где Рр — нагрузка, при которой нарушена пропорциональность; F0 — площадь поперечного сечения образца до разрыва.
Предел упругости е (МПа), определяемый по формуле:
![]()
где Ре — нагрузка при пределе упругости.
Предел текучести т (МПа), определяемый по формуле:
![]()
где Рт — нагрузка, при которой наблюдается текучесть (удлинение образца без увеличения нагрузки).
Предел прочности в (МПа) — условное напряжение, отвечающее наибольшей нагрузке, предшествовавшей разрушению образца. Определяется по формуле:
![]()
где Pв — наибольшая нагрузка.
Кроме приведенных выше величин, при испытании на растяжение определяют пластичность материала, характеризуемую относительным удлинением (%) и относительным сужением (%) площади поперечного сечения.
Испытанием на ударную вязкость определяют степень сопротивления материала разрушению при ударной нагрузке. Данное испытание является важным для сталей, из которых изготавливают детали, работающие при знакопеременных нагрузках (коленчатые валы, вагонные оси и др.).
Усталостным разрушением называется разрушение металлов под действием повторных или знакопеременных напряжений. Усталостному разрушению подвержены многие ответственные детали (коленчатые валы, клапанные пружины и др). Усталостное разрушение может наступить при нагрузках, значительно меньших предела прочности и даже предела текучести.
Способность металла сопротивляться усталости называют выносливостью. На предел усталостной прочности оказывают большое влияние качество поверхности и ее твердость.
Технологические свойства характеризуют способность металлов поддаваться технологической обработке, целью которой является придание металлам определенных форм, размеров и свойств. К ним относятся: литейные свойства, ковкость, свариваемость, прокаливаемость, обрабатываемость резанием и др. Поведение металла при технологической обработке определяют по технологическим пробам.
Технологические пробы применяют главным образом для определения пригодности материала к тому или иному способу обработки. Обычно о результатах технологических испытаний судят по состоянию поверхности после испытания (отсутствие трещин, надрывов, изломов). Распространенными технологическими пробами являются: проба на изгиб в холодном и нагретом состоянии, проба на перегиб и выдавливание, проба на осадку, проба на раздачу и обжатие труб.
Физические свойства металлов и сплавов являются важными, особенно для материалов, используемых в электротехнической промышленности. К этим свойствам относятся: плотность, температура плавления, теплопроводность, электропроводность, тепловое расширение, удельная теплоемкость и способность намагничиваться.
Химические свойства — это способность металлов и сплавов сопротивляться воздействию окружающей среды, которое проявляется в различных формах. Под влиянием кислорода воздуха и влаги металлы подвергаются коррозии: чугун и сталь ржавеют, бронза покрывается зеленым слоем окиси меди; сталь при нагреве в печах без защитной атмосферы окисляется, превращаясь в окалину, а в серной кислоте растворяется.
Металлы и сплавы, стойкие против окисления при высокой температуре нагрева, называются жаростойкими или окалиностойкими. Из них изготовляют такие детали, как клапаны и коллекторы двигателей внутреннего сгорания. Золото, серебро и нержавеющие стали слабо поддаются коррозии.
Общие сведения о строении сплавов
Металлическими сплавами называют сложные вещества на основе металлов, сохраняющие высокую электро- и теплопроводность, ковкость и другие свойства. Сплавы могут состоять из нескольких металлов или металлов и неметаллов.
В жидком состоянии большинство сплавов однородны и представляют одну фазу. После затвердевания в сплаве может образоваться несколько фаз. Количество фаз и их природа определяются характером взаимодействия компонентов сплава при затвердевании.
Если компоненты сплава растворяются друг в друге, то образуются твердые растворы . При этом атомы растворимого компонента либо замещают атомы растворителя в его кристаллической решетке, либо внедряются в нее. Такие сплавы являются однофазными и состоят из зерен твердого раствора с кристаллической решеткой компонента-растворителя. В случае ограниченной растворимости компонентов образуется двухфазный сплав, в котором второй фазой может быть чистый компонент или его химическое (металлическое) соединение с другим компонентом.
Если при затвердевании компоненты сплава не взаимодействуют друг с другом, то образуется механическая смесь зерен каждого из компонентов. Механическая смесь сплава может состоять из двух и большего числа фаз. При этом каждая из фаз сохраняет свой тип кристаллической решетки.
Ряд компонентов при затвердевании может вступать в химическое взаимодействие и образовывать химические соединения как металлов с неметаллами (например, карбид железа Fe3 C), так и металлов с металлами (например, СuАl2 ); последние обычно называют металлическими соединениями.
Диаграммы состояния сплавов
Зависимость агрегатного или фазового состояния сплавов от их состава и температуры определяют экспериментально путем определения критических точек превращений в сплавах по кривым нагрева (охлаждения). По полученным данным строят диаграммы состояния, отражающие связь между состоянием сплавов, их составом и температурой, а также фазовые превращения, происходящие в сплавах при нагреве и охлаждении.
1. Диаграмма состояния сплавов — твердых растворов. На рис. 1.5 приведена диаграмма состояния сплавов, компоненты которых А и В обладают неограниченной растворимостью друг в друге. По вертикали располагают шкалу температур, по горизонтали — ось концентраций компонентов.
При таком построении диаграмма отражает состояние сплава любой концентрации при любой температуре.
Диаграмма состояния сплавов — твердых растворов состоит из двух линий: верхней — ликвидус (жидкий) и нижней — солидус (твердый). Выше линии ликвидус сплавы находятся в однофазном жидком состоянии между линиями ликвидус и солидус — двухфазном состоянии (кристаллы твердого раствора и жидкость) и ниже линии солидус — в однофазном твердом состоянии — состоят из зерен твердого раствора компонентов А и В.
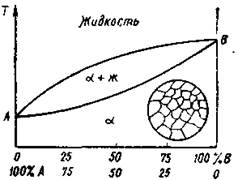
Рис. 5 Диаграмма состояния сплавов – твердых растворов.
Как видно из диаграммы, сплавы-твердые растворы в отличие от чистых компонентов затвердевают и плавятся в интервале температур между линиями ликвидус и солидус. В случае ограниченной растворимости компонентов на диаграмме состояния ниже линии солидус будет еще одна линия, отражающая эту растворимость.
2. Диаграмма состояния сплавов-смесей. Сплавы-смеси также затвердевают и плавятся в интервале температур между линиями ликвидус АСВ (рис. 6) и солидус DCF. И только сплав, соответствующий концентрации точки С, плавится, как и чистые компоненты, при постоянной температуре. После затвердения этот сплав состоит из смеси (рис. 6) мелких зерен обоих компонентов А и В. Такая смесь называется эвтектикой (Э), сплав с такой структурой —• эвтектическим, а точка С — эвтектической точкой. Соответственно сплавы, расположенные левее точки С, называются доэвтектическими, правее — заэвтектическими.
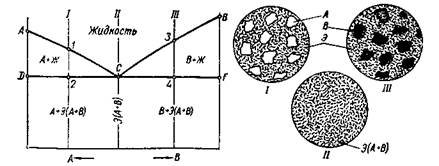
Рис.6. Диаграмма состояния сплавов-смесей.
Затвердевание доэвтектического сплава I начинается в точке 1 на линии ликвидус АС выпадением кристаллов избыточного компонента А. Поэтому в интервале между точками 1 и 2 жидкая фаза сплава обедняется компонентом А и соответственно обогащается компонентом В. При температуре точки 2 сплав состоит из кристаллов компонента А и жидкой фазы, концентрация которой достигла эвтектического состава и поэтому затвердевает с образованием эвтектики (рис. 6).
Процесс затвердевания заэвтектического сплава IIIотличается от рассмотренного тем, что в нем на линии ликвидус СВ в точке 3 начинают выделяться кристаллы компонента В. Поэтому после затвердевания (точка 4) структура этого сплава состоит из кристаллов В и эвтектики (рис. 6).
3. Связь диаграмм состояния сплавов с их свойствами.
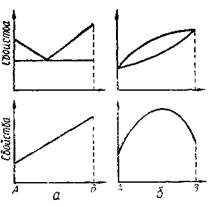
Рис.7. Связь диаграмм состояния сплавов с их свойствами
Например, если компоненты сплава образуют механические смеси, то свойства этих сплавов (твердость, электропроводность и др.) изменяются по закону прямой линии (рис. 7, а). В сплавах-твердых растворах эти свойства изменяются по кривой с максимумом или минимумом (рис. 7, б).
Установлено также, что твердые растворы обладают повышенной пластичностью, поэтому сплавы с такой структурой хорошо обрабатываются давлением. Наличие эвтектики в сплавах, наоборот, делает их более хрупкими, но улучшает литейные свойства.
5. Диаграмма состояния железоуглеродистых сплавов
1. Общая характеристика железоуглеродистых сплавов. Упрощенная диаграмма состояния сплавов железа с углеродом приведена на рис. 8. Она построена в интервале концентраций углерода от 0 до 6,67 %, т. е., до образования химического соединения карбида железа Fe3 C, который ведет себя как самостоятельный компонент. Поэтому компонентами железоуглеродистых сплавов можно считать железо и карбид железа.
Твердый раствор углерода в -железе называют ферритом. (Ф). По своим свойствам феррит практически не отличается от технически чистого железа.
Карбид железа Fe3 C, наo6opот, очень тверд, но хрупок, Его называют цементитом (Ц). С увеличением содержания углерода образуется больше цементита, поэтому сплав становится тверже и хрупче.
ПРОМЫШЛЕННЫЕ МЕТАЛЛЫ
Углеродистые стали
Применяемые в практике стали содержат кроме углерода до 0,4 % Si, 0,5—0,8 % Mn и по 0,02—0,05 % S и Р. Кремний и марганец являются полезными примесями; растворяясь в феррите, они упрочняют сталь. Сера образует соединение FeS и вызывает красноломкость, а фосфор, наоборот, растворяясь в феррите, вызывает хладноломкость стали.
Основным компонентом стали, оказывающим решающее влияние на ее структуру и свойства, остается углерод. С увеличением содержания углерода твердость и прочность стали повышаются, а пластичность и ударная вязкость значительно снижаются.
По назначению углеродистые стали подразделяют на конструкционные (С 0,8 %) и инструментальные (С 0,7 %).
1. Конструкционные стали бывают обыкновенного качества и качественные.
Стали обыкновенного качества (ГОСТ 380—71) подразделяют на группы А, Б и В. Стали группы А характеризуются механическими свойствами; группы Б— химическим составом и группы В — механическими свойствами и химическим составом.
По степени раскисления эти стали бывают кипящими (кп), полуспокойными (пс) или спокойными (сп).
В зависимости от нормируемых показателей механических свойств эти стали подразделяют также на ряд категорий.
Конструкционные стали обыкновенного качества обозначают буквами Ст и цифрой — номером стали, например Ст3, Ст5 и т. д. Группа стали указывается соответствующей буквой в начале марки — БСт1, ВСт6 (в марке стали группы А такая буква не ставится — Ст4). В марке указывается также степень раскисления стали (Ст1кп; БСт2пс) и в конце — категория — Ст2кп3; ВСт4кп4 (первая категория не указывается — Ст1сп).
Качественные конструкционные стали (ГОСТ 1050—88) отличаются меньшим содержанием серы и фосфора (0,04 %), в них строже регламентируется содержание других элементов, неметаллических примесей.
Эти стали маркируют числами 08, 10, 15, 20...85, указывающими среднее содержание углерода в сотых долях процента. По степени раскисления они могут быть также кипящими, полуспокойными или спокойными.
Из конструкционных сталей выделяются так называемые автоматные стали с повышенной обрабатываемостью резанием, применяемые в основном для изготовления из них деталей на станках-автоматах. Эти стали характеризуются повышенным содержанием серы (0,08—0,30 %) и фосфора (до 0,15 %). Сера образует в стали сульфид MnS, оказывающий смазывающее действие на инструмент, а фосфор способствует образованию ломкой стружки и получению чистой блестящей поверхности при резании.
Автоматные стали маркируют буквой А и числом, указывающим содержание углерода в сотых долях процента: А12, А20, А30.
2. Инструментальные стали подразделяют на качественные: У7, У8...У12, У13 и высококачественные: У7А, У8А... У12А, У13А. Числа в марке указывают содержание углерода в десятых долях процента, буква А в конце марки обозначает высококачественную сталь,
Легированные стали
Легированными называют стали, в которых содержатся специально введенные (легирующие) элементы, изменяющие их свойства. К таким элементам относятся: Cr, Ni, Mo, V, Ti и др. Марганец в количестве свыше 1 % и кремний свыше 0,5 % также являются легирующими.
Легирующие элементы в марках стали обозначают буквами: В — вольфрам, Г — марганец, К — кобальт, М — молибден, Н — никель, С — кремний, Т — титан, Ф —- ванадий, X — хром, Ю — алюминий.
Число в начале марки конструкционной стали указывает на содержание углерода в сотых долях процента, цифры после букв — среднее содержание обозначенного этими буквами элемента в процентах. Например, марка 18Х2Н4В обозначает сталь со средним содержанием 0,18 % С, 2 % Cr, 4 % Ni и около 1 % W.
При маркировке инструментальных и некоторых специальных сталей иногда отходят от этого правила. Например, марка Х12М обозначает сталь с содержанием около 1,5 % С, 12 % Cr и 0,5 % Мо.
Некоторые легированные стали выделены в отдельные группы: Ш — шарикоподшипниковые; Р — быстрорежущие; Е — магнитные и др.
Стали, находящиеся в стадии исследования, обозначают буквами ЭИ и условным номером (ЭИ943) и пробные — буквами ЭП и условным номером (ЭП54).
Легированные стали подразделяют на конструкционные, инструментальные и со специальными физическими свойствами.
К конструкционным легированным сталям относятся стали, применяемые для изготовления цементуемых и улучшаемых термообработкой деталей машин, рессор и пружин, шарико- и роликоподшипников, жаропрочные, износо- и коррозионно-стойкие стали. Эти стали легируют разнообразными элементами — Mn, Ni, Si, Cr, Mo, Ti, Al и др.
К инструментальным относятся стали для режущего, штампового, измерительного инструмента. Эти стали должны обладать высокой твердостью и износостойкостью, поэтому их легируют в основном карбидообразующими элементами — Cr, W, V, Мо и др.
К сталям и сплавам со специальными физическими свойствами относятся магнитные материалы, с высоким электросопротивлением, с заданным коэффициентом линейного расширения, с особыми упругими свойствами. Большинство из них отличаются высоким содержанием никеля, хрома, кобальта и других элементов.
Серые чугуны
Серые чугуны , как и углеродистые стали, также содержат постоянные примеси, но в больших количествах (3—3,5 % С; 1,5—3 % Si, около 0,5 % Мп, до 0,12 % S и 0,3—0,8 % Р).
Графит в сером чугуне выделяется в виде пластинок, хлопьев или шариков; основа чугуна может быть ферритной, феррито-перлитной или перлитной (рис. 11).
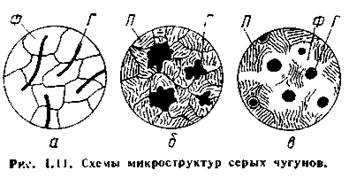
1. Чугуны с пластинчатым графитом называют обычными серыми (рис. 11, а). Наличие пластинчатых включений графита, представляющих по существу пустоты с острыми надрезами, обусловливает низкие механические свойства серого чугуна. Предел его прочности при растяжении 100—450 МПа, относительное удлинение = 0,2…0,8 %, ударная вязкость не превышает 0,1 МДж/м2 .
Механические свойства чугунов обусловливаются их структурой, определяемой не только химическим составом, но и условиями затвердения. Поэтому стандарты регламентируют не химический состав чугунов, а их свойства. Эти свойства и указываются в марках. Например, марка серого чугуна СЧ15 обозначает обычный серый чугун (СЧ) с пределом прочности при растяжении 150 МПа.
2. Ковкие чугуны (рис. 11, б) получают из белых. Для этого отливки из белого чугуна подвергают длительному отжигу, в результате чего цементит распадается с выделением графита в виде хлопьев. Такие включения в меньшей мере разобщают основу, поэтому ковкий чугун прочнее и пластичнее обычного серого, имеет большую ударную вязкость. Предел прочности его составляет 300—630 МПа, относительное удлинение = 2…12 %. Это позволяет применять ковкий чугун для изготовления деталей, работающих при умеренных ударных нагрузках. Обозначают ковкие чугуны буквами КЧ, первое число в марке указывает предел прочности при растяжении, второе — относительное удлинение, например КЧ 33—8.
3. Высокопрочные чугуны (рис.11, в) получают при модифицировании серого чугуна магнием или церием. При этом образуется графит шаровидной формы, исключающий острые надрезы в металлической основе. Поэтому механические свойства этого чугуна значительно повышаются: предел прочности при растяжении достигает 1200 МПа, относительное удлинение составляет 2…17%, а ударная вязкость — 0,2— 0,6 МДж/м2 . Такой чугун в ряде случаев является полноценным заменителем стали. Обозначают его буквами ВЧ и числами, имеющими то же значение, что и в марке ковкого чугуна, например ВЧ 80—3.
Медь и ее сплавы
Медь — металл красного цвета с плотностью 8,9 г/см3 и температурой плавления 1083 °С. В отожженном состоянии медь обладает прочностью в 250 МПа, твердостью НВ 45, большой пластичностью ( = 50 %), тепло- и электропроводимостью, хорошей коррозионной стойкостью.
Сплавы на основе меди подразделяют на латуни и бронзы.
1. Латунями называют сплавы меди с цинком. Цинк в количестве до 39 % образует с медью твердый раствор а — так называемую -латунь. При большем содержании цинка в сплавах образуется вторая фаза — — твердый раствор. Двухфазные латуни называют + латунями. Наличие в структуре более прочной и твердой -фазы способствует повышению прочности латуни, однако резко снижает ее пластичность. Поэтому -латуни используют для деталей, обрабатываемых давлением, прокаткой, штамповкой, а + -латуни — деталей, получаемых отливкой и обработкой резанием.
Для повышения прочности и коррозионной стойкости, улучшения некоторых технологических свойств в состав латуней вводят Ni, Pb, Sn, Si и другие элементы. Такие латуни называют сложными.
Латуни обозначают буквой Л и числом, указывающим содержание меди в сплаве (остальное — Zn). Например, латунь Л85 состоит из 85 % Си и 15 % Zn. В марке сложных латуней легирующие элементы обозначают начальными буквами их названий (А — алюминий, К — кремний, О — олово и т. д.), а цифрами — их содержание. Например, марка ЛАН 59-1-1 обозначает латунь, содержащую 59 % Си, 1 % Al, 1% Ni, остальное — Zn.
2. Бронзами называют сплавы меди с оловом, алюминием, бериллием и некоторыми другими элементами.
Бронзы, как и латуни, бывают простыми (БрА5, БрБ2) и сложными. В сложных бронзах, кроме основных, есть легирующие элементы (Ni, Fe, Mn и др.). Например, бронза марки БрА11Ж6Н6 содержит соответственно 11 % А1, 6 % Fe, 6 % Ni, остальное —Си.
Бронзы бывают однофазными, состоящими из одной фазы — твердого раствора, и двухфазными, в которых второй фазой обычно является химическое (металлическое) соединение.
Однофазные бронзы хорошо обрабатываются давлением, их поставляют в виде листов, прутков, труб; двухфазные обладают хорошими литейными свойствами.
Алюминий и его сплавы
Алюминий — серебристо-белый металл с плотностью 2,7 г/см3 и температурой плавления 660 °С. В отожженном состоянии он обладает прочностью в = 80 … 100 МПа, большой пластичностью ( = 45 %), невысокой твердостью (НВ 25—30), хорошей тепло- и электропроводностью и коррозионной стойкостью.
Для легирования алюминия применяют Си, Si, Mg, Mn, Zn, реже — Ni, Ti, Cr и некоторые другие элементы. Большинство из них в определенных количествах растворяются в алюминии, а затем образуют хрупкую эвтектику. Поэтому алюминиевые сплавы подразделяются на деформируемые (обрабатываемые давлением) и литейные.
1. Деформируемые алюминиевые сплавы, в свою очередь, подразделяют на неупрочняемые и упрочняемые термообработкой.
К неупрочняемым термообработкой сплавам относятся сплавы АМц, содержащие до 1,5 % Mn, и АМг, содержащие 1…7 % Mg, до 0,8 % Mn, и добавки Ti, V, Be. Эти сплавы обладают высокой пластичностью, хорошо свариваются. Из них изготовляют сварные изделия (трубы, баки и т. п).
Алюминиевые сплавы, упрочняемые термообработкой, получили название дуралюминов. Они содержат 3—5 % Cu и примерно по 1 % Mg, Mn, Fe, Si. Их обозначают буквой Д и цифрой — условным номером сплава (Д1, Д16 и др.). После термообработки эти сплавы обладают прочностью 450—650 МПа, что позволяет применять их для изготовления деталей, работающих при значительных нагрузках.
2. Литейные алюминиевые сплавы содержат повышенное количество Mg, Cu, Si или Zn. Наиболее широкое применение из них получили силумины — сплавы алюминия с 8…14 % кремния. В качестве литейных используют также алюминиево-медные (4—11 % Си), алюминиево-магниевые (8…11 % Mg), алюминиево-цинковые (10…14 % Zn) сплавы. Их обозначают буквами АЛ и условным номером, например АЛ2, АЛ4.
Магний и его сплавы
Магний — серебристо-белый металл с температурой плавления 651 °С и наименьшей среди конструкционных металлов плотностью — 1,74 г/см3 .
В связи с небольшой прочностью в = 100 МПа, пластичностью ( = 8 %) и малой коррозионной стойкостью технически чистый магний в качестве конструкционного материала не применяется. В технике используют сплавы магния с Al, Mn, Zn, Zr и другими элементами.
1. Деформируемые магниевые сплавы применяют для изготовления поковок и штамповок. К этой группе сплавов, обозначаемых буквами МА и условным номером (MA1, MA8), относятся сплавы магния, содержащие по 9 % А1, 2,5 % Мn, 1,5 % Zn. Они обладают прочностью в пределах 200-350 МПа.
2. Литейные магниевые сплавы содержат до 10 % А1, 6 % Zn, (МЛ4, МЛ6 и др.). Они обладают хорошей жидкотекучестью и применяются для получения литых кронштейнов, корпусов приборов и других деталей, которые должны обладать небольшой массой. Предел прочности этих сплавов — 200—250 МПа.
Титан и его сплавы
Титан — стального цвета металл с температурой плавления 1665 °С и плотностью 4,5 г/см3 ., обладает прочностью в = 250 МПа, относительным удлинением = 20…30 %, твердостью НВ = 100 … 140, высокой коррозионной стойкостью.
Улучшение механических свойств титана достигается легированием некоторыми элементами: Al, Cr, Mo, Nb, Sn и др. Легирование и термическая обработка позволяют получать сплавы на основе титана с пределом прочности при растяжении до 1300…1600 МПа.
Благодаря малой плотности, высокой прочности и коррозионной стойкости титан и его сплавы находят широкое применение в авиационной технике, судостроении, химической и пищевой промышленности.
ТЕРМИЧЕСКАЯ ОБРАБОТКА
Сущность термической обработки
Свойства металлов и сплавов определяются их внутренним строением — структурой. Одним из эффективных способов, позволяющих изменять в значительной степени структуру металлов и сплавов, является термическая обработка.
Термическая обработка заключается в нагреве металла (изделия) до определенной температуры, выдержке и последующем охлаждении с различной скоростью.
Термической обработке подвергают как черные, так и цветные металлы и их сплавы. Возможность применения термообработки и ее эффективность определяются характером превращений в металле в твердом состоянии.
Виды термической обработки
Различают следующие основные виды термической обработки: отжиг I рода, отжиг II рода, закалку и отпуск.
1. Отжиг I рода не обусловлен фазовыми превращениями, поэтому может быть применен для любых металлов и сплавов. Скорость нагрева и охлаждения для этого вида отжига не имеет принципиального значения.
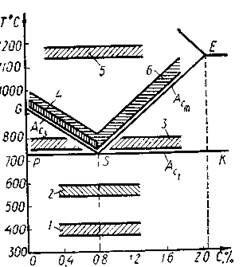
Рис. 12. Температуры нагрева стали при различных видах термообработки.
1 — отжиг для уменьшения напряжения, 2 — рекристаллизационныи отжиг, 3 — неполный отжиг, 4 — полный отжиг, 5 — диффузионный отжиг, 6 — нормализация
Различают следующие разновидности отжига I рода
Диффузионный отжиг устраняет химическую неоднородность в слитках и отливках. Для ускорения диффузионных процессов этот отжиг производится при температуре 0,8—0,9 Тпл сплава
Рекристаллизационный отжиг устраняет наклеп — упрочнение и увеличение хрупкости металла, которые возникают при холодной обработке давлением. Эту операцию производят при температуре 0,2…0,6 Тпл металла
Отжиг для уменьшения остаточных напряжений , возникающих в изделиях при обработке давлением или резанием, в сварных конструкциях, отливках и т. д., осуществляется при температуре несколько ниже температуры рекристаллизации данного металла и применяется с целью предотвращения коробления и стабилизации размеров изделия, снижения склонности его к хрупкому разрушению.
2. Отжиг II рода применяют для сплавов, претерпевающих при нагреве и охлаждении фазовые превращения. Этот вид отжига в основном применяют для стальных изделий.
Отжиг стали подразделяют на полный и неполный; разновидностью отжига стали является нормализация (рис. 12).
3. Закалка , как и отжиг II рода, применяется для сплавов, претерпевающих при нагреве и охлаждении фазовые превращения. Принципиальным отличием между ними является большая скорость охлаждения при закалке, достаточная для предотвращения обратных фазовых превращений в сплаве при охлаждении. Закалке в основном подвергают сплавы железа — стали, чугуны Наряду с ними закаливают и сплавы на основе цветных металлов алюминия, меди, титана, никеля и др.
Углеродистую сталь нагревают для закалки доэвтектоидную до температуры на 30—50 °С выше точки Ас, (линии GS), а заэвтектоидную — на 30—50 0 С выше точки Aс3 (линии SK).
Для обеспечения необходимой скорости охлаждения стали применяют различные охлаждающие среды воду, минеральное масло и др
В результате закалки в стали образуется так называемая мартенситная структура, обладающая наибольшей прочностью и твердостью (НВ 600), но низкой ударной вязкостью.
4. Отпуску подвергают закаленную сталь с целью повышения ее ударной вязкости и пластичности, уменьшения твердости и внутренних напряжений. Для отпуска сталь нагревают до температуры ниже точки Ас1 (линии PSK) и затем охлаждают обычно на воздухе.
Различают три вида отпуска:
Низкий отпуск (150—250 °С) применяют для изделий, которые должны обладать высокой твердостью (НВ 600), например режущие инструменты, не подвергающиеся ударным нагрузкам (напильники, плашки, метчики и т. д). Этот отпуск предназначен главным образом для уменьшения внутренних напряжений в изделиях.
Среднему отпуску (350—400 °С) подвергают изделия, которые должны обладать высокой упругостью и прочностью при достаточной вязкости, например пружины, рессоры. Твердость при этом снижается до НВ 450
Высокий отпуск (450—650 °С) обеспечивает получение наиболее вязкой структуры, обладающей достаточно высокой прочностью и твердостью (НВ 350). Такому отпуску подвергают обычно детали машин валы, шестерни и т. д.
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА
Химико-термическая обработка — это процесс поверхностного насыщения стали химическими элементами (углеродом, азотом, алюминием, кремнием и др.) для повышения износостойкости, твердости, жаростойкости и других свойств.
К химико-термической обработке относят цементацию, азотирование, цианирование и диффузионную металлизацию.
Цементация — процесс поверхностного науглероживания стальных изделий для придания им высокой поверхностной твердости при сохранении вязкой сердцевины.
Цементации подвергают такие детали, как поршневые пальцы, зубчатые колеса, кулачки распределительных валиков и др. Для изготовления цементируемых деталей применяют низкоуглеродистые и легированные стали с содержанием углерода 0,15...0,35%.
Цементацию выполняют после окончательной механической обработки с небольшим припуском на шлифование
Глубина науглероженного слоя тем больше, чем выше температура цементации и чем больше время выдержки изделия в печи. Содержание углерода в цементованном слое уменьшается от поверхности к сердцевине.
Цементованный слой изделия приобретает требуемую высокую твердость и износостойкость только в результате термической обработки в виде закалки и низкого отпуска.
Азотирование — процесс насыщения поверхности стали азотом для повышения твердости, износостойкости и устойчивости против коррозии.
Азотируют детали машин, работающих при высоких температурах (гильзы цилиндров, клапаны), а также измерительный инструмент. Процесс азотирования проводят в специальных герметических печах при температуре 500...600°С. Через печь пропускают аммиак NH3 . Образующийся азот в атомарном состоянии поглощается поверхностью стали и проникает в глубь детали, образуя твердые растворы и химические соединения, называемые нитридами.
Для изготовления деталей, подвергаемых азотированию, применяют легированные стали марок 35ХМЮА и 38ХМЮА. Результаты процесса зависят от температуры, состава стали, времени выдержки и степени диссоциации аммиака. Чем выше температура азотирования, тем глубже слой, но меньше его твердость. Продолжительность процесса зависит от требуемой глубины азотированного слоя. Например, для получения азотированного слоя 0,3... 0,6 мм выдержка составляет 30...60 ч.
Перед азотированием изделия обязательно подвергают термической обработке, которая сводится к закалке и последующему отпуску. Это придает сердцевине изделия высокие механические свойства.
Цианирование — процесс одновременного насыщения поверхности стали углеродом и азотом для повышения твердости и износостойкости, а также для увеличения сопротивляемости коррозии. Чем выше температура цианирования, тем сильнее поверхностный слой насыщается углеродом, чем ниже — азотом. Цианирование бывает высокотемпературным при 800...950°С и низкотемпературным при 500...600°С.
При высокотемпературном цианировании получают твердый поверхностный слой глубиной до 2 мм, обладающий высокой износостойкостью. После цианирования изделия непосредственно из ванны или печи закаливают, а затем отпускают. Данную обработку используют для увеличения срока службы шестерен и других деталей.
Низкотемпературное цианирование применяют для инструмента из быстрорежущей стали, прошедшей термообработку. Толщина слоя составляет 0,02...0,07 мм и зависит от режима цианирования.
Диффузионная металлизация — процесс насыщения поверхностного слоя различными металлами (алюминием, хромом, кремнием и др.) для придания окалиностойкости, жаростойкости, коррозионной стойкости, твердости и износостойкости.
Насыщение изделий из стали и чугуна алюминием (алитирование) придает им высокую жаростойкость. На практике процесс применяют для обработки газоотводных труб двигателей, колосников и других изделий, работающих при высоких температурах. Для устранения хрупкости алитированные изделия подвергают диффузионному отжигу.
Насыщение поверхностного слоя хромом (хромирование) приводит к увеличению коррозионной стойкости, окалиностойкости, твердости и износостойкости стальных и чугунных изделий. Данный метод применяют для обработки поршневых колец, режущего инструмента, деталей форсунок и насосов и др.
Насыщение стали кремнием (силицирование) придает ей коррозионную стойкость в некоторых агрессивных средах, несколько повышает ее износостойкость и жаростойкость.
Общая технологическая схема изготовления отливки
Суть литейного производства состоит в том, что фасонные детали (заготовки) получают заливкой жидкого металла в литейную форму, полость которой соответствует их размерам и форме. После кристаллизации металла литую деталь (заготовку), называемую отливкой, удаляют из литейной формы и в случае необходимости отправляют в механический цех для последующей обработки.
Технология изготовления отливки начинается с разработки ее чертежа и рабочих чертежей модельного комплекта (модели и стержневого ящика).
В состав литейного цеха входят отделения: модельное, землеприготовительное, стержневое, формовочное, плавильное, выбивное, обрубное, очистное. В модельном отделении по рабочим чертежам изготавливают модельный комплект; в землеприготовительном — формовочную и стержневую смеси; в формовочном — литейную форму, а в стержневом — стержни; в плавильном получают жидкий металл. Готовую литейную форму заливают жидким металлом и после его затвердевания в выбивном отделении удаляют из формы отливку; обрубывают литниковую систему и очищают отливку от пригара в очистном отделении. Заключительной операцией является контроль качества отливки.
СПОСОБЫ ИЗГОТОВЛЕНИЯ ОТЛИВОК
Классификация способов получения отливок и разновидности литейных форм
1. Классификация способов получения отливок. Современное литейное производство располагает следующими способами изготовления отливок: 1) в песчано-глинистых формах с ручной и машинной формовкой 2) в металлических формах; 3) под давлением; 4) по выплавляемым моделям; 5) в оболочковых формах; 6) центробежным литьем; 7) электрошлаковым литьем; 8) под низким давлением; 9) вакуумным всасыванием 10) выжиманием; 11) жидкой штамповкой.
Область применения этих способов определяется многими факторами: типом производства (единичное, серийное, массовое); массой отливок (мелкие — до 100, средние — до 1000, крупные — более 1000 кг); точностью и чистотой поверхности отливок; литейными свойствами сплавов; экономической целесообразностью использования того или иного способа.
2. Разновидности литейных форм. Для получения отливок используют различные литейные формы, отличающиеся: сроком службы (разовые, многократные); состоянием перед заливкой (сухие, подсушенные, сырые, химически твердеющие, самотвердеющие) и технологией изготовления (вручную, на машинах, по выплавляемым моделям и др.).
Разовые формы изготавливают из песчано-глинистых, песчано-смоляных формовочных смесей, и служат они для получения только одной отливки. Разовую форму изготавливают разъемной, состоящей из нижней и верхней полуформ. К разовым формам относят также неразъемные формы, изготовленные по выплавляемым моделям. После заливки разовую форму разрушают для освобождения затвердевшей отливки.
Многократные разъемные формы изготавливают из огнеупорных материалов. Такие формы выдерживают несколько десятков и сотен заливок. После заливки многократную форму раскрывают, не разрушая ее, извлекают готовую отливку и снова собирают для очередной заливки.
Многократные формы (кокили) изготавливают металлическими: из чугуна, стали и иногда из медных и алюминиевых сплавов. От температуры плавления сплава, из которого получают отливку, зависит срок службы кокиля. Из-за высокой стоимости кокили используют только в серийном и массовом производстве отливок.
СПЕЦИАЛЬНЫЕ МЕТОДЫ ПОЛУЧЕНИЯ ОТЛИВОК
Изготовление отливок в разовых песчано-глинистых формах имеет ряд существенных недостатков: невысокая точность и недостаточная чистота поверхности отливок; необходимость оставлять значительные припуски на механическую обработку; образование крупнозернистой литой структуры и др. Повышение точности и чистоты поверхности отливок достигают, используя специальные методы литья, к которым относят: кокильное, под давлением, под низким давлением, по выплавляемым (выжигаемым) моделям, в оболочковые формы, центробежное, электрошлаковое и некоторые другие.
Изготовление отливок в металлических формах
Сущность метода и область применения . Сущность заключается в том, что вместо разовой песчано-глинистой используют металлическую форму, называемую кокилем.
Обслуживание кокилей не требует рабочих высокой квалификации; значительно повышается производительность и уменьшаются необходимые производственные площади. Технологический процесс кокильного литья можно легко механизировать.
Наряду с преимуществами у кокильного литья есть и недостатки: высокая стоимость кокилей позволяет использовать их только в серийном и массовом производствах; опасность образования трещин в отливках из-за неподатливости металлического кокиля; чугунные отливки в кокиле получают отбеленными и требуют длительного отжига, что удорожает их производство.
Изготавливают кокили из серого чугуна, стали, а также из цветных сплавов литьем с последующей механической обработкой.
Изготовление отливок литьем под давлением
Сущность метода и область применения . Сущность состоит в том, что жидким металлом принудительно заполняют металлическую пресс-форму под давлением, которое поддерживают до полной кристаллизации отливки. Давление обеспечивает быстрое и хорошее заполнение формы, высокую точность и малую шероховатость поверхности отливки. Принудительное питание отливки жидким металлом исключает возможность образования усадочных раковин и пористости. Ускоренная кристаллизация металла в металлической пресс-форме под давлением обусловливает образование мелкозернистой структуры. Благодаря внешнему давлению растворенные в металле газы остаются в твердом растворе, что снижает газовую пористость металла. Отливки, полученные этим методом, как правило, не имеют припусков на механическую обработку и после удаления из формы являются готовыми деталями. Литьем под давлением можно получать отливки с толщиной стенки до 0,5 мм, сложной конфигурации и с отверстиями диаметром до 1 мм.
Высокая стоимость пресс-форм, имеющих сложную конфигурацию и требующих высокой точности изготовления, обусловливает целесообразность применения литья под давлением только в крупносерийном и массовом производствах тонкостенных отливок достаточно сложной конфигурации из сплавов цветных металлов массой до 50 кг.
Сущность обработки металлов давлением
Пластическая деформация. Обработка металлов давлением основана на использовании одного из основных свойств металлов — пластичности. Она проявляется в необратимом изменении формы и размеров тела под действием внешних сил без нарушения его целостности, которое сопровождается изменением структуры и механических свойств металла.
Пластическая деформация заключается в перемещении атомов относительно друг друга на расстояния больше межатомных из одних равновесных положений в новые. При перемещении атомов в одной кристаллографической плоскости без изменения расстояний между этими плоскостями силовое взаимодействие атомов не исчезает и деформация протекает без нарушения сплошности тела. При перемещении атомов по определенным плоскостям кристаллической решетки происходит скольжение (сдвиг) одной части кристалла относительно другой. Однако этот сдвиг происходит не при одновременном смещении атомов, а путем постепенного перемещения микроскачками вдоль плоскости скольжения несовершенств (дефектов) кристаллического строения.
При пластической деформации в отличие от упругой нет линейной зависимости между напряжениями и деформациями.
2. Особенности и область применения обработки давлением. Получение заготовок деталей, а в некоторых случаях и самих деталей требуемых размеров и форм при обработке давлением достигается пластическим перемещением (сдвигом) частиц металла. В этом заключается основное отличие и преимущество обработки давлением по сравнению с обработкой резанием, при которой форма изделия получается удалением части заготовки. Поэтому обработка давлением характеризуется малыми отходами металла. Вместе с тем она является высокопроизводительным процессом, так как изменение размеров и формы заготовки достигается однократным приложением внешнего усилия. Указанные особенности обусловливают непрерывное возрастание роли обработки давлением в машиностроении. Обработке давлением подвергают около 90 % всей выплавляемой стали и свыше 50 % цветных металлов.
ОБРАБОТКА КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ РЕЗАНИЕМ
Назначение обработки конструкционных материалов резанием
1. Суть и назначение обработки конструкционных материалов резанием. Обработкой конструкционных материалов резанием называется процесс отделения режущими инструментами слоя материала с заготовки для получения детали нужной формы, заданных размеров и шероховатости поверхностей.
В настоящее время большинство деталей машин получает окончательную форму и размеры обработкой резанием на металлорежущих станках. Только эта обработка удовлетворяет возрастающие требования к точности размеров и тщательности отделки поверхностей.
Обработка резанием определяет качество изготовляемых машин, их точность, долговечность, а также надежность и стоимость. Несмотря на то, что методы получения заготовок и обработки их на металлорежущих станках беспрерывно совершенствуются, трудоемкость станочных работ в машиностроении составляет наибольшую часть, достигая 30—50 % общей трудоемкости изготовления машин.
2. Виды заготовок и припуски на обработку . На металлорежущих станках из заготовок получают окончательно готовые детали. В зависимости от материала, формы и размеров обрабатываемой на станке детали, а также характера производства основные типы металлических заготовок следующие: отливки из чугуна, стали и цветных сплавов; поковки и штамповки из стали и цветных сплавов; сортовой прокат из стали и цветных сплавов, который поступает в виде прутков и разрезается на отдельные заготовки.
Припуском называется слой металла, удаляемый с заготовки при обработке. От правильности выбора припусков зависят рациональный расход металла и экономичность обработки.
Рабочие, установочные и вспомогательные движения в металлорежущих станках
1. Виды движений в металлорежущих станках. Для обработки резанием (точения, сверления, фрезерования и др.) заготовка и режущий инструмент должны совершать определенные движения. Они подразделяются на рабочие, или движения резания, установочные (настроечные) и вспомогательные. Рабочие движения предназначены для снятия стружки, а установочные и вспомогательные — для подготовки к этому процессу.
Установочные — движения рабочих органов станка, с помощью которых инструмент по отношению к заготовке занимает положение, позволяющее снимать с нее определенный слой материала.
Вспомогательные — движения рабочих органов станка, не имеющие прямого отношения к резанию. Примерами служат: быстрые перемещения рабочих органов, переключение скоростей резания и подач и др.
2. Главное движение и движение подачи. Рабочие движения подразделяются на главное движение и движение подачи. С помощью главного движения осуществляется снятие стружки, а движение подачи дает возможность начатое резание распространить на необработанные участки поверхности заготовки. Например, при сверлении вращение сверла является главным движением, позволяющим начать резание при соприкосновении сверла с заготовкой, а перемещение сверла вдоль оси является движением подачи, дающим возможность распространить процесс на последующие объемы металла и, таким образом, просверлить необходимое отверстие.
3. Виды главного движения и движения подачи. В металлорежущих станках главное движение чаще всего бывает вращательным (токарные, сверлильные, фрезерные, шлифовальные станки) или прямолинейным (возвратно-поступательным — строгальные и долбежные станки). Главное движение может сообщаться заготовке (станки токарной группы, продольно-строгальные станки) или режущему инструменту (фрезерные, сверлильные, поперечно-строгальные станки).
В станках с главным вращательным движением подача непрерывна и резание также непрерывно. В станках с возвратно-поступательным движением рабочий ход чередуется с холостым, движение подачи осуществляется перед началом каждого рабочего хода и, следовательно, резание прерывисто.
Основные методы обработки резанием
1. Точение (рис. I.2, а). Главным движением со скоростью и в этом случае является вращение заготовки 2 вокруг оси, а движением подачи — поступательное перемещение инструмента 1 относительно заготовки. Точением обрабатывают преимущественно поверхности вращения на токарных, расточных станках, токарных автоматах и полуавтоматах. Оно применяется для обработки цилиндрических, конических и фасонных внешних и внутренних поверхностей, торцовых поверхностей, а также для нарезания резьб.
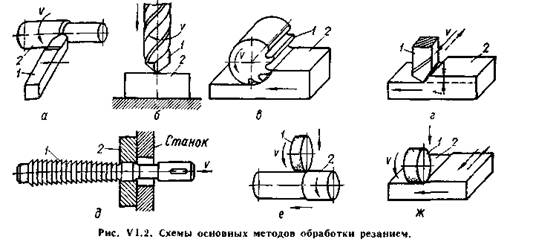
2. Сверление (рис.2, б). При обработке отверстий на сверлильных станках главным движением является вращение инструмента 1, а движением подачи — перемещение инструмента вдоль своей оси. Так обрабатывают отверстия в сплошном материале 2 или увеличивают размеры имеющихся отверстий. Сверлить можно также на токарных, револьверных, расточных, фрезерных станках, токарных автоматах и др. При сверлении отверстий на станках токарной группы главным движением является вращение заготовки, а движением подачи — перемещение сверла вдоль оси. Чтобы получить более точные отверстия, после сверления их необходимо зенкеровать, растачивать или развертывать.
3. Фрезерование (рис. 2, в). При фрезеровании главным движением является вращение инструмента 1, а движением подачи — поступательное перемещение заготовки 2 или фрезы. Применяя различные фрезы и фрезерные станки, можно обрабатывать разные поверхности и их комбинации: плоскости, криволинейные поверхности, уступы, пазы и др.
4. Строгание (рис.2, г). Главным движением при строгании является возвратно-поступательное перемещение резца 1 у поперечно-строгальных станков или заготовки 2 в продольно-строгальных. Движением подачи является периодическое перемещение заготовки или резца. Чаще всего строгание используют для обработки плоскостей.
5. Протягивание (рис.2 д) осуществляют с помощью специального инструмента — протяжки 1, имеющей на рабочей части зубья, высота которых равномерно увеличивается вдоль протяжки. Главным движеньем является продольное перемещение инструмента, движение подачи отсутствует. Протягивание — производительный метод обработки, обеспечивающий высокую точность и малую шероховатость обработанной поверхности заготовки 2.
6. Шлифование (рис. 2, е, ж). При шлифовании главным движением является вращение шлифовального круга 1. Движение подачи обычно комбинированное и слагается из нескольких движений. Например, при круглом внешнем шлифовании — это вращение заготовки 2, продольном — перемещение ее относительно шлифовального круга и периодическое перемещение шлифовального круга относительно заготовки.
Шлифованием пользуются для окончательной обработки поверхностей деталей. Чаще всего применяют следующие его методы: 1) круглое внешнее шлифование (рис.2, е) для обработки внешних поверхностей вращения; б) круглое внутреннее шлифование — для обработки отверстий; в) плоское шлифование (рис. 2, ж) — для обработки плоскостей.