Технология, организация и планирование портовых перегрузочных работ
СОДЕРЖАНИЕ: Эксплуатационная характеристика морского порта и его транспортные функции. Технологическая оснастка для перегрузочных работ. Технология перегрузки тарно-штучных, тяжеловесных, лесных, навалочных и наливных грузов, металлов. Организация обработки судов.Н.В. Демьянов
КУРС
ЛЕКЦИЙ
ПО ПРЕДМЕТУ:
«Технология, организация и планирование
портовых перегрузочных работ»
2007 г.
Оглавление
Предисловие
Глава 1. Эксплуатационная характеристика морского порта и его транспортные функции
1. Морской порт как транспортное предприятие и его функции
2. Организационно-производственная структура морских портов
3. Структура и основные функции отделов управления порта
4. Организация управления грузовым районом порта
5. Производственные связи порта
6. Грузооборот порта
7. Пропускная способность порта
8. Специализация производственных мощностей портов
Глава 2. Технологический процесс порта и факторы, его определяющие
9. Понятие о технологии перегрузочных работ
10. Характеристика и показатели технологического процесса перегрузочных работ
11. Условия технологического процесса
12. Классификация и транспортно-технологическая характеристика грузов
13. Технологическая характеристика транспортных средств и технология перевозок
14. Технологическая характеристика перегрузочных машин
Глава 3. Технологическая оснастка для перегрузочных работ
15. Классификация и требования к технологической оснастке
16. Съемные крановые грузозахватные приспособления
17. Сменные крановые грузозахватные механизмы
18. Грузозахватные устройства погрузчиков
19. Вспомогательные технологические приспособления
Глава 4. Технологическая подготовка производства и организация технологической работы в порту
20. Технологическая подготовка производства порта
21. Структура и функции технологических подразделений порта
22. Организация разработки, совершенствования и внедрения технологии и технологической оснастки
23. Система обеспечения перегрузочных работ технологической оснасткой
24. Технологическая дисциплина и система ее поддержания
Глава 5. Разработка технологических процессов и технологическое проектирование портов
25. Содержание проекта технологического процесса
26. Разработка технологических схем и выбор перегрузочных машин и оснастки
27. Разработка технологических операций и расчет показателей и состава технологической линии
28. Выбор оптимального варианта и технико-экономическое обоснование технологического процесса
29. Понятие о технологическом проектировании портов
Глава 6. Технология перегрузки тарно-штучных грузов
30. Общие условия технологических процессов с тарно-штучными грузами
31. Мешковые грузы
32. Ящичные грузы
33. Киповые грузы
34. Бочковые грузы
35. Бумага и картон в рулонах, кабель и трос в барабанах
36. Тюки, слабоспрессованные кипы и неупакованные тарно-штучные грузы
37. Пакеты
Глава 7. Технология перегрузки металлов
38. Общие условия технологических процессов перегрузки металлов
39. Чугун в чушках
40. Стальной прокат и трубы
41. Сталь в рулонах и крупногабаритные слитки цветных металлов в пакетах
42. Штучные металлогрузы
Глава 8. Технология перегрузки тяжеловесных грузов
43. Особенности технологических процессов перегрузки тяжеловесных грузов
44. Автотракторная техника
45. Малотоннажные контейнеры
46. Крупнотоннажные контейнеры
47. Тяжеловесное оборудование
48. Особо тяжеловесные грузы
49. Загрузка и разгрузка судов с горизонтальной грузообработкой
Глава 9. Технология перегрузки навалочных и наливных грузов
50. Навалочные грузы на специальных комплексах
51. Навалочные грузы на универсальных комплексах
52. Насыпные грузы на специальных комплексах
53. Насыпные грузы на универсальных комплексах
54. Наливные грузы
Глава10. Технология перегрузки лесных и особых грузов
55. Транспортно-технологическая характеристика лесных грузов и особенности их перегрузки
56. Круглый лес
57. Пиломатериалы
58. Изделия из дерева
59. Щепа
60. Особые грузы
Глава11. Организация обработки судов
61. Задачи портов по обработке судов
62. Порядок обработки судов в портах
63. Стояночное и сталийное время судов
64. Действующая система норм для расчета времени обработки судов в портах
65. Расчет результатов отработки судна в порту
66. Руководство обработкой судна в порту
67. Организация обработки судов на рейдах
68. 68. Технологический план-график обработки судна
Глава 12. Организация обработки железнодорожных вагонов и автотранспорта
69. Задачи организации обработки железнодорожных вагонов в порту
70. Железнодорожные станции
71. Единый технологический процесс работы порта и железнодорожной станции, учет вагонов
72. Организация работы автотранспорта
Глава 13. Оперативное планирование работы порта и диспетчерская система руководства
73. Сущность и задачи диспетчерской системы оперативного руководства
74. Производственно-оперативное планирование
75. Организация работы порта в оптимальном режиме
76. Непрерывное планирование
77. Диспетчерский контроль, учет и отчетность
Глава 14. Организация труда на перегрузочных работах
78. Социалистические принципы организации труда
79. Особенности организации труда в портах
80. Квалификационные характеристики портовых рабочих
81. Комплексные бригады портовых рабочих
82. Бригадир комплексной бригады
83. Научная организация труда в портах
Глава 15. Основы технического нормирования и оплаты труда на перегрузочных работах
84. Сущность технического нормирования и его задачи
85. Рабочее время и его структура
86. Изучение рабочего времени
87. Производственные процессы
88. Научно обоснованные нормы труда и их расчет
89. Нормирование труда портовых рабочих
90. Формы и системы оплаты труда
91. Оплата труда портовых рабочих
Список принятых сокращений
Список использованной литературы
Глава 1
ЭКСПЛУАТАЦИОННАЯ ХАРАКТЕРИСТИКА МОРСКОГО ПОРТА И ЕГО ТРАНСПОРТНЫЕ ФУНКЦИИ
1. МОРСКОЙ ПОРТ КАК ТРАНСПОРТНОЕ ПРЕДПРИЯТИЕ
И ЕГО ФУНКЦИИ
Морской порт в современном значении этого понятия представляет собой специально построенное и оборудованное на побережье предприятие, предназначенное для укрытия, погрузки-выгрузки и обслуживания флота.
Основными признаками классификации морских портов являются: естественно-географическое расположение, основное назначение и экономическая значимость.
По первому признаку, т.е. естественно-географическому, порты делят по расположению: в естественных защищенных бухтах (Владивосток и др.); в устьях рек — устьевые (Ленинград, Херсон, Архангельск и др.); на островах — островные (Брон-хольм и др.); на искусственных каналах — внутренние (Манчестер и др.); на открытых морских побережьях (Евпатория и др.); на искусственных островах и островных причалах на открытом побережье. Естественно-географическое расположение оказывает влияние на стоимость строительства порта и организацию судоходства.
По основному назначению различают порты: торговые, промышленные, рыбные, военные.
Торговые порты морского флота являются портами общего пользования. В них осуществляют перегрузочные работы на судах торгового флота и смежных видах транспорта при перевозках экспортно-импортных и каботажных грузов, а также обслуживают пассажиров, пользующихся морским транспортом. В свою очередь морские порты делят на:
- общего назначения — производят перегрузку разных грузов на суда различных типов;
- специальные (угольные, рудные, лесные и др.) — производят перегрузку одного вида груза на специальные суда и имеют для этой цели специальное высокопроизводительное оборудование для перегрузки данного груза;
- комбинированные — имеют специализированные причалы и причалы общего назначения для перегрузки различных грузов.
Промышленные порты обслуживают отдельные крупные производственные предприятия и удовлетворяют их нужды. Они принадлежат ведомствам, к которым относится обслуживаемое предприятие.
Рыбные порты являются базами рыболовного флота, его обслуживают и имеют специальное оборудование для перегрузки и хранения рыбы и рыбопродуктов.
Военные порты обслуживают военно-морской флот.
По экономической значимости различают порты мирового, международного, внутригосударственного и местного значения.
В строительно-техническом отношении морской торговый порт представляет собой комплекс строительных сооружений, зданий и оборудования, обеспечивающих: безопасное движение и стоянку судов в процессе погрузки-выгрузки и обслуживания; подъезд и размещение сухопутных, транспортных средств для осуществления перегрузочных операций; бесперебойное функционирование технологических процессов перегрузки грузов; условия для обслуживания судов и пассажиров.
В экономическом отношении отечественный морской торговый порт представляет собой производственное предприятие морского транспорта, которое: располагает материально-технической базой, постоянным контингентом рабочих и служащих, необходимыми денежными средствами, функционирует в соответствии с законами РФ.
В организационном отношении морской торговый порт является предприятием, подчиненным управлению морского пароходства, которое представляет собой объединение морского транспорта, включающее по территориально-бассейновому признаку флот, порты и заводы по ремонту судов и портового оборудования.
Все морские торговые порты, подразделяют на внекатегорийные, первой, второй и третьей категории. К внекатегорийным отнесены Ленинградский, Новороссийский, Находкинский, Владивостокский, Холмский порты, порт Ванино и др.
Порты на три категории распределяют в зависимости от объема грузовых и других работ и оценивают в условных баллах. К числу показателей, определяющих баллы, относят: годовой объем перегрузки по категориям грузов, перегружаемых силами и средствами порта; годовую сумму дохода в целом по порту, за вычетом суммы дохода от погрузочно-разгрузочных работ; объем продукции портовых мастерских и др.
Общая сумма баллов определяет категорию порта:
Свыше 90 — 1;
От 25 до 90 — II;
От 10 до 25 — III;
Транспортный процесс — это процесс перемещения грузов и пассажиров. Морской транспортный процесс осуществляют флот (суда) и порты. Последние выполняют начальную и конечную операции транспортного процесса: погрузку и выгрузку грузов; посадку, высадку и обслуживание пассажиров.
В соответствии с Уставом морского порта и Кодексом торгового мореплавания на морские порты возложены следующие задачи:
1. организация и осуществление погрузочно-разгрузочных работ на судах и других транспортных средствах с высоким качеством и в минимальные сроки;
2. выполнение отдельных видов комплексного обслуживания судов (бункеровка, снабжение водой и т. д.) и предоставление места для безопасной стоянки при осуществлении прочих видов обслуживания, которые выполняются другими организациями и предприятиями морского флота (снабжение продуктами, производство мелкого ремонта и т. д.);
3. обслуживание пассажиров;
4. выполнение транспортно-экспедиторских операций, предполагающих оформление грузовых документов, расчет и взимание плат за услуги морского транспорта;
5. организация и осуществление перевозок на местных линиях судами портового флота;
6. накопление грузов на складах порта и организация их качественного краткосрочного хранения, обусловленного неравномерностью работы морского и смежных видов транспорта;
7. административно-государственный надзор, предполагающий контроль со стороны порта за выполнением судами, находящимися в порту, обычаев порта. Кодекса торгового мореплавания и Международных конвенций в области безопасности плавания судов;
8. обеспечение правильной технической эксплуатации, сохранности и ремонта оборудования, зданий, сооружений порта и навигационной обстановки на акватории порта;
9. планирование и учет хозяйственной деятельности порта;
10. разработка местных тарифов на оплату услуг, оказываемых портом;
11. обеспечение своих подразделений квалифицированными кадрами и организация их подготовки, переподготовки и повышения квалификации;
12. нормирование, организация труда и заработной платы и внедрение хозрасчета в производственных подразделениях;
13. совершенствование технологических процессов, внедрение новой техники, реконструкции и обеспечение освоения новых производственных мощностей;
14. предотвращение и борьба с загрязнением водной среды;
15. аварийно-спасательная работа предусматривает предоставление портом убежища любым судам, нуждающимся в помощи, и оказание помощи судам, терпящим бедствие в районе порта и на его акватории.
Основной из всех перечисленных функций является осуществление перегрузочных операций, а также обслуживание пассажиров. С выполнением этой функции в той или иной степени связаны все остальные. Реализация именно этой функции представляет собой основной производственный процесс порта, сущность его эксплуатационной деятельности.
2. ОРГАНИЗАЦИОННО-ПРОИЗВОДСТВЕННАЯ СТРУКТУРА
МОРСКИХ ПОРТОВ
К основным принципам организации и управления морским портом следует отнести: принцип единоначалия. Принцип единоначалия означает такую систему организации производства, когда правом окончательного решения всех хозяйственных вопросов обладает одно лицо — руководитель предприятия. Он несет ответственность за все стороны работы предприятия, за выполнение плана производства продукции, эффективность производства, расходование средств, подбор и расстановку кадров. Для решения ряда вопросов руководитель предприятия использует рекомендации производственных совещаний, решения общественных организаций.
Организационно-производственная структура порта — это совокупность его управленческих и производственных основных в вспомогательных подразделений, система их подчиненности и порядок взаимодействия с целью наиболее полного и эффективного выполнения всех свойственных порту функций. Количество структурных подразделений и их численный состав зависят от экономической значимости и размеров порта, объема и особенностей его производственной деятельности. В связи с этим организационно-производственная структура в некоторой степени зависит от категории порта, однако в основе остается одна и та же принципиальная схема. На рис. 1 показана организационная структура внекатегорийного порта.
Начальник порта через своих заместителей и соответствующие отделы управления порта осуществляет руководство всей производственной, хозяйственной и финансовой деятельностью. В непосредственном подчинении начальнику порта находятся его заместители (по эксплуатации, экономике, кадрам и бытовым вопросам, а также главный инженер, капитан порта) и несколько функциональных отделов (техники безопасности и др.). В малых портах решение вопросов быта и кадров может быть объединено и возложено на одного заместителя начальника порта. Начальник порта и его заместители составляют вместе руководство порта.
Заместитель начальника порта по эксплуатации, как правило, является первым заместителем начальника порта. Он непосредственно руководит основной производственной деятельностью порта, т. е. погрузочно-разгрузочными работами, обслуживанием судов и пассажиров, транспортно-экспедиторской и коммерческой работой, организацией работы портового флота. Кроме эксплуатационных отделов ему подчинены основные хозяйства порта: грузовые районы, приписные портовые пункты, портофлот и нефтерайон.
Главный инженер порта осуществляет техническое руководство. Он возглавляет работы по развитию, строительству и реконструкции производственных и культурно-бытовых объектов; техническую эксплуатацию и ремонт подъемно-транспортных машин, зданий, сооружений и портофлота; энергетическое, материально-техническое и другие виды обеспечения деятельности порта; направляет работу по внедрению новой техники, изобретательству, рационализации и технической информации. Главному инженеру кроме соответствующих функциональных отделов подчинен также целый ряд вспомогательных хозяйств порта (ремонтно-строительный участок, автобаза, мастерские, участок связи, водное хозяйство и т.д.).
Заместитель начальника порта по экономическим вопросам руководит работами по перспективному и текущему планированию и учету хозяйственной деятельности порта, по внедрению хозрасчета в производственных подразделениях; занимается вопросами оптимизации и эффективности производства, организацией труда и заработной платы, автоматизацией управления производством. Ему подчинены соответствующие функциональные отделы и информационно-вычислительный центр.
Капитан порта является заместителем начальника порта по вопросам мореплавания и руководит работами в этой области.
Заместитель начальника порта по кадрам руководит работами по подбору, учету, подготовке и расстановке кадров. Ему подчиняются отдел кадров управления порта и учебно-курсовой комбинат.
Заместителю начальника порта по общим вопросам и быту подчинен административно-хозяйственный отдел управления порта и жилищно-бытовое хозяйство (столовые, детские учреждения, жилищно-эксплуатационные конторы).
Заместитель начальника порта по общим вопросам и быту руководит работами административно-хозяйственного и бытового характера, связанными с созданием благоприятных условий работы и отдыха работников порта.
Функциональные отделы осуществляют и организуют работу порта по соответствующим функциональным направлениям. Некоторым из отделов непосредственно подчинен ряд вспомогательных хозяйств порта, а также соответствующие функциональные подразделения грузовых районов. Отделы делятся на производственные (разрабатывающие и непосредственно организующие производственный процесс, а также оформляющие грузовую документацию) и управленческие (представляющие аппарат управления). К первым относятся:
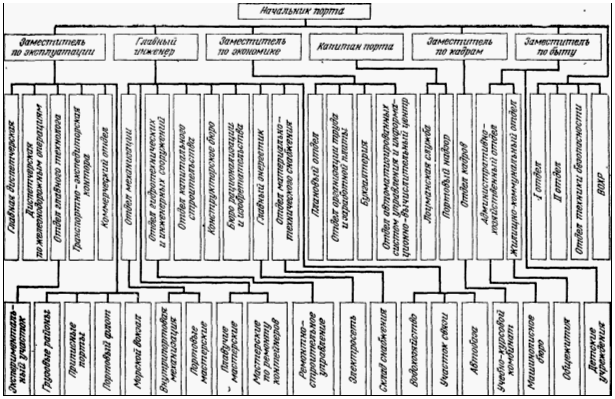
Рис. 1. Организационная структура внекатегорийного морского порта
главная диспетчерская и диспетчерская по железнодорожным операциям, отдел главного технолога, транспортно-экспедиторская контора и конструкторское бюро. Все остальные отделы относятся к аппарату управления.
Хозяйства порта делятся на основные и вспомогательные. К основным относятся грузовые районы, приписные портовые пункты, нефтеучасток (нефтебаза), портовый флот и морской вокзал (пассажирский район). Районы осуществляют перегрузочные операции и хранение грузов, а морской вокзал — посадку, высадку и обслуживание пассажиров. Нефтеучасток производит бункеровку судов и обслуживание танкеров.
Портовый флот осуществляет с помощью имеющихся в его хозяйстве самоходных и несамоходных судов обслуживание судов транспортного флота, находящихся в порту, а также грузовые и пассажирские перевозки на местных линиях, бункеровку и снабжение судов водой с плавсредств (плавучих бункеровщиков и водолеев).
Деятельность вспомогательных хозяйств направлена на всестороннее обеспечение производственного процесса на основных хозяйствах и создание необходимых культурно-бытовых условий для работников порта.
Автобаза (автохозяйство) перевозит грузы автотранспортом, включенным в технологический процесс; доставляет хозяйственные грузы порта; осуществляет пассажирские перевозки рабочих к объектам работ; занимается вопросами технической эксплуатации, ремонта и хранения автомобилей.
Внутрипортовая механизация обеспечивает техническую эксплуатацию и ремонт автопогрузчиков и других машин малой механизации; выдает машины на грузовые работы и принимает после смены, содержит технику в исправном состоянии и готовности к работе.
Учебно-курсовой комбинат готовит для порта рабочих массовых профессий (докеров-механизаторов, слесарей, электриков и т.д.), занимается также вопросами повышения квалификации работников порта - Для осуществления этой задачи комбинат имеет учебные классы, наглядные пособия и оборудование, учебную и методическую литературу.
Механические мастерские обеспечивают текущий, средний и капитальный ремонт портовых перегрузочных машин и механического оборудования портового флота. В портах, где нет специальных участков, изготавливают грузозахватные приспособления и инвентарь для производства грузовых работ, изготавливают сменно-запасные части для механического оборудования порта.
Электрическое хозяйство обеспечивает бесперебойное снабжение электроэнергией всех хозяйств порта. Занимается вопросами технической эксплуатации электрических сетей и подстанций порта, ведет надзор за освещением на объектах порта и учет расхода электроэнергии, составляет заявки на электрооборудование и материалы.
Участок связи занимается вопросами технической эксплуатации средств связи (телефонная, радиотелевизионная связь и радиолокационные установки) и их ремонтом. Обеспечивает отделы и другие подразделения порта устойчивой связью для передачи информации взаимной и со смежными организациями.
Ремонтно-строительный участок выполняет работы по текущему и капитальному ремонту зданий и сооружений порта, а также жилищно-бытовое и промышленное строительство хозяйственным способом.
3. СТРУКТУРА И ОСНОВНЫЕ ФУНКЦИИ
ОТДЕЛОВ УПРАВЛЕНИЯ ПОРТА
Состав каждого из отделов определяется производственными потребностями конкретного порта. Самостоятельные отделы создаются при численности работников не менее четырех человек, включая начальника. В малых портах (II и III категорий) при ограниченном объеме работы могут объединяться планово-экономический отдел и отдел организации труда и заработной платы, отдел материально-технического снабжения с административно-хозяйственным отделом, коммерческий отдел с транспортно-экспедиторской конторой и т. д. Каждый из отделов имеет свое функциональное направление деятельности.
Главная, диспетчерская занимается организацией основного производства порта: осуществляет оперативное сменно-суточное планирование и контроль за выполнением этих планов, организует и анализирует обработку транспортных средств в оптимальном режиме, руководит разработкой планов обработки судов, разрабатывает непрерывный план-график работы порта и контролирует его выполнение, осуществляет оперативную связь с судами и смежными видами транспорта, а также другими предприятиями по вопросам организации грузовых работ.
Диспетчерская порта по железнодорожным операциям непосредственно выполняет функции главной диспетчерской в отношении операций с вагонами. Она может являться филиалом или группой главной диспетчерской. Руководит ее работой заместитель главного диспетчера по железнодорожным операциям, а в наиболее крупных портах — помощник начальника порта по железнодорожным операциям, который непосредственно подчинен заместителю начальника порта по эксплуатации. Смежные диспетчеры по железнодорожным операциям оперативно подчинены соответствующим старшим сменным диспетчерам главной диспетчерской порта.
Отдел главного технолога разрабатывает и руководит внедрением прогрессивной технологии перегрузочных операций, обеспечивает грузовые районы технологической оснасткой и контролирует технологическую дисциплину и техническую эксплуатацию оснастки.
Транспортно-экспедиторская контора занимается вопросами оформления и контроля за оформлением транспортных документов на грузы; осуществляет расчет плат за услуги морского транспорта по хранению, перегрузке и перевозке грузов; поддерживает непосредственную связь с клиентурой и смежными видами транспорта.
Коммерческий отдел контролирует транспортно-экспедиторскую работу порта; разрабатывает мероприятия по обеспечению сохранности грузов и контролирует их выполнение; разрабатывает проекты договорных условий с клиентурой, проекты местных тарифов на перевозку грузов и пассажиров торговым флотом; рассматривает претензии и иски к порту; производит розыск грузов, а также расследование и анализ случаев несохранной перегрузки и хранения грузов и багажа. Защищает интересы порта в судебно-арбитражных инстанциях
Перечисленные пять эксплуатационных отделов постоянно, и тесно взаимодействуют между собой и с основными хозяйствами порта, обеспечивая выполнение портом его главных функциональных задач.
Отдел механизации занимается вопросами оснащения порта необходимым перегрузочным оборудованием, ведет его регистрацию, организует и контролирует монтаж, ремонт и техническую эксплуатацию, обеспечивает подчиненные подразделения соответствующей технической документацией, руководит производственной деятельностью внутрипортовой механизации (как самостоятельного хозяйства) и ремонтных мастерских.
Отдел гидротехнических и инженерных сооружений обеспечивает правильную техническую эксплуатацию зданий и сооружений порта, содержание их в исправном состоянии; составляет графики капитального ремонта, обеспечивает работы соответствующей документацией и финансированием, ведет контроль за расходованием средств на все виды ремонта объектов порта, кроме перегрузочного оборудования; контролирует ход ремонта по качеству и срокам; руководит работой ремонтно-строительного участка и водного хозяйства порта.
Отдел капитального строительства занимается вопросами выполнения плана по строительству производственных, жилых, коммунально-бытовых и культурно-спортивных объектов. Организует составление и оформление титульных списков на капитальное строительство и его финансирование; обеспечивает строительство проектной документацией, вступая в контакт с проектными организациями. Контролирует ход строительства и акцептует оплату счетов подрядчиков за выполненные работы. Составляет заявки на необходимое оборудование для строящихся объектов.
Отдел механизации, ОГИС и ОКС постоянно взаимодействуют между собой.
Отдел материально-технического снабжения обеспечивает порт оборудованием, материалами, инструментом, топливом. Составляет сводные заявки на все виды снабжения и организует удовлетворение этих заявок. Организует прием, хранение и выдачу оборудования и материалов по заявкам хозяйств, контролируя при этом нормы расхода. Производит акцепт счетов за приобретенные оборудование и материалы.
Бюро изобретательства, рационализации, новой техники и технической информации занимается сбором и рассмотрением рационализаторских предложений и новшеств, содействует авторам в оформлении заявок на изобретения, организует внедрение и контролирует выплату авторам вознаграждений, составляет и контролирует выполнение плана новой техники, организует расчет экономической эффективности, обеспечивает подразделения порта технической информацией по соответствующим вопросам.
Плановый отдел занимается учетом и анализом основных показателей деятельности структурных подразделений и порта в целом, принимает меры по выявлению и использованию резервов производства и повышению его рентабельности; подготавливает проекты текущих и перспективных планов порта по всем видам его деятельности; разрабатывает и внедряет экономические нормативы; подготавливает проекты использования фондов, сметы на содержание административно-управленческого аппарата; занимается вопросами совершенствования и внедрения хозяйственного расчета; анализирует выполнение месячных, годовых и квартальных планов.
Отдел организации труда и заработной платы занимается вопросами нормирования труда и его совершенствованием, разработкой местных норм труда; составляет штатное расписание и осуществляет контроль за расходованием фонда заработной платы, системой премирования и правильностью оплаты труда работникам порта; контролирует соблюдение штатной дисциплины и трудового законодательства; готовит материалы по подведению его итогов; через лабораторию НОТ внедряет методы научной организации труда.
Бухгалтерия ведет учет, контроль и анализ производственно-финансовой деятельности порта в денежном выражении; контролирует прием и расходование сырья, топлива, готовых изделий и других ценностей; начисляет и выдает заработную плату, составляет отчеты и балансы.
Отдел автоматических систем управления и информационно-вычислительный центр обеспечивают сбор информации, ее обработку в соответствии с характером решаемых задач, производят анализ полученной информации, осуществляют разработку оптимальных решений и передают их для исполнения соответствующим подразделениям порта.
Отдел кадров занимается подбором, изучением и расстановкой кадров во всех структурных подразделениях порта по деловым качествам; разрабатывает заявки на подготовку инженерно-технических работников и рабочих массовых профессий; закрепления кадров; анализирует и обобщает причины текучести кадров и принимает меры к устранению этого явления; ведет учет кадров.
Административно-хозяйственный отдел осуществляет руководство канцелярией, машинописным бюро и персоналом хозяйственного обслуживания порта; ведает размножением различной документации; контролирует прохождение и исполнение приказов, положений и инструкций вышестоящих организаций и самого порта; оформляет и ведет учет документов, связанных с командировками и бытовым обслуживанием работников порта; поддерживает в надлежащем состоянии здание управления порта и отвечает за состояние материальных ценностей в нем; обеспечивает различными бланками.
Отдел (группа) техники безопасности контролирует соблюдение действующих законов о труде и правил по безопасности эксплуатации; организует необходимый инструктаж и проверку знаний работников порта по технике безопасности; участвует в освидетельствовании и контроле технических средств, представляющих повышенную опасность; контролирует производственные процессы на рабочих местах и принимает меры к устранению нарушений, согласовывает рабочие технологические карты; контролирует условия труда и расследует причины производственного травматизма.
4. ОРГАНИЗАЦИЯ УПРАВЛЕНИЯ ГРУЗОВЫМ РАЙОНОМ ПОРТА
Грузовой район является основным производственным подразделением порта, где производятся погрузочно-разгрузочные, вспомогательные операции на судах и смежных видах транспорта, обслуживание судов, прием, хранение и выдача грузов. За грузовым районом закреплена территория, служебные помещения, перегрузочные комплексы с причалами, складами, перегрузочным оборудованием, железнодорожными и автомобильными путями, а также вспомогательными устройствами, приспособлениями, обеспечивающими его нормальную работу. Грузовой район располагает постоянным контингентом портовых рабочих, инженерно-технических работников и служащих, обеспечивающих выполнение поставленных перед районом задач.
Начальник района назначается начальником порта. Он наделен соответствующими правами и в своей деятельности руководствуется действующими положениями, инструкциями и законами, приказами начальника порта, распоряжениями и указаниями заместителя начальника порта по эксплуатации и производственно-финансовым планом. Руководство районом начальник осуществляет через своих заместителей (по эксплуатации, механизации и складской части), помощников (по кадрам и хозяйственной части), старших специалистов по соответствующим функциям (см. организационную структуру на рис. 2).
Заместитель начальника района по эксплуатации руководит организацией работ по загрузке-разгрузке судов и смежных видов транспорта (вагонов, автомашин), обслуживанию судов, а также технологической подготовкой производства района. Ему подчинены диспетчерская, технологическая и стивидорские группы и начальники специальных комплексов (контейнерного и др.).
Диспетчерская группа планирует и организует перегрузочные работы, ведет учет и анализ обработки транспортных средств, возглавляет работу смен, комплектует бригады докеров-механизаторов, составляет графики их выхода на работу.
Технологическая группа занимается вопросами технологической подготовки производства района. Функциональные обязанности и порядок работы диспетчерской и технологической групп более детально рассмотрены в главах и параграфах, посвященных диспетчерской системе руководства и технологической подготовке производства порта.
Старший стивидор осуществляет подготовку, планирует (составляет план-график обработки судна) и руководит обработкой судна, представляет грузовой район во взаимоотношениях с судном и поддерживает связь с судовой администрацией, оформляет документы, связанные с обработкой судна. Сменный стивидор руководит обработкой судна на своей смене в соответствии с грузовым планом, сменно-суточным планом, планом-графиком обработки судна и технологическими картами.
Заместитель начальника района по складской части осуществляет руководство работой складов по приему, хранению, выдаче, учету и оформлению грузов.
В складскую часть района входят: начальники складов и их заместители, сменные заместители начальников складов, которые занимаются организацией перегрузочных работ на складах, приемкой, хранением и выдачей грузов. Оформление и учет грузов ведут заместители начальников складов по учету группы учета, старшие тальманы и тальманы, старшие приемосдатчики и приемосдатчики.
Сменные стивидоры и сменные заместители начальников складов являются производителями грузовых работ, т. е. именно они непосредственно руководят работой бригад докеров, инструктируют их по технологии и правилам безопасности труда, лично обеспечивают выполнение на местах действующих инструкций, положений и правил, регулируют и направляют, производственный процесс, заполняют и подписывают наряды на выполненные работы. Их непосредственные начальники — старшие стивидоры и начальники грузовых складов являются руководителями участков производства работ.
Заместитель начальника района по механизации руководит технической эксплуатацией и ремонтом перегрузочного оборудования района, занимается внедрением новой техники и обеспечивает содержание машин в исправном состоянии.
Старший инженер-механик непосредственно занимается вопросами технической эксплуатации перегрузочного оборудования, руководит работой групповых и сменных механиков, составляет графики ремонта оборудования.
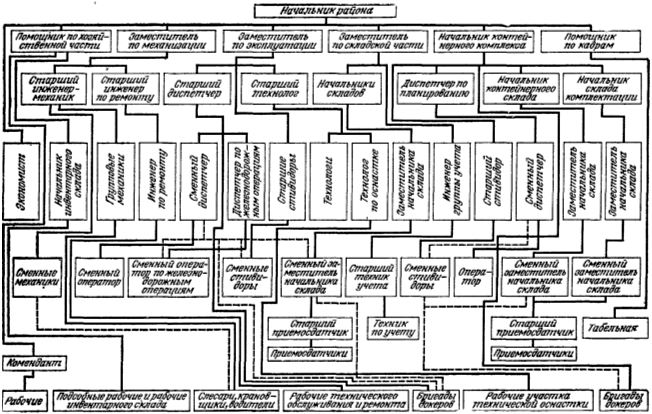
Рис. 2. Организационная структура грузового района
Групповой механик является инженерно-техническим работником, ответственным за содержание закрепленных за ним машин в исправном состоянии. Он ведет периодические осмотры и организует испытания машин, готовит документацию для ремонта и контролирует качество ремонтных работ, руководит работой слесарей-наладчиков и экипажей машин.
Сменный механик осуществляет распределение машин в соответствии с заявками по объектам, выдает машины докерам, следит за правильным использованием машин в соответствии с правилами технической эксплуатации, организует срочный ремонт и устранение мелких неисправностей.
Старший инженер по ремонту руководит ремонтными работами, устанавливает и контролирует сроки ремонта и его качество.
Мастер по ремонту руководит рабочими, осуществляющими непосредственный ремонт перегрузочной машины.
Помощник начальника района по кадрам осуществляет учет и расстановку кадров в районе. Ведет воспитательную работу с кадрами. Ему подчиняется табельная, которая ведет ежесменный учет выхода на работу.
Помощник начальника района по хозяйственной части занимается вопросами благоустройства района, организацией работы бытовок и инвентарного склада, ремонтом бытовых и административных помещений, обеспечением района необходимыми материалами и инвентарем.
Приведенная выше структура относится к району внеразрядного типа. Подробные права и обязанности каждого оперативного работника определены его должностной инструкцией, которая разрабатывается отделом организации труда и заработной платы совместно с соответствующими функциональными отделами управления порта и утверждается начальником порта.
5. ПРОИЗВОДСТВЕННЫЕ СВЯЗИ ПОРТА
В своей повседневной деятельности морской порт вступает в производственные связи с рядом организаций транспорта и других министерств и ведомств. Взаимоотношения морских портов с пароходствами, транспортными предприятиями и грузовладельцами, определяются договорами перевозок грузов и соответствующими документами, регламентирующими эти отношения.
Взаимоотношения морских портов с пароходствами регламентируются основными документами:
- Договорами о взаимоотношениях и взаимной ответственности пароходств и портов по подаче, обработке и обслуживанию транспортных судов;
- графиками подачи судов в порты;
- нормами обработки сухогрузных и наливных судов в морских портах и портовых пунктах в оптимальном режиме на основе непрерывного плана-графика работы порта, а также другими положениями и инструкциями, утвержденными правительством.
В соответствии с указанными документами пароходства обязаны обеспечивать подачу судов в порт в установленные сроки и с запланированной загрузкой, а порты должны принимать эти суда и обрабатывать их в установленные сроки. Порты и пароходства несут взаимную ответственность за соблюдение указанных положений.
Взаимоотношения порта с железнодорожной станцией регулируются Уставом железных дорог, Положением о планировании перевозок экспортных и импортных грузов железнодорожным транспортом, условиями приема и сдачи экспортных и импортных грузов на железнодорожных станциях и в морских портах, тарифными руководствами, а также узловым соглашением — договором, заключенным между портом и управлением железной дороги по территориальному расположению порта.
Узловое соглашение предусматривает:
- совместное сменно-суточное планирование подачи и обработки судов и железнодорожных вагонов в условиях работы по непрерывному плану-графику работы транспортного узла;
- порядок и время подачи-уборки вагонов под загрузку, и разгрузку, периоды подач;
- наименование фронтов подачи вагонов и количество их в одну подачу по каждому фронту;
- время на обработку одного вагона и подачи в целом при одной и сдвоенной операции;
- порядок учета вагонов;
- взаимная информация, ответственность и порядок расчетов за невыполнение сроков обработки вагонов.
Взаимоотношения портов и речных пароходств (портов, где обрабатываются речные суда). Регулирующими документами являются тарифные руководства, нормы обработки речных судов, узловое соглашение, заключаемое между портом и речным пароходством.
Порты, обрабатывающие экспортно-импортные грузы, имеют производственные связи с местными конторами Министерства внешней торговли и других внешне торговых организаций. Основой взаимоотношений морского порта с ними служит Генеральное соглашение — договор, заключенный между портом и МВТ.
С клиентурой морского порта, автотранспортными предприятиями, агентскими представительствами порт устанавливает отношения на основе местных договоров, заключаемых сроком на год и устанавливающих обязанности и ответственность сторон в решении вопросов производственного характера.
К обработке судов в портах прямое отношение имеют контрольно-пропускной пункт, иммиграционные власти, таможня, ветеринарно-карантинный пограничный пункт и агентство «Инфлот», а также Государственная хлебная инспекция, санитарно-карантинная инспекция, Государственная служба по карантину растений, Инспекция по качеству экспортно-импортных товаров, Торгово-промышленная палата, пожарная инспекция и т. д. Права и обязанности, названных организаций определяются их уставами, а взаимоотношения с портами — специальными правилами, положениями и инструкциями. Производственная деятельность порта находится в зависимости от этих учреждений и организаций. Порт, например, не может приступить к обработке судна, прибывшего из-за границы, без предварительного выполнения на нем пограничных и таможенных формальностей и т. п.
Перед началом работ порт должен информировать соответствующие организации и согласовывать порядок работ.
6. ГРУЗООБОРОТ ПОРТА
Под экономическим грузооборотом понимают количество тонн груза, погруженного и выгруженного в порту с судов, включая перегрузку на рейде, за определенное время (сутки, месяц, квартал, год) независимо от того, чьими силами и средствами произведена эта перегрузка.
Перевалочным грузооборотом или грузопереработкой называют количество груза, перегруженного только силами и средствами порта, привлеченной рабочей силой и арендованными средствами за определенное время (сутки, месяц, квартал, год).
И экономический грузооборот, и грузопереработка характеризуются объемом, структурой и ритмичностью. Объем экономического грузооборота выражается в физических тоннах.
Физической называют тонну груза, которая в процессе перегрузки пересекла линию причала только один раз. К физическим, относят также тонны груза, перегруженные на рейде по варианту судно - судно, если они вторично не перегружались у причала.
Объем грузопереработки выражается в физических тоннах и тонно-операциях.
Тонно-операцией называют законченное перемещение одной тонны груза с одного транспортного средства на другое (с судна в вагон, автомашину или обратно, с судна на судно) и с одного, склада на другой. Перемещения груза в пределах одного склада к тонно-операциям не относят.
Объем экономического грузооборота учитывают по грузовым документам (коносаментам, погрузочным ордерам), объем перевалочного грузооборота - по нарядам-заданиям портовым рабочим на перегрузку груза. Экономический грузооборот по объему может не совпадать с грузопереработкой, выраженной в физических тоннах. Он может быть больше грузопереработки в тех случаях, когда на территории порта есть организации, производящие загрузку и разгрузку судов своими силами и средствами. Например, нефтебаза, которая своими силами и средствами грузит нефтеналивные суда. В некоторых случаях грузопереработка в физических тоннах может быть больше экономического грузооборота. Например, порт грузит на суда грузы, бункерное топливо, не оформляемые грузовыми документами.
Перевалочный грузооборот или грузопереработка в физических тоннах - основной показатель производственной деятельности порта. Объем грузопереработки составляет производственный план порта.
Объем экономического и перевалочного грузооборотов данного порта определяет величина входящих и исходящих грузопотоков через данный порт. В свою очередь, величина грузопотоков зависит от объемов производства и потребления районов, тяготеющих к порту. Основой плана грузопереработки является план перевозок, для выполнения которого могут разрабатываться мероприятия по развитию производственных мощностей портов.
Величина грузооборота не дает полной характеристики экономического значения порта. Для характеристики порта необходимо знать и структуру грузооборота, под которой понимают соотношение прибытия и отправления грузов, распределение груза по видам плавания и его номенклатуре. С точки зрения организации работы порта наиболее благоприятным условием следует считать случай, когда количество грузов, прибывающих в порт морем, по объему и трудоемкости будет равно количеству грузов, отправляемых из порта морским путем. В таком случае создается возможность координации работы морского транспорта со смежными видами транспорта. При односторонних грузопотоках возникает трудность в подаче порожних транспортных средств под загрузку, поэтому необходимо создавать в порту складские емкости для накопления грузов. Кроме того, требуется дополнительная перевалка грузов внутри порта, что приводит к увеличению себестоимости перегрузки.
По видам плавания грузооборот распределяется на заграничное (экспорт и импорт), большой и малый каботаж. Под заграничным плаванием понимают перевозку грузов между российскими и иностранными портами. Экспорт - это вывоз грузов из российских портов в иностранные, импорт - ввоз грузов из иностранных портов в российские. Большой каботаж - это перевозка грузов между российскими портами, расположенными в разных бассейнах. Малый каботаж - это перевозка грузов между российскими портами, расположенными в одном бассейне.
На работу порта большое влияние оказывает равномерность поступления грузов - ритмичность, т. е. распределение грузооборота по месяцам года. Как правило, грузы поступают в порт неравномерно, и это создает определенные трудности в организации работы порта в целом и в частности, загрузке рабочей силы, оборудования и складов. Неравномерность поступления грузов в порт вызывается климатическими условиями порта (замерзаемость), сезонностью грузопотоков (перевозка продуктов сельского хозяйства), политическими факторами (забастовки в иностранных портах, война и т. д.), условиями запродажи грузов (при болыпих закупках товаров и коротких сроках их вывоза).
Степень неравномерности грузооборота характеризуется коэффициентом месячной неравномерности
Кн = gmax .мес . /g. (1)
Где: gmax .мес . - максимальный месячный грузооборот, т;
g - среднемесячный грузооборот, т.
Среднемесячный грузооборот
Q = Q/l2, (2)
Где: Q — годовой грузооборот, т.
Как экономический, так и перевалочный грузооборот является основным показателем, характеризующим порт.
7. ПРОПУСКНАЯ СПОСОБНОСТЬ ПОРТА
Под пропускной способностью понимается максимальное количество тонн груза, которое порт может в соответствии со своими производственными возможностями погрузить на суда и выгрузить с судов за определенный период.
Важнейшим показателем, характеризующим возможности порта, является его пропускная способность, которая всегда выше грузооборота или, в крайнем случае, должна быть равна ему. В последнем случае порт работает на пределе своих возможностей. На пропускную способность порта влияют следующие факторы:
- параметры подходных каналов, обеспечивающих ввод и вывод судов из порта;
- количество, конструкция, техническое состояние и глубины действующих причалов;
- степень технического оснащения (количество, типы, грузоподъемность перегрузочных машин и устройств);
- количество, вместимость, конструкция и расположение складов;
- развитие железнодорожных путей в порту и на предпортовой железнодорожной станции и автомобильных дорог;
- род грузов, проходящих через порт;
- технология перегрузочных работ;
- обеспечение плавсредствами служебно-вспомогательного флота;
- количество, состояние, конструкция и грузоподъемность средств внутрипортового транспорта;
- состояние электрохозяйства, связи, водоснабжения и т. д.;
- типы судов, посещающих порт (главные размерения, количество люков, наличие палуб, раскрытие трюмов, расположение машинного отделения и т. д.);
- организация перегрузочных работ в порту.
Пропускная способность порта в целом зависит от пропускной способности отдельных его элементов, входящих в состав технологических перегрузочных комплексов. Поэтому пропускную способность порта обычно оценивают по суммарной пропускной способности его перегрузочных комплексов, состоящих из причалов» складов, железнодорожных путей и т. д.
Суточная пропускная способность причала:
Псут = 24Dч aз /(tгр +tвсп ), (3)
Где Dч — грузоподъемность судна расчетного типа при перевозке соответствующих грузов, т;
aз — коэффициент использования части грузоподъемности при обработке судна на данном причале или коэффициент загрузки, если судно полностью обработано на данном причале;
tгр — время занятости причала под грузовыми операциями, ч;
tвсп —время, планируемое на выполнение вспомогательных операций, несовместимых с перегрузочными работами, ч.
Время занятости причала под грузовыми операциями:
tгр = Dч aз /SРл (4)
Где: SРл -суммарная средневзвешенная производительность технологических линий причала, т/ч.
Время занятости причала под вспомогательными операциями устанавливают по действующим нормам обработки судов в портах, а при проектировании порта - по Нормам технологического проектирования морских портов.
Годовая (навигационная) пропускная способность причала:
Пг . = 30Псут . Кзан . Кмет . nмес / Кн . (5)
Где: Кзан - коэффициент занятости причала грузовыми и вспомогательными операциями. В расчетах принимается равным 0,45—0,75 в зависимости or отношения строительной стоимости причала к стоимости расчетного типа судна и расчетного количества судов в месяц наибольшей загрузки;
Кмет - коэффициент, учитывающий перерывы в работе по метеопричинам,
Кмет = (720 - tмет ) / 720. (6)
Где: Кмет - число часов в месяце, прерывающих обработку судна;
nмес - число месяцев навигации;
Кн - коэффициент месячной неравномерности грузооборота.
Пропускной способности причала должна соответствовать пропускная способность его складов и железнодорожных путей, что в целом определит пропускную способность перегрузочного комплекса.
Пропускная способность действующего склада:
Пскл = Ескл . Поб / Кскл , (7)
Где: Ескл - вместимость склада, т;
Поб - сменность груза на складе (число оборотов склада) в расчетном периоде;
Кскл - коэффициент, учитывающий необходимое превышение вместимости склада в зависимости от условий ввоза и вывоза груза и формы организации движения судов.
Вместимость склада:
Ескл = Fq Kc , (8)
Где: F - площадь склада, м 2;
q - допускаемая или эксплуатационная нагрузка на 1 м2, т;
Кс - коэффициент, учитывающий использование вместимости склада,
К =(F - Fn ) / F. (9)
Fn - площадь проездов, проходов, разрывов между штабелями, конторы склада, т. е. площадь склада, не занятая грузом, м2.
Сменность груза на складе:
Поб = t/tхр , (10)
Где: t - продолжительность расчетного периода, сут;
tхр - средний срок хранения 1 т груза, сут (значение tхр можно получить по тонно-суткам хранения из амбарных книг).
При расчете пропускной способности проектируемого склада, приведенные выше, коэффициенты определяют, по Нормам технологического проектирования морских портов, а действующего склада - по отчетным данным.
Суточная пропускная способность железнодорожного пути, на котором производят загрузку-разгрузку вагонов:
Пжд == mc qн К мет , (11)
Где: m - максимальное число вагонов в одной подаче по фронту;
с - число подач вагонов в сутки;
qн - норма загрузки одного вагона данным грузом, т.
Максимальное число вагонов по фронту в одной подаче:
M = Рл.в Пл / qн (12)
Где: Рл.в - средневзвешенная производительность перегрузочной линии, работающей на вагоны, т/ч;
Рл.в. - число линий.
Количество подач вагонов на фронт грузовых работ:
С = 24/tгр .в +tм ). (13)
Где: tгр .в - время обработки вагона (подачи) по узловому соглашению, ч;
tм - время маневров по подаче одной ставки вагонов.
Важнейшая задача портов, действующих в современных условиях, - повышение пропускной способности, которую можно выполнить двумя путями: первый - увеличить количество причалов, складов и других элементов портового хозяйства за счет строительства новых; второй - увеличить производительность отдельных элементов портового хозяйства, реконструируя и заменяя устаревшее оборудование, внедряя передовую, прогрессивную технологию, научную организацию труда, совместное непрерывное планирование работы флота, портов и смежных видов транспорта, пакетные перевозки, специализацию причалов, районов и в целом портов. Если первый путь повышения пропускной способности требует больших капиталовложений, трудоемок и длителен, то второй отличается относительно невысокими, быстро окупающимися затратами и не требует длительного времени.
8. СПЕЦИАЛИЗАЦИЯ ПРОИЗВОДСТВЕННЫХ
МОЩНОСТЕЙ ПОРТОВ
Под специализацией понимают такую организацию производства, при которой предприятие использует имеющиеся в распоряжении мощности для выпуска одного определенного вида или ограниченного числа видов продукции с высоким качеством и при минимальных затратах. Применительно к портам специализация означает, что причал или группа причалов приспосабливаются к перегрузке одного или нескольких однородных грузов либо грузопотока одного направления перевозки. Таким образом, в портах применяется специализация производственных мощностей по роду груза и по направлению перевозки.
Наиболее эффективной является специализация по роду груза. Она позволяет оборудовать причал, склад и участки обработки вагонов и автомобильного транспорта высокопроизводительной специальной техникой, создать специализированные комплексы. Рабочие, перегружая однородные грузы, приобретают устойчивые навыки труда и добиваются максимальной производительности.
В качестве примера такой специализации можно назвать специальные перегрузочные комплексы: для руды в порту Восточный, крупнотоннажных контейнеров во Владивостоке, технологической щепы в порту Ванино и др.
Глава 2
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПОРТА
И ФАКТОРЫ, ЕГО ОПРЕДЕЛЯЮЩИЕ
9. ПОНЯТИЕ О ТЕХНОЛОГИИ ПЕРЕГРУЗОЧНЫХ РАБОТ
Всякий производственный процесс в любой отрасли имеет более или менее сложную технологию, под которой понимается совокупность способов и средств получения продукции. Перемещение грузов является продукцией работы транспорта, в том числе и морского. Поэтому транспортная технология представляет собой технологию перемещения.
Морской и речной транспортные процессы состоят из перевозки грузов транспортными средствами между портами отправления и назначения и из перегрузки грузов в портах с одних транспортных средств на другие, т. е. с водных на сухопутные или наоборот, а также с одних водных транспортных средств на другие. В соответствии с этим технология морского и речного транспортного процесса состоит из двух основных составных элементов: технологии перевозок и технологии перегрузочных работ.
Под технологией перевозок понимают способы размещения и крепления грузов на судах и систему действий, совершаемых на судне предварительно и в течение рейса для предупреждения порчи и повреждения грузов. Конкретная технология перевозок предусматривает использование определенных технических средств, необходимых для ее реализации: судов соответствующего типа с грузовыми помещениями нужной конфигурации и размеров; средств укрупнения грузов (контейнеров, трейлеров, поддонов, строп-лент и т. д.), сепарационных (подкладочных и прокладочных) и крепежных приспособлений и материалов; вентиляционных и рефрижераторных систем и т. д.
Под технологией портовых перегрузочных работ понимают характер и последовательность действий, совершаемых с грузом при его перемещении с одних транспортных средств на другие через склад или минуя его. Каждая конкретная технология перегрузочных операций предусматривает использование определенных технических средств, необходимых для ее реализации (строительных сооружений, подъемно-транспортных машин и технологической оснастки), и устанавливает потребное количество рабочих, их расстановку и методы производства работ.
Под технологической оснасткой подразумевают грузозахватные устройства к подъемно-транспортным машинам, инструмент и вспомогательные технологические приспособления, применяющиеся при перегрузочных работах. Перемещение грузов в порту в ходе осуществления технологических процессов может совершаться по различным вариантам.
Под вариантом работы понимают перегрузку с одного вида транспорта на другой, с транспорта на склад или обратно, а также внутрипортовое перемещение (из одного склада в другой). Вариант работы характеризуется начальным и конечным местоположением груза.
Например, вариант судно — склад означает перегрузку груза из судна на склад порта вариант судно — вагон — выгрузку груза из судна и погрузку в вагон, минуя склад. В отечественных портах применяют следующие основные варианты работы: судно — вагон, судно — автотранспорт, судно — склад, судно — судно, вагон — судно, вагон — склад, автотранспорт — судно, автотранспорт — склад, склад — склад и склад — судно.
Варианты работы, при которых груз перемещают с одного вида транспорта на другой, называют прямыми, варианты работы, связанные с прохождением груза через склад, - складскими. Технологические процессы перегрузочных работ по всем вариантам состоят из технологических операций.
Под технологической операцией понимают совокупность действий, совершаемых с грузом в ходе технологического процесса на определенном рабочем месте (в трюме, вагоне, на складе, на причале и т. д.). В связи с этим различают судовую, вагонную, кордонную (причальную), внутрипортовую транспортную, передаточную, складскую и автотранспортную операции, а также операции по наполнению и опорожнению контейнеров, контейнерных тележек (ролл-трейлеров) и других средств укрупнения грузов. Место производства судовой, контейнерной, вагонной и складской операций определено самим названием. Кордонная (причальная) операция представляет собой перемещение груза из судна на причал или непосредственно на другие транспортные средства либо склад в зоне действия прикордонного крана и обратно. Внутрипортовая транспортная операция — перемещение груза по территории порта между местами выполнения перегрузочных работ (причалом, складом, вагоном и т. д.). Передаточная операция является промежуточной и представляет собой передачу груза от одной подъемно-транспортной машины к другой. Она следует, как правило, за кордонной и складской операциями или предшествует им. Автотранспортную операцию выполняют в кузовах и на прицепах магистральных автотранспортных средств, осуществляющих завоз грузов в порт или вывоз их из порта.
Операции технологического процесса состоят из сочетания различных элементов: формирования «подъема» из отдельных грузовых мест, т.е. взятия из штабеля, перемещения, укладки на средство укрупнения; застропки (захвата) груза перегрузочной машиной, т. е. подхода рабочего, застропки, предварительного натяжения стропов, проверки правильности застропки; подъема и переноса груза перегрузочной машиной с необходимым маневрированием и нацеливанием на место установки; отстропки «подъема»; холостого хода машины без груза и др.
Операции и элементы перегрузочного процесса разделяют на: основные (технологические) и вспомогательные.
Основные непосредственно связаны с перемещением груза. Вспомогательные операции и элементы представляют собой подготовительные, заключительные и сопутствующие технологическому процессу действия, непосредственно не связанные с перемещением груза, но необходимые по условиям производства работ: открытие и закрытие грузовых люков, дверей и ворот; сортировка и перевеска груза; подвоз и установка столов, подставок, мостиков и лестниц; укрытие штабелей брезентами и их раскрытие; сепарирование и крепление груза, а также снятие креплений и уборка сепарации; подача погрузчиков и других машин на судно, столы-рампы и в вагоны.
Вспомогательные операции непосредственно не входят в основной технологический процесс перегрузочных работ, однако тесно связаны с ним, как правило, зависят от него и влияют на него.
Объединенные в технологические линии операции технологического процесса перегрузочных работ и их элементы осуществляются техническими средствами и рабочими. Технологическая линия представляет собой совокупность взаимодействующих в определенном порядке машин, технологической оснастки и рабочих, осуществляющих перемещение груза по тому или иному варианту и имеющих не менее одного общего технологического звена.
Например, при перегрузке бочек по варианту судно — вагон в состав одной технологической линии входят: кран с крановщиком; рабочие в трюме, осуществляющие подготовку «подъемов» и их застройку; сигнальщик на верхней палубе; рабочие на рампе, отстрапливающие поданный краном груз; два погрузчика с водителями, которые производят параллельную погрузку двух вагонов бочками, подаваемыми краном. Общими звеньями линии являются кран с крановщиком и сигнальщик. Погрузчики работают параллельно. Трюмное звено рабочих, как правило, разделено на параллельно работающие группы. Отстропщики на причале действуют вместе, если работы ведутся на стационарной рампе, и раздельно у каждого вагона, если используются переносные толы-рампы.
Технология перегрузки конкретного груза по принятому варианту определяет состав технологической линии, характер и последовательность действий всех ее звеньев. Эти вопросы сформулированы в описании технологического процесса, перечне потребных технических средств и указаниях по расстановке рабочих. Однако во всех случаях упоминания технологического процесса не представляется возможным излагать все эти вопросы полностью, да и в этом нет необходимости. Назвать и кратко, но однозначно, обусловить технологический процесс, выделив его из всех остальных, без детального описания позволяет технологическая схема, которая определяет состав и последовательность операций данной линии, а также типы машин, технологической оснастки и средств укрупнения грузов, используемых в ходе технологического процесса.
Например, технологическая схема перегрузки пакетов на поддонах трюм - ап (вз) - кран (квз) – рмп - 2ап (вз) - 2ваг означает, что пакеты снимаются в трюме со штабеля в подпалубном пространстве автопогрузчиком с вилочным захватом, доставляются на просвет люка, здесь стропятся крановым вилочным захватом, переносятся краном на прикордонную рампу и далее грузятся двумя автопогрузчиками с вилочными захватами в два крытых вагона параллельно.
Технологическая схема позволяет отличить технологический процесс от других, но не дает возможности понять его полностью и осуществить без описания технологии в необходимом объеме и указания перечня потребных технических средств.
Технология перегрузочных работ регламентирует работу каждой технологической линии в отдельности, не затрагивая вопроса об организации обработки транспортных средств несколькими линиями. Организация совместной работы нескольких технологических линий по погрузке либо выгрузке транспортных средств на одном и нескольких участках является предметом организации производства порта и перегрузочных работ.
10. ХАРАКТЕРИСТИКА И ПОКАЗАТЕЛИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПЕРЕГРУЗОЧНЫХ РАБОТ
Характер технологического процесса может быть разным, в зависимости от степени механизации и автоматизации его операций и элементов. Различают ручные, механизированные, комплексно-механизированные, автоматизированные и автоматические технологические процессы перегрузочных работ.
Ручным является такой технологический процесс, в котором все технологические операции и их элементы выполняют вручную без применения подъемно-транспортных машин. При этом под технологическим процессом понимается законченное перемещение груза по какой-либо технологической схеме, реализующей один из вариантов работы. Ручные перегрузочные процессы являются отсталыми и неэффективными, требуют весьма больших затрат тяжелого ручного труда и в отечественных портах в настоящее время их почти не применяют.
Механизированным считается такой технологический процесс, в котором хотя бы одна операция выполняется подъемно-транспортной машиной. При этом, как правило, машины выполняют основные, наиболее трудоемкие операции (подъем и перемещение груза из судна на причал, в кузов автомашины, на прицеп, трейлер или в обратном направлении). Почти все перегрузочные процессы в отечественных морских портах в той или иной степени механизированы. Степень механизации технологического процесса определяется отношением количества операций либо их элементов, выполняемых машинами, к общему числу его технологических операций или элементов. Уровень механизации технологических процессов порта либо грузового района определяется отношением количества груза (в тонно-операциях), перегруженного механизированными процессами, к общей грузопереработке (общему числу тонно-операций).
Перегрузочный технологический процесс считается комплексно-механизированным, если все без исключения технологические операции перемещения груза и их элементы выполняются машинами. Вручную могут при этом производиться только те элементы операций, которые не заключаются в перемещении груза застропка и отстропка, направление (нацеливание) на место укладки, разворот «подъема» навесу, поправка отдельных грузовых мест и т. д. Комплексная механизация является высшей формой механизации технологических процессов.
Уровень комплексной механизации перегрузочных процессов порта либо грузового района определяется отношением количества грузов (в тонно-операциях), перегруженных комплексно-механизированным способом, к общей грузопереработке, т. е. общему числу тонно-операций. Комплексная механизация технологических процессов позволяет свести тяжелый ручной труд к минимуму или полностью его ликвидировать.
Кроме механизированных и комплексно-механизированных технологических процессов существует также понятие о полной механизации.
Полностью механизированным является перегрузочный технологический процесс, все без исключения, технологические операции которого и их элементы выполняются машинами. Труд рабочих в данном процессе сводится только к управлению машинами. Примерами полностью механизированных процессов является перегрузка чугуна в чушках и металлопроката грузоподъемными магнитами, крупнотоннажных контейнеров — специальными машинами с автоматическими либо управляемыми из кабины захватами, перегрузка руды и угля кранами с грейферами и т. д.
Автоматизированным считается технологический процесс, технологические операции которого (хотя бы одна) выполняются машинами автоматически, т. е. без управления рабочим-оператором (крановщиком, водителем, машинистом и т. д.). Степень автоматизации процесса, как и степень механизации, определяется отношением числа автоматически выполняемых технологических операций к общему их количеству. Автоматической является такая технологическая операция, все элементы которой выполняются автоматически. Существует также понятие об автоматизированных операциях технологического процесса. Автоматизированной является операция, хотя бы один элемент которой выполняется автоматически. Если все технологические операции перегрузочного процесса являются автоматическими, то и весь процесс в целом считается автоматическим.
Кроме степени механизации и автоматизации технологический процесс характеризуется и технико-эксплуатационными (технологическими) показателями.
Показатели различают основные и производные. К основным показателям относят численность рабочих nр и количество машин пм в технологической линии, а также производительность линии Рл .
Производительность технологической линии определяется количеством тонн груза, которое линия может перегрузить в течение рабочей смены, включая затраты времени на получение, проверку, ежесменное обслуживание и сдачу машин и технологической оснастки, расстановку машин и настройку работы линии, технологические перерывы и переходы с одного места работы на другое. На практике в различных целях определяют также часовую производительность линии, которая является условно-расчетной величиной и находится как частное от деления технологической сменной производительности линии на продолжительность смены в часах. Условность этой величины заключается в том, что если для производства работ выделить только один час, то расчетная производительность не будет достигнута, так как затраты времени на подготовительно-заключительные Операции остаются теми же, что и для целой смены, т. е. удельный вес продолжительности непосредственного осуществления грузовых операций в общем, бюджете времени будет значительно меньшим. При сложно настраиваемом технологическом процессе за выделенный час вообще не будет перегружено ни одной тонны груза.
Кроме основных существуют производные технологические показатели:
Трудоемкость перегрузки одной тонны груза (чел.-ч/т, нормо-ч/т)
Т = tсм nр / Рл , (14)
Где: tсм — продолжительность смены, ч;
Технологическая производительность одной машины (т/машино-ч):
Рм = Рл / =( tсм nр). (15)
Где: Рм — число машин одного типа, параллельно осуществляющих одну и ту же технологическую операцию в составе линии;
Выработка на одного рабочего (т/чел.-ч):
Рр = Рл / tсм nр ). (16)
Под технологической производительностью машины (ее не следует путать с технической) понимается количество тонн, которые может перегрузить машина за час работы при определенных условиях в установившемся оптимальном режиме без учета затрат времени на выполнение подготовительно-заключительных операций, технологических перерывов и переходов.
Производительность технологической линии и входящих в ее состав машин, а также выработка на одного рабочего являются важнейшими технологическими показателями, оказывающими основное влияние на технико-экономическую эффективность технологического процесса.
Значение технологии заключается в том, что от ее эффективности, в основном, зависит производительность технологической линии и количество рабочих в ее составе. Это оказывает существенное влияние на интенсивность обработки транспортных средств и потребность порта в рабочей силе. Отсюда очевидно, что эффективность технологии является важнейшим фактором, от которого в наибольшей степени зависят конечные результаты основной производственной деятельности порта. В связи с этим достижение максимально возможного уровня совершенства технологии является одной из основных задач эксплуатационного персонала портов, пароходств и управлений министерства.
11. УСЛОВИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Технология перегрузочных работ определяется рядом условие (факторов), которые разделяют на внешние, т. е. непосредственно не зависящие от порта, и внутренние.
Внешние условия — к ним, прежде всего, относят свойства груза и форму его предъявления к перевозке и перегрузке. Физические свойства груза, способ его упаковки, размеры и форма грузовых мест, их приспособленность к перегрузке различными подъемно-транспортными машинами, требования к оборудованию мест хранения, подверженность порче и повреждениям, степень опасности для людей и агрессивность по отношению к окружающей среде — все эти и ряд других особенностей груза существенно влияют на характер технологического процесса и в целом носят название транспортной характеристики груза.
Другим внешним условием является применяющаяся технология перевозки и характеристика используемых транспортных средств. Один и тот же груз можно перевозить на различных судах, в разных вагонах и автомашинах, более или менее удобных для погрузки и выгрузки.
Так, например, при использовании судов с вертикальной погрузкой, имеющих значительные подпалубные пространства, необходимо решать вопрос о том, как и какими средствами, подавать груз под палубу и извлекать его оттуда.
Наоборот, отсутствие на судах подпалубных пространств снимает и сам вопрос об их загрузке.
Все эти условия можно отнести и к технологии перевозки: способы размещения и крепления грузов на транспортных средствах могут быть более или менее рациональными с точки зрения удобства осуществления грузовых операций и требуют применения различных технологических приемов производства работ.
Следующее внешнее условие — особенности взаимодействия с отправителями и получателями грузов, а также со смежными видами транспорта. Под этим понимается географическое положение порта по отношению к получателям и отправителям, расстояние до них; условия ввоза и вывоза груза, система взаимодействия с железной дорогой и автотранспортом, условия поступления и отправки груза на речных судах и т. д.
Например, расположение обслуживаемых промышленных объектов либо складских перевалочных баз грузополучателей в непосредственной близости от территории порта создает условия для подачи грузов их технологическими линиями непосредственно на причал к борту судна и освобождает порт от необходимости содержать склады и тыловые железнодорожные и автомобильные грузовые фронты.
К внешним также относятся природно-климатические условия порта.
Внутренние условия — это планировка, тип и состав строительных сооружений порта; тип и технологическая характеристика подъемно-транспортного оборудования его перегрузочных комплексов; вид и уровень совершенства применяющейся технологической оснастки; квалификация производственного персонала, возможности материально-технического обеспечения технологического процесса.
Технологические процессы перегрузочных работ находятся в тесной взаимосвязи с их внутренними условиями. С одной стороны, конкретная технология определяет характер планировки, тип и состав потребных для ее реализации строительных сооружений, тип и технологическую характеристику (параметры) необходимого перегрузочного оборудования; выдвигает требования к определенному уровню квалификации рабочих и инженерно-технического персонала; регламентирует по номенклатуре и количеству состав материально-технического обеспечения. С другой стороны, имеющиеся в наличии строительные сооружения, и возможности их строительства и реконструкции ограничивают, выбор технологии, реальное техническое вооружение порта и возможности приобретения новой техники также диктуют определенные ограничительные условия; низкая квалификация производственного персонала может не позволить освоить сложный технологический процесс, а недостаточные фонды на снабжение иногда в практических условиях вынуждают применять в технологическом процессе малоэффективные, но доступные с точки зрения обеспечения материалами приемы и методы труда.
Более односторонними, но все же взаимными, являются связи технологии перегрузочных работ и с большинством внешних условий. Как правило, груз, и технология его перевозки определяют технологию грузовых операций. Но необходимость ее совершенствования диктует, в свою очередь, требования по улучшению упаковки груза и технологии перевозки.
По мере прогресса науки и техники технологические процессы порта, их внутренние и большинство внешних условий изменяются, совершенствуются, воздействуя друг на друга. Наиболее активное влияние на характер технологии перегрузочных работ оказывает развитие подъемно-транспортной техники.
12. КЛАССИФИКАЦИЯ И ТРАНСПОРТНО-ТЕХНОЛОГИЧЕСКАЯ
ХАРАКТЕРИСТИКА ГРУЗОВ
Классифицируют грузы по физико-химическим свойствам, режиму хранения и перевозки, способу упаковки и виду тары, параметрам и форме грузовых мест и т. д.
Физико-химические свойства грузов в той или иной степени влияют на технологию перегрузки. Слеживаемость и смерзаемость обусловливают необходимость применения специальных способов и средств рыхления. Пылеобразование требует герметизации перегрузочных линий и ограничивает выбор подъемно-транспортных машин. Огнеопасность вызывает необходимость в предупреждении искрообразования.
Режим хранения и перевозки также в определенной мере связан с физико-химическими свойствами. Одни грузы боятся атмосферных осадков и требуют крытого хранения, другие — допускают открытое. Часть грузов является скоропортящимися и должна храниться в рефрижераторных складах. Однако требования по режиму хранения могут вызываться и другими особенностями грузов (выделяют ценные грузы, живой скот и т. д.).
По способу упаковки и виду тары различают: мешковые, ящичные, бочковые, киповые грузы и др. Разнообразие способов упаковки и тары существенно влияет на технологию перегрузочных работ. Одна тара удобна для застропки и перемещения машинами (например, металлические бочки), позволяет произвести автоматический захват и отцепку груза, другая не только плохо приспособлена для перегрузки, но и предопределяет необходимость в применении тяжелого ручного труда при взятии из штабеля либо укладке (мешки, тюки, слабопрессованные кипы). Разные размеры ящиков также создают значительные технологические трудности при перевозке и перегрузке. В связи с этим стандартизация тары и упаковки грузов имеет большое значение для развития транспорта и повышения эффективности его работы.
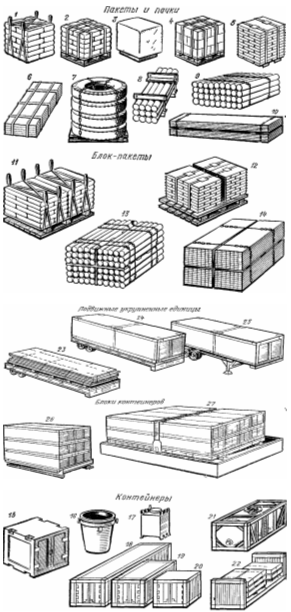
Рис 3 Способы укрупнения и унификации грузов
1 — пакет мешков в строп лентах, 2 — пакет мешков на поддоне, 3 — пакет мешков в термоусадочной пленке без поддона, 4 — пакет ящиков на поддоне, 5 — пакет чушек цветного металла, 6 — пачка листовой стали, 7 — пакет автопокрышек на поддоне; 8 — пакет труб, 9 — пакет круглого леса, 10 — пакет пиломатериалов, // — блок из пакетов мешков в строп-лентах на поддоне 12 — блок из пакетов чушек цветного металла на поддоне, 13 — блок-пакет круглого леса, 14 — блок пакет пиломатериалов, /5 — контейнер универсальный малотоннажный (5 т), 16 — контейнер специальный для концентратов цветных металлов насыпью, 17 — резинокордовый контейнер, 18, 19 и 20 — контейнеры универсальные крупнотоннажные международного стандарта, 40 (30 т), 20 (20 т) и 10 (Ют), 21 — контейнер специальный крупнотоннажный для наливных грузов (танк контейнер), 22 — контейнер крупнотоннажный открытый, 23 — контейнерная тележка (ролл трейлер) с грузом, 24 — контейнерная тележка с двумя контейнерами 20, 25 — полуприцеп с двумя контейнерами 20 26 — платформа системы ЛУФ с блоком контейнеров, 27 — лихтер системы ЛЭШ с контейнерами
Параметры и форму грузовых мест постоянно совершенствуют. В настоящее время четко определены и получают все более широкое развитие два основных взаимосвязанных направления совершенствования формы предъявления груза к перевозке: укрупнение и унификация грузовых мест. Чем крупнее отдельные грузовые места, тем большее количество груза может быть за один рабочий ход перемещено перегрузочной машиной без дополнительных трудоемких и отнимающих время операций по их комплектованию и объединению, следовательно, тем выше будет производительность и интенсивность обработки транспортных средств, ниже трудоемкость и стоимость перегрузочных операций, выше провозная способность судов, вагонов и автотранспорта.
Параллельно с укрупнением осуществляют унификацию грузов, т. е. ограничивают число типоразмеров грузовых мест и оптимизируют их по форме и величине с точки зрения удобства перевозки и перегрузки.
На рис. 3 показаны способы укрупнения и унификации грузов. Степень укрупнения грузовых мест лимитируется возможностями транспортных средств и перегрузочной техники.
Так, тяжелые блок-пакеты большого размера невозможно погрузить в крытые вагоны. Автотранспорт может перевозить грузы только в пределах грузоподъемности машин и с размерами, не превышающими размеры кузова. Порты, а также отправители и получатели могут перегружать грузы, не превышающие по массе грузоподъемность их подъемно-транспортной техники. Кроме того, укрупнение грузов ограничивается размерами партий, адресованных одному получателю, условиями приема-сдачи грузов (методы контроля количества и качества) в пунктах перевалки и др. Тем не менее, исключительно высокая технико-экономическая эффективность укрупнения и унификации грузов настоятельно диктует необходимость ломки организационных ограничений, развития технических возможностей транспорта, отправителей и получателей, стимулирует поиск новых и широкое распространение оправдавших себя на практике прогрессивных способов и средств.
Технические средства, с помощью которых грузовые места укрупняют, называют средствами укрупнения. Их подразделяют на пакетообразующие средства (строп-ленты, поддоны, обвязки, стяжки и т. д.), приспособления для образования блок-пакетов, контейнеры и контейнерные тележки, дополнительные средства укрупнения. Грузовые места, образованные с помощью средств укрупнения, носят название укрупненных транспортных единиц. Для технологии перегрузочных работ первостепенное значение имеет приспособленность УТЕ к быстрой и удобной, желательно автоматической застропке и отстропке (захвату и отцепке) подъемно-транспортными машинами. В этом смысле крупнотоннажные контейнеры, ролл-трейлеры, лихтеры имеют огромные преимущества перед остальными средствами укрупнения. Их применение создает наиболее благоприятные условия для автоматизации технологических процессов.
Классификация грузов с точки зрения транспортной технологии связана с их многообразием, способами упаковки и укрупнения. По транспортно-технологической характеристике грузы подразделяют следующим образом.
Генеральные грузы: тарно-штучные — мешковые, ящичные, киповые, бочковые, рулоны и барабаны, тюки и слабопрессованные кипы, пакеты;
металлы — чугун в чушках, листовая сталь, сортовой прокат и трубы, сталь в рулонах, проволока в кругах, цветные металлы;
тяжеловесные — автотранспортная техника на колесном ходу, гусеничная техника, малотоннажные контейнеры, крупнотоннажные контейнеры, тяжеловесное оборудование, особо тяжеловесные грузы.
Массовые грузы: наливные, навалочные (не требующие крытого хранения и допускающие перевозку в открытом подвижном составе), насыпные (нуждающиеся в крытом хранении и перевозке в закрытых транспортных средствах).
Лесные грузы: круглый лес, пиломатериалы, древесная щепа.
Особые грузы: особо опасные, скоропортящиеся без тары, дикие животные и скот.
Все эти грузы должны предъявляться к перевозке в транспортабельном состоянии, т. е. в таком виде, чтобы обеспечивалась сохранная перевозка и перегрузка, безопасность движения транспортных средств и ведения перегрузочных работ, создавались условия для эффективного использования подвижного состава и применения механизированной высокопроизводительной технологии перегрузки.
Таким образом, условия транспортировки, технология перевозки и перегрузки в свою очередь оказывают влияние на транспортную характеристику грузов, предъявляют ряд требований к их состоянию, упаковке и маркировке. К числу технологических требований, например, относятся: принятие грузоотправителем необходимых профилактических мер по предупреждению либо уменьшению смерзаемости и слеживаемости груза в. процессе перевозки; применение упаковки, приспособленной для механизированной, высокопроизводительной перегрузки и многоярусного штабелирования на складах и в транспортных средствах и достаточно прочной, чтобы выдержать нагрузки, возникающие в процессе перевозки и грузовых работ; оборудование груза удобными местами застропки и маркировка этих мест либо указание их в транспортных документах. Эти требования должны включаться в тарифные руководства и технические условия перевозки грузов морем.
13. ТЕХНОЛОГИЧЕСКАЯ ХАРАКТЕРИСТИКА ТРАНСПОРТНЫХ СРЕДСТВ И ТЕХНОЛОГИЯ ПЕРЕВОЗОК
Влияние технологии перевозок и конструктивных особенностей транспортных средств на технологические процессы перегрузочных работ выражается в предъявлении определенных требований к размещению грузов на судах, в вагонах и на автомашинах, что существенно предопределяет применение тех или иных приемов работ и технических средств, а также в создании удобных либо неудобных условий для осуществления различных вариантов технологии, выполнения работ разными машинами и оснасткой.
Тип, размеры и вместимость транспортных средств, конструктивные особенности и параметры грузовых помещений, оснащенность их штатными приспособлениями и устройствами для размещения и крепления грузов, а также подъемно-транспортными машинами, вентиляционными и другими системами, определяющие в комплексе особенности технологии перевозки грузов на этих транспортных средствах и возможности осуществления той или иной технологии погрузки и выгрузки, составляют их технологическую характеристику.
Транспортные суда по своему назначению и технологическим особенностям подразделяют на универсальные, специальные и комбинированные.
Универсальные суда предназначены для перевозки различных сухих грузов (навалочных, насыпных, генеральных, лесных и особых). Они сторятся многопалубными, имеют криволинейные обводы концевых (носовых и кормовых) грузовых помещений. При расположении машинного отделения в средней части корпуса через кормовые трюмы иногда проходит туннель гребного вала, что весьма затрудняет использование перегрузочной техники.
Важнейшей технологической характеристикой универсальных судов является величина подпалубного пространства (расстояние от края люка до переборки или борта). Наличие значительных подпалубных пространств требует специального перемещения грузов в трюмах и твиндеках под палубу к бортам и переборкам и обратно. Эти операции весьма трудоемки, продолжительны по времени и часто связаны с применением тяжелого ручного труда. Степень раскрытия палуб судов над грузовыми помещениями характеризуется коэффициентами.
Коэффициент лючности Кл определяется как отношение объема грузового помещения (отсека) под просветом люка к полному объему грузового помещения (отсека):
Кл = Fл h \ W (17)
Где: Fл - площадь люка, м кв.;
h -высота грузового помещения, включая комингс люка, м;
W- объ
ем грузового помещения, м3 .;
Коэффициент раскрытия палубы Кп определяется как отношение площади люка Fл к площади палубы Fп над данным грузовым помещением:
Кп = Fл \ Fп . (18)
В зависимости от размеров люка и величины подпалубного пространства грузовые помещения разделены на классы.
Как правило, на универсальных сухогрузных судах нет штатных средств сепарирования и крепления грузов, что предопределяет значительный расход материалов, троса, проволоки и других крепежных приспособлений при погрузке таких судов и большую трудоемкость, и длительность не только перегрузочных, но и крепежных работ.
Суда, оснащены штатными грузоподъемными средствами (кранами и стрелами), которые расположены на верхней палубе и загромождают ее.
Достоинство универсальных судов — возможность использовать их для перевозки различных грузов в самых разных условиях, в том числе на нестабильных линиях и случайных рейсах; серьезный недостаток — плохая приспособленность к погрузке и выгрузке любых грузов, т. е. весьма низкие технологические возможности, следствием чего является высокая трудоемкость, значительные продолжительность и стоимость грузовых работ.
В последнее время улучшена технологическая, характеристика универсальных судов за счет максимального раскрытия палуб, применения штатных средств размещения и крепления грузов (в первую очередь, контейнеров и авто техники), расположения надстройки и машинного отделения в корме судна, установки удобных судовых кранов вместо стрел и лебедок, укрытия туннеля гребного вала, спрямления обводов грузовых помещений.
Специальные суда строят для перевозки определенных грузов и их конструируют так, чтобы создать максимальные удобства для перегрузочных операций с этими грузами. В составе специального флота выделены:
- танкеры (для наливных грузов) и газовозы (для сжиженных газов),
- балкеры (для навалочных и насыпных грузов),
- контейнеровозы (с вертикальной погрузкой),
- пакетовозы, лесовозы, ролкеры (с горизонтальной погрузкой),
- лихтеровозы и суда для перевозки тяжеловесов.
Танкеры и газовозы характеризуются размерами и вместимостью, мощностью грузовых насосов и возможностью одновременной перегрузки разных видов либо сортов груза, наличием систем подогрева груза для повышения его текучести.
Балкеры с точки зрения технологии перегрузочных работ характеризуются размерами и вместимостью; количеством, конфигурацией и размерами грузовых помещений; наличием собственных подъемно-транспортных средств. Строят балкеры однопалубными с кормовым расположением надстройки и машинного отделения, трюмы в нижней части вдоль бортов оборудованы скосами, чтобы груз ссыпался из-под палубы на просвет люка. Использование крупнотоннажных балкеров вместо универсальных судов на перевозке навалочных и насыпных грузов приводит к резкому снижению себестоимости перевозок — в 3—4 раза и более.
Специальные суда для лесных грузов можно разделить на три группы: лесовозы, лесовозы-пакетовозы и щеповозы. Лесовозы — однопалубные суда, машинное отделение у них расположено в корме либо в средней части судна. Коэффициент раскрытия палуб — от 0,5 до 0,6. Все лесовозы оснащены грузоподъемными средствами. Лесовозы - пакетовозы имеют еще больший коэффициент раскрытия палуб, до 0,8. Надстройка и машинное отделение расположены в кормовой части судна. Щеповозы также представляют собой однопалубные суда с кормовым расположением машинного отделения и надстройки, имеют наклонные стенки в трюмах для лучшего ссыпания груза к просвету люка. Щеповозы, как правило, оснащены бортовой перегрузочной техникой в виде перемещающихся вдоль судна грейферных кранов и транспортеров с бункерами.
Наиболее эффективным типом судов для перевозки генеральных грузов являются контейнеровозы с трюмами ячеистой конструкции. Это однопалубные суда, трюмы которых с помощью специальных вертикальных направляющих разделены на ячейки. Контейнеры в ячейках располагают стопками в несколько ярусов, при этом не требуется никакого дополнительного крепления. На верхней палубе контейнеры размещают в два-три яруса и крепят с помощью штатных специальных замков (конлоков), найтовов и закладных деталей. Контейнеровозы характеризуются размерами и вместимостью. Грузоподъемных средств ячеистые контейнеровозы, как правило, не имеют. Один контейнеровоз, работая на линии, заменяет обычно до семи универсальных судов того же дедвейта. Недостатком ячеистых контейнеровозов является их способность перевозить только контейнеризированные грузы. На нестабильных линиях с несбалансированными грузопотоками в обоих направлениях эти суда могут иметь недостаточную загрузку и большие балластные пробеги.
Другим весьма эффективным типом судов являются ролкеры. Их подразделяют на специальные и универсальные. К специальным ролкерам относят железнодорожные паромы (рис. 4), пакетовозы и суда для перевозки легковых автомобилей. Универсальные ролкеры могут перевозить различные грузы в средствах укрупнения (контейнерах, контейнерных тележках, полуприцепах, трейлерах и платформах, поддонах и строп-лентах). По сравнению с ячеистыми контейнеровозами строительство и эксплуатация ролкеров обходится значительно дороже, они менее приспособлены к интенсивной погрузке и выгрузке, однако более универсальны. Именно по этой причине ролкерные суда получили в последнее время весьма широкое распространение. Ролкеры могут использоваться и для перевозки неукрупненных грузов, но при этом уступают по эффективности универсальным судам.
Ролкеры характеризуются назначением, размерами, вместимостью, конфигурацией грузовых помещений, конструкцией аппарелей и пандусов, типом штатных крепежных средств, количеством и типом бортовой перегрузочной техники. Важной характеристикой ролкеров является тип судовой аппарели, которая может быть прямой, расположенной в корме вдоль диаметральной плоскости судна, кормовой угловой (всегда с правого борта) либо поворотной (переставляющейся), расположенной в носу либо в корме с любого борта.
Рис 4 Морской паром типа «Герои Шипки» для перевозки железнодорожных вагонов

Рис 5 Лихтеровоз типа ЛЭШ (лихтер на борту судна)
Лихтеровозы представляют собой еще один перспективный тип специальных судов, предназначенных для перевозки любых генеральных, лесных, навалочных и насыпных грузов, укрупненных в стандартные плавучие емкости — лихтеры Известны три основных типа лихтеровозов - ЛЭШ, Си-би и Бакат. Суда первого типа однопалубные с козловым краном грузоподъемностью до 500 т, перемещающимся по рельсам на верхней палубе (рис. 5). Лихтеры подводятся к корме судна буксиром. Кран выезжает, на кормовые консоли, захватывает лихтер управляемым захватным устройством, поднимает, транспортирует и устанавливает на штатное место, как контейнер размещаются лихтеры в несколько ярусов стопками. Лихтеровозы Си-би имеют три палубы и для грузовых операций оснащены кормовым синхролифтом и тележечными транспортерами. Подведенные к корме лихтеры по два подхватываются опущенной в воду площадкой лифта и поднимаются на уровень соответствующей палубы. Тележки транспортеров подаются под лихтеры, затем последние поднимаются домкратами, транспортируются на тележках до места установки и опускаются на опоры. На лихтеровозы типа Бакат лихтеры грузятся методом докования, т е. судно притапливается и лихтеры заводятся внутрь корпуса наплаву. Затем судно всплывает.
Лихтеровозы характеризуются типом, вместимостью, размерами, а также параметрами лихтеров, которые они могут транспортировать.
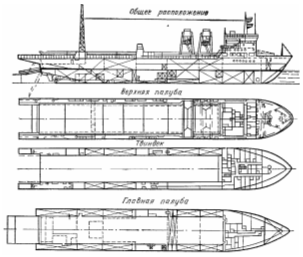
Рис. 6
Судно типа Ро-флоу для перевозки тяжеловесных грузов
Суда для перевозки тяжеловесов бывают разной конструкции. В составе отечественного флота эксплуатируются суда для тяжеловесов типа ро-флоу: теплоходы «Стахановец Котов», «Стахановец Петраш» и др. (рис. 6) Их погрузку и разгрузку можно производить тремя технологическими методами: вертикальным способом плавкранами либо судовыми козловыми кранами, перемещающимися по рельсам на верхней палубе (два крана грузоподъемностью по 350 т), горизонтальным способом через кормовую аппарель с помощью тяжеловесных транспортеров и ролл-трейлеров и методом докования через корму с помощью двух штатных понтонов грузоподъемностью по 1400 т.
Комбинированные суда (балктанкеры и полуконтейнерные) имеют грузовые помещения, часть из которых приспособлена для перевозки одних грузов, а часть — для других. На балктанкерах средняя часть корпуса занята трюмами для навалочных грузов, а вдоль бортов расположены танки для наливных грузов. Полуконтейнерные суда имеют один-два трюма ячеистой конструкции для контейнеров и несколько трюмов универсальных — для любых грузов.
Железнодорожный подвижной состав по назначению подразделяют на универсальный и специальный. К универсальному относят крытые вагоны, полувагоны и платформы. Характеристику универсального подвижного состава составляют внутренние размеры кузова, длина по автосцепкам, размеры дверей и их расположение, размеры верхних и нижних люков и их расположение, высота пола над головкой рельса, допускаемая удельная нагрузка на пол (наибольшая нагрузка на единицу площади), а также расположение и несущая способность рымов для крепления груза.
К специальному железнодорожному подвижному составу относят: платформы для крупнотоннажных контейнеров, двухъярусные платформы и крытые вагоны для легковых автомобилей, цистерны, хопперы, гондолы и т. д. Специальные вагоны характеризуются назначением и типом, вместимостью, длиной по автосцепкам, конструкцией и размерами загрузочных устройств, типом приспособлений для крепления груза.
Автотранспорт также подразделяют на универсальный и специальный. К универсальному относят бортовые автомобили, двухколесные прицепы к ним, а к специальному — все остальные автотранспортные средства (самосвалы, тягачи с полуприцепами, лесовозы, панелевозы, бензовозы и др.). Характеристику автотранспортных средств составляют: габаритные длина и ширина, грузоподъемность, назначение и тип, внутренние размеры кузова, высота грузовой платформы над покрытием дороги, конструкция загрузочных и разгрузочных устройств и приспособлений для крепления груза.
Технология перевозки характеризуется с точки зрения удобства осуществления погрузочно-разгрузочных работ использованием транспортных средств и средств укрупнения грузов того или иного типа, системой размещения и крепления грузов, способами сепарирования и потребностью в проведении дополнительных специальных работ по дооборудованию судна, предупреждению смещения груза в рейсе и т. д.
14. ТЕХНОЛОГИЧЕСКАЯ ХАРАКТЕРИСТИКА
ПЕРЕГРУЗОЧНЫХ МАШИН
Технологические возможности перегрузочных машин определяются типом, назначением, конструктивными особенностями, размерными и скоростными параметрами, способом перемещения груза, способностью использовать разные грузозахватные приспособления и выполнять те или иные технологические операции. Основным перегрузочным оборудованием портов в настоящее время являются разного типа краны (портальные, козловые, мостовые, гусеничные, автомобильные, мобильные на пневмоходу, плавучие). Все краны при соответствующем исполнении механизма подъема могут перегружать генеральные, навалочные, насыпные и особые грузы.
Портальные краны — это универсальные перегрузочные машины, которые можно использовать для производства работ на причалах, складах, автомобильных и железнодорожных грузовых фронтах. Основная характеристика кранов — грузоподъемность. Размерные параметры портальных кранов: колея портала, габарит портала вдоль рельсов, максимальный вылет стрелы, высота подъема груза над головкой рельса и опускания ниже ее. Скоростные параметры — скорости движений. Все движения портальных кранов, кроме передвижения портала, являются рабочими, т. е. могут выполняться в течение каждого цикла перемещения груза. Передвижение портала является установочным движением и должно осуществляться только при переходе с одного места работы на другое. Важной характеристикой портальных кранов является способность механизма подъема работать в грейферном режиме двумя канатами либо двумя парами канатов. Она определяет возможность использования крана для перегрузки навалочных и насыпных грузов грейфером, а также применения различных управляемых захватных устройств для генеральных и особых грузов, привод которых осуществляется при работе механизма подъема в грейферном режиме.
Достоинствами портальных кранов являются: их универсальность по грузу и месту работы, значительная гибкость во взаимодействии между собой и с другими машинами на складской площадке, представляющей совместную зону обслуживания. Последнее качество позволяет успешно подменять портальные краны в период ремонта без образования «мертвых зон», а также дает возможность передавать груз непосредственно от одного крана другому в различных комбинациях и концентрировать, при необходимости, на небольшом участке работ сразу несколько кранов.
Недостатки портальных кранов: большая высота подвеса груза, отсутствие (как правило) пространственной запасовки канатов и: ложность стабилизации положения груза при повороте крана, что в комплексе затрудняет автоматизацию управления краном, вызывает значительное раскачивание и вращение груза вокруг вертикальной оси подвеса, весьма усложняет применение автоматических и управляемых захватов для генеральных грузов. Кроме того, портальные краны по сравнению с козловыми и мостовыми более сложны по конструкции, имеют большую массу, энергоемкость и стоимость в постройке и обслуживании.
Козловые и мостовые краны в морских портах обычно обслуживают склады, железнодорожные и автомобильные грузовые фронты. На причалах их используют реже. Основная характеристика — грузоподъемность. Размерные параметры — колея (пролет моста), вылет консолей, габаритный размер вдоль рельсов, высота подъема груза. Скоростные параметры — скорости движений. Все движения являются рабочими.
Козловые и мостовые краны по сравнению с портальными имеют меньшую высоту подвеса груза, отсутствует движение поворота крана, для них легче решать вопросы пространственной запасовки канатов. Вследствие этого значительно меньше раскачивание груза, лучше стабилизация его положения, проще автоматизация управления и использование автоматических и управляемых захватов. Эти краны более просты, чем портальные, по конструкции, имеют меньшую массу, энергоемкость и стоимость в постройке и эксплуатации. Основной недостаток козловых кранов — меньшая гибкость по сравнению с портальными во взаимодействии между собой и с другими машинами на складских и оперативных площадках. Именно по этой причине на причалах козловые краны используют редко, в основном для перегрузки однородных навалочных и лесных грузов. Мостовые краны предназначены для обслуживания крытых помещений.
Гусеничные, пневмоколесные и автомобильные краны в портах целесообразно использовать для обслуживания тыловых складов и грузовых фронтов, расположенных вне зоны действия рельсовых кранов и не требующих высокой интенсивности производства работ. При этом гусеничные краны более приспособлены для работы на площадках с грунтовым покрытием. Основная характеристика — грузоподъемность. Размерные параметры — вылет стрелы, габаритные размеры в плане и наименьший радиус поворота ходовой части. Если краны имеют выносные опоры (аутригеры), то отдельно учитывают размеры с аутригерами в рабочем положении. Скоростные параметры — скорости движений. Все движения крана можно использовать как рабочие, кроме изменения вылета стрелы, которое некоторые краны не могут производить с поднятым грузом. Если масса поднимаемого груза приближается к номинальной грузоподъемности крана и требуется использование аутригеров, передвижение крана нельзя использовать как рабочее движение.
По сравнению с рельсовыми гусеничные, автомобильные и пневмоколесные краны имеют, как правило, значительно меньшую производительность, для них необходимы широкие, густо расположенные проезды на обслуживаемой территории, что существенно ухудшает полезное использование площади складов и грузовых фронтов.
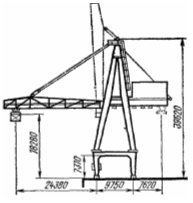
Рис.7. Причальный контейнерный перегружатель

Рис. 8. Портальный погрузчик для крупнотоннажных контейнеров
Плавучие краны в портах предназначены для производства работ на судах и прикордонной территории причалов. К их характеристике относят грузоподъемность, вылет стрелы за борт понтона, высоту подъема груза над уровнем воды и опускания ниже этого уровня, размеры понтона в плане, осадку с грузом, удельную нагрузку на палубу понтона, наличие либо отсутствие движения поворота стрелы, способность изменять вылет стрелы с поднятым грузом, количество подъемных крюков и возможность их параллельного использования, наличие либо отсутствие специальных механизмов для разворота груза вокруг вертикальной оси. К скоростным параметрам (кроме скорости подъема груза, изменения вылета стрелы, поворота стрелы) относят еще скорость хода (если кран самоходный).
Крановые перегружатели используют в портах в достаточно большом количестве. Они представляют собой специальные подъемно-транспортные машины для перегрузки определенных грузов на специальных технологических комплексах. Применяют их обычно на причалах. Основные характеристики, кроме типа и назначения, — грузоподъемность, размерные параметры и скорости рабочих и установочных движений. У таких машин движение поворота вообще отсутствует, либо оно является установочным движением. В отличие от портальных, гусеничных, пневмоколесных, автомобильных и плавучих кранов перегружатели имеют значительно большую производительность и относительно легко поддаются автоматизации управления. Перегружатели предназначены для работы автоматическими и управляемыми из кабины грузозахватными механизмами.
Автопогрузчики (фронтальные, боковые, фронтально-боковые, портальные и специальные) широко используют в портах на судовых, складских, вагонных, автотранспортных и внутриконтейнерных операциях с генеральными, лесными и особыми грузами. К их характеристике относят: тип, род привода (от двигателя внутреннего сгорания или электропривод с питанием от аккумуляторной батареи), тип колес (грузошины либо пневмошины), грузоподъемность, максимальная высота подъема груза, строительная высота и габаритные размеры машины в плане, высота подъема без увеличения строительной высоты машины (величина свободного подъема), расстояние от передней спинки вил до центра тяжести груза при номинальной грузоподъемности и расстояние от оси передних колес до передней спинки вил (либо максимальный грузовой момент), минимальный радиус поворота, масса машины порожнем и с грузом, максимальная нагрузка на оси, скорости всех движений, давление в гидравлической системе, количество секций в распределителе для подключения грузозахватных органов, конструкция мест крепления захватных органов, наличие нейтрализатора либо дожигателя выхлопных газов (для машин с приводом от двигателя внутреннего сгорания) и продолжительность работы погрузчика без смены либо перезарядки батареи (для машин с электроприводом). Наиболее распространены фронтальные погрузчики. При грузоподъемности до 2 т их в основном используют в вагонах, автомашинах, контейнерах, на ролл-трейлерах, а также в твиндеках судов. Эти же погрузчики, но с большей высотой подъема (как правило, с двойной телескопией в грузоподъемнике) могут успешно работать в трюмах судов и на складах. Автопогрузчики грузоподъемностью от 2 до 10 т предназначены для работы в трюмах судов и на складах. Машины большей грузоподъемности применяют на складских работах. Боковые, фронтально-боковые и портальные погрузчики (рис. 8) предназначены для перегрузки некоторых грузов (контейнеров, леса и стального проката) на складах, их используют чаще всего на специальных комплексах.
Погрузчики с приводом от двигателя внутреннего сгорания из-за большей динамичности и скорости рабочих движений, неограниченной продолжительности непрерывной работы в течение всей смены и даже суток имеют при прочих равных условиях в 2—4 раза большую производительность, чем электропогрузчики. Поэтому их чаще, чем электропогрузчики, применяют на портовых перегрузочных работах, характеризующихся высокой интенсивностью, несмотря на сложность защиты окружающей среды от выхлопных газов. При грузоподъемности более 1,5 т, как правило, применяют погрузчики с пневмошинами.
На внутренних транспортных операциях, а также на судовых операциях при обработке ролкеров используют различные универсальные и специальные автотранспортные средства: автомашины бортовые с двухосными и одноосными прицепами и полуприцепами, автотягачи с трейлерами, специальные портовые тягачи с контейнерными тележками и полуприцепами, колесные тракторы с двухосными прицепами и трейлерами. К технологической характеристике этих машин относят тяговое усилие, габаритные размеры, массу и нагрузку на оси, минимальный радиус поворота, размеры грузовой платформы и оснащенность ее средствами крепления груза, тип сцепного устройства, способность машины двигаться на рабочих скоростях передним и задним ходом, скорость передвижения и других рабочих движений.
Некоторые колесные тракторы с ковшами и отвалами различного типа успешно используют на судовых работах с навалочными и насыпными грузами (для подачи груза в подпалубное пространство или обратно). Их характеристику составляет тип, назначение, масса машины и нагрузка на оси, габаритные размеры, минимальный радиус поворота, скорости движений, вместимость и тип ковша.
Гусеничные тракторы, как правило, применяют с прямым или обратным отвалом в качестве бульдозеров на складских и судовых работах с навалочными и некоторыми насыпными грузами. Их технологическая характеристика: тяговое усилие, габаритные размеры и масса.
В составе специальных портовых перегрузочных комплексов для навалочных и насыпных грузов используют различные специальные подъемно-транспортные машины: причальные погрузочные и разгрузочные машины, конвейеры, штабелеобразователи, штабелеразборщики, элеваторы, вагоноопрокидыватели и др. Их технологические возможности характеризуются типом, назначением, производительностью, расстоянием транспортирования, размерами зоны обслуживания, технологическими особенностями работы и габаритными размерами. Эти машины имеют весьма высокую производительность, в несколько раз или даже в несколько десятков раз превышающую производительность портальных кранов.
На судовых и вагонных операциях с навалочными и насыпными грузами применяют целый ряд специальных машин: МВС используют для выгрузки из крытых вагонов хлористого калия и других химических грузов насыпью, ПТС — для подачи навалочных грузов в подпалубное пространство универсальных сухогрузных судов, ПСГ — для обратной операции при выгрузке насыпных и навалочных грузов из подпалубного пространства на просвет люка и др. Эти машины характеризуются типом, назначением, производительностью, массой и габаритными размерами, расстоянием перемещения груза и некоторыми специфическими параметрами.
Широко распространен в портах пневмотранспорт. Его применяют для перегрузки насыпных грузов, в первую очередь зерновых. Машины пневматического транспорта подразделены на береговые стационарные и передвижные, плавучие и мобильные. Береговые имеют, как правило, электропривод от сети, плавучие — электропривод от дизель-генераторов, мобильные снабжены дизельным приводом либо электроприводом от сети. Береговые машины предназначены для работы в составе специальных перегрузочных комплексов, мобильные — для производства работ на универсальных комплексах, как правило, по прямому варианту из судов в вагоны или из судов в суда. Основным назначением плавучих пневмоперегружателей является перемещение груза из крупнотоннажных морских судов в лихтеры, баржи и другие речные суда малого тоннажа. Технологическую характеристику этих машин составляют, кроме типа, назначения и рода привода, еще производительность, расстояние перемещения груза, габаритные размеры, масса (для мобильных машин), степень автоматизации и продолжительность операций по сборке, настройке и демонтажу трасс трубопроводов. Береговые и плавучие машины имеют обычно в своем составе от двух до четырех технологических линий, высокую технологическую производительность каждой линии (100 т/ч и более) и высокую степень механизации и автоматизации основных технологических и подготовительно-заключительных операций. Мобильные машины при достаточно большой технической производительности (60—80 т/ч) имеют весьма низкую технологическую производительность (от 10 до 25 т/ч), являющуюся следствием наличия большого числа весьма трудоемких и длительных ручных операций по сборке, налаживанию и демонтажу трасс трубопроводов, при которых весьма сложно или вообще невозможно на практике выдержать требования к качеству трассы, выполнение которых необходимо для эффективной работы машины
Глава 3
ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА ДЛЯ ПЕРЕГРУЗОЧНЫХ РАБОТ.
15. КЛАССИФИКАЦИЯ И ТРЕБОВАНИЯ
К ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКЕ
Технологическую оснастку разделяют на грузозахватные устройства к перегрузочным машинам, ручной инструмент и вспомогательные технологические приспособления.
Грузозахватные устройства составляют основную часть технологической оснастки. К грузозахватным устройствам относят навешиваемые на подъемно-транспортные машины приспособления и механизмы, с помощью которых осуществляется захват (застропка), удержание в процессе перемещения и освобождение (отстропка) груза. По сложности и связанным с этим особенностям технической эксплуатации их подразделяют на грузозахватные приспособления и грузозахватные механизмы. К ГЗП относят простые по конструкции устройства, при использовании которых захват и освобождение груза осуществляются с участием стропальщика либо автоматически, но без электро- или гидропривода с зубчатыми и другими передачами (стропы, крюки и др.). ГЗМ — это относительно сложные по конструкции устройства, при использовании которых захват и освобождение груза производятся автоматически или с управлением из кабины машины. ГЗМ имеют электрический, гидравлический или другой привод и передачу (грейферы, грузоподъемные электромагниты и др.).
Грузозахватные устройства делят на крановые ГЗУ и ГЗУ к погрузчикам. Крановые, в большинстве своем, имеют гибкую систему подвеса к перегрузочной машине. ГЗУ к погрузчикам, как правило, жестко крепятся к каретке грузоподъемника. В практике широко распространены крановые ГЗУ с ручной застропкой и отстропкой, автоматические и полуавтоматические, а также управляемые из кабины крановщика. ГЗУ к погрузчикам, как правило, не требуют ручной застропки и отстропки. Они действуют автоматически либо управляются водителем с его рабочего места.
Грузозахватные устройства, которые различают не только по сложности конструкции, степени автоматизации операций по застропке и отстропке, приспособленности к применению на машинах того или иного типа и способа крепления к машине, классифицируют еще по назначению, принципу действия, роду привода, способу управления и ряду других признаков. Одним из таких признаков является количество одновременно навешиваемых и используемых захватов. Каждое грузозахватное устройство состоит из подвески (у ГЗУ к погрузчикам — снование) и захватов (одного или нескольких). Захватом называется основная часть ГЗУ, выполняющая функцию по зацепке, удержанию и освобождению груза. Подвеской (основанием у ГЗУ к погрузчикам) называется часть ГЗУ, предназначенная для присоединения одного или нескольких захватов к крюку крана (каретке грузоподъемника). ГЗУ, в состав которых входит один захват, называются одинарными, а ГЗУ, включающие несколько захватов, — групповыми.
Рабочая часть захвата, вступающая в непосредственный контакт с грузом, называется захватным органом. Тип захватного органа также является одним из признаков классификации ГЗУ.
К конструкции технологической оснастки предъявляется целый ряд требований. Так ГЗУ должны осуществлять следующее: быстро, легко и надежно захватывать и освобождать груз либо создавать условия для удобной застропки и отстропки; надежно удерживать груз в процессе перемещения; не повреждать груз; создавать условия для обеспечения высокой производительности и оптимальной механизации и автоматизации технологических операций и их элементов; обеспечивать безопасные условия труда рабочих; наилучшим образом использовать грузоподъемность машины. Кроме того, должны быть легкими, небольшими по размерам, простыми по конструкции и в управлении; иметь достаточную работоспособность (т. е. безотказно срабатывать) и долговечность; по возможности легко сменяться и обладать рациональной универсальностью (для различных грузов).
Ручной инструмент — молотки, кувалды, ломики, укрутки, ключи гаечные, лапки для мешков, крюки для кип, ножницы для троса и проволоки и другое — используют на грузовых и связанных с ними вспомогательных работах. Ручной инструмент должен быть легким, удобным и безопасным в обращении; не повреждать груз; отвечать эстетическим требованиям и обладать рациональной долговечностью.
Вспомогательные технологические приспособления — это канифас-блоки и струбцины к ним, багры, оттяжки и шкентели, круги поворотные для пакетов, столы-рампы, грузовые столы, мостики для въезда погрузчиков в вагоны и контейнеры и т. д. К конструкции вспомогательных технологических приспособлений предъявляются следующие требования: надежность, работоспособность, долговечность, простота конструкции, минимальная масса и габаритные размеры, удобство и безопасность в обращении, обеспечение сохранности груза.
В современных портах наиболее многочисленным представителем технологической оснастки являются крановые грузозахватные приспособления.
Кроме технологической оснастки на грузовых районах используют хозяйственный инвентарь (спецодежду, огнетушители, метелки, лопаты, контейнеры для мусора и т. д.), приспособления безопасности (каски, монтажные пояса, лестницы для подъема на штабели груза, полувагоны и автомашины; знаки безопасности и др.), а также крепежные и сепарационные приспособления и материалы (талрепы, тросовые зажимы, проволоку, тросе, доски, брусья, клинья и т. д.).
16. СЪЕМНЫЕ КРАНОВЫЕ ГРУЗОЗАХВАТНЫЕ ПРИСПОСОБЛЕНИЯ.
Крановые грузозахватные приспособления называют съемными, так как их навешивают на крюк крана, легко снимают и эксплуатируют без закрепления за конкретным краном.
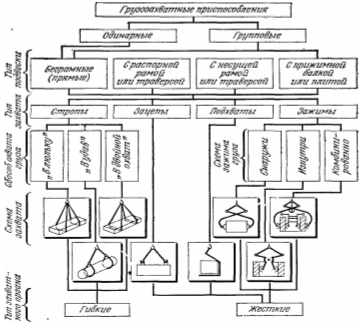
Рис. 9. Классификация крановых грузозахватных приспособлений
Классификация крановых ГЗП приведена на рис. 9. Простейшими из них являются стропы из стальных, растительных и синтетических канатов и лент, а также цепей.
Стропы применяют одноветьевые и многоветьевые (рис. 10), концевые и кольцевые. Изготовление огонов концевых стропов и соединение концов каната при изготовлении кольцевых стропов можно производить заплеткой или другими способами.
Стропы для подъема груза подбирают по грузоподъемности и размерам. При симметричной застропке соответствие по грузоподъемности в общем случае можно определить по формуле:
(Rp \ G) ncosa К, (19)
Где: Rp -разрывное усилие каната в целом, Н;
G - вес груза, Н;
n - число ветвей стропов при данном способе застропки;
a -угол наклона ветви стропа к вертикали:
К - коэффициент запаса прочности.
При расчете стропов общего назначения, имеющих несколько ветвей, принимают a = 45°, для стропов целевого назначения, предназначенных для подъема определенного груза, берут фактический угол. Коэффициент (К) принимают равным 5 для цепей, 6 для стальных и 8 для растительных канатов. Конструкция многоветвевых стропов и способ захвата ими груза должны обеспечивать равномерное натяжение всех ветвей.
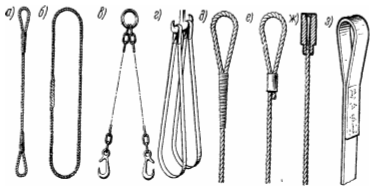
Рис.10. Типы стропов и способы изготовления их огонов.
а — концевой одинарный строп; б — кольцевой строп; в — групповой концевой строп с крюками; з — два ленточных концевых стропа, д — огон стального стропа, изготовленный заплеткой с оклетневкой; е — огон стального стропа, изготовленный методом опрессовки втулкой из легких сплавов; ж — конец стального стропа с грушей; з — огон ленточного синтетического стропа, изготовленный сшивкой
При несимметричной застропке стропы могут быть разными по прочности. Каждый строп подбирают по формуле:
Rp \ S К, (20)
Где: S - натяжение в соответствующей ветви, Н.
Натяжение в соответствующей ветви определяется из выражений для стропа:
двухветвевого:

трехветвевого
Четырехветвевого
Приведенные выражения для четырехветвевого стропа справедливы при выполнении условий о равномерной нагруженности ветвей попарно между собой, т.е. Sa = Sв и Sc = Sд . Это требует строгого соблюдения геометрических размеров, что на практике весьма трудно достижимо, или использования для образования каждой из пар ветвей одного стропа, перегибающегося на крюке крана.
Несмотря на простоту конструкции, относительно небольшую массу и доступность в изготовлении, стропы имеют и целый ряд недостатков: необходимость в ручной застропке и отстропке, которая во многих случаях представляет собой весьма трудоемкую и длительную операцию: необходимость свободного пространства под грузом, образованного подкладками или прокладками, с целью заведения стропов под груз и выведения их из-под груза, что вызывает значительный расход лесоматериалов и дополнительные ручные операции по укладке и уборке сепарации (если грузовые места не имеют штатных, прикрепленных к ним подкладок); малый срок службы, особенно при перегрузке грузов с острыми кромками.
Рис.11 Схема несимметричной застропки.
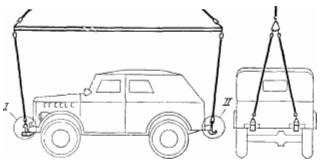
Рис. 12. Застропка автомобиля УАЗ-469 фиксирующимися зацепами
Среди захватов наиболее широко распространены зацепы разной конструкции. С их помощью застропку и удержание груза производят за его конструктивные элементы, специально предусмотренные для перегрузочных операций или предназначенные для других целей, но пригодные для застропки и подъема.
В первом случае места застропки имеют соответствующую маркировку отправителя либо указаны в сопроводительных документах на груз.
Во втором — выбор мест застропки представляет один из наиболее ответственных элементов проектирования технологии и должен отвечать ряду требований: прочность и надежность как самих конструктивных элементов, выбираемых в качестве мест застропки, так и их крепления к остальной части груза; удобное положение на грузе с точки зрения доступности для выполнения операций по застропке и отстропке; удобная конфигурация для создания захватных приспособлений рациональной конструкции; обеспечение условий (по возможности) для автоматической либо автоматизированной застропки и отстропки.
Удобство в обращении и эффективность применения зацепов, кроме уже рассмотренных факторов, зависит также от того, фиксируются они на местах застропки или после установки на место, и до натяжения краном стропов их необходимо удерживать руками. На рис. 12 показано грузозахватное приспособление, все зацепы которого фиксируются на местах застропки в результате своей конфигурации либо с помощью специальных фиксаторов. Это дает возможность одному рабочему самостоятельно произвести застропку. Для ускорения эту операцию выполняют вдвоем. У показанного на рис. 13 приспособления зацепы не имеют фиксации. Как следствие, для застропки необходимо участие четырех рабочих. Дополнительный достаточно важный эффект от фиксации избавляет от необходимости в каждом из многочисленных случаев неточного опускания крановщиком груза на место укладки производить перестропку заново для перестановки.
На рис 14 показано автоматически действующее более сложное по конструкции грузозахватное приспособление зацепного типа Захват КЗТА-101 закрывается и труба удерживается за счет сближения тележек с крюками приводными канатами 4 под действием веса балки 3 и груза при натяжении краном стропов подвески Захват раскрывается пружинами 5, под действием которых тележки с крюками раздвигаются при опускании груза на опору, а траверсы 2
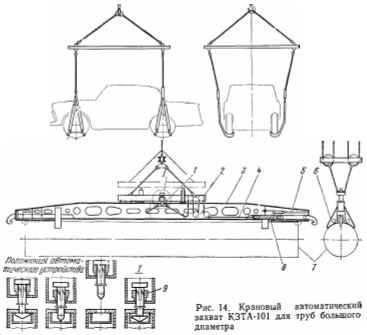
Рис. 13. Застропка автомобиля захватами без фиксации
продолжают движение вниз до упора. В раскрытом положении захват фиксируется автоматически устройством 1 крюк, которого за счет наличия на его штоке винтовых пазов взаимодействующих с упорами 9, совершает при каждом движении поворота 90% и через такт соединяет траверсу с балкой захвата в нижнем положении. Пружинные компенсаторы 8 обеспечивают удержание трубы захватом, не давая ему раскрыться при динамических рывках и опускании на борт полувагона (ошибочном) либо на штабель в неправильном положении (в пределах некоторого ограниченного сближения балки и траверсы). Ловители 6 служат для облегчения нацеливания захвата на трубу
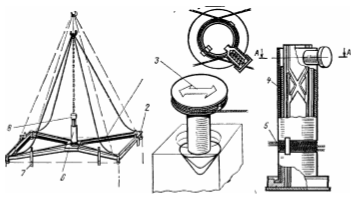
Рис. 15. Крановый автоматический захват ЗКИ-1С для крупнотоннажных контейнеров
Автоматический захват ЗКИ-1С для контейнеров 20 показан на рис. 15. Штыковые замки, укрепленные по углам рамы 1, закрываются и открываются через такт при подъеме краном крюка и движении штока 8 центрального автомата 6 вверх. При этом за счет винтовых канавок и упоров стакан 4 поворачивается, это вращение через тросовую передачу 5 передается штыковым замкам. При опускании крюка крана шток под действием противовеса опускается вниз. Ловители 7 служат для облегчения нацеливания захвата на контейнер, а стрелка 3 указывает крановщику положение штыков 2.
Зацепы подбирают по назначению, грузоподъемности и размерным параметрам.
Поддерживающие ГЗП используют принцип подхвата груза снизу. Важным вопросом при подборе и проектировании таких приспособлений является устойчивое положение груза в захвате. С этой целью применяют охват груза стропами подвески, обвязку и другие способы крепления. Поддерживающие ГЗП подбирают по назначению, грузоподъемности и размерным параметрам - Зажимы в отличие от приспособлений остальных типов не требуют наличия на грузе удобных мест застропки либо свободного пространства под грузом для заведения стропов или поддерживающих устройств.
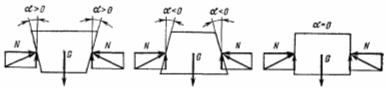
Рис 16 Варианты обжатия груза грузозахватными органами
В этом состоит их основное технологическое достоинство. Кроме того, они, как правило, намного легче и меньше по размерам, чем подхваты. Однако относительная сложность применения зажимов - обеспечить надежный захват и удержание груза. Для того чтобы выполнить это условие для зажимов, у которых надежность захвата и удержания груза является важнейшей расчетной величиной, необходимо выдержать соотношение (рис. 16):
![]()
Где: RN—горизонтальная сила, передаваемая захватным органом на груз, определенная без учета трения в шарнирах, Н;
G—вес груза, Н;
n—коэффициент запаса,
—коэффициент полезного действия зажима;
.—коэффициент трения захватного органа по боковой поверхности груза.
При захвате груза, у которого боковые поверхности не вертикальные, выражение (27) имеет вид
|
Где: a — угол наклона боковой поверхности груза к вертикали;
r —угол трения захватного органа по грузу
Коэффициент принимают по справочным данным Для захватов, удерживающая сила которых определяется специфическими неисследованными особенностями захватного органа (внедрение клыков в груз, применение новых облицовочных материалов и т. д.), коэффициент r, определяют экспериментально.
Коэффициент полезного действия h при установке в шарнирах захвата подшипников качения принимают 1,0, в остальных случаях при приближенном расчете — 0,9. В уточненных расчетах h вычисляют по формулам, соответствующим кинематической схеме захвата.
Коэффициент запаса h=1,5 для исследованных захватных органов с коэффициентом , принятым по справочным данным. Для новых захватных органов п следует принимать не менее 1,9.
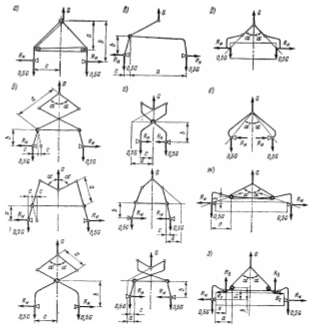
Рис 17. Схемы крановых зажимных грузозахватных приспособлений
У самозатягивающихся захватов, в которых сила обжатия пропорциональна весу поднимаемого груза, RN определяется конструкцией зажима.
Примечание: Коэффициенты ,h,n принимают в соответствии с руководящим документом Р31.4001—75 «Устройства грузозахватные крановые. Типовые расчеты».
Для наиболее часто встречающихся в портах типов зажимов (рис. 17) выражения для определения RN следующие:
- для рычажно-полиспастного зажима (рис. 17, а)
![]()
Где: i—кратность горизонтального полиспаста
- для рычажных симметричных захватов (рис. 17, б),
![]()
- для рычажного несимметричного захвата (рис. 17, в)
![]()
- для рычажного захвата, сжимающего груз изнутри (рис. 17, г)
![]()
- для бесполиспастного захвата с гибким соединением рычагов (рис. 17. д.)
![]()
- для захвата с шарнирным соединением рычагов без стяжки (рис. 17, е)
для полиспастных захватов с гибким соединением рычагов (с горизонтальной стяжкой):

|
(рис. 17, з) условие надежного удержания груза

Где i — кратность полиспаста;
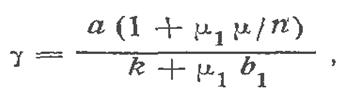
1 — коэффициент трения горизонтального плеча рычага по верхней поверхности груза.
Зажимы подбирают по назначению, грузоподъемности и размерным параметрам, при этом проверяют расчетным путем и экспериментально надежность удержания груза.
Подвески крановых грузозахватных приспособлений, выполняя задачу по соединению захватов с крюком крана, служат и другим целям: разносят стропы за габариты груза во избежание его повреждения; выравнивают нагрузку на захваты, стабилизируют и обжимают груз в «подъеме». Для этой цели используют, например, прижимную балку в подвеске с захватами для перегрузки листового металла (рис. 18).
17. СМЕННЫЕ КРАНОВЫЕ ГРУЗОЗДХВАТНЫЕ МЕХАНИЗМЫ
В портах наиболее распространенными грузозахватными механизмами являются грейферы, грузоподъемные электромагниты и спредеры. Для сменных ГЗМ требуется больше времени на подсоединение их к крану, чем для ГЗП, и во время эксплуатации их обычно закрепляют постоянно или временно за конкретной перегрузочной машиной.
Грейферы используют для перегрузки однородных грузов: навалочных, насыпных и круглого леса. Кроме того, грейферного типа захватами перегружают трубы и ряд других грузов. Грейферы представляют собой разновидность рычажных и рычажно-полиспастных грузозахватных механизмов управляемого действия с различным приводом рычажной системы. В зависимости от рода привода их разделяют на канатные и моторные (с автономным приводом). Последние применяют для перегрузки труднозачерпываемых грузов (камень, круглый лес и др.), для которых канатные грейферы недостаточно эффективны.
По количеству челюстей различают двух и многочелюстные грейферы. Последние могут иметь единый или независимый привод каждой челюсти. По назначению грейферы разделяют на нормальные, применяющиеся на перегрузке основной массы грузов, и специальные, использующиеся на выполнении определенных технологических операций (штивующие) или на перегрузке отдельных видов грузов (чугун, камень, металлолом, круглый лес и др.). Нормальные грейферы подразделяют по приспособленности для перегрузки грузов определенной насыпной массы и фракционного состава.
Технологическую характеристику грейферов, по которой их подбирают, составляют: назначение, тип подвески и род привода, вместимость (для навалочных и насыпных грузов) либо грузоподъемность (для генеральных и лесных грузов), собственная масса и габаритные размеры в раскрытом и закрытом состоянии. Вместимость грейфера определяют из условия использования наибольшей зачерпывающей способности, и она должна соответствовать грузоподъемности крана за вычетом собственной массы грейфера.
Грузоподъемные электромагниты (рис. 19) представляют собой грузозахватные устройства, основанные на использовании электромагнитных сил притяжения. Их применяют для перегрузки бестарных металлогрузов (чугун в чушках, металлолом, прокат черных металлов). Электромагниты могут иметь круглую либо прямоугольную форму. К технологической характеристике электромагнита как грузозахватного устройства относят форму, подъемную силу, собственную массу и размеры. Подъемная сила для различных грузов является величиной переменной и в характеристике магнитов ее обычно приводят отдельно для болванок, плит, листового металла, чугуна в чушках, стального скрапа и стальной стружки.
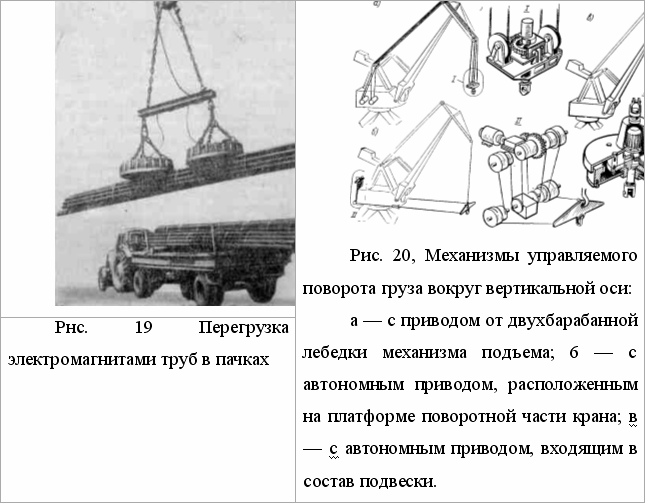
В зависимости от вида груза и грузоподъемности крана электромагниты используют по одному или в составе подвески по два, по три и более. Подвешивают магниты, как правило, с помощью цепей к траверсе необходимой длины. Траверса с магнитами при перегрузке однородных грузов, штабелируемых навалом (чугун, скрап и т. д.), удерживается от кручения вокруг вертикальной оси оттяжкой успокоительного устройства. Однако грузовые работы с этими грузами могут производиться и без успокоителя, который на судовой операции вообще применить нельзя.
В состав подвески электромагнитов, используемых для перегрузки монолитных грузов (листовой металл, болванки, сортовой прокат, трубы и т. д.), должен входить механизм управляемого поворота груза вокруг вертикальной оси, поскольку без этой операции производить работы технологически не представляется возможным, а использовать ручной разворот с помощью багров и оттяжек нельзя, так как в зоне работы крана не должно быть людей во избежание их травмирования.
На портовых кранах используются такие механизмы нескольких типов (рис. 20). Варианты, показанные на рис. 20, а, б, эффективны на складских, вагонных и автотранспортных операциях. Для загрузки и разгрузки морских судов такие устройства не могут быть применены из-за наличия канатных оттяжек. Устройство с приводом, входящим в состав подвески (рис. 20, в), инерционного типа, оно сложнее по конструкции, но перспективно с точки зрения применения на судовой операции, так как не нуждается в оттяжке. При включении входящего в состав подвески электродвигателя его ротор и статор, взаимно отталкиваясь, начинают вращаться в разные стороны. Ротор поворачивается вместе с подвешенным к нему грузом, а статор — вместе с маховиком. Частота вращения обратно пропорциональна инерционным массам. Торможение осуществляется противотоком.
Важным элементом обеспечения безопасности производства работ при перегрузке монолитного металла электромагнитами является страховка на случай обрыва в цепи питания. С этой целью могут быть использованы подстраховочные аккумуляторные батареи, автоматически включающиеся в цепь питания магнитов, механические страхующие лапы-подхваты, входящие в состав ГЗМ, и другие способы. Применение в портах получил только первый способ (аккумуляторные батареи). Механическая страховка из-за значительных технологических неудобств распространения не получила.
Основными достоинствами грузоподъемных электромагнитов является полная механизация технологического процесса и обеспечение высокой производительности труда. Недостатки заключаются в сложности системы питающих и страхующих устройств, а также механизма поворота груза вокруг вертикальной оси, и серьезных затруднениях в использовании магнитов на судовой операции. Несмотря на эти недостатки, грузоподъемные электромагниты являются эффективным и весьма перспективным типом технологической оснастки морских портов.
Спредеры используют для перегрузки крупнотоннажных контейнеров. Все спредеры, получившие распространение в морских портах, имеют электрогидравлический привод, который оказался для них наиболее эффективным. В практике широко осуществляется совместная перевозка контейнеров 40, 20 и блоков из двух соединенных вместе контейнеров по 10, образующих один 20-футовый эквивалент. В связи с этим используют три типа спредеров: телескопические, со сменными рамами и с дополнительно присоединяемыми рамами. Первые не требуют каких-либо ручных подготовительных операций при переходе с одного типоразмера контейнеров на другой (всю настройку крановщик производит, не выходя из кабины). В этом смысле они очень удобны, но сложнее по конструкции и имеют значительно большую массу. Спредеры второго типа менее удобны при переходе с контейнеров одного размера на другой.
При использовании наращиваемых спредеров с дополнительно присоединяемыми рамами для перехода с одних контейнеров на другие кран захватывает (освобождает) спредер 40 за имеющиеся на нем угловые фитинги спредером 20 (как контейнер). Вручную только подключают или отключают электрические присоединительные устройства. Телескопическими спредерами оборудуют козловые краны, занятые обработкой железнодорожного подвижного состава, так как контейнеры разных размеров могут в любом порядке и сочетании подаваться на грузовой фронт, т. е. операции по перенастройке здесь выполняются весьма часто. Спредерами второго и третьего типа оснащены, в основном, причальные перегружатели и портальные автопогрузчики, так как на этих машинах перенастройку производят значительно реже.
18. ГРУЗОЗАХВАТНЫЕ УСТРОЙСТВА ПОГРУЗЧИКОВ
Грузозахватные приспособления и грузозахватные механизмы погрузчиков, как правило, являются частью конструкции машины. Большинство погрузчиков поставляется с набором грузозахватных устройств. Однако не все они соответствуют условиям работы портов. В связи с этим часть ГЗУ приобретают отдельно и навешивают на машины в порту. Во время эксплуатации как ГЗП, так и ГЗМ погрузчиков обычно постоянно или временно закрепляют за конкретными машинами. Классификация ГЗУ погрузчиков приведена на рис. 21.
Двухвилочные захваты являются наиболее универсальным средством из ГЗУ погрузчиков. Они предназначены для перегрузки широкой номенклатуры грузов, штабелируемых таким образом, что снизу под грузом имеется свободное пространство для ввода вил. Пространство образуется за счет наличия на грузе штатных подкладок (пакеты на поддонах), специальной конфигурации нижней части груза (пакеты цветных металлов и мешков в усадочной пленке без поддона) или за счет использования сепарационных подкладок в виде брусков или досок. Двухвилочные захваты можно использовать в качестве неприводных зацепов при перегрузке пакетов-мешков в строп-лентах (петли надевают на вилы вручную, а груз освобождается без ручной отстропки путем вывода погрузчиком вил из ослабленных петель после опускания груза на опору). Кроме того, двухвилочные захваты иногда применяют в качестве основания для навешивания других грузозахватных устройств (например, ковшей).
Технологическую характеристику двухвилочных захватов составляют: грузоподъемность, размеры вил, масса, конструкция устройств для навешивания ГЗП на каретку погрузчика и наличие или отсутствие устройства сдвигания и раздвигания вил (два гидроцилиндра с параллельным или раздельным управлением)

Для перегрузки грузов большой длины (измеренной вдоль вил) двухвилочные захваты оснащаются удлинителями. При этом опрокидывающий момент должен быть не больше допускаемого.
Многовилочные захваты служат для механизированного снятия с гребенчатых поддонов пакетов тарно-штучных грузов (в основном мешков, кип малого размера, тюков и некоторых ящиков) и последующей укладки в транспортных средствах плотным штабелем (при поштучном методе перевозки и пакетной перегрузке в порту).
Многовилочные захваты характеризуются грузоподъемностью, габаритными размерами, конфигурацией, длиной и размерами сечения вил; массой, количеством вил и расстоянием между ними; конструкцией устройств для навешивания ГЗП на каретку погрузчика и возможностью перестановки вил, т. е. изменения расстояния между ними с целью использования гребенчатых поддонов разной конструкции.
В комплекте с двухвилочным захватом иногда, а с многовиочным — всегда используется сталкиватель. Он предназначен для укладки груза в плотный штабель без поддонов и прокладок. Известны и получили распространение различные варианты конструкции сталкивателей. Все они приводятся в действие парой гидроцилиндров и с технологической точки зрения характеризуются развиваемым усилием сталкивания, расчетным давлением в гидросистеме, массой, рабочим ходом и габаритными размерами в сложенном состоянии, из которых наиболее важное, значение имеет «толщина», измеряемая в направлении рабочего хода. От нее зависят, расстояние от центра тяжести груза до передней стенки вил и опрокидывающий момент от груза, действующий на погрузчик.
Кроме сталкивателя с вилочными захватами применяют верхний прижим, который предназначен для придания устойчивости пакету груза без обвязки в процессе транспортирования погрузчиком. Прижимы, как правило, имеют привод от гидроцилиндра, однако известны и автоматические конструкции с механическим приводом.
Характеристикой прижима являются его рабочее усилие, ход, масса, габаритные размеры, необходимое давление в гидросистеме, способ крепления к каретке погрузчика или к вилочному захвату.
Использование прижима кроме преимуществ создает и определенные неудобства в работе, особенно при штабелировании верхних ярусов груза в вагонах и твиндеках судов. Кроме того, прижим ухудшает обзор водителю и увеличивает опрокидывающий момент. Для управления его гидроцилиндром необходимо иметь дополнительную свободную секцию в гидрораспределителе погрузчика. В связи с этими причинами верхние прижимы широкого распространения пока не получили. При перегрузке обвязанных пакетов и упакованных в термоусадочную пленку в применении прижима нет особой необходимости.
Штыревые захваты перегружают различные грузы с центральным отверстием (мотки проволоки, автопокрышки и др.), а также пакеты в строп-лентах.
Штыревые захваты характеризуются назначением; количеством штырей, их расположением и размерами между ними; длиной, конфигурацией и размерами сечения штырей; массой и габаритными размерами всего захвата; конструкцией устройств для навешивания ГЗП на каретку погрузчика; наличием на штырях каких-либо специальных приспособлений (против соскальзывания строп-лент и др.).
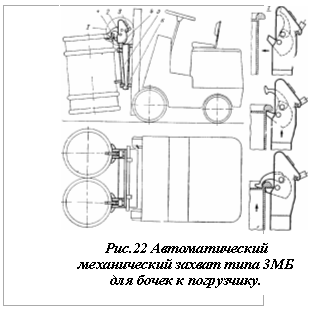
Вилочные и штыревые захваты часто снабжены механизмом бокового смещения (сдвига), целью которого является облегчить водителю нацеливание захвата на груз и груза на место укладки. Кроме того, боковое смещение позволяет прижимать пакеты к бортам (вагона) и друг к другу при укладке, увеличив тем самым плотность штабелирования. Это особенно важно для погрузчиков грузоподъемностью 3 т и более, оперирующих с грузами значительных размеров. Маневренность и динамичность малых машин позволяют в большинстве случаев успешно обойтись без бокового смещения.
Рычажно-клещевые автоматические зацепы к погрузчикам распространены в портах, особенно широко применяют механический захват для бочек типа 3МБ (рис. 22). Как правило, на каретку навешивают два захвата и бочки перегружают по две сразу. Погрузчик подъезжает к бочкам так, что ловители упираются в них. При этом происходит автоматическое нацеливание захватов в пределах угла их свободного поворота. Далее движением каретки вверх водитель вводит подхватывающие нижние крюки 1 в зацепление с буртиками бочек, при этом через рычажную систему приводятся в движение прижимающие верхние крюки 2. Буртики оказываются зажатыми, и бочки, подхваченные крюками, поднимаются вверх, опираясь в нижней части на ловители. В таком положении они транспортируются. При опускании бочек на опорную поверхность снимается нагрузка с нижних крюков, а верхние упираются в бочки сверху и затем пружинами — отбрасываются назад. Пружинные фиксаторы 3 не дают захватам раскрыться при рывках и толчках в процессе транспортирования. Захват имеет основание 6, поворотную 4 и неповоротную 5 колонки. В сравнении с другими конструкциями ГЗУ к погрузчикам для бочек захват 3МБ имеет меньшую массу, не требует гидропривода, легче снимается и навешивается на погрузчик и технологически весьма эффективен. К характеристике захвата относят грузоподъемность, минимальные и максимальные размеры буртиков бочки и собственную массу.
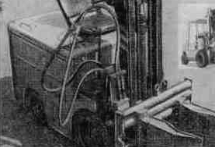 |
| Рис. 23. Погрузчики с боковыми гидравлическими захватами |
Специальные подвески с крюками применяют в качестве неприводных зацепов к погрузчику. Подвески навешивают на стрелу с крюком, вилы или штыри. Недостаток их — необходимость в ручной застропке и отстропке груза. Технологическую характеристику подвесок составляют: грузоподъемность, конфигурация и количество крюков, назначение ГЗП, расстояние от центра подвеса груза до передней плоскости каретки погрузчика и собственная масса.
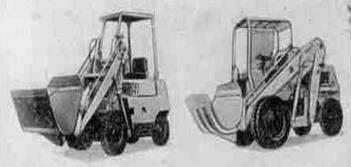 |
Рис. 25. Погрузчик ФД-100 «Тойота» с ковшом для перегрузки натурального каучука в кипах |
| Рис. 24. Погрузчики с ковшами для насыпных грузов |

Боковые гидравлические захваты (рис. 23) из всех грузозахватных механизмов погрузчиков применяют наиболее широко в портах. Они предназначены для перегрузки кип, рулонов, тюков, прочных ящиков и бочек, пакетов цветных металлов и барабанов. Кроме того, их успешно используют для перегрузки автопокрышек в увязанных и неувязанных пакетах, малотоннажных контейнеров, оборудования в ящиках и некоторых других грузов. Боковые гидрозахваты состоят из основания, ползунов, надеваемых на ползуны сменных лап различной конфигурации для зажима разных грузов, гидроцилиндров привода лап и гидроаппаратуры со шлангами для подачи рабочей жидкости к цилиндрам. Гидроцилиндры могут быть подключены параллельно или последовательно с синхронизирующим устройством, либо без него, а также иметь раздельное управление. Технологически наиболее эффективны боковые захваты с лапами, имеющие раздельное управление движения ползунов, система включения которых позволяет, кроме того, осуществить одновременный боковой сдвиг лап в одну либо другую сторону с грузом или без него, не используя специальный дополнительный механизм поперечного смещения.
К технологической характеристике боковых гидрозахватов относят: грузоподъемность, усилие сжатия груза, необходимое давление в гидросистеме, способ управления захватом, максимальный я минимальный размеры расхождения лап, конфигурацию и раз меры лап, габаритные размеры и массу захвата, конструкцию устройств для навешивания на каретку погрузчика.
При перегрузке рулонов бумаги и картона, транспортируемых как в вертикальном, так и в горизонтальном положении, боковые гидрозахваты оснащают кантующим механизмом (кантователем). Кантователи бывают полноповоротные и неполноповоротные. Первые имеют привод от гидромоторов вращательного типа, вторые — от гидроцилиндров. Технологическую характеристику кантователя составляют: развиваемый момент, габаритные размеры и масса. Из размеров первостепенное значение имеет «толщина» кантователя, измеряемая параллельно продольной оси погрузчика.
Из подвижных зацепов с гидроприводом в портах нашли применение контейнерные ГЗМ. Для перегрузки контейнеров используются спредеры, аналогичные крановым, и торцевые либо боковые захваты.
Спредеры являются основным грузозахватным устройством портальных автопогрузчиков-контейнеровозов, их также навешивают на фронтальные и боковые автопогрузчики.
Торцевые и боковые захваты используют на фронтальных погрузчиках для перегрузки порожних контейнеров. Характеризуются торцевые и боковые захваты типом, назначением, грузоподъемностью, габаритными размерами и массой, расстоянием от центра тяжести груза до передней плиты каретки погрузчика, давлением в гидросистеме и конструкцией устройств для навешивания на каретку.
Грейферы к погрузчикам используют в портах, в основном, для выгрузки насыпных грузов из крытых вагонов и подпалубного пространства судов, а также для перегрузки круглого леса, Привод осуществляется гидроцилиндрами. Подвешивают ГЗМ к каретке погрузчика или к специальной стреле. В технологическую характеристику грейферов к погрузчикам входят те же параметры, что и для крановых, и, кроме того, давление в гидросистеме, а также расстояние от центра тяжести ГЗМ с грузом до передней плиты каретки.
Ковши с гидроприводом (рис. 24) применяют для перегрузка насыпных и, реже, навалочных грузов в крытых вагонах и грузовых помещениях судов, а также для внутрипортового транспортирования и складских работ с тарно-штучными грузами, например натурального каучука в кипах (рис. 25) и др. Навешивают ковши непосредственно на каретку погрузчика или на двухвилочный захват.
Грузоподъемные электромагниты к погрузчикам используют в портах весьма редко. С их помощью выгружают чушки из подпалубного пространства судов на просвет люка. Для этого магниты подвешивают, как правило, к крюку безблочной стрелы Питание осуществляется от переносной выпрямительной магнитной станции, которую устанавливают на верхней палубе судна.
Вакуумные захваты к погрузчикам предназначены для грузовых операций с некоторыми специфическими грузами (бумага в рулонах и др.). Достоинство их — возможность перегружать такие грузы, которые из соображений сохранности не допускают применения более «грубых» захватных устройств. В портах такие захваты используют исключительно редко в особых условиях.
19. ВСПОМОГАТЕЛЬНЫЕ ТЕХНОЛОГИЧЕСКИЕ
ПРИСПОСОБЛЕНИЯ
Массовое внедрение автопогрузчиков на технологических операциях внутри вагонов и контейнеров привело к широкому распространению мостиков для переезда машин с рампы в вагон (контейнер) и обратно. В портах используют мостики шарнирные и бесшарнирные (рис. 26). Шарнирные мостики необходимы при значительной разновысотности рампы и пола вагонов (более 200 мм.) При меньшем перепаде высот целесообразнее применять бесшарнирные мостики.
Рис. 26. Мостик для въезда погрузчика в контейнер |
Рис 27 Стол-рампа для обработки вагонов погрузчиками на безрамповом железнодорожном грузовом фронте |
|
Рис. 28. Разборка пакета на гребенчатом поддоне погрузчиком с использованием поворотного круга |
Рис. 29. Транспортирование груза из подпалубного пространства на просвет люка с использованием канифас-блоков и струбцин |
|

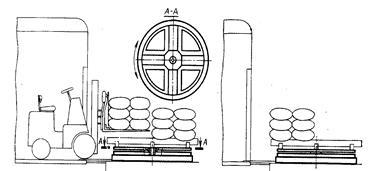
Не все грузовые фронты портов, где производится загрузка и разгрузка крытых вагонов, а также переформирование контейнеров, оборудованы стационарными рампами. Там, где их нет, для обеспечения работы автопогрузчиков применяют столы-рампы (рис. 27). Они служат оперативно-передаточной площадкой, на которой передается груз от кранов и складских погрузчиков к внутривагонной технике и обратно. При загрузке крытых вагонов погрузчиками с многовилочными захватами и сталкивателями на рампах используют поворотые круги для пакетов на поддонах. Их применяют для разворота пакета, установленного на поворотный круг краном или складскими погрузчиками, с целью уменьшения маневров вагонной машины при снятии половины пакета с гребенчатого поддона (рис 28). Пакет разворачивает вручную докер, занимающийся на рампе отстропкой груза. Использование поворотных кругов позволяет повысить производительность вагонных погрузчиков при работе на стационарной рампе, кроме того, они необходимы при применении столов-рамп, так как в этих условиях погрузчик может подъехать к пакету только с одной стороны.
При загрузке крытых вагонов погрузчиками с многовилочными захватами и сталкивателями на рампах используют поворотные круги для пакетов на поддонах. Их применяют для разворота пакета, установленного на поворотный круг краном или складскими погрузчиками, с целью уменьшения маневров вагонной машины при снятии половины пакета с гребенчатого поддона (рис. 28). Пакет разворачивает вручную докер, занимающийся на рампе отстропкой груза. Использование поворотных кругов позволяет повысить производительность вагонных погрузчиков при работе на стационарной рампе, кроме того, они необходимы при применении столов-рамп, так как в этих условиях погрузчик может подъехать к пакету только с одной стороны.
К вспомогательным технологическим приспособлениям относятся также канифас-блоки и струбцины 2 (рис. 29), которые используют на судовой операции для затяжки груза под палубу или вытягивания его на просвет люка судовыми грузоподъемными средствами или портовыми кранами. Струбцины предназначены для крепления канифас-блоков к корпусу (шпангоуту) судна.
Глава 4
ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА ПРОИЗВОДСТВА И
ОРГАНИЗАЦИЯ ТЕХНОЛОГИЧЕСКОЙ РАБОТЫ В ПОРТУ
20. ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА ПРОИЗВОДСТВА ПОРТА
Всякое производство для нормального функционирования должно быть соответствующим образом подготовлено, организовано и обеспечено. Чтобы порт мог перегружать грузы, необходимо построить его причалы и склады, автомобильные и железнодорожные подъездные пути к местам обработки транспортных средств; оборудовать акваторию и морские подходные пути; приобрести и ввести в действие перегрузочные машины и создать условия для их технического обслуживания и ремонта; создать систему управления производством и организовать взаимодействие со смежными предприятиями и ведомствами; обеспечить производственный процесс материалами, инвентарем и запасными частями для ремонта техники, а также осуществить целый ряд других мероприятий.
Различают три основных вида подготовки производства порта: строительную, техническую и технологическую. Они находятся в тесной взаимосвязи между собой, а также непосредственно связаны с материально - техническим обеспечением производства.
Строительная подготовка включает строительство, реконструкцию и развитие перегрузочных комплексов, подходных и подъездных путей, пунктов управления и вспомогательных объектов (бытовых помещений, мастерских и т. д.), монтаж оборудования, ввод в действие системы энергоснабжения, водоснабжения, канализации и связи.
Техническая подготовка в основном заключается в обеспечении производственных процессов необходимой техникой, подготовке машин и оборудования к работе, создании системы технической эксплуатации и ремонта.
Технологическая подготовка производства представляет собой: определение необходимых причалов, складов, грузовых фронтов и перегрузочного оборудования по типу, количеству и параметрам: разработку технологии и изложение ее в технологической документации, обеспечении этой документацией соответствующих подразделений порта; приобретение либо проектирование, изготовление, испытание и содержание в исправном состоянии оснастки, необходимой для реализации технологического процесса; обучение рабочих и инженерно - технического состава конкретным приемам работы по принятой технологии; контроль за соблюдением технологической дисциплины.
Целью ТПП является обеспечение полной и своевременной технологической готовности порта к перегрузке определенных грузов в запланированном количестве при намеченной технологии перевозки с оптимальными при заданных условиях технико-эксплуатационными показателями. Содержание, последовательность и этапы осуществления мероприятий ТПП регламентируются комплексом отраслевых стандартов и руководящих документов единой системы технологической подготовки производства морского порта.
Порядок технологической подготовки производства определяется сложными взаимными связями между технологией и техническими средствами ее реализации. Технология перегрузочных работ базируется на достигнутом уровне развития науки и техники, на технических возможностях строительных сооружений и подъемно - транспортных машин, которые реально могут быть использованы. В то же время разработанная технология определяет требования к причальным сооружениям, складам, грузовым фронтам, их расположению и планировке, а также требования к типу, параметрам и количеству необходимых подъемно - транспортных машин. Таким же образом технология зависит от того, какая оснастка к перегрузочным машинам может быть использована и, в свою очередь, определяет, какая оснастка, с какими параметрами, и в каком количестве должна быть применена в технологическом процессе.
Первый этап ТПП представляет собой разработку принципиальной технологии и определение (на ее основе) типа, параметров и количества потребных строительных сооружений, перегрузочной техники и технологической оснастки. Он начинается с анализа технологической характеристики груза и транспортных средств, технологии перевозки и других транспортных условий. В отдельных случаях, если строительные работы ведутся собственными силами порта, мероприятия первого этапа ТПП выполняются технологическим отделом порта. При подборе для приема заданного груза одного из действующих перегрузочных комплексов работа, как правило, выполняется технологическим отделом порта
За первым этапом ТПП, в общем случае, следует строительная и техническая подготовки производства.
Вторым этапом ТПП является организация приобретения либо проектирования, изготовления и испытания технологической оснастки. Эти мероприятия осуществляют как в плановом порядке, централизованно, с привлечением проектно - конструкторских бюро, специальных заводов подъемно - транспортного оборудования и судоремонтных предприятий, так и оперативно по необходимости силами подразделений порта.
Третий этап представляет собой составление, согласование и утверждение рабочей технологии, размножение технологической документации и обеспечение ею соответствующих подразделений порта. Эту работу выполняют, как правило, технологические подразделения порта
Четвертым этапом является освоение технологического процесса, включающее предварительное обучение рабочих и инженерно - технического состава, испытание технологии, доработку и усовершенствование отдельных ее элементов, внедрение технологии, обучение людей в процессе грузовых операций до выработки устойчивых навыков и достижения, требуемых технико-эксплуатационных показателей с устранением организационных неувязок и изменением, при необходимости, системы организации труда.
Пятым этапом ТПП (последним), который практически длится столько же, сколько функционирует технологический процесс, является обеспечение соблюдения технологической дисциплины и содержания оснастки в исправном состоянии.
В случае если не осваивается новый грузопоток или принципиально новый технологический процесс, а совершенствуется уж применявшаяся технология (за счет внедрения новых машин, оснастки или приемов работы), первый этап ТПП, как правило, отсутствует полностью, а второй может осуществляться в сокращенном объеме.
На всех этапах технологическая подготовка производства порта ведется с использованием и на базе отраслевых нормативны и руководящих документов, научно - исследовательских, проектно - конструкторских и экспериментальных работ, информационных материалов, по обобщению отечественного и зарубежного опыта.
21. СТРУКТУРА И ФУНКЦИИ ТЕХНОЛОГИЧЕСКИХ
ПОДРАЗДЕЛЕНИЙ ПОРТА
Технологическая работа в порту ведется силами технологических подразделений. Структура технологических подразделений внекатегорийного порта представлена на рис. 30.
Технологический отдел организует, направляет и контролирует работу, возглавляет его главный технолог порта. Отдел состоит из трех функциональных подразделений: проектно - технологической группы, конструкторской группы технологической оснастки и группы технологического надзора и обеспечения производства.
Проектно - технологическая группа состоит из старшего технолога (руководителя группы), нескольких технологов и чертежника или копировщика. Основной задачей проектно - технологической группы является проектирование и обоснование оптимальных технологических процессов для перерабатываемых портом грузов, а также разработка, согласование с соответствующими подразделениями порта и контролирующими организациями основной рабочей технологической документации на эти процессы, т. е. технологических карт. Кроме того, к задачам и функциям проектно - технологической группы относится определение и обоснование рациональной специализации грузовых районов и их перегрузочных комплексов, разработка предложений по рациональному распределению производственных мощностей (причалов, складов, грузовых фронтов, основной подъемно - транспортной техники и т.д.) между районами: подготовка мероприятий по освоению портом новых грузопотоков; изучение и организация использования передового опыта отечественных и иностранных портов, а также промышленных предприятий в области технологии перегрузочных работ. Весьма важными функциями проектно - технологической группы являются: технологическое проектирование складов и грузовых фронтов, строительство которых ведется портом своими силами; подготовка предложений и технологического обоснования по реконструкции и развитию производственных мощностей.
Конструкторская группа технологической оснастки состоит из старшего конструктора (руководителя группы), нескольких конструкторов, копировщика и осуществляет: проектирование новых грузозахватных приспособлений к кранам и погрузчикам, а также другой технологической оснастки. Работники конструкторской группы изучают передовой опыт портов, а также достижения науки и техники в области технологической оснастки для перегрузочных работ с целью использования их в порту.
Группа надзора и обеспечения производства занимает центральное место в технологическом отделе. Ее возглавляет непосредственно заместитель главного технолога. Состоит группа из старших инженеров, инженеров и техников, обязанности между которыми распределены по функциональному признаку. Старший технолог по оснастке осуществляет методическое руководство работой технологов по оснастке и возглавляемых ими участков технологической оснастки грузовых районов и внутрипортовой механизации, готовит и обосновывает заявки порта на оснастку, оформляет заказы и договора на изготовление оснастки заводами морского флота и других ведомств, контролирует поступление оснастки и ее производство силами порта, распределяет оснастку между подразделениями, контролирует испытания и опытную эксплуатацию экспериментальных образцов.
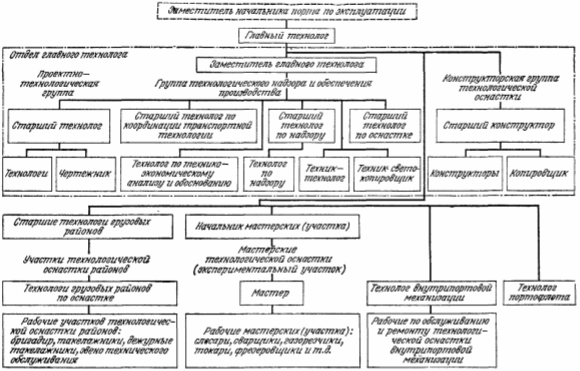
Рис.30 Организационная структура технологических подразделений внекатегорийного порта.
Старший технолог по координации транспортной технологии осуществляет взаимосвязь и взаимодействие порта с поставщиками грузов, организациями МВТ, судовладельцами, проектными и другими организациями по улучшению упаковки и маркировки грузов с целью создания условий для их высокопроизводительной перегрузки, по развитию контейнерных и пакетных перевозок, по совершенствованию схем и правил размещения и крепления грузов на транспортных средствах (судах, вагонах, автомашинах) для облегчения грузовых операций, координирует решение технических и технологических вопросов по тяжеловесным грузам, лично контролирует перегрузку уникальных тяжеловесов (более 100 т), обеспечивая сохранность груза и безопасность производства работ.
Старший технолог по надзору и подчиненные ему один - два технолога представляют собой органы технического надзора порта за производством работ кранами на грузовых районах и за содержанием в исправном состоянии технологической оснастки, находящейся в ведении участков технологической оснастки районов. Они осуществляют надзор за соблюдением технологической дисциплины на перегрузочных районах и выполнением эксплуатационными подразделениями Правил устройства и безопасной эксплуатации грузоподъемных кранов и Правил технической эксплуатации перегрузочных машин морских портов, участвуют в обучении, проверке знаний и аттестации оперативного и складского персонала, в работе квалификационных комиссий; расследуют либо участвуют в расследовании аварий и несчастных случаев, происшедших на грузовых работах по технологическим причинам.
Технолог по технико-экономическому анализу и обоснованию получает из соответствующих подразделений порта (ИВЦ, планово - экономический отдел, отдел организации труда и зарплаты и т. д.) отчетные данные о достигнутых технологических показателях перегрузки различных грузов; анализирует их, совместно с экономистами выполняет расчеты экономической эффективности технологических процессов, перегрузочных машин и технологической оснастки; готовит технико-экономические обоснования разрабатываемых и принимаемых технологических решений; составляет и обосновывает (совместно с планово - экономическим отделом) предложения порта по планированию уровня комплексной механизации, анализирует отчетные данные. Техник - технолог и техник - светокопировщик ведут делопроизводство отдела и размножают технологическую документацию и чертежи конструкторской группы.
Кроме перечисленных функций, технологический отдел определяет тип, основные параметры и количество необходимых порту перегрузочных машин и (совместно с отделом механизации) участвует в составлении заявок на их приобретение и актов списания: организует испытание и внедрение новой техники на грузовых работах в порту, участвует в разработке планов создания и внедрения новой техники и передовой технологии; разрабатывает предложения и выдает заключения по перспективным планам развития и реконструкции портовых производственных мощностей; участвует (совместно с ООТиЗ) в пересмотре норм выработки.
Таким образом, технологический отдел является подразделением, принимающим важное участие в разработке и осуществлении технической политики в области основной производственной деятельности порта — перегрузке грузов и обработке транспортных средств. Наряду с главной диспетчерской и отделом механизации технологический отдел относится к числу основных отделов порта.
Грузовой район имеет технологов, основными задачами которых являются: повседневное внедрение прогрессивной технологии перегрузочных работ в производство; разработка оперативной технологической документации; непосредственная организация испытаний новых технологических процессов, перегрузочных машин и технологической оснастки, контроль за соблюдением технологической дисциплины на районе и содержание в исправном состоянии технологической оснастки.
Организует технологическую работу на грузовом районе старший технолог района, который подчинен главному технологу порта. Его основные функции заключаются в следующем: доведении утвержденной технологии до сведения диспетчерского персонала, стивидоров и складских работников и ее разъяснении; контроле за технологическим инструктированием бригад докеров, который осуществляют производители работ; обучении рабочих, оперативного состава и складских работников выполнению новых технологических операций; организации испытания, внедрения и полного освоения технологии; контроле соблюдения технологии на грузовых работах и разработке Временных технологических инструкций. Кроме того, старший технолог района анализирует технологические процессы и готовит предложения по их совершенствованию, контролирует заполнение нарядов производителями работ в части правильности отражения применявшейся технологии, расследует случаи нарушения технологи и готовит соответствующие распоряжения по району.
Технолог грузового района по оснастке руководит работой возглавляемого им участка технологической оснастки, готовит заявки, оформляет заказы и изготовление и ремонт; организует получение готовых приспособлений; регистрирует, организует, прочностные испытания и ведет периодические осмотр оснастки; констролирует использование ее, анализирует результаты эксплуатации приспособлений и готовит предложения по усовершенствованию конструкций.
Участок технологической оснастки района, как правило, состоит из групп такелажников по изготовлению стропов и сеток; дежурного персонала, осуществляющего подготовку, выдачу, приемку и посменную браковку оснастки звена рабочих технического обслуживания, испытания, комплектаций и ремонт оснастки, а также водителей транспортных средств, закрепленных за участком. Рабочие участка, как правило, объединяются в бригаду, которую возглавляет бригадир. Учетом и списанием оснастки занимается кладовщик - учетчик.
Функции технолога и рабочих участка технологической оснастки внутри портовой механизации в принципе аналогичны функциям соответствующих работников грузового района. В их ведении находится оснастка погрузчиков и других машин внутрипортовой механизации. Технолог портофлота выполняет применительно к плавкранам и перегружателям, находящимся в ведении портофлота, функции технолога по оснастке, а если работы полностью ведутся экипажами без участия докеров и производителей работ грузового района, то и функции старшего технолога района.
Мастерские технологической оснастки (экспериментальный участок) изготавливают и доводят опытные образцы, разработанные в порту, а также серийную оснастку, которая по различным причинам не может быть получена от заводов в необходимом количестве и в нужные сроки. Кроме того, они выполняют ремонт оснастки. Мастерские технологической оснастки (экспериментальный участок) являются технической базой совершенствования технологии перегрузочных работ, важнейшим условием обеспечения оперативности и эффективности технологической работы порта.
Организационная структура технологических подразделений в каждом конкретном порту зависит от мощности и размеров порта, сложности и масштабов технологической работы. В малых портах вместо технологических отделов создают технологические группы в объединенных отделах, функции нескольких работников возлагают на одного. Конструкторские работы могут по заказу технологического отдела выполняться объединенным конструкторским бюро порта, если в создании специальной группы нет необходимости. На небольших грузовых районах с относительно малым объемом технологической работы ее может выполнять один технолог, а рабочие могут входить в состав такелажного склада, ведающего также инвентарем и материалами. При отсутствии мастерских технологической оснастки, их функции возлагаются на специальные участки других мастерских порта.
22. ОРГАНИЗАЦИЯ РАЗРАБОТКИ, СОВЕРШЕНСТВОВАНИЯ И ВНЕДРЕНИЯ ТЕХНОЛОГИИ И ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Разработка технологии и технологической оснастки. Проектирование и совершенствование технологической оснастки осуществляются путем разработки и корректировки технической документации. На уровне предприятия — в технологических и конструкторских подразделениях портов или в научно - исследовательских и проектно - конструкторских организациях по договорам заключенным портом.
Документация, непосредственно регламентирующая технологию на уровне отрасли:
- карты типовых технологических процессов перегрузочных работ, т. е. документы, регламентирующие отработанные и проверенные на практике прогрессивные процессы перегрузки одного или группы однородных в технологическом отношении грузов. Разработку таких карт ведут на базе изучения и обобщения передового опыта перегрузочных работ, как правило, в нескольких отечественных портах и за рубежом, оценки и оптимизации приемов труда и средств технологического оснащения;
- карты, опытных технологических процессов перегрузочных работ, т. е. документы, регламентирующие новые опытные процессы выполнения грузовых операций с одним или группой однородных грузов, основывающиеся на применении новых машин, новой технологической оснастки или новых технологических приемов работы. Эти карты разрабатывают на базе научно - исследовательских и экспериментальных проектно - конструкторских работ, изобретений и рационализаторских предложений, прогрессивного, но недостаточно проверенного на практике опыта отдельных предприятий, испытания новых машин и технологической оснастки;
- технологические правила перегрузочных работ с различными грузами, т.е. документы, устанавливающие требования, методы, условия и особенности выполнения отдельных технологических операций;
- нормы технологического проектирования портов, которые являются основным руководством по разработке технологической части проектов строительства и реконструкции портов и их перегрузочных комплексов.
Для технологической оснастки на уровне отрасли разрабатывают конструкторскую документацию на производство оснастки заводами морского флота или мастерскими портов. Кроме того, на уровне отрасли — альбомы и карты унифицированной технологической оснастки для портов.
На уровне предприятия (порта) разрабатывают постоянную и временную технологическую документацию и рабочие чертежи на изготовление технологической оснастки судоремонтными заводами и мастерскими порта. Постоянной документацией являются рабочие технологические карты. Они представляют собой основной технологический документ, регламентирующий процесс перегрузки в данном порту одного или группы однородных в технологическом отношении грузов. РТК бывают типовые, опытные и местные.
Типовые РТК. разрабатывают на основе отраслевых карт типовых технологических процессов и, таким образом, предусматривают прогрессивную отработанную на практике технологию перегрузочных работ.
Опытные РТК. регламентируют опытный для данного порта технологический процесс с использованием новых технических средств, способов и приемов работ. Их составляют на базе отраслевых карт опытных технологических процессов или на основе научно - исследовательских и проектно - конструкторских работ, изобретений и рационализаторских предложений, экспериментов и испытаний, которые проводят в порту и по расчетам должны дать технико - эксплуатационные показатели выше, чем у типовой технологии.
Местные РТК регламентируют технологию перегрузки грузов, для которых нет отраслевых карт типовых и опытных технологических процессов. Кроме того, их разрабатывают в тех случаях, когда местные условия и особенности работы порта не дают возможности применить типовой или опытный технологический процесс.
Рабочая технология отличается от отраслевых технологических карт и правил конкретной привязкой к условиям данного порта, характеристике и возможностям его перегрузочных комплексов и применяющейся техники.
РТК разрабатываются технологическим отделом порта в плановом порядке, согласовываются с отделами техники безопасности, механизации и другими и утверждаются начальником порта либо его заместителем по эксплуатации. Вводятся в действие РТК приказом по порту, которым одновременно предусматривается выполнение мероприятий, обеспечивающих подготовку и внедрение технологии. По мере создания новой технологической оснастки и более эффективных приемов работ, а также с внедрением новых перегрузочных машин РТК перерабатываются, т. е. в них вносятся необходимые изменения либо, при существенной перестройке технологии, отменяются старые РТК и вводятся новые. Таким образом, разработка и корректировка технологической документации осуществляются непрерывно по мере совершенствования перегрузочных процессов.
Кроме РТК в портах разрабатывают «Временные технологические инструкции» — оперативный документ, регламентирующий временный технологический процесс перегрузки новых для порта грузов или поступающих эпизодически и небольшими партиями. Кроме этого, ВТИП могут определять обоснованные отступления временного характера от действующей в порту технологии.
ВТИП разрабатывают, как правило, технологи грузовых районов оперативно по мере необходимости и согласовывают с инженером по технике безопасности, их утверждает начальник района или его заместитель по эксплуатации. ВТИП, предусматривающие отклонения от действующей технологии, в обязательном порядке согласовывают с технологическим отделом.
РТК и ВТИП на новые сложные технологические процессы могут разрабатываться в научно - исследовательских и проектно - конструкторских организациях.
Рабочую технологическую документацию порта регистрируют в технологическом отделе и рассылают или передают в соответствующие подразделения порта (грузовым районам, в главную диспетчерскую, в отделы механизации и техники безопасности, ТЭК, учебно-курсовой комбинат и др.) по специальной ведомости.
Внедрение технологии и технологической оснастки. Действующую технологию доводит до сведения каждого рабочего в необходимом объеме в процессе инструктажа перед началом работы (как правило, в начале смены) производитель работ. При этом в наряде, который выдают бригаде, указывается конкретно индекс или номер технологической карты и технологической схемы, по которым должна производиться работа. Кроме того, дополнительный инструктаж бригад по технологии проводит технолог грузового района или старший диспетчер в процессе периодического (квартального и т. д.) инструктажа по безопасности труда; перед испытанием новых технологических процессов, машин и оснастки — непосредственный руководитель испытаний. При необходимости перед внедрением новой технологии и оснастки, проводя специальный инструктаж рабочих. Производителей работ утвержденной технологией знакомят начальники, соответствующие участков (старшие стивидоры, прорабы и мастера, начальники грузовых складов, старшие диспетчеры). В свою очередь начальники участков получают технологическую документацию и инструктаж о ее применении от старшего технолога района или (если его нет) от заместителя начальника района по эксплуатации.
До внедрения новая технология должна быть испытана в практике осуществления перегрузочных операций. Испытания проводят под личным руководством старшего технолога района, если для проверки и отработки технологии или отдельных ее элементов необходимо длительное время, после испытаний организуют опытную эксплуатацию в течение назначенного срока под периодическим контролем старшего технолога района.
В таком же порядке испытывают и внедряют новые грузозахватные приспособления и устройства, т. е. вначале проводят технологические испытания, а затем, при необходимости, опытную эксплуатацию. До технологических организуют грузовые испытания, т. е. испытания на прочность.
Внедрение технологии и оснастки может следовать за опытно» эксплуатацией или совмещается с ней. Окончанием внедрения обычно считается устойчивое функционирование технологической процесса без постоянного вмешательства контролирующих работников (но с сохранением периодического контроля). За внедрением сложной технологии, как правило, следует более или мене длительный процесс ее полного освоения, вплоть до достижения устойчивых максимально возможных при данной технологии технико-эксплуатационных показателей. В течение этого процесса происходит перестройка и приспособление к новой технологии сложившейся системы организации труда и производства, вырабатываются необходимые навыки у докеров.
23. СИСТЕМА ОБЕСПЕЧЕНИЯ ПЕРЕГРУЗОЧНЫХ РАБОТ
ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКОЙ
Система обеспечения оснасткой технологических процессов портовых перегрузочных работ включает: планирование поставки и производство механизмов и приспособлений; содержание их в исправном состоянии, т. е. регистрацию, освидетельствование с испытанием, периодические осмотры, техническое обслуживание и ремонт; хранение, организацию выдачи на грузовые работы, а также возврата и приемки. Осуществление этих функций регламентируется Правилами устройства и безопасной эксплуатации грузоподъемных кранов Правилами технической эксплуатации перегрузочных машин морских портов, стандартами и руководящими документами ЕСТПП МП.
Грузозахватные механизмы и приспособления (грейферы, грузоподъемные магниты, гидравлические захваты погрузчиков и т. д.) частично поставляются в порты вместе с перегрузочными машинами. Однако номенклатура этих поставляемых промышленностью изделий весьма ограничена, по характеристикам и конструкции они не всегда соответствуют портовым условиям, а срок их службы во многих случаях значительно меньше срока службы машин. Например, грейферы служат в 4—10 раз меньше, чем краны. Кроме того, для перегрузочных работ необходимы вспомогательные технологические приспособления, которые промышленность централизованно не выпускает. В связи с этим основную массу оснастки для портов производят специальные отраслевые заводы подъемно - транспортного оборудования и мастерские портов по внутрипортовым планам и заданиям.
Годовую потребность порта в оснастке по номенклатуре устанавливают согласно утвержденной технологии, а по количеству определяют в зависимости от специализации перегрузочных комплексов, максимального числа одновременно работающих технологических линий, нормативного запаса в расчете на техническое обслуживание и ремонт, а также срока службы оснастки:
|
Где: Кр —коэффициент запаса, учитывающий, что часть оснастки может находиться на ремонте или техническом обслуживании (принимается от 1,05 до 1,25 в зависимости от сложности конструкции и долговечности);
nто i — количество устройств, необходимое для одной технологической линии при работе по г - й технологической схеме;
n![]() —максимальное количество технологических линий, которые одновременно работают в порту по I - й технологической схеме.
—максимальное количество технологических линий, которые одновременно работают в порту по I - й технологической схеме.
Устройства и приспособления, потребность в которых не удовлетворяется заводскими поставками, изготовляют силами мастерских порта. С этой целью в крупных портах (в основном внекатегорийных) создают мастерские технологической оснастки, состоящие из нескольких участков: слесарного, станочного, металлоконструкций, такелажного и др. В портах поменьше оснастку изготавливают специальные участки центральных ремонтных мастерских. В небольших портах (второй и третьей категорий) производство оснастки распределено (по указанию главного инженера) между ремонтными участками мастерских. Планирует и координирует изготовление оснастки и распределение ее между подразделениями порта технологический отдел.
Сведения об изготовленных грузозахватных механизмах, приспособлениях и таре на предприятии - изготовителе заносят в специальный журнал учета с указанием грузоподъемности, номера технической документации, сертификатов на применяемый материал, результатов проверки качества сварки и испытаний груз захватов или осмотра тары. ГЗУ должны иметь клеймо или металлическую бирку с указанием номера, грузоподъемности и даты испытания. На таре указывают номер, собственную массу наибольшую массу груза, для транспортировки которого она пре назначена. Кроме того, ГЗУ, поступающие с предприятий изготовителей (кроме мастерских портов), снабжены паспортами (специальные заводы ПТО) или актами отдела технического контроля (судоремонтные заводы).
После изготовления ГЗУ подлежат техническому освидетельствованию на заводе - изготовителе, а после ремонта — на пре приятии, где производился ремонт. ГЗУ, которые изготовлены, отремонтированы в портовых мастерских, как правило, освидетельствуются участками технологической оснастки районов, подразделениями механизации и портофлотом. При техническом освидетельствовании ГЗУ подвергаются осмотру и испытанию нагрузкой, в 1,25 раза превышающей их номинальную грузоподъемность. Тара подвергается только осмотру.
Содержание оснастки в исправном состоянии, выдачу ее на грузовые работы и приемку осуществляют участки технологической оснастки грузовых районов, а по устройствам, находящиеся в ведении службы механизации и на плавучих кранах, — соответственно подразделения механизации и портофлот. Полученную от изготовителей оснастку регистрируют и при необходимости доукомплектовывают стропами, скобами и другими приспособлениями. ГЗУ при этом подвергают полному техническому освидетельствованию, т. е. осматривают на предмет исправности, испытывают грузом на прочность. В процессе эксплуатации технологическую оснастку периодически осматривают в установленные сроки: стропы (за исключением редко используемых) — через каждые 10 дней; клещи, зажимы и другие ГЗУ и тару — через 1 мес.; траверсы и рамы — через каждые 6 мес. Редко используемые Грузозахватные устройства осматривают перед выдачей в работу. Освидетельствования и осмотры проводят технологи района по оснастке или другие инженерно - технические работники, на которых возложена ответственность за содержание оснастки в исправном состоянии.
Техническое обслуживание грузозахватных устройств, постоянно приписанных к перегрузочным машинам, осуществляют при обслуживании последних, а остальной технологической оснастки на участках хранения. Техническое обслуживание оснастки состоит в очистке, окраске, мойке, смазке, регулировке, восстановлении или замене маркировки. При обслуживании также выбраковывают изношенные и неисправные приспособления. На участках технологической оснастки производят, как правило, мелкий ремонт: замену быстроизнашивающихся деталей, простейшую рихтовку, восстанавливают неответственные сварочные соединения и т. д. Более серьезный ремонт с применением станочных и ответственных сварочных работ выполняют в мастерских.
Технологическую оснастку, кроме постоянно приписанной к перегрузочным машинам, хранят на специальных участках. Выдает ее и принимает после окончания работы дежурный персонал. При выдаче и приемке оснастку должны осматривать сдающая и принимающая стороны, чтобы установить ее исправности и пригодности к работе. Часть технологической оснастки, которую используют на специализированных складах и участках, иногда закрепляют за ними временно в границах, допускаемых, Правилами технической эксплуатации и т. д. Выдает и принимает такую оснастку персонал склада, участка или бригадир докеров в соответствии с установленным в порту порядком. Регистрацию, техническое освидетельствование и периодические осмотры таких приспособлений, как и во всех остальных случаях, осуществляет технолог по оснастке или другой инженерно - технический работник, ответственный за содержание их в исправном состоянии.
Перед началом работы технологическая оснастка должна быть осмотрена докерами и производителем работ, который несет ответственность за применение исправных и соответствующих рабочим технологическим картам грузозахватных механизмов, устройств и приспособлений, а также тары и вспомогательного технологического инвентаря.
Неисправную технологическую оснастку не должны выдавать для работы и применять. Она не должна находиться на рабочих местах и храниться совместно с исправной.
24. ТЕХНОЛОГИЧЕСКАЯ ДИСЦИПЛИНА
И СИСТЕМА ЕЕ ПОДДЕРЖАНИЯ
Технологическая дисциплина представляет собой выполнение требований стандартов, руководящих и нормативных документов Единой системы технологической подготовки производства при разработке и освоении технологического процесса, а также соблюдение утвержденной технологии при осуществлении перегрузочных операций. Нарушение требований документов ЕСТПП МП на любом из этапов проектирования, подготовки и осуществления перегрузочных работ является нарушением технологической дисциплины.
Разработчики технологии и технологической оснастки обязаны знать и выполнять требования ЕСТПП МП при проектировании. Контроль за соблюдением стандартов и руководящих документов ЕСТПП МП, как и прочих нормативных документов, в проектных организациях возлагается на специально назначенных работников по нормоконтролю, которые проверяют и подписывают всю проектную документацию. В морских портах обязанности по нормоконтролю технологической документации возлагаются обычно на старшего технолога проектно - технологической группы либо на заместителя главного технолога. Нормоконтроль технической документации, разрабатываемой конструкторской группой технологической оснастки, осуществляет, как правило, один из конструкторов этой группы или другой инженер отдела. В любом случае лицо, осуществляющее нормоконтроль, должно быть назначено и несет ответственность за выполнение своих обязанностей.
Выполнение требований ЕСТПП МП в процессе подготовки к производству перегрузочных работ обеспечивают должностные лица, которые осуществляют эту подготовку. Контроль за соблюдением технологической дисциплины на данном этапе осуществляет в порту заместитель главного технолога.
Нарушением технологии (технологической дисциплины) при производстве грузовых работ является:
- не доведение указаний технологической документации (РТК и ВТИП) до сведения непосредственных исполнителей или инструктаж по РТК и ВТИП, не соответствующим данному грузу и технологической схеме работ;
- применение ручных методов труда вместо предусмотренные технологией механизированных либо комплексно - механизированных;
- применение ГЗУ не по назначению за пределами их возможностей, предусмотренных технологической и технической документацией;
- применение вместо предусмотренных технологией иных перегрузочных машин, не отвечающих технологическим требованиям
- нарушение предусмотренных в РТК и ВТИП технологических схем в части расстановки докеров, перегрузочных машин и ГЗУ, а также последовательности выполнения операций;
- нарушение указаний по способам и схемам застропки (захвата) груза для перемещения перегрузочными машинами, содержащихся в РТК и ВТИП, схемах и чертежах застропки, инструкциях и руководствах по эксплуатации грузозахватных устройств;
- нарушение указаний РТК и ВТИП в отношении схем формирования и увязки пакетов, а также схем укладки грузов в ковши кузова автомашин, на стропы, поддоны и сетки.
Технологию выполняют (соблюдают) рабочие, осуществляющие перегрузочные операции. Соблюдение технологической дисциплины обеспечивают: бригадиры докеров, их заместители и звеньевые бригад при подготовке к работе, расстановке людей машин и оснастки, организации работы, выполнении грузовых операций; производители работ при подготовке и организации грузовых работ; сменные диспетчеры районов при расстановке бригад и техники, организации работы смены; сменные механики и диспетчеры подразделений механизации, автобазы и т. д. при выделении техники на грузовые работы и контроле за ее использованием; персонал участков технологической оснастки при подготовке и выдаче в работу технологической оснастки; начальники районов и их заместители, старшие диспетчеры, технологи, стивидоры, мастера и начальники грузовых складов при инструктаже своих подчиненных, ознакомлении их с технологической документацией, планировании и организации работы своих участков, повседневном контроле за производством работ.
Кроме технологии производство перегрузочных работ в портах регламентируется Правилами устройства и безопасной эксплуатации грузоподъемных кранов, Правилами технической эксплуатации перегрузочных машин морских портов (ПТЭ) и Правилами безопасности труда в морских портах и др. Докеры и производители работ, т. е. инженерно - технические работники, осуществляющие непосредственное руководство перегрузочными операциями (сменные стивидоры, мастера, прорабы, диспетчеры и заместители начальников складов), должны соблюдать все эти правила и утвержденную технологию. Начальники грузовых районов и участков работ (старшие стивидоры, мастера, диспетчеры и начальники складов) обязаны обеспечить соблюдение правил и технологии на возглавляемых ими участках. В то же время функции по надзору строго разграничены между отделами. Надзор за соблюдением ПБТП осуществляет отдел техники безопасности; надзор за соблюдением правил Госгортехнадзора и ПТЭ в части содержания машин в исправном состоянии — отдел механизации, а в части содержания в исправном состоянии подкрановых путей — отдел гидротехнических и инженерных сооружений. Надзор за соблюдением на грузовых работах технологической дисциплины, а также правил Госгортехнадзора и ПТЭ в части перемещения грузов и содержания в исправном состоянии технологической оснастки, находящейся в ведении технологических подразделений, осуществляет технологический отдел.
Учет, квалификацию и расследование нарушений технологической дисциплины, обнаруженных при контроле и надзоре, послуживших и не послуживших причиной аварий, травм и т. д., а также разработку мероприятий по ликвидации этих нарушений, осуществляют технологи по надзору технологического отдела и технологи грузовых районов. Учет нарушений и принятых мер ведется в ведомостях контроля технологической дисциплины, которые имеются в технологическом отделе и на каждом грузовом районе.
Глава 5.
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
И ТЕХНОЛОГИЧЕСКОЕ ПРОЕКТИРОВАНИЕ ПОРТОВ
25. СОДЕРЖАНИЕ ПРОЕКТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Технологические процессы перегрузочных работ регламентируются технологическими картами и инструкциями. Независимо от того, на каком уровне эти документы разработаны, они должны дать ответы на вопросы.
1. Какие технологические операции, и какими способами необходимо осуществить для перемещения груза по заданным вариантам работы одной технологической линией?
2. Какие технические средства, и в каком количестве должны быть использованы в составе технологической линии?
3. Сколько докеров должно войти в состав линии и как они должны быть расставлены по технологическим операциям?
4. Как будут выглядеть технологические схемы по предусмотренным вариантам работы, и какие средние технологические показатели должны быть достигнуты по ним после освоения технологии?
Структура, состав и форма рабочей технологической документации портов (РТК и ВТИП) определены в ЕСТПП МП руководящим документом (РД) «Правила составления рабочих технологических карт в портах морского флота». В соответствии с РД РТК и ВТИП содержат информацию о виде документа (РТК или ВТИП; если РТК, то типовая, опытная или местная), наименовании груза, виде тары и способе транспортирования, перечень вариантов работы, краткую технологическую характеристику груза (для генеральных грузов — массу и размеры одного места, для навалочных и насыпных — погрузочный объем в кубических метрах на тонну); утверждающую подпись начальника порта для РТК или начальника района для ВТИП (либо их заместителей по эксплуатации), подписи разработчиков и согласовывающих должностных лиц.
В таблице технико-эксплуатационных показателей приведены наименования всех технологических схем, указания о количестве докеров и их расстановке, а также проектные основные технологические показатели. В РТК и ВТИП содержатся перечень и количество потребных перегрузочных, машин, технологической оснастки и средств укрупнения грузов, иллюстрационный материал и описание технологии. Отдельно изложены особые требования, т. е. специфические для данного груза требования правил безопасности труда, МОПОГ и других нормативных документов либо ссылки на них, а также на специальные инструкции и стандарты порта.
Проектирование технологического процесса порта представляет собой разработку РТК или ВТИП. Предварительным этапом работы является определение и анализ исходных данных, а заключительным — технико-экономическое обоснование разработанной технологии.
Исходными данными для проектирования являются сведения о внешних условиях технологического процесса, источником информации о грузе (технологическая характеристика и объем грузооборота) — управления и организации клиентуры, грузовладелец и грузоотправители. Кроме того, анализируются отчетные сведения и материалы портов, в которые груз уже поступал. Перспективное проектирование осуществляется на основе специальных исследований тенденций развития грузопотоков и транспортных связей. Технологию перевозки и тип используемых транспортных средств определяют перевозчики (пароходства, железная дорога, автотранспортные предприятия). При необходимости в процессе проектирования технологии перегрузочных работ разработчики подготавливают и направляют им обоснованные предложения по использованию наиболее эффективных для данного груза методов перевозки и типов транспортных средств.
Особенности взаимодействия с отправителями и получателями груза, а также со смежными видами транспорта определяют в результате изучения условий работы порта, действующих руководящих документов и соглашений межведомственного характера, конкретных условий перевозки груза, а также путем прямых контактов с грузовладельцем, изготовителями и получателями.
Непосредственную разработку технологического процесса, в общем случае, осуществляют в следующей последовательности:
1. определяют варианты работы и разрабатывают технологические схемы;
2. выбирают подъемно - транспортное оборудование или разрабатывают технологическую часть технических требований на его приобретение;
3. выбирают технологическую оснастку или разрабатывают техническое задание на ее проектирование;
4. проектируют, изготавливают и испытывают технологическую оснастку;
5. разрабатывают технологические операции и их элементы;
6. рассчитывают производительность и количественный состав технологической линии;
7. рассчитывают технологические показатели работы по каждой из технологических схем.
26. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ СХЕМ
И ВЫБОР ПЕРЕГРУЗОЧНЫХ МАШИН И ОСНАСТКИ
Разработка технологических схем. Варианты работы определяются направлением перевозки и участием в ней тех или иных видов транспорта. Возможность и целесообразность применения прямого и складского вариантов зависят от наличия складов требующегося типа и от их сравнительной технико-экономической эффективности. В подавляющем большинстве случаев применение прямого варианта гарантирует уменьшение портовых расходов. Однако прямой вариант может сдерживать обработку судов и увеличивать их стояночное время. В связи с этим по прямому варианту обычно перегружают только часть груза.
Разработка технологических схем является ключевым этапом проектирования технологии, от которого при заданных условиях в наибольшей степени зависит ее эффективность. Основанием служит изучение и технико-экономическое сравнение известных технологических решений, а также изобретений и рационализаторских предложений. Выясняют и оценивают достоинства и недостатки различных вариантов технологии, определяют возможные пути устранения недостатков.
Критерии оценки:
1. степень механизации и автоматизации технологического процесса;
2. производительность технологической линии;
3. выработка на одного рабочего или трудоемкость перегрузки одной тонны груза;
4. расход материалов, топлива и электроэнергии;
5. соответствие общим тенденциям технического прогресса на транспорте;
6. сложность и продолжительность подготовительно - заключительных операций технологического процесса, а также содержания предусмотренных технических средств в исправном состоянии и готовности к работе;
7. экономическая эффективность при заданном грузообороте;
8. выполнение требований безопасности труда и противопожарной безопасности;
9. обеспечение сохранности груза;
10. реальные возможности внедрения технологии, исходя из наличия потребных строительных сооружений, перегрузочной техники, оснастки и персонала, соответствующей квалификации, а также перспективы развития этих производственных возможностей до требующегося уровня и в необходимые сроки.
Последние четыре фактора из десяти являются определяющими, т. е. несоответствие любому из них служит достаточным основанием для отказа от рассматриваемого варианта технологии независимо от остальных критериев.
Выбор перегрузочных машин. Подъемно - транспортное оборудование выбирают по технологической характеристике в соответствии с разработанными технологическими схемами и с учетом реальных возможностей порта. Технологические схемы определяют схему механизации перегрузочного процесса, т. е. набор подъемно - транспортного оборудования и последовательность его расположения и действия в составе технологической линии. Уточнение типов машин и выработка технологических требований к ним осуществляются по операциям, начиная с основной из них — причальной, в зависимости от условий перегрузочного процесса, принятой технологии и планировки строительных сооружений.
Тип и производительность причальных кранов и перегружателей выбирают в зависимости от характера груза и размеров грузооборота. Грузоподъемность зависит от массы одного подъема. Вылет стрелы определяют по потребным размерам зоны обслуживания, т. е. по ширине судна, колее портала и размерам оперативной зоны на причале. Колею портала выбирают в зависимости от необходимого количества железнодорожных путей и полос движения автотранспортных средств под краном. Скорости рабочих движений зависят от вида груза и технологии. При перегрузке навалочных и насыпных грузов скорости должны быть максимальными. Для тарно-штучных грузов целесообразнее применять несколько меньшие скорости в связи с тем, что продолжительность застройки и отстропки, а также операции по нацеливанию захвата и груза имеют наибольший удельный вес в составе цикла машины. Для металлогрузов и тяжеловесов требуются, как правило, еще меньшие скорости. Однако полная механизация технологического процесса и высокая степень автоматизации операций создают условия для применения высоких скоростей движения и на этих грузах (например, при перегрузке крупнотоннажных контейнеров и труб большого диаметра). Аналогичным образом определяются параметры кранов и перегружателей, занятых на складских, вагонных и автотранспортных операциях.
Требования к автопогрузчикам определяются их назначением и ролью в технологическом процессе. На открытых складах обычно используют пневмоколесные машины относительно большой грузоподъемности и размеров с приводом от ДВС. Жестких требований относительно маневренности (малый радиус поворота и т. д.), наличия нейтрализатора выхлопных газов, как правило, к ним не предъявляют. Погрузчики, предназначенные для работы в крытых складах, нуждаются в нейтрализаторах и должны иметь хорошую маневренную характеристику, позволяющую успешно работать в узких проездах между штабелями. Их строительная высота ограничивается высотой ворот складов. Грузоподъемность обычно колеблется от 2,5 до 7 тонн. Кроме пневмоколесных машин с приводом от ДВС в крытых складах могут работать, хотя и со значительно меньшей производительностью, электропогрузчики на грузошинах. Их чаще всего используют на внутри складских операциях по сортировке и перекладке грузов. В трюмах и твиндеках судов применяют, как правило, те же машины, что и в крытых складах, но с двойной телескопией в грузоподъемнике, позволяющей при небольшой строительной высоте погрузчика (необходимой для твиндеков) иметь значительную высоту подъема, требующуюся для загрузки трюмов. Эти погрузчики должны иметь большую высоту свободного подъема, чтобы внутренняя рама не упиралась в потолок до того, как каретка грузоподъемника достигнет верхнего положения.
К погрузчикам, предназначенным для работы в вагонах и контейнерах, предъявляют особо высокие требования в части компактности и маневренности в связи с весьма стесненными условиями. Они обычно имеют полную высоту свободного подъема. На этих операциях можно использовать электропогрузчики, однако предпочтительны дизельные машины с гидродинамической трансмиссией и нейтрализаторами выхлопных газов в связи со значительно более высокой производительностью. Пневматические и литые шины применяют в равной степени. Первые лучше обеспечивают сохранность полов, но вторые более долговечны и им отдается предпочтение при возникновении трудностей с приобретением новых шин для замены износившихся. Грузоподъемность вагонных и внутриконтейнерных погрузчиков составляет 1—1,5 т.
На внутрипортовых транспортных операциях с различными грузами наиболее эффективны портовые тягачи с подъемным седлом и специальным сцепным устройством для ролл - трейлеров — гузнеком. Их достоинства заключаются в весьма большой маневренности; высокой скорости транспортирования, как передним, так и задним ходом; автоматическом и весьма быстром выполнении операций по сцепке и расцепке. Буксируемые такими тягачами низкосидящие универсальные и специальные трейлеры, прицепы, полуприцепы и ролл - трейлеры весьма удобны для размещения и крепления груза, устойчивы и вместительны (габаритные размеры вполне соответствуют размерам крупнотоннажных контейнеров 20 и 40). Грузоподъемность таких платформ может достигать 250 т и более, но чаще всего составляет 25, 35 и 65 т.
Широко применяют колесные тракторы Т - 150, К - 700, ЮМЗ и МТЗ - 80, хотя они и менее эффективны, с трейлерами грузоподъемностью 20 и 40 т, одноосными и двухосными прицепами грузоподъемностью от 7,5 до 12 т. При значительной дальности транспортирования (более 1,5 км) целесообразно использовать магистральные седельные тягачи с универсальными полуприцепами — платформами и специальными полуприцепами длиной 6 и 12 м и грузоподъемностью соответственно 25 и 35 т. Средства внутрипортового транспортирования грузов подбирают в расчете на максимальную эффективность в пределах наличного парка машин.
Специальные причальные, складские, судовые и вагонные подъемно - транспортные машины выбирают по их назначению и в соответствии с технологическими требованиями, которые определяются условиями перегрузочного процесса.
Необходимо учитывать, что проектирование технологического процесса предусматривает только определение типов потребных машин и их технологические характеристики. Этот вопрос является важнейшим, но на нем подбор техники не заканчивается. При выборе конкретных моделей подъемно - транспортного оборудования, кроме того, принимают во внимание еще целый ряд требований, не связанных с технологией (надежность, работоспособность, энергоемкость, сложность обслуживания и ремонта и др.). В связи с этим для приобретения перегрузочной техники вырабатывают комплексные технические требования, основную часть которых составляет технологическая характеристика.
Выбор технологической оснастки. Задача заключается в применении такой оснастки, которая позволит автоматизировать или, по крайней мере, механизировать и ускорить захват и освобождение груза, полнее использовать грузоподъемность машин, уменьшить до минимума трудоемкость перегрузочного процесса и при этом обеспечить безопасность труда рабочих, сохранность груза и транспортных средств. ГЗУ выбирают в соответствии с технологической характеристикой груза, особенностями конструкции и возможностями подъемно - транспортных машин и характером операций, которые они должны выполнять в составе технологической линии. При этом руководствуются требованиями, изложенными в § 15, которые должны быть выполнены, стремятся удовлетворить их в максимальной степени. Если это не удается, кроме определяющих выбирают также наиболее важные для рассматриваемого технологического процесса другие факторы и руководствуются ими в ущерб менее существенным. При необходимости производят технико-экономическую оценку вариантов. Другие виды технологической оснастки, кроме ГЗУ, выбирают в соответствии с их назначением и предъявляемыми технологическими требованиями.
В случае если требуется новая оснастка, на которую нет конструкторской документации, но имеется реальное техническое решение, т. е. ясна конструктивная схема, принцип действия и т. д., разрабатывают техническое задание на проектирование, основную часть которого, как и для перегрузочных машин, составляют технологические требования. Далее следуют: конструкторская разработка, изготовление опытного образца, испытание, доводка, повторные испытания и приемка в опытную или постоянную эксплуатацию. Если оснастка принята в опытную эксплуатацию, по истечении срока проводят приемку для постоянного использования. Отсутствие реального технического решения по конструкции оснастки исключает возможность ее проектирования. В таком случае, при необходимости, выполняют поисковую, исследовательскую работу, целью которой является изучение реальных возможностей решения задачи.
27. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ И РАСЧЕТ ПОКАЗАТЕЛЕЙ И СОСТАВА ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ
Разработка технологических операций. Она состоит из рационального разделения операций на элементы и определения системы последовательных и параллельных действий, выполняемых машинами и докерами в ходе осуществления этих элементов. Поэлементный состав операций определяют по разработанным технологическим схемам, а также характеристикам выбранных перегрузочных машин и технологической оснастки. Во всех случаях число элементов должно быть сведено к рациональному минимуму. Содержание элементов, т. е. характер действий, выполняемых машинами и рабочими, зависит от груза, транспортных средств и технологических возможностей подъемно - транспортных машин и оснастки.
При разработке технологических операций руководствуются отраслевыми картами типовых и опытных технологических процессов, включая по возможности отработанные операции и элементы в готовом виде в проектируемую технологию. Содержание новых операций и элементов определяют на основании инструкций по эксплуатации машин и оснастки, испытания технологических процессов и технических средств их реализации. В ходе опытной эксплуатации и отработки нового технологического процесса операции уточняют и совершенствуют.
Содержание операций и их элементов излагают в описании технологического процесса с иллюстрациями в соответствии с требованием РД «Правила составления рабочих технологических карт в портах морского флота». Описание должно быть понятным, четким (не допускать различных толкований) и лаконичным. Технологическая документация не должна дублировать требования и указания действующих правил (Госгортехнадзора, ПТЭ, ПБТП, МОПОГ и т. д.), а также местных инструкций, которые докеры и производители работ должны знать и выполнять.
Определение содержания технологических операций создает условия для расчета показателей и количественного состава технологической линии.
Расчет показателей технологической линии. Прежде всего, производят расчет ее производительности. Операции технологического процесса образуют взаимосвязанную цепочку, действующую как одно целое. Поэтому все они имеют одинаковую производительность, равную производительности линии, несмотря на то, что потенциально возможность достижения определенной производительности на каждой операции своя. В общем, виде это условие выражается следующим образом:
Pл = j1P1 = j2P2 =j3P3 =….=jiPi (30)
Где: P1. Р2, - - … Pi — технологическая производительность выполнения отдельных операций, т/смену;
j1,j2 …ji—коэффициенты использования производительности операций.
Производительность технологической операции равна сумме производительностей машин или рабочих звеньев, параллельно ее выполняющих:
Pi = SРзв . (31)
Например, при выгрузке пакетов ящиков с судна на склад портальным краном перемещение груза осуществляет один кран и производительность причальной операции равна производительности крана. Если с причала на склад груз доставляют и штабелируют два автопогрузчика, производительность складской операции равна сумме производительностей этих погрузчиков. Представим себе, что на судне пакеты формируют три звена рабочих, которые работают параллельно, причем каждое звено состоит из двух человек, так как ящики можно перемещать только вдвоем. Тогда производительность судовой операции будет равна сумме производительности трех пар рабочих.
Производительность перегрузочных машин, т/смену:
1.циклического действия
Рм = Gnц = 3600gtоп / tц ; (32)
2. непрерывного действия при перегрузке штучных грузов
Pm = 3600Go to п v / l; (33)
3. непрерывного действия при перегрузке навалочных и насыпных грузов
Рм = gKb2 to п v / f, (34)
Где: Go ,,G — соответственно вес одного места и подъема груза, Н;
пц — число циклов машины в смену;
tц . — с;
to п — оперативное (технологическое) время, т. е. время непосредственного выполнения перегрузочных операций, ч;
tоп = tсм - tпз –tтп ; (35)
Где: tсм — продолжительность смены;
tпз — время подготовительно - заключительных операций, ч;
tтп — время технологических перерывов в работе, ч;
l — расстояние между центрами соседних мест груза на ленте конвейера, м;
v — скорость ленты конвейера, м/с;
g — коэффициент наполнения ленты конвейера;
К — коэффициент, зависящий от угла естественного откоса груза и интенсивности подачи груза на ленту;
b —ширина ленты, м;
f—удельный погрузочный объем груза, м/т.
Производительность ручных операций перемещения груза, т/смену
Рi = = пр i Рр i tоп , (36)
Где: Ppi —выработка одного рабочего на данной операции, определяемая на основании нормативов или обобщенных данных натурных наблюдений.
Массу одного подъема груза определяют, исходя из принятой технологии, т. е. она равна произведению массы грузового места на количество мест в подъеме. При перегрузке навалочных и насыпных грузов грейферными, машинами циклического действия вес одного подъема:
G =yWr /f, , (37)
Где: y — коэффициент заполнения грейфера;
Wr — вместимость грейфера, м3;
f— удельный погрузочный объем груза,.
Цикл любой перегрузочной машины периодического действия почти всегда состоит из следующих элементов: нацеливание захвата на груз, захват или застройка груза, перемещение груза, нацеливание груза на место в штабеле и установка, освобождение или отстропка груза, перемещение порожнего захвата. При этом под НЗ и НУГ подразумевается та часть нацеливания, которая не совмещается соответственно с ПЗ и ПГ. В таких условиях продолжительность цикла машины может быть представлена как сумма продолжительностей его элементов:
tп . == tнз + tзг + tnr + tнуг + tor + tпз . (38)
Затраты времени на НЗ, ЗГ, НУГ и ОГ при средних навыках докеров зависят от технологической характеристики груза, транспортных средств, подъемно - транспортных машин и технологической оснастки, а также от принятой технологии Его определяют из нормативов или на основании натурных наблюдений. Время tпг и tпз — это расчетные величины, зависящие от характера, скорости и возможности совмещения движений машины, продолжительности разгона и торможения механизмов и условий осуществления технологических операций.
Продолжительность перемещения груза и порожнего ГЗУ
t = Kсов Sti , (39)
где Ксов — коэффициент, учитывающий совмещение движений (принимают 0,7—1);
ti — продолжительность отдельного движения (подъема, горизонтального перемещения, поворота, спуска и т. д.).
Продолжительность отдельного движения машины
Ti = tп + ty + tт ., (40)
Где: tп — время пуска механизма, с (принимают 2—8 с),
ty — время установившегося движения, равное отношению пути перемещения к скорости, с,
tт — время торможения механизма, с (принимают 2—8 с).
Путь для каждого движения определяют в результате вычерчивания трассы (траектории) перемещения груза.
Для точного учета совмещения строят циклограмму (график цикла) и определяют совпадающие участки.
Производительность технологической линии определяется производительностью лимитирующего звена, в качестве которого принимают наиболее дорогую и производительную машину из состава линии. В подавляющем большинстве случаев — это причальный кран или перегружатель для вариантов работы, предусматривающих загрузку или разгрузку судна; кран или перегружатель на железнодорожном грузовом фронте при обработке открытого подвижного состава через склад; складская перегрузочная техника при обработке крытых вагонов по складским вариантам.
Расчет состава технологической линии. После определения производительности линии с учетом выражения (30) рассчитывают потребное число машин для каждой из технологических операций, кроме лимитирующей:
nм i = Pл /Pм i . (41)
Результат округляют до ближайшего числа в большую сторону, затем оценивают возможность одновременной работы полученного количества машин на конкретном рабочем месте. Если такс возможности нет, изменением технологии, увеличением масс подъема, грузоподъемности или других параметров машин увеличивают их производительность на рассматриваемой операции. В случаях, когда никакими реальными мерами не удается решить такую задачу, рассматриваемая операция становится лимитирующей и производительность линии принимается равной суммарной производительности максимального числа машин, которые могут в ней параллельно участвовать.
Численность рабочих в составе линии рассчитывают по оп рациям и далее результаты суммируют:
пр =Sпр i . (42)
Потребную численность рабочих на операциях ручного перемещения груза подсчитывают с учетом выражения (36). На остальных операциях число рабочих определяют согласно технологи требованиями ПБТП либо других правил или устанавливают натурными наблюдениями при испытаниях и опытной эксплуатации технологического процесса, подъемно - транспортных машин оснастки.
После определения численного состава и производительное технологической линии, пользуясь выражениями (14) и (16), по считывают трудоемкость перегрузки одной тонны груза и выработку на одного рабочего. Уровень комплексной механизации по каждой спроектированной технологической схеме определяется анализом содержания технологических операций, в нее входящих.
28. ВЫБОР ОПТИМАЛЬНОГО ВАРИАНТА И ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
В процессе проектирования технологии зачастую рассматривают несколько вариантов. В результате их сопоставления выбирают наилучший по комплексу показателей или по основному показателю. Такой вариант принято называть оптимальным, а показатель, по которому его выбирают, — критерием оптимальности. Независимо от того, производят сопоставление проектных вар антов, а если нет такой необходимости, так как технология определена однозначно, то выполняют технико-экономическое обоснование разработанного технологического процесса путем сравнения его с базовым (существующим, известным, широко распространенным).
Проектные варианты между собой, а также выбранный с базовым сопоставляют по различным критериям, изложенным в п.26, а также с учетом доступности реализации, которая оценивается, исходя из конкретных условий работы порта. Экономическая эффективность является важнейшим показателем технологического процесса и, как правило, служит критерием его оптимальности, поскольку наиболее полно отражает уровень затрат трудовых и материальных ресурсов.
С точки зрения экономической эффективности оптимальный вариант любого технологического решения выбирают по минимуму удельных приведенных затрат Зуд , р./(т - год), которые представляют собой сумму эксплуатационных расходов и капиталовложений, приведенных к году эксплуатации через нормативный коэффициент экономической эффективности капиталовложений:
Зуд == Эуд + ЕКуд = min, (43)
Где: Эуд —удельные годовые эксплуатационные расходы, р./(т - год);
Е — нормативный коэффициент экономической эффективности капиталовложений (Е=0,15);
Куд —удельные капиталовложения, р./т.
Величина, обратная нормативному коэффициенту экономической эффективности, является нормативным сроком окупаемости капиталовложений:
t = 1/E=6,7 года. (44)
Оптимальный вариант, выбранный по минимуму удельных приведенных затрат, проверяется по сроку окупаемости;
К/Э 6,7, (45)
Где: К — дополнительные капиталовложения при внедрении нового варианта, р.;
Э — экономия эксплуатационных расходов за счет внедрения нового варианта, р./год.
Дополнительные капиталовложения и экономию эксплуатационных расходов определяют в результате сопоставления проектного варианта с базовым:
K==Q(K![]() д
- K
д
- K![]() ,); (46)
,); (46)
Э=Q(Э![]() - Э
- Э![]() ), (47)
), (47)
Где: Q — годовой объем перегрузочных работ, тонно - операции.
Экономический эффект от внедрения проектной технологии:
З = Q(З![]() – З
– З![]() ). (48)
). (48)
При определении удельных эксплуатационных расходов учитывают, что изменение производительности технологической линии приводит к изменению расходов не только в самом порту, но и на флоте, а также в смежных видах транспорта, так как меняется стояночное время транспортных средств под грузовыми операциями и связанные с этим расходы по их содержанию на стоянке. В связи с этим в общем случае:
Эуд
= Э![]() +Э
+Э![]() ; (49)
; (49)
Где: Э![]() — удельные эксплуатационные расходы по перегрузочным работам в порту, р./(т.год);
— удельные эксплуатационные расходы по перегрузочным работам в порту, р./(т.год);
тс
Э![]() — удельные эксплуатационные расходы по транспортным средствам за время перегрузочных работ, р./(т.год).
— удельные эксплуатационные расходы по транспортным средствам за время перегрузочных работ, р./(т.год).
Величину Эуд определяют как сумму удельной основной и дополнительной зарплаты докеров, удельных отчислений на социальное страхование и удельных эксплуатационных расходов на перегрузочное оборудование и технологическую оснастку т.е.:
Э![]() = Э
= Э![]() + Э
+ Э![]() + Э
+ Э![]() + Э
+ Э![]() + Э
+ Э![]() . (50)
. (50)
Удельная величина основной зарплаты
Э![]() = ТФ, (51)
= ТФ, (51)
Где: Т—трудоемкость перегрузки одной тонны груза, из (14);
Ф — тарифная ставка докера за 1 ч работы на соответствующем грузе и технологическом процессе.
Удельную величину дополнительной зарплаты и доплат докерам определяют как долю от основной зарплаты:
Э![]() = Кд.з
Э
= Кд.з
Э![]() , (52)
, (52)
Где: Кд.з — коэффициент, показывающий отношение доплат и дополнительной заработной платы к основной зарплате, начисленной по нарядам (определяют по статистической отчетности порта).
Аналогичным образом удельное отчисление на социальное страхование:
Э![]() =Кс
(Э
=Кс
(Э![]() + Э
+ Э![]() ), (53)
), (53)
Где: Кс .— коэффициент отчислений от зарплаты докеров на социальное страхование (Кс =0,1).
Удельные эксплуатационные расходы на перегрузочное оборудование вычисляют как сумму удельных расходов по машинам каждого типа, входящим в состав технологической линии:
Э![]() = SCi
/Pм
i
• (54)
= SCi
/Pм
i
• (54)
Где: Ci — стоимость одного машино - часа работы машины i - го типа, р./машино - ч;
Pм i — производительность машины i - го типа определяют из выражения (15),т/смену.
Величину Сi определяют по калькуляциям порта или вычисляют по формуле:
Сi = (Са + Сп + Си )/tм + Ст + Сэ , (55)
Где: Са — отчисления на амортизацию и текущий ремонт (р./год);
Си — расходы на малоценный и быстроизнашиваемый инвентарь, которые принимают по отчетным данным порта, а при их отсутствии могут быть определены в размере 0,5% стоимости машины, р./год;
Сп — зарплата персонала, занятого техническим обслуживанием перегрузочного оборудования (р./год);
tм — время работы машины i - го типа за год (определяют как отношение: Q/Рм i ), ч;
Ст — расходы на топливо за 1 ч работы машины;
Сэ — расходы на электроэнергию за 1 ч работы машины.
Расходы на топливо:
Ст = 1,05Nhи gт Цт (56)
Где: 1,05 — коэффициент расходов на смазочные материалы;
N — мощность двигателя, кВт;
hи = 0,9 — коэффициент использования мощности двигателя;
gт — расход топлива за 1 ч работы машины, кг/ч;
Цт — стоимость 1 кг топлива, р.
Расходы на электроэнергию
Сэ =l,15hо hи Ns Цэ (57
Где: 1,15 —коэффициент расходов на смазочные и обтирочные материалы;
hо — коэффициент одновременной работы электродвигателей,
hо = 0,40,6;
hи — коэффициент использования мощности двигателей, для электропривода hи =0,75;
Ns — установленная мощность электродвигателей, кВт;
Цэ —стоимость 1 кВт электроэнергии, р.
Отчисления на амортизацию и текущий ремонт определяются как процент от стоимости машины:
Са = Цм (Ка + Кр ) / 100, (58)
Где: Цм — стоимость перегрузочной машины, р.;
Ка ., Кр — коэффициенты нормативных отчислений на амортизацию и текущий ремонт для машин соответствующего типа.
Если перегрузочные машины данного типа используют для перегрузки нескольких грузов, то соответствующую долю отчислений на амортизацию и текущий ремонт определяют пропорционально занятости машин на перегрузке рассматриваемого груза:
Са i = Са tм i / Stм i . (59)
Расходы по зарплате персонала, занятого техническим обслуживанием перегрузочных машин,
Сп = [1 + Кд.з + (1 + Кд.з ) Кс ] tм Фо То /24 (60)
Где: Фо — тарифная ставка для рабочих, занятых техническим обслуживанием, р./чел. - ч;
То — нормативная трудоемкость обслуживания машины в сутки, чел.ч/суг или нормо - ч/сут.
Удельные эксплуатационные расходы на технологическую оснастку
Э![]() =
=![]() т
i
, (61)
т
i
, (61)
где: m — число типов технологической оснастки;
Ст i — отнесенная на 1 т груза стоимость i - го типа технологической оснастки представляющей собой малоценный инвентарь, или расходы на амортизацию и текущий ремонт оснастки, относящейся к основному оборудованию.
Удельные эксплуатационные расходы по транспортным средствам за время перегрузочных работ зависят от стояночного времени и стоимости содержания транспортных средств на стоянке:
Э![]() = Stc
т
i
Kc
т
i
/ Sqi
,
(62
= Stc
т
i
Kc
т
i
/ Sqi
,
(62
Где: tc т i — время стоянки транспортного средства i - го типа в процессе перегрузочных работ, сут;
Kc т i — себестоимость содержания транспортного средства i - го типа на стоянке, р./сут;
Sqi — загрузка транспортного средства i - го типа, т.
Расходы по вагонам и автотранспорту весьма незначительны по сравнению с расходами по флоту и порту. Поэтому при сравнении вариантов их в большинстве случаев можно не учитывать
Удельные капиталовложения определяют как сумму удельных капиталовложений в перегрузочные машины Куд.м и технологическую оснастку Куд.т :
Куд = Куд.м + Куд.т , (63)
•при этом
Куд.м
. = S (Цм
i
/ Рм
i
t![]() Ки.м
) (64)
Ки.м
) (64)
Где: Цм i ; —стоимость машины i - го типа, р.;
Рм i — производительность машины i - го типа [определяют из выражения (15)] т/смену;
t![]() — годовой бюджет рабочего времени i - го типа, ч;
— годовой бюджет рабочего времени i - го типа, ч;
Ки.м — коэффициент использования бюджета рабочего времени машин i - го типа, зависящий от условий организации производства и определяемый по нормативам или по отчетным данным порта.
Удельные капиталовложения в технологическую оснастку определяются из выражения
Куд.т = S Цо i / Q, (65;
Где: Цо i — отнесенная на перегрузку данного груза стоимость технологической оснастки i - го типа, р.;
В случае если для реализации технологического процесса требуется проведение работ по строительству или реконструкции зданий или сооружений, в эксплуатационных расходах учитывают дополнительную амортизацию и ремонт, а в капиталовложениях — соответствующие затраты.
Расчеты по сравнению вариантов и определение экономической эффективности ведут только по изменяющимся в результате внедрения технологического процесса статьям затрат, остальные разделы опускают и не учитывают.
29. ПОНЯТИЕ О ТЕХНОЛОГИЧЕСКОМ ПРОЕКТИРОВАНИИ ПОРТОВ
Технологическое проектирование портов ведут с целью строительства и реконструкции. Чтобы в порту, который планируется построить, можно было выполнять нужные задачи, т. е. перегружать заданные грузы в плановом количестве и с требующейся интенсивностью, а также обеспечить необходимое комплексное обслуживание транспортных судов (бункеровку топливом, снабжение водой и др.), в его состав необходимо включить соответствующие объекты, должным образом их расположить и спланировать, придать им нужные параметры, разработать и оснастить технологические процессы. Эти вопросы разрабатывают на стадии технологического проектирования, т. е. они входят в технологическую часть проекта.
При проектировании может рассматриваться задача о строительстве (реконструкции) порта, грузового района, перегрузочного комплекса или его элементов, вспомогательных объектов или пунктов управления.
Под портовым перегрузочным комплексом понимают совокупность сооружений, зданий, оборудования, оснастки, транспортных и инженерных коммуникаций, обеспечивающих перегрузку одного или нескольких грузопотоков с водных транспортных средств на сухопутные или наоборот, а также с одних водных на другие, и объединенных в единое целое наличием одного или нескольких общих технологических элементов. Технологическими элементами ПК являются грузовые фронты (морской, железнодорожный, автомобильный) и склады краткосрочного хранения грузов.
Морской грузовой фронт предназначен для приема, загрузки - разгрузки и комплексного обслуживания судов, которое может быть осуществлено в ходе грузовых операций. Он включает один или несколько причалов с подъемно - транспортным оборудованием и оперативную площадку для передачи грузов от причальных машин складским и обратно. Железнодорожный и автомобильный грузовые фронты предназначены для приема и загрузки - разгрузки соответственно железнодорожного подвижного состава и магистрального автотранспорта. В ЖГФ включают один или несколько железнодорожных путей, обслуживающие их перегрузочные машины и оперативную площадку (с рампами, эстакадами или без них) для передачи груза от одних подъемно - транспортных машин другим (от машин, непосредственно осуществляющих вагонные операции, к складским или обратно). В АГФ включают площадки для приема магистрального автотранспорта, подъемно - транспортные машины и оперативную площадку. Для ведения перегрузочных работ по прямому варианту грузовые фронты могут совмещаться.
Перегрузочные комплексы делят на специальные и универсальные.
Специальный перегрузочный комплекс предназначен для пере грузки одного или группы однородных в технологическом отношении грузов каждый СПК имеет единый, наиболее эффективный для данного груза технологический процесс с уровнем комплекс ной механизации, как правило, равным 100%, и относительно высокой степенью автоматизации отдельных операций. СПК оснащают высокопроизводительным специальным подъемно - транспортным оборудованием. Специальные перегрузочные комплексы обеспечивают наиболее высокую производительность труда и интенсивность обработки транспортных средств. При стабильных грузопотоках они гарантируют максимальную экономическую эффективность.
Универсальные перегрузочные комплексы предназначены для обслуживания нестабильных, меняющихся, пульсирующих и случайных грузопотоков. Их достоинством является гибкость схем! механизации, многообразие доступных технологических процессов и грузов. УПК оснащают относительно малопроизводительным универсальным перегрузочным оборудованием. Их технологические процессы предусматривают использование относительно большой доли ручного труда. Интенсивность обработки транспортных средств на УПК в 8—12 раз ниже, чем на СПК.
С целью повышения эффективности работы (производительности труда и интенсивности обработки транспортных средств) УПК оперативно специализируют по роду груза или направлению перевозок. В результате по техническим возможностям ПК функционируют как оперативно специализированные универсальные перегрузочные комплексы. Такая временная специализация не дает возможности достичь показателей специальных комплексов, но позволяет в 2—4 раза повысить показатели УПК.
Технологическое проектирование портов и их перегрузочных комплексов включает:
1. группировку и распределение грузопотоков, выбор и обоснование типа перегрузочных комплексов;
2. разработку технологической планировки комплексов, выбор и обоснование их схем механизации;
3. разработку проектной технологии перегрузочных работ установлением основных показателей;
4. определение структуры и параметров технологических элементов перегрузочных комплексов;
5. расчет потребного парка подъемно - транспортной техники и технологической оснастки.
Кроме того, принципиально разрабатывают систему организации работы.
По мере развития технологии перевозок и перегрузочных работ НТП периодически корректируют и совершенствуют, разрабатывают дополнительные разделы. Неизменными остаются два важнейших принципа проектирования: условие соответствия пропускной способности всех технологических элементов перегрузочных комплексов гармоничного развития основных и вспомогательных объектов порта и принцип комплексной оптимизации при принятии проектных решений, заключающийся в том, что в качестве основного критерия используют условие минимизации суммарных затрат общественного труда (расходов) по порту, флоту и смежным видам транспорта при капитальном строительстве и эксплуатации
Первые три задачи технологического проектирования портов решают в соответствии с методикой и принципами, в основном изложенными в пп. 8 и 25—28. Принципы и методы определения структуры комплексов и расчеты параметров их элементов зависят от типа комплекса и технологии перегрузочных работ. Для УПК и каждого из типов СПК они изложены в НТП. Парк подъемно - транспортных машин и технологическую оснастку рассчитывают согласно НТП и в соответствии РД «Инструкция по обоснованию специализации причалов, потребных ресурсов порта в годовом периоде, содержащая оптимизационные решения».
Глава 6
ТЕХНОЛОГИЯ ПЕРЕГРУЗКИ ТАРНО-ШТУЧНЫХ ГРУЗОВ.
30. ОБЩИЕ УСЛОВИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ С ТАРНО-ШТУЧНЫМИ ГРУЗАМИ
Общими чертами транспортной характеристики тарно-штучных грузов являются малые размеры и масса грузового места; большое разнообразие тары, ее параметров и физико-химических свойств, непосредственно влияющих на перегрузочный процесс, относительно плохая приспособленность к комплексно - механизированной высокопроизводительной перегрузке. В связи с этим трудоемкость их перегрузки значительно выше, чем других грузов, а производительность труда и интенсивность обработки транспортных средств намного ниже. Почти все эти грузы (кроме пробки в кипах, барабанов кабеля и троса, ряда бочковых и некоторых других) требуют крытого хранения, перевозят их в крытом железнодорожном подвижном составе и во внутренних грузовых помещениях судов.
С целью улучшения транспортно - технологической характеристики тарно-штучные грузы пакетируют. Это дает возможность увеличить массу и размеры одного грузового места, унифицировать форму и параметры, создать условия для механизированного захвата и отцепки и, в конечном итоге, обеспечивает комплексную механизацию перегрузочных процессов, значительное повышение производительности труда (на 40—80%) и интенсивности обработки транспортных средств (на 25—60%), снижение расходов на перевозку и производство грузовых работ. Пакетирование целесообразно производить непосредственно у грузоотправителя. В таком случае пакетные перевозки осуществляют по схеме «от двери до двери», т. е. груз транспортируют пакетами от отправителя до получателя. При поштучном предъявлении груза к перевозке его можно пакетировать в порту отправления в процессе выгрузки из сухопутных или речных транспортных средств. Если далее груз в пакетированном виде отправляют до порта назначения и в нем расформировывают, то такие перевозки называют межпортовыми. Эффективность их много ниже, чем по схеме «от двери до двери», поскольку значительную часть перегрузочных операций в процессе доставки товара от отправителя к получателю осуществляют с непакетированным грузом.
Межпортовые пакетные перевозки, несколько уменьшая, а при использовании строп - лент в качестве пакетообразующего средства даже увеличивая трудоемкость и стоимость перегрузочных работ в порту отправления, обеспечивают при правильной технологии перевозки и применении судов соответствующих типов существенное снижение стояночного времени и увеличение провозной способности флота, а также дают значительный положительный эффект в порту назначения.
В межпортовых перевозках целесообразно использовать многооборотные пакетообразующие средства, и в первую очередь поддоны.
При беспакетной перевозке на судах и в вагонах тарно-штучные грузы, как правило, пакетируют для перегрузочных операций и хранения или укрупняют (объединяют) в многоместные «подъемы» с помощью групповых ГЗУ только для перегрузки при поштучном хранении. Таким образом, характерной особенностью технологии портовых перегрузочных работ с тарно-штучными грузами является их укрупнение в многоместные транспортные единицы, которые сохраняют на всем протяжении транспортного процесса либо его морской части, в течение внутрипортовой перегрузки и хранения только на время выполнения одной или нескольких перегрузочных операций. Поштучное перемещение тарно-штучных грузов по одному на всем протяжении технологического процесса в портах применяют исключительно редко на специальных комплексах, оснащенных машинами непрерывного транспорта, непосредственно взаимодействующими с технологическими линиями промышленных предприятий, которые расположены на территории порта или в непосредственной близости от него.
Другой особенностью технологии перегрузки тарно-штучных грузов является большое разнообразие применяющихся подъемно - транспортных машин, технологической оснастки и приемов производства работ. Все это делает технологическую подготовку производства порта к приему таких грузов весьма сложным, трудоемким и длительным процессом.
Поддоны (рис. 31) являются общим для всех тарно-штучных грузов пакетообразующим средством. Их различают по материалу изготовления (деревянные, металлические, пластмассовые, картонные, комбинированные); по конструкции (одно - и двух настильные), по числу сторон, с которых погрузчик может взять поддон двухвилочным захватом (двух - и четырехзаходные); по размерам в плане (800Х1200, 1000Х1200, 1200Х1600, 1200х1800 мм и др.); по наличию выступающих торцевых консолей одного либо двух настилов для застропки специальными подвесками (без - консольные и с консолями); по наличию гребенчатой поверхности на настиле для ввода много вилочного захвата погрузчика под груз на поддоне с целью механизированного снятия без применения ручного труда (плоские и гребенчатые).
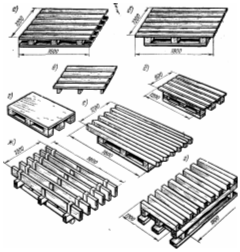 |
Рис. 31 Типы поддонов для пакетированных тарно-штучных грузов - а - плоский с консолями, двухзаходный, с равноценными настилами; б - плоский двухзаходный с уменьшенный нижним настилом и консолями по верхнему настилу, в - плоский двухзаходный, однонастильный, с консолями, г - плоский четырехзаходный, со сплошным верхним настилом, бесконсольный, д - плоский, четырехзаходный, с уменьшенным нижним настилом и консолями по верхнему настилу, е - гребенчатый, двухзаходный с продольными гребнями, уменьшенным нижним настилом и консолями по верхнему настилу, ж - гребенчатый, двухзаходный с продольными гребнями, уменьшенным нижним настилом и консолями по верхнему настилу, комбинированный (основание металлическое, гребни из дерева или пластика), з - гребенчатый, двухзаходный с поперечными гребнями и консолями |
Деревянные однонастильные двух - и четырехзаходные поддоны имеют меньшие массу и стоимость, однако обладают и меньшей прочностью и долговечностью. Поэтому их используют, как правило, в качестве невозвратных пакетообразующих средств при перевозках по схеме «от двери до двери». Деревянные двух настильные двухзаходные поддоны с консолями наиболее широко распространены в портах, их применяют для внутрипортовых перегрузочных операций, а также при межпортовых пакетных перевозках.

Рис. 32. Погрузчик с многовилочным захватом и сталкивателем
Размеры поддонов в плане связаны с их кратностью размерам транспортных средств (вагонов, автомашин) и контейнеров. Поддоны 800Х1200 мм применяют для железнодорожных перевозок, так как внутренняя ширина кузова всех вагонов между выступающими планками 2654 мм, а 50—60 мм рациональный зазор между пакетами при штабелировании погрузчиком. Поддоны больших размеров применяют для портовых работ и межпортовых перевозок. При этом предпочтительны поддоны с размерами 1200Х 1800 мм, так как они позволяют создать более удобный и устойчивый пакет из большинства тарно-штучных грузов
Гребенчатые поддоны предназначены, в основном, для перегрузки и внутрипортового хранения грузов пакетами при поштучном прибытии и отправлении. Они позволяют без применения ручного труда снять груз с поддона и уложить в штабель, используя, погрузчик с многовилочным захватом и сталкивателем (рис. 32). Вилы вводят между гребнями под груз, при подъеме вил пакет снимается с поддона; затем погрузчик, подъехав к штабелю, располагает вилы с грузом над местом укладки и, упираясь в груз сталкивателем, отъезжает назад, вынимая при этом захват из - под груза.
Гребни могут располагаться вдоль или поперек поддона. С поперечным расположением гребней поддоны предназначены для грузов, прибывающих в порт на сухопутных транспортных средствах и отправляемых морем, поскольку с таких поддонов снять пакет можно только целиком и, следовательно, при массе пакета 2—3 т (что соответствует размерам поддона) сделать это может только погрузчик грузоподъемностью не менее 3 т, а такие машины работают только в грузовых помещениях судов. Поддоны с продольными гребнями при размерах в плане 1200х1800 мм позволяют формировать делимый на две равные части пакет (рис. 33). Таким образом, подъезжая с торцевых сторон, погрузчик грузоподъемностью 1,5 т может разобрать пакет последовательно по частям. В связи с этим поддоны с продольными гребнями применяют, в основном, для грузов, прибывающих в порт морем и отправляемых по железной дороге, а также в крытых автомашинах либо контейнерах. Кроме того, такие поддоны можно применять при перегрузочных работах по прямому варианту из вагонов либо автомашин в твиндеки судов, где успешно работают погрузчики грузоподъемностью 1,5 т.
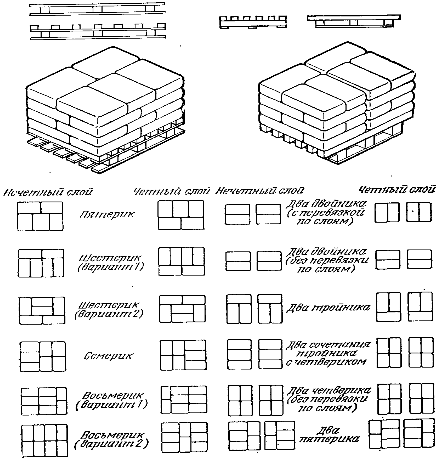
Рис. 33. Схемы формирования пакетов - мешков на плоских и гребенчатых поддонах
Металлические поддоны по конструкции аналогичны деревянным Они легче и долговечнее, но в портах не нашли широко распространения из - за более сложной и трудоемкой технологии изготовления, а также в связи с дефицитностью тонколистового металла, из которого их штампуют. Пластмассовые поддоны имеют минимальную массу, но стоимость их больше; в портах пока их не применяют. Картонные поддоны в мировой практике используют только в. опытном порядке для специальных целей. Комбинированные металлодеревянные поддоны (рис. 31, ас) удобны в ремонте и достаточно долговечны, технология их изготовления несложная, масса небольшая.
Строп - ленты являются вторым по универсальности пакетообразующим средством после поддонов. Их широко используют для мешковых грузов и применяют для кип, тюков, коробок, ящиков и некоторых неупакованных грузов (автопокрышки и т. д.).
По сравнению с поддонами строп - ленты имеют три основных преимущества: не занимают полезного объема грузовых помещений транспортных средств; застройка и отстропка пакетов при перегрузке кранами много проще и удобнее, чем при использовании поддонов, могут одновременно поднимать 4, 6, 10 пакетов и более (пакеты же на поддонах более чем по два сразу почти никогда не перегружают). Ленточные пакетообразующие средства доступнее и дешевле, чем поддоны. Однако строп - ленты имеют и серьезные недостатки: относительно большие неудобства при перегрузке погрузчиками; серьезные трудности при штабелировании в связи с не совсем правильной геометрической формой пакетов и склонностью к разваливанию; повышенная трудоемкость формирования и увязки пакетов по сравнению с использованием поддонов, поэтому пакеты в строп - лентах штабелируют на складах и перегружают погрузчиками с помощью поддонов, устанавливая их по два на один поддон. Наиболее эффективны невозвратные строп - ленты при перевозке по схеме «от двери до двери». Для внутрипортовой перегрузки при поштучной перевозке строп - ленты в большинстве случаев не эффективны и, как правило, их не применяют.
Другие пакетообразующие средства имеют более узкую область применения на отдельных грузах или группах однородных грузов.
На универсальных портовых перегрузочных комплексах осуществляют грузовые операции с тарно-штучными грузами. В зависимости от структуры грузооборота используют УПК нескольких типов: с крытыми складами без открытой складской площади, с открытой складской площадью на прикордонной территории и крытым складом в тылу или, наоборот, только с открытой складской площадью. Крытые склады могут быть одно - и многоэтажными, однако из-за малых сроков хранения грузов в портах наиболее эффективны в большинстве случаев одноэтажные.
Рампы используют в районе крытых и открытых складов с морской и тыловой стороны, на прикордонной территории и в тылу. Рампы предназначены для обработки крытого железнодорожного подвижного состава и автотранспорта. Вместо стационарных рамп можно использовать переносные столы - рампы, однако в этом случае продолжительность подготовительно - заключительных и переходных операций технологического процесса увеличивается на 0,5—1,5 ч в смену, т.е. производительность технологической линии снижается в среднем на 15%. Поэтому вместо столов - рамп (этот метод является отсталым) перегрузочные комплексы должны оснащать стационарными рампами и пандусам для въезда на них погрузчиков.
Для перегрузочных работ применяют почти весь парк универсальных подъемно - транспортных машин портов (краны различных типов, автопогрузчики, внутрипортовые транспортные средства).
Наиболее эффективны следующие машины:
- на причалах — поворотные портальные краны грузоподъемностью 5т в крытых складах — автопогрузчики грузоподъемностью 3—5 с высотой подъема 4,5—5,5м и приводом от ДВС при наличии нейтрализаторов выхлопных газов;
- на открытых складах — те же погрузчики (независимо от наличия нейтрализаторов) и пневмоколесные краны;
- на судовой операции — автопогрузчики грузоподъемностью 4—7т повышенной маневренности с дизельным приводом, гидродинамической трансмиссией, нейтрализатором выхлопных газов, с высотой подъема 5,5м и более при двойной телескопии в грузоподъемнике;
- на вагонной операции — дизельные высокоманевренные автопогрузчики грузоподъемностью 1,5т гидромуфтой, нейтрализатором и высотой подъема не менее 2,2м при строительной высоте не более 1,8м;
- на внутрипортовой транспортной операции — портовые тягачи с полуприцепами - платформами и ролл - трейлерами длиной 12м.
31. МЕШКОВЫЕ ГРУЗЫ
Мешки используют для упаковки, в основном, сыпучих грузов (мука, рис, сахар, цемент и др.). Широко распространены мешки бумажные (как правило, многослойные), джутовые (с полиэтиленовой внутренней упаковкой и без нее) и из синтетически материалов (чаще всего полиэтиленовые). В бумажных мешка перевозят глинозем, цемент, частично натуральный каучук, кальцинированную соду и т.д., они весьма мало прочны, легко повреждаемы при перевозке и перегрузке, поэтому при ручных перегрузочных операциях не допускается применение крючков, лапок с иглами и других прокалывающих приспособлений, несколько облегчающих труд рабочих. Масса бумажных мешков от 30 до 80 кг, длина 700—950 мм, ширина 350—500 и высота (толщина) 100—200 мм. Джутовые мешки без дополнительной внутренней упаковки наиболее широко распространены, их используют для продовольственных и многих других грузов. Масса таких мешков от 50 до 110 кг, длина 900—1050 мм, ширина 450 - 650, высота 180—300 мм. Джутовые мешки с полиэтиленовой внутренней упаковкой применяют, в основном, для затаривания различных химических грузов (удобрений и др.). Они имеют те же размеры, что и мешки с внутренней дополнительной упаковкой, их масса колеблется от 50 до 80 кг. Многие джутовые мешки имеют с одной из узких сторон двойную ушивку или так называемые «ушки» по углам, что облегчает их ручную перегрузку, но весьма усложняет пакетирование на автоматических пакетоформирующих машинах.
В качестве пакетообразующего средства для мешков при пакетной перегрузке и хранении в условиях поштучной перевозки наиболее эффективны и широко применяют плоские и гребенчатые поддоны с размерами в плане 1200Х1600 и 1200Х1800 мм. Схемы формирования пакетов - мешков на плоских и поперечно - гребенчатых поддонах 1200Х1600 мм, а также продольно - гребенчатых 1200Х1800 мм показаны на рис. 33. Более устойчивы и удобны при перегрузке и хранении пакеты, сформированные с перевязкой по слоям.
Принципиально технологический процесс перегрузки в портах мешковых грузов, которые привозят и отправляют поштучно» представляет собой формирование пакетов в грузовом помещении транспортного средства, доставившего груз, пакетную перегрузку и хранение, затем расформировывание пакета при укладке на транспортное средство, отправляющее мешки.
В процессе судовой операции шесть — восемь докеров, работая соответственно тремя - четырьмя парами, формируют одновременно в разных местах трюма (твиндека) пакеты вручную. Двое рабочих одновременно поднимают мешки за узкие стороны и укладывают на поддон в требуемое положение. Для удобства работы выгрузку ведут уступом в несколько слоев. При этом число слоев должно быть не более разрешенного правилами безопасности труда. При наличии подпалубных пространств докерам приходится переносить мешки на некоторое расстояние из-под палубы к поддону, который располагают у края люка.
По команде сигнальщика кран опускают и нацеливают на сформированный пакет подвеску для перегрузки поддонов или крановый двухвилочный захват. Очередная пара докеров в трюме производит застропку, отходит на безопасное расстояние, и пакет переносится на рампу, где пара докеров передаточного звена направляет его на место установки. Груз опускают и отстрапливают.
При работе по прямому варианту пакет ставят на стационарную рампу у соответствующего вагона или на поворотный круг, расположенный на столе - рампе возле вагона. Далее вагонный автопогрузчик подъезжает, вводит многовилочный захват между гребнями и, снимая груз полупакетами последовательно, транспортирует его в вагон и укладывает в штабель. В торцевых частях стопки мешков (полупакеты без поддона) укладывают поперек вагона по два, а в дверном проеме — вдоль его.
При работе через склад пакеты на поддонах поднимают на причале складскими автопогрузчиками с помощью вилочных захватов, доставляют к штабелю и устанавливают на место. Штабель формируют с перевязкой пакетов по слоям и с уступом по краю в соответствии с требованиями ПБТП. В процессе отгрузки со склада пакеты снимают со штабеля погрузчиком, доставляют на рампу и далее, если они были сформированы на гребенчатых поддонах, грузят в вагон по прямому варианту. В случае нехватки гребенчатых поддонов для хранения груза на складе пакеты доставляют на рампу на плоских поддонах, а специально выделенные два - четыре докера передаточного звена перекладывают их вручную на гребенчатый поддон у вагона или непосредственно на многовилочный захват вагонного погрузчика. Более эффективно производить перекладку на поддон, так как при этом вагонный погрузчик не теряет времени на простой.
Пакеты мешков на судне можно формировать не вручную, а с помощью малогабаритных трюмных кранов ТК - 1, которые переставляются портальным краном с одного места на другое. При этом один рабочий управляет краном ТК - 1, а другой накладывает захваты на мешки, переходит вместе с поднятым и транспортируемым мешком к поддону и производит отстропку. Таким образом, удается механизировать наиболее трудоемкую, физически весьма тяжелую работу. Однако одному из двух докеров, работающих с краном ТК - 1, приходится достаточно много двигаться с каждым мешком. Недостаток технологии, предусматривающей использование трюмных кранов, — некоторое ограничение производительности судовой операции, а при работе вручную пара докеров, хотя и устает значительно сильнее, но успевает сделать значительно больше работы (на 15—30% в зависимости от физических возможностей конкретных людей). Кроме того, при работе вручную судовое звено можно безболезненно увеличивать до 10 чел, а кранов ТК - 1 больше двух или, при самых больших люках, трех в трюм не поставить, да и на перестановку их в процессе работы тратится время. В связи с этим, при выгрузке на склад, когда производительность технологической линии лимитируется производительностью судовой операции, краны ТК - 1, как правило, не используют. При работе по прямому варианту, когда лимитирующей является вагонная операция, даже если одновременно грузятся два вагона одной линией, краны ТК - 1 более эффективны и их применяют при перегрузке преимущественно тяжелых мешков массой более 100 кг (сахар - сырец и рис).
Технологические схемы, предусматривающие тяжелый ручной труд на операции по погрузке мешков в вагоны, являются крайне отсталыми, неэффективными и их применяют только при чрезвычайных обстоятельствах прибытие груза в гнилой, расползающейся таре в результате подмочки в рейсе или других причин, а также участие в грузовых работах временно привлеченных бригад рабочих, которые не имеют прав на управление погрузчиками и их невозможно обеспечить техникой с водителями порта.
При загрузке вагонов вручную подъемы формируют в трюме на кольцевых стропах пары докеров (как и пакеты на поддонах) и расформировывают у вагона, на грузовом столе мешки подают докеры передаточного звена на спину рабочим вагонного звена. Докеры в вагоне, двигаясь цепочкой, переносят мешки к месту укладки, сбрасывают в штабель и поправляют, придавая им ровное положение.
Отправляемые морем мешковые грузы перегружают в обратном порядке.
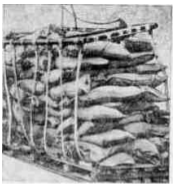
Рис. 34. Многостопная подвеска при подготовке к снятию пакета с плоского поддона
Вагонная операция по всем технологическим схемам представляет собой формирование вручную пакетов на поддонах или «подъемов» на стропах. Пакет формируют: 1) непосредственно у штабеля внутри вагона; 2) вне его, на рампе или причале. В первом случае докеры только перекладывают мешки из штабеля на поддон, а дальше пакеты вывозятся из вагона на рампу погрузчиком с вилочным захватом или на роликовой тележке, которую толкают вручную. Если масса пакета не превышает 1,5т, целесообразно применять погрузчик, а если масса пакета более 1,5 т и грузоподъемность вагонного погрузчика недостаточна, используют роликовые тележки. Во втором случае докеры берут мешки из штабеля, переносят их по одному к просвету двери и формируют «подъем или пакет» за пределами вагона. Такая операция связана с большой физической нагрузкой.
Поддоны применяют при работе через склад, а также при перегрузке мешков по прямому варианту под палубу. При перегрузке отправляемых морем мешков нет острой необходимости в гребенчатых поддонах для пакетного хранения на складе, поскольку операции снятия и перекладки неделимых пакетов с плоских поддонов механизированы, для этого используют многостропные подвески (рис 34) или кантователь пакетов к погрузчику.
Многостропная подвеска состоит из двух комплектов специальных стальных стропиков с грушами по концам либо синтетических лент и прижимной рамки с замками для груш или лент. Стропики или ленты расстилают у вагона на рампе или причале в специальных поддонах с гнездами либо без них и на них формируют подъем или продергивают специальными проволочными протяжками между досками верхнего настила плоского поддона под грузом. В последнем случае пакеты, доставляемые со склада погрузчиками, расставляют вплотную друг к другу в ряд на причале, докеры передаточного звена вводят протяжки между досками, вставляют концы стропов или лент в замки протяжек и протаскивают под грузом. Кран опускает рампу подвески на пакеты, оба конца каждого стропика вставляют в гнезда подвески и кран натягивает стропы. При этом за счет действия рычажной системы подвески «подъем» мешки обжимаются снизу, с двух боков и сверху, что обеспечивает их устойчивость. Далее кран переносит «подъем» в трюм и устанавливает в штабель на просвете люка или на шашечный поддон. В штабеле докеры судового звена вынимают из гнезд концы стропов или лент с одной стороны подъема и кран, поднимая подвеску, извлекает стропы (ленты) из-под груза без разрушения подъема. На шашечном поддоне стропики или ленты вытягивают рабочие из-под груза через продольные проемы, далее судовой погрузчик вводит многовилочный захват в поперечные проемы между «шашками» под груз, поднимает, перевозит и укладывает его в штабель под палубой.
Стальные стропики с грушами применяют при перегрузке прочных джутовых мешков, а синтетические ленты — для слабых джутовых, бумажных и полиэтиленовых мешков.
Применение кантователя пакетов позволяет избежать продергивания стропов (лент) под грузом на плоских поддонах и отказаться от шашечных поддонов, на которых пакеты мешков неустойчивы и частично разваливаются. Однако кантователи пакетов пока получили ограниченное распространение, так как погрузчик с кантователем — это дополнительная машина и необходим еще рабочий в составе технологической линии, а главное, эксплуатация этой узкоспециальной машины связана с трудностями. Кроме того, Многостропная подвеска в любом случае наиболее эффективна для загрузки просвета люка.
При перегрузке через тыловые склады в состав соответствующих технологических схем добавляются два - три тягача с прицепами или полуприцепами и их водители. Наполнение и опорожнение контейнеров, а также загрузка и разгрузка магистрального автотранспорта не отличаются от обработки вагонов.
В случае поштучного поступления и пакетной отправки морем мешковых грузов, а также пакетного прибытия и поштучного отправления сухопутными видами транспорта технология формирования и расформирования пакетов на поддонах не отличается от описанной выше. Судовые операции при этом осуществляют в соответствии с технологией, изложенной в п. 39.
Необходимо рассмотреть формирование и расформирование пакетов - мешков в строп - лентах. Для формирования пакетов нижние, несущие ленты раскладывают в специальном поддоне - кондукторе или без него, мешки пакетируют по нужной схеме, затем на пакет укладывают верхние стягивающие ленты, концы которых продевают в замки или увязывают (в зависимости от типа строп - лент) и предварительно обтягивают вручную.
Далее пакет стропят и поднимают краном или погрузчиком за петли для окончательной затяжки замков или узлов. При расформировании развязывают вручную узлы или размыкают с помощью специальных ключей замки и нижние ленты вручную или машиной извлекают из-под пакета. Формирование производят при выгрузке мешков из вагона (автомашины), а расформирование — при загрузке вагонов после укладки на место и в штабель.
Ближайшие перспективы развития технологии перегрузки мешков в портах связаны с заменой плоских поддонов на гребенчатые и с экспериментами по созданию кантователей либо иного типа перекладчиков делимых пакетов с плоских поддонов на гребенчатые, что дает возможность ликвидировать ручную перекладку на рампе при перегрузке прибывших морем грузов. Предпочтительным и наиболее эффективным решением является применение гребенчатых поддонов, предпринимают попытки облегчить и интенсифицировать операции по выгрузке мешковых грузов из вагонов и формированию в пакеты или загрузке в контейнеры с помощью комплекса конвейерных машин и автоматических пакетоформирующих агрегатов. Недостатки таких машин: их высокая стоимость, громоздкость и весьма узкая специализация, для их применения необходимо создавать специальные участки (склады и железнодорожные грузовые фронты); на описанном комплексе сохраняется тяжелый ручной труд по перегрузке мешков в вагоне из штабеля на конвейер
Для отправляемых морем мешковых грузов ближайшие перспективы развития технологии связаны с повышением степени механизации судовых операций за счет использования судов открытого типа, улучшения конструкции грузовых помещений, применения новых погрузчиков с большой высотой подъема, а также фальшпайолов из металла и многослойной фанеры для перемещения погрузчиков по грузу при заполнении верхних зон подпалубного пространства на крупнотоннажных судах.
Таким образом, главной проблемой технологии перегрузки мешковых грузов является отсутствие реальных приемлемых путей комплексной механизации и интенсификации вагонной операции для прибывших по железной дороге грузов и судовой операции — для прибывших морем в связи с этим основная перспектива развития технологии перевозки и перегрузки мешковых грузов заключается в их полной пакетизации и контейнеризации с доставкой в укрупненном виде по схеме «от двери до двери», т.е. в ликвидации мешков как рода груза на транспорте Крупные перевалочные базы, которыми являются морские и речные порты, не должны иметь дело с мешками в поштучном виде — в этом заключается реальный и наиболее эффективный путь решения проблемы. Более доступной является пакетизация мешковых грузов с помощью строп - лент и полиэтиленовой пленки. Следует ожидать наиболее интенсивного развития перевозок с использованием именно этих средств в ближайшем будущем, хотя будут расширяться и перевозки на поддонах и в контейнерах
32. ЯЩИЧНЫЕ ГРУЗЫ
К ящичным, относятся грузы в деревянных и фанерных ящиках и обрешетках, а также картонных коробках, которые имеют правильную геометрическую форму куба или параллелепипеда. Macса одного ящика с грузом может колебаться в весьма широки пределах от 20 кг до 300т. Рассматривая технологию, перегрузи ящичных грузов, целесообразно ограничить их максимальную массу до 3т, отнеся все остальное к категории оборудования и тяжеловесов. Размеры таких ящиков длина 400—1600мм, шири на 250—900, высота 100—1300 мм. У картонных коробок размеры меньше.
В ящиках перевозят табак, чай, запасные части, консервы, и другие грузы в картонных коробках в основном транспортирую консервы
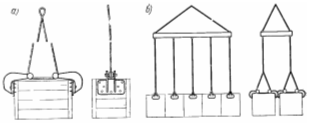
Рис 35 Застропка ящиков рычажно-полнспастными крановыми захватами с шипами на колодках: а — захват; б — подвеска с захватами.
С точки зрения технологии перегрузочных работ ящики разделяют на прочные, допускающие застропку и перемещение крановыми рычажно-полиспастными захватами с шипами на колодка (рис 35), сжатие при подъеме и транспортировании боковым гидрозахватами погрузчиков, и непрочные, не допускающие применения таких приемов работ и приспособлений. Непрочные ящики при поштучной перевозке перегружают аналогично мешковым грузам, т.е. формируют в пакеты на поддонах вручную при выгрузке из доставившего транспортного средства, транспортирую, и хранят в порту пакетами, затем при отгрузке из порта снимаю с поддона, и укладывают поштучно в грузовых помещениях транс портных средств, осуществляющих вывоз груза.
Технология перегрузки таких ящиков почти не отличается о технологии производства работ с мешками, за исключением того, что непрочные ящики в меньшей степени, чем мешки, допускаю перегрузку многовилочными захватами и сталкивателями. Поэтому при загрузке вагонов, контейнеров, автомашин и особенно, судов комплексно механизировать технологически процесс удается реже и соответствующие конечные операции технологических линий, как правило, выполняют вручную в связи с этим полная пакетизация и контейнеризация грузов в непрочных ящиках является еще более насущной задачей, чем мешков.
Технологические процессы с грузами в прочных ящиках поддаются в значительной степени комплексной механизации за счет применения захватов групповых зажимных для кранов и боковых для погрузчиков. Доставленные в порт морем ящики стропят в грузовом помещении судна с помощью крановых захватов, навешенных на раму подвески, выгружают на причал групповыми «подъемами» по 4—16 ед. одновременно и укладывают краном на заранее расставленные вплотную поддоны. В трюме, при необходимости, докеры для застропки несколько раздвигают ящики ломиками. На поддонах рабочие передаточного звена после отстропки поправляют и разравнивают ящики. За первым слоем ящиков с судна выгружают и укладывают на поддоны второй слой и так далее до окончания формирования пакетов на всю высоту. Пакеты формируют с перевязкой по слоям или без нее. В последнем случае при неустойчивом положении ящиков в пакете, верхний слой перед транспортированием погрузчиком должен быть скреплен клейкой лентой, канатными обвязками или иным способом.
Разборку штабеля в трюме ведут по слоям. При значительных подпалубных пространствах, не позволяющих осторожно подтянуть ящики без повреждения и отклонения крановых канатов от вертикали при предварительном натягивании краном стропов, их приходится вручную доставлять к просвету люка переноской или кантовкой от себя. После подтяжки, если она применялась, подъем должен быть в обязательном порядке остановлен для проверки правильности положения захватов и перестропки части из них при необходимости.
В пакетах на поддонах ящики транспортируют погрузчиками с вилочными захватами на склад, штабелируют и подвозят к вагонам или автомашинам для отправки. Здесь ящики вагонными погрузчиками с вилочными захватами и сталкивателями или боковыми гидрозахватами снимают с поддонов по одному, по два или более в зависимости от размеров и массы и штабелируют в вагоне либо кузове машины. Более широко применяют боковые захваты.
Весьма прочные ящики достаточно больших размеров можно транспортировать и штабелировать на складах без поддонов складскими погрузчиками с боковыми гидрозахватами (например, импортный табак и др.).
Применение для каждого конкретного груза в ящиках той или иной технологии определяется рабочей технологической документацией портов. Кроме того, допустимость применения крановых зажимных захватов и боковых гидрозахватов погрузчиков для каждой поступающей партии груза проверяет производитель работ (старший или сменный стивидор, начальник грузового склада или его заместитель) путем осмотра и пробных подъемов (т.е. испытанием) в начале выгрузки данной партии и согласовывает днем со старшим технологом и инженером по технике безопасности района, а в ночное время со сменным диспетчером. Это правило обеспечения безопасности труда, сохранности груза и техники является обязательным для всех грузов
Ящики, отправляемые морем, перегружают, в основном, теми же технологическими приемами и средствами, но в обратной последовательности. На судно прочные ящики подают краном пакетами на поддонах или зажимными захватами в виде групповых подъемов. Штабелирование под палубой производят погрузчиками, а в грузовых помещениях, где они не могут работать, — вручную. В подпалубном пространстве при загрузке погрузчиками - штабель формируют устойчивой стенкой с наклоном в сторону борта (переборки). Если при этом устойчивость стенки обеспечить не представляется возможным, подпалубное пространство загружают вручную.
Для грузов в прочных ящиках есть определенная перспектива развития технологии перегрузки не только при пакетном и контейнерном, но и при поштучном методе перевозки. Заключается она в применении судов открытого типа и более эффективных погрузчиков на судовых работах, в том числе допускающих формирование штабеля в подпалубном пространстве не стенкой, а уступом. Совершенствуют также методы механизированной загрузки рефрижераторных вагонов, где есть ограничения для работы погрузчиков.
33. КИПОВЫЕ ГРУЗЫ
К киповым относятся грузы в плотноспрессованных и слабоспрессованных кипах. С технологической точки зрения целесообразно слабоспрессованные кипы объединить в одну группу с тюками и рассмотреть отдельно.
В плотноспрессованных кипах (в дальнейшем для краткости — кипах) перевозят: хлопок, целлюлозу, джут, шерсть, сизаль, мешковину, пробку, натуральный каучук и др. Характерные размеры кип: длина 700—1300 мм, ширина 450—850, высота 350—600 мм. Масса одной кипы 100—600 кг. Большинство киповых грузов имеют массу одного места 200—350 кг.
Киповые грузы лучше всех других тарно-штучных, кроме пакетов, приспособлены к комплексно - механизированной перегрузке, в наименьшей степени подвержены повреждениям в ходе грузовых операций. Характерные особенности технологии — перемещение и хранение груза групповыми «подъемами» без пакетирования на поддонах и строп - лентах и, в основном, без использования тяжелого ручного труда в начальной и конечной операциях технологического процесса.
Перегрузку кип кранами ведут с помощью сжимающих рычажно-полиспастных захватов, в той или иной степени внедряющихся в груз. Захваты для грузов, представляющих собой сырье для дальнейшей переработки, имеют клыки, когти или шипы, глубоко внедряющиеся и прокалывающие упаковку и верхние слои содержимого. Например, захваты для каучука, хлопка, пробки и других грузов (рис. 36, а, в). Захваты для кип готовых изделий (мешковины, других тканей) и некоторых видов сырья (рис. 36, б) вминаются в груз, не нарушая целостности упаковки и содержимого. Для грузовых работ захваты крепят к рамам подвески, и кран одновременно перемещает от 4 до 24 кип в зависимости от размеров судовых люков и технологических схем перегрузочных работ.
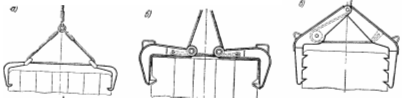 |
Рис. 36. Перегрузка кип крановыми захватами: а — для плотноспрессованных кип (хлопок); б — для кип готовых изделий (джутовые мешки в кипах); в — для натурального каучука |
Судовые, вагонные, складские и автотранспортные операции с кипами, как правило, выполняются погрузчиками с боковыми захватами. При разгрузке судов со значительными подпалубными пространствами широко практикуют подтяжку груза на просвет люка при предварительном натяжении краном стропов с последующей поправкой и перестропкой захватов перед выносом на причал.
Доставленные в порт морем кипы выгружают из судов, как правило, послойно с застройкой соответствующими крановыми захватами в трюме и отстропкой захватов на причале. Ручной труд по доставке кип из-под палубы на просвет люка почти не применяют (только на судах с весьма большими подпалубными пространствами). На причале кипы краном или погрузчиками с боковыми захватами формируют в стопки и грузят в вагоны по прямому варианту либо доставляют на прикордонный склад. Для отвоза на тыловой склад кипы этими же средствами грузят на прицепы или ролл - трейлеры. Штабелирование груза на открытой складской площади для хранения под брезентами (что часто практикуют с киповыми грузами в случае недостатка крытой складской площади) ведут не только погрузчиками с боковыми захватами, а также автокранами с рычажно-полиспастными захватами
Кипы, доставляемые в порт сухопутными видами транспорта, перегружают, в основном, теми же способами и средствами, но в обратной последовательности. Отличие состоит в том, что послойно загружают только просветы люков грузовых помещений судов. Штабелирование груза в подпалубном пространстве ведут погрузчиками устойчивой стенкой, наклоненной к борту или переборке, как и при перегрузке ящиков. Штабеля кип более устойчивы (кроме пробки и каучука), чем всех других тарно-штучных грузов, включая и пакеты. Если по каким - либо причинам устойчивый штабель стенкой сформировать не удается, использую фальшпайолы из листового металла или многослойной фанеры для движения погрузчиков по грузу в трюме.
Большинство киповых грузов являются огнеопасными и при их перегрузке погрузчики с приводом от ДВС должны быть оборудованы искрогасителями, а захватные устройства — оцинкованы, обмеднены или обмотаны тканью или растительным тросом
Специфические особенности имеет технология перегрузки пробковой коры и пробковой щепы, а также каучука в кипах. Пробковая кора и щепа не требуют крытого хранения и, как правило, их перевозят по железной дороге в полувагонах. В связи с этим штабелируют эти грузы, в основном, на прикордонной открыто складской площади портальными кранами и отгружают из порта без участия погрузчиков.
Для перегрузки пробковой коры применяют те же крановые захваты, что и для хлопка, т. е. однокогтевые, а для пробковой щепы — захваты с шипами для ящиков или многокогтевые для кип, менее удобные в работе, но более надежно удерживающие этот груз.
Натуральный каучук является специфическим киповым грузом, технология перегрузки которого имеет существенные отличия от всех остальных. Особенности груза: неправильная геометрическая форма кип, приобретаемая в процессе перевозки морем в результате деформации от давления верхних слоев; невозможность формирования многослойных пакетов на поддонах без специально обвязки и установки таких пакетов более чем в один ярус без применения многоярусных стеллажей или стоечных ящичных поддонов; прыгучесть кип, которая вызывает их отскакивание на значительное расстояние в случае падения; особые условия закупки груза, предопределяющие необходимость частичной ил полной перевески и «раздирки» кип с целью экспертизы количества и качества. Все это обусловливает повышенную трудоемкость и опасность перегрузки натурального каучука.
Натуральный каучук из судов выгружают краном с помощь специальных захватов (рис. 36,е). Для застропки один из рычагов внедряется между кипами, затем захват разворачивается поперек кипы и второй рычаг забивается каблуком в доступном месте, Раздвинуть кипы ломиком или иным способом для застропки не представляется возможным, поэтому 18—24 кипы стропятся выборочно, не подряд, а те, которые можно застропить. Выгрузку ведут послойно. Вручную кипы из-под палубы не выкатывают независимо от размеров подпалубного пространства, так как выдернуть кипу из слоя вручную не представляется возможным. Груз на просвет подтягивают краном за счет разнесения захватов на длинных стропах (8 м) в разные стороны. На просвете люка поправляют и перестрапливают захваты при переносе груза краном рабочие судового звена укрываются в специальной кабине безопасности
На причале каучук опускают краном непосредственно в ковш автопогрузчика грузоподъемностью 10 т, захваты отстрапливают и груз доставляют на склад, подняв ковш с грузом над штабелем, погрузчик с помощью гидроцилиндра наклоняет его, и кипы высыпаются в штабель. Края штабеля выравнивают, поправляя и раскладывая кипы вручную. Штабель укладывают на высоту не более четырех слоев.
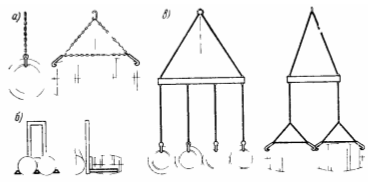
Рис 37 Перегрузка бочек, транспортируемых горизонтально захватами: а — храпцы б — штыревым a — подвеской с храпцами
Для отгрузки из порта кип каучука рабочие вручную их кантуют в штабеле и выставляют в ряд по четыре на боковую поверхность, затем снимают боковым захватом вагонного погрузчика и такими стопками штабелируют в вагоне. Экспертизу качества осуществляют в процессе хранения, перевеску — на рампе при погрузке в вагоны.
Таким образом, пакетизация киповых грузов (кроме каучука) не представляет собой столь насущную и крайне важную в настоящее время задачу, как, например, для мешков, ящиков, тюков и т. д. Перспективы совершенствования технологии перевозки и перегрузки киповых грузов связаны с расширением контейнеризации грузопотоков по схеме порт—порт и развитием перевозок судами с горизонтальной грузообработкой типа ро-ро, что дает возможность использовать для укрупнения грузов также ролл - трейлеры (контейнерные тележки) и флеты (открытые контейнеры). Что касается натурального каучука, то этот груз подлежит первоочередной контейнеризации с развитием, как межпортовых перевозок, так и по схеме «от двери до двери».
34. БОЧКОВЫЕ ГРУЗЫ
В бочках обычно транспортируют жидкие и сыпучие грузы (нефтемасла, краски, химикаты, каустическую соду и др.). С точки зрения технологии перегрузочных работ все бочки можно разделить на пять групп (в скобках указана транспортировка) А — с прочными упорами (горизонтально, т.е. в положении лежа на образующей цилиндрической поверхности); Б — со слабыми уторами (горизонтально); В — металлические с прочными стандартными буртиками (вертикально, в положении стоя на торце); Г— прочные деревянные (вертикально); Д — фанерные и синтетические барабаны, непрочные деревянные, металлические с нестандартными слабыми буртиками (последние вертикально).
К группе; Д целесообразно отнести бидоны, бутыли и прочие подобного типа грузы
Бочки группы А - транспортируют в горизонтальном положении. Это металлические достаточно прочные бочки с каустической содой, нефтепродуктами, соленостями, патокой и другими грузами, а также относительно прочные деревянные бочки с некоторыми грузами продовольственного характера. Масса одной бочки этой группы — от 200 до 500 кг; характерные размеры диаметр до 600 мм, длина 830 мм. Кранами эти бочки перегружают с помощью храпцов с застропкой за торцы, а погрузчиками — с помощью двух, трех - и четырехвилочных захватов (рис. 37).
При послойной выгрузке бочек из грузовых помещений судна их стропят храпцами и выносят на берег краном. На берегу бочки укладывают непосредственно в прикордонный штабель и отстрапливают или на причале их забирают складские погрузчики и штабелируют на тыловой площади.
При относительно небольших подпалубных пространствах предварительно подтягивают груз на просвет люка с последующей поправкой захватов перед подъемом. Если подпалубные пространства значительны, вначале разгружают просвет люка послойно, затем с помощью погрузчиков стенкой разбирают штабель в подпалубном пространстве. При погрузке судна работы во всех случаях организуют только таким способом. Ручные работы в трюмах применяют относительно редко, только в крайне неудобных для грузовых операций помещениях судов (при весьма большой глубине подпалубного пространства и если невозможно использовать погрузчики). Для погрузки в вагоны бочки на рампе захватывают вагонные погрузчики и штабелируют в вагонах вдоль их продольной оси, каждый последующий верхний ярус укладывается между бочками нижнего, т. е. количество бочек в ярусах чередуется четное, нечетное.
В крытом вагоне бочки, как правило, уложены поперек его, поэтому при разгрузке в порту их приходится вручную выкатывать по специально укладываемым двум доскам или по сепарационным доскам, уложенным в вагоне отправителем.
В полувагонах бочки размещают поперек продольной оси вагона без сепарации между слоями. На складах бочки также штабелируют без сепарации между слоями, но с надежной подклинкой нижнего яруса.
Таким образом, тяжелый ручной труд на перегрузке бочек группы А применяют в относительно небольшом объеме и для комплексной механизации перегрузочных процессов необходимо решить вопрос с отправителями о размещении бочек в крытых вагонах только вдоль продольной оси и отказаться от использования наиболее неудобных грузовых помещений судов устаревшей конструкции, произведя по возможности их реконструкцию.
Бочки группы Б перегружают, применяя в большом объеме тяжелый ручной труд. Практически полностью вручную выполняют начальные операции при разгрузке судов и вагонов и конечные операции при загрузке, а также складские работы. В таких бочках перевозят животные жиры, мед, солености, пасту, пульпу и часть винопродуктов. Масса бочек от 50 до 250 кг; характерные размеры: диаметр до 600 мм, длина 800 мм.
Для переноса груза краном применяют в основном сетки, которые стропятся четырехкрюковыми подвесками. Погрузчики транспортируют бочки на металлических листах. Накатывают груз на сетки и листы, а также скатывают вручную.
Бочки группы В значительно лучше приспособлены для комплексно - механизированной перегрузки. В таких бочках транспортируют латекс (жидкий каучук), кокосовое, касторовое и другие растительные масла, нефтепродукты, краски, парафин и прочие грузы. Масса бочек от 200 до 700 кг; характерные размеры: диаметр до 650 мм, высота 1100 мм.
Перегрузку кранами ведут с помощью однорычажных, кулачковых и реечных захватов, удерживающих бочки за буртик (рис. 38). Из них наиболее эффективен и распространен однорычажный захват (рис. 38, в). Его достоинства — удобство в обращении и минимальные затраты времени на застропку и отстропку. Кулачковый захват (рис. 38, б) — парный, поэтому требуется больше времени на застропку и отстропку, но он позволяет поднимать бочки из горизонтального положения с кантовкой и установкой в вертикальное, что очень важно для разгрузки подпалубных пространств судов, когда бочки при подтяжке (на небольшое расстояние) наклоняются. Потом их приходится опять выпрямлять либо кантовать вручную и выкатывать на просвет люка, затем стропить и поднимать с одновременной кантовкой краном. Реечные захваты применяют, если невозможно использовать однорычажные и кулачковые.
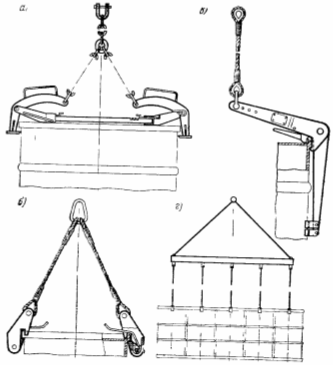
Рис. 38 Перегрузка бочек, транспортируемых вертикально, крановыми захватами: а - рычажным, б - кулачковым; в - однорычажным; г - групповым
Из судов выгрузку бочек ведут послойно кранами, погрузку — комбинированно, т. е. послойно загружают просвет люка, а подпалубное пространство — стенкой на всю высоту с помощью погрузчиков со сдвоенными механическими автоматическими захватами 3МБ - 1.
Погрузку вагонов ведут погрузчиками со сдвоенными захватами 3МБ - 1. Сепарацию между ярусами, как и на судне, укладывают поперек направлению подъезда погрузчиков к штабелю, который формируют в три яруса по торцам вагона с креплением у двери и в два яруса в дверном проеме. Аналогично производят выгрузку, если сепарация лежит поперек вагона. Когда сепарационные доски расположены отправителем вдоль вагона, бочки верхнего яруса кантуют вручную, выкатывают к дверному проему и опять ставятся вертикально. Далее их забирают погрузчики. Нижний ярус выгружают погрузчиками после полной выгрузки верхнего и уборки сепарации. На прикордонных складах бочки штабелируют и отгружают кранами. На тыловых складах их хранят пакетами на плоских поддонах, имеющих размеры 1200Х Х1600 или 1200Х1800 мм (последние предпочтительнее, так как обеспечивают большую устойчивость пакета).
Бочки группы Г приспособлены для транспортировки солёностей, рыбы, вина, ягод моченых и других грузов. Масса бочек от 200 до 600 кг; характерные размеры: диаметр до 600 мм, высота 900 мм.
Особенность технологии перегрузки заключается в том, что бочки хранятся на складе и перегружаются кранами только пакетами на плоских поддонах, а погрузчики — с помощью боковых гидрозахватов. Там, где нельзя использовать краны и погрузчики, бочки кантуют и перекатывают вручную, затем опять ставят в вертикальное положение. В этом случае бочки можно краном переносить с помощью храпцов.
Бочки группы Д (бочки, барабаны, бутылки и т.д.) можно перегружать кранами и погрузчиками только на поддонах или в ковшах. Более эффективно использовать поддоны, так как они дают возможность организовать пакетное хранение и тем самым механизировать складские работы. Судовые и вагонные операции осуществляют вручную. Размеры одного места грузов этой группы колеблются в очень широких пределах. Масса не превышает 80 кг.
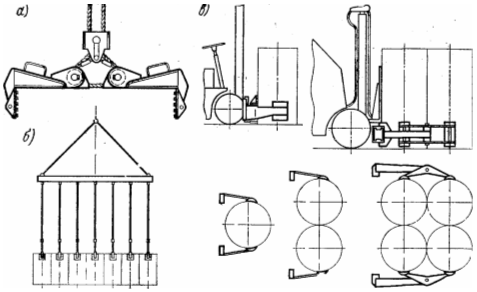
Рис. 39 Перегрузка рулонов бумаги:
а - крановыми захватами ЗКР; б - подвеска с захватами, в - погрузчиками с боковыми гидравлическими захватами для рулонов
Перспективы совершенствования технологии перегрузки бочковых грузов связаны: с улучшением конструкции грузовых помещений судов; с применением судов с открытыми трюмами; с решением вопросов о размещении бочек, транспортируемых горизонтально (только вдоль вагона), и о расположении сепарации между ярусами бочек, транспортируемых вертикально (только поперек вагона); с расширением применения погрузчиков со счетверенными захватами типа 3МБ - 1 (имеющими гидропривод раздвижения, обеспечивающий проезд через дверь вагона с расположением бочек в плане 2Х2 и штабелирование при развернутых в линию бочках) и главное — с повсеместной организацией перевозки бочковых грузов групп Б, Г и Д только пакетами на поддонах.
35. БУМАГА И КАРТОН В РУЛОНАХ, КАБЕЛЬ И ТРОС В БАРАБАНАХ
Бумагу и картон в рулонах, масса которых от 0,3 до 2т, диаметр от 750 до 1200 мм, высота от 400 до 2000 мм, хранят и перегружают, как правило, в вертикальном положении. Кантовку на образующую применяют только в случае некратности высоты грузовых помещений судов, вагонов и контейнеров высоте рулонов во избежание недоиспользования свободного пространства в верхней зоне под палубой (крышей).
Перегрузку кранами ведут, в основном, рычажно-полиспастными сжимающими захватами с гибким соединением рычагов тип ЗКР (рис. 39, а, б), которые можно использовать для подъем рулонов, как в вертикальном, так и в горизонтальном положение Погрузчики перегружают рулоны боковыми гидравлическими захватами по одному, по два или четыре в зависимости от размере и массы (рис. 39, в). Кантовку из вертикального положения в горизонтальное и наоборот производят специальными кантователя ми погрузчиков с боковыми гидрозахватами, имеющими разного размера лапы и колодки для удобства взятия и освобождения лежащего на образующей рулона. Ручное перемещение рулонов в портах должно быть исключено.
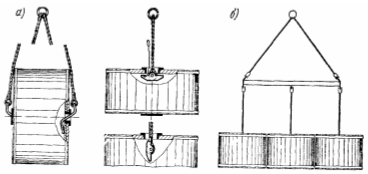
Рис 40 Крановые специальные захваты для барабанов кабеля.
а - для перегрузки в положении на образующую, б - для перегрузки в положении на торец
Разгрузку и загрузку судов ведут комбинированным способом: просвет люка — послойно, подпалубное пространство — стенкой на всю высоту. При недостаточной высоте подъема погрузчиков используют фальшпайолы. На складе рулоны штабелируют только вертикально погрузчиками. Разгрузку и загрузку вагонов осуществляют стенкой сразу на всю высоту даже при размещении верхнего яруса горизонтально. Укладывающиеся в образующую рулоны немедленно (до отъезда погрузчика) подклинивают. Внутри порта рулоны транспортируют на рол - трейлерах и полуприцепах в вертикальном положении.
При работе через тыловые склады для внутрипортового транспортирования в составе схем перегрузки добавляют тягач с тремя полуприцепами или две - три автомашины.
Таким образом, технологические процессы перегрузки бумаги и картона в рулонах достаточно эффективны. Совершенствование должно идти в направлении улучшения упаковки рулонов и конструкции захватов с целью повышения сохранности грузов, а также создания условий для применения на складах и судах более мощных, маневренных и, следовательно, более производительных машин.
Кабель и трос в барабанах, масса и размеры которых колеблются в широких пределах: от 200 кг до 3 т, длина (высота) от 300 до 1500 мм, диаметр от 500 до 2500мм, перегружают по технологии, имеющей много общего с технологией производства работ с рулонами. Транспортируют деревянные барабаны в двух положениях, т. е на образующей и на торце (но без изменения положения груза при перевозке и перегрузке, т.е. без кантовки), применяют боковые захваты к погрузчикам и рычажно-полиспастные зажимные крановые захваты с гибким соединением рычагов при достаточной прочности тары, подклинку при штабелировании в горизонтальном положении и др. Однако есть и существенные отличия.
Рычажно-полиспастные захваты используют для перемещения только малых барабанов в горизонтальном и вертикальном положении, если тара достаточно прочна. Это же относится и к боковым захватам погрузчиков. Остальные рулоны перегружаются погрузчиками на двухвилочных захватах и кранами с помощью стропов, специальных захватов для подъема в вертикальном или в горизонтальном положении (рис. 40). Применение специальных захватов также ограничивается прочностью тары.
Барабаны хранят на открытой складской площади, а перевозят в полувагонах.
Для усовершенствования технологии перегрузки барабанов необходима стандартизация тары, ограничение типоразмеров и оснащение всех грузовых мест унифицированными прочными центральными втулками, удобными для застропки.
36. ТЮКИ, СЛАБОСПРЕССОВАННЫЕ КИПЫ
И НЕУПАКОВАННЫЕ ТАРНО-ШТУЧНЫЕ ГРУЗЫ
В рассматриваемую группу входят: ковры, циновки, некоторые виды шерсти, хлопка и сизали, рубероид и пергамин, автопокрышки, удочки, аккумуляторы, некоторые металлоизделия (радиаторы парового отопления и др.), а также целый ряд других грузов, которые перевозят поштучно. Размеры и форма грузов самые разные. Масса одного места, как правило, не превышает 100 кг.
В настоящее время грузы этой группы при поштучном поступлении в порт и отправке из порта пакетируют в грузовых помещениях доставивших их транспортных средств для внутрипортовой перегрузки и хранения. Формируют и расформировывают пакеты в основном вручную; автопокрышки, слабоспрессованные шины и некоторые другие грузы при определенных размерах можно укладывать в пакеты и снимать с поддонов малогабаритными погрузчиками с боковыми гидравлическими захватами. Для пакетирования используют плоские поддоны размерами 1200Х 1600 или 1200Х1800 мм. Перегрузку сформированных пакетов осуществляют погрузчиками с двухвилочным захватом и кранами с помощью двухвилочного уравновешенного захвата (рис. 41, а) или подвески для поддонов (рис. 41, б). Для некоторых из рассматриваемых грузов целесообразно использовать ящичные или стоечные поддоны с целью создания условий для многоярусного штабелирования (рубероид, пергамин и др.).
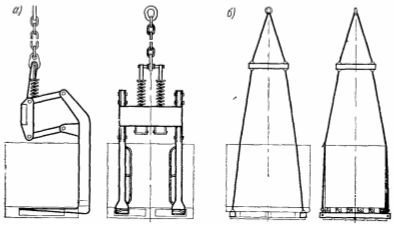
Рис 41 Застропка пакета на поддоне крановыми грузозахватными приспособлениями а - двухвилочный уравновешенный захват, б - подвеска с опорными балками
Все рассматриваемые грузы, как и мешки, коробки и бочковые группы Д, подлежат первоочередной пакетизации. Поштучное поступление в порты этих грузов не соответствует современным транспортным требованиям. Таким образом, перспектива развития технологии перевозки и перегрузки этих грузов — превращение их в пакеты во всех случаях, кроме контейнеризации по схеме «от двери до двери».
Несколько обособленное место в рассматриваемой группе занимает мороженое мясо в тушах и блоках — груз исключительно трудоемкий, требующий применения большого объема тяжелого ручного труда.
Грузовые операции в помещении судна ведут следующим образом: на просвете люка четвертины туш мяса (говядины), имеющие веревочные петли, стропят к крюковой подвеске крана (по 6—10 одновременно) и выносят на причал, где укладывают в ковш; из-под палубы туши и полутуши говядины, свинины и баранины вручную переносят на просвет люка и укладывают в ковш (деревянный поддон с бортами, обшитый внутри алюминиевым листом), затем ковш с грузом краном переносится на причал, где краном или погрузчиком с вилами он ставится на весы и после взвешивания подается к вагону. На судне туши выбирают послойно с высотой слоя до 1м, а блоки мяса — до 1,5м.
Рефрижераторные вагоны загружают при опущенных решетках, которые застилают бумагой, оставляя щели для циркуляции воздуха. Мясо из ковша вручную по лотку перемещают к штабелю в вагоне и укладывают на место или перекладывают на лист погрузчика, который его транспортирует по вагону и штабелирует с помощью сталкивателя.
Перспективы совершенствования технологии перегрузки мороженого мяса связаны с организацией и развитием перевозок в рефрижераторных контейнерах, а также с созданием и внедрением специальных многооборотных ящичных поддонов.
37. ПАКЕТЫ
Пакетами перевозят самые различные тарно-штучные грузы. По мере развития пакетных перевозок их номенклатура постоянно расширяется. С точки зрения технологии перегрузочных работ разделяют пакеты: на поддонах, в строп - лентах и сформированные за счет специальных методов укладки и упаковки
Размеры пакетов и их масса должны быть такими, чтобы обеспечивалась возможность хорошего заполнения ими всех типов транспортных средств (судов, вагонов и автомашин), участвующих в перевозке. Масса пакетов должна соответствовать грузоподъемности применяющихся погрузчиков. Заполнение грузовых помещений транспортных средств пакетами зависит от кратности их размеров. Естественно, загрузка судов в связи с их большими размерами меняется при этом незначительно. Поэтому размеры пакетов принимают в расчете на максимальное заполнение вагонов или автомашин в зависимости от того, на какой из этих сухопутных видов транспорта падает основная нагрузка по ввозу или вывозу грузов.
В нашей стране основной объем внутренних перевозок выполняется железнодорожным транспортом. В связи с этим в смешанном железнодорожно - водно-автомобильном сообщении размеры пакетов принимают по размерам вагонов: длина 1200—1240мм ширина 800—840 или 1000—1040 мм, высота 850—900мм 1300—1350 мм. Для перевозки в изотермических вагонах длин должна быть 1000—1040 мм, ширина 800—840 мм и высота 800 - 850 или 1100—1150 мм. Для перевозки в крупнотоннажных контейнерах предпочтительны пакеты с размерами 1100ХЮОО XI 100 мм, однако приемлемы и пакеты, соответствующие размерам изотермических вагонов при высоте 1100 мм. Масса пакетов предназначенных для перевозки в крытых вагонах и контейнерах должна быть 900—1500 кг.
Пакеты на поддонах в процессе перевозки и перегрузки должны быть устойчивы и прочны, что обеспечивается жесткостью самого поддона, укладкой с перевязкой между слоями, а также специальной упаковкой, в качестве которой могут использоваться обвязочные стальные и синтетические ленты, клейкие накладки термоусадочная пленка (изолирующая их от окружающей среды) или ящичная тара, объединяющая весь пакет.
Пакеты на поддонах перегружают погрузчиками с вилочным захватами и кранами с крановым вилочным захватом или подвеской для перегрузки поддонов (см. рис. 41). При этом допускается транспортирование по два пакета в высоту и по два паке та в плане (при использовании четырехвилочного захвата к погрузчику и спаренных крановых вилочных захватов или подвесок). Разгрузку и загрузку просвета люка судов ведут послойно. Первый пакет при разгрузке (последний пакет при загрузке) перегружают стропами. Формируют и разбирают штабель в подпалоубном пространстве стенкой на всю высоту с некоторым наклоном в сторону борта (переборки). Перегрузочные процессы по всем технологическим схемам осуществляются комплексно - механизированным способом.
Пакеты в строплентах должны быть устойчивы и прочны, что обеспечивается укладкой с перевязкой между слоями и обвязкой несущими лентами. Однако они менее устойчивы и прочность их меньше, чем пакетов на поддонах, поэтому в процессе перевозки и перегрузки необходимо принимать специальные меры для предупреждения их развала.
Из пакетов в строплентах наибольшее распространение получили сформированные тройником с перевязкой по слоям. Он наиболее устойчивы и прочны. При укладке по рядам формировать пакеты легче, но они склонны к разваливанию и имеют длину более 1240 мм, что крайне затрудняет загрузку вагонов и вызывает многочисленные повреждения мешков.
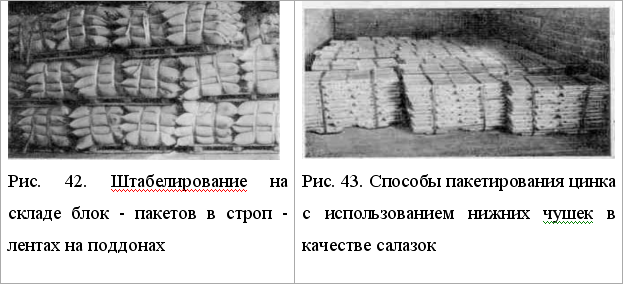
Пакеты в строплентах хранят на складе, их перегружают складскими машинами на поддонах 1200Х1600 и 1200Х1800 мм (рис. 42). Предпочтительны гребенчатые поддоны, так как загрузку вагонов и подпалубного пространства судов ведут погрузчиками с многовилочными захватами и сталкивателями. Если используют плоские поддоны, то в процессе передаточной операции погрузчик с вилами поднимает пакеты за петли, снимает с поддона и устанавливает на гребенчатый станок или непосредственно на многовилочный захват другого погрузчика. Штабелирование пакетов в строплентах непосредственно погрузчиком с вилами при подъеме за петли не рационально, так как скорости движения при этом снижаются (из-за раскачивания пакета) и, кроме того, верхние ярусы штабеля под потолком загрузить не удается.
Краны перемещают пакеты в строплентах подвесками со специальными крюками одновременно по четыре при работе по прямому варианту или по 6—10 при работе по вариантам судно — склад и склад—судно. Для перевозки используют суда, почти не имеющие подпалубных пространств (глубина подпалубного пространства не более 1,5 м), так как при формировании штабеля без поддонов стенкой пакеты разваливаются, наклоняются, заваливаются набок и расформировать такой штабель без применения тяжелого ручного труда не представляется возможным, т. е. теряется весь эффект от пакетирования.
При производстве работ по прямому варианту вместо гребенчатых поддонов во избежание их быстрого выхода из строя целесообразно использовать гребенчатые станки.
В трюме четыре пакета стропятся докерами и выносятся краном на причал, где их устанавливают в гребенчатый станок по два с каждой стороны или на расставленные в ряд поддоны. После отстропки вагонный погрузчик забирает пакеты по одному и штабелирует в вагоне. Складской погрузчик транспортирует поддоны с парами пакетов на склад и устанавливает в штабель. При отгрузке со склада пакеты попарно доставляют на поддонах на рампу. Здесь, если они хранились на гребенчатых поддонах, вагонный погрузчик их снимает по одному и отвозит в вагон. Если пакеты хранились на плоских поддонах, их стропят петлями вилы погрузчика, поднимают и переставляют на гребенчатый станок, откуда они забираются вагонным погрузчиком.
При поступлении в порт по железной дороге пакеты стропят в вагоне к вилам погрузчика и вывозят на рампу, где устанавливают на поддоны для доставки на склад или оставляют для подачи краном в трюм.
Пакеты, сформированные за счет специальных методов укладки и упаковки — это мешки в термоусадочной пленке без поддонов и пакеты чушек цветных металлов (алюминия, цинк свинца и др.), имеющие специальную обвязку из проволоки либо металлической ленты или без нее. Устойчивость и прочность таких пакетов обеспечивается укладкой с перевязкой между слоями, применением специальных упаковочных средств. Кроме того, чушкам цветных металлов (например, алюминию) при отливке придают специальную форму, обеспечивающую скрепление и друг с другом в пакете. Специальные проемы для застропки поддерживающими ГЗУ создаются в нижнем слое пакетов без поддонов и строп - лент за счет особых схем укладки или формы грузовых мест (рис. 43). -
Пакеты без поддонов и строп - лент штабелируют на складе на поддонах (олово, цинк и др.) или без поддонов (мешки в термоусадочной пленке, алюминий, свинец, катодная медь и др.). При хранении на поддонах пакеты перегружаются погрузчиками на вилах и кранами с помощью ГЗУ для пакетов на поддонах. Без поддонов пакеты перегружают погрузчики на вилах и краны с помощью специальных ГЗУ или стропов. Для некоторых обвязанных пакетов используют боковые захваты погрузчиков.
Перспективы совершенствования технологии перегрузки пакетов связаны с созданием и внедрением грузозахватных устройств, позволяющих увеличить количество одновременно поднимаемых и перемещаемых подъемно - транспортными машинами пакетов без существенного роста продолжительности застропки и отстропки, с освоением методов производства грузовых работ блок - пакетами. Важнейший вопрос — это повышение устойчивости и прочности пакетов в строп - лентах. Значительные перспективы открываются с развитием перевозок мешковых грузов в термоусадочной пленке без поддонов.
Глава 7
ТЕХНОЛОГИЯ ПЕРЕГРУЗКИ МЕТАЛЛОВ
38. ОБЩИЕ УСЛОВИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ПЕРЕГРУЗКИ МЕТАЛЛОВ
По транспортно - технологической, характеристике металлогрузы можно разделить на две группы: А — намагничивающиеся и Б— немагнитные, а также намагничивающиеся, но не допускающие перегрузку магнитами. Каждую из этих групп, в свою очередь, можно подразделить на малогабаритные, т. е. с малыми размерами и массой одного места, и крупнотоннажные, имеющие относительно большие размеры и массу. К числу намагничивающихся малогабаритных грузов относят чугун в чушках, лом черных металлов, детали рельсовых путей (рельсовые накладки и др.), стальную проволоку - катанку в мотках без тканевой упаковки и т. п.
Основные технологические особенности грузов: хранение на складах и размещение в грузовых помещениях транспортных средств навалом, пригодность к перегрузке грузоподъемными магнитами и необходимость применения различного рода тары для перевозки автотранспортом (ковшей, коробов, парашютов и т.д.). Большинство из них можно также перегружать многочелюстными грейферами (кроме катанки в мотках).
Намагничивающиеся крупногабаритные грузы (листовая сталь в пачках, поштучно и в рулонах, сортовой стальной прокат, трубы и т. д.) также можно перегружать магнитами, кроме того, их часто стропят с помощью других ручных, полуавтоматических и автоматических ГЗУ. Перемещают грузы подъемно - транспортными машинами без тары по одному или групповыми подъемами по несколько единиц одновременно.
Крупногабаритные немагнитные и относящиеся к этой же подгруппе магнитные, но не перегружаемые магнитами грузы — слябы, блюмсы и прочие слитки цветных металлов, проволока в кругах большого размера (диаметр до 2 м и более), упакованная тканью, и другие — представляют собой, как правило, укрупненные грузовые места с относительно большими размерами и массой (3 т и более), образованные на заводе - изготовителе перед отправкой за счет обвязки, стяжки, скрепления различными соединительными элементами. Такие грузовые места носят название блоков, блок - пакетов и т. д. Перегружают их в основном на стропах и в отдельных случаях специальными захватами.
К числу малогабаритных немагнитных и не перегружаемых магнитами магнитных грузов относят колючую проволоку в мотках, различную качественную проволоку в тканевой упаковке и без нее, другие, не укрупненные металлоизделия.
Почти все металлогрузы (кроме упакованной проволоки и некоторых других) хранят на открытых складах и перевозят в открытом железнодорожном подвижном составе. Для перегрузочных работ применяют краны грузоподъемностью 10, 15 т и более, а также 20 и 30 т. Характерная тенденция применять краны большой грузоподъемности (20 и 30 т и более) связана с укрупнением грузовых мест при перевозке. Внутрипортовое транспортирование осуществляют, как правило, на трейлерах, двухосных прицепах и автопоездах из одноосных прицепов, буксируемых, колесными тракторами типа ЮМЗ, МТЗ - 80 и Т - 150, а также на ролл - трейлерах длиной 12 м с портовыми тягачами и магистральными автотягачами (МАЗ, КамАЗ и др.) с платформенными полуприцепами длиной 12 м.
Металл обычно перегружают на универсальных по техническим возможностям портовых комплексах, имеющих большую глубину территории и значительные открытые складские площади, обслуживаемые рельсовыми кранами. Железнодорожные и автомобильные грузовые фронты выполняют безрамповыми. На причалах, складах и железнодорожных грузовых фронтах устанавливают универсальные поворотные портальные краны в несколько линий вдоль причала (от двух до четырех линий). Краны в процессе грузовых операций передают груз непосредственно друг другу или его перевозят средствами внутрипортового транспорта. Весьма эффективны и перспективны для проектируемых и строящихся комплексов схемы механизации с причальными перегружателями большой производительности на МГФ (обеспечивающими поступательное перемещение груза), козловыми кранами на ЖГФ и большепролетными козловыми кранами на складе. В этом случае груз с МГФ на склад или обратно передается внутрипортовыми транспортными средствами (рис. 44).
 |
Рис. 44. Причальные перегружатели, козловые краны и автотранспортные средства на специальном комплексе для труб большого диаметра |
Технологические процессы перегрузки металлов выполняют, как правило, комплексно - механизированным или полностью механизированным способом. Они отличаются относительно высокой производительностью и интенсивностью обработки транспортных средств. Перегрузка металлов связана с повышенной опасностью по тяжести последствий в случаях неправильной застропки и других нарушений технологии, ПТЭ и ПБТП. Поэтому важнейшими принципами обеспечения безопасности труда при перегрузке этих грузов являются: удаление посторонних людей из зоны производства работ и сокращение до минимума численности рабочих, выполняющих вручную операции по застропке, отстропке, направлению «подъемов» и т. д. за счет максимально возможной механизации и автоматизации этих операций.
39. ЧУГУН В ЧУШКАХ
Чугун в чушках относится к числу намагничивающихся металлов с малогабаритными грузовыми местами.
Чугун из полувагонов выгружают кранами с грузоподъемными электромагнитами. Как правило, используют круглые электромагниты ЛА - 16, М - 62 и другие, которые подвешивают к траверсе по два при грузоподъемности крана 10 т или по три — 15 т. Краны оборудуют стационарными питающими электромагнитными станциями. Последние чушки чугуна в полувагоне подбирают краном, не открывая люков.
Погрузку чугуна в полувагоны, выгрузку его с просвета люка судов и перегрузку на суда с прикордонных складских площадок, расположенных в зоне действия причальных кранов, производят кранами с многочелюстными грейферами. Эту операцию можно осуществлять и магнитами, но производительность кранов при использовании грейферов значительно выше, так как грейфер захватывает больше чушек чугуна, чем магниты и удерживает их в процессе переноса груза надежнее. В связи с этим прямая перегрузка чугуна из полувагонов краном в трюмы судов неэффективна и не практикуется, поскольку грейферы для выгрузки из полувагонов применить невозможно. Вообще прямой вариант работы при отправке чугуна морем используют весьма редко по сложной схеме, которая фактически состоит из двух схем, так как при достаточной вместимости передаточной площадки краны работают независимо и с разной производительностью. Перегрузка чугуна грейфером — это также полностью механизированный процесс.
Чугун с тыловых складских площадок на причал передают непосредственно кранами или используют внутрипортовый транспорт. В первом случае схема перегрузки экономически более эффективна, но ее нельзя применить при композитной загрузке трюмов чугуном и оборудованием (что часто практикуется), при погрузке чугуна, например, в носовые трюмы со складской площадки, расположенной напротив кормовых трюмов, и т. д. Кроме того, эта схема не может быть применена, если необходимо подать груз в подпалубное пространство или загрузить судно, предварительно перевесив чугун. Поэтому на практике чаще работы ведут по второй схеме — с применением внутрипортового транспорта. Чугун на складе грузят краном с грейфером в ковши, установленные на двухосные прицепы или трейлеры, буксируемые колесными тракторами или автотягачами с полуприцепами на причал. Затем производят застропку ковшей специальными крановыми подвесками и далее подают их в трюм. По правилам безопасности труда при погрузке чугуна в трюме не должно быть людей, поэтому работы осуществляют только с применением ковшей и подвесок с самоотцепом, обеспечивающих, автоматическую отстропку передней части ковша в нужный момент и высыпание груза. Застропленный ковш опускают в трюме краном на пайол или штабель груза. При ослаблении стропов их кольца соскакивают с передних рымов ковша, а сзади кольца зафиксированы с помощью специальных устройств и не отстропливаются. При последующем подъеме ковш наклоняется и груз высыпается. Ковш выносят краном на берег в наклонном положении, опускают на причал, стропят опять за четыре точки и переставляют на транспортное средство для доставки на склад. Применение ковшей, особенно специальных с удлиненным носком, позволяет подавать груз в подпалубное пространство на достаточно большое расстояние.
Чугун из подпалубного пространства выгружают, в основном, двумя способами: судовыми стрелами или кранами с помощью канифас - блоков, обеспечивающих подачу магнитов под палубу, или автопогрузчиками грузоподъемностью 7—10 т с магнитами, подвешенными к безблочной стреле или к вилам. В первом случае при совместной работе двух стрел или кранов порожний магнит опускают на груз под палубой и включают его питание. Затем груз поднимают и транспортируют на просвет люка, где его высыпают. Во втором случае эту операцию выполняет погрузчик, въезжая под палубу передним, а выезжая задним ходом. Грузоподъемные электромагниты питаются от переносных магнитных станций, установленных на верхней палубе. В трюмах и твин - деках большой высоты более эффективно использовать судовые стрелы и краны, а средней и малой — погрузчики.
Во время перегрузки груза в твиндеке, осуществляемой погрузчиками, работа причальных кранов, выгружающих чугун на берег с просвета люка, в данном отсеке должна быть прекращена. Краны переводят на другой отсек. Подбирают и выгружают нижние слои груза из судов портальными кранами с магнитами, так как многочелюстные грейферы на этой операции уже неэффективны.
Перегрузка чугуна представляет известную опасность, так как при использовании грейферов и магнитов невозможно полностью исключить случаи падения чушек. Поэтому основные меры обеспечения безопасности труда и сохранности судов и портового оборудования следующие: строгая специализация складов и грузовых фронтов, ограждение зоны производства и прекращение допуска в нее людей в период переноса груза крановыми грейферами и магнитами, укрытие судовых и береговых механизмов и устройств на пути переноса груза щитами из досок и другими материалами и приспособлениями.
Аналогично чугуну перегружают детали рельсовых путей, россыпью и другие малогабаритные металлогрузы, транспортируемые навалом, а также проволоку - катанку в мотках без упаковки, поступающую в порт в полувагонах или на судах навалом.
Из полувагонов немагнитные марки чугуна выгружают самотеком через открывающиеся люки в ковши, заранее устанавливаемые с двух сторон вагона. Далее ковши переносят в штабель.
Погрузка чугуна в полувагоны связана с трудностью, так как необходимо обеспечить их заполнение в соответствии с нормативной статической нагрузкой. Дозирование осуществляют взвешиванием на крановых автоматических весах или считают грейферы. Количество груза, зачерпываемое грейфером, в начале работы определяют взвешиванием на стационарных весах. Таким способом точно загрузить вагон трудно, поэтому после перевески группы вагонов на вагонных весах производят, при необходимости, дополнительную дозировку, т. е. их погружают или частично разгружают, а затем повторно взвешивают.
Основные перспективы совершенствования технологии перегрузки чугуна связаны с применением кранов большой грузоподъемности со строенными и счетверенными мощными магнитами и грейферами значительной вместимости, прекращением перевозок на судах с подпалубными пространствами, оснащением кранов надежными весовыми устройствами и созданием специальных высокопроизводительных портовых комплексов для перегрузки металлов.
40. СТАЛЬНОЙ ПРОКАТ И ТРУБЫ
Стальной прокат и трубы относят к подгруппе крупногабаритных намагничиваемых грузов. Номенклатура таких металлоизделий весьма обширна: листовая сталь в пачках и поштучно; слябы (заготовки толщиной 100 - 200 и шириной 275 - 1000 мм для проката листовой стали); квадратные в сечении заготовки от 40Х40 до 450Х450 мм, транспортируемые, как правило, поштучно; уголок, швеллер, двутавр, тавр и фасонные профили малых размеров в пачках и больших размеров, поштучно; трубы малого диаметра (до 150 мм) в пачках, среднего диаметра (150 - 550мм) в пачках и поштучно и большого диаметра (более 550 мм) поштучно без покрытия и со специальным полиэтиленовым покрытием; шпунт, рельсы и т. д. Общими чертами их технологической характеристики являются значительная длина (от 4 до 22 м) и относительно большая масса одного грузового места (от 200 кг до 15 т). Эти грузы перегружают только комплексно - механизированным или полностью механизированным способом, но в зависимости от технологии перевозки и перегрузки трудоемкость их перемещения и производительность труда колеблются в широких пределах.
Технология перегрузки стального проката и труб разных типов и размеров Принципиально отличается только применяемыми грузозахватными устройствами. От степени укрупнения грузов и эффективности ГЗУ и зависит, в основном, общая эффективность технологического процесса. Наиболее высокопроизводительным, универсальным и эффективным из ГЗУ для стального проката и труб являются грузоподъемные магниты, однако не во всех случаях их можно использовать из-за характера груза и обстоятельств изложенных в п. 17. Весьма эффективны специальные автоматические и управляемые захваты. В остальных случаях применяют различные специальные ГЗУ с ручной застройкой и ручной или автоматической отстропкой, используют и стальные стропы из троса или цепей.
Прибывающие в порты сухопутными видами транспорта и отправляющиеся морем слябы, листовой прокат в пачках и поштучно и трубы малого и среднего диаметра в пачках и поштучно выгружают из полувагонов краном со сдвоенными или строенными (в зависимости от длины) круглыми либо прямоугольными электромагнитами, механизмом управляемого поворота груза вокруг вертикальной оси и электрострахующим устройством и штабелируют на тыловом складе на деревянные подкладки (последние не укладывают между слоями). Подкладки до начала грузовых работ укладывает крановщик. Для погрузки на судно металл тем же краном с магнитами перемещают из штабеля на прикордонную передаточную площадку или грузят на внутрипортовое транспортное средство (тягач с трейлером, двух - или одноосным прицепом, полуприцепом или ролл - трейлером) и доставляют на причал. Здесь груз стропят к причальному крану специальными захватами (листовой металл в пачках, трубы среднего диаметра поштучно, сортовой прокат больших профилей поштучно) или стропами (листовая сталь поштучно, сортовой прокат и трубы в пачках) и опускают в грузовое помещение судна. Под палубу металл подают по наклонным слегам, затяжкой с помощью канифас - блоков или спаренно работающими погрузчиками с вилами. Прямой вариант работы и штабелирование на прикордонной территории не применяют, так как краном с магнитами при использовании имеющихся в портах механизмов поворота груза и страхующих устройств на судовых операциях работать нельзя.
Такая технология требует специализации склада, ограждения территории и специального оборудования кранов. Поэтому в портах, где пока не проведены соответствующие работы, перегружают металл в основном без применения магнитов.
Металл из вагонов выгружают краном с захватами (листовая сталь в пачках и поштучно, сортовой прокат, слябы и заготовки поштучно, трубы среднего диаметра поштучно) или стропами (сортовой прокат, рельсы и трубы в пачках) и укладывают на подкладках и прокладках между слоями. Для перегрузки листовой стали применяют специальную подвеску с захватами и прижимной балкой (см. рис. 18), которая надежно удерживает груз, несмотря на прогиб листов при подъеме. В случае поступления металла в полувагонах без прокладок между слоями производят предварительный подрыв одним стропом либо двумя захватами за одну сторону или за угол. Под приподнятую часть вставляют деревянные бруски или строп, груз опускают и перестрапливают. Подрыв — это ответственная операция, требующая повышенного внимания и осторожности для обеспечения безопасности труда.
При подъеме и опускании груза в полувагоны, а также после его застропки стропами и захватами рабочие должны находиться вне вагона, т. е. в течение каждого цикла крана им приходится входить и выходить из вагона (много раз в течение смены), что существенно повышает трудоемкость и утомляет людей.
Перегрузку прибывших морем металлогрузов производят по обратным технологическим схемам, которые имеют свою специфику: весьма широко (значительно больше, чем при загрузке судов) применяют прямой вариант работы; основную массу груза, проходящего через склад, штабелируют на прикордонной территории и на тыловые площади не передают; за редким исключением не используют автотранспорт для внутрипортового перемещения, и краны непосредственно передают груз друг другу через оперативную площадку; почти не применяют магниты, так как в тыловой зоне нет специализированных складов, а кордонную операцию нельзя осуществлять магнитами. Металл из подпалубного пространства погрузчиками почти не выгружают, поскольку суда поступают с послойной загрузкой отсеков, и разгружать их также приходится послойно (погрузчики используют только для листовой, стали, по которой они могут свободно ездить). Производительность технологической линии при разгрузке судов обычно на 8—15% ниже, чем при загрузке.
Специфическими особенностями отличается технология перегрузки труб большого диаметра и шпунта. На этих грузах магниты не применяют и внутрипортовые транспортные средства, как правило, не используют.
Трубы большого диаметра перевозят не только во внутренних помещениях судов, но на верхней палубе с укладкой в 5—7 ярусов. Выгрузку с верхней палубы на склад и погрузку со склада и с верхней палубы в полувагоны и на платформы производят кранами с помощью автоматических и управляемых захватов, из которых наиболее эффективен КЗТА - 101 (см. рис. 14). Согласно требованиям безопасности труда рабочим на штабелях более трех или пяти ярусов при П - образном штабеле находиться не допускается. При разгрузке трюмов и твиндеков применить автоматические захваты не представляется возможным. Поэтому на такой операции используют захваты с ручной застропкой, но после укладки трубы на складе или в вагоне крановщик изменением вылета и поворотом стрелы поочередно сбрасывает оба захвата без ручной отстропки. Такие же захваты применяют для выгрузки труб нижнего слоя из полувагонов, так как они не могут быть выгружены автоматическими захватами. Погрузку труб большого диаметра в подпалубное пространство судов ведут с помощью канифас - блоков или слегов, выгрузку осуществляют двумя способами: одновременной подтяжкой двух труб, если грузоподъемность крана позволяет поднимать одновременно две трубы (рис. 45, а), и опорой стропов, на которых подвешены захваты, о комингс люка (рис. 45, б). В последнем случае люки судов должны быть оборудованы по периметру специальными роликами, заменяющими канифас - блоки, либо вытяжку ведут с помощью захватов с промежуточными шкентелями, трущимися по комингсу, но с перестройкой труб на просвете люка другим комплектом захватов перед выносом груза из трюма.
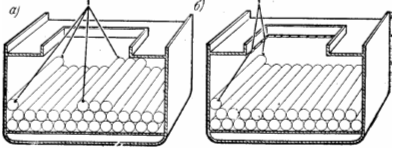 |
Рис. 45. Способы выгрузки труб большого диаметра из подпалубного пространства судов: а — подтяжкой двух труб одновременно; б—с опорой стропов о комингс люка |
Вместо автоматического захвата можно применять магниты, но при этом значительно хуже используется грузоподъемность крана и выигрыша это не дает.
Перегрузку труб диаметром 550—900 мм, масса которых не превышает 2,5 т (для них имеющиеся автоматические захваты, обеспечивающие подъем труб только по одной, не эффективны), ведут с применением ручных захватов. Штабелирование, осуществляют только на высоту, допущенную ПБТП, т.е. безопасную для нахождения людей на штабелях. Таким же образом перегружают трубы диаметром 900—1420 мм, но с полиэтиленовым покрытием, если краны не оборудованы механизмами управляемого поворота груза вокруг вертикальной оси.
Шпунт перегружают с помощью специальных подвесок с захватами (рис. 46).
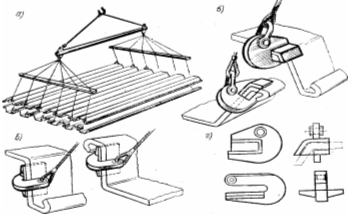 |
Рис. 46. Грузозахватные устройства для шпунта: а — подвеска с захватами для подъема шести балок; б — угловой захват для застропки за боковые стенки; в — боковой захват; г — конструкция скоб |
Размещают и крепят металлогрузы в полувагонах и на железнодорожных платформах в соответствии с техническими условиями МПС.
Перспективы совершенствования технологии перегрузки стального проката и труб связаны с более широким применением магнитов, оснащением портальных кранов механизмами управляемого поворота груза инерционного типа и электроуправляемыми постоянными магнитами, что позволяет использовать магниты на обработке судов; созданием новых более эффективных ГЗУ; проектированием и строительством специальных портовых комплексов, оборудованных кранами с поступательным перемещением груза; организацией перевозок только судами, не имеющими подпалубных пространств, и развитием перевозок в пачках, блоках и блок - пакетах с увеличением массы одного грузового места до 15—30 т и более.
41. СТАЛЬ В РУЛОНАХ И КРУПНОГАБАРИТНЫЕ СЛИТКИ
ЦВЕТНЫХ МЕТАЛЛОВ В ПАКЕТАХ
Листовую сталь в рулонах и больших размеров слитки цветных металлов в пакетах (масса пакета 2 т. и более) относят к числу крупногабаритных металлогрузов, которые в портах не перегружают магнитами.
Сталь в рулонах можно перегружать магнитами, но на универсальных комплексах современных портов этот метод не применяют из-за значительного снижения использования грузоподъемности кранов и ряда других причин.
Листовую сталь в рулонах транспортируют как в вертикальном положении (с установкой на торец), так и в горизонтальном (с укладкой на образующую). Рулоны могут быть уложены на специальные «салазки»; груз становится более универсальным по технологической характеристике, так как создаются условия для застропки стропами в углах (подобно оборудованию в ящиках) и перегрузки вилочными погрузчиками без применения подкладочных брусков. Прибывающие в порты рулоны стали имеют массу от 2 до 18 т, есть тенденция, что в дальнейшем она будет увеличиваться.
Сталь в рулонах в вертикальном положении без салазок перегружают кранами с помощью автоматических и полуавтоматических захватов (рис. 47, а, б, в) по одному или по два рулона сразу. Захваты, показанные на рис. 47, б, в, имеют в нижней части одной из сжимающих колодок выступ, который вводится краном в отверстие рулона, затем крановщик изменением вылета и поворотом стрелы (или передвижением крана) наводит захват на рулон в нужное положение, осуществляя, таким образом, нацеливание без участия дополнительных рабочих, направляющих ГЗУ. Этот захват срабатывает автоматически как при застропке, так и отстропке с помощью специального автомата 2, действующего через такт и фиксирующего захват в сложенном состоянии после полного опускания на груз или освобождающего нижние рычаги, сжимающие колодками груз при подъеме. При работе захватом, показанном на рис. 47, а, необходимо, чтобы докер - стропальщик направлял его на груз, он же отводит фиксирующую стрелку в сторону при подъеме груза. Отстропливается захват автоматически после установки рулона на место и полного спуска в сложенное состояние за счет того, что при последующем подъеме стрелка зацепляется за центральный штырь и захват поднимается в открытом состоянии. Рулоны в вертикальном положении на «салазках» перегружают кранами на стропах.
Рулоны в горизонтальном положении без «салазок» поднимаются кранами с помощью скобы (рис. 47, г, д) или стропа с закладной балкой (рис. 47, е), которую пропускают в отверстие, а с «салазками» — на стропах, заведенных под углы на «люльку». Скоба позволяет, кроме того, кантовать рулоны при необходимости из вертикального в горизонтальное положение. Обратную кантовку осуществляют с помощью стропа с подкладкой, заведенного с одной стороны (рис. 47, ж).
Погрузчиками все рулоны транспортируются с помощью двухвилочного захвата. При необходимости на вилы надевают удлинители. Кроме того, можно применять внутрипортовое транспортирование на трейлерах, буксируемых колесными тракторами, с погрузкой (разгрузкой) их на тыловом складе кранами. Рулоны на прикордонной территории в зоне действия причальных кранов, как правило, не хранят, так как их легче и удобнее, чем другие грузы, перевозить по территории порта. Эту зону обычно отводят для рельсов, шпунта и другого длинномерного проката.
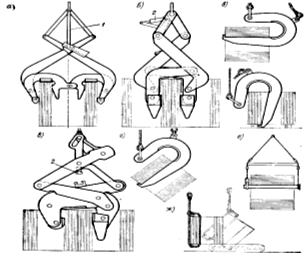 |
Рис. 47. Грузозахватные устройства для стали в рулонах: а — захват с ручной застропкой и автоматической отстропкой; б — автоматический захват конструкции ГИПРОМЕЗ; в — автоматический захват конструкции Черноморского ЦПКБ ММФ; г — подвеска для перегрузки рулонов в горизонтальном положении; д — скоба для кантовки и перегрузки рулонов в горизонтальном положении; е — последовательность кантовки рулонов из вертикального в горизонтальное положение; ж — кантовка рулона с помощью стропа (из вертикального в горизонтальное положение и наоборот) |
Слитки цветных металлов в пакетах больших размеров — это прямоугольные или круглые в сечении заготовки длиной до 1500 мм, шириной до 850 мм и массой порядка 100 кг, укрупненные в пакеты правильной формы, стянутые фасонными профилями и болтовыми соединениями из того же металла. Масса пакетов составляет 2—10 т. Горизонтальные швеллеры или уголки, стягивающие пакет, служат и прокладками, образующими пространство для ввода стропов и вил погрузчиков и кранов.
Слитки цветных металлов в пакетах и блок - пакетах перегружают кранами на стропах и погрузчиками на вилах. Складирование обычно осуществляется на тыловой территории.
Аналогично рулонам на «салазках» перегружают упакованные пачки металла на «салазках» (жесть и др.).
Перспективы совершенствования технологии перегрузки стали в рулонах и слитков цветных металлов в пакетах и блок - пакетах связаны с увеличением массы и унификацией формы и упаковки грузов, созданием новых эффективных автоматических ГЗУ и оснащением перегрузочных комплексов портов кранами с поступательным перемещением груза, сокращением за этот счет применения стропов и повышением производительности труда и интенсивности обработки транспортных средств. Эти грузы в равной степени могут перевозить как открытые суда, так и суда со значительными подпалубными пространствами, важно только, чтобы туннель гребного вала не «прорезал» кормовые трюмы и не мешал работе погрузчиков.
42. ШТУЧНЫЕ МЕТАЛЛОГРУЗЫ
К штучным металлогрузам относят малогабаритные изделия из металла, которые нельзя штабелировать навалом (укрупнение их для перевозки различными видами транспорта практически только начинается как в нашей стране, так и за рубежом): железнодорожные колеса и бандажи, проволоку стальную и из цветных металлов в мотках с тканевой упаковкой и без нее, колючую проволоку в мотках и др. Характерная технологическая особенность этих грузов — относительно малые размеры и масса одного грузового места. Перевозят их по железной дороге, как в открытых, так и крытых вагонах. Технология перегрузки и пути совершенствования имеют много общего с тарно-штучными грузами.
Железнодорожные колеса и бандажи перевозят морем стопками в горизонтальном положении (укладкой на торец). Таким же способом целесообразно перевозить их по железной дороге и автомобильным транспортом. При этом должны быть созданы необходимые условия для комплексной механизации перегрузочных процессов. Колеса перемещают краны с помощью групповых ГЗУ по 6—12 шт. «в подъеме» (рис. 48), а погрузчики — ну или стопками по несколько штук в высоту в зависимости от грузоподъемности погрузчика. Выгрузку и погрузку в районе просвета люков судов осуществляют послойно, штабелирование и разборку штабелей в подпалубном пространстве — стенкой с помощью погрузчиков. Складируют колеса, как правило, на прикордонной территории в зоне действия причальных кранов. Полувагоны загружают послойно со смещением очередного слоя относительно предыдущего в шахматном порядке. Бандажи железнодорожных колес перевозят и перегружают стопками по 4 - 6 шт. в высоту. Краны перемещают стопки бандажей групповыми захватами (рис. 49, а, б) погрузчики - двухвилочным захватом, вводя вилы под реборды нижнего бандажа.
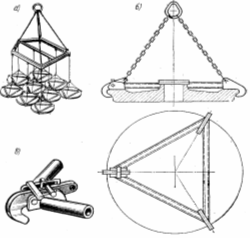 |
Рис. 48. Захват для железнодорожных колес: а — подвеска - с захватами; б — подвижный крюк захвата; в — захват |
В грузовых помещениях судов формирование и расформирование штабелей осуществляют на просвете люка стопками послойно, а под палубой — стенкой на всю высоту с применением погрузчиков. На складе стопки бандажей транспортируют и штабелируют, как правило, погрузчиками. Полувагоны загружают стопками бандажей послойно с укладкой сепарационных досок между слоями стопок.
Непакетированная проволока в мотках, складирование и перевозку которой осуществляют с упорядоченным штабелированием (не навалом), бывает упакованной и неупакованной в ткань. Первую перевозят по железной дороге в крытых вагонах, а вторую - в полувагонах. Мотки могут быть упакованы с сохранением центрального отверстия или его зашивают.
Неупакованные мотки размещают в полувагоне на образующую ровными рядами вдоль него. Разгрузку и загрузку полувагонов производят двух - или трехстропной подвеской. Стропы продевают в отверстия мотков с помощью проволочных крючьев. Внутрипортовое транспортирование, штабелирование и разборку штабелей на складах и в подпалубном пространстве судов осуществляют автопогрузчиком с двухвилочным захватом и удлинителями, штабель формируют стенкой с наклоном в сторону специальных упоров (на складе) или бортов и переборок (в грузовых помещениях судов) и подклинкой крайних рядов сбоку во избежание раскатывания. Каждый последующий ярус мотков устанавливают в углубления между соседними рядами нижележащего яруса. Таким же образом, но в один ярус, мотки устанавливают на передаточных площадках (причале и железнодорожном грузовом фронте). Масса неупакованных мотков составляет 100 - 350 кг и ручное перемещение их при перегрузке не применяют. Однако по эффективности (трудоемкости, себестоимости и интенсивности обработки транспортных средств) такой технологический процесс уступает перегрузке магнитами. Особенно трудоемкой является операция застропки, так как в полувагонах и судах приходится ломиком раздвигать часть мотков, с трудом продевать проволочные крючья и протаскивать стропы.
При перегрузке упакованной проволоки в мотках складские,, причальные и судовые операции осуществляют те же, что и для неупакованной. Штабель в крытом вагоне формирует погрузчик с вилами. Мотки устанавливают на образующую параллельно торцу вагона с наклоном к этим стенкам. Штабель формируют равномерно по всей ширине вагона (или проема двери) в два - три яруса стенкой. Если проволока, подлежащая отправке морем, прибывает установленной в вагонах таким же образом, выгрузку ведут в обратной последовательности комплексно - механизированным способом. Вагоны с мотками проволоки, установленными вдоль бортов вагона или уложенными плашмя, выгружают с применением тяжелого ручного труда: первые разворачивают, вторые кантуют на образующую и затем устанавливают у штабеля в вагоне в ряд параллельно торцевым стенкам. Далее мотки вывозят из вагона погрузчиком с вилами.
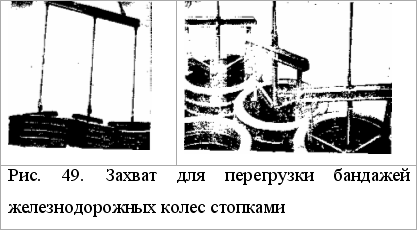
Таким образом, первоочередной задачей совершенствования технологии перегрузки такой проволоки является решение с поставщиками груза вопроса о размещении ее в вагонах только на образующую параллельно торцевым стенкам вагона.
Упакованную проволоку в мотках без отверстий перегружают вручную, формируя пакеты на поддонах при разгрузке транспортных средств и вручную расформировывая их при загрузке. Этот груз подлежит первоочередной пакетизации по схеме «от двери до двери» подобно мешкам, коробкам и т. д.
Колючую проволоку в мотках по железной дороге перевозят в полувагонах, перегружают кранами с крюковыми подвесками и. транспортируют внутри порта на прицепах, полуприцепах, трейлерах и ролл - трейлерах. В связи со специфическими свойствами груза его перегрузка связана с особой опасностью травмирования рабочих даже при выполнении вспомогательных операций (застропки, отстропки, перемещения по слою груза и т. д.). Поэтому для создания и внедрения эффективных способов пакетирования колючей проволоки с образованием жестких пакетов правильной геометрической формы ее принимают в портах к перегрузке только связками по несколько мотков с застропкой крюками за обвязочные пояса, прочность последних должна быть гарантирована отправителем. На складе связки размещают в такое количество ярусов, чтобы застропку и отстропку можно было произвести, не поднимаясь на штабель. На суда связки мотков колючей проволоки грузят с помощью ковшей с самоотцепом подобно чугуну в чушках, а при разгрузке вагонов и судов для перемещения людей по грузу используют деревянные щиты или рабочие должны быть одеты в специальную одежду.
Перспективы совершенствования технологии перегрузки штучных металлогрузов связаны с организацией перевозок пакетами, блоками и блок - пакетами по схеме «от двери до двери», использованием для укрупнения грузов открытых и закрытых контейнеров, созданием условий для перегрузки неупакованной стальной проволоки магнитами.
Глава 8
ТЕХНОЛОГИЯ ПЕРЕГРУЗКИ ТЯЖЕЛОВЕСНЫХ ГРУЗОВ
43. ОСОБЕННОСТИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ПЕРЕГРУЗКИ ТЯЖЕЛОВЕСНЫХ ГРУЗОВ
К тяжеловесным грузам относят: самоходную и несамоходную автомобильную и тракторную технику на колесном и гусеничном ходу; укрупненные транспортные единицы, созданные с помощью контейнеров, контейнерных тележек (ролл - трейлеров), магистральных прицепов и полуприцепов и т. д.; оборудование в ящиках и без упаковки весом более 3 т и особо тяжеловесные грузы более 35 т. Общими чертами их технологической характеристики являются: большая масса и значительные размеры одного грузового места, необходимость сложного специального крепления на транспортных средствах во избежание смещения и опрокидывания в процессе перевозки; перегрузка только комплексно - механизированным способом; приспособленность к хранению на открытой складской площади.
Грузы, входящие в категорию тяжеловесных, имеют весьма существенные отличия: масса одних составляет 3 - 5 т, а других 400 - 500 т, длина колеблется от двух до нескольких десятков метров. Автомашины перегружаются в большинстве случаев своим ходом и при определенных условиях для них не нужны подъемно - транспортные машины (необходима только технологическая оснастка). Для большинства других грузов нужна сложная и дорогостоящая перегрузочная - техника. Укрупненные транспортные единицы в максимальной степени унифицированы, поэтому для технологии перегрузочных работ практически не имеет значения, что в них находится - хлопок или сложнейшие электронные приборы, мешки или слитки металла. Для оборудования, особенно неупакованного, характерно большое разнообразие форм и размеров, в связи, с чем важнейший технологический вопрос о том, как застропить груз, для каждого грузового места решают самостоятельно.
В результате таких специфических особенностей технологическая планировка и схемы механизации перегрузочных комплексов тяжеловесных грузов отличаются большим разнообразием и их целесообразно рассмотреть раздельно по группам однородных в технологическом отношении грузов.
К тяжеловесным грузам предъявляются особо жесткие требования, они должны быть соответствующе подготовлены изготовителем к перевозке на морских судах, перегрузке и краткосрочному хранению в портах, т. е. созданы необходимые условия для рационального размещения и надежного, быстрого и удобного» крепления грузов на транспортных средствах, высокопроизводительной и безопасной перегрузки в портах отправления и назначения. Эти требования должны учитываться еще при проектировании и изготовлении изделий, которым предстоит стать грузами, и выполнение их контролировать перед отправкой в порты погрузки.
У контейнеров и других УТЕ эти технологические требования обеспечиваются конструкцией средств укрупнения и соблюдением грузоотправителями правил размещения и крепления грузов в средствах укрупнения, которые должны соблюдаться каждым предприятием и организацией, осуществляющими их загрузку. За выполнение этих правил грузоотправитель несет ответственность, как за правильную упаковку груза.
Для других тяжеловесных грузов общие транспортно - технологические требования заключаются в следующем.
1. Для перевозки на судах груз должен:
- иметь опорную поверхность, обеспечивающую его устойчивость на ровной площадке палубы без использования фигурных подставок. Если подставки необходимы, они должны быть поставлены отправителем вместе с грузом или заранее, либо по предварительному согласованию с судовладельцем их заранее изготавливает и монтирует на судне судовладелец за счет грузовладельца;
- быть приспособленным для надежного крепления к корпусу судна;
- быть приспособленным для многоярусного штабелировання при перевозке во внутренних помещениях судна (кроме неупакованных грузов).
2. Для перегрузки и хранения в порту груз должен:
- иметь четкую и ясную маркировку мест застропки, массы, а также положения центра тяжести;
- быть приспособленным для быстрой, удобной и надежной застропки при перегрузке кранами; для быстрого пуска двигателя и перегона с соблюдением правил его эксплуатации при транспортировке своим ходом или портовым тягачом (в последнем случае должно быть обеспечено удобное и надежное сцепление).
3. Для отправки из порта по железной дороге или автотранспортом груз должен отвечать требованиям и правилам соответственно МПС или автотранспортных организаций и быть приспособленным для высокопроизводительной и безопасной погрузки и крепления на соответствующем подвижном составе.
Кроме этих общих условий к отдельным группам тяжеловесных грузов предъявляют еще специфические транспортно - технологические требования. Из тяжеловесных грузов выделяют негабаритные, которые при погрузке на железнодорожные платформы или транспортеры по своим размерам выходят за пределы внешних очертаний вагонов.
44. АВТОТРАКТОРНАЯ ТЕХНИКА
Автомобильную и тракторную технику с точки зрения технологии перегрузки разделяют на: самоходную на колесном ходу, несамоходную на колесном ходу и гусеничную.
Самоходная колесная техника, т. е. машины и тракторы, имеющие автономный двигатель и предназначенные в условиях нормальной эксплуатации для движения своим ходом, должны и перегружаться в портах этим способом в максимально возможной степени, так как он для них является наиболее естественным, простым и эффективным. В полном объеме такая технология реализуется при перевозках техники ролкерами, а при использовании судов с вертикальной погрузкой необходимо применять краны. Выгружать и грузить кранами целесообразно на железнодорожный подвижной состав грузовые бортовые автомобили, размещаемые для лучшего использования вместимости транспортных средств в наклонном положении (эта операция может быть выполнена и своим ходом) При поступлении техники в незначительном количестве (100 - 1000 ед. в год) и перевозке ее судами с вертикальной погрузкой в зимнее время, когда приходится охлаждающую жидкость сливать из радиаторов после движения своим ходом, применяют метод перегона самоходной колесной техники по территории порта буксировкой.
Несамоходную колесную технику, т. е. не имеющую двигателей должны поставлять в порты в таком состоянии, чтобы ее можно было буксировать без дополнительной подготовки тем способом, для которого она предназначена в нормальных условиях эксплуатации.
Гусеничную технику, как правило, в портах своим ходом не перегоняют, а перегружают кранами и транспортируют на трейлерах и ролл - трейлерах (за исключением специальных перевозок, условия которых оговорены соответствующими правилами и технологией). На ролкерах гусеничную технику целесообразно перевозить в укрупненном виде на ролл - трейлерах, магистральных прицепах, полуприцепах, и трейлерах.
Обычно легковые автомобили «Жигули», «Москвич» и др. перевозят по железной дороге в специальных двухъярусных вагонах (платформах и крытых), остальную автотракторную технику — на универсальных платформах. Загрузку и разгрузку платформ производят через тупиковую аппарель, а крытых вагонов — по специальным наклонным мосткам через торцевую дверь. Отечественные морские порты обычно сталкиваются только с разгрузкой специальных платформ и крытых вагонов, поскольку вывоз легковых автомобилей по суше, как правило, осуществляется своим ходом по автодорогам.
Универсальные платформы в портах разгружают и загружают. На двухъярусных платформах и в крытых вагонах автомобили крепят штатными специальными средствами, имеющимися в комплекте вагонного оборудования (упорны фиксирующиеся башмаки для колес). На универсальных платформах автомобили и тракторы крепят деревянными упорными брусками, прибивающимися к полу, и проволочными оттяжками в соответствии с техническими условиями МПС.
Аппарели применяют трех типов (рис. 50): одноярусные, двухъярусные и универсальные. Первые два типа проще по конструкции, не имеют приводов, третий сложнее, состоит из концевой одноярусной аппарели, промежуточной вставки и основной конструкции с качающейся рампой, которая поднимается и опускается электролебедкой. Универсальная аппарель удобна тем, что дает возможность на одном железнодорожном пути разгружать как одноярусные, так и двухъярусные платформы.
 |
| Рис. 50 Аппарели для выгрузки (погрузки) колесной техники с железнодорожных платформ: а - одноярусная; б - двухъярусная, в - универсальная |
Платформы подают на ЖГФ для разгрузки - загрузки единой ставкой без расцепки, крытые вагоны — с промежутками, позволяющими открыть торцевые двери вагонов (расположены с одного торца), установить мостик и обеспечить площадку для маневрирования машин после съезда с мостков. При разгрузке - загрузке платформ машины перегоняют через тупиковую аппарель одну за другой, переезжая с платформы на платформу по откинутым предварительно торцевым бортам (при неисправности какого - либо из бортов устанавливают переносные мостки). При обработке крытых вагонов машины выезжают после съезда с мостиков вправо или влево с железнодорожного пути. Таким образом, рельсовый путь, на котором обрабатывают крытые вагоны, должен быть утопленным, т. е. находиться на одном уровне с бетонным или асфальтовым покрытием.
До выгрузки машин должны быть сняты крепления и выполнены все предусмотренные инструкцией по эксплуатации операции по подготовке и пуску двигателя. Если при этом система охлаждения не заполнена антифризом или другой незамерзающей жидкостью, в нее заливают воду из имеющихся на ЖГФ специальных водопроводных кранов через шланги или из автоводолея, если ЖГФ не оборудован стационарным водоснабжением. Для доступа людей на второй ярус специальных платформ железнодорожный путь, предназначенный для их обработки, оборудуют стационарными галереями - балконами с двух сторон или используют передвижные подставки. В последнем случае производительность грузовых работ снижается на 10—15%.
После выгрузки с платформ или из вагонов машины перегоняют на склад. Погрузку их ведут в обратном порядке. После перегона машин водителей доставляют обратно микроавтобусом, выделяемым бригаде. Каждая технологическая линия состоит из звена докеров, занятых креплением, двух звеньев докеров, выполняющих функции водителей, и микроавтобуса с водителем.
Машины, установленные на железнодорожных платформах в наклонном положении, выгружают своим ходом с помощью мостиков, которые опираются передней частью на край кузова впереди стоящего автомобиля. Выгрузка также ведется через тупиковую аппарель. Платформы с машинами, расположенными двигателем в сторону аппарели, подают на ЖГФ с прикрытием из такого числа порожних платформ, которое необходимо для съезда в горизонтальное положение всех машин до начала движения первой из них через аппарель.
На автоскладе технику размещают рядами в размеченных зонах — в каждом ряду машины одного наименования и на один порт (станцию) назначения. Неисправную технику хранят отдельно. Автосклад обычно имеет автомастерскую, которая при необходимости выполняет мелкий ремонт машин и обслуживает их.
Погрузку на суда - ролкеры ведут перегоном непосредственно с автосклада на место установки на палубе или через оперативно - накопительную площадку, входящую в состав МГФ и предназначенную для того, чтобы предварительно сосредоточить всю технику в непосредственной близости от причала до подхода судна. На площадке машины и тракторы проверяют, доукомплектовывают, доливают топливо в баки, если это необходимо, экспортную технику предъявляют работникам Государственной инспекции по качеству экспортных товаров. Машины размещают на оперативно - накопительной площадке таким образом, чтобы загрузку судна можно было вести подряд в соответствии с грузовым планом, без выборки. Это дает возможность значительно повысить интенсивность обработки судна. При разгрузке судов оперативно - накопительная площадка служит для ускоренной выгрузки машин подряд без рассортировки с последующей детальной проверкой и группировкой их по станциям назначения при перегоне на склад.
Технику на ролкерах крепят штатными специальными средствами судна. Для крепления выделяют специальное звено докеров. Таким образом, в состав технической линии входит два звена докеров, выполняющих функции водителей, звено рабочих, занятых креплением, и микроавтобус с водителем, осуществляющим доставку рабочих после перегона группы машин.
Выгрузку - погрузку несамоходной колесной техники с универсальных платформ ведут через тупиковую аппарель, а с ролкеров — буксировкой на жесткой сцепке тягачами, в качестве которых используют колесные тракторы МТЗ - 80 и ЮМЗ, для тяжелых машин — Т - 150 и К - 700. Если несамоходная автотехника установлена на платформах не друг за другом, а сцепными устройствами друг к другу, выгрузку - погрузку производят кранами. Кроме того, кранами перегружают любые машины при перевозке в полувагонах. При погрузке техники кранами на универсальные сухогрузные суда транспортирование машин в подпалубное пространство производят своим ходом, затягиванием с помощью канифас - блоков судовыми лебедками или заталкиванием вручную без пуска двигателя.
Самоходную колесную технику по территории порта при обработке судов кранами буксируют тракторами ЮМЗ, МТЗ - 80, К - 700, Т - 150 и автомобилями ЗИЛ - 130, МАЗ - 500, КамАЗ и т. д. Из буксирных приспособлений наиболее удобны и эффективны гибкие буксиры — стальные или растительные, а также синтетические стропы, с помощью которых можно достигнуть наибольшей производительности технологической линии. Применяют их только при механическом или гидравлическом приводе тормозов у буксируемой машины, действующем независимо от двигателя.
Если машины имеют пневматический привод тормозов, который действует только при поддержании необходимого давления в пневмосистеме, буксировку осуществляют жесткими или гибкими буксирами, но с подключением тормозной системы перегружаемой машины к пневмосистеме буксировщика шлангом, входящим в комплект буксира. Жесткий буксир более эффективен при относительно небольшой массе машины и, главное, при транспортировании на короткое расстояние, так как с его помощью сцепку и расцепку производить быстрее, чем с подключением тормозов. Гибкий буксир с пневмошлангом хотя и требует больше затрат времени на сцепку и расцепку, но обеспечивает большую маневренность и свободу действий буксировщику, поэтому его используют для тяжелых машин, в снег и гололед, а также при транспортировании на расстояние 0,5 км и более.
Применяют и треугольные жесткие буксиры и приспособления к автопогрузчикам и портовым тягачам для буксировки с подъемом передней части машины. Они не требуют присутствия водителя в кабине буксируемой машины. Первые из них эффективны при массовой буксировке машин одной модели относительно малых размеров и массы и хорошем состоянии дороги.
Погрузчики в качестве буксировщиков используют только при транспортировании на весьма короткое расстояние (до 50 м) и для точной расстановки машин в ряды на складе и судне в случае неисправности двигателей. Подъемные устройства к портовым тягачам весьма эффективны в самых различных условиях и могут успешно конкурировать с гибкими буксирами, но применимы не для всех моделей машин и требуют тщательной конструктивной проработки и большой осторожности во избежание повреждения узлов и деталей буксируемой машины, за которые она поднимается (передний буфер, рама шасси и т. д.).
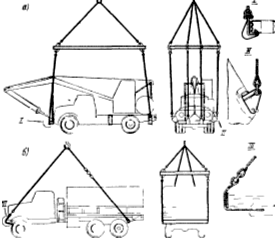 |
Рис. 51 Способы застропки автомобильной техники: а - основной с помощью специальных грузозахватных устройств; б - упрощенный с помощью универсальных приспособлений |
Гусеничную технику и колесные машины в частично разобранном виде (со снятыми) колесами перегружают на ролл - трейлерах. Колесную и гусеничную технику на универсальных сухогрузных судах крепят согласно техническим условиям пароходств. Наиболее сложным и ответственным вопросом при перегрузке автотехники кранами является способ застропки и конструкция применяемых ГЗУ. Связано это со значительным разнообразием типов и моделей машин, конструкций и размеров их узлов, которые используют для застропки. Способы застропки и ГЗУ для автотракторной техники подразделяют на основные и упрощенные. Основные создают в расчете на максимальное обеспечение сохранности машин (должны быть исключены малейшие царапины и повреждения окрасочного слоя) и достижение максимальной производительности труда при перегрузке за счет использования подвесок большой высоты и размеров, которые унифицированы по группам однородных по массе и размерам машин (подвески для легковых автомобилей, для машин типа УАЗ, для грузовых машин массой 3—15 т, для машин массой от 15 до 30 т и т д.). Главный элемент таких подвесок — распорные рамы. Применяют и специальные легкие, максимально удобные и надежные грузозахваты для каждой модели или нескольких моделей машин (рис 51, а)
Упрощенные способы застропки и ГЗУ для автомобильной техники предназначены для производства грузовых работ судовыми кранами или стрелами с малой высотой подъема груза или при единичном поступлении машин, а также при специальных перевозках, когда в связи с комплексом разных причин универсальность, доступность и простота конструкции ГЗУ имеют большее значение, чем выработка на одного рабочего и опасность нанесения царапин и повреждений окрасочного слоя.
Их создают за счет:
а) применения ограниченного числа универсальных по типам машин подвесок, включающих вместо рам распорки (или без них) и имеющих минимальную высоту подвеса груза и габариты в плане;
б) использования простых универсальных захватов (в основном стропов) и разных подкладок из подручных материалов (сепарационных досок, металлических уголков и резиновых накладок) (рис. 51, б).
Производительность технологической линии при использовании упрощенных ГЗУ на 50 - 200%, а выработка на одного рабочего на 80 - 250% ниже, чем в условиях применения основных. Всего в портах применяют в настоящее время более 50 вариантов разных ГЗУ для автотракторной техники.
Закрепляет и снимает крепления вся бригада и время на эти операции тратят столько же (или больше), как на погрузку - выгрузку. Железнодорожные грузовые фронты для автотракторной техники обычно имеют один - два пути с универсальными аппарелями и галереями - балконами для разгрузки двухъярусных и универсальных платформ своим ходом, кроме того, ЖГФ имеет два - три пути, которые обслуживают краны с одноярусными или универсальными аппарелями для разгрузки крытых специальных вагонов и универсальных платформ, как своим ходом, так и кранами. Наиболее эффективны в этих условиях козловые краны грузоподъемностью 30 - 35 т.
Перспективы совершенствования технологии перегрузки автотракторной техники связаны с дальнейшим интенсивным развитием перевозок судами - ролкерами и почти полным переходом на производство грузовых работ своим ходом.
45. Малотоннажные контейнеры
К малотоннажным относят контейнеры весом брутто менее 10 т: железнодорожные; резинокордные и прочие мягкие; специальные для концентратов руд цветных металлов и т. д. Их характерные технологические особенности: разнообразие формы и размеров, относительно небольшая масса, плохая приспособленность для автоматической и управляемой застропки и отстропки унифицированными захватами при перегрузке кранами. Малотоннажные контейнеры – это первый промежуточный шаг к современной контейнеризации, базирующейся на использовании крупнотоннажных унифицированных высокоэффективных контейнеров. Однако малотоннажные контейнеры еще длительное время будут использовать из-за острого недостатка крупнотоннажных.
Универсальные контейнеры УУК - 25 и УУК - 5 перегружают кранами с застропкой за рымы, расположенные в верхней части, или кольца крюковыми подвесками и специальными захватами с ручной застропкой и автоматической отстропкой. Погрузчики транспортируют такие контейнеры на двухвилочном захвате с удлинителями. Для внутрипортовой перевозки используют трейлеры и ролл - трейлеры с тягачами.
На складах, не обслуживаемых кранами, контейнеры штабелируют на деревянных брусках, что дает возможность погрузчику взять и поставить контейнер вилами. В просвете люка судна штабель формируют послойно, а в подпалубном пространстве – стенкой на всю высоту.
Мягкие контейнеры и специальные для концентратов руд цветных металлов перегружают аналогичным образом и по тем же технологическим схемам, но при перемещении их кранами полуавтоматически захваты не применяют и погрузчики транспортируют мягкие контейнеры в подвешенном состоянии.
Малотоннажные контейнеры перегружают на портовых комплексах с открытыми складскими площадками большой протяженности. Комплексы оснащены универсальными поворотными портальными кранами.
Перспективы совершенствования технологии перегрузки малотоннажных контейнеров связаны с более широким использованием судов, не имеющих подпалубных пространств, и с созданием и внедрением групповых ГЗУ, обеспечивающих одновременное перемещение четырех, восьми и более контейнеров, а также с оснащением комплексов кранами большой грузоподъемности.
46. Крупнотоннажные контейнеры
Одним из наиболее эффективных и перспективных направлений технической революции на транспорте вообще и на морском транспорте в частности является развитие контейнерной транспортно - технологической системы, которая предусматривает укрупнение грузов в крупнотоннажных универсальных контейнерах международного стандарта, осуществление перевозки морем на судах - контейнеровозах ячеистой конструкции или на специально оборудованных универсальных судах открытого типа и производство перегрузочных работ в портах, в основном, на специальных высокопроизводительных комплексах Эффективность контейнерной транспортной технологической системы базируется на высокой степени укрупнения грузов, максимальной унификации грузовых мест, полной механизации перегрузочного процесса и основного объема вспомогательных операций (крепления на судах, вагонах и автомашинах), создании условий для перевозки грузов в форме УТЕ по схеме «от двери до двери».
Трудоемкость перегрузочных работ при контейнеризации снижается от 2 до 30 раз в зависимости от коэффициента перевалки и процента отправки контейнеров из порта без наполнения и опорожнения. Интенсивность обработки флота повышается в 4—6 раз. В результате резко снижается стояночное время судов под обработкой в портах. Если универсальные сухогрузные суда находятся в море около 40% эксплуатационного времени, то у контейнеровозов ходовое время составляет 70 - 75%. Опыт эксплуатации контейнеровозов на перевозках грузов из Европы на Дальний Восток показал, что один контейнеровоз заменяет 7,5 обычных универсальных судов.
К крупнотоннажным относятся контейнеры весом брутто 10 т и более, однако широко распространены контейнеры только 20 и 30 т (УУК - 20 и УУК - 30, которые по международному стандарту обозначаются 1C и IA, т. е длиной 20 и 40). Крупнотоннажные контейнеры являются эффективнейшим средством укрупнения для тарно-штучных грузов, металлов, а при определенных условиях их успешно применяют для перевозки наливных и насыпных грузов.
Крупнотоннажные контейнеры разделяют на универсальные и специальные. Первые могут быть закрытыми, с мягкой крышей и открытыми (флеты). Закрытые контейнеры имеют двери с одного из торцов (наиболее распространены) или по бортам.
К специальным относят контейнеры для наливных (танк - контейнер) и насыпных (балк - контейнер) грузов, а также рефрижераторные, изотермические и др.
Загружают и разгружают контейнеры так же, как и вагоны. В морских портах крупнотоннажные контейнеры перегружают на универсальных и специальных комплексах (терминалах). Универсальные комплексы имеют значительно открытые территории, обслуживаемые кранами, и небольшие крытые склады или навесы для использования в качестве склада комплектации с целью загрузки и разгрузки контейнеров. Краны должны иметь грузоподъемность не менее 25 т на крюке для контейнеров 20 и 35 т - для контейнеров 40. Целесообразно, чтобы они были оборудованы механизмом управляемого поворота груза вокруг вертикальной оси.
Для перегрузки крупнотоннажных контейнеров краны оснащают ГЗУ четырех типов: подвесками с ручными захватами, обеспечивающими застройку за нижние или за верхние фитинги (рис. 52, а, в); захватами с централизованным ручным управлением поворота штыков (рис. 52, б); автоматическими грузозахватными приспособлениями типа ЗКИ - 1С, ЗКИ - 1А (см. рис. 15) и управляемыми спредерами с электрогидравлическим приводом (рис.53).
Подвески с ручными захватами наименее эффективны, требуют участия двух—четырех рабочих в застропке и отстропке, присутствия людей на штабелях, что ограничивает высоту безопасного штабелирования, их нельзя применять для обработки судов - контейнеровозов ячеистой конструкции. Используют такие подвески для перегрузки небольших партий контейнеров на неспециализированных участках. Захваты с централизованным ручным управлением поворота штыков стропятся и отстропливаются с участием одного рабочего. Они обеспечивают большую производительность, чем ручные подвески, и штабелирование контейнеров в два яруса без присутствия людей на штабеле, однако их нельзя применять для обработки судов ячеистой конструкции. В целом эти захваты значительно уступают по эффективности автоматическим ГЗП и управляемым ГЗМ.
Автоматические захваты типа ЗКИ являются наиболее эффективным ГЗУ для перегрузки крупнотоннажных контейнеров к универсальными поворотными кранами. Применение их обеспечивает наибольшую производительность труда, выполнение складских операций крановщиком без участия докеров. Автоматические захваты можно успешно применять без механизма, управляющего поворотом груза, так как выступающие с одного торца и одного бока ловители подводятся к контейнеру и дальнейшими движениями крана захват нацеливается без оттяжек и багров. Единственный недостаток таких захватов — отсутствие механизма смещения центра подвеса, что затрудняет перегрузку некоторых контейнеров при обработке судов ячеистой конструкции. Управляемые спредеры к универсальному поворотному крану тяжелы и требуют, его специального переоборудования, а при наличии механизма смещения центра подвеса можно успешно обрабатывать ячеистые грузовые помещения. Их используют на кранах причальной линии при систематической обработке ячеистых контейнеровозов.
 |
Рис. 54. Козловой кран на пневмоколесном ходу для перегрузки контейнеров Рис. 53 Спредер с электрогидравлическим приводом к универсальному портальному крану |
Складские операции на территории, не обслуживаемой рельсовыми кранами, производят, как правило, фронтальными или боковыми погрузчиками с вилами и спредерами.
Крупнотоннажные контейнеры должны перегружать на специальных портовых комплексах, которые в отличие от универсальных обеспечивают: практически полное исключение повреждений контейнеров при перегрузке, максимальную интенсивность обработки дорогостоящих судов - контейнеровозов, максимальную производительность труда в порту, наибольшую пропускную способность причала и комплекса в целом. Кроме того, специальные комплексы создают наилучшие условия труда для портовых рабочих.
Морской грузовой фронт обслуживают причальные перегружатели с подъемной или выдвижной консолью с морской стороны и поступательным перемещением спредера (для обслуживания верхней палубы ролкеров необходим поворотный захват). Железнодорожный грузовой фронт оборудуют козловыми кранами с поступательным и поворотным движением тележки, к которой подвешен спредер. Для обслуживания контейнерного склада применяют три основные схемы механизации: с хранением контейнеров на полуприцепах и транспортированием их между грузовыми фронтами и складами с помощью автотягачей; с транспортированием и штабелированием контейнеров портальными погрузчиками; со штабелированием контейнеров козловыми кранами на пневмоколесном или рельсовом ходу (рис. 54) и транспортированием их автотягачами с полуприцепами.
Первая схема механизации весьма удобна, когда контейнеры завозят и вывозят по суше автотранспортом. Она позволяет снизить до минимума портовые расходы по перегрузочному оборудованию, не требует огромной территории склада, так как контейнеры размещают только в один ярус и между рядами оставляют большие проезды для маневрирования автотягачей.
Вторая схема предусматривает использование весьма дорогих и сложных по конструкции портальных погрузчиков, расходы по которым достаточно велики, они имеют значительный удельный вес в общей стоимости перегрузки контейнеров. Однако при этой схеме значительно лучше используется площадь склада и резко снижаются капитальные затраты на строительство и оборудование территории, а также амортизационные расходы по этой статье. В целом вторая схема много эффективнее первой, особенно при завозе и вывозе груза железнодорожным транспортом и значительном объеме комплектации контейнеров. Почти все действующие отечественные комплексы построены по второй схеме.
Третья схема предусматривает штабелирование и разборку штабелей на складе козловыми кранами, т. е. машинами еще более сложными и дорогими, чем портальные погрузчики, но, во-первых, для обслуживания комплекса их по количеству нужно значительно меньше, чем погрузчиков, так как они только перегружают, но не транспортируют груз, и, во-вторых, их срок службы в 3 раза превышает срок службы погрузчиков, следовательно, процент амортизационных отчислений соответственно снижается в 3 раза. Контейнеры между складом и грузовыми фронтами транспортируют автотягачами с полуприцепами, которые имеют такой же срок службы, как и погрузчики, но многократно проще и дешевле их. Кроме того, штабелирование в этом случае можно производить не в три яруса, как портальными погрузчиками, а в четыре или пять, и площадь необходимых проездов уменьшается. Третья схема весьма перспективна и по ней строятся новые отечественные комплексы.
По железной дороге крупнотоннажные контейнеры перевозят на специальных универсальных платформах. Специальные платформы вмещают по три контейнера 20, имеют стационарные фиксирующие штыки, которые входят в нижние отверстия фитингов, поэтому дополнительно крепить контейнеры не надо. Универсальные платформы вмещают по два контейнера 20, которые необходимо дополнительно крепить упорными брусками, прибиваемыми к полу.
 |
| Рис 55. Спаренная работа кранов: а — балансирная траверса; б — схема распределения усилий между точками подвеса |
В ячеистых грузовых помещениях судов - контейнеровозов контейнеры дополнительно не крепят, в трюмах универсальных сухогрузов, оборудованных для перевозки контейнеров, последние ставят на фиксирующие закладные элементы; поворотные колонки или пластины со штыками, которые устанавливают или снимают рабочие по мере погрузки - выгрузки. Применяют также прижимающие найтовы из специальных элементов. На верхней палубе любых контейнеровозов контейнеры крепят закладными элементами и найтовами, как и в трюмах переоборудованных судов. На каждом судне, предназначенном для перевозки контейнеров, должны быть штатная схема их размещения и крепления и комплект приспособлений.
Перспективы совершенствования технологии перегрузки крупнотоннажных контейнеров связаны с созданием портовых комплексов нового типа — с высокопроизводительными перегружателями и козловыми кранами, многоярусными автоматизированными «сотовыми» складами и транспортированием между грузовыми фронтами и складом с помощью автоматизированных рельсовых тележек и машин непрерывного действия. Такие комплексы будущего уже проектируют и строят.
47. ТЯЖЕЛОВЕСНОЕ ОБОРУДОВАНИЕ.
К тяжеловесному оборудованию относят разные машины, станки, агрегаты, котлы, металлоконструкции, механизмы и прочие грузы (кроме автотракторной техники и контейнеров) в ящиках и без упаковки массой от 3 до 35 т. Наиболее характерная технологическая особенность — исключительно большое разнообразие формы и размеров, длина может достигать 40 м и более (мостовые краны в собранном состоянии, и другие подобные грузы).
По железной дороге такие грузы перевозят на открытом подвижном составе, как правило, на платформах; крепят их деревянными брусьями и проволочными оттяжками в несколько нитей в соответствии с техническими условиями МПС, а если в последних не указан конкретный груз, то согласно чертежам, разрабатываемым грузовладельцами или проектными группами железнодорожных станций или отделений дороги. В необходимых случаях производят специальное сложное крепление, применяя сварочные работы.
На судах тяжеловесное оборудование перевозят как во внутренних грузовых помещениях, так и на палубе; крепят его тросом с зажимами и талрепами или проволокой в. несколько нитей.
Тяжеловесное оборудование перегружают на универсальных портовых комплексах с открытыми складами большой площади, обслуживаемыми поворотными портальными кранами грузоподъемностью 15—35 т. Краны могут работать спаренно с помощью балансирной траверсы (рис. 55) или при большой длине груза без нее. В случае работы без траверсы необходимо соблюдать особую осторожность и внимательно следить за синхронностью и согласованностью действия кранов. Независимо от того, применяют траверсу или нет, расстояние от центра тяжести груза до точек его подвеса к кранам должно быть обратно пропорционально грузоподъемности кранов.
Груз для подъема кранами застрапливают в местах, указанных маркировкой или в сопроводительной документации отправителя (чертежах, схемах). При этом соблюдают следующие условия: центр тяжести груза и точка подвеса его к крюку крана должны быть на одной вертикали, угол между ветвями стропов при вершине не должен превышать 90°. При наличии на грузе штатных устройств для застропки (приливов, крюков, рымов, проушин, отверстий и др.) используют четыре концевых стропа с такелажными скобами, закладными деталями, крюками и т. д. Застропку грузов в ящиках и без упаковки, не имеющих штатных устройств для крепления захватных приспособлений, производят стропами под опорную поверхность, как правило, «на люльку». При перегрузке металлических конструкций, не имеющих приспособлений для предупреждения соскальзывания стропов, но допускающих обжатие, можно применять застропку «в двойной охват». Для грузов, боящихся обжатия, используют распорные рамы и балки. В местах огибании стропами острых кромок груза во избежание соскальзывания, а также для увеличения силы трения между стропами устанавливают прокладки из древесины или резины.
По территории порта тяжеловесное оборудование перевозят в основном на трейлерах и ролл - трейлерах, буксируемых тягачами, а на складах, не обслуживаемых рельсовыми кранами, штабелируют пневмоколесными кранами или автопогрузчиками с вилами и удлинителями.
Груз в подпалубное пространство судов наиболее удобно и эффективно подавать погрузчиками грузоподъемностью 10, 16 и 25 т с вилами и удлинителями. При большой длине груза погрузчики могут работать спаренно. В случае если из-за конструктивного неудобства грузового помещения или по другим причинам погрузчик применить нельзя, эту операцию можно выполнять, подтягивая груз судовыми лебедками или портальными кранами с использованием канифас - блоков (см. рис. 29). Груз при этом перемещается по пайолу или специальным брусьям, или по уложенным металлическим листам.
Перспективы совершенствования технологии перегрузки тяжеловесного оборудования связаны с развитием перевозок универсальными ролкерами на контейнерных тележках (ролл - трейлерах), а также лихтеровозами с укрупнением грузов в лихтерах. Это позволит трудоемкие и длительные операции по перегрузке и креплению оборудования разных размеров и формы выполнять только раз — при обработке вагонов, а далее иметь дело уже с укрупненными унифицированными транспортными единицами. За счет этого повысится общая производительность труда на портовых работах и резко сократится стояночное время судов.
46. ОСОБО ТЯЖЕЛОВЕСНЫЕ ГРУЗЫ
К особо тяжеловесным относятся грузы массой более 35 т. К этой категории относят, например: различные баки и емкости — от 35 до 80 т; оборудование в ящиках — до 300 т; тепловозы — от 40 до 150 т; трансформаторы, статоры и реакторы — от 80 до 400 т; колонны синтеза аммиака (и другое оборудование химических заводов) — от 220 до 500 т; сепараторы пара атомных электростанций — 200—350 т. Кроме того, к таким грузам относят станины прокатных станов, плавучие средства (буксиры, понтоны) и т. д. Основные технологические характеристики - большая масса, разнообразие форм и размеров, большая сложность и трудность застропки, отстропки и крепления на транспортных средствах, необходимость в проведении целого комплекса подготовительных и заключительных операций при перегрузке с одного вида транспорта на другой.
По железной дороге особо тяжеловесные грузы перевозят на платформах и транспортерах. Используют транспортеры площадочного и сочлененного типа (рис. 56). С сочлененными транспортерами груз соединяют с помощью пальцев или устанавливают на специальные несущие балки. Верхней частью консоли сочлененных транспортеров упираются в груз, т. е. на время перевозки образуется единая конструкция, опирающаяся через шаровые опоры на тележки. На платформах и транспортерах тяжеловесы размещают и крепят в соответствии с типовыми или индивидуальными чертежами и инструкциями, разрабатываемыми организациями МПС или грузовладельцами (по заказу грузоотправителя или грузополучателя). Грузы на сочлененных транспортерах размещают и крепят в соответствии с инструкциями завода - изготовителя транспортера. Погруженные и закрепленные на железнодорожном подвесном составе тяжеловесы принимает специальная комиссия управления дороги и только после этого по согласованию с МПС отправляют получателю.
 |
| Рис. 56. Железнодорожный транспортер площадочного типа. |
На судах особо тяжеловесные грузы перевозят в трюмах и на верхней палубе. Для размещения и крепления используют специальные «постели», киль - блоки, подставки и другие металлические и деревянные конструкции, а также найтовы из стального троса с талрепами и зажимами. Часть конструкций приваривают к корпусу, а после перевозки срезают. Судно с целью подготовки к погрузке ставят к причалу судоремонтного завода или эту работу выполняют у причалов порта.
Перегрузку в портах осуществляют в основном плавкранами грузоподъемностью 100, 300 и 400 т Краны могут быть полноповоротные (например, «Ганц») с шарнирно - сочлененной стрелой, полноповоротные («Богатырь») с уравновешенной стрелой деррикового типа или неповоротные («Судоподъем»). Для портовых работ технологически наиболее удобны плавкраны типа «Богатырь», которые имеют большую грузоподъемность (100 т на малом крюке и 300 т на большом) и значительный вылет стрелы, причем могут изменять его с поднятым грузом. Важную роль играет наличие движения поворота, высокие скорости, большая площадь понтона с значительными допускаемыми удельными нагрузками на специальной «постели» для тяжеловесов. Плавкраны типа «Судоподъем» предназначены, в основном, для строительных и судоподъемных работ. Они менее маневренны и имеют небольшие скорости, однако в связи с общей грузоподъемностью 400 т их используют и в портах. Их достоинство — наличие двух самостоятельных подъемных механизмов (двух лебедок по 200 т), которые могут работать параллельно и раздельно, что важно для кантовки грузов.
Особо тяжеловесные грузы застрапливают стропами с распорками и без них (рис. 57) в соответствии с чертежами и схемами, предоставляемыми грузоотправителем. Так как стропы могут иметь диаметр до 100 мм и большую массу, застропку часто производят с помощью дополнительных грузоподъемных машин, например, портальных кранов, плавкранов грузоподъемностью 5 т или вспомогательных механизмов подъема основных плавкранов. Плавсредства застропливают в доке, куда груз специально ставят, или на плаву водолазами.
Рис 57 Способы застропки тяжеловесных грузов Рис 58 Способы кантовки тяжеловесных грузов а — смещением центра подвеса при застропке и подъеме б — опусканием на опор» одной стороной, в, г — раздельной работой двух автономных лебедок крана либо двух кранов, д — заваливанием на песчаный откос Рис. 59. Перегрузка сепаратора пара спаренными кранами грузоподъемностью 400 и 100 т. |
|
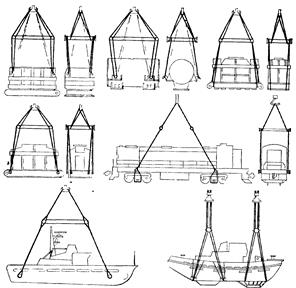
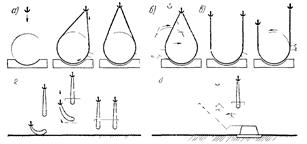
Тяжеловесы более 35 т в подпалубном пространстве судов размещают редко, так как это связано с длительными и трудоемкими операциями по перемещению их под палубу и назад на просвет люка, кранами большой грузоподъемности с помощью многократных полиспастов, набираемых из канифас - блоков. Например, выгрузка из-под палубы груза массой 220 т плавкраном «Богатырь» с помощью двух восьмикратных полиспастов требует от 5 до 14 ч. В таких случаях перемещают груз по специальным покрытым стальными листами брусьям. Листы при этом смазывают густой смазкой.
Хранятся особо тяжеловесные грузы на прикордонной складской территории (если позволяет допускаемая удельная нагрузка) или на тыловых складах Для распределения нагрузки применяют «постели» из брусьев и специальные подставки. Если в тылу мощность покрытия недостаточна, что характерно для тяжеловесов более 100 т, груз размещают для хранения на необорудованном берегу с устройством специальной «постели» или на выделяемых для этой цели баржах или понтонах. В случае, когда такой возможности нет, перегрузку производят только по прямому варианту.
По территории порта тяжеловесы транспортируют на трейлерах и ролтрейлерах большой грузоподъемности, а по акватории — на понтонах плавкранов, специальных несамоходных понтонах и на весу, на крюках плавкранов При перегрузке с железнодорожного подвижного состава или автотранспорта на суда и наоборот их иногда кантуют из одного положения в другое. Необходимость в кантовке возникает, если груз перевозят по железной дороге или автотранспортом в вертикальном положении из-за габаритов, а на судне — в горизонтальном с целью обеспечения устойчивого положения и безопасности морской перевозки. Кантовку можно выполнять на песчаный откос, на весу путем раздельной работы механизмов подъема крана или двух кранов, а также укладкой на специальную опору (рис. 58). Первый способ применим только для станин и других подобных грузов по согласованию с изготовителем. Наиболее распространен и эффективен второй способ кантовки на весу. В любом случае технология кантовки должна быть разработана и согласована изготовителем и портом заранее.
Береговые и плавучие краны, при необходимости, могут работать спаренно (рис. 59).
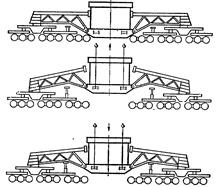 |
| Рис. 60. Последовательность снятия груза с сочлененного транспортера |
Для снятия тяжеловесов с сочлененного транспортера без несущей балки его приподнимают краном так, что консоли транспортера поворачиваются в вертикальной плоскости и между их верхними упорами и грузом образуются зазоры. Далее за счет подъема малых домкратов (рис. 60) или укладки на них специальных брусьев, последующего незначительного опускания груза снимается нагрузка с соединительных пальцев и их вынимают. Груз поднимают и транспортируют по назначению, а транспортер собирают для перевозки порожнем. Погрузку ведут в обратной последовательности.
Для успешной перегрузки особо тяжеловесного груза еще до его поступления в порт грузоотправитель, грузовладелец, судовладелец и порт должны выполнить комплекс подготовительных инженерных мероприятий. Для того чтобы обеспечить сохранную и безопасную перегрузку без задержки транспортных средств в порт, такие грузы должны завозить по предварительному согласованию.
Перспективы совершенствования технологии перегрузки особо тяжеловесных грузов связаны с созданием специальных складов с мощным покрытием и достаточной территорией, железнодорожных грузовых фронтов с козловыми кранами грузоподъемностью до 500 т, внедрением автокранов грузоподъемностью более 100 т и ролл - трейлеров до 200—300 т, рационализацией всего процесса перевозки и перегрузки. Значительные возможности для сокращения стояночного времени флота в процессе подготовки, загрузки - разгрузки и крепления - раскрепления создает использование судов типа ро-флоу с понтонами для тяжеловесов. Груз может быть заранее погружен на понтон и закреплен. Погрузку понтона с грузом на судно и его крепление осуществляют штатными судовыми средствами в кратчайшие сроки.
49 ЗАГРУЗКА И РАЗГРУЗКА СУДОВ
С ГОРИЗОНТАЛЬНОЙ ГРУЗООБРАБОТКОЙ
Универсальные ролкеры перевозят, кроме автотракторной техники, технология перегрузки которой рассмотрена в п. 45, укрупненные транспортные единицы, сформированные с помощью крупнотоннажных контейнеров, контейнерных тележек (ролл - трейлеров), магистральных погрузчиков, а также крупногабаритные пакеты и блок - пакеты. Кроме того, ролкеры при низком уровне организации перевозок могут транспортировать различные неукрупненные генеральные грузы. Верхняя палуба ролкеров может достаточно эффективно загружаться и разгружаться вертикальным способом, параллельно обработке внутренних палуб через аппарель, что и практикуется весьма часто, особенно при перегрузке крупнотоннажных контейнеров. В этом случае технология обработки верхней палубы не отличается от технологии загрузки и разгрузки обычных судов. Характерные особенности технологии обработки универсальных судов с горизонтальной грузообработкой заключаются в том, что она реализуется с помощью колесных средств укрупнения. Иногда последние перевозятся вместе с грузом в составе УТЕ.
Крупнотоннажные контейнеры на внутренних палубах, как и на верхней, размещают преимущественно без шасси (ролл - трейлеров) и полуприцепов.
На складе портальные погрузчики ставят контейнеры на ролл - трейлер и закатывают портовым тягачом на соответствующую палубу. Здесь фронтальным погрузчиком с вилами или спредером их снимают с ролл - трейлера и устанавливают в штабель, крепят закладными деталями и специальными винтовыми стяжками. Выгрузку контейнеров ведут в обратной последовательности.
Ролл - трейлеры с грузом забирают со склада портовым тягачом, транспортируют через аппарель и устанавливают в соответствующее место на палубе. Крепление осуществляют по мере погрузки с помощью цепных найтовов с рычагами. Выгружают ролл - трейлеры в обратном порядке. Аналогично грузят и выгружают магистральные полуприцепы, но при этом используют седельный тягач без гузнека.
Если груз на судне с одной палубы на другую передают с помощью лифта, грузовые работы ведут через него. Производительность линии при этом снижается на 15—40%.
Каждое судно снабжено штатной схемой расположения контейнеров и ролл - трейлеров на палубах. Заполнение этих мест при загрузке и опорожнение при разгрузке должны осуществлять в определенной последовательности.
Обработку судов с горизонтальной грузообработкой (контейнеровозов) ведут на универсальных и специальных по техническим возможностям портовых перегрузочных комплексах, которые должны иметь значительные открытые складские площади. Комплекс должен состоять из МГФ, склада УТЕ, разделенного на специализированные площади для контейнеров и катучих технических средств (УТЕ и колесной техники) и складов с грузовыми фронтами по комплектации УТЕ и перегрузке неукрупненных грузов. Технология обработки железнодорожных паромов — это процесс накатывания вагонов и крепления при его загрузке, раскрепления и выкатывания их при разгрузке.
Совершенствование технологии погрузки и разгрузки судов с горизонтальной грузообработкой связано с более эффективным и широким укрупнением грузов.
Глава 9
ТЕХНОЛОГИЯ ПЕРЕГРУЗКИ НАВАЛОЧНЫХ
И НАЛИВНЫХ ГРУЗОВ
50. НАВАЛОЧНЫЕ ГРУЗЫ НА СПЕЦИАЛЬНЫХ КОМПЛЕКСАХ
К навалочным относят массовые грузы, штабелирующиеся навалом и не изменяющие своих свойств под влиянием влаги (руда, уголь, магнезит, инертные строительные материалы, техническая соль и др.). Перевозят и хранят их на открытых транспортных средствах и складских площадках. Как правило, навалочные грузы транспортируют большими партиями на специальных судах (балкерах) и перегружают на специальных портовых комплексах, оборудованных высокопроизводительными машинами и установками.
Технологическая характеристика навалочных грузов насыпная масса, углы естественного откоса, фракционный состав (кусковые, порошковидные, пылевидные) и специфические свойства (абразивность, химическая агрессивность, смерзаемость, способность к самовозгоранию и т. д.).
Полувагоны с навалочными грузами в основном разгружают вагоноопрокидывателями. При высыпании из вагонов груз попадает в приемные бункеры и далее стационарными конвейерными линиями подается через распределительную станцию к передвижным рельсовым штабелеобразователям (стаккерам) для складирования или непосредственно на МГФ к причальным судовым перегрузочным машинам. Обслуживающие комплекс перегрузочные машины объединены в автоматизированные технологические линии. Вагоны к вагоноопрокидывателям подает маневровый тепловоз или лебедки. На складе груз забирается штабелеразборщиками (реклаймерами) и по конвейерным линиям транспортируется к судопогрузочным машинам.
При перегрузке из судов в вагоны МГФ оборудуют, как правило, грейферными перегружателями, высыпающими груз в бункер на портале, откуда он по системе конвейеров и пересыпных станций подается к складским штабелеобразователям или через распределительную станцию непосредственно на ЖГФ. Если работу ведут через склад, из штабелей его забирают реклаймеры, как и при загрузке судна.
Характерный состав основных подъемно - транспортных машин комплекса с одним причалом, два вагоноопрокидывателя, два штабелеобразователя, два - четыре штабелеразборщика, две судопогрузочные машины. При разгрузке судов состав машин на складе тот же — на причале обычно два - три перегружателя. На ЖГФ от четырех до шестнадцати выпускных отверстий или сбрасывающих тележек для загрузки полувагонов.
Производительность судопогрузочной машины конвейерного типа со спускной трубой и разбрасывающим механизмом может достигать 8—10 тыс. т/ч, причальных перегружателей для разгрузки судов — 800—1500 т/ч, штабелеразборщиков — 2500— 4500 т/ч, штабелеобразователей — 10 тыс. т/ч и более. Вагоноопрокидыватель может разгружать 20 вагонов в час и более.
Серьезной проблемой в зимнее время является разгрузка вагонов со смерзшимися грузами. Особенно подвержены смерзаемости железорудный концентрат, угли мелких фракций (шихта) и другие грузы. Для того чтобы предупредить смерзаемость в процессе транспортирования по железной дороге, отправитель не должен загружать полувагоны влажным грузом и обязан предусмотреть специальные профилактические меры (обработку; химическими реактивами и др.). Однако на практике все же происходит массовое поступление полувагонов со смерзшимися грузами. Поэтому комплексы должны быть оборудованы специальными «тепляками» для отогрева вагонов или станциями с инфракрасными облучателями.
Вагонопогрузочные установки специальных комплексов оснащены автоматическими взвешивающими устройствами, исключающими необходимость в дополнительных дозировках вагонов для загрузки в строгом соответствии с подъемной силой.
На портовых специальных комплексах для навалочных грузов, как правило, полностью механизирован технологический процесс и автоматизированы операции. Производительность труда на них весьма велика, а интенсивность загрузки судов может достигать 15 тыс. т/ч и более (при разгрузке 5—8 тыс. т/ч). Указанные показатели производительности машин и интенсивности обработки судов не являются техническим пределом и могут быть увеличены с ростом тоннажа судов и укрупнением грузопотоков.
Совершенствование технологии перегрузки навалочных грузов осуществляется в направлении создания «обратимых» специальных комплексов (для загрузки и разгрузки судов), повышения производительности машин, снижения пылеобразования и улучшения защиты окружающей среды, автоматизации производственных процессов.
51. НАВАЛОЧНЫЕ ГРУЗЫ
НА УНИВЕРСАЛЬНЫХ КОМПЛЕКСАХ
Универсальные по техническим возможностям портовые комплексы используют для перегрузки навалочных грузов вынужденно, когда в распоряжении нет соответствующего специального комплекса, как правило, для случайных, нестабильных грузопотоков. По всем основным показателям они существенно уступают специальным и, главное, при перегрузке иногда необходимо применять тяжелый ручной труд, если не на основных, то на вспомогательных операциях и в значительном объеме. Во всех случаях для перегрузки навалочных грузов через склад комплекс должен быть оперативно специализирован. Грузовые работы ведут на комплексах со значительной открытой складской территорией, обслуживаемой универсальными портовыми кранами. Трудности и недостатки технологических процессов часто усугубляются использованием универсальных сухогрузных судов со значительными подпалубными пространствами.
Полувагоны, как правило, разгружают портальные краны с грейферами. Груз высыпают на специальную площадь для штабелирования или непосредственно подают в трюм. Для дальнейшей зачистки полувагонов открывают люки и остатки груза лопатами и метелками высыпают на склад. Если железнодорожные и подкрановые пути расположены на эстакаде, груз по откосу ссыпают в штабель. В противном случае, что более характерно для универсальных комплексов, после зачистки полувагонов кран грейфером сгребает груз с путей, а затем до новой подачи вагонов путь очищают бульдозером. Есть попытки механизировать операции по зачистке полувагонов, например, подвешивают к порталу крана зачистную машину со щеткой (рис. 61). Машина по специальному рельсу передвигается поперек портала и нацеливается на полувагон, стоящий на любом из путей под порталом. Включается механизм вращения щетки, ее опускают в один из торцевых углов полувагона, у которого предварительно открывают по одному люку с каждого борта у противоположного торца.
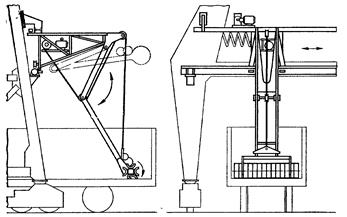 |
| Рис. 61. Зачистка полувагонов от навалочных грузов машиной, подвешенной к порталу крана |
Кран передвигается по путям и тянет за собой вращающуюся щетку, сгребающую груз, который высыпается через открытые люки. Полувагон с крупнокусковым грузом зачищается за три-четыре прохода. На шихте и прочих мелкофракционных грузах машина не эффективна.
Для разгрузки полувагонов с навалочными грузами, которые незначительно смерзлись — образовалась поверхностная корка и есть небольшое примерзание к бортам, — применяют грейфер с клыками или предварительно груз рыхлят вибратором, имеющим вертикальные буры. При рыхлении часть груза высыпается через предварительно открытые люки. Затем грейфер при выгрузке часть груза захватывает, а часть проталкивает через люки. Сильно смерзшиеся грузы на универсальных комплексах выгружены быть не могут из-за отсутствия условий для их предварительного отогревания.
Загрузку полувагонов также ведут с помощью портальных кранов с грейферами. После взвешивания на весах полувагоны могут быть поданы на ЖГФ для догрузки или отсыпки. При дозировании считают грейферы, если краны не оборудованы автоматическими взвешивающими устройствами.
Все складские операции выполняют, как правило, кранами с грейферами. Территорию после полной отправки партии груза зачищают гусеничные бульдозеры.
Груз в подпалубное пространство судна подают двумя способами: бульдозером или машинами типа ПТС. Наиболее эффективно использовать бульдозеры, так как они прямым отвалом сгребают под палубу насыпанный на просвете люка груз, а кран в это время загружает соседний отсек. Недостатки этого способа: отсутствие дистанционного управления машины, что связано с нахождением бульдозеристов в сильно запыленной рабочей зоне, а также чувствительностью ДВС бульдозеров к пылящим и налипающим грузам, быстро выводящим их из строя. Машины ПТС имеют дистанционный привод, поэтому рабочие, управляющие ими, могут находиться на верхней палубе. Электроприводы машин ПТС при соответствующем исполнении гораздо менее чувствительны к воздействию пылящих и налипающих грузов, однако, производительность этих машин низкая.
Навалочные грузы выгружают—загружают портальные краны с грейферами. Из подпалубного пространства небольшой глубины груз подгребают специальные грейферы, при значительных подпалубных пространствах груз на просвет люка подают ковшовые тракторопогрузчики или машины типа ПСГ. Первые наиболее эффективны, так как обеспечивают большую производительность, однако недостатки их те же, что и у бульдозеров. Машины ПСГ имеют те же достоинства и недостатки, что и ПТС. Зачищают трюмы универсальных судов и выгружают груз из шпаций (из пространств между шпангоутами) вручную с помощью лопат и метелок.
Перспективы совершенствования технологии перегрузки навалочных грузов на универсальных портовых комплексах связаны с решением вопроса о механизации закрытия люков полувагонов, созданием более эффективных машин для их зачистки, прекращением использования для перевозки универсальных судов с подпалубными пространствами без бортовых скосов. Кроме того, универсальные комплексы по мере развития портов и совершенствования структуры флота должны быть постепенно вытеснены специальными.
52. НАСЫПНЫЕ ГРУЗЫ НА СПЕЦИАЛЬНЫХ КОМПЛЕКСАХ
Насыпные грузы, как правило, изменяют свои свойства под воздействием влаги и поэтому их перевозят в крытом подвижном составе и хранят в крытых складах. Как и навалочные, они характеризуются насыпным весом, углом естественного откоса, фракционным составом и специфическими свойствами. По фракционному составу их разделяют на зернистые, порошкообразные и пылевидные. К насыпным грузам относят зерновые (пшеница, рожь, кукуруза, ячмень, овес и др.), удобрения (суперфосфат, карбамид, хлористый калий и др.), цемент, глинозем и некоторые другие, ильменит (титановая руда), а также которые не боятся влаги, но транспортируются по другим причинам в крытом подвижном составе.
По железной дороге насыпные грузы перевозят в специальных вагонах — хопперах, а также в крытых универсальных вагонах и полувагонах с укрытием синтетическими пленками и другими материалами. Морем перевозят в основном балкерами, но можно использовать и универсальные сухогрузные суда, не имеющие подпалубных пространств.
Технология перегрузки насыпных грузов на специальных портовых комплексах отличается большим разнообразием типов и конструкций используемых подъемно-транспортных машин, складов и технологических планировочных решений. Работы можно производить как машинами механического действия, так и пневмотранспортом.
Специальные и универсальные крытые вагоны загружают через верхние люки самотеком из бункерных устройств, куда груз Подают конвейерные линии, пневмотранспорт или специальные системы. Таким же образом загружают полувагоны.
Специальные вагоны разгружают через нижние отверстия самотеком Более сложно разгружать универсальные крытые вагоны. Для минеральных удобрений используют машины типа МВС на гусеничном ходу, которые, передвигаясь по вагону, вертикальными рыхлительными шнеками обрушивают груз вниз, а горизонтальным подгребающим шнеком подают его к наклонному элеватору, откуда он попадает на отвальный поворотный конвейер с изменяющимся углом наклона и транспортируется за пределы вагона через одну из дверей. При выгрузке пылевидных и некоторых порошкообразных грузов применяют пневматические разгрузочные установки нагнетательного и всасывающего типов.
Наиболее эффективным средством выгрузки из универсальных крытых вагонов хорошо сыпучих (неслеживающихся) грузов, в основном зерновых, являются «высыпающие» машины производительностью 300—400 т/ч. Эксплуатируются два типа машин. При использовании машины первого типа вагон закрепляют на качающейся платформе, наклоняют вместе с ней вначале на 15° в поперечном направлении, а после отжимания дверного щита специальным механизмом — на 40° в продольном направлении в одну и в другую стороны. Машина второго типа имеет платформу, на которой один рельс уложен выше другого, за счет чего вагон на ней устанавливается с наклоном на борт на 10°. Затем при вращении дебалансов возникают горизонтально-продольные колебания вагона, а за счет пружин — небольшие вертикальные (встряхивание). Щит отжимается специальным устройством (шчитоотжимателем) и весь груз высыпается в приемный бункер.
Для хранения насыпных грузов используют склады трех типов шатровые, бункерные и силосные. В шатровом складе груз хранят в штабеле, сечение которого в вертикальной плоскости представляет собой треугольник. Груз в штабель подают сбрасывающие тележки с конвейера (подающего), который проходит под крышей вдоль склада. Груз со склада выдается подземным конвейером, проходящим под подающим. На подземный транспортер груз подают бульдозеры или скребковые поперечные конвейеры, передвигающиеся вдоль склада. У бункерных складов основание сделано в виде одного или нескольких продольных бункеров, поэтому груз на подземный конвейер подается самотеком. Для предотвращения сводообразования по стенам бункера проложены перфорированные трубы, через которые пропускают воздух. Штабелирование, как и на складе шатрового типа, производят сбрасывающие тележки с проходящего под крышей подающего конвейера.
Зерно, а также некоторые порошковые и пылевидные грузы хранят в силосных складах-элеваторах. Такой склад состоит из силосного корпуса и рабочих башен В силосный корпус включено несколько рядов силосов большой вместимости (порядка 2 тыс. т) прямоугольной, квадратной, многогранной или круглой формы в горизонтальном сечении. Груз выдается через нижние выпускные отверстия на подсилосный транспортер, откуда он поступает на железнодорожный, автомобильный или морской грузовой фронт по системе конвейеров и самотечных спускных труб Загружают силосы из башен надсилосными конвейерами. В рабочих башнях размещают весы, очистительные машины, самотечные распределительные трубы, вентиляторы, циклоны для очистки воздуха и системы управления элеватором. Для разгрузки вагонов и автомашин элеватор имеет приемные устройства в виде бункеров, расположенных под навесом.
Насыпной груз на суда грузят причальными судопогрузочными машинами, как правило, конвейерного типа с телескопическими вертикальными спускными трубами, а выгружают береговыми пневмоперегружателями большой мощности или судоразгрузочными машинами с вертикальными винтовыми подъемниками или нориями, оснащенными на конце специальными заборными устройствами.
Пылевидные грузы часто перегружают по технологическим схемам, почти полностью основанным на применении пневмотранспорта
Состав и производительность технологической линии при перегрузке насыпных грузов на специальном портовом комплексе зависит от его типа, схемы механизации и технических возможностей подъемно-транспортных машин.
Для перегрузки зерна в морских портах, кроме береговых пневмоперегружателей, используют плавучие (рис. 62). Их назначение — производство работ по варианту судно—судно для отправки прибывших морем грузов по внутренним водным путям на речных судах, а также для разлихтеровки (распаузки) крупнотоннажных балкеров до проходной осадки, позволяющей войти в мелководные порты и стать к причалу для обработки. Плавучие пневмоперегружатели имеют две—четыре технологические линии, обеспечивающие подачу груза от 80 до 350 т/ч каждая. Использующиеся в настоящее время в отечественных портах перегружатели итальянской фирмы «Реджиане» имеют по четыре линии общей технической производительностью 500 т/ч (технологическая 300—350 т/ч).
Суда плавперегружателями можно обрабатывать на внешнем и внутреннем рейде, а также у причала, если позволяет осадка. Экономически наиболее целесообразно производить работы на внутреннем рейде или у свободного, вспомогательного, реконструируемого или по иной причине длительно незанятого причала
Перспективы развития специальных комплексов для насыпных грузов связаны с созданием перегрузочных машин весьма большой производительности и эффективности, улучшением защиты окружающей среды.
53. НАСЫПНЫЕ ГРУЗЫ НА УНИВЕРСАЛЬНЫХ КОМПЛЕКСАХ
На универсальных портовых комплексах насыпные грузы перегружают портальные краны или мобильные пневмоустановки. Грузовые работы ведут по прямому варианту или через универсальные склады с открывающейся крышей.
Суда разгружают кранами с помощью грейферов. При повышенной текучести груза применяют грейферы со специальным резиновым уплотнением
 |
| Рис 62. Плавучий зерноперегружатель |
Груз высыпают в бункерные, прикрепленные к порталам кранов, или в портальные бункеры установки на рельсовом ходу (рис. 63), откуда самотеком они поступают в специальные или универсальные крытые вагоны через верхние люки, а также в полувагоны, если последние используют для перевозки по железной дороге. Груз из подпалубного пространства на просвет люка подают ковшовыми тракторопогрузчиками. Кроме того, для некоторых грузов можно использовать машины типа ПСГ, хотя и с меньшей производительностью. Для загрузки вагонов наиболее эффективны портальные бункерные вместимостью 120 т, конструкция которых дает возможность одновременно загружать два вагона. В универсальных вагонах с несамоуплотняющимися дверьми до загрузки устанавливают дверные щиты. Чтобы вагоны были заполнены в соответствии с их грузоподъемностью, применяют дозаторы (рис. 64), отрегулированные на определенную длину в зависимости от насыпной массы груза Дозаторы вставляют в верхние люки. В них вводят спускные рукава.
Когда конус штабеля груза в вагоне достигает нижнего края дозатора, он «запирает» выпускное отверстие и поступление груза прекращается. Далее рабочий закрывает секторный затвор бункера и вынимает рукав или спускную трубу из дозатора При этом оставшийся груз в дозаторе и рукаве ниже затвора ссыпается в вагон и дозатор вынимают.
При наличии склада с открывающейся крышей груз из судна можно высыпать краном с грейфером на склад и для последующей отгрузки в вагоны опять зачерпывать грейфером и подавать в бункеры
 |
| Рис 63 Портальная бункерная установка для перегрузки насыпных грузов в вагоны или трубы бункеров. |
Технология, предусматривающая использование кранов, обеспечивает высокую (для универсальных комплексов) производительность и относительно небольшую трудоемкость Недостаток ее — необходимо прекращать работу во время дождя и снега. Поэтому кроме кранов для перегрузки зерна используют мобильные пневмоустановки типа «Вак-у-вейтор», «Ноиеро» и др. Их можно ставить кранами на палубу судов или на специальные крышки бункерных установок (рис 65). Всасывающие магистрали собирают из жестких и гибких металлических труб на болтах или хомутах. При установке машин на палубу собирают и нагнетательные магистрали, подающие зерно в бункер.
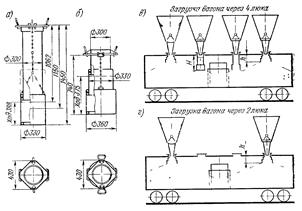 |
| Рис 64 Дозаторы и схема загрузки крытых вагонов насыпными грузами а, б — дозаторы соответственно для средних и крайних люков в г — загрузка вагона соответственно через четыре и два люка |
Если машины ставят на крышки бункеров, нагнетательная магистраль короткая, ее присоединяют к приемному устройству бункера. К одной бункерной установке конструкции Черноморского ЦПКБ присоединены четыре пневмомашины Груз из трюма через приемное регулируемое сопло и всасывающую магистраль поступает в циклон машины и далее в шлюзовой затвор, откуда транспортируется в бункер под давлением. По мере понижения уровня груза в трюме всасывающую магистраль наращивают вручную.
Перегрузка зерна мобильными певмоустановками связана с большими трудозатратами на сборку и разборку трасс трубопроводов, перестановку и заправку машин. Производительность машин в сильной степени зависит от прямолинейности и качественной сборки трубопроводов, правильности регулировки сопла и машины По этим причинам при технической производительности машины 80 т/ч фактическая эксплуатационная составляет от 12 до 25 т/ч, а перегрузочный процесс, несмотря на стопроцентную комплексную механизацию, является весьма трудоемким. Учитывая эти недостатки технологического процесса, мобильные пневмоустановки используют для перегрузки из судов в вагоны, в основном, при весьма неблагоприятных климатических условиях, в периоды длительной непогоды.
Существенно усовершенствовать технологический процесс позволяет оснащение бункеров стрелами для поддержания и перемещения всасывающих магистралей пневмомашин, расположенных на крышке бункера, что дает возможность избежать частой сборки и разборки трасс.
Грузовые работы осуществляют по технологической схеме: трюм — две пневмомашины — бункер — вагон.
Кроме того, плавкранами с грейферами и мобильными пнев-моустановками насыпные грузы можно перегружать на рейде или у причала из судов в лихтеры при разлихтеровке.
Из отправляющихся морем насыпных грузов на универсальных комплексах перегружают в основном удобрения (хлористый калий, сульфат аммония и др.). Крытые вагоны разгружают машины МВС. Груз высыпается в ковши, установленные краном у двери вагонов, или на покрытие территории Далее кран подает ковши на склад или в трюм и, используя двухбарабанную лебедку в грейферном режиме, высыпает груз в штабель или в бункер машины ПТС для подачи под палубу, Если ковши не используют в технологическом процессе, кран грейфером зачерпывает груз у вагона и переносит на склад или в трюм. Вместо машин ПТС для перемещения груза в подпалубное пространство можно использовать бульдозеры (как и для перегрузки навалочных грузов) Со склада в трюм погрузку ведут грейферами.
 |
| Рис. 65 Перегрузка зерна из судна в вагоны мобильными пневматическими машинами через бункерную установку |
Для удобства ввода машин МВС в вагон вдоль грузового фронта строят стационарную рампу. Для хранения целесообразно использовать склады с открывающейся крышей
Как и при перегрузке навалочных грузов, бульдозер мощностью 73 кВт и более обеспечивает большую производительность, чем машина типа ПТС, но он не во всех случаях может быть использован из-за вредного воздействия груза на бульдозериста и двигатель внутреннего сгорания
Перспективы совершенствования технологии перегрузки насыпных грузов на универсальных комплексах связаны со строительством складов с открывающейся крышей рациональной конструкции, созданием более эффективных вагоноразгрузочных машин и прекращением перевозок на судах с подпалубными пространствами
54. НАЛИВНЫЕ ГРУЗЫ
Наливные грузы в морских портах перегружают, как правило, на специальных комплексах Для приема нестабильных временных и разовых грузопотоков можно использовать и причалы универсальных комплексов В этом случае работы ведут только по прямому варианту.
Наиболее распространенный наливной груз — это нефть, растительные масла, животные жиры, вино, спирт и др. С технологической точки зрения их разделяют на требующие подогрева при перегрузке во избежание застывания или загустения и не требующие подогрева, т. е. сохраняющие хорошую текучесть без подогрева.
Специальные комплексы в портах для перегрузки наливных грузов в большинстве своем находятся в ведении соответствующих ведомств. Порт имеет только причалы и оборудование для подключения приемных и выдающихся устройств танкеров к магистральным линиям комплекса, поэтому роль его сводится к проводке и швартовке судов, подключению перегрузочных магистралей, организации процесса загрузки или разгрузки. Некоторые комплексы для наливных грузов находятся полностью в ведении портов.
Специальный комплекс для наливных грузов состоит из морского и железнодорожного грузовых фронтов, склада в виде емкостей для хранения, насосной станции, перегрузочных трубопроводов и пункта дистанционного централизованного управления грузовыми операциями. МГФ включает причал со швартовными приспособлениями и устройства для соединения береговых и судовых трубопроводов.
Эти устройства могут быть двух типов:
1) механизмы и приспособления для подъема шлангов, подачи их на борт и регулирования в процессе обработки танкера;
2) стендеры, представляющие собой концевые управляемые звенья береговых трубопроводов, непосредственно соединяемые с судовыми патрубками. Учет отпускаемого или принятого груза можно производить путем замера в резервуарах на базе калибровочных таблиц или с помощью встроенных в трубопроводы автоматических счетчиков. Последний способ является более современным и рациональным.
ЖГФ включает пути для размещения цистерн в процессе загрузки-разгрузки, а также трубопроводы и присоединительные устройства для подключения к загрузочным и разгрузочным патрубкам и горловинам цистерн.
Комплексы могут быть обратимыми и необратимыми, т. е. допускающими как загрузку, так и разгрузку судов, или предназначенными только для загрузки или разгрузки. Грузы перемещаются самотеком, перекачиваются береговыми насосами или насосами танкера, а также комбинированным способом: темп и другими насосами одновременно через буферные резервуары.
Для перегрузки застывающих наливных грузов системы трубопроводов устраивают таким образом, чтобы на время перестановки цистерн, выполнения операций по переключению присоединительных устройств на МГФ и ЖГФ жидкость циркулировала по замкнутому кольцу без остановки.
Подача груза во время слива и налива зависит от мощности перекачивающих средств и изменяется в большом диапазоне — от 200 до 6000 м3 ч. на один трубопровод.
Наливные грузы на сухогрузных причалах перегружаются насосами танкера, хотя можно использовать и переносные насосы. При высокой подаче насосов и стабильной подаче в большом количестве цистерн на грузовой фронт по причалу прокладывают трубопровод вдоль железнодорожных путей, который соединен с грузовой системой танкера гибким шлангом. Трубопровод имеет несколько выходных патрубков с вентилями, которые гибкими шлангами присоединены к цистернам. Шланги, имеющие большой диаметр и массу, поднимают и перемещают специально выделенным краном.
Вместо трубопровода можно применять коллектор со шлангами, который обычно монтируют на портале крана. Использование трубопровода или коллектора позволяет одновременно обрабатывать несколько цистерн. При невысокой подаче насосов и небольшом количестве цистерн (до 60 ед. в сутки) их можно обрабатывать поочередно через гибкий шланг, по которому груз поступает непосредственно из трубопроводов танкера в цистерну через верхнюю горловину. Такой шланг удерживает и перемещает с одной цистерны на другую портальный кран. Если перегружают застывающий груз, во время перерывов в работе кран поднимает береговой конец шланга и жидкость сливается из него в емкости танкера.
Глава 10
ТЕХНОЛОГИЯ ПЕРЕГРУЗКИ ЛЕСНЫХ И ОСОБЫХ ГРУЗОВ
55. ТРАНСПОРТНО-ТЕХНОЛОГИЧЕСКАЯ ХАРАКТЕРИСТИКА ЛЕСНЫХ ГРУЗОВ И ОСОБЕННОСТИ ИХ ПЕРЕГРУЗКИ
Лесные грузы, которые перевозятся морским транспортом, можно разделить на круглый лес, пиломатериалы, изделия из дерева и технологическую щепу.
Круглый лес делят на: длинномерный (3 м и более) и короткомерный (до 3 м). К длинномерному относят: пиловочник, строительный лес, транспортируемый в виде бревен, сваи и кряжи ценных пород древесины. Короткомерный круглый лес включает: балансы и пропсы (рудничная стойка). Круглый лес перевозят с поштучной укладкой, в пучках и пакетах.
Пиломатериалы — это доски, брусья и шпалы. Длина их может быть разной, но чаще бывают длинномерные. Пакетирование досок, брусьев и шпал более распространено, чем круглого леса.
Круглый лес и пиломатериалы пакетируют в невозвратных и многооборотных пакетообразующих средствах. С этой целью применяют деревянные рамы, скрепленные проволочными хомутами или сварными трубчатыми угольниками; гибкие обвязки, обеспечивающие самороспуск пакета при установке в вагон, трюм или на склад, и полужесткие стропы.
Круглый лес и пиломатериалы в торговых портах чаще всего перегружают на универсальных комплексах с большими открытыми складскими площадками, обслуживаемыми поворотными портальными кранами. На тыловых складах можно использовать большепролетные козловые краны и комбинированные перегружатели, представляющие собой козловой кран, по верхнему поясу которого перемещается тележка с поворотной частью портального крана. Пиломатериалы и короткомерный лес можно также хранить и в складах-навесах.
Плитки кровельные и облицовочные, паркет, клепку бочковую и ящичную, фанеру, древесно-стружечные плиты и т.д. перевозят обычно в пачках, как некоторые генеральные грузы. Для некоторых изделий из дерева необходимо крытое хранение Перегрузку этих грузов в морских торговых портах, как правило, осуществляют вместе с генеральными на универсальных комплексах с открытыми и крытыми складами. Технология перегрузочных работ с изделиями из дерева имеет много общего с технологией перегрузки тарно-штучных грузов.
Щепа технологическая по своим свойствам, коренным образом отличается от остальных лесных грузов. Она является основным видим сырья из древесных отходов, используемых для целлюлозно-бумажного и гидролизного производства, а также для изготовления древесно-стружечных плит. Образуется щепа в результате дробления кусковых отходов лесозаготовок и лесопиления; имеет размеры до 35 мм. Специфические свойства щепы: небольшая плотность — 320—360 кг/м3 при средней влажности 40%, смерзаемость в зимних условиях и склонность к уплотнению.
По железной дороге щепу перевозят в полувагонах, а по автодорогам — автопоездами из тягачей с прицепами и полуприцепами. Для того чтобы предотвратить сдувание щепы, во время перевозки используют сетки, которыми накрывают полувагоны и автоприцепы. Морем щепу перевозят на специальных судах - щеповозах. В портах ее перегружают, как правило, на специальных комплексах, но могут использоваться и универсальные.
56. КРУГЛЫЙ ПЕС
Круглый лес может прибывать в порт по железной дороге в полувагонах, по реке в баржах и на плаву в плотах, морем на лесовозах и универсальных сухогрузных судах.
 |
| Рис 66 Перегрузка круглого леса специальным грейфером через торцеватель бревен |
Из полувагонов пакеты выгружают по ярусно краном со специальной крюковой подвеской — по одному пакету в подъеме. Застропку осуществляют за проушины пакетообразующих средств. Круглый лес россыпью выгружают краном с лесным грейфером (рис. 66), но верхний слой груза («шапку») снимают с помощью стропов. Застропку производят «в удав» роликовыми скобами. Стропы заводят под «шапку» с помощью проволочных крючьев.
При подъеме круглого леса из воды, если он поступил пучками с обвязкой, ее снимают после обжатия пучка грейфером
Пучок можно расформировывать и на плаву, бревна с помощью багров выравнивают в сторцованный ряд и захватывают грейфером.
На складе пакеты в ПС останавливают в четыре ряда с уступом по периметру штабеля в соответствии с ПБТП Формирование, и расформирование штабеля осуществляют поярусно. Штабель бревен россыпью крепят с двух сторон подпорными стенками. Формируют его краном с лесным грейфером, а при снятии «шапок» с полувагонов — стропами, расформировывают краном с грейфером.
Перед погрузкой в полувагон или на судно грейфером или стропами бревна, при необходимости, опускают краном в торцеватель, где торцы выравнивают (см. рис. 66) В подпалубное пространство груз перемещают с помощью судовой лебедки со шкентелем и канифас блоков Для этого груз краном с грейфером или со стропами подают на просвет люка и укладывают на шкентель До раскрытия грейфера или ослабления стропов шкентель заводят «в удав» и подтягивают лебедкой. Только после этого освобождают грейфер или стропы
Штабель на палубе и в трюме на просвете люка расформировывают краном с грейфером При глубине подпалубных пространств 3 м и более выгрузку производят с помощью стропов. Из подпалубного пространства груз доставляют судовой лебедкой со стропами. На просвете люка стропы перецепляют от лебедки к крану.
 |
Рис 68 Прижимная подвеска для перегрузки пакетов балансов в полужестких стропах |
 |
| Рис 67 Загрузка полувагона пакетами леса в полужестких стропах | Рис 69 Самозатягивающаяся подвеска |
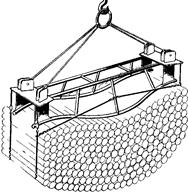
Бревна россыпью в полувагоны и на автомашины грузят краном с грейфером. «Шапку» формируют на причале и устанавливают в полувагон с помощью стропов.
Кряжи краны перегружают только двумя стропами по одному бревну в «подъеме» с застропкой «в удав». Заводку стропов под бревно производят с предварительным подрывом. С помощью вспомогательного стропа краном приподнимают один конец и под него заводят основные стропы баграми или проволочными крючьями. Далее кряж опускают и стропят основными стропами. Перевозят и хранят на складе кряжи только россыпью Производительность технологической линии при перегрузке кряжей в 1,1—1,5 раза ниже, чем при работе с круглым длинномерным лесом по соответствующим технологическим схемам (комплексно-механизированным)
Балансы и пропсы при перевозке пакетами в ПС (рис 67) без расформирования перегружают комплексно механизированным способом с использованием для застропки груза специальной подвески с прижимной рамкой (Рис. 68)
При перевозке россыпью перегрузка балансов и пропсов связана с применением тяжелого ручного труда по формированию и расформированию пакетов. В качестве пакетообразующих средств используют кроме полужестких стропов также увязочные пояса и стальные стропы. В мерных станках пакеты формируют на заранее уложенных стропах, которых может быть два (при длине балансов более 1,3 м) или один (при длине балансов менее 1,3 м). При поступлении груза россыпью в полувагонах станок устанавливают краном или погрузчиком непосредственно в полувагон Груз с помощью багров вручную укладывают в станок и после его заполнения стропят самозатягивающейся подвеской (рис. 69), затем выгружают краном из полувагона.
Штабелирование на складе осуществляют непосредственно краном или автопогрузчиком с безблочной стрелой. Груз хранят пакетами в ПС, увязочных поясах или стропах. Для погрузки на судно увязочные пояса снимают на причале; штабель в трюме и на палубе формируют послойно с поштучной укладкой груза.
Погрузку балансов и пропсов в полувагоны россыпью можно производить грейфером с разравниванием вручную с помощью багров.
Перспективы совершенствования технологии перегрузки круглого леса связаны с широким развитием перевозок в пакетах и блок-пакетах, прекращением использования судов с подпалубными пространствами и повсеместным применением грейферов при перевозке груза россыпью, а также укрупнением грузов в лихтерах для перевозки судами - лихтеровозами.
57. ПИЛОМАТЕРИАЛЫ
В отличие от круглого леса пиломатериалы перевозят в настоящее время только пакетами, что позволило комплексно механизировать процесс их перегрузки. Краны перемещают пиломатериалы с помощью парных стропов, если пакеты сформированы в проволочной обвязке, или четырехкрюковьгх подвесок, если в качестве пакетообразующего средства использованы полужесткие стропы ПС. Для застропки груза в полувагоне или в трюме на просвете люка, если пакеты уложены без прокладок или прижаты друг к другу или к бортам, применяют предварительный «подрыв» с помощью вспомогательного стропа. Его заводят под один из концов пакета «на люльку» и груз приподнимают краном за одну сторону так, чтобы можно было вставить прокладки или завести основные стропы.
Погрузчики перегружают пакеты пиломатериалов на складах и в трюмах вилами с удлинителями или без них. Как правило, используют погрузчики грузоподъемностью 5—16 т. Для внутрипортового транспортирования часто применяют трейлеры и ролтрейлеры, двухосные прицепы и полуприцепы длиной 12 м.
Из полувагонов груз выгружают кранами, штабелируют тут же на складе или отвозят автопогрузчиком. Перед загрузкой судна пакеты краном или погрузчиком грузят на внутрипортовые транспортные средства и доставляют на причал, а иногда тыловые краны непосредственно передают пиломатериалы причальным. На просвете люков пакеты штабелируют кранами, а в подпалубном пространстве — погрузчиками. Разгрузку судов и загрузку полувагонов производят в обратной последовательности, но для перемещения груза из подпалубного пространства на просвет люка применяют лебедки или краны с канифас-блоками, если выполнить эту операцию погрузчиками не возможно.
Перспективы совершенствования технологии перегрузки пиломатериалов связаны с развитием массовых перевозок в блок - пакетах и с укрупнением груза в лихтерах.
58. ИЗДЕЛИЯ ИЗ ДЕРЕВА
Технология перегрузки каждого вида изделий из дерева имеет свою специфику. Связано это с разными формами и размерами, а также способами упаковок. Фанеру упаковывают в пачки по несколько листов и перевозят по железной дороге в крытых вагонах. Технология грузовых работ имеет много общего с технологией перегрузки тарно-штучных грузов.
Древесно-стружечные плиты перевозят стопками по несколько штук без обвязки в полувагонах. С точки зрения технологии грузовых работ древесно-стружечные плиты напоминают пиломатериалы. Плитки паркета упаковывают в малогабаритные (400Х ХЗООХ250 мм) обвязанные пачки массой 20 кг. По железной дороге паркет перевозят в полувагонах, а перегружают вручную, формируя и расформировывая «подъемы».
Разгрузку и загрузку вагонов с фанерой ведут малогабаритными погрузчиками, на вилы которых надеты удлинители. На рампе пачки укладывают на подкладки. На склад пачки фанеры перевозят погрузчиком с вилами. При больших размерах пачек (1525Х1525 мм и более) используют удлинители. «Подъем» складского погрузчика состоит из 6—12 пачек. Штабелирование на складе осуществляют на прокладках.
Загрузку-разгрузку просвета люка производят непосредственно краном с самозатягивающейся подвеской. Подпалубные пространства обрабатывают погрузчиками. Автомашины загружают и разгружают кранами.
Древесно-стружечные плиты из-за больших размеров перевозят в полувагонах с укрытием специальной защитной крышей из лесоматериалов, рубероида и т. д. Перегрузку кранами ведут на парных растительных стропах (или комбинированных — со вставками из пластинчатой цепи). Стропы навешивают на крюки подвески с распорной траверсой. В одном «подъеме» перемещают две-три плиты. Если в полувагоне или трюме на просвете люка плиты уложены без прокладок или вплотную друг к другу, а также к бортам, застропку - осуществляют, предварительно подрывая одну сторону с помощью вспомогательного стропа. Плиты погрузчиками перегружают на вилах с удлинителями.
В трюме прочные пачки правильных размеров, пригодные для пакетирования на поддонах, формируют в пакеты и перегружают на склад краном с подвеской для пакетов на поддонах, а затем двумя погрузчиками с вилами.
Для отправки по железной дороге пакеты подвозят погрузчиками на ЖГФ, затем подают краном в полувагон и вручную расформировывают. Часть пачек паркета в процессе перевозки морем, погрузки-выгрузки в порту теряет правильную форму, некоторые из них рассыпаются. В этом случае перегрузку осуществляют ковшами — в трюме их вручную наполняют, а на складе и в полувагоне вручную расформировывают. При отгрузке со склада ковши опять приходится загружать вручную. Таким образом, технология перевозки и перегрузки паркета является крайне отсталой и неэффективной. Организация пакетной перевозки паркета на поддонах или контейнеризация этого грузопотока является первостепенной задачей.
Перспективы совершенствования технологии перегрузки изделий из дерева связаны с организацией их перевозки только пакетами и блок - пакетами, развитием контейнеризации и лихтеровозного флота.
59. ЩЕПА
В портах щепу хранят обычно на открытых асфальтированных или бетонных площадках. Продолжительность хранения без ухудшения качества целлюлозно-бумажной продукции составляет один год для древесины хвойных пород и 4 мес. для древесины лиственных пород. На универсальных комплексах полувагоны разгружают и суда загружают портальными кранами с грейферами (многочелюстными или обычными двухчелюстными).
На складе штабеля формируют бульдозерами, оборудованными специальными отвалами параболической формы шириной до 5 м. При отгрузке со склада бульдозеры подгребают груз в зону действия кранов. В каждом штабеле содержится щепа одной породы древесины. При загрузке судов для равномерного распределения щепы по площади трюма и уплотнения груза используют бульдозеры.
На универсальных портовых комплексах с открытыми складскими площадками щепу перегружают кранами с грейферами, на специальных портовых комплексах — подъемно-транспортными машинами конвейерного типа и пневмоперегружателями. ЖГФ представляет собой разгрузочную галерею с двумя путями, бурорыхлительной машиной, приемным бункером и отвальным ленточным конвейером. Склад — это несколько открытых площадок, обслуживаемых штабелеобразователями (стаккерами) и бульдозерами. МГФ оснащен двумя судопогрузочными машинами. Между основными технологическими элементами комплекса щепа транспортируется пневмотранспортом по трубопроводам и ленточным конвейерам.
На ЖГФ щепу из полувагонов с помощью рыхлителей и вибраторов ссыпают через нижние люки в бункер, откуда ленточный конвейер подает ее на центральную пересыпную станцию. Здесь груз поступает в приемную камеру пневмоустановки и далее по трубопроводам транспортируется на причал для погрузки на судно или к штабелеобразователям для складирования. Штабелеобразователи пневматического действия обеспечивают заполнение всех складских площадок. Во время отгрузки со склада бульдозеры сгребают щепу в приемные бункеры, откуда она попадает на ленточные конвейеры, а затем через пересыпную станцию в приемную камеру пневмоустановки. На причал груз подают по трубопроводу пневмотранспортом. Каждый из двух трубопроводов через один из пяти присоединительных отростков может быть подключен к одной из судопогрузочных машин подачей до 400 т/ч каждая. Машины по рельсам перемещаются вдоль судна. По их наклоняющимся консолям проложен трубопровод, заканчивающийся вертикальным участком, опускающимся в трюм и снабженным поворотной насадкой для уплотнения и разброса груза. Судопогрузочная машина подает щепу в трюм и разбрасывает по его площадке. Дополнительно для более равномерного распределения груза и лучшего уплотнения могут использоваться бульдозеры. Работа комплекса автоматизирована.
60. ОСОБЫЕ ГРУЗЫ
К особым причисляют грузы, которые по способу упаковки и другим внешним признакам могут быть отнесены к тарно-штучным или тяжеловесным, но имеют особые внутренние свойства, требующие принятия специальных мер предосторожности при перегрузке и хранении, а также живые грузы, т. е. дикие животные и скот.
К первой категории относят опасные и скоропортящиеся грузы. Их перевозят без упаковки или в мешках, коробках, ящиках, кипах, бочках, барабанах, бутылях, бидонах и т. д., укрупняют с использованием поддонов, строп-лент, контейнеров, ролтрейлеров и других средств. Технология перегрузки особых грузов первой категории принципиально не отличается от рассмотренных технологических процессов с обычными грузами в соответствующей упаковке, но имеет некоторую специфику. Особые грузы второй категории перегружают специальными технологическими методами.
К опасным относят грузы, которые в процессе перевозки, хранения и перегрузки в результате своих внутренних свойств могут явиться причиной взрыва, пожара или вообще какого-либо разрушения и порчи судна, грузов, портовых сооружений, зданий и устройств, а также гибели, увечья, отравления, ожогов, облучения или заболевания людей и животных. Технология и организация перевозки, перегрузки и хранения опасных грузов регламентируются Правилами МОПОГ, которые разработаны в соответствии с Международной конвенцией по охране человеческой жизни на море (СОЛАС-74).
Опасные грузы разделяют на классы:
- взрывчатые вещества;
- газы сжатые, сжиженные и растворенные под давлением;
- легковоспламеняющиеся жидкости;
- легковоспламеняющиеся твердые вещества, окисляющие вещества и органические перекиси; ядовитые (токсичные), инфекционные и радиоактивные вещества;
- едкие и коррозионные вещества и прочие.
Каждый класс делят на два—пять подклассов. Конкретные требования к технологии и организации перегрузки каждого из опасных грузов зависят от его химических и физических свойств. Перевозят их как на универсальных, так и специальных судах. Некоторые грузы рекомендуется перевозить только во внутренних помещениях, другие — на верхней палубе, так как необходимо обеспечить постоянное наблюдение и доступ к грузу в любое время. В отдельных случаях применяют особую укладку в трюмах и на складах. Для перегрузки опасных грузов используют все типы подъемно-транспортных машин, но к ним предъявляют ряд дополнительных требований. Так лебедки механизмов подъема, груза и стрелы кранов должны быть оборудованы двумя тормозами.
Технологическая оснастка должна быть изготовлена из материалов (дерево, растительные стропы и т. д.) или иметь такие покрытия (омеднение, оцинковка и т. д.), которые исключали бы образование искры от ударов или трения. Во время выполнения технологических операций вручную запрещается сбрасывать с плеч, кантовать и волочить груз, ударять одно грузовое места о другое, использовать крючья. Бутыли с опасными грузами перевозят на специальных тележках или переносят на носилках, имеющих гнезда. Запрещается переносить их на спине, плече или перед собой. Технологические карты и инструкции на перегрузку опасных грузов должны быть согласованы с пожарно-технической частью ВОХР порта и санитарно-эпидемиологической станцией.
Скоропортящимися грузами называют перевозимые транспортом продукты питания, которые без применения специальных мер сравнительно легко и быстро теряют свои товарные качества. Их можно разделить на рефрижераторные и нерефрижераторные.
К рефрижераторным грузам относят замороженные (температура хранения от —6°С и ниже), охлажденные (от —5°С до —1°С) и охлаждаемые (от 0 до +15°С). Охлажденные грузы в зависимости от температуры внешней среды могут превращаться в обогреваемые, т. е. может возникнуть необходимость поддерживать в грузовых помещениях температуру выше температуры наружного воздуха.
Все грузы, кроме замороженных, при определенных условиях можно перевозить и на нерефрижераторных судах, хранить в обычных вкладах, если длительность содержания в условиях режима, выходящего за допустимые пределы, относительно невелика.
Скоропортящиеся грузы перегружают по технологии, которую применяют для обычных грузов, имеющих такую же тару, те же формы и размеры. Специфические особенности технологии (кроме необходимости выдерживать определенный температурный режим) заключаются в особой технологической характеристике рефрижераторных транспортных средств, влияющих на технологические приемы и средства производства работ, а также в специальных методах штабелирования, направленных на создание условий для наилучшей вентиляции. Так, в рефрижераторных вагонах старой конструкции невозможно использовать погрузчики, а в новых — их работа весьма затруднена. Есть ограничения в применении техники и в грузовых помещениях рефрижераторных судов. При штабелировании через каждый ярус укладывают прокладки, оставляют зазоры между рядами грузовых мест, грузом и бортами и грузом переборками. Весьма удобно для хорошей вентиляции штабелировать грузы пакетами на поддонах. Для некоторых грузов технологическая оснастка и спецодежда должны отвечать особым санитарным нормам и проходить соответствующую обработку до, и после выполнения перегрузочных работ.
Перспективы развития технологии перегрузки скоропортящихся грузов связаны с их контейнеризацией. Специфические особенности имеет технология перегрузки животных. Диких животных перевозят, как правило, в клетках, которые имеют приспособления для застропки к крану или их устанавливают на подкладки, подставки, платформы и иные устройства, позволяющие завести стропы. Перегрузку осуществляют обычно по прямому варианту, например из судов на автотранспорт или наоборот. Технологию и порядок организации грузовых работ согласовывают в этом случае заранее с компетентными представителями грузовладельца и осуществляют в присутствии его представителей.
Домашние животные и скот перевозят в основном без клеток. Вместо этого в грузовых помещениях транспортных средств оборудуют специальные устройства (стойла и т. д.) с целью создания необходимых условий для безопасной и сохранной перевозки, соответствующего ухода в течение рейса. Животных перегружают с помощью специальных боксов, которые по форме и размерам соответствуют виду животных, имеют закрывающиеся с фиксацией двери с двух торцов — в одни заводят, а в другие животных выводят — и приспособлены для удобной застропки.
Для выгрузки домашних животных и скота бокс краном опускают в трюм (на палубу). Далее сопровождающие груз специалисты заводят животных по одному в боксы, двери закрывают и кран переносит груженый бокс на причал. Дверь открывают и сопровождающие проводят животных из бокса в вагон или кузов автомашины через рампу или аппарель, а также на склад, если оборудовано соответствующее место временного хранения. Технологию и порядок организации перегрузки и хранения домашних животных и скота разрабатывают и осуществляют совместно порт и представители грузовладельца. Таким же образом в отдельных случаях перегружают дрессированных животных, которых перевозят без клеток (слоны, медведи и т. д.).
Развитие контейнерных перевозок создает условия для перевозки диких животных и скота в предварительно оборудованных открытых и закрытых контейнерах, что позволяет существенно усовершенствовать технологический процесс.
Глава 11
Организация обработки судов.
61. Задачи портов по обработке судов.
Под обработкой судна в порту понимают выполнение на судне основных и вспомогательных операций, после завершения, которых судно готово к выполнению следующего рейса при загрузке и продолжению рейса при разгрузке.
Основными операциями обработки судна считают погрузку или выгрузку грузов, посадку или высадку пассажиров. Эти операции являются начальной и конечной стадиями рейса судна.
Вспомогательными операциями обработки судна в порту являются работы, связанные с подготовкой судна к основным работам и отходом судна в рейс.
К вспомогательным операциям относят снабжение судна водой и топливом, осмотр его разным комиссиями, подготовку грузовых помещений для погрузки груза, оформление грузовых и транспортных документов, крепление и раскрепление груза и т.д.
На каждом судне, прибывшем в порт под обработку, за редким исключением, когда судно заходит в порт только для бункеровки, производят грузовые и вспомогательные операции.
Главная задача морских портов при организации обработки судов состоит в максимальном сокращении времени грузовых и вспомогательных операций. Одним из главных условий организации обработки судов в оптимальном режиме является максимальное совмещение этих операций.
Порты обязаны обеспечить высокое качество проведения работ по обработке судна; загрузку до полной грузоподъемности и грузовместимости; укладку грузов в трюмах, обеспечивающую сохранность грузов и мореходные качества судна; исключение повреждений при обработке.
Сокращение времени обработки судна в порту позволяет повысить его провозную способность, уменьшить капиталовложения во флот, снизить себестоимость перевозки груза за счет сокращения времени стоянки в порту. Ускорение обработки судов в портах дает возможность улучшить использование основных производственных фондов морского транспорта и повысить рентабельность его работы.
Советские порты обрабатывают и иностранные суда. Быстрая и качественная обработка иностранного тоннажа является для иностранных моряков наглядным примером преимущества социалистического способа производства.
62. ПОРЯДОК ОБРАБОТКИ СУДОВ В ПОРТАХ
Все суда в морских портах обрабатывают в оптимальном режиме на основе непрерывного плана-графика работы порта. Под оптимальным режимом работы порта при данных производственных и трудовых ресурсах следует понимать такую организацию работы, при которой обработка всех судов, находящихся в порту, осуществляется в минимальные сроки и суммарные эксплуатационные расходы порта на обработку, и содержание этих судов на стоянке также минимальные.
НПГРП определяет календарные сроки начала и окончания обработки, а также обслуживания каждого судна и количество подлежащих обработке судов. Для того чтобы порт мог подготовиться к обработке судна и включить его в НПГРП, судовладелец должен направить порту, службе по обслуживанию транспортного флота по советским судам или агентству «Инфлот» по иностранным судам информацию-заявку заранее, за такое количество дней до планируемой даты прихода судна, на которое составляется в порту НПГРП, увеличенное на 2 дня. Например, если в порту НПГРП составляют на 10 дней, то информацию-заявку судовладелец должен представить за 12 дней до планируемой даты прихода.
Информация - заявка должна содержать:
- наименование судна, планируемую дату прихода в порт, данные о грузах на судне (каргоплан или грузовой список по укрупненной номенклатуре с указанием количества каждого груза, а также особых физико-химических свойств грузов, сведения о тяжеловесных и длинномерных грузах);
- сведения о готовности судна для производства грузовых операций через все или часть люков;
- заявку на выполнение вспомогательных операций по судну с учетом обеспечения его комплексного обслуживания, с указанием необходимого количества бункера, воды и других данных.
Капитаны судов обязаны сообщать порту назначения уточненное время прихода в порт за 48 и 4 ч, а при меньшей длительности перехода — не позднее чем через час после выхода из предыдущего порта.
В порту, получив информацию-заявку и согласовав вопросы комплексного обслуживания судна в агентстве «Инфлот» и другими организациями, разрабатывают план обработки судна. В день включения судна в НПГРП из порта обязаны сообщить судовладельцу и капитану общее время обработки и календарные даты и смены начала, окончания и обслуживания судна по непрерывному плану-графику и ПОС. За 2 ч до прихода из порта информируют капитана о месте швартовки, начале и способе производства работ. В период обработки работники порта обязаны информировать о перешвартовке, начале и окончании грузовых и вспомогательных операций. Эта информация должна подаваться за 2 ч до начала работ, если их производят в дневное время (с 8 до 17 ч), и до 17 ч), если операции намечено выполнять в ночное время (с 17 до 8 ч).
Все транспортные суда, независимо от флага, включают в. НПГРП, а, следовательно, принимают к обработке в порядке поступления информации-заявки судовладельца и в следующей очередности:
1. суда - снабженцы, совершающие регулярные рейсы в пункты Центрального сектора Арктики по завозу грузов в период летней навигации;
2. суда, работающие на линиях по согласованным с портом расписаниям;
3. суда с пакетированными и непакетированными грузами бананов, ананасов, помидоров, винограда, цитрусовых и другими скоропортящимися грузами, обрабатываемыми вне очереди на специализированных причалах;
4. учебные суда;
5. суда Чукотского и Арктического направлений;
6. суда с пакетированными продовольственными грузами;
7. все остальные суда.
В тех случаях, когда от судовладельцев поступили информации-заявки о подаче нескольких судов с одной и той же датой для обработки на одних и тех же причалах, очередность определяют с учетом времени поступления заявок в порт. По приходу судна в порт и получению свободной практики (после оформления прихода, таможенного и пограничного досмотра), а также после окончания разгрузки, если судно переходит под загрузку, капитан должен вручить работникам порта нотис (извещение) о готовности судна к обработке.
Нотис выписывают в двух экземплярах; он содержит наименование судна, время прибытия _в порт, номера люков ...и время их готовности к грузовым работам, время готовности судна к приему бункера и воды. Если не все люки готовы к обработке, капитан на каждый последующий люк вручает порту новый нотис. Представитель порта по прибытии судна (после окончания пограничного и таможенного досмотра) или после окончания разгрузки, если судно становится под загрузку, в течение 30 мин должен прибыть на судно независимо от времени и места его нахождения (на рейде или у причала) и принять нотис. На дубликате нотиса представитель порта должен указать дату и смену начала обработки судна по НПГРП, и за каким судном данное судно принимают к обработке. Судно считается прибывшим в срок и готовым к обработке, если нотис об этом будет вручен капитаном судна с 0 до 24 ч суток начала обработки, предусмотренного НПГРП. К моменту вручения нотиса капитан должен обеспечить готовность трюмов, всех грузовых средств и люков, включая их открытие, освещение мест грузовых работ. Люки, оборудованные механизированными закрывающимися устройствами, открывает и закрывает команда судна, во всех остальных случаях — работники порта по заявке судна. Когда перегружают навалочные грузы и контейнеры на специализированных причалах, для открытия-закрытия немеханизированных люков в порту предоставляются только краны для установки бимсов. Люки по-походному во всех случаях закрывает команда судна.
Погружают и выгружают грузы в соответствии с каргопланом по коносаментным партиям не допуская их смешивания. При обработке судна порты обязаны:
- размещать грузы в соответствии с согласованным капитаном каргопланом;
- готовить и вручать администрации судна перевозочные документы по мере окончания выгрузки или до начала погрузки каждой партии груза;
- осуществлять таксировку провозных платежей и дополнительных сборов по каботажным грузам;
- по требованию судовой администрации зачищать трюмы (кроме мойки и сушки, которые производят только с согласия порта);
- подготавливать грузы к отправке и принимать меры к их завозу и вывозу;
- перегружать грузы, следующие в прямом смешанном железнодорожно-водном или прямом водном сообщении;
- производить крепление, штивку и сепарацию грузов в трюмах по указанию судовой администрации;
- фиксировать актами все случаи недостач или. Повреждений груза и тары в момент их обнаружения;
- обслуживать суда, находящиеся на рейде, катерами по расписанию за счет судовладельца;
- предоставлять судну свободный причал или якорную стоянку на рейде в случае задержки судна после окончания его обработки.
63. Стояночное и сталийное время судов
Стояночным временем судна называется все время нахождения его в порту, начиная с момента окончания швартовки к причалу или постановки на якорь на рейдовой стоянке до момента начала отшвартовки от причала или снятия с места якорной стоянки для ухода в рейс. Под плановым стояночным временем судна понимается время, полагающееся для обработки и обслуживания судна с учетом обусловленного времени ожидания начала обработки.
Сталийным временем судна в порту называется время, полагающееся порту по установленным нормам на производство погрузочно-разгрузочных работ и всех вспомогательных операций при максимально возможном их совмещении.
Под контрсталийным временем понимается время, начинающееся после окончания сталийного времени и до момента завершения портом всех возложенных на него грузовых и вспомогательных операций. Судно включают в НПГРП для обработки и обслуживания в соответствии со специализацией причалов с учетом их взаимозаменяемости: с 16 часов заявленной судовладельцем даты прихода судна в порт при наличии свободных плановых ресурсов или с ближайшей смены после окончания планового срока обработки судна, включенного ранее в НПГРП, и освобождения плановых ресурсов, занятых на его обработке. Это время и будет началом счета сталийного времени. На основании определенного в ПОС планового стояночного времени устанавливают дату и смену, в течение которой должны быть закончены обработка и обслуживание судна.
Счет сталийного времени прерывается в следующих случаях:
- по метеорологическим причинам (непогода, вызывающая порчу груза или нарушение правил безопасности труда, волнение в 3 - 4 балла или плавающий лед в 5 баллов; при работе на рейде, сильный ветер, туман, явление тягуна, низкая температура, препятствующие работе портальных, плавучих кранов и судовых грузовых средств);
- при отсутствии груза по вине внешнеторговых организаций;
- при отсутствии железнодорожных вагонов и перегрузке груза только по прямому варианту, если из порта заранее поступила заявка а вагоны;
- по вине судна (неисправность судовых грузовых средств, отсутствии на судне освещения с герметичной арматурой при перегрузке огнеопасных грузов в ночное время, плохое состояние маркировки, тары и груза).
Все указанные задержки должны быть подтверждены справкой метеоцентра или соответствующим актом.
Для учета стояночного времени, фактически затраченного в порту, судно и порт ведут акт учета стояночного времени (таймшит) по установленной форме.
В акт учета стояночного времени судна в порту записывают: название судна, порт, номер причала, наименование груза по укрупненной номенклатуре и его количество, дата, часы фи минуты прихода судна в порт, время готовности судна к обработке по нотису, время окончания обработки и обслуживания судна и отхода его в рейс.
Кроме того, в таймшите записывают число, месяц, год, часы и минуты, затраченные на любую стоянку, т. е. Производственные и непроизводственные простои в течение всего стояночного времени судна. Не реже раза за смену записи в акте учета стояночного времени согласовывают с представителем порта и агентства «Инфлот». Согласованные записи должны быть удостоверены подписями представителя порта или «Инфлота».
Акт учета стояночного времени подписывают капитан судна, представитель порта, представитель «Инфлота», которые должны явиться на судно. Если из-за погодных условий указанные представители не могут прибыть на судно, капитан сам подписывает акт учета стояночного времени и прилагает к нему выписку из судового журнала, подтверждающую записи в таймшите. Оформленный таким образом акт учета стояночного времени может служить основанием для расчетов между портом и пароходством за обработку судна. Записи в акте учета стояночного времени никаким изменениям не подлежат. От подписи не может отказаться ни одна сторона. Сторона, не согласная с записью в акте учета стояночного времени, должна подписать акт, но имеет право сделать соответствующую оговорку. Акт учета сталийного времени составляют в пяти экземплярах (два порту, два « Инфлоту», один капитану), если в обработке судна участвует клиент, акт учета стояночного времени подписывает его представитель и ему выписывают еще один экземпляр.
64. Действующая система норм для расчета времени обработки судов в портах
Каждое судно должно находиться в порту определенное строго установленное время для выполнения погрузочно-разгрузочных работ, вспомогательных операций и комплексного обслуживания. Указанное время устанавливают с помощью действующей системы норм на названные операции. Для определения времени на грузовые и вспомогательные операции. А также на некоторые операции по обслуживанию судна (бункеровка, водоснабжение, оформление прихода - отхода) применяют Нормативную базу ведения НПГРП, которая содержится в приказе «Об организации обработки сухогрузного флота в морских портах и портовых пунктах. Время обработки наливных судов устанавливается аналогичным приказом.
Нормы погрузки - разгрузки судов, нормы времени на выполнение вспомогательных операций, и обслуживание судов основаны на передовой технологии, высокой производительности труда и организации работы портов в оптимальном режиме.
Для нормирования времени вспомогательных операций установлены нормы времени на выполнение вспомогательных операций. Для нормирования интенсивности погрузочно-разгрузочных работ применяют укрупненные общие и специальные нормы.
Укрупненной (общей или специальной) нормой погрузочно-разгрузочных работ называется количество груза в тоннах, которое работники порта должны погрузить или выгрузить в целом по судну за один погожий час, независимо от количества обрабатываемых ежесменно люков.
Величина укрупненных норм зависит от следующих факторов:
1. производственных возможностей и производственного опыта портов. По этому признаку порты подразделены на две сетки. К первой сетке относят, как правило, внеразрядные порты первой категории, ко второй – порты второй и третьей категорий. Однако некоторые причалы портов первой сетки могут быть отнесены ко второй и наоборот.
2. вида грузовых работ – погрузка или выгрузка.
3. конструктивных особенностей судов, к которым относятся: коэффициент конструктивной неравномерности трюмов Кн.т ., равный отношению общей грузовместимости судна Wc к произведению грузовместимости наибольшего отсека Wн.о на количество отсеков Nотс судна:
Kн.т = Wc / Wн.о Nотс (66)
Количество фронтальных люков, определяющее количество одновременно работающих механизированных линий. При этом грузовые люки длиной 20 - 30 м и шириной 8 м считаются за два люка, 30 - 45 м - за три, более 45 м - за четыре.
Конструктивная неравномерность трюмов и количество фронтальных люков определяют среднюю оптимальную концентрацию механизированных линий nм.л, необходимых для обеспечения обработки судна в оптимальном режиме:
пм.л
= (пл
= п![]() ) Кн.т
(67)
) Кн.т
(67)
где nл - число люков на судне;
п![]() число механизированных линий (больше одной) работа которых по правилам безопасности труда допускается на больших трюмах;
число механизированных линий (больше одной) работа которых по правилам безопасности труда допускается на больших трюмах;
чистая грузоподъемность судна:
Указанные конструктивные особенности судна определяют группу судна. По конструктивным особенностям все суда подразделяют на 8 групп.
4. Трудоемкости перегрузки судов, по которой все грузы подразделяют на 22 группы:
- с I по XII - генеральные,
- с XIII по XV - лесные,
- с XVI по XXII - навалочные.
Наиболее трудоемкая группа I наименее XXII. Трудоемкость перегрузки груза при составлении норм на грузовые работы определяют как среднюю по роду груза и судовым вариантам работ по РТК или нарядам портовых рабочих.
Таким образом укрупненная норма грузовых работ
М = Рл nм.л ., (68)
где Рл - средняя по роду груза и судовым вариантам работ технологическая производительность технологической линии
Укрупненные общие нормы на разгрузочно-погрузочные работы рассчитаны отдельно для обработки судов у причала и на рейде.
Специальные нормы установлены с учетом интенсивности перегрузки специфических для данного порта грузов. Осуществляемой преимущественно на специальных перегрузочных комплексах или в тех случаях, когда в порту созданы условия для большей или меньшей интенсивности обработки судна, чем по общим укрупненным нормам. Например, специальные комплексы для обработки судов - контейнеровозов и судов с горизонтальной грузообработкой (типа ро-ро), выгрузки зерна и сахара - сырца навалом по прямому варианту или погрузки зерна (элеватором). Укрупненные общие нормы на погрузочно-разгрузочные работы применяют только в том случае, когда для данного порта и груза не установлена специальная норма.
Нормой времени на вспомогательную операцию называется время, в течение которого порт или другая организация должна выполнить по судну данную операцию. Для выполнения вспомогательных операций устанавливают нормы времени на: крепление - раскрепление грузов, оформление документов на последнюю партию грузов, бункеровку жидким топливом, подготовку грузовых помещений к грузовым операциям, установку или разборку в трюмах дополнительных временных переборок, осмотр судов государственной хлебной инспекцией, открытие и закрытие трюмов, дератизацию и дезинфекцию судов, оформление прихода или отхода судов, маневровые работы транспортных судов, лоцманскую проводку.
Величина указанных норм времени на вспомогательные операции в основном зависит от грузоподъемности судна, исключение составляет величина норм времени на: крепление - раскрепление грузов, принимаемая в процентах от времени на погрузку - выгрузку грузов, оформление грузовых документов, зависящее от вида груза, количество партий и вида плавания судна; бункеровку жидким топливом, зависящую от вида топлива, порта и диаметра трубопровода; лоцманскую проводку, принимаемую по условиям порта.
Вспомогательные операции при их выполнении должны максимально совмещаться с грузовыми работами по судну.
65. Расчет результатов отработки судна в порту.
Сталийное время судна в порту для НПГРП определяют путем расчетов времени на грузовые работы, на вспомогательные операции и комплексное обслуживание, не совмещенное с грузовыми операциями. Сталийное время, ч,:
![]() (69)
(69)
Где: - ![]() - время грузовых работ по нормам, ч,
- время грузовых работ по нормам, ч,
![]() - время вспомогательных операций, не совмещенных с грузовыми, ч.
- время вспомогательных операций, не совмещенных с грузовыми, ч.
В течение обработки судна возникаю задержки и перерывы по причинам, не зависящим от порта, но прерывающим сталийное время. Время этих задержек суммируется и прибавляется к сталийному времени. Кроме того, для определения времени обработки судна все сталийное время делят на 8 и остаток менее 4 ч не учитывают, а более 4 ч округляют до полной смены.
Из-за отсутствия трудовых ресурсов не всякое судно по прибытии в порт сразу же включают в НПГРП данного периода; оно ожидает включения в непрерывный план - график на следующий плановый период. Для расчета планового стояночного времени судна tст.п , ч следует учесть и время ожидания tож судном включения в НПГРП:
![]() , (70)
, (70)
где ![]() - время задержек в обработке судна, не зависящих от порта,
- время задержек в обработке судна, не зависящих от порта,
Время грузовых работ по норме:
 , (71)
, (71)
Где: ![]() - количество груза каждой группы на судне, т;
- количество груза каждой группы на судне, т;
![]() - общая или специальная укрупненная норма грузовых работ для данной группы груза, судна и сетки порта, т\судо - ч.
- общая или специальная укрупненная норма грузовых работ для данной группы груза, судна и сетки порта, т\судо - ч.
Количество тонн каждого груза на судне приводится в грузовом плане или грузовом списке.
Укрупненную норму грузовых работ по Нормативной базе НПГРП определяют в следующей последовательности:
1. По названию судна устанавливают его тип.
2. По типу судна устанавливают его группу и грузоподъемность.
3. По названию порта, названию груза и группе судна устанавливают специальную норму грузовых работ.
Если в данном порту на данный груз нет специальной укрупненной нормы грузовых работ, то:
1. по названию груза устанавливают его группу. Если в таблице распределения грузов по группам нет данного груза, его группу определяют в зависимости от тары и упаковки для особо непоименованных грузов;
2. по названию порта, группе судна, группе груза и виду работ (погрузка или выгрузка) устанавливают общую укрупненную норму грузовых работ для данного груза.
Для того чтобы определить время на вспомогательные операции, необходимо по грузоподъемности судна и названию операции установить норму времени на каждую операцию и все время сложить. Время на бункеровку, в зависимости от вида топлива и диаметра трубопровода, устанавливают путем деления количества топлива на норму бункеровки. Остальные данные для расчета tст.п берут из акта учета стояночного времени после его подписания.
Полное фактическое стояночное время судна в порту tст.п рассчитывают путем суммирования времени всех стоянок, относящихся к этому времени и внесенных в акт учета стояночного времени судна.
После окончания обработки и обслуживания судна порт составляет отчет, который вместе с актом учета стояночного времени, актами и справками, подтверждающими задержки в обработке и обслуживании, копией нотиса, каргопланом в течение5 дней направляет в пароходство. В отчете дается расчет результатов обработки судна по трем направлениям.
1. По времени обработки.
Обработку и обслуживание судна считают выполненными:
в срок, если они закончены в течение смены, предусмотренной в НПГРП (с учетом внесенных в необходимых случаях изменений), т. е.
![]() ; (72)
; (72)
досрочно, если обработка и обслуживание судна закончены до начала смены, предусмотренной в НПГРП, т. е.
![]() ; (73)
; (73)
тогда время экономии, ч,
![]() (74)
(74)
с простоем, если обработка и обслуживание судна закончены после начала смены, предусмотренной НПГРП как окончание работ по судну, т. е.
![]() ; (75)
; (75)
тогда простой судна, ч,
![]() (76)
(76)
За обработку судна в срок судовладелец выплачивает порту премию в размере 25% суточной себестоимости эксплуатационного содержания судна на стоянке, досрочно — в размере 25% суточной себестоимости эксплуатационного содержания судна на стоянке и диспач за сэкономленное сталийное время из расчета 50% часовой себестоимости эксплуатационного содержания судна на стоянке.
Сумма премии и диспача, р.,
 ; (77)
; (77)
Где tэк — время экономии сталийного времени, ч;
Kст — суточные эксплуатационные расходы судна на стоянке, р.
По линейным судам, как правило, диспач не выплачивают. Премию за обработку судна в срок не начисляют по судам с навалочными грузами, если время на грузовые работы не превышает 8 часов.
За простой советского судна порт выплачивает пароходству демередж (штраф) в размере 100% себестоимости эксплуатационного содержания за час стоянки с учетом всех часов простоя.
За досрочную обработку иностранных судов выплачивается портам диспач в размере 6,5 к. за каждую брутто - регистровую тонну с учетом каждых суток досрочной обработки или пропорционально части суток. При простое иностранного судна порт выплачивает демередж в размере 13 к. за каждую брутто - регистровую тонну с учетом каждых суток простоя или пропорционально части суток.
2. По интенсивности обработки.
Различают чистое и валовое время обработки судна в порту:
Чистое время — это время грузовых работ на судне,
Валовое время — это время обработки и обслуживания судна.
В отчете показывают как чистое, так и валовое время по нормам и фактически, а также чистую и валовую интенсивность по нормам и фактически.
Чистой интенсивностью (по нормам или фактически) называют количество тонн груза, погруженное или выгруженное из судна, или которое работники порта должны были погрузить или выгрузить из судна за 1 ч чистого времени.
Чистая интенсивность обработки судна соответственно фактически и по нормам, т/судо - ч,
![]() ;
; ![]() ; (78)
; (78)
где ![]() —общее количество груза на судне, т;
—общее количество груза на судне, т;
tгр.ф и tгр.н - время грузовых работ соответственно фактически и по норме, ч.
Валовой интенсивностью (по нормам и фактически) называют количество тонн груза, погруженное или выгруженное из судна, или которое работники порта должны были погрузить или выгрузить из судна за один час валового стояночного времени.
Валовая интенсивность обработки судна соответственно фактически и по нормам, т/судо - ч,
![]()
![]() ;
; ![]() ; (79)
; (79)
Где tст.ф и tст.п - плановое стояночное время судна соответственно фактически и по норме, ч.
Судовладелец, получив отчет о результатах обработки и обслуживания судна, в течение 10 дней должен сообщить в порт свои возражения по отчету. Если за это время возражений не поступит, отчет считается принятым.
66. РУКОВОДСТВО ОБРАБОТКОЙ СУДНА В ПОРТУ
Получив информацию - заявку от судовладельца, разработав ПОС и включив судно в НПГРП на плановый период, работники порта приступают к подготовке обработки судна.
Подготовка к разгрузке - загрузке судна состоит в следующем:
- разработка грузового плана при погрузке судна, выбор причала для постановки судна;
- подготовка - складов и барж портофлота, используемых как складская емкость, для временного хранения груза;
- определение мест складирования грузов животного происхождения и огнеопасных;
- выяснение возможностей железнодорожной станции по обеспечению порта порожняком и подача заявок на него;
- получение информации о наличии груженых вагонов и установление сроков их подачи к фронтам выгрузки;
- выяснение возможности выделения автотранспорта и подача заявок на него;
- подготовка подъемно - транспортных машин и технологической оснастки;
- подготовка инвентаря, сепарационных и крепежных материалов и заблаговременная доставка их к причалу; расчет необходимого количества рабочей силы и подача заявок на нее;
- подготовка причала к приему судна (отвод плавсредств, освобождение от груза, расстановка кранов), осмотр груза на предмет готовности его к отгрузке;
- уточнение технологии перегрузки тяжеловесных грузов, предварительная концентрация на МГФ грузов, подлежащих погрузке;
- получение разнарядок на экспортные грузы и поручений на импортные и согласование сроков завоза грузов местной клиентурой.
Кроме того, устанавливают порядок ввода или вывода судна из порта и согласовывают сроки выполнения работ по судну с организациями, не находящимися в административном подчинении порта. Все основные вопросы организации обработки судна разрабатывают и излагают в технологическом плане - графике его обработки.
Ни одно судно не может быть обработано в порту без руководителя — стивидора. К стивидорным относят работы по подготовке и организации загрузки - разгрузки и обслуживанию судов, разработке ТПГОС, оформление грузовой и транспортной документации, а также работы по загрузке и разгрузке по прямому; варианту железнодорожных вагонов, барж и автотранспорта. Стивидорные работы осуществляет штат стивидоров, работающих под руководством и контролем заместителя начальника района по эксплуатации.
Штат стивидоров состоит из старших и сменных стивидоров, закрепленных определенной группой причалов и специализирующихся на перегрузке определенных грузов или грузов одного направления.
Старший стивидор имеет в своем подчинении три - четыре сменных стивидора, он представляет порт на судне и является ответственным руководителем и организатором работ по этому судну. До прибытия судна в порт старший стивидор принимает участие в подготовке порта к обработке судна, участвует в составлении грузового плана, разрабатывает ТПГОС, подготавливает причал к приему судна, контролирует подготовку складов к приему и выдаче грузов, составляет заявки на вагоны, средства механизации, инвентарь, рабочую силу. Далее старший стивидор организует и руководит погрузочно-разгрузочными работами и обеспечивает обслуживание судна в течение всего периода обработки, согласовывает с администрацией судна схему и способы крепления грузов.
Сменный стивидор работает под руководством старшего стивидора. Во время отсутствия на судне старшего стивидора сменный выполняет его функции. Сменный стивидор на своей смене оперативно подчинен сменному диспетчеру района. Он является производителем грузовых работ, который непосредственно руководит работой бригад и имеет право прекращать работу на судах и вагонах, если судно и представители железнодорожной станции действуют вопреки правилам перегрузки грузов, отстранять от работы находящихся в его подчинении рабочих, нарушающих технологию перегрузки и правила безопасности труда.
Перед началом смены сменный стивидор должен проверить исправность технологической оснастки и ее соответствие действующей технологии, проинструктировать рабочих по вопросам безопасности труда и технологии перегрузки, совместно с бригадиром расставить рабочих по объектам работ, указать места и способы укладки груза. Во время смены он организует работу в соответствии с утвержденной технологией и ТПГОС так, чтобы не было простоев рабочих, машин и транспорта, контролирует качество и интенсивность работы бригад, организует получение груза со склада, вовремя подает заявки на переподачу вагонов, замену перегрузочных машин и грузозахватных приспособлений и инвентаря, руководит погрузкой - выгрузкой и креплением - раскреплением грузов.
Одной из важнейших задач сменного стивидора следует считать подготовку работы очередной смены. За 2 ч до начала смены стивидор должен проанализировать положение дел по каждому трюму, сравнить его с заданием по ТПГОС и сменно - суточному плану и составить заявку сменному диспетчеру на рабочих, машины и транспорт. Стивидор при загрузке судна должен подобрать все поручения на грузы, которые будут грузиться в течение смены, установить место их нахождения и возможность получения со склада или возможности складов по приему груза при разгрузке судна. В случае невозможности, получения какой - либо партии груза со склада стивидор через сменного диспетчера должен организовать замену груза и продумать способы его транспортировки. Уточнив все вопросы по организации смены, сменный стивидор информирует администрацию судна о предстоящей работе, согласовывает о ней план работы, дает заявку на судовые грузовые средства, открытие или закрытие люков с механическим приводом. Стивидор должен обеспечить подвоз сепарации и инвентаря силами рабочих предыдущей смены, а также открытие и закрытие люков трюмов.
После окончания смены стивидор осуществляет контроль за уборкой рабочего места, сдачей перегрузочных машин, технологической оснастки и инвентаря, заполняет наряды - задания на выполненную работу
В процессе исполнения своих обязанностей стивидор связан с большим кругом работников района, других хозяйств и управления порта, с должностными лицами смежных транспортных организаций, государственных контрольных органов и инспекций. Как правило, все указания по организации работ, по передаче и оформлению груза, по загрузке или разгрузке судна и многим другим возникающим вопросам старший стивидор получает от начальника района, его заместителей по эксплуатации и складской части, старшего диспетчера, технолога и инженера по технике безопасности, а сменный стивидор — от старшего стивидора и сменного диспетчера.
Однако на практике часто возникают самые разнообразные вопросы и затруднения. Для их разрешения при отсутствии руководителей района стивидор должен обращаться к соответствующим должностным лицам. Он обязан знать, какие вопросы входят в компетенцию должностных лиц порта, смежных транспортных организаций, контролирующих органов с тем, чтобы правильно построить свои деловые отношения и оперативно разрешить затруднения со всеми участниками обработки и обслуживания судна.
67. ОРГАНИЗАЦИЯ ОБРАБОТКИ СУДОВ НА РЕЙДАХ
Под морским рейдом понимают прибрежное водное пространство, свободное от навигационных опасностей, с достаточными глубинами и грунтом дна, пригодными для надежной якорной стоянки.
Грузы на рейдах перегружают при незначительном объеме грузооборота, когда невыгодно строить дорогостоящие гидротехнические и другие сооружения или по своей характеристике судно не может быть пришвартовано к причалу.
Различают рейды открытые и закрытые, внешние и внутренние. Наиболее удобными для грузовых - работ следует считать рейды, достаточно защищенные от волнения, без навигационных опасностей, имеющие ровное дно, достаточные глубины и грунт, обеспечивающий надежную якорную стоянку. Акватория рейда должна быть свободной и не иметь течений и колебаний уровня воды.
Рейдовые портпункты, расположенные на незащищенном берегу, должны» иметь сооружения для обработки плавсредств кг ковши (защищенную акваторию) для их укрытия.
Плавсредства, применяемые для рейдовых перегрузочных работ, можно подразделить на перегрузочные и транспортные. К перегрузочным плавсредствам относят плавкраны и плавучие зерноперегружатели. Транспортные средства бывают самоходные и несамоходные. Самоходные плавсредства чаще всего применяют при перегрузках навалочных или зерновых грузов с крупнотоннажных судов, которые по своим характеристикам не могут стать у причала порта. Например, крупнотоннажные суда с зерном выгружаются плавкранами или плавучими зерноперегружателями на рейде в речные суда типа «Волго-Балт». К несамоходным средствам, используемым для рейдовых перегрузочных работ, относят баржи, плашкоуты, лихтеры, кунгасы. Буксировку несамоходных плавсредств осуществляют буксиры и буксирные катера. Плавсредства и буксиры должны отвечать высоким мореходным качествам, а также иметь каюты для укрытия рабочих и экипажа от непогоды, удобные грузовые помещения для загрузки - разгрузки, аварийный запас продовольствия, швартовные, буксирные и бросательные концы, кранцы, спасательные и пожарные средства.
На рейдовую перегрузку оказывает влияние волнение. Так, при волнении 3 - 5 баллов интенсивность грузовых работ снижается на 20%, а свыше 5 баллов работы вообще прекращают. Практика показывает, что простои судов на рейде по метеопричинам составляют до 30% стояночного времени. Так как из-за метеорологических причин и волнения судно вообще может уйти из порта, не выгрузив или не погрузив груз, интенсивность грузовых работ на рейде должна быть высокой. При рейдовой перегрузке груз переваливают дважды (у борта транспортного судна и на берегу), поэтому количество рабочих должно быть большим, чем при работе у причала с тем же грузом. К рейдовым перегрузочным работам предъявляют высокие требования по безопасности труда.
Работу на рейде осуществляют плавкранами, судовыми кранами или судовыми стрелами грузоподъемностью 3 - 10 т (обычные) и 15 - 100 т (тяжеловесные). Обычными стрелами перегрузку ведут «на телефон» — груз передается двумя лебедками с одной стрелы на другую. При этом обе стрелы одного люка объединены в систему: одна стрела вываливается за борт, другая устанавливается над люком. Вылет каждой стрелы создается топенантом, ноки стрел соединены оттяжкой, грузовые шкентели стрел — трехзвенником, и вся система закреплена. Перегрузка тяжеловесной стрелой основана на поднятии груза и вываливании стрелы за борт судна путем изменения длины оттяжек правого и левого бортов судна. При работе тяжеловесной стрелой длина топенанта и оттяжек изменяется лебедками, а обычной — вручную.
Учитывая особенности обработки судов в рейдовых условиях, в подготовку к приему судна включают следующие мероприятия:
1. Выбор надежного места якорной стоянки в пределах рейда. Капитан судна выбирает место совместно с руководством рейдового портпункта, так как расстояние между судном и берегом определяет организацию работы, количество плавсредств и интенсивность грузовых работ.
2. Выбор плавсредств для доставки груза от борта судна к берегу. При этом учитывают удобство грузовых работ, возможность разгрузки судна через два люка одновременно без перешвартовок. Плавсредства должны иметь большое раскрытие люков, достаточную грузоподъемность, что уменьшает количество их перестановок во время работы.
3. Выбор наиболее рациональной схемы расстановки плавсредств у Сорта судна. Конкретно для каждого случая с учетом состояния моря, силы и направления ветра с целью наибольшего удобства проведения грузовых работ выбирают схему расстановки. В зависимости от линейных характеристик и метеообстановки плавсредства можно расставить у каждого люка или в районе двух люков с одного борта или с обоих бортов, а также в шахматном порядке. Маневровые операции с плавсредствами у борта зависят от вылета стрелы и грузовых судовых средств. При малом вылете стрелы плавсредства необходимо перекантовывать — швартовать одним, а затем другим бортом.
4. Расчет количества плавсредств и буксиров. Успешная обработка судна на рейде зависит от интенсивности грузовых работ у борта и на берегу, продолжительности перехода плавсредств от берега к судну и обратно, скорости буксиров с гружеными и порожними плавсредствами, а также от количества одновременно обрабатываемых на судне люков.
Очевидно, что минимальное время обработки судна в целом будет равно времени обработки наибольшего по трудоемкости отсека при условии, что этот отсек судна обрабатывают непрерывно. Остальные отсеки судна обрабатывают так, что продолжительность их загрузки - разгрузки не превышает времени обработки наибольшего отсека.
Количество плавсредств для обработки судна:
![]() ; (80)
; (80)
Где: nл —количество люков на судне;
Кн.т —коэффициент конструктивной неравномерности трюмов;
tр.пс —продолжительность рейсооборота плавсредства, ч;
tст.с —время нахождения плавсредства у борта судна, ч.
Для конкретного случая загрузки судна коэффициент конструктивной неравномерности трюмов
![]() ; (81)
; (81)
Где: ![]() —количество груза на судне, т;
—количество груза на судне, т;
![]() —количество груза в наибольшем грузовом помещении (отсеке), т.
—количество груза в наибольшем грузовом помещении (отсеке), т.
Продолжительность рейсооборота плавсредства:
![]() ; (82)
; (82)
Где l - расстояние между судном и берегом, мили;
![]() - средняя скорость движения плавсредства, уз;
- средняя скорость движения плавсредства, уз;
![]() ; (83)
; (83)
Здесь vгр , vп - скорость движения плавсредства соответственно в грузу и порожнем, уз.
Время стоянки плавсредства у борта судна:
![]() ; (84)
; (84)
где ![]() - количество груза на одном плавсредстве, т;
- количество груза на одном плавсредстве, т;
![]() - средняя часовая производительность судовых грузовых средств при загрузке - разгрузке одного плавсредства, т/ч;
- средняя часовая производительность судовых грузовых средств при загрузке - разгрузке одного плавсредства, т/ч;
![]() - время швартовных операций с одним плавсредством у борта судна, ч.
- время швартовных операций с одним плавсредством у борта судна, ч.
Время стоянки плавсредства у берега:
 ; (85)
; (85)
где ![]() - средняя часовая производительность береговых грузовых средств при загрузке - разгрузке одного плавсредства, т/ч;
- средняя часовая производительность береговых грузовых средств при загрузке - разгрузке одного плавсредства, т/ч;
![]() - время швартовных операций с одним плавсредством у берега, ч.
- время швартовных операций с одним плавсредством у берега, ч.
Расчет количества буксиров для подачи плавсредств к борту судна:
 ; (86)
; (86)
Где ![]() - время рейсооборота буксира, ч;
- время рейсооборота буксира, ч;
![]() - число плавсредств, одновременно буксируемых буксирным катером.
- число плавсредств, одновременно буксируемых буксирным катером.
Время загрузки - разгрузки транспортного судна в целом на рейде, как указывалось, равно времени обработки наибольшего отсека. Отсюда время стоянки судна в рейдовом порту, ч,
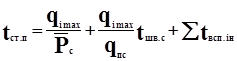 ; (87)
; (87)
Где ![]() - время вспомогательных операций, не совмещенных с грузовыми работами, ч.
- время вспомогательных операций, не совмещенных с грузовыми работами, ч.
Особое внимание при работе на рейде уделяют безопасной перевозке людей к месту работы, надежному креплению плавсредств к борту судна, застропке тяжеловесных и длинномерных грузов. Для избежания поломки судовых стрел при волнении застропку и отстропку груза рекомендуется производить в момент самого нижнего положения плавсредства по отношению к борту транспортного судна.
Места работ и швартовных операций должны быть хорошо освещены. От носа до кормы вдоль борта судна крепят трос - бурундук, который помогает при швартовке и перетяжке плавсредств. У борта судна должен находиться дежурный буксир.
68. ТЕХНОЛОГИЧЕСКИЙ ПЛАН - ГРАФИК ОБРАБОТКИ СУДНА
План - график обработки судна — организационный документ, который определяет состав и последовательность выполнения мероприятий по подготовке и организации обработки судна. Назначение ТПГОС — своевременная и полноценная подготовка, и обработка судна в оптимальном режиме, контроль за ходом грузовых и вспомогательных операций. ТПГОС составляют на все сухогрузные и наливные суда (за исключением судов, прибывающих на дозагрузку или доразгрузку со сталийным временем не более 12 ч или только за снабжением, портового флота, грузопассажирских, обрабатываемых клиентурой).
ТПГОС разрабатывают старшие стивидоры заранее, до подхода судна, согласовывают со старшим диспетчером района (выделение бригад докеров и подъемно - транспортной техники), старшим технологом (применение той или иной технологии при обработке судна) и инженером по технике безопасности (мероприятия по обеспечению безопасности труда). Утверждает ТПГОС начальник района или его заместитель по эксплуатации после согласования сроков обработки судна с главной диспетчерской. В портах, где есть отделы АСУ и ИВЦ, расчетную часть ТПГОС разрабатывают с привлечением ЭВМ через ИВЦ.
Во время обработки судна старший и сменные стивидоры вносят в соответствующие разделы ТПГОС сведения о фактическом ходе грузовых операций по сменам и сравнивают их с планом. В процессе обработки судна вследствие воздействия различных факторов возможны отклонения от плановой части графика.
В этом случае корректируют ТПГОС. Корректировку графика осуществляет старший стивидор по согласованию с заместителем начальника района по эксплуатации. Он устанавливает величину отклонений по каждому разделу плана - графика и намечает организационно - технические мероприятия по ликвидации отставания от плана (перераспределение плановых ресурсов, увеличение числа технологических линий, перенос сроков выполнения совмещаемых с грузовыми вспомогательных операций, изменение последовательности обработки грузовых помещений).
Непосредственными организаторами выполнения ТПГОС в части подготовки и организации погрузочно-разгрузочных работ, а также производства вспомогательных операций, выполняемых портом, являются старший стивидор и подчиненные ему сменные стивидоры; в части прочих операций комплексного обслуживания судна — агентство «Инфлот». Общий контроль за выполнением ТПГОС осуществляет заместитель начальника района по эксплуатации, а в целом по порту — главная диспетчерская порта. ТПГОС содержит следующие разделы.
Основные показатели обработки судна, к которым относятся сталийное время, продолжительность грузовых операций, интенсивность грузовых работ чистая и валовая, средняя за время обработки судна концентрация механизированных линий, применяемая для определения количества необходимых технических средств и рабочей силы.
Календарный план производства грузовых операций, который должен содержать объем перегрузки груза по грузовым помещениям, график работы механизированных линий, количество перегрузочного оборудования, транспортных средств и рабочей силы
Операции комплексного обслуживания судна. В этом разделе указывают наименование, продолжительность и сроки выполнения вспомогательных операций, выполняемых портом или с участием порта, а также осуществляемых другими организациями, но влияющих на перегрузочные работы (фумигация груза и т. д.). Продолжительность операций принимают по действующим нормам. При отсутствии норм на несовмещаемые с грузовыми вспомогательные операции, выполнение которых организует агентство «Инфлот», продолжительность операций принимают по данным этих служб.
Особые указания по подготовке и организации обработки судна, которые предусматривают мероприятия по подготовке складов, сепарационных и крепежных материалов; сведения об объеме грузовых работ по прямому варианту, о предварительной концентрации части груза в причальной зоне, об отвозе специфических грузов на склады других перегрузочных комплексов. Здесь же конкретно уточняют технологию перегрузки некоторых грузов (ящиков прочных и непрочных, бочек с разными буртиками и т. д.) и дают указания по безопасности труда.
Анализ обработки судна, который включает краткое описание фактов и причин отклонения от плана каждую смену, простоев и выводов о результатах обработки судна.
ТПГОС составляют и на суда, обрабатываемые на причалах специализированных перегрузочных комплексов.
Исходными данными для расчета плана - графика являются:
- грузовой план судна;
- рабочие технологические карты;
- действующие нормы на выполнение грузовых и вспомогательных операций;
- сведения о расположении грузов на складах и наличии свободных складских площадей;
- линейные, объемные, весовые и архитектурно - конструктивные особенности судна;
- технико-эксплуатационная характеристика причала и его оснащенность;
- заявки агентства «Инфлот» на снабжение судна водой, топливом, производство навигационного ремонта в процессе грузовых операций и других операций по комплексному обслуживанию судна.
Планы - графики рассчитывают в следующей последовательности:
1. Определение объема работы с каждым грузом по прямому складскому вариантам и уточнение технологических схем по складским вариантам. Определяют, исходя из конкретной эксплуатационной обстановки, сколько и какого груза должно быть, перегружено через склад (и какой склад) и сколько — по прямому варианту. Далее в зависимости от использования тылового или прикордонного склада уточняют технологические схемы.
2. Расчет потребного количества механизированных линий. Под механизированной линией понимают условную усредненную по грузам на судне технологическую линию. Количество таких линий при обработке судна равно числу занятых основных перегрузочных машин (как правило, выполняющих кордонную операцию).
При определении количества линий для обработки судна необходимо исходить из того, что их число должно обеспечить загрузку - разгрузку судна в сроки, установленные нормами в соответствии с НПГРП.
Для расчета числа механизированных линий, прежде всего по соответствующим РТК. следует выбрать технологическую производительность по судовым вариантам работ для каждой технологической схемы и каждого груза. Так как перегрузка груза может осуществляться как по прямому, так и по складскому варианту работ, необходимо найти среднюю производительность Pi , т/смену, для каждого груза по судовым вариантам работ:
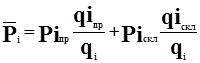 ; (88)
; (88)
Где ![]() ,
, ![]() технологическая для i - го груза производительность линии при перегрузке соответственно по прямому и складскому вариантам, т/смену;
технологическая для i - го груза производительность линии при перегрузке соответственно по прямому и складскому вариантам, т/смену;
![]() ,
, ![]() - количество i - го груза на судне, перегружаемого соответственно по прямому и складскому вариантам, т;
- количество i - го груза на судне, перегружаемого соответственно по прямому и складскому вариантам, т;
![]() - количество i - го груза на судне, т.
- количество i - го груза на судне, т.
Зная среднюю для каждого груза производительность по судовым вариантам работ, находят среднюю производительность линии, т/смену, при обработке всех грузов на судне в целом:
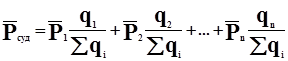 ; (89)
; (89)
Где ![]() - средняя для каждого (i - го) груза технологическая производительность линии, т/смену,
- средняя для каждого (i - го) груза технологическая производительность линии, т/смену,
![]() ,
,![]() ,
,![]() количество i - го груза на судне, т;
количество i - го груза на судне, т;
![]() - количество всех грузов на судне, т.
- количество всех грузов на судне, т.
При перегрузке навалочных грузов возникает необходимость нахождения средней по количеству грузов на судне производительности линии не только по вариантам работ, но и по слоям. Расчет производят по формуле (89) и при этом ![]() ,
,![]() ,
,![]() и соответственно
и соответственно ![]() принимают для каждого слоя груза. Рассчитав производительность механизированной линии, следует по Нормативной базе НПГРП для данного судна, порта и каждого груза найти укрупненную норму на загрузку - разгрузку и определить ее среднюю величину.
принимают для каждого слоя груза. Рассчитав производительность механизированной линии, следует по Нормативной базе НПГРП для данного судна, порта и каждого груза найти укрупненную норму на загрузку - разгрузку и определить ее среднюю величину.
Средняя укрупненная норма грузовых работ, т/судо - ч,:
 ; (90)
; (90)
Где ![]() укрупненная норма грузовых работ для грузов каждой группы, перегружаемых на судне, т/судо - ч.
укрупненная норма грузовых работ для грузов каждой группы, перегружаемых на судне, т/судо - ч.
Число механизированных линий (нижний предел), позволяющих обрабатывать судно в срок при ![]() производительности одной линии:
производительности одной линии:
 , (91)
, (91)
Где ![]() - продолжительность смены, ч;
- продолжительность смены, ч;
![]() — коэффициент, учитывающий перерывы в грузовых операциях (обед, пересмена и др.),
— коэффициент, учитывающий перерывы в грузовых операциях (обед, пересмена и др.), ![]() =0,8 0,87.
=0,8 0,87.
Полученное таким образом число механизированных линий не должно быть меньше нормативного, определенного по формуле (67) или непосредственно из Нормативной базы НПГРП. Если nл
, полученное из этих источников, будет больше![]() , принимают nл
. При наличии в порту свободных производственных ресурсов или при необходимости досрочной обработки судна, число механизированных линий можно принять равным
, принимают nл
. При наличии в порту свободных производственных ресурсов или при необходимости досрочной обработки судна, число механизированных линий можно принять равным ![]() + 1, что позволит обработать судно досрочно на 15—30%.
+ 1, что позволит обработать судно досрочно на 15—30%.
Расчет времени грузовых работ по норме. Время грузовых работ по норме определяют по формуле (71) в последовательности, описанной в п. 65.
4. Разработка календарного плана производства грузовых операций. Время грузовых работ на судне tгр по плану - графику зависит от производительности одной механизированной линии и их количества. При обработке судна может возникнуть два случая.
Количество механизированных линиqnл меньше количества люков на судне. В этом случае
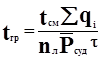 . (92)
. (92)
Это означает, что каждая механизированная линия будет работать одинаковое время, равное времени грузовых работ в целом по судну.
Количество механизированных линий nл равно или больше количества люков на судне. В этом случае время грузовых работ по судну в целом будет равно времени грузовых работ на наибольшем по трудоемкости отсеке (если количество линий равно количеству люков) или наибольшего по времени обработки отсека (если количество линий больше количества люков). В случае, когда количество линий больше количества люков, предполагается, что дополнительная механизированная линия работает только на люке, где правила безопасности труда, допускают работу двух линий, поэтому перевод линии на другие люки невозможен. Для данного случая
 . (93)
. (93)
Где ![]() - время грузовых работ по наибольшему отсеку (j - му), ч;
- время грузовых работ по наибольшему отсеку (j - му), ч;
![]() - количество груза в j - м отсеке, т;
- количество груза в j - м отсеке, т;
![]() — средняя по судовым вариантам работ и количеству грузов в отсеке технологическая производительность механизированной линии, т/смену.
— средняя по судовым вариантам работ и количеству грузов в отсеке технологическая производительность механизированной линии, т/смену.
При составлении календарного плана по формуле (93) можно определить время грузовых работ в любом помещении. Календарный план обработки судна содержит сведения о количестве груза, которое должно быть погружено или выгружено из каждого грузового помещения (отсека) в течение каждой смены, или иными словами является графиком работы механизированных линий.
Расчет и построение графика производят в следующей последовательности:
- определяют минимальное время грузовых работ при условии ввода в действие всех механизированных линий с момента начала загрузки или разгрузки судна до ее окончания с учетом времени на перерывы в работе и ввод внутритрюмной механизации;
- определяют время загрузки - разгрузки каждого трюма или время работы основной перегрузочной машины (крана);
- составляют таблицу расстановки основных перегрузочных машин (кранов);
- по данным таблицы строят график работы механизированных линий.
Пример. Судно, имеющее четыре люка (отсека), будут разгружать тремя механизированными линиями со средней производительностью 42% т/смену Груз распределен по отсекам следующим образом: первый — 300 т, второй—700т; третий — 600 т; четвертый — 200 т. Всего на судне 1800 т груза. Коэффициент учитывающий перерывы в работе, равен 0,83. Время смены 7 ч.
Для первого случая, когда количество механизированных линий (кранов) меньше количества люков, время грузовых работ согласно формуле
Это же время будет работать на судне каждая механизированная линия (кран). Время разгрузки каждого отсека определим по формуле (93). Для первого отсека 7 - 300
Подставив значения, получим, что время выгрузки груза из второго отсека через второй люк составит 14 ч, через третий люк — 12 ч, через четвертый люк — 4ч. Составим таблицу работы механизированных линий:
|
Отсек |
Продолжительность работы крана, ч | ||||
Первый (300 т) |
Второй (700 т) |
Третий (600т) |
Четвертый (200 т) |
|||
| 1 | 6 | 6 | 12 | |||
| 2 | - | 8 | 4 | - | 12 | |
| 3 | - | - | 8 | 4 | 12 | |
| Итого: | 6 | 14 | 12 | 4 | 36 | |
Таблицу составим следующим образом. Так как линия № 1 на первом отсеке должна работать только 6 ч, а время работы каждой линии 12 ч, то эта линия на втором отсеке должна работать 12 - 6 = 6 ч. Однако общее время обработки второго отсека 14 ч, следовательно, линия № 2 на втором отсеке должна работать 14 - 6 = 8 ч, а затем должна быть переведена на третий отсек и проработать 4 ч, чтобы общее время ее работы также составило 12 ч. Третий отсек должен обрабатываться 12 ч, но линия № 2 на нем будет работать 4 ч, следовательно, линия № 3 на третьем отсеке должна работать 12 - 4 = 8 ч и соответственно на четвертом отсеке — 4ч.
Строим график работы механизированных линий.
| Часы работы | Отсек | |||
| Первый | Второй | Третий | Четвертый | |
| 2 | ||||
| 4 | ||||
| 6 | ||||
| 8 | ||||
| 10 | ||||
| 12 | ||||
| 14 | ||||
Если судно будут разгружать с той же производительностью, но четырьмя механизированными линиями, то время его обработки можно рассчитать точно так же. При этом таблица работы линий и график будут иметь следующий вид.
№ линии |
Отсек |
Продолжительность работы крана, ч | |||
Первый (300 т) |
Второй (700 т) |
Третий (600 т) |
Четвертый (200 т) |
||
| 1 | 6 | 3 | 9 | ||
| 2 | — | 9 | — | — | 9 |
| 3 | — | 2 | 7 | — | 9 |
| 4 | — | — | 5 | 4 | 9 |
| Итого | 6 | 14 | 12 | 4 | 36 |
| Часы работы | Отсек | |||
| Первый | Второй | Третий | Четвертый | |
| 2 | ||||
| 4 | ||||
| 6 | ||||
| 8 | ||||
| 10 | ||||
| 12 | ||||
Из таблицы и графика видно, что второй и третий отсеки некоторое время обрабатывают две механизированные линии. Это связано с большой конструктивной неравномерностью трюмов (0,64). Как указывалось, работа двух механизированных линий на одном люке возможна, если позволяют условия безопасности труда, габариты груза и т. п. Поэтому чаще всего каждая линия работает на своем люке при условии, что количество механизированных линий равно количеству люков. Тогда график работы линий будет иметь вид.
| Часы работы | Отсек | |||
| Первый | Второй | Третий | Четвертый | |
2 |
||||
4 |
||||
6 |
||||
8 |
||||
10 |
||||
12 |
||||
| 14 | ||||
5. Расчет количества технических средств и рабочей силы. Количество рабочих, кранов, погрузчиков, прочих машин, инвентаря и грузозахватных приспособлений на одну механизированную линию принимают по действующим РТК.
При разных технологических схемах и грузах число рабочих из одной смены на все судно.
![]() (94)
(94)
Если перегружают однородный груз по одинаковым технологическим схемам, число рабочих для одной смены на все судно:
![]() . (95)
. (95)
Где npi — число рабочих, направляемых на одну механизированную линию.
Количество рабочих на все время обработки судна:
 . (96)
. (96)
Число рабочих, направляемых для производства грузовых работ на судне, должно быть не меньше, чем указано в Нормативной базе НПГРП.
Количество машин и инвентаря на смену и на судно рассчитывают так же, как и количество рабочих:
6. Расчет количества вагонов для обработки судна по прямому варианту. Общее число вагонов, необходимых для обработки судна по прямому варианту:
 (97)
(97)
Где ![]() - количество i - го груза, перегружаемого по прямому варианту, т;
- количество i - го груза, перегружаемого по прямому варианту, т;
![]() - норма загрузки одного вагона i - м грузом, т
- норма загрузки одного вагона i - м грузом, т
Так же определяют количество вагонов на одно грузовое помещение.
Число вагонов, которое должно подаваться для одной механизированной линии на смену:
![]() , (98)
, (98)
где ![]() - технологическая производительность механизированной линии на i - м грузе при перегрузке по прямому варианту, т/смену.
- технологическая производительность механизированной линии на i - м грузе при перегрузке по прямому варианту, т/смену.
Если возникает необходимость перегружать груз на все люки по прямому варианту в течение всей смены, необходимо проверить, поместятся ли все вагоны на фронт перегрузки.
Максимальное количество вагонов, которое можно установить по фронту в одну подачу:
![]() , (99)
, (99)
Где L - длина фронта подачи вагонов, м,
![]() - длина одного вагона, м.
- длина одного вагона, м.
Если m nв nл (где nл - количество механизированных линий), дают заявку на nв nл вагонов, если m nв nл - на т вагонов.
Глава 12
ОРГАНИЗАЦИЯ ОБРАБОТКИ ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ И АВТОТРАНСПОРТА
69. ЗАДАЧИ ОРГАНИЗАЦИИ ОБРАБОТКИ ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ В ПОРТУ
Во внутренних перевозках в нашей стране железнодорожный транспорт играет ведущую роль. От работы железнодорожного транспорта зависит в значительной степени успех работы многих отраслей народного хозяйства, в том числе морского транспорта, так как основная масса грузов, перевозимых на судах торгового флота, поступает в порты и вывозится из них по железной дороге. Успешное взаимодействие морских пароходств и портов с железнодорожным транспортом обеспечивает выполнение государственных планов перевозок грузов морем и уменьшает сроки их доставки.
Организация совместной работы порта и железнодорожной станции строится на принципах делового содружества и социалистического соревнования. Непрерывный план - график работы транспортного узла обеспечивает внедрение прогрессивных форм организации и обработки судов и вагонов в порту.
Под обработкой вагонов в порту понимается их загрузка или разгрузка силами и средствами порта, открытие и закрытие дверей, люков и бортов вагона, крепление грузов, зачистка вагонов, оформление документов.
Вагонооборотом порта называется количество вагонов, обработанных портом за определенный период. Вагонооборот порта находится в связи с грузооборотом порта и зависит от его объема и структуры. Определяется вагонооборот утвержденным планом перевозки грузов морским флотом через данный порт.
Производственное взаимодействие порта и железнодорожной станции предполагает:
7. Квартальное планирование обработки вагонов с каботажными грузами с разбивкой по месяцам и ежемесячное планирование обработки вагонов с экспортно-импортными грузами. Оно осуществляется ММФ и МПС с уведомлением порта и станции за несколько дней до начала месяца.
Месячный план обработки вагонов в порту определяется количеством вагонов (с экспортными и отправляемыми морем каботажными грузами), подлежащих разгрузке, и порожних, предназначенных для погрузки импортных и прибывающих морем каботажных грузов.
8. Строгий порядок взаимной диспетчерской информации о подходе судов и железнодорожных вагонов с указанием времени прибытия транспортных средств, количества и характеристики грузов в них.
9. Передовую технологию перегрузки грузов с морских транспортных средств на железнодорожные и наоборот.
10. Диспетчерский контроль со стороны порта и станции за своевременной подачей и уборкой вагонов, организацией производства погрузки и выгрузки.
11. Обеспечение перегрузочных фронтов маневровыми средствами для подачи и уборки железнодорожных вагонов. От слаженной работы маневровых локомотивов зависит ритмичная работа порта и железнодорожной станции.
12. Организацию перегрузки грузов по прямому варианту в необходимом и рациональном объеме.
13. Взаимоотношения порта и железнодорожной станции регулируются договором — узловым соглашением, которое заключается между портом и управлением железной дороги сроком на два года.
Задачами организации обработки вагонов в порту являются:
- выполнение установленных планов обработки вагонов;
- обработка вагонов в минимальные сроки; полное использование грузоподъемности вагонов;
- оформление приема и сдачи грузов в соответствии с транспортными документами и с обязательным удостоверением фактического состояния груза при погрузке или выгрузке;
- содействие работникам железной дороги в сокращении оборота вагонов.
70. ЖЕЛЕЗНОДОРОЖНЫЕ СТАНЦИИ
Железнодорожной станцией называется раздельный пункт, имеющий путевое развитие и устройства, позволяющие полностью или частично осуществлять технические, грузовые, коммерческие и пассажирские операции.
К техническим операциям относятся: прием, отправление и пропуск поездов, их скрещения и обгоны, формирование и расформирование составов, обработка отдельных групп вагонов, подача и уборка вагонов на фронтах погрузки и выгрузки, смена локомотивов и поездных бригад у транзитных поездов, осмотр вагонов и экипировка локомотивов, очистка, промывка и дезинфекция вагонов, устранение обнаруженных неисправностей у вагонов.
Грузовые операции — это перегрузка грузов, сортировка мелких отправок и контейнеров, снабжение изотермических вагонов льдом и солью.
К коммерческим операциям относят: прием, взвешивание, хранение и выдачу грузов, оформление перевозочных документов, взимание провозных платежей, пломбирование вагонов, обеспечение сохранности грузов, осмотр составов.
Пассажирские операции включают посадку и высадку пассажиров, прием; хранение и выдачу багажа и ручной клади, продажу проездных билетов, культурно - бытовое обслуживание пассажиров, погрузку и выгрузку почты.
Грузовые станции — юридические предприятия. В организацию управления станцией входит выполнение всех производственных функций станции в конкретных условиях текущих суток и смен. Организация работы станции строится на основе двух документов: техническо-распорядительного акта станции и технологического процесса станции.
Техническо-распорядительный акт — это технический документ, содержащий сведения об устройстве и технической оснащенности станции Технологическим процессом работы станции называется рациональная система организации выполнения всех производственных функций станции на основе наиболее полного использования технических средств, внедрения передовых методов организации труда работников и минимальных сроков нахождения на станции поездов.
Руководство всей работой станции осуществляет начальник станции, подчиненный начальнику дороги. Начальник станции имеет заместителя по технической части и заместителя по грузовой работе Заместителю начальника по технической части подчиняются работники, обеспечивающие техническую сторону работы станции (станционные диспетчеры, дежурные по станции, операторы, доставители, дежурные стрелочных постов).
Заместителю начальника по грузовой работе подчинены работники товарной в грузовой конторы, грузовые диспетчеры и приемосдатчики груза Оперативное руководство работой станции осуществляет станционный диспетчер, который в свою смену обеспечивает выполнение сменных заданий по обработке поездов вагонов, четкую организацию перегрузочных и маневровой работ и ведет учет выполненной работы.
По вопросам подачи вагонов в порт и их уборки с диспетчером станции непосредственно связан сменный диспетчер порта по железнодорожным операциям.
Маневровыми работами называют передвижение и расстановку вагонов по перегрузочным фронтам с целью загрузки или разгрузки, сборку и вытяжку из порта. Выполняют маневровые работы локомотивы станции с помощью составительских бригад. Порядок маневров средствами порта согласовывают со станцией. В этих случаях вагоны с выставочных путей станции забирают локомотивы порта, а затем их снова выставляют. Порядок маневровой работы оговаривают в узловом соглашении, плане и графике работ. Необходимое число локомотивов для маневровой работы зависит от технологического времени маневров, в состав которого входят отдельные операции (подача, уборка, перевеска и перестановка вагонов). Технологическое время маневровой работы — это сумма времени отдельных операций. Если сумму времени маневровой работы разделить на время работы одного локомотива, можно получить количество маневровых локомотивов для выполнения определенного объема работ.
71. ЕДИНЫЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС РАБОТЫ ПОРТА И ЖЕЛЕЗНОДОРОЖНОЙ СТАНЦИИ, УЧЕТ ВАГОНОВ
Единый технологический процесс — это комплекс организационных, технических и коммерческих условий, регламентирующих порядок совместной работы припортовой железнодорожной станции и порта при перевозке грузов в прямом смешанном железнодорожно-водном сообщении. ЕТП должен обеспечивать безусловное выполнение государственного плана перевозок грузов, строгое соблюдение графиков движения судов и вагонов и снижение транспортных издержек.
Особое внимание в единой технологии работы порта и станции уделяется сменно - суточному планированию и взаимной своевременной информации о подходе судов и вагонов, которые помогают организовывать экономически целесообразную обработку судов и вагонов по прямому варианту.
Исходными данными для разработки ЕТП являются:
- плановый объем перевалки грузов с железной дороги на суда и обратно;
- неравномерность грузооборота в пределах месяца и суток;
- график движения поездов и подхода судов;
- технико-эксплуатационная характеристика материально - технической базы порта и железнодорожной станции;
- узловое соглашение;
- рабочие технологические карты конкретных грузов; план - график обработки судна в порту.
- нормы времени на грузовые и вспомогательные операции при обработке судов и вагонов;
- расчет оптимальных интервалов подачи вагонов к причалу и судов с рейда к причалу.
Важный элемент — организация подачи и уборки вагонов и учет результатов их обработки.
В портах существует номерной и безномерной учет вагонов. При номерном учете локомотивы станции, в соответствии с периодами подач вагонов по узловому соглашению, расставляют вагоны по фронтам. В этом случае учет времени обработки, подачи каждого вагона производится по номерам согласно ведомости подачи и уборки вагонов.
При безномерном учете станция подает вагоны на выставочные пути, откуда порт их забирает (своими локомотивами) по своему усмотрению, выбирая в первую очередь вагоны, которые должны обрабатываться по прямому варианту. Вагоны заносят в ведомость безномерного учета, где указывают время приемки их портом и сдачи станции. При безномерном учете отсутствуют интервалы между подачами, предусмотренные обычно в узловом соглашении. Порт принимает и сдает вагоны не по номерам, а по количеству.
В некоторых портах созданы так называемые обменные парки вагонов. В обменный парк зачисляют вагоны, которые в ближайшее время должны выгружать по прямому варианту. Количество вагонов в обменном парке для данного порта, т. е. количество вагонов, ожидающих разгрузки по прямому варианту, ограничено постановлением правительства. По заявке порта вагоны из обменного парка подает станция к борту судна, и после разгрузки диспетчер железнодорожной группы порта составляет приемо-сдаточную ведомость на все вагоны, разгруженные в течение суток, и предъявляет ее станции для снятия с учета в обменном парке.
Экономическая целесообразность продолжительности задержки вагонов в обменном парке в ожидании разгрузки по прямому варианту, ч:
 , (100)
, (100)
где R1 - расходы, связанные с выгрузкой груза из вагона в склад, к/т;
R2 — расходы, связанные с погрузкой груза из склада на судно, к/т;
Rпр — расходы, связанные с перегрузкой груза по прямому варианту, к /т;
![]() — количество груза в вагоне, т,
— количество груза в вагоне, т,
S — стоимость арендной платы за вагон, р /ч.
Для разработки ЕТП организуют специальную группу, в которую входят представители порта и станции. Эта группа проводит совместный анализ выполнения работы, разрабатывает планы - графики обработки судов и вагонов, совершенствует методы труда и маневровой работы. ЕТП является необходимым элементом совместной технологии перевозок грузов.
72. ОРГАНИЗАЦИЯ РАБОТЫ АВТОТРАНСПОРТА
Автомобильный транспорт представляет собой совокупность средств и путей сообщения, технических устройств и сооружений.
Средствами сообщения автомобильного транспорта являются автомобили, тягачи, прицепы и полуприцепы транспортного назначения, предназначенные для перевозки грузов и пассажиров. Средства сообщения называют подвижным составом автомобильного транспорта. Путями сообщения автомобильного транспорта являются автомобильные дороги и магистрали.
К техническим устройствам и сооружениям автомобильного транспорта относят гаражи, авторемонтные заводы и мастерские, шиноремонтные мастерские, станции технического обслуживания.
Производственный процесс автомобильного транспорта заключается в перемещении грузов и пассажиров подвижным составом и носит название автомобильных перевозок, последние бывают грузовые и пассажирские.
Грузовые автомобильные перевозки отличаются рядом признаков, к числу которых относят территориальный признак. По этому признаку перевозки бывают: технологические, городские, пригородные, внутрирайонные, межрайонные, междугородные и международные.
Технологические перевозки — это перевозки, осуществляемые внутри предприятия. Для осуществления таких перевозок, а также для удовлетворения нужд порта в грузовых и пассажирских перевозках, в его составе имеется специальное хозяйство — автобаза. В производственной структуре порта автобаза представляет собой самостоятельное подразделение, осуществляющее производственно - хозяйственную деятельность на принципах хозяйственного расчета
Основные функции автобазы порта:
- осуществление перевозок грузов внутри порта при выполнении им основного производственного процесса — перегрузки грузов;
- осуществление пассажирских перевозок — доставка рабочих к производственным объектам;
- перевозки грузов материально - технического снабжения для нужд порта; хранение автомобилей;
- подготовка технических средств автобазы к работе, их техническое обслуживание и ремонт; проведение мероприятий, но оптимальному использованию и безаварийной работе автомобилей.
Возглавляет работу автобазы ее начальник В его подчинении административный и производственный персонал. К административному персоналу относятся, кроме начальника, главный инженер, экономист, делопроизводители и бухгалтерские работники. К производственному персоналу — старшие механики, механики, старший диспетчер и диспетчеры, нормировщики и таксировщики, техник по учету горючего и резины, а также водители, слесари, электрики, токари, сварщики, вулканизаторщики, аккумуляторщики и т. п.
В основе организации работы автобазы лежит производственно - финансовый план, который содержит количественные и качественные показатели, определяющие режим работы автобазы и общий объем транспортной продукции.
Процесс перевозок складывается из ряда последовательных, взаимосвязанных факторов, совокупность которых определяет работу автотранспорта. Факторами, определяющими работу автотранспорта, являются: степень использования подвижного состава: режим работы автомобилей в течение суток, грузоподъемность и грузовместимость, скорость движения автотранспорта, время нахождения технических средств под грузовыми работами.
Транспортный процесс оценивают по каждому фактору за определенный промежуток времени.
Использование подвижного состава характеризуется следующими показателями:
1) списочным парком автомобилей
![]() (101)
(101)
Где Аэ , Ап , Ар — количество автомобилей, находящихся соответственно в эксплуатации, в простое (но готовых к эксплуатации), ремонте;
2) коэффициентом технической готовности йт, определяющим степень готовности подвижного состава к перевозкам,
 , (102)
, (102)
Где АДг э — автомобиле - дни парка в эксплуатационном состоянии;
АДс — списочные автомобиле - дни;
3) коэффициентом выпуска подвижного состава Ив, характеризующим степень выпуска подвижного состава на линию,
 , (103)
, (103)
Где АДэ, АДи, АДн - количество автомобиле - дней соответственно эксплуатационных, календарных, нормированных простоев (выходные, праздничные);
4) коэффициентом использования подвижного состава ад, устанавливающим степень использования списочного подвижного состава за весь планируемый период,
 , (104)
, (104)
5) коэффициентом, статического использования грузоподъемности подвижного состава с , определяемым отношением количества фактически перевезенного груза qф к количеству груза, которое могло быть перевезено при полном использовании грузоподъемности q
 , (105)
, (105)
Где ![]() — количество выполненных за смену ездок,
— количество выполненных за смену ездок,
6) коэффициентом динамического использования грузоподъемности уд, определяемым отношением количества фактически выполненной транспортной работы в тонно-километрах к работе при условии полного использования грузоподъемности на протяжении всего пробега с грузом
 , (106)
, (106)
Где lг — расстояние, пройденное машиной с грузом в одну ездку;
7) пробегом — расстоянием, проходимым автомобилем за определенный период времени Общий пробег, совершаемый подвижным составом, подразделяют на производительный и непроизводительный. Производительный пробег грузовых автомобилей называют груженым пробегом, непроизводительный пробег без груза. Непроизводительный пробег бывает нулевым и порожним; нулевой — это пробег автомобиля от автохозяйства до первого пункта загрузки или до последнего пункта разгрузки до автохозяйства; порожний — это пробег от пункта разгрузки до пункта загрузки.
Общий пробег подвижного состава за смену, км, пробег подвижного состава соответственно с грузом, порожнем, нулевой, км:
![]() , (107)
, (107)
Где ![]() - пробег подвижного состава соответственно с грузом, порожнем, нулевой, км;
- пробег подвижного состава соответственно с грузом, порожнем, нулевой, км;
8) коэффициентом использования пробега р, показывающим удельный вес груженого пробега в общем пробеге,(108)
![]() ; (108)
; (108)
9) средним расстоянием перевозки 1 т груза, км,
![]() , (109)
, (109)
Где Рт — количество выполненной транспортной работы, тонно-км;
![]() — количество перевезенного груза;
— количество перевезенного груза;
10) временем пребывания автомобиля на линии, т е временем нахождения в наряде Ту , которое измеряется количеством часов с момента выезда подвижного состава из автохозяйства до момента возвращения,
![]() (110)
(110)
где Тд — время движения, ч;
Тр — время под загрузкой и разгрузкой, ч;
Гт. н — время простоя из-за технической неисправности;
11) скоростью движения, технической или эксплуатационной. Техническая скорость vт , км/ч, показывает среднюю величину скорости движения подвижного состава за определенный период движения.
![]() , (111)
, (111)
Эксплуатационная скорость vэ показывает условную среднюю скорость подвижного состава за время его нахождения на линии:
![]() , (112)
, (112)
12) производительностью, которая измеряется количеством выполненных тонно-километров за единицу времени,
![]() , (113)
, (113)
Где Р — производительность подвижного состава за смену, тонно-км
В соответствии с указанными показателями ведут учет работы автотранспорта Основными документами, характеризующими работу автотранспорта, являются табель учета грузового автотранспорта и путевой лист.
Табель учета автотранспорта ведет ежесменно старший диспетчер автохозяйства. Он характеризует бюджет времени каждого автомобиля. Путевой лист заполняет диспетчер автобазы, выдает шоферу на руки; он является заданием на выполнение работы и разрешением для выезда на линию. Ответственное лицо, в распоряжении которого находилась машина, по окончании работы делает записи, подтверждающие ее выполнение. Путевой лист является основанием для оплаты шоферам и взимания платы с клиента за выполненную работу.
Работа автопарка в порту определяется сменно - суточным планом и составляет органическую часть этого плана. Руководство автобазы не впра
вправе производить разнарядку автомобилей по своему усмотрению. На работу автомобили направляют по указанию диспетчерского аппарата порта. Шоферов автомобилей включают в состав комплексных бригад портовых рабочих при работе на погрузочно-разгрузочных работах. В этом случае зарплату шоферов определяют не по путевому листу, а по наряду - заданию бригаде за выполненную работу. Основанием для включения автомашин в сменно - суточный план порта служат заявки хозяйств. О проделанной работе по использованию автотранспорта администрация автобазы отчитывается перед руководством порта.
Глава 13
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ РАБОТЫ ПОРТ И ДИСПЕТЧЕРСКАЯ СИСТЕМА РУКОВОДСТВА
73. СУЩНОСТЬ И ЗАДАЧИ ДИСПЕТЧЕРСКОЙ СИСТЕМЫ ОПЕРАТИВНОГО РУКОВОДСТВА
Диспетчерская система является формой организации круглосуточного оперативного руководства производственной деятельностью порта. В условиях непрерывного, круглосуточного производственного процесса в порту и быстро меняющейся обстановки такая форма управления является наиболее приемлемой.
Основными функциями диспетчерской службы следует считать:
- организацию выполнения годовых, квартальных и месячных планов перевалки грузов;
- согласование и взаимную увязку с пароходствами, железной дорогой, другими видами транспорта и клиентурой всех вопросов, связанных с обработкой судов, вагонов, завоза и вывоза грузов из порта;
- непрерывный контроль за обработкой судов, вагонов, автотранспорта в соответствии с планами грузопереработки и действующей «Нормативной базой НПГРП»;
- рациональное использование всех перегрузочных и транспортных средств порта при обработке судов и вагонов в соответствии, с планами - графиками обработки судов, а также распоряжениями и указаниями судовладельцев;
- рациональное и эффективное распределение производственных и трудовых ресурсов между объектами работ в порту;
- широкое применение принципов оптимального режима работы порта при обработке судов и вагонов;
- внедрение и распространение метода непрерывного планирования в порту, обеспечение выполнения НПГРП и НПГРТУ;
- сменно - суточное планирование и контроль за выполнением сменно - суточных планов;
- всемерное развитие социалистического соревнования между работниками различных видов транспорта;
- ведение учета и отчетности по грузовым работам и обработке транспортных средств;
- разработку мероприятий по улучшению работы порта, сокращению сроков обработки судов, вагонов, автотранспорта, снижению себестоимости и повышению рентабельности.
Перечисленные задачи охватывают всю основную производственную деятельность. Исходными данными для организации оперативной работы диспетчерского аппарата являются:
- годовые, месячные и декадные планы;
- оперативные указания судовладельца,
- характеризующие задания, возлагаемые на порт;
- заявки на комплексное обслуживание судов;
- сведения о подходе судов и вагонов и о наличии груза в порту;
- планы обработки судов, НПГРП;
- технологическая документация и нормативы, определяющие методы работы;
- сроки обработки транспортных средств;
- ресурсы для выполнения производственных заданий.
Одной из основ диспетчерского руководства являются единоначалие и строгая дисциплина в выполнении всех распоряжений диспетчера оперативным персоналом порта. В вопросах выполнения оперативных заданий, определения порядка и последовательности производства перегрузочных работ работники всех подразделений порта подчиняются диспетчерскому аппарату.
Для выполнения функций оперативного руководства и контроля в распоряжении диспетчерского аппарата находятся необходимые средства связи, которые должны обеспечить удобное и быстрое получение информации и передачу указаний диспетчера оперативному персоналу порта.
В системе диспетчерского руководства различают три самостоятельные, но взаимосвязанные функции: производственно - оперативное планирование; диспетчерский контроль; оперативный учет, анализ и отчетность.
74. ПРОИЗВОДСТВЕННО - ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ
Основной задачей производственно - оперативного планирования в порту является установление объема и характера перегрузочных работ на планируемый период, распределение технических и трудовых ресурсов и разработка мероприятий для выполнения этого объема работ.
В отличие от перспективного и текущего планирования, охватывающих продолжительный отрезок времени (год, квартал), производственно - оперативное планирование ограничивается коротким периодом (месяц, декада, сутки, смена).
К оперативному планированию относят:
- распределение перегрузочных ресурсов порта между объектами работ, отдельно по погрузке и выгрузке;
- разработка декадного плана обработки судов;
- разработка сменно - суточного плана работы порта;
- составление оптимального плана обработки каждого судна.
Основой для установления и распределения трудовых и производственных ресурсов порта служит трехмесячный непрерывный план - график работы флота с помесячной разбивкой, а также месячная норма обработки вагонов в порту. Месячная часть НГРФ уточняется и сообщается судовладельцем порту до начала планируемого месяца. В нее включают данные по судам, планируемым под обработку в данном порту: название каждого судна, дату прибытия в порт, вид работ (погрузка или выгрузка), род груза по укрупненной номенклатуре, количество тонн груза.
Главная диспетчерская порта, получив график подхода судов, распределяет их по причалам в соответствии со специализацией, устанавливает объем судовых, вагонных и прочих работ по районам порта. Согласно объему работ рассчитывают необходимые производственные и трудовые ресурсы по районам и намечают мероприятия для выполнения плана. В случае необходимости, перераспределяют трудовые и производственные ресурсы между районами. При недостаче ресурсов принимают меры по привлечению рабочей силы, а в случае избытка, меры по загрузке рабочей силы в порту или вне его.
Уточнением месячного планирования является декадное, которое основывается на информации - заявке судовладельца, уточняющей дату прибытия судна в порт, род и количество груза, а также работы по вспомогательным операциям и комплексному обслуживанию судна. На основании информации - заявки судовладельца порт, разработав ПОС., включает судно в НПГРП, если производственные и трудовые ресурсы позволяют обрабатывать судно в данном десятидневном периоде. В противном случае судно включается в НПГРП следующего планового периода. Декадное планирование позволяет конкретизировать практические мероприятия, обеспечивающие обработку судов наилучшим образом.
Самой конкретной формой оперативного планирования работы порта является сменно - суточное планирование.
Основой для сменно - суточного планирования служат:
- оптимальный план - график обработки каждого судна, составляемый за 2 дня до прихода судна в порт;
- данные о подходе судов и вагонов и об остатках грузов на судах и складах;
- сведения о выходе рабочих по сменам;
- данные о наличии перегрузочных машин, плавсредств, внутрипортового транспорта;
- заявки капитанов судов на снабжение топливом, водой и другие услуги;
- указания пароходства, министерства о порядке обработки отдельных судов;
- степень выполнения месячного плана перегрузки грузов;
- суточная план - заявка районов и хозяйства на выполнение работ.
- При составлении сменно - суточного плана соблюдают следующие условия:
- сменно - суточный план по объему не должен быть меньше 1/30 (1/31) месячного плана;
Сменные и суточные задания должны учитывать сроки обработки каждого судна; количество рабочих, выделяемых на каждую механизированную линию, должно соответствовать РТК, а в целом по каждому судну количество линий и рабочих должно быть не меньшим, чем предусмотрено в Нормативной базе НПГРП.
Сменно - суточный план порта имеет следующие разделы.
1. Судовые работы. Содержит раздел наименования судов, планируемых под обработку в данные сутки, и количество тонн по каждому судну отдельно под погрузку и выгрузку с подразделением на прямой и складской варианты работ. По каждому судну указывается срок окончания грузовых работ, род груза, концентрация механизированных линий, количество рабочих и внутрипортового транспорта по сменам.
2. Вагонные работы. Подразделяют работы под загрузку и разгрузку. Под загрузку планируется подача порожних вагонов в соответствии с фактической потребностью порта, но в количестве не ниже плановой суточной нормы. В плане указывается количество вагонов, род груза, количество вагонов по каждому фронту перегрузки и время их подачи, род вагонов (крытые, платформы, полувагоны, специальные).
3. Складские работы. Подразделяют работы на внутри - и межскладские перемещения грузов. Раздел содержит род и количество груза по приему и выдаче, а также рабочую силу и средства внутрипортового транспорта по каждой смене.
4. Внепортовые работы. Учитывается выполнение работ на территории порта и вне его. В разделе указывается наименование, объем работ и ресурсы для их выполнения.
5. Портовый транспорт. В разделе устанавливается задание автобазе, центральному гаражу малой механизации на выделение районам и хозяйствам порта автомашин, автопогрузчиков и других машин для транспортировки груза на перегрузочных и хозяйственных работах по каждой смене.
6. Портовый флот. Устанавливается задание портовому флоту, предусматривающее маневровые работы с транспортными судами (швартовка, отшвартовка, перешвартовка, ввод и вывод судов) и время их выполнения, задание судам портофлота на выполнение транспортной работы по перевозке грузов и пассажиров; задание на выделение плавучих кранов и плавсредств для грузовых и рейдовых работ.
7. Рабочая сила. Дается расстановка рабочей силы по объектам работ по каждой смене. В первую очередь рабочую силу выделяют на внеочередные объекты (линейные суда, суда со скоропортящимися грузами и некоторые другие суда, требующие срочной обработки, обработка специальных вагонов и грузов, требующих немедленной отгрузки), затем на суда, обработка которых завершается в плановом периоде. Рабочую силу на вагоны, обрабатываемые по прямому варианту, выделяют одновременно с судами, далее на вагоны, обрабатываемые по складскому варианту. Оставшиеся ресурсы определяют на суда, входящие в НПГРП. После распределения трудовых ресурсов по судам, вагонам остальные направляют на складские, вспомогательные, Внепортовые и хозяйственные работы
8. Суда, находящиеся в ожидании очереди обработки. Содержит раздел наименования судов, дату прибытия, дату включения в НПГРП и время постановки к причалу, срок окончания обработки.
9. Вспомогательные операции. Даны наименования вспомогательных операций по каждому судну, время их выполнения и исполнители.
Сменно - суточный план должен быть оптимальным и учитывать все стороны организации работы порта в оптимальном режиме.
75. ОРГАНИЗАЦИЯ РАБОТЫ ПОРТА В ОПТИМАЛЬНОМ РЕЖИМЕ.
На каждом предприятии при сложившихся условиях его функционирования на определенном отрезке времени создается обобщенный характер его хозяйственно - финансовой деятельности — режим работы предприятия. Режим работы любого предприятия характеризуется объемом выпуска и реализации продукции, затратами труда на изготовление продукции и степенью рентабельности работы предприятия.
Режим работы порта имеет ряд особенностей:
- первая — производственные планы и основные показатели портов вытекают из государственных планов перевозки грузов флотом, однако в свою очередь выполнение плана перевозок во многом зависит от того, как порты обрабатывают флот;
- вторая — всякое сокращение стояночного времени судов под обработкой, даже при дополнительных расходах порта, приводит к экономии по флоту. Поэтому с общегосударственной точки зрения выгоднее увеличить расходы по порту для сокращения времени обработки судов, поскольку они могут окупиться экономией по флоту;
- третья — воздействие на работу портов ряда факторов, которые носят случайный (вероятностный) характер.
К числу случайных факторов можно, например, отнести прибытие судов (задержка их может произойти из-за погодных условий, политических факторов и т. д.), прибытие грузов железной дорогой и др. В практике работы портов случайных факторов возникает много. Они осложняют равномерное использование производственных мощностей порта и организацию устойчивого режима их работы.
Таким образом, режим работы порта обусловливается довольно сложными взаимосвязями порта с флотом, другими видами, транспорта и организациями. Поэтому в условиях роста грузооборота морского транспорта, увеличения числа разнотипных судов, в том числе и специализированных, следует организовать работу портов в таком режиме, который позволил бы обрабатывать суда в минимальные сроки и при минимальных суммарных затратах на обработку и содержание судов на стоянке. Оптимизацию режима работы порта можно рассматривать в двух случаях: либо в условиях существующих на данный момент производственных ресурсов, либо в условиях строительства новых и перспективного развития действующих портов. В первом случае оптимальность режима достигается за счет комплекса организационно - технических мероприятий и небольших капиталовложений, позволяющих в кратчайшие сроки ускорить обработку судов, во - втором за счет больших капиталовложений и продолжительных сроков строительства и ввода в эксплуатацию новых объектов. Очевидно, что при больших внутренних резервах портов первый путь оптимизации наиболее приемлем.
Что же такое оптимальный режим? В математическом смысле термин «оптимальный» означает единственное значение непрерывной целевой функции, моделирующей реальный процесс в соответствии с принятым критерием качества и ограничениями значений переменных величин. Пользуясь этим определением, можно определить оптимальный режим работы порта (см. п. 62).
Оптимальный режим определяется путем сравнения нескольких вариантов организации производства по двум критериям качества — минимум времени обработки судов и минимум суммарных эксплуатационных расходов. При этом объем и номенклатуру грузов, обладающих большой динамичностью и постоянно меняющихся, трудовые и производственные ресурсы, а также состав и структуру флота принимают постоянными на данный, конкретный момент расчета. Если же какая - либо величина изменяется, заново рассчитывают показатели нескольких вариантов режима работы порта и вновь выбирают оптимальный вариант по критериям оптимальности.
Режим работы порта может быть оптимальным при соблюдении следующих условий:
1. Обеспечение перегрузки грузов с максимальной производительностью при имеющихся основных производственных мощностях и повышение этой производительности всеми средствами, которые могут быть использованы.
Производительность труда существенно влияет на основные результаты работы порта. При ее повышении снижается себестоимость перегрузки 1 т груза, повышается интенсивность обработки судов и других транспортных средств и уменьшаются сроки их обработки, снижается потребность порта в рабочей силе.
Для выполнения первого условия оптимального режима необходимо специализировать причалы, освоить передовую, высокопроизводительную технологию перегрузки грузов, использовать совершенные грузозахватные приспособления, производительные и эффективные средства механизации, повысить квалификацию портовых рабочих, улучшить структуру бригад и управления грузовыми работами.
2. Устранение диспропорции в развитии взаимосвязанных производственных мощностей порта, снижающей интенсивность обработки судов и являющейся причиной непроизводительных простоев.
В ряде портов вследствие негармоничного развития производственных мощностей, некомплексного ввода объектов в эксплуатацию и прочего возникают «узкие места» в технологическом процессе, снижающие интенсивность обработки судов. Например, построен причал с Прикордонными железнодорожными путями и кранами, но отсутствует складская площадь для размещения груза даже на одно судно. Возникает необходимость производить грузовые работы только по прямому варианту, в результате чего падает интенсивность обработки судна.
При переходе на оптимальный режим работы все «узкие места» должны быть устранены путем рационального доукомплектования основных производственных мощностей.
3. Обрабатывание судов методом концентрации механизированных линий. Этот метод предусматривает, что грузовые работы должны производиться оптимальным для данного судна, груза и условий портового перегрузочного комплекса количеством механизированных линий.
Когда речь идет о концентрации механизированных линий на судне, следует помнить, что эта концентрация не максимально возможная для данного судна и условий работы, а оптимальная с точки зрения сроков обработки всех судов, находящихся в порту под погрузочно-разгрузочными работами, и величины затрат порта на эти работы и судовладельца на содержание судна на стоянке. В связи с переходом портов на работу по НПГРП, каждое судно следует обрабатывать количеством линий не меньшим, чем установлено в Нормативной базе НПГРП.
4. Обеспечение максимального совмещения грузовых операций со вспомогательными и с операциями комплексного обслуживания.
5. Сокращение или полная ликвидация простоев судов в связи с ожиданием вхождения в НПГРП (одна из главных предпосылок для оптимального режима). Величина этих простоев велика. В условиях непрерывного планирования работы флота создаются благоприятные условия для сокращения времени ожидания судами вхождения в НПГРП. Для этого пароходства должны предусмотреть в НГРФ ритмичную подачу судов в порт. Последние же, как указывалось, должны непрерывно, повышать интенсивность обработки судов.
6. Улучшение взаимодействия порта со смежными организациями с целью сведения к минимуму непроизводительных простоев судов из-за неоперативного решения ряда вопросов с судовладельцами, железной дорогой, таможней и т. д.
Необходимо отметить, что указанные шесть условий оптимального режима могут быть реализованы только при достижении высокого уровня организации и управления производственной деятельностью порта.
76. НЕПРЕРЫВНОЕ ПЛАНИРОВАНИЕ
Непрерывное планирование является предпосылкой дальнейшего совершенствования работы портов в оптимальном режиме. Практика работы портов в оптимальном режиме привела к значительному сокращению времени обработки транспортных средств и снижению совокупных затрат «порты—флот». Однако одностороннее решение вопросов оптимизации грузовых работ не исчерпывает всех возможностей ускорения обработки судов. Это объясняется неравномерностью подхода судов в порты и существовавшей в портах малооправданной с точки зрения имеющихся ресурсов нормой одновременной обработки судов (НООС).
Первостепенное значение в совершенствовании работы порта в оптимальном режиме имеет переход на непрерывное планирование — непрерывный план - график работы порта. У порта появилась возможность работать по НПГРП после перехода судовладельцев на работу по непрерывному графику работы флота. Непрерывное планирование работы флота по НГРФ, предусматривающее планирование работы каждого судна на квартал с еженедельным уточнением плана и с учетом сложившейся ситуации, дает возможность регулировать движение судов в календарном разрезе, что является важным средством для достижения равномерной загрузки портов. Организация работы флота по НГРФ, а также разработка и внедрение АСУ «Флот» и АСУ «Порт» создали условия для перехода портов на НПГРП.
НПГРП представляет собой план работы порта на 10 сут., который ежесуточно корректируют в соответствии с результатом выполнения плана за предыдущий период и с учетом конкретно сложившейся в порту обстановки. Таким образом, НПГРП ежедневно обновляют, т. е. ведут непрерывное планирование. НПГРП предусматривают максимальное использование производительности и времени действия механизированных линий, специализированных причалов, планового контингента портовых рабочих.
Нормативной базой ведения НПГРП являются:
- укрупненные общие и специальные нормы загрузки - разгрузки судов, установленные исходя из нормативов оптимальной концентрации механизированных линий и их производительности; нормы времени на выполнение вспомогательных операций;
- укрупненные нормативы численности портовых рабочих на загрузку - разгрузку судов, обеспечивающие нормативную концентрацию механизированных линий;
- плановая явочная численность портовых рабочих для судовых работ.
Суда включают в НПГРП с учетом специализации причалов, их возможной взаимозаменяемости в пределах плановой явочной численности портовых рабочих для судовых работ. Последнее из; очередных, включенных в НПГРП судов, должно быть обеспеченно трудовыми ресурсами не менее чем на 80% количества, предусмотренного в Нормативной базе НПГРП.
До включения судна в непрерывный план - график для него разрабатывают ПОС, в котором определяют нормативное время Обработки и обслуживания, последовательность планируемых операций, нормативную численность портовых рабочих, а также дают результаты обработки и обслуживания судна.
Разработку ПОС осуществляют в следующей последовательности:
- на основе данных каргоплана или грузового списка, сообщенного судовладельцем, норм на грузовые работы и укрупненных нормативов численности портовых рабочих по группам грузов; определяют нормативное время на производство грузовых работ в часах и среднюю по времени нормативную численность портовых рабочих;
- . на основе заявленного судовладельцем состава вспомогательных операций и норм на их выполнение определяют нормативное (Время на производство вспомогательных операций, не совмещенных с грузовыми работами;
- продолжительность операций по обслуживанию судна, для которых не установлены нормы в Нормативной базе НПГРП, принимают работники порта по данным агентства «Инфлот» или судовладельца или по договоренности сторон.
После включения судна в непрерывный план - график ПОС дополняют данными из НПГРП о планируемой дате и смене начала и окончания обработки и обслуживания судна. В ПОС устанавливают продолжительность планового стояночного времени.
Разработав ПОС и установив день включения судна в НПГРП, работники порта сообщают об этом судовладельцу и капитану судна. Информация содержит данные, которые предусмотрены в ПОС и НПГРП (продолжительность сталийного и планового стояночного времени, календарные даты и смены начала и окончания обработки и обслуживания судна).
Содержащиеся в НПГРП данные о числе обрабатываемых судов и сроках их обработки позволяют четко согласовывать работу порта и флота, осуществлять в случае необходимости перераспределение флота, заблаговременно начать подготовку к обработке каждого судна. Внедрение НПГРП в портах позволяет повысить эффективность работы портов. В то же время опыт показал, что внедрению НПГРП препятствует отсутствие координации работы смежных видов транспорта и других предприятий и организаций, имеющих производственные связи с портом.
Качественно новым этапом на пути повышения эффективности работы транспорта, ускорения доставки грузов народного хозяйства и внешней торговли, снижения транспортных издержек явилось создание автоматизированной системы взаимоувязанного непрерывного планирования работы смежных транспортных предприятий и внешнеторговых объединений на базе морского порта.
Производственной основой непрерывного планирования работы транспортных организаций, входящих в транспортный узел, служат единство и непрерывность транспортного процесса, а базой НПГРТУ, — непрерывный план - график работы порта и оперативные планы работы других транспортных организаций. Главное место в системе непрерывного планирования работы транспортного узла занимает полная, достоверная и своевременная взаимная информация.
НПГРТУ содержит согласованное количество подаваемых под обработку судов, вагонов, автомобилей, сроков их подачи и продолжительности грузовых операций, последовательности и продолжительности операций по комплексному обслуживанию судов. Кроме того, в НПГРТУ даны мероприятия по сокращению сроков хранения грузов, улучшению использования грузовместимости судов, загрузки вагонов и автотранспорта. Этот график увязывает работу смежных видов транспорта, что способствует созданию устойчивого ритма работы транспортного конвейера и позволяет сбалансировать трудовые и материальные ресурсы по всей технологической цепи, определить ограничивающие звенья, выявить причины ограничений и устранить их, заблаговременно спланировать работу и осуществлять постоянный контроль за ходом выполнения планов.
Осуществление НПГРТУ осуществляют рабочие группы транспортных предприятий, работающие под руководством координационной группы, включающей руководящих работников смежных транспортных организаций.
77. ДИСПЕТЧЕРСКИЙ КОНТРОЛЬ, УЧЕТ И ОТЧЕТНОСТЬ
В состав диспетчерской службы порта (рис. 70) входят: главная диспетчерская, диспетчерские грузовых районов, портофлота, автобазы, ТЭК и других подразделений, принимающих участие в грузовых работах. Штатная численность диспетчерского аппарата зависит от грузо - судо и вагонооборота, а также специфики работы порта. Штат диспетчеров обычно комплектуют из числа наиболее квалифицированных, хорошо знающих производство работников, умеющих быстро ориентироваться в обстановке, анализировать производственную деятельность и принимать необходимые решения.
Главную диспетчерскую порта возглавляет главный диспетчер, она подчинена заместителю начальника порта по эксплуатации функционально главной диспетчерской порта подчинены все диспетчерские подразделения хозяйств порта. В состав главной диспетчерской неразрядного порта входят:
главный диспетчер, заместитель главного диспетчера по флоту, Старший диспетчер по оперативному планированию, инженер по расчетам актов учета стояночного времени судов, старший техник, четыре старших сменных диспетчера порта, четыре сменных техника. Кроме того, в состав главной диспетчерской может входить Группа руководства обработкой железнодорожных вагонов: заместитель главного диспетчера по железнодорожным операциям, инженер по учету и анализу, экономист по расчетам с железной дорогой, четыре старших сменных диспетчера по железнодорожным операциям, четыре сменных техника и старший техник. В некоторых наиболее крупных портах железнодорожная диспетчерская выделена в самостоятельное подразделение, возглавляемое помощником начальника порта по железнодорожным операциям и подчиненное заместителю начальника порта по эксплуатации.
Основные функциональные обязанности работников главной диспетчерской заключаются в следующем.
Главный диспетчер порта руководит диспетчерским аппаратом порта, оперативным планированием, расчетами результатов обработки судов, контролирует и координирует организацию обработки судов, вагонов, перегрузки грузов; осуществляет связь с диспетчерскими службами пароходств и с судами, обеспечивает выполнение установленного плана перевалки грузов и графиков обработки транспортных средств, оперативную взаимную информацию со смежными транспортными организациями; организует социалистическое соревнование; участвует в разработке специализации грузовых районов и перегрузочных комплексов; осуществляет оперативное руководство выполнением в порту сменносуточных планов и заданий по обработке флота.
 |
Рис. 70. Организационная структура диспетчерских подразделений внекатегорийного порта |
Заместитель главного диспетчера по флоту непосредственно ведет и осуществляет контроль за разработкой и выполнением на грузовых районах ТПГОС, анализирует обработку судов и достигнутые показатели, разрабатывает мероприятия по повышению интенсивности обработки судов в порту, контролирует выполнение графика подачи судов в порт и вводит суда в НПГРП.
Старший диспетчер по оперативному планированию подчиняется заместителю главного диспетчера. На основании планов - заявок районов и хозяйств разрабатывает проект сменно - суточного плана к 11 ч 30 мин дня и вносит в него необходимые коррективы, записанные в диспетчерском приказе; контролирует и инструктирует работников диспетчерской районов и хозяйств в составлении сводок суточной и сменной отчетности, составляет и направляет суточную отчетность формы ДМ - 2; ведет учет выполнения суточных планов и подводит итоги социалистического соревнования между сменами.
Инженер по учету актов стояночного времени подчиняется главному диспетчеру порта или его заместителю Он контролирует правильность составления оформления актов учета стояночного времени, своевременность представления их в диспетчерскую порта; составляет и направляет в пароходство расчеты по результатам обработки судов в порту; готовит материалы на ИВЦ для составления анализа обработки судов; рассчитывает величину премии, диспача или демереджа и передает их финансовому отделу порта для дальнейшего взыскания
или уплаты пароходствам; готовит переписку по актам учета стояночного времени судов, обработанных в порту.
Старший техник ведет делопроизводство главной диспетчерской, составляет месячную диспетчерскую отчетность, готовит справочные материалы об обработке транспортных средств для проведения соответствующих совещаний главным диспетчером и заместителем начальника порта по эксплуатации.
Старший сменный диспетчер порта является распорядителем и организатором производственной деятельности порта в свою смену. Он осуществляет непрерывное оперативное руководство перегрузочными работами и обслуживанием судов в соответствии со сменно - суточным планом; осуществляет связь со смежными транспортными организациями и клиентурой порта по вопросам ввоза и вывоза грузов; принимает меры к недопущению простоев транспортных средств и рабочей силы; ведет оперативный учет выполнения сменно - суточного плана.
Сменный техник работает в смене со старшим сменным диспетчером порта и подчинен ему Сменный техник ведет оперативный учет работы порта и диспетчерскую документацию; принимает и передает поступающую в диспетчерскую порта информацию о подходе судов, вагонов, распоряжения руководства порта; принимает сводки о ходе выполнения сменно - суточного плана и составляет суточную отчетность.
Помощник начальника порта по железнодорожным операциям непосредственно выполняет функции главного диспетчера в отношении обработки железнодорожного подвижного состава и, кроме того, разрабатывает единый технологический процесс работы железнодорожной станции и порта; участвует в разработке узлового соглашения; согласовывает с железной дорогой порядок обработки вагонов по прямому варианту; организует взаимодействие порта с железнодорожной станцией и отделением дороги и непосредственно руководит социалистическим соревнованием единых диспетчерских смен.
В портах, где отсутствует должность помощника начальника порта по железнодорожным операциям, его функции выполняет заместитель главного диспетчера по железнодорожным операциям.
Заместитель главного диспетчера по железнодорожным операциям составляет сменно - суточный план порта в части обработки вагонов, вносит в него коррективы в соответствии с решением диспетчерского совещания и контролирует выполнение; направляет станции суточную сводную заявку на подачу вагонов под загрузку и разгрузку; составляет отчетность по вагонообороту.
Инженер - экономист железнодорожной группы главной диспетчерской ведет учет времени обработки вагонов в порту и занимается расчетами с железной дорогой по результатам обработки вагонов.
Сменный диспетчер по железнодорожным операциям административно подчинен заместителю главного диспетчера по железнодорожным операциям и оперативно, на своей смене — старшему сменному диспетчеру порта. Сменный диспетчер по железнодорожным операциям принимает от станции и передает старшему сменному диспетчеру порта и районам информацию о прибывших в порт груженых и порожних вагонов, согласовывает с ними время и место подачи вагонов, ведет учет и контролирует время обработки вагонов, принимая меры к недопущению простоев, обеспечивает своевременную подачу и уборку вагонов.
Главная диспетчерская порта является организатором обработки судов и вагонов. Эффективность работы порта в значительной мере определяется слаженностью работы главной диспетчерской с отделами, хозяйствами и службами порта. От работы главной диспетчерской во многом зависит ритмичность работы порта, выполнение количественных и качественных показателей и производственных планов в целом.
В состав диспетчерской группы грузового района, как правило, входят: старший диспетчер, диспетчер по железнодорожным операциям, четыре сменных диспетчера, четыре сменных техника оператора и четыре сменных техника по железнодорожным операциям.
Основные обязанности работников диспетчерской группы грузового района.
Старший диспетчер ведет оперативное планирование, руководит работой диспетчерских смен, составляет и контролирует графики выхода бригад докеров на работу.
Диспетчер по железнодорожным операциям планирует работу по загрузке разгрузке вагонов и осуществляет контроль за их обработкой, поддерживает связь с железнодорожной группой главной диспетчерской порта, анализирует обработку вагонов на районе и готовит соответствующие отчетные материалы.
Сменный диспетчер района является начальником соответствующей смены, оперативно подчинены все сменные работники диспетчерской и стивидорной групп, механизации, складской части, бригады докеров и персонал вспомогательных участков района. Сменный диспетчер организует выполнение сменно - сточного плана, расставляет бригады по участкам работ, контролирует работу денных стивидоров и складских работников, оперативно решает возникающие а смене вопросы перегрузки различных грузов, распределяет машины по месяцам работ и контролирует их использование, поддерживает связь с главной диспетчерской порта, контролирует соблюдение технологии и безопасности труда в смене, организует обеспечение бригад и участников работ технологической оснасткой и инвентарем.
Сменный техник - оператор непрерывно поддерживает связь с главной диспетчерской и другими подразделениями порта, принимает и передает соответствующую информацию, ведет учет выполнения сменно - суточного плана
Сменный техник по железнодорожным операциям осуществляет связь со;Сменным диспетчером порта по железнодорожным операциям по вопросам подали и уборки, обработки и оформления вагонов, контролирует вагонные грузовые операции на всех участках работ, следит за беспростойной обработкой вагонов и организует выполнение сменно - суточного плана в части железнодорожных операций. В зависимости от категории грузового района, сложности и объема работы структура и численность диспетчерского аппарата в разных портах может несколько различаться.
Независимо от структуры перед диспетчерским аппаратом района поставлены следующие задачи:
1. руководить выполнением сменно - суточного плана;
2. контролировать подготовку рабочих мест и расстанавливать рабочих по объектам работ с выдачей нарядов на работы;
3. инструктировать рабочих по технологии производства работ и технике безопасности;
4. организовывать обеспечение бригад инвентарем, приспособлениями, средствами внутрипортового транспорта;
5. контролировать выполнение работ по каждому судну и складу, подачу вагонов, не допуская простоя рабочих и транспортных
6. средств. В случае необходимости производить перестановку рабочих с одного объекта на другой;
7. осуществлять производственные связи с железной дорогой, и другими организациями по вопросам
- подачи вагонов, переадресовки грузов, снабжения топливом и т. д.;
- вести диспетчерский учет;
- принимать и передавать информацию о ходе выполнения сменно - суточного плана, выходе рабочих, использовании средств внутрипортового транспорта, наличии грузов и т. п.
Важнейшим звеном в диспетчерском руководстве и контроле являются диспетчерские совещания, проводимые ежедневно начальником порта, а в его отсутствие — заместителем начальника порта по эксплуатации. Диспетчерское совещание проводят у начальника порта или по громкоговорящей связи, когда все участники совещания находятся на своих рабочих местах. На диспетчерском совещании присутствуют: начальник порта, все его заместители, начальники отделов управления и хозяйств порта, представители смежных организаций, связанные с обработкой судов, вагонов, ввозом или вывозом груза.
На диспетчерском совещании начальники районов и хозяйств порта докладывают о выполнении плана за прошедшие сутки, особо останавливаясь на невыполненных пунктах сменно - суточного плана. По докладам начальников районов и хозяйств начальник порта дает указания о мерах, которые должны быть приняты для ликвидации причин отставания от плана. Его указания записывают в диспетчерский приказ. После рассмотрения результатов выполнения сменно - суточного плана за прошедшие сутки главный диспетчер порта докладывает проект сменно - суточного плана на планируемые сутки. Участники совещания обсуждают проект плана, вносят в него коррективы и начальник порта утверждает сменно - суточный план. Утвержденный сменно - суточный план немедленно доводят до всех исполнителей. Он является основным документом, которым должны руководствоваться все оперативные работники порта.
Диспетчерское руководство предполагает, кроме планирования и контроля, также и оперативный учет производственной деятельности по вопросам выполнения сменно - суточного плана. Этот учет ведут на основании сообщений и рапортичек оперативных работников (стивидоров, помощников заведующих складов, табельщиков, диспетчеров), он позволяет получить представление о ходе выполнения оперативных планов (месячных, декадных, сменно - суточных).
На основе данных учета выполнения сменно - суточного плана ежесуточно составляют диспетчерскую сводку по форме ДМ - 2, В сводке отражают все основные вопросы производственной деятельности порта, такие, например, как выполнение суточного и месячного плана порта, результаты обработки судов и вагонов за сутки и месяц, транспортная работа портофлота, движение грузов в порту, наличие и выход рабочей силы.
На основании данных учета проводят оперативный анализ основной производственной деятельности порта, позволяющий вовремя выявить недостатки, разработать и осуществить мероприятия по их ликвидации, вскрыть неиспользованные резервы производства.
Следует отметить важность современных средств связи и других средств сбора и обработки информации для организации диспетчерского контроля и руководства. Исходные данные для установления норм труда в условиях капиталистического производства получают путем наблюдений за наиболее выносливыми и квалифицированными рабочими, которых предприниматели материально заинтересовывают в максимально быстром темпе работы. При перевыполнении норм рабочими за счет не использования отдыха нормы немедленно пересматривают.
В портах нормы труда используют при решении основных вопросов экономики и организации производства, выявлении роста производительности труда, снижении себестоимости, планировании, организации заработной платы.
Нормирование труда призвано решать следующие задачи.
- Проведение нормативно - исследовательской работы для осуществления научной организации труда и установления норм труда. Эта работа содержит систематическое изучение и анализ трудовых процессов, затрат рабочего времени, организации труда на рабочем месте, передового производственного опыта и его распространения.
- Разработку нормативов, необходимых для установления норм, являющихся основой научной организации и нормирования труда.
- Проектирование состава, регламента и последовательности выполнения трудовых процессов.
- Разработку норм труда (норм времени, норм выработки, численности работников), их обоснование и проверку в производственных условиях.
- Систематический пересмотр устаревших норм, не соответствующих организационно - техническим условиям выполнения работ, изменившихся в результате технического прогресса, совершенствования технологии и организации производства.
- Учет и анализ степени выполнения норм и расходования заработной платы.
Правильно поставленное нормирование труда является рычагом для повышения производительности труда и снижения себестоимости продукции.
ГЛАВА 14
ОРГАНИЗАЦИЯ ТРУДА НА ПЕРЕГРУЗОЧНЫХ РАБОТАХ
78. ОСОБЕННОСТИ ОРГАНИЗАЦИИ ТРУДА В ПОРТАХ
Основной задачей порта, как транспортного узла, является передача груза с одного вида транспорта на другой, т. е. перегрузка (перемещение) груза.
Специфика перегрузочных работ обусловливает ряд особенностей в организации труда портовых рабочих.
К таким особенностям относят:
1. Бригадный характер труда. В отличие от промышленных предприятий, где рабочее место ограничено небольшим участком производственной площади у станка, на погрузочно-разгрузочных работах груз (предмет труда) перемещают на значительные расстояния. Например, из трюма в склад или в вагон. Так как процесс перемещения груза складывается из ряда последовательно выполняемых производственных операций (трюмный, крановой, передаточной, складской или вагонной), на каждой из которых рабочие выполняют определенную работу, для завершения всего процесса все рабочие должны быть в составе одной бригады. Следует, однако, отметить, что бригадный метод работы, как наиболее совершенный, сейчас внедряют на многих промышленных предприятиях.
2. Комплексный характер бригад. Для выполнения работ по перемещению груза в состав бригад должны входить рабочие разных специальностей: крановщики, водители погрузчиков, машинисты трюмных, вагонных и складских машин, стропальщики, сигнальщики и т. п. На современном этапе организации труда и непрерывного роста общеобразовательного и технического уровня портовых рабочих каждый из членов бригады совмещает несколько профессий, поэтому портовые рабочие называются докерами механизаторами, а бригады — комплексными. Комплексная бригада портовых рабочих может своими силами перегружать любые грузы по любым технологическим схемам.
3. Переменный характер труда. Комплексные бригады портовых рабочих не имеют постоянного рабочего места, так как им приходится работать по различным вариантам работ. Кроме того, рабочие, входящие в состав бригады, имея несколько профессий, могут выполнять работы в трюме, на складе и в вагоне, работая на машинах или вручную с разными грузами. Переменный характер труда комплексных бригад осложняет организацию труда. В современных условиях все больше растет роль специализации бригад на перегрузке определенных грузов, что позволяет повысить производительность труда.
4. Сменный режим рабочего времени. Работу в порту ведут непрерывно в три смены без выходных и праздничных дней. Чередование смен бригад не должно ослаблять интенсивность обработки транспортных средств и снижать работоспособность рабочих. Продолжительность рабочей недели не должна превышать 41 ч, а смены — 8ч.
5. Работа на открытом воздухе в любое время года. Портовые рабочие перегружают грузы в любое время года и в ряде случаев на открытом воздухе. Трюмные, вагонные и складские звенья работают также при температуре наружного воздуха. Поэтому необходимо в организации труда докеров-механизаторов предусматривать выполнение требований по снижению воздействия внешней среды на работоспособность и здоровье рабочих.
6. Порт, как транспортный узел, с точки зрения проведения перегрузочных работ является зоной повышенной опасности. При организации труда бригад рабочих, особенно на перегрузке оборудования, тяжеловесных и длинномерных грузов, следует соблюдать особое внимание и осторожность — все меры, предусмотренные правилами безопасности труда. Важное значение имеет и расстановка бригад по объектам работ, которую осуществляет сменный диспетчер, выдающий наряд-задание и производящий инструктаж по технике безопасности.
79. КВАЛИФИКАЦИОННЫЕ ХАРАКТЕРИСИТКИ
ПОРТОВЫХ РАБОЧИХ
Всех портовых рабочих, занятых на перегрузочных работах и входящих в состав комплексных бригад, делят на докеров-механизаторов и докеров-крановщиков. Для них установлено четыре класса квалификации, высший — первый класс. Присваивает Класс квалификации портовым рабочим квалификационная комиссия, состав которой утверждает начальник порта.
Председателем комиссии является обычно главный инженер порта; в ее состав входят ведущие специалисты порта и представитель профсоюза. Вновь поступающий портовый рабочий в учебно-курсовом комбинате порта проходит первоначальное теоретическое обучение и в ученической бригаде получает практические навыки по установленной программе, а затем, сдав экзамен, получает четвертый класс квалификации. Класс квалификации рабочим комплексных бригад на право управления перегрузочными машинами присваивают после проведения испытаний, состоящих из проверки теоретических знаний и практических навыков по управлению каждой машиной.
Для присвоения третьего класса квалификации докер - механик затор или докер-крановщик должен отработать на погрузочно-разгрузочных работах 500 ч, имея квалификацию четвертого класса, для присвоения второго и первого класса — по 150 ч на перегрузочных машинах, предусмотренных квалификационными характеристиками, имея квалификации соответственно третьего и второго класса. Выполнение обязанностей бригадира не дает основания для повышения квалификации. Рабочим комплексных бригад, выдержавшим испытания на соответствующий класс квалификации, выдают удостоверения установленной формы. Рабочие комплексных бригад, получившие класс квалификации, обязаны работать на любой машине, предусмотренной соответствующим классом, выполнять работы по их техническому обслуживанию и ремонту, перегружать разные грузы. В квалификационных характеристиках предусмотрено, что набор машин, которыми должны уметь управлять портовые рабочие для присвоения им определенного класса квалификации, может быть разным, так как Производственные условия работы и оснащение портов неодинаковы.
Рабочие комплексных бригад не реже раза в год проходят проверку знаний производственных инструкций в объеме, соответствующем их классу квалификации, и инструкций по безопасности труда. Рабочие, имеющие перерыв в работе более года, перед направлением на работу проходят испытания в установленном порядке. Докеров - механизаторов, докеров-крановщиков, допускающих брак в работе, нарушающих Правила технической эксплуатации перегрузочных машин, безопасности труда, отстраняют от управления перегрузочными машинами и подвергают внеочередным испытаниям. Если комиссия установит, что квалификация рабочего комплексной бригады не соответствует присвоенному ему классу, то последний снижают.
Кроме основных сведений, предусмотренных в квалификационных характеристиках, докеры - механизаторы и крановщики-механизаторы должны знать в пределах своей квалификации:
- устройство и правила безопасной эксплуатации грузоподъемных кранов, лифтов, сосудов, работающих под давлением, и паровых котлов;
- правила технической эксплуатации перегрузочных машин и инструкции по управлению ими и техническому обслуживанию;
- нормы расходования горючего, электроэнергии и материалов и способы их экономии;
- правила по технике безопасности в морских портах;
- систему сигнализации при производстве работ по перемещению грузов перегрузочными машинами;
- основы технологии перегрузочных работ в порту;
- организацию рабочего места;
- Устав о дисциплине работников морского флота;
- правила технической эксплуатации электроустановок;
- правила дорожного движения, правила движения по дорогам порта и по железнодорожным путям (для рабочих, выезжающих из порта, управляющих машинами в пределах порта и управляющих железнодорожными кранами).
80. КОМПЛЕКСНЫЕ БРИГАДЫ ПОРТОВЫХ РАБОЧИХ
Портовые рабочие входят в состав комплексных бригад. В портах организованы и укрупненные комплексные бригады.
Комплексной бригадой портовых рабочих называется такая бригада, которая своим количественным составом может перегружать любые грузы по любой технологической схеме, но только на одной технологической линии.
Количество рабочих в КБ зависит от специализации района и причалов, на которых она работает. Обычно количество рабочих в КБ - 12 — 18 чел. В состав бригады входят рабочие всех классов квалификации, т. е. в ней есть крановщики, водители погрузчиков, машинисты вагонных и складских машин. Несмотря на ряд преимуществ постоянных комплексных бригад перед оперативно - комплексными, что приводит к более высокой производительности труда, такая организация труда имеет недостатки.
1. Количество рабочих в бригаде не всегда соответствует требованиям РТК, поэтому в бригаду приходится добавлять рабочих из другой бригады. Несработанность рабочих разных бригад приводит к снижению производительности труда.
2. Надежность работы бригады обеспечивается определенным числом рабочих разных специальностей (крановщиков, водителей погрузчиков и т. д.). Например, чтобы бригада работала надежно, в ней должно быть три крановщика, так как из-за болезни, отпуска, выполнения гражданских обязанностей и т. п. кто-либо из них может отсутствовать. Если все крановщики выходят на работу, то один работает на кране, а остальные выполняют менее, квалифицированную работу, хотя имеют высокий класс квалификации. Это обстоятельство приводит в повышению себестоимости перегрузки 1 т груза.
3. КБ работает на одной технологической линии, поэтому бригада, не зная конечного результата, не заинтересована в досрочной обработке судна (бригада на судне работает только одну смену, поскольку ежедневно ее направляют на разные работы).
4. По причине, указанной в п. 3, рабочие КБ при попустительстве стивидора стараются выполнять менее трудоемкую часть работы, например, выгружают груз только с просвета люка, а разгрузку подпалубного пространства оставляют сменщикам.
5. В портах существует понятие о «выгодных» и «невыгодных» работах. Это понятие чисто условное, так как бригада при работе на одном грузе совершенствует свою организацию труда, и работа становится «выгодной». Однако из-за переменного характера труда бригады работают на разных грузах и технологических схемах. На «невыгодной» работе КБ резко снижает производительность труда.
6. Рабочие КБ затрачивают время на получение и сдачу ГЗП и инвентаря в начале и конце смены, что также снижает производительность труда.
Указанные недостатки КБ привели к созданию в портах укрупненных комплексных бригад, т. е. таких бригад, которые могут перегружать любые грузы по любым технологическим схемам.
Число рабочих в УКБ зависит от рода перегружаемого груза, технологических схем его перегрузки, конструктивных особенностей обрабатываемых судов. В бригаде может быть от 25 до 200 рабочих. Руководит УКБ бригадир, не освобожденный от основной работы. Во время работы УКБ разбивают на звенья, руководимые звеньевыми, которые подчинены бригадиру.
Существует два способа организации труда бригады, состоящей из трех звеньев: первый — звенья, работая поочередно в три смены, обрабатывают судно, второй — все звенья работают в одну смену, полностью или частично охватывая транспортное средство. Первый способ рационален при обработке транспортных средств с навалочными грузами или при большом количестве рабочих в бригаде. Все работы, выполняемые УКБ, производят по одному наряду-заданию.
Организация труда в УКБ устраняет перечисленные выше недостатки КБ следующим образом:
1. численность рабочих в каждом звене соответствует требованиям РТК. В звено включают рабочих одной бригады (а не разных), их производительность труда не снижается;
2. определенная производительность труда бригады обеспечивается меньшим числом рабочих высокой квалификации. Например, три КБ должны иметь девять крановщиков, а трем звеньям УКБ, выполняющим тот же объем работы, необходимо пять - шесть крановщиков, так как они входят в состав одной бригады и всегда могут подменить друг друга, что снижает себестоимость перегрузки 1 т груза;
3. бригада полностью обрабатывает транспортное средство и заинтересована в результатах своей работы, т. е. досрочной его обработке. По этой же причине каждый член бригады чувствует ответственность перед своими сменщиками;
4. исчезает понятие о «выгодных» и «невыгодных» работах, так как все работы бригада выполняет по одному наряду - заданию и заработок распределяют между всеми членами одинаково. На любой работе бригада старается достигнуть высокой производительности труда;
5. инвентарь, приспособления и машины закреплены за УКБ и во время передачи смены они их передают на рабочем месте, т. е. время на эту операцию не тратится, а, следовательно, повышается производительность труда.
Высокому уровню организации труда в УКБ и повышению его производительности способствует специализация рабочих внутри звена. Постоянная специализация на определенных операциях, ставшая возможной при высоком уровне комплексной механизации грузовых работ, помогает рабочим приобретать полезные трудовые навыки. УКБ в настоящее время является основной формой организации труда на грузовых работах в портах. Разрабатывая НПГРП, ориентировочно исходят из того, что на каждое судно необходима одна УКБ. Организацию труда в укрупненных комплексных бригадах продолжают совершенствовать, например, внедряют подрядный метод, аккордную форму оплаты труда и элементы хозяйственного расчета. При бригадном подряде администрация порта и УКБ заключают договор, в котором указывают, что УКБ принимает на себя ответственность за стояночное время судов, а администрация обеспечивает бригаду всем необходимым для обработки судна. Бригада получает премию за досрочную обработку флота и за высокое качество выполняемой работы. В случае невыполнения условий договора к бригаде применяют финансовые санкции: за ее счет устраняют дефекты в работе, компенсируют расходы, связанные с простоем судна и коммерческим браком, и т. д. УКБ численностью свыше 100 чел., обрабатывающие полностью судно с начала до конца, требуют новых форм управления, к числу которых относится совмещение обязанностей стивидора и бригадира.
ММФ утвердило «Типовое положение о хозрасчетной укрупненной комплексной бригаде порта», которое содержит методику планирования, учета и оценки работы бригады, порядок заключения договора между администрацией порта и бригадой, рекомендации об оплате труда и материальному поощрению рабочих. На основании Типового положения в портах должны быть разработаны положения о хозрасчетной укрупненной комплексной бригаде применительно к местным условиям.
81. БРИГАДИР КОМПЛЕКСНОЙ БРИГАДЫ
Бригадир комплексной бригады портовых рабочих является непосредственным руководителем и организатором возглавляемой им бригады. Основная задача бригадира — организация и обеспечение высокопроизводительного и безопасного труда всех членов бригады, выполнение и перевыполнение задания, установленного бригаде на каждую смену. Бригадир КБ и УКБ, за исключением случаев совмещения должности бригадира и стивидора, не освобождается от основной работы. На должность бригадира назначают высококвалифицированного докера-механизатора, обладающего необходимыми организаторскими способностями и имеющего квалификацию не ниже второго класса. Приказом начальника порта бригадир назначается на должность и освобождается от нее. Бригадир подчиняется: административно начальнику района, оперативно, во время смены, диспетчеру района. При производстве погрузочно-разгрузочных работ бригадир должен выполнять указания руководителя работ (стивидора, складских работников).
Бригадир КБ и УКБ должен знать:
- технологию погрузочно-разгрузочных работ; основы планирования и организации погрузочно-разгрузочных работ; основы нормирования и оплаты труда в порту; свойства грузов, их маркировку и способы складирования;
- конструктивные особенности грузовых помещений судов, вагонов и складов; назначение и принцип действия всех ГЗП, такелажа и инвентаря; устройство, правила технической эксплуатации и инструкции по техническому обслуживанию перегрузочных машин;
- правила и инструкции по безопасности труда в морских портах;
- порядок организации рабочего места; правила технической эксплуатации электроустановок и гидротехнических сооружений в пределах своих обязанностей; устав о дисциплине работников морского транспорта.
Класс квалификации бригадирам присваивают на общих основаниях в зависимости от овладения ими знаниями.
В круг обязанностей бригадиров входят: организация работ в соответствии с действующей технологией, внедрение передовых методов труда, обеспечение систематического роста производительности труда, сокращение сроков обработки транспортных средств, контроль и обеспечение выполнения рабочими правил технической эксплуатации грузоподъемных машин, приспособлений, гидротехнических сооружений. Бригадир должен воспитывать у членов бригады стремление к повышению квалификации, коммунистическому отношению к труду, бережному отношению к социалистической собственности, принимать меры к полному использованию рабочего времени, не допуская его потерь.
До начала смены бригадир берет у диспетчера наряд - задание, получает инструктаж (вместе с бригадой) по технологии перегрузки груза и безопасности труда, принимает для работы машины, приспособления и инвентарь, подготавливает рабочее место и расставляет членов бригады по звеньям и объектам работ.
Во время смены бригадир, осуществляя руководство бригадой, контролирует соблюдение технологии перегрузки, правил укладки грузов, правил технической эксплуатации перегрузочных машин и техники безопасности, принимает меры к устранению недостатков в работе, ликвидации простоев бригады, нарушений режима рабочего времени. По окончании смены бригадир следит за уборкой рабочего места, сдачей машин и инвентаря и оформляет наряд-задание на выполнение работы.
Бригадир УКБ и КБ имеет право давать указания членам бригады по производству работы, отстранять от работы рабочих, не выполняющих указаний бригадира и нарушающих правила безопасности труда, технической эксплуатации и перегрузки груза. Бригадир может представлять начальнику района членов бригады на поощрение и наложение взысканий. За руководство бригадой бригадир получает доплату к заработку в соответствии с действующими положениями.
82. НАУЧНАЯ ОРГАНИЗАЦИЯ ТРУДА В ПОРТАХ
Научной организацией труда на грузовых работах в портах называется система научно обоснованных мероприятий, обеспечивающих совершенствование организации труда и наиболее эффективное использование оборудования, рабочей силы и рабочего времени при перегрузке грузов и направленных на всемерное облегчение труда портовых рабочих и на повышение его производительности. Основная база НОТ — точный научный расчет, основанный на полной, достоверной, систематически поступающей и быстро обрабатываемой информации о состоянии производства. НОТ способствует систематическому и быстрому росту производительности труда наряду со всесторонним развитием и использованием умственных и физических способностей трудящихся.
Для выполнения этих главных целей необходимо решение целого комплекса взаимосвязанных задач.
- Совершенствование форм разделения и кооперации труда. Разделение труда означает, что каждый работник выполняет сравнительно узкий круг четко ограниченных операций. Это достигается путем соответствующей кооперации труда, т. е. установления планомерной производственной взаимосвязи между отдельными подразделениями предприятия, отдельными рабочими местами и рабочими в бригадах.
- В морских портах названный принцип проявился в создании УКБ, состоящих из нескольких звеньев, выполняющих одну задачу. В УКБ широко применяют совмещение профессий, новую технику и технологию, а также специализацию звеньев бригады и рабочих в звеньях.
- Профессиональная подготовка кадров и повышение их квалификации. Применительно к портам следует указать, что значительно вырос культурный, общеобразовательный и технический уровень рабочих. Раньше в бригадах портовых рабочих не было рабочих-механизаторов, их оперативно вводили в бригаду на одну смену. Теперь УКБ состоят из докеров-механизаторов, умеющих управлять сложной перегрузочной техникой. В системе подготовки специалистов для портов предусмотрено получение рабочими широких знаний в области овладения сложной техникой и методами перегрузки грузов.
- Высококвалифицированные кадры для УКБ готовят в ПТУ и мореходных училищах.
- Организация рабочего места. Этот элемент НОТ имеет целью установить наиболее рациональную физическую, нервную и умственную нагрузку на организм работника, создать соответствие между возможностями человека и применяемыми техническими устройствами, оборудованием и инструментом.
- В портах этот принцип достигается путем специализации причалов, складов и оснащения их специальным оборудованием и приспособлениями. Такая организация обеспечивает сокращение времени на подготовительные и заключительные операции, повышает производительность труда.
- Санитарно-гигиенические и эстетические условия труда. Высокая работоспособность зависит от этих условий. Главная задача научного обоснования санитарно-гигиенических и эстетических условий труда — сведение к минимуму вредного воздействия производственной среды на человека и в первую очередь искоренение профессиональных заболеваний и травматизма.
- Типовыми правилами безопасности труда и внутреннего трудового распорядка для работников морских портов установлены нормы массы груза для поднятия и переноски его вручную, нормы освещенности, нормы содержания в воздухе газов, паров, пыли и методы безопасной перегрузки грузов. Продолжительность еженедельного непрерывного отдыха — не менее 42 ч. Сверхурочные работы допускаются в исключительных случаях.
- Рационализация режимов труда и отдыха. Определение порядка чередования труда и отдыха в течение года, месяца, недели, смены в зависимости от условий труда, его темпа и напряженности — основное содержание этой задачи.
- Нормирование труда. В основе его должны быть технически обоснованные нормы труда, по которым планируют численность работников и правильную их расстановку, учитывают наиболее эффективное использование техники и возможности людей, выявляют резервы рабочего времени, изучают передовые приемы труда и т. п.
- Рационализация приемов и методов труда. Согласно НОТ должны выявляться и изучаться существующие и разрабатываться новые приемы и методы труда и внедряться в производство. Целью разработки новых методов и приемов труда является устранение излишних рабочих движений, замена ручного труда механизированным и комплексно - механизированным, внедрение приспособлений, облегчающих труд.
- Применение материальных и моральных стимулов. В НОТ предусмотрено широкое использование различных стимулов для повышения производительности и привлекательности труда. Для этого проверке и обоснованию подлежит соответствие материального и морального стимулирования технической оснащенности предприятия, условиям труда и формам его организации. В настоящее время в портах введена сдельно-прогрессивная система оплаты труда, соответствующая основным требованиям времени - сокращению сроков обработки транспортных средств и повышению производительности труда.
- Воспитание у трудящихся коммунистического отношения к труду, сознательной трудовой дисциплины. Это одна из важнейших задач НОТ. Твердая трудовая и технологическая дисциплина, соблюдение норм трудового права, выполнение приказов, инструкций и правил внутреннего распорядка — основное условие организации любого производства, полного использования рабочего времени.
-
Глава 15
ОСНОВЫ ТЕХНИЧЕСКОГО НОРМИРОВАНИЯ И ОПЛАТА ТРУДА НА ПЕРЕГРУЗОЧНЫХ РАБОТАХ
83. СУЩНОСТЬ ТЕХНИЧЕСКОГО НОРМИРОВАНИЯ
И ЕГО ЗАДАЧИ
Процесс любого труда осуществляется во времени, следовательно и мерой его затрат является рабочее время. Научная организация труда и постоянное совершенствование ее основы — нормирования — имеют важное значение для непрерывного и планомерного повышения производительности труда.
Нормирование труда в социалистическом обществе опирается на новейшие достижения науки, техники и на передовую практику его организации на социалистических предприятиях. Цель нормирования труда в социалистическом обществе — установление норм затрат его на единицу продукции или на определенный объем работы, необходимых для научной организации труда и производства и осуществления распределения по труду.
Нормы труда позволяют определить долю участия отдельных работников или бригад в созданных ими продуктах труда и установить причитающуюся им долю общественного продукта из фонда индивидуального потребления в соответствии с количеством и качеством затраченного труда. Научно обоснованные нормы труда отражают необходимое рабочее время для выполнения работниками соответствующей квалификации той или иной работы в определенных условиях. Нормы труда в социалистическом обществе являются реальными для выполнения при нормальном темпе работы и предусматривают необходимый отдых и мероприятия, обеспечивающие сохранение здоровья и работоспособности работника.
Повышение норм выработки в социалистическом обществе опирается на непрерывный технический прогресс, совершенствование технологии организации производства и труда, повышение культурно-технического уровня и квалификации работников.
В нашей стране, где положение человека определяется его трудовым участием, выполнение норм труда становится мерилом значимости членов общества.
Нормирование труда в капиталистическом обществе имеет целью сократить затраты живого труда на единицу продукции за счет его интенсификации и являются средством усиления эксплуатации рабочих, наступления капитала на жизненный уровень рабочих, обогащения капиталистов за счет обнищания трудящихся.
Исходные данные для установления норм труда в условиях капиталистического производства получают путем наблюдений за наиболее выносливыми и квалифицированными рабочими, которых предприниматели материально заинтересовывают в максимально быстром темпе работы. Режимы труда и отдыха в условиях капиталистических предприятий не разрабатывают и не вводят. При перевыполнении норм рабочими за счет неиспользования отдыха нормы немедленно пересматривают. В пересмотре норм рабочие и профсоюзы не участвуют.
В социалистическом обществе нормы труда используют при решении основных вопросов экономики и организации производства, выявлении роста производительности труда, снижении себестоимости, планировании, организации заработной платы.
Нормирование труда призвано решать следующие задачи.
1. Проведение нормативно-исследовательской работы для осуществления научной организации труда и установления норм труда. Эта работа содержит систематическое изучение и анализ трудовых процессов, затрат рабочего времени, организации труда на рабочем месте, передового производственного опыта и его распространения.
2. Разработку нормативов, необходимых для установления норм, являющихся основой научной организации и нормирования труда.
3. Проектирование состава, регламента и последовательности выполнения трудовых процессов.
4. Разработку норм труда (норм времени, норм выработки, численности работников), их обоснование и проверку в производственных условиях.
5. Систематический пересмотр устаревших норм, не соответствующих организационно-техническим условиям выполнения работ, изменившихся в результате технического прогресса, совершенствования технологии и организации производства.
6. Организацию заработной платы на базе социалистического принципа оплаты по труду.
7. Учет и анализ степени выполнения норм и расходования заработной платы.
8. Правильно поставленное нормирование труда является рычагом для повышения производительности труда и снижения себестоимости продукции.
84. РАБОЧЕЕ ВРЕМЯ И ЕГО СТРУКТУРА
Рабочим временем называется время нахождения работника на рабочем месте и выполнения им работы в соответствии с должностной инструкцией.
Продолжительность рабочего времени для разных категорий работников и профессий регламентируется трудовым законодательством. Для большинства трудящихся нашей страны продолжительность рабочего времени составляет 41 ч в неделю.
Все рабочее время подразделяют на время работы и время перерывов. Время работы - это время, когда рабочий выполняет работу, предусмотренную и не предусмотренную производственным заданием. Время перерывов в работе - это время, когда рабочий, находясь на рабочем месте, не занят выполнением производственного задания. Обеденный перерыв не входит в рабочее время, следовательно, и время перерывов.
Время работы подразделяют на время полезной работы по заданию и время случайной работы.
Время полезной работы, по заданию в свою очередь состоит из времени подготовительно - заключительного, оперативного и на обслуживание рабочего места. Подготовительно - заключительное время предусматривает подготовку рабочего места, получение и сдачу инвентаря, машин, уборку рабочего места. Оперативное время смены подразделяют на основное и вспомогательное. Оперативное время используют для непосредственного выполнения заданной работы, например, на перегрузку груза по заданной технологии. Основное время затрачивают на качественное или количественное изменение предмета труда, например, на непосредственное перемещение груза: формирование подъемов, подъем и перемещение груза из трюма на склад, вагон или обратно, застропка и отстропка грузов, формирование штабелей. Вспомогательное время исполнитель затрачивает для обеспечения выполнения основной работы, например на затаривание, сепарирование, крепление - раскрепление, взвешивание, сортировку грузов. В зависимости от рода груза и технологии перегрузки вспомогательное время иногда совмещают с основным.
Время на обслуживание рабочего места — это время, используемое на выполнение работ, связанных с обеспечением соответствующего технического состояния машин и приспособлений, обеспечивающих выполнение технологического процесса, например, время на замену аккумуляторных батарей на электропогрузчиках во время работы.
Время случайной работы, — это время, затраченное исполнителем на исполнение работ, ему не свойственных, или работ на исправление допущенного брака. Например, время на переформирование развалившегося из-за недобросовестной укладки подъема.
Время перерывов в работе подразделяют на время, не зависящее от рабочих, и время, зависящее от них. Ко времени перерывов, не зависящих от рабочих, относят время перерывов по вине администрации и не по ее вине. Перерывы по вине администрации — это, например, перерывы в работе из-за несвоевременной выдачи наряда, неподготовленности груза на складе, отсутствия средств внутрипортовой транспортировки груза, предусмотренные сменно - суточным планом.
Время перерывов не по вине администрации подразделяют на время организационно - технических, технологических перерывов и перерывов в работе по метеорологическим причинам. Перерывы по организационно - техническим причинам могут быть из-за отсутствия груза по вине внешнеторговых организаций (нет разнарядки на груз), отсутствия электроэнергии по вине городской электростанции. Технологические перерывы возникают, например, при переподаче вагонов, когда рабочие перегружают груз по прямому варианту, а перерывы в работе по метеорологическим причинам — в случаях, когда погодные условия создают опасность повреждения груза или опасность для рабочих при выполнении работ (сильный ветер).
Время перерывов, зависящих от рабочих, подразделяют на время, которое необходимо для внутрисменного отдыха и личных надобностей, а также перерывы из-за нарушения трудовой дисциплины. Перерыв на отдых и личные надобности — это внутрисменный перерыв, который рабочий использует для предотвращения утомляемости и поддержания нормальной трудоспособности (гимнастика), а также на личную гигиену. Примерами нарушения трудовой дисциплины могут служить опоздания на работу в начале смены, опоздание с обеда, досрочное окончание смены.
Элементы рабочего времени могут быть нормируемые и ненормируемые. К первым относят оперативное время смены, а также время, необходимое на: подготовительно - заключительные операции, обслуживание рабочего места, внутрисменный отдых, личные надобности и технологические перерывы. Все остальные элементы рабочего времени — это ненормируемые, непроизводительные простои.
Совокупность и правильное чередование нормируемых элементов рабочего времени составляет его режим.
85. ИЗУЧЕНИЕ РАБОЧЕГО ВРЕМЕНИ
Для того чтобы изучить, как используют рабочее время, работник или группа работников в течение полной смены, части смены или нескольких смен проводят натурные наблюдения. Последние, как метод изучения и рационализации производства, занимают большое место в исследовании трудовых процессов, в работе по нормированию труда. Изучение затрат рабочего времени проводят в целях: обобщения и распространения передового опыта работы; изучения причин возникновения непроизводительных простоев и разработки мероприятий по максимальному увеличению доли нормируемого времени в общем бюджете рабочего времени; получения необходимых исходных данных для проверки действующих и разработки новых норм труда и построения рационального режима рабочего времени; получения фактических данных, необходимых для совершенствования организации труда, производства и управления.
В морских портах преимущественно проводят натурные наблюдения за использованием рабочего времени рабочим или звеном рабочих, совместно выполняющих операцию в течение смены. Эти наблюдения носят название фотографии рабочего дня, а их разновидность — самофотография рабочего дня. В зависимости от числа работников, затраты времени которых изучают, фотография рабочего дня бывает индивидуальной, групповой и массовой.
Проведение каждого наблюдения можно разделить на четыре этапа: подготовка к проведению наблюдения — ознакомление с условиями выполнения изучаемой работы, уточнение объекта наблюдений, занесение в наблюдательный лист сведений и значений, не изменяющихся в период наблюдений; непосредственное наблюдение — замеры элементов рабочего времени; обработка; полученных данных — группировка одноименных затрат и подсчета баланса рабочего времени; анализ результатов и подготовка I соответствующих рекомендаций.
Фотографию рабочего дня можно производить путем непосредственных замеров величин элементов рабочего времени и методом моментных наблюдений. Метод непосредственных замеров затрат рабочего времени наиболее распространен в морских портах. Он заключается в том, что наблюдатель всю смену ведет цифровую запись по текущему времени с точностью до 1 мин. При методе моментных наблюдений наблюдатель совершает многократно повторяющиеся обходы изучаемых объектов (например, нескольких механизированных линий, обрабатывающих одно судно) по заранее установленному маршруту и определяет, чем занят рабочий (группа рабочих) или машина в данный момент, и записывает |, результаты в специальный бланк наблюдения.
Преимущество метода непосредственных замеров — возможность более полного изучения трудового процесса, изучение сведений, характеризующих не только затраты времени, но и чередование отдельных его элементов, методов и приемов труда, влияние какого - либо фактора на работу в течение всей смены. Достоинство метода моментных наблюдений — меньшая трудоемкость процесса наблюдения, изучение наблюдателем одновременно нескольких объектов, возможность прерывания наблюдений без снижения точности их результатов. Этот метод не позволяет получить сведения об изменении продолжительности, повторяемости отдельных элементов времени в процессе выполнения изучаемой работы.
Следует заметить, что конечные результаты моментных наблюдений незначительно отличаются от полученных методом непосредственных замеров времени.
В ряде случаев с целью установить причины и продолжительность потерь рабочего времени сам работник проводит самофотографию рабочего дня.
При методе непосредственных замеров и самофотографии в специальном листе, который называется «Фотография рабочего дня» записывают: наименование порта; дату наблюдений; время смены, номер бригады, число рабочих и их расстановку; номер причала, название судна и номер трюма; род груза, массу места и род упаковки; технологическую схему перегрузки груза; в хронологическом порядке все действия рабочего, группы рабочих или бригады в течение всего периода наблюдений с указанием затрат времени на каждое действие.
Данные метода моментных наблюдений записывают в «Наблюдательный лист». В нем кроме общих данных указано время в количество работающих линий или рабочих, за которыми ведут наблюдение. При проведении моментных наблюдений обязательна неизменность маршрута наблюдателя и фиксажных пунктов.
По окончании наблюдений обрабатывают полученные данные:
- фиксируют, как время распределено по элементам рабочего времени, устанавливают долю каждого элемента. Особо выделяют непроизводительные простои и причины, их вызывающие. Разрабатывают мероприятия по ликвидации простоев, что в конечном итоге позволяет повысить производительность труда.
Для установления режима рабочего времени на погрузочно-разгрузочных работах для комплексных и укрупненных комплексных бригад докеров - механизаторов проводят многократную фотографию рабочего дня для аналогичных условий.
86. ПРОИЗВОДСТВЕННЫЕ ПРОЦЕССЫ
Под производственным процессом перегрузки груза в порту понимают характер и последовательность действий, совершаемых над грузом при его перемещении с одних транспортных средств на другие через склады или минуя их. В п. 9 приведена структура производственного (технологического) процесса перегрузки груза. Перемещение груза в порту осуществляют по вариантам работ, которые показывают начальное и конечное положение груза. В зависимости от условий порта, его оснащенности, транспортной характеристики груза вариант перегрузки выполняют по технологической схеме, определяющей последовательность и методы перемещения груза.
Каждая технологическая схема состоит из отдельных технологических операций, технологическая операция — из рабочих приемов, а каждый рабочий прием — из отдельных рабочих движений.
Совершенствование производственных процессов позволяет повысить производительность труда. Возможности совершенствования производственного процесса выявляют путем его изучения. Данные для изучения производственного процесса получают с помощью хронометражных наблюдений, которые позволяют получить исходные данные для разработки нормативов и научно обоснованных норм труда, для проверки действующих норм и выявления причин их невыполнения, а также с целью совершенствования трудовых и технологических процессов.
В практике морских портов проводят хронометражные наблюдения двух видов: визуальные по текущему времени и выборочные (с помощью секундомеров); с применением записывающей аппаратуры (с помощью тхогенераторов и осциллографов). Первый вид наиболее распространен, его применяют для измерения продолжительности отдельных элементов производственного процесса, второй — менее, им пользуются для измерения продолжительности быстротечных элементов отдельных производственных операций. Следует отметить, что хронометраж можно проводить как по производственной операции в целом, так и по отдельным рабочим приемам или рабочим движениям. Это зависит от цели наблюдений.
При разработке нормативов труда и технически обоснованных норм результаты будут тем точнее, чем большее число раз будет проведен хронометраж для одних и тех же условий и чем более мелкие элементы производственного процесса будут изучаться. При проведении хронометража выделяют следующие стадии: подготовку к проведению наблюдений; наблюдение; обработку полученных данных; целевой анализ и систематизацию наблюдений.
На рабочем месте перед началом наблюдений заполняют наблюдательный лист, содержащий сведения, характеризующие условия выполнения работы (порт, дата, причал, судно, трюм, род груза, технологическая схема, тип машины и грузозахватных приспособлений), а также эскизы, схемы, снимки рабочего места, позиция машины, описание приемов работ. Сначала производят несколько предварительных замеров для установления ориентировочной продолжительности изучаемого элемента процесса. Перед началом замеров уточняют фиксажные точки.
Фиксажными точками называют внешние признаки, определяющие начало и конец выполнения того или иного элемента производственного процесса (рабочего движения, рабочего приема, технологической операции). Результаты наблюдений заносятся во вкладыш к наблюдательному листу.
Практикой установлено, что при хронометраже элементов перегрузочного процесса в морских портах проводят 10—20 замеров времени каждого элемента. Результаты натурных наблюдений после исключения дефектных переносят из наблюдательного листа и вкладышей в хронометражный лист в виде хроноряда. Затем анализируют все величины, и резко выделяющиеся проверяют — возможно, ли их оставить в хроноряде.
Данные, полученные в результате многократных наблюдений за одним и тем же элементом процесса, соответствующим образом очищенные, проанализированные, позволяют найти его среднюю величину, которая является нормативом времени на выполнение этого элемента. Нормативы времени на отдельные элементы перегрузочного процесса являются основой для расчета технически обоснованных норм труда.
87. НАУЧНО ОБОСНОВАННЫЕ НОРМЫ ТРУДА И ИХ РАСЧЕТ
Нормирование труда предполагает установление меры труда для выполнения исполнителем соответствующей квалификации конкретной работы в определенных организационно - технических условиях.
Научно обоснованными, нормами труда называют нормы, устанавливаемые для определенных организационно - технических условий работы, рационального, экономически обоснованного технологического процесса и научной организации труда. Кроме научно обоснованных существуют еще опытно - статистические нормы труда. Эти нормы устанавливают на основе отчетных данных о фактических затратах рабочего времени на выполнение тех или иных работ. Их база — суммарный принцип, который исключает анализ составных частей работы, выявление производственных возможностей оборудования, использование резервов роста производительности труда и достижений передовых рабочих. В настоящее время поставлена задача повсеместного внедрения научно обоснованных норм труда и замена ими опытно - статистических.
В техническом нормировании погрузочно-разгрузочных работ приняты следующие показатели меры труда: норма времени, комплексная норма времени, норма выработки и комплексная норма выработки.
Нормой времени называют время, необходимое рабочему на перегрузку 1 т груза. Нормой времени определяют трудоемкость выполняемой работы, оно выражается на погрузочно-разгрузочных работах в человеко-часах на 1 т груза (чел - ч/т).
Комплексной нормой времени устанавливается время, которое следует затратить всей бригаде на перегрузку 1 т груза. Комплексной нормой времени определяются средние затраты рабочего времени на перегрузку 1 т груза, она выражается в часах на тонну груза (ч/т).
Нормой выработки назначается количество тонн груза, которое рабочий должен перегрузить за единицу времени. На погрузочно-разгрузочных работах норму выработки определяют для одного рабочего в тоннах на смену (т/чел. - смен).
Комплексной нормой выработки устанавливается число тонн груза, которое должна перегрузить бригада за одну смену в определенных производственных условиях, выражается она в тоннах на смену (т/смен).
Норма времени НВр, чел. - ч/т и норма выработки так же, как и комплексная норма времени и комплексная норма выработки КНВр, ч/т, находятся в обратно пропорциональной зависимости:
![]() ; (114)
; (114)
![]() , (115)
, (115)
Где tсм — время смены (нормы рассчитаны на смену продолжительностью 7 ч), ч;
НВ — норма выработки, т/чел. - смену;
КНВ — комплексная норма выработки, т/смену
Все разновидности норм труда имеют общее — в них выражены совокупные затраты рабочего времени (оперативного, времени подготовительно - заключительных работ, обслуживания рабочего места, перерывов на отдых и личные надобности, технологических перерывов) на единицу или полный объем работы.
Помимо норм труда существуют микронормативы и нормативы труда: первые устанавливают затраты времени на выполнение отдельных рабочих движений, например наклон рабочего к мешку; вторые — время на выполнение рабочих приемов, например застропка груза. Микронормативы и нормативы служат исходными . данными для расчетов норм труда. Основным методом технического нормирования в социалистическом производстве является аналитический, сущность которого заключается в том, что нормируемую работу расчленяют на ряд составных элементов. Каждый элемент подвергают анализу с точки зрения его целесообразности и рационального включения в тот или иной процесс. Основой аналитического метода является изучение и обобщение передового опыта исполнителей, творчески реализуемого в проектируемой технологии и научно обоснованных нормах.
Последовательность расчета научно обоснованных норм на погрузочно-разгрузочные работы следующая:
1. Проводят многократную фотографию рабочего дня для одних я тех же условий технологического процесса.
2. Проводят анализ использования рабочего времени и разрабатывают мероприятия, позволяющие увеличить долю нормируемого времени и максимально исключить ненормируемые простои. Устанавливают режим рабочего времени.
3. Расчленяют технологический процесс на отдельные составные части. Так, технологическую схему разделяют на отдельные технологические операции, каждую операцию — на рабочие приемы, каждый рабочий прием — на рабочие движения. Проводят анализ составляющих элементов технологического процесса согласно рациональности методов последовательности их выполнения. Затем намечают рациональный поэлементный технологический процесс.
4. Выбирают действующие микронормативы (для рабочих движений), нормативы (для рабочих приемов) или проводят натурные наблюдения для установления этих величин, чтобы рассчитать нормы.
5. Рассчитывают техническую производительность каждой технологической операции технологического процесса.
6. Устанавливают лимитирующую по производительности технологическую операцию.
7. Рассчитывают комплексную норму выработки, т/см,
![]() (116)
(116)
Где ![]() — техническая производительность лимитирующей операции, т/ч;
— техническая производительность лимитирующей операции, т/ч;
tоп — оперативное время смены, ч.
8. Оперативное время смены определяют по данным фотографии рабочего дня,
Рассчитывают комплексную норму времени, ч/т,:
![]() , (117)
, (117)
Где tсм — время смены, ч.
9. Рассчитывают число рабочих в бригаде
![]() , (118)
, (118)
Где ![]() — число рабочих на каждой операции.
— число рабочих на каждой операции.
Для выполнения той или иной операции требуется или постоянное, нерасчетное, или переменное число рабочих. Технологически постоянное число рабочих для операций: кордонной — один крановщик и один сигнальщик; передаточной — один - два перецепщика для застропки, отстропки готовых подъемов; трюмной (только при перегрузке контейнеров) — два рабочих. Для операций с технологически переменным числом рабочих существует зависимость между производительностью труда и количеством рабочих. К таким операциям относят: вагонную, складскую, трюмную, внутрипортовую транспортную.
Основной принцип формирования механизированных линий —производительность операций технологического процесса должна быть одинаковой и равна производительности лимитирующей операции. Тогда число рабочих на технологической операции с переменным числом исполнителей
![]() , (119)
, (119)
где ![]() - производительность на лимитирующей операции, т/ч;
- производительность на лимитирующей операции, т/ч;
Pi - производительность на операции, для которой определяется число рабочих, т/ч;
ni — число рабочих в одном звене технологической операции.
Величину ni определяют по Нормативам на погрузочно-разгрузочные работы в морских портах или из соображений охраны труда и технологической целесообразности расстановки, рабочих в звене в соответствии с проведенными натурными наблюдениями.
10. Определяют норму выработки, т/чел - смену
![]() , (120)
, (120)
Где КНВ—комплексная норма выработки бригады, т/см;
![]() - количество рабочих в бригаде,
- количество рабочих в бригаде,
11. норму времени, чел - ч/т
![]() , (121)
, (121)
12. Рассчитывают экономическую эффективность внедрения новых норм.
13. Проводят опытную проверку вновь рассчитанные нормы, если они экономически целесообразны.
14. Вносят соответствующие коррективы в новые нормы на базе опытной проверки.
15. Вводят нормы в практику работы порта.
88. НОРМИРОВАНИЕ ТРУДА ПОРТОВЫХ РАБОЧИХ
Для нормирования труда и организации заработной платы на погрузочно-разгрузочных работах применяют «Единые комплексные нормы выработки и времени», бассейновые комплексные нормы выработки и времени, которые сведены в соответствующие сборники и местные нормы времени и выработки. ЕКНВ являются ведомственными и обязательными при нормировании труда на погрузочно-разгрузочных работах для одинаковых условий во всех морских портах . БКНВ применяют на том или ином бассейне с учетом их условий, если нет соответствующих норм в сборнике ЕКНВ. Местные нормы труда рассчитывают в портах для тех условий, которые не учтены ни в ЕКНВ, ни в БКНВ.
Построение и расчет норм, включенных в перечисленные сборники, одинаков. Все нормы разработаны на основе прогрессивной технологии и организации труда на погрузочно-разгрузочных работах и охватывают судовые, вагонные, складские и автотранспортные работы по соответствующим вариантам.
Сборники ЕКНВ, БКНВ и местные нормы содержат таблицы, в которых указаны комплексные нормы выработки, комплексные нормы времени, нормы выработки, нормы времени, количество и расстановка рабочих.
На величину норм оказывают влияние следующие факторы:
1. Род груза. В сборниках ЕКНВ и БКНВ предусмотрены следующие категории грузов: в мешках и бумажных пакетах; в кипах и тюках; катно-бочковые; в ящиках и без упаковки; тяжеловесные; металлы и металлические изделия; лесные; навалочные; зерновые.
2. Грузы каждой категории подразделены на классы. Основой деления каждой категории грузов на классы является: масса места, погрузочный объем, размеры частиц и угол естественного откоса навалочных грузов, а также особые свойства грузов (огнеопасный, химический, вредный, ядовитый, требующий осторожного обращения и т. п.).
Например: арахис, очищенный в мешках массой места от 52 до 80 кг и с погрузочным объемом 1,58 м3 /т относят к классу груза М - 80, арахис, очищенный массой места 81 - 102 кг и с погрузочным объемом 1,52 м3 /т - к классу груза М - 102, а коксовую мелочь фракцией до 10 мм и с погрузочным объемом 1,6—2,0 м3 — к классу Н - КМ.
3. Сборники ЕКНВ и БКНВ содержат таблицы, где в алфавитном порядке (по каждой категории груза) перечислены грузы с указанием их класса.
4. Конструктивные особенности грузовых помещений морских и речных судов. По размерам люков и подпалубных пространств грузовые помещения судов подразделены на шесть классов. Класс грузовых помещений устанавливают на основании Грузовых свидетельств судов. Сборники ЕКНВ и БКНВ содержат рекомендации для установления класса грузового помещения.
Например, к первому классу относят помещения размерами люка 6Х9 м и более, и с расстоянием от комингса люка до ближайшей поперечной переборки или бортов (учитывается наибольшее расстояние) до 2 м.
5. Эксплуатационные характеристики перегрузочных кранов. К ним относят: тип стрелы, скорости подъема груза и поворота стрелы, грузоподъемность и тип крана (портальный и полупортальный, гусеничный, железнодорожный, автомобильный, плавучий или перегружатель). В зависимости от указанных характеристик краны подразделяются на пять групп.
6. Сборники екнв и БКНВ содержат таблицы, где в алфавитном порядке по типам и названиям внесены краны с их характеристиками и указанием группы. Для случаев, когда характеристики крана не совпадают с его названием (после ремонта крана) или название крана отсутствует в таблице, его группу можно определить по специальной таблице в зависимости от типа крана, скорости подъема груза, скорости поворота стрелы и ее типа.
Например, портальный кран «Ганц» с уравновешенной стрелой и скоростями подъема 70 м/мин, поворота 1,75 об/мин и грузоподъемностью 6 т относится первой группе.
7. Также любой портальный кран с уравновешенной стрелой и скоростями подъема 85 м/мин и выше и поворота 1,3 об/мин и более относится к первой группе.
8. Технологическая схема перегрузки груза. Во всех таблицах нормы приведены для каждой технологической схемы. Кроме того, указано общее число рабочих и их расстановка по технологическим операциям, а также тип ГЗП и количество погрузчиков.
6. Вместимость грейфера. От нее зависят нормы для навалочных и зерновых грузов. Нормы установлены на семичасовый погожий рабочий день. В случае, если смена длится не 7, а 8 ч, принимают 8/7 установленной комплексной нормы выработки для указанного для этой нормы количества рабочих. Если погрузочно-разгрузочные работы производят при низких температурах, к нормам времени применяют коэффициенты, значение которых зависит от температурной зоны и месяца года. Области и районы РФ распределены по шести зонам. В ЕКНВ приведены данные для определения поправочных коэффициентов.
Комплексные нормы выработки установлены на определенные производственные условия (нормаль процесса) и определенный состав работ всех звеньев производственного процесса.
В состав работ и условий, учтенных в нормах, входят следующие действия рабочих:
- активное наблюдение за грузом или порожним захватным приспособлением с момента появления его над просветом люка при погрузке и до вынесения за просвет люка при выгрузке;
- отстропка и застропка пакетов груза или отдельных мест, а также ГЗП (площадок, сеток, ковшей и т. д.) с установкой их к месту загрузки;
- формирование и расформирование пакетов груза с укладкой на высоту до 1,6 м и снятие груза с высоты до 1,6 м;
- перемещение груза вручную на расстояние до 10 м и подкладка прокладок под груз;
- перевозка груза аккумуляторными погрузчиками на расстояние до 100 м, автопогрузчиками, тягачами, автотележками — на расстояние до 200 м и автомашинами — до 500 м;
- подкатка и откатка груженых и порожних вагонов вручную или лебедками на расстояние до 15 м с расцепкой вагонов;
- накладка и снятие закруток с дверей вагона, открытие и закрытие дверей и люков вагона, бортов железнодорожных платформ и автомашин, крепление и раскрепление грузов, подбивка клиньев в гнездах и скобах, вагонов, укладка и снятие прокладок между рядами груза, зачистка под метлу после разгрузки вагонов (если не требуется специальной обработки и промывки вагонов), штивка груза в вагоне;
- подноска и относка инвентаря и приспособлений для производства работ на расстояние до 200 м;
- сепарирование грузов в трюмах;
- подноска и относка брезентов на расстояние до 50 м, укрытие и раскрытие штабелей грузов в процессе работы;
- уборка рабочего места на причале и складе после окончания грузовых работ.
В нормах учтено также время на заправку перегрузочных машин, смену навесных приспособлений, надевание и снятие спецодежды, передвижку весов для взвешивания груза в процессе работ и т. д.
В случае, когда фактические условия производства работ не соответствуют тем, которые учтены в нормах, и рабочие производят работы с выполнением дополнительных операций, нормы корректируют. Для этого пользуются нормами на дополнительные работы.
К числу дополнительных работ относят: открытие и закрытие люков трюмов на судах со снятием и укладкой лючин; укрытие груза брезентами и снятие брезентов с груза, уложенного в бурты;
- перекладка вагонов вручную или лебедками на расстояние свыше
- 15 м (до 15 м подкатка вагонов учтена в нормах); подноска и подвозка такелажа и перегрузочного инвентаря на расстояние свыше 200 м; сплошное сепарирование грузов в трюмах судов;
- перемещение грузов вручную на расстояние свыше 10 м; укладка груза на высоту более 1,6 м и снятие груза с высоты более чем 1.6 м вручную; перевеска груза; закрытие люков полувагона после выгрузки навалочных грузов грейферами.
Корректировку норм производят при условии, что комплексная норма выработки не изменяется, а увеличивается число рабочих, т. е. норма времени. Нормы в случаях, когда рабочие выполняют работы, не учтенные нормами, корректируют в следующей последовательности:
1. устанавливают норму времени (НВр) для условий, предусмотренных нормами;
2. устанавливают для дополнительных работ дополнительную норму времени НВр;
3. определяют норму времени с учетом выполнения дополнительных операций
![]() , (122)
, (122)
4. определяют норму выработки рабочего для условий выполнения дополнительных операций
![]() , (123)
, (123)
Где 7 — время смены, ч;
5. устанавливают число рабочих в бригаде с учетом выполнения дополнительных работ:
![]() , (124)
, (124)
Где КНВ — комплексная норма выработки, установленная по ЕКНВ или БКНВ для обычных условий работ, т/смену.
Порядок установления норм по сборнику ЕКНВ следующий:
6. по названию груза и его транспортным характеристикам определяют класс груза;
7. по характеристикам грузовых помещений судов уточняют класс грузового помещения;
8. по эксплуатационным характеристикам перегрузочных кранов определяют группу крана;
9. для соответствующей категории груза по указаниям по применению норм выясняют условия и возможность их применения. Если фактические условия работы не совпадают с указаниями, используют сборник БКНВ или местные нормы;
10. по классу груза, технологической схеме, классу грузового помещения (для генеральных грузов), по классу груза, технологической схеме, группе и грузоподъемности крана, классу грузового помещения (для лесных грузов); по классу груза, технологической схеме, вместимости грейфера и слоя груза (для навалочных грузов) определяют КНВ, КНВр, НВ, НВр и число рабочих в соответствующих таблицах норм.
В случае необходимости производят корректировку норм.
89. ФОРМЫ И СИСТЕМЫ ОПЛАТЫ ТРУДА
Важнейшим условием, обеспечивающим личную материальную заинтересованность работника в результатах своего труда и росте производства, является установление прямой зависимости размера оплаты от количества и качества затраченного труда каждым работником, его квалификации условий труда. Главным критерием распределения является труд — его количество и качество.
Заработная плата работников зависит от трех взаимоувязанных компонентов: нормирования труда, тарифной системы и формы оплаты.
Тарифная система представляет собой совокупность положений и условий, на основе которых производится оплата труда. Основными элементами тарифной системы являются: тарифные ставки, тарифные сетки и тарифно-квалификационные справочники.
Тарифная сетка — это шкала соотношений в оплате труда различных групп работников в зависимости от их квалификации.
Тарифная ставка — это размер оплаты труда за единицу времени (час, смену).
Должностной оклад — это оплата труда за месяц работы. Должностные оклады устанавливаются для инженерно технических работников и служащих.
Тарифно-квалификационный справочник — это свод производственных характеристик различных работ в данной отрасли производства, которые служат для определения квалификации рабочего и отнесения его к тому или иному тарифному разряду (классу). Существуют и тарифно-квалификационные справочники для установления квалификации служащих.
Существуют две формы оплаты труда: сдельная и повременная. Сдельная форма оплаты труда предполагает оплату труда за каждую единицу продукции.
Повременная — оплату за отработанное время и выполнение за это время работы в соответствии с должностными обязанностями. Повременную форму оплаты труда применяют в тех случаях, когда невозможно установить единицу или объем выполненной работы.
Каждая из форм оплаты труда подразделена на системы. Так, к повременной форме оплаты труда относят повременную и повременно - премиальную систему, а к сдельной — прямую сдельную, сдельно - премиальную и сдельно - прогрессивную системы.
Повременная система оплаты труда совпадает с повременной формой оплаты, т. е. предполагает оплату труда за отработанное время и выполнение при этом работы в соответствии с должностными обязанностями. По повременной форме, например, оплачиваются секретари, бухгалтеры и другие служащие государственных бюджетных учреждений.
Повременно - премиальная система оплаты предполагает оплату труда за отработанное время (месяц — для служащих и инженерно - технических работников; час — для рабочих) при выполнении должностных обязанностей и премию за перевыполнение предприятием или отдельным подразделением предприятия установленных для него показателей производственной деятельными. Повременно - премиальную систему оплаты труда применяют на хозяйственных расчетных предприятиях.
Например, труд стивидоров в портах оплачивают по повременно - премиальной системе (месячный оклад и премия, если погрузочный район перевыполняет план по установленным показателям работы).
Прямая сдельная система оплаты труда предполагает оплату за каждую единицу продукции, изготовленную рабочим, по установленной расценке.
Расценка — это оплата труда за единицу продукции. Расценка зависит от тарифной ставки и нормы времени или нормы выработки:
![]() , (125)
, (125)
Где d - тарифная ставка, р;
НВ - норма выработки т/чел. - смену;
НВр - норма времени, чел. - ч./т.
Сдельно - премиальная система оплаты труда предполагает оплату за каждую единицу изготовленной рабочим продукции, и премию за выполнение установленных для рабочего показателей.
Аккордная оплата труда - является разновидностью сдельно - премиальной системы оплаты. В этом случае устанавливают объем работы и срок ее выполнения. По действующим расценкам рассчитывают оплату за весь установленный объем работы и премию в случае выполнения работы в установленный срок. До начала работы условия работы и заработок доводят до сведения рабочего или бригады. В случае невыполнения работы в установленный срок оплату производят по прямой сдельной системе.
Сдельно - прогрессивная система предполагает оплату труда рабочих за каждую единицу изготовленной продукции, но при этом за каждую единицу продукции, изготовленную в пределах нормы выработки, оплату производят по установленной расценке. За каждую единицу продукции, выполненную сверх установленной нормы выработки, оплату производят по более высоким расценкам в зависимости от процента перевыполнения нормы.
Например, если расценка за единицу продукции, изготовленной в пределах нормы, составляет 1 р., за каждую единицу продукции, изготовленную от 100 до 110% оплачивают по 1 р. 10 к., от 110 до 120% — 1 р. 20 к., от 120— 130% — 1 р. 30 к. и т. д.
90. ОПЛАТА ТРУДА ПОРТОВЫХ РАБОЧИХ
В портах на погрузочно-разгрузочных работах оплата труда портовых рабочих производится по сдельно - премиальной, аккордной и повременно - премиальной и сдельно прогрессивной системам оплаты труда.
Рассмотрим организацию оплаты труда портовых рабочих. Заработная плата портовых рабочих при сдельно - премиальной системе оплаты труда состоит из: сдельной части заработка, премий и доплат. Основой для расчета сдельной части заработка и доплат служит тарифная ставка. Для оплаты труда рабочих четвертого класса (докеров - механизаторов и докеров - крановщиков) КБ, выполняющих погрузочно-разгрузочные работы с применением средств комплексной механизации и с совмещением профессий грузчиков и механизаторов, пользуются тарифными ставками, указанными в таблице.
| Характер работ | Часовые тарифные ставки, к. |
|||
Важнейшие порты, перерабатывающие экспортно-импортные грузы |
Остальные порты |
|||
Для сдельщиков |
Для повременщиков |
Для сдельщиков |
Для повременщиков |
|
| При погрузке и выгрузке: в горячем состоянии металла, агломерата, шлака; руды, пека, угольного брикета, креозота, подовой и анодной массы; грузов массой места свыше 50 кг и вредных для здоровья, смерзающих грузов | 92,4 |
86,3 |
83,5 |
78,0 |
| При погрузке и выгрузке остальных грузов | 82,1 | 76,7 | 74,2 | 69,3 |
Перечень грузов, погрузку и выгрузку которых производят по повышенным тарифным ставкам, приведен в сборнике ЕКНВ, а перечень важнейших портов, перегружающих экспортно-импортные грузы, — в приказе министра морского флота.
Зная тарифную ставку, объем выполненной работы и норму времени на перегрузку 1 т груза, можно рассчитать сдельную часть .заработка бригады за смену
![]() , (126)
, (126)
где qi - количество груза данного класса, перегруженного по данной технологической схеме, т;
НВрi ; —норма времени на перегрузку груза данного класса по данной технологической схеме, чел. - ч/т;
di ; — тарифная ставка для данного порта и груза, р.
Во время погрузочно-разгрузочных работ рабочие комплексных - бригад выполняют подсобные, вспомогательные и хозяйственные работы (уборка подкрановых и железнодорожных путей, грузовых складов), а также тратят время на переходы и переезды на другие участки работы. В этом случае производят повременную оплату из расчета следующих тарифных ставок: в важнейших портах — 76,7 к; в остальных — 69,3 к.
Портовых рабочих премируют за:
- выполнение и экономию сталийного времени судов под грузовыми операциями. Выплачивают премию из фонда заработной платы;
- сокращение времени стоянки вагонов под обработкой против времени, установленного узловым соглашением. Выплачивают премию из фонда заработной платы;
- выполнение и перевыполнение комплексных норм выработки за смену.
- выполнение и перевыполнение комплексных норм выработки в среднем за месяц. Выплачивается премия из фонда материального поощрения;
- качество работы. Выплачивается премия из фонда материального поощрения.
- качество работы. Руководство порта по согласованию с портовым комитетом профсоюза окончательно выбирает показатели премирования и устанавливает размеры премий.
Выплачивают премию из фонда заработной платы.
Для расчета премии из фонда заработной платы необходимо рассчитать уровень выполнения комплексных норм выработки, %,
![]() , (127)
, (127)
Где qi - число груза данного класса, перегружаемого по данной технологической схеме, т;
Тмаш - время работы основной перегрузочной машины, ч;
![]() ,
,
![]() - комплексная норма времени на перегрузку данного груза по данной технологической схеме;
- комплексная норма времени на перегрузку данного груза по данной технологической схеме;
В большинстве портов основными показателями для премирования являются показатели выполнения и перевыполнения комплексных норм выработки за смену и качество работы. Однако в связи с обработкой судов полностью укрупненной комплексной бригадой в последнее время для премирования используют показатель сокращения сроков обработки судов.
Общая сумма премии, выплачиваемая рабочим из фонда заработной платы, не должна превышать 30% месячного суммарного сдельного и повременного заработка на погрузочно-разгрузочных работах. Премии, выплачиваемые из фонда материального поощрения, предельными размерами не ограничены.
Портовым рабочим по решению администрации и согласованию с комитетом профсоюза может выплачиваться премия за общие годовые итоги работы порта и личный вклад рабочего в работу. При этом стаж рабочего в порту должен быть меньше года.
Рабочим комплексных бригад доплачивают за работу в ночное время, за работу в сверхурочное время, за классность, за бригадирство. За работу в ночное время в установленном законодательством проценте доплату производят из расчета следующих тарифных ставок: в важнейших портах — сдельщикам — 82,1 к., повременщикам—76,7 к.; в остальных портах—сдельщикам—74,2 к., повременщикам — 69,3 к. За сверхурочную работу доплачивают по повременным ставкам в важнейших портах 76,7 к., в остальных — 69,3 к.
Рабочим доплату производят в следующих размерах за класс:
Третий — 10%, второй — 15%, первый — 20%, исходя из тарифных ставок в важнейших портах — 82,1 к., в остальных — 74,2 к.
Бригадирам комплексных бригад за руководство бригадой доплачивают:
- в портах, перерабатывающих экспортно-импортные грузы в размере до 2% заработка бригады, начисленной за погрузочно-разгрузочные работы (без премий), но не более 40 р. в месяц;
- в остальных портах при составе бригады 5—10 чел. — 10% и свыше 10 чел. — 15% часовой тарифной ставки — 74,2 к. Доплату за бригадирство производят при условии выполнения бригадой норм выработки.
Заработок бригады за смену
![]() , (128)
, (128)
Здесь С—заработок по прямой сдельной оплате за выполненный объем погрузочно-разгрузочных работ, р.;
П — заработок по повременной оплате за повременные работы, в процессе погрузочно-разгрузочных работ, р.;
![]() , (129)
, (129)
![]() - время выполнения работы, ч;
- время выполнения работы, ч;
![]() - повременная тарифная ставка, р.;
- повременная тарифная ставка, р.;
![]() - число исполнителей, ч.;
- число исполнителей, ч.;
Пр. - премия из фонда заработной платы, р.,
![]() (130)
(130)
где ![]() -премия по установленным показателям, %;
-премия по установленным показателям, %;
![]() - размер доплат за работу в ночное время и за сверхурочную работу, р.
- размер доплат за работу в ночное время и за сверхурочную работу, р.
Заработок одного рабочего за смену, р.,
 , (131)
, (131)
где ![]() — доплата за классность, р;
— доплата за классность, р;
![]() — доплата за бригадирство, р.
— доплата за бригадирство, р.
Д и Д добавляют при расчете заработка рабочим, имеющим класс квалификации, и бригадирам.
Общий заработок каждого рабочего за месяц равен сумме заработной платы за все смены этого месяца и премии из фонда материального стимулирования.
Понятие об аккордной системе оплаты труда приведено в п. 90. По этой системе расчет заработной платы рабочих производится так же, как и по сдельно - премиальной оплате труда. С целью сокращения сроков обработки судов и перевыполнения комплексных норм выработки рабочими на погрузочно-разгрузочных работах в портах проведены следующие мероприятия по организации заработной платы:
- на перегрузке трудоемких тарно-тучных грузов за счет увеличения тарифной ставки увеличена расценка на 20%.
- введена сдельно - прогрессивная система оплаты труда, предусматривающая, что за перевыполнение исходного уровня комплексных норм выработки до 10%, оплату перевыполненной части производят по полуторным расценкам, свыше 10% оплаты всей перевыполненной части — по двойным расценкам, а при перегрузке грузов в мешках, ящиках, мяса в тушах и перевыполнении комплексных норм выработки на 15% и более оплату перевыполненной части производят по тройным расценкам. Исходный уровень комплексных норм выработки, за перевыполнение которых установлена сдельно - прогрессивная система оплаты труда;
- за сокращение сроков обработки судов и перевыполнение комплексных норм выработки увеличен максимальный размер прений. выплачиваемых из фонда заработной платы (до 60% сдельного заработка);
- введена выплата единовременного вознаграждения за выслугу лет рабочим и инженерно - техническим работникам, занятым на погрузочно-разгрузочных работах, в размерах от 60 до 150% тарифной ставки (должностного оклада) в зависимости от стажа работы. Максимальный размер этого вознаграждения не должен превышать 450 р. в год;
- увеличена доплата за работу в ночное время, которая составляет 35% тарифной ставки (оклада) за каждый час работы.
Для учета выполненной бригадой рабочих или рабочим работы, а также для дальнейшего расчета заработной платы диспетчер района перед началом работы выдает бригадиру наряд - задание, который удостоверяет право рабочих, на выполнение работ.
В наряд-задании указана дата, смена, номер бригады, место и год работы, номера перегрузочных машин, число рабочих в бригаде, комплексная норма выработки и норма выработки. На оборотной стороне наряда бригадир пишет фамилию, имя и отчество рабочих, выполняющих работу по заданию.
В морских портах установлены две формы наряд - задания:
форма № 1 — предназначена для учета и оплаты труда портовых рабочих, выполняющих работы в составе комплексных бригад;
форма № 2 — предназначена для учета и оплаты труда портовых рабочих, не входящих в состав постоянных или укрупненных комплексных бригад и привлекаемых к работе в составе оперативно - комплексной бригады на одну смену. Работы, выполняемые этими рабочими, учитывают вместе с бригадой в форме №1 и дублируют в форме № 2 наряд - задания.
После окончания работ стивидор, сменный помощник начальника склада или другое лицо, ответственное за производство работ, делает записи в наряд - задании о выполненной работе. Записывают объем выполненной работы (в тоннах или штуках), технологическую схему перегрузки, класс помещения, слой груза, вместимость грейфера, время работы по данной схеме или данному объему работ, количество исполнителей. Если работы производились неучтенные екнв или был простой бригады, стивидор записывает и это в наряд. Производитель работ по окончании смены в наряде дает оценку качества работы.
Бригадир по окончании смены против каждой фамилии рабочего проставляет время его работы в течение смены. Наряд - задание подписывает стивидор или складской работник, удостоверяет табельщик, который проставляет табельные номера рабочих. Затем наряд передают для нормирования и таксировки выполненных работ. Заполненный, подписанный и пронормированный наряд - задание является документом строгой отчетности.
СПИСОК ПРИНЯТЫХ СОКРАЩЕНИЙ
АГФ - автомобильный грузовой фронт ДОС - анализ обработки судов АСУ - автоматическая система управления АХО - административно-хозяйственный отдел БКНВ - бассейновые комплексные нормы выработки и времени БРИНТИ - бюро рационализации, изобретательства, новой техники и технической информации В0XP - военизированная охрана ВТИП - временная технологическая инструкция перегрузки ВТП - вспомогательное технологическое приспособление ГЗМ - грузозахватный механизм ГЗП - грузозахватное приспособление ГЗУ - грузозахватное устройство ГХИ - Государственная хлебная инспекция ДВС - двигатели внутреннего сгорания ЕКНВ - Единые комплексные нормы выработки и времени ЕСТПП МП - единая система технологической подготовки производства морского порта ЕТП - единый технологический процесс ЖГФ - железнодорожный грузовой фронт ЗГ - захват груза ИВЦ - информационно-вычислительный центр КБ - комплексная бригада КПП - контрольно-пропускной пункт МВТ - Министерство внешней торговли МГФ - морской грузовой фронт МКНВ - местные комплексные нормы времени ММФ - Министерство морского флота МОПОГ - морская перевозка опасных грузов МПС - Министерство путей сообщения НЗ - нацеливание захвата НООС - Нормы одновременной обработки судов НОТ - научная организация труда НПГРП - непрерывный план-график работы порта НГРФ - непрерывный график работы флота |
НПГРТУ - непрерывный график работы транспортного узла НТП - Нормы технологического проектирования НУГ - нацеливание и установка груза ОГ - отстропка груза ОГИС - отдел гидротехнических и инженерных сооружений ОКС - отдел капитального строительства ОМТС - отдел материально-технического снабжения ОТиЗ - отдел организации труда и заработной платы ПБТП - Правила безопасности труда в портах ПГ - перемещение груза ПЗ - перемещение захвата ПК- перегрузочный комплекс ПОС - план обработки судов ПС - полужесткие стропы ПТО - подъемно-транспортное оборудование ПТЭ - правила технической эксплуатации ПЭО - планово-экономический отдел РД - руководящий материал РТК - рабочая технологическая карта СПК - специализированный перегрузочный комплекс СОТФ - служба по обслуживанию транспортного флота СУПК - специальный универсальный перегрузочный комплекс ТПГОС - технический план-график обработки судна ТПП - технологическая подготовка производства ТРА - техническо-распорядительный акт ТЭК - транспортная экспедиторская контора УКБ - укрупненная комплексная бригада УКМ - уровень комплексной механизации УПК - универсальный перегрузочный комплекс УТЕ - укрупненная транспортная единица ЦПКБ - центральное проектно-конструкторское бюро |
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Брюм А.И. Технологическое проектирование морских портов. М: Транспорт, 1971. 328. с.
2. Ветренко Л.Д., Ковалев П.Д. Техническое нормирование труда в морских портах. М.: Транспорт, 1971. 240 с.
3. Грузозахватные устройства. М.: Транспорт, 1980. 223 с.
4. Гуревич Г.Е„ Немчиков В.И. Организация и планирование работы морского транспорта. М.: Транспорт, 1972. 352 с.
5. Золотарев В. И., Токман Г. И. Совершенствование работы порта в оптимальном режиме. М.: Транспорт, 1976. 160 с.
6. Комплексная механизация портовых перегрузочных работ Н. И. Ерофеев, Г. И. Гордеев, В.Я. Зильдман, М.П. Масюк. М.: Транспорт. 1977. 288 с.
7. Котов М.Ф. Планирование, организация и технология портовых перегрузочных работ. М.: Транспорт, 1976. 256 с.
8. Лазарев Н.Ф. Грузовые работы в морских портах. М.: Транспорт, 1979. 224 с.
9. Методика определения экономической эффективности использования на морском транспорте новой техники, изобретений и рационализаторских предложений.: ЦРИА «Морфлот», 1979. 72 с.
10. Нормы технологического проектирования морских портов: ЦРИА «Морфлот», 1980. 122 с.
11. Об организации обработки сухогрузного флота в морских портах и портовых пунктах в оптимальном режиме на основе непрерывного плана-графика (НПГРП). М.: Транспорт,, 1980. 132 с.
12. Правила составления рабочих технологических карт в портах ЦРИА «Морфлот». М.: 1977. 29 с.
13. Сиротский В.Ф. Эксплуатация портов. М.: Транспорт, 1974. 312 с.
14. Фролов А.С, Кузьмин П.В., Степанец А.В. Организация, планирование и технология перегрузочных работ в морских портах. М.: Транспорт, 1979. 408 с.
15. Цицидчшвили М.Ю. Вагонные и складские перегрузочные процессы на морском транспорте. М.: Транспорт, 1977. 192 с.