Технология получения и обработки заготовок
СОДЕРЖАНИЕ: Введение Курсовая работа «Технология получения и обработки заготовок» является обобщающей работой по дисциплине «Материаловедение». Выбранный в данной работе технологический процесс должен обеспечить высокую производительность труда, наиболее экономичное использование материалов, выбора оснастки с минимальными затратами при условии длительной эксплуатации, минимальную себестоимость готовых деталей.Введение
Курсовая работа «Технология получения и обработки заготовок» является обобщающей работой по дисциплине «Материаловедение». Выбранный в данной работе технологический процесс должен обеспечить высокую производительность труда, наиболее экономичное использование материалов, выбора оснастки с минимальными затратами при условии длительной эксплуатации, минимальную себестоимость готовых деталей.
Полученная в результате разработанного технологического процесса заготовка должна удовлетворять условиям, предъявляемым заданием для данной курсовой работы.
1 Выбор материала
1.1 Выбор марки материала
Исходя из заданных свойств материала и условий работы, деталь можно изготовить из серых чугунов марок СЧ20…СЧ40, высокопрочных чугунов марок ВЧ 35…ВЧ 50, а также большинства углеродистых сталей.
Выбор материала осуществляется на основании учёта его:
1) эксплуатационных свойств;
2) стоимости и дефицитности;
3) технологичности обработки (технологических свойств).
Условия эксплуатации детали: герметичность, умеренные нагрузки, предел прочности sВ 200МПА, твердость 180…200НВ. Поэтому эксплуатационные свойства материала определяются в основном их механическими свойствами.
Кроме того, учитывая, что серийность детали составляет 500 шт./год, целесообразно методом получения заготовки выбрать литье в песчано-глинистые формы. Ввиду этого, материал детали должен обладать кроме заданных ранее механических свойств также еще и хорошими литейными свойствами. Т.е. он должен иметь хорошую жидкотекучесть, низкую склонность к образованию усадочных раковин, низкую флокеночувствительность.
Сравнение будет проводиться для двух материалов: серого чугуна СЧ20 и стали 20Л.
Механические свойства материалов приведены в таблице 1.
Таблица 1 – Механические свойства материалов
| Марка материала |
В , МПа |
твердость, НВ |
жидкотекучесть |
Флокено-чувствительность |
Область применения |
| 20Л |
700 |
180…220 |
0,9 |
Не чувствительна |
арматура, детали трубопроводов, фасонные отливки деталей общего машиностроения, изготовляемые методом выплавляемых моделей, детали, работающие под действием средних статических и динамических нагрузок. |
| СЧ20 |
800 |
200…250 |
1 |
Не чувствителен |
станины, корпуса, кронштейны, опоры, плиты, крышки, траверсы, колосники, блоки цилиндров двигателей, головки цилиндров двигателей, рычаги и т.д. |
В сравнении с СЧ20 Сталь 20Л обладает более высокой прочностью, лучше обрабатывается резанием. Но с другой стороны в качестве материала для выполнения детали, удовлетворяющему условиям задания, вполне подходит серый чугун. Так как производство серого чугуна является более экономичным по сравнению со Сталью 20Л, то целесообразно использовать именно этот материал.
Химический состав СЧ20, приведён в таблице 2.
Таблица 2 – Химический состав чугуна СЧ20, %
| Содержание элементов (массовая доля), % |
||||||||
| Элемент |
C |
Si |
Mn |
P |
S |
Cu |
Ni |
Cr |
| CЧ 20 |
3,10–3,60 |
1,80–2,70 |
0,50–0,80 |
0,30–0,65 |
0,12–0,15 |
– |
– |
– |
Обычный промышленный чугун содержит те же примеси, что и углеродистая сталь, т.е. марганец, кремний, серу и фосфор, но в большем количестве, чем сталь. Эти примеси существенно влияют на условия графитизации и, следовательно, на структуру и свойства чугуна.
Кремний особенно сильно влияет на структуру чугуна, усиливая графитизацию. Содержание кремния в чугунах колеблется в широких пределах: от 0,3–0,5 до 3–5%. Изменяя содержание кремния, можно получить чугуны, совершенно различные по свойствам и структуре – от малокремнистого белого до высококремнистого ферритного (серого с пластинчатым или высокопрочного с шаровидным графитом).
Марганец в отличие от кремния препятствует графитизации или, как говорят, способствует отбеливанию чугуна.
Сера также способствует отбеливанию чугуна, но одновременно ухудшает литейные свойства (в частности, снижает жидкотекучесть), поэтому содержание серы в чугуне лимитируется: верхний предел для мелкого литья 0,08%, для более крупного, когда можно допустить несколько худшую жидкотекучесть, до 0,1 – 12%.
Фосфор практически не влияет на процесс графитизации. Однако фосфор – полезная примесь в чугуне, так как он улучшает жидкотекучесть. Это объясняется образованием относительно легкоплавкой тройной эвтектики, плавящейся при 950° С. В момент затвердевания эвтектика состоит из аустенита, обогащенного фосфором, цементита и фосфида железа (Fe3 P).
Твердые участки фосфидной эвтектики повышают общую твердость и износоустойчивость чугуна.
Основные литейные свойства чугуна приведены в таблице 3.
Таблица 3 – Основные литейные свойства и твердость
| Литейный сплав |
Плотность, г/см3 |
Линейная усадка сплава, % |
Температура, °С |
Твердость по Бринеллю, НВ |
|
| плавления |
заливки в литейные формы |
||||
| СЧ 20 |
7,1–7,3 |
0,9–1,3 |
1150–1260 |
1260–1400 |
200–250 |
Серый чугун имеет хорошие литейные свойства, так как испытывает эвтектическое превращение, хорошую жидкотекучесть lж.мин – 40…50 мм, малую литейную усадку (0,8…1,2%) и малую склонность к образованию усадочных дефектов.
Пластинчатые включения графита обеспечивают пониженную твердость, а соответственно, хорошую обрабатываемость резанием, так как структура получается крошащейся и давление на инструмент уменьшается, а также высокие антифрикционные свойства. Вместе с тем включения графита снижают прочность и пластичность, так как нарушают сплошность металлической основы, при этом у серого чугуна хорошая герметичность – способность материала препятствовать проникновению частиц жидкости или газа сквозь свою кристаллическую решётку. Чугунные отливки с мелким графитом и низким содержанием фосфора при отсутствии волосяных трещин могут противостоять давлению жидкости до 100 МПа и газов до 70 МПа.
Благодаря сочетанию высоких литейных свойств, достаточной прочности, износостойкости, а так же относительной дешевизне серые чугуны получили широкое распространение в машиностроении. Их используют для получения качественных отливок сложной формы при отсутствии жестких требований к габаритам и массе.
Диаграмма состояния сплавов системы железо-углерод приведена на рисунке 1.
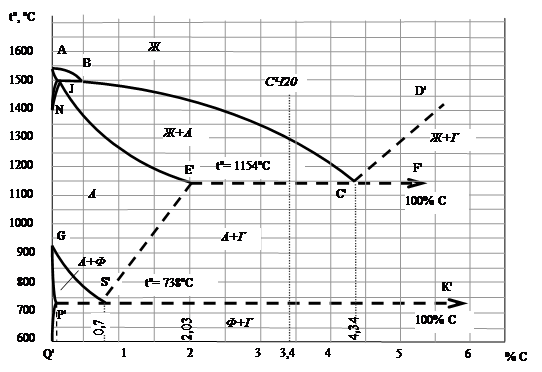
Рисунок 1 – Диаграмма состояния сплавов системы железо-углерод: А – аустенит; Г – графит; Ж – жидкий расплав
Отливки из серого чугуна подвергают термической обработке. Используют отжиг для снятия внутренних напряжений и стабилизации размеров (5600 С). Структура чугуна СЧ20 – феррито-перлитная с крупнопластинчатой формой графита – приведена на рисунке 2.

Рисунок 2 – Микроструктура серого чугуна с феррито-перлитной основой
1.2 Общая схема технологического процесса получения детали
2. Оценка технологичности детали и выбор способа получения заготовки
С точки зрения механической обработки деталь имеет небольшую сложность при обработке. Отверстия менее 15 мм не отливаются. Так как производство мелкосерийное, то затраты компенсируются переплавкой сплава. Некоторую сложность представляет обработка внутренней поверхности. Она получается в результате выполнения механической операции.
В единичном производстве проблемы изготовления и обработки решаются использованием универсальной оснастки, станков и инструмента.
Программа 500 штук в год соответствует мелкосерийному производству. В связи с вышеперечисленным данную деталь целесообразно выполнить литьем в землю.
Основным достоинством литья в песчаные формы является его универсальность и простота. Этот метод применяется для изготовления отливок самой разной формы, габаритов и массы.
Недостатками этого метода являются:
- большой расход металла на литниковую систему;
- недостаточно хорошее качество получаемых отливок;
- низкая чистота поверхности и большая шероховатость;
- назначение больших припусков и напусков;
- большая трудоемкость изготовления отливок
- высокая квалификация рабочих;
- тяжелые условия труда.
Для выплавки чугуна используют индукционные и дуговые электропечи промышленной частоты. Наиболее качественный чугун получают в индукционных печах промышленной частоты, обеспечивающих возможность получения точного химического состава.
Выбирается марка индукционной печи ИЧТ-10. Технологическая характеристика индукционной печи приведена в таблице 4.
Таблица 4 – Технологическая характеристика индукционной печи
| Показатель |
ИЧТ – 10 |
| Вместимость тигля, т Мощность, кВт Производительность, т/г Удельный расход электроэнергии, кВтч/т |
10,0 2500 4,20/2,94 542 |
| Примечание- В числителе приведена расчётная производительность, в знаменателе – фактическая |
|
Схема электрической индукционной (бессердечниковой) печи для выплавки чугуна приведена на рисунке 3.
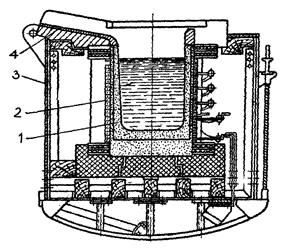
Рисунок 3 – Схема электрической индукционной (бессердечниковой) печи для выплавки чугуна
1 – тигель из огнеупорного материала; 2 – индуктор;
3 – кожух печи; 4 – желоб для выпуска плавки
Плавку металлов проводят в тигле, изготовленном из основных или кислых огнеупорных материалов. Вокруг тигля располагается спиральный многовитковый индуктор, изготовленный из медной трубки, в которой циркулирует охлаждающая вода. К индуктору подключается питающий высокочастотный двигатель – генератор переменного тока. При пропускании тока через индуктор (с частотой 500–800 Гц) в металле, находящемся в тигле, индуктируются мощные вихревые потоки, что обеспечивает нагрев и плавление металла. Шихтовые материалы загружают сверху, которые состоят из металлической части, состоящей из литейного чугуна, чугунного лома, возврата собственного производства (литники, брак), стального скрапа, добавок ферросплавов (передельный коксовый чугун М1: 3,8% С, 0,5–1,3% Si, 0,5–1,3% Mn, 0,15–0,3% P, 0,02–0,06% S). Для выпуска плавки печь наклоняют в сторону сливного желоба.
Плавку проводят методом переплава. Пуск печи осуществляется с помощью пусковой болванки требуемого химического состава массой около 10–12% общей ёмкости тигля, по форме, соответствующей форме тигля, но несколько меньшего диаметра. Болванку помещают в тигель и расплавляют. После этого загружают составляющие шихты. В момент загрузки печь должна быть отключена. На зеркало жидкого металла загружают электродную стружку, затем легковесные отходы металлообработки и в последнюю очередь – возврат собственного производства. После полного расплавления шихты в печь вводят ферросплавы. Металл в печи перегревают до температуры 1350–1400![]() C. По достижении этой температуры печь выключают и отбирают пробы для анализов.
C. По достижении этой температуры печь выключают и отбирают пробы для анализов.
После корректировки доводят температуру металла до 1450–1470![]() C и проводят выпуск его в ковши, предварительно подогретые до температуры 600 – 800
C и проводят выпуск его в ковши, предварительно подогретые до температуры 600 – 800![]() C во избежание охлаждения металла. В конце периода плавления на металл загружают флюс, необходимый для образования шлакового покрова. В качестве флюса используют известь и плавиковый шпат. Шлаковый покров защищает металл от окисления и насыщения газами атмосферы, уменьшает потери тепла. Под действием электромагнитного поля индуктора при плавке происходит интенсивное движение (циркуляция) жидкого металла, что способствует ускорению химических реакций, получению однородного по химическому составу металла, быстрому всплыванию неметаллических включений, выравниванию температуры. В конце плавки проводят диффузионное раскисление путём подачи на шлак порошкообразного кокса, ферросилиция и алюминия. Во всех случаях в печи должен оставаться жидкий металл в количестве 25–50% общей ёмкости, в который вновь загружают шихту.
C во избежание охлаждения металла. В конце периода плавления на металл загружают флюс, необходимый для образования шлакового покрова. В качестве флюса используют известь и плавиковый шпат. Шлаковый покров защищает металл от окисления и насыщения газами атмосферы, уменьшает потери тепла. Под действием электромагнитного поля индуктора при плавке происходит интенсивное движение (циркуляция) жидкого металла, что способствует ускорению химических реакций, получению однородного по химическому составу металла, быстрому всплыванию неметаллических включений, выравниванию температуры. В конце плавки проводят диффузионное раскисление путём подачи на шлак порошкообразного кокса, ферросилиция и алюминия. Во всех случаях в печи должен оставаться жидкий металл в количестве 25–50% общей ёмкости, в который вновь загружают шихту.
Из плавильной печи чугун выпускают в ковш, который мостовым краном переносят к месту разливки чугуна.
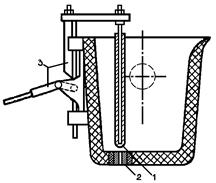
Рисунок 4 – Разливочный ковш
1 – стопор; 2 – стакан с отверстием для выпуска чугуна;
3 – рычажный механизм стопора
Разливочный ковш имеет стальной сварной кожух с цапфами для захвата крюками мостового крана. Внутри он футерован шамотным кирпичом. В днище ковша вставлен стакан из огнеупорного материала с отверстием для выпуска чугуна. Отверстие стакана закрывается пробкой из огнеупорных материалов; она навинчивается на стальной стержень стопора, футерованного шамотными кольцами. Стопор поднимается и опускается при помощи привода с дистанционным управлением. /1/
3. Разработка чертежа отливки
3.1 Выбор положения отливки в форме и определение разъема формы
При выборе положения отливки в форме необходимо учесть следующее:
- требуется обеспечить равномерное или направленное затвердевание отливки;
- наиболее ответственные, обычно обрабатываемые поверхности, надо делать нижними или боковыми (эти поверхности получаются более чистыми);
- тонкостенные части рекомендуется располагать в нижних частях формы по возможности вертикально или наклонно.
Выбор разъема формы или модели зависит от конфигурации и размеров отливки, а также от характера производства. Количество разъемов должно быть минимальным. Необходимо учитывать, что наличие разъема формы может приводить к смещению частей отливки относительно друг друга (перекос). По возможности нужно всю отливку или ее большую часть помещать в одной части формы, лучше в нижней; не рекомендуется пересекать плоскостью разъема ответственные обрабатываемые или базовые поверхности. Необходимо также обеспечить рациональное размещение частей литниковой системы.
Для данной детали линия разъема будет одна, которая изображена на эскизе разработки элементов литейной формы. Выбранная линия разъема наиболее эффективна при данном исполнении детали, т. к. обеспечивает возможность получения, как центрального глухого отверстия, так и удобный подвод литниковой системы.
3.2 Припуски на механическую обработку
Припуском на механическую обработку является слой металла (на сторону), предназначенный для снятия в процессе механической обработки с целью получения требуемой чистоты поверхности и размеров, заданных чертежом детали.
Припуски на механическую обработку отливок из чугуна назначаются по ГОСТ 26645–85, при наибольшем габаритном размере 100–250 мм. В соответствии с ГОСТ 26645–85 выбираем для данной отливки 11-й класс размерной точности, 16-ю степень точности поверхностей, 11-й класс точности массы. В соответствии со степенью точности поверхностей выбираем 8-й ряд припусков для нижних и боковых поверхностей, 10-й ряд припусков для верхних поверхностей. Припуски на механическую обработку в соответствии с номинальным размером нормируемого участка отливки и общим допуском элемента поверхности, указаны на чертеже элементов отливки.
3.3 Припуск на усадку
Величина припуска на усадку выбирается в зависимости от материала. На чертеже отливки величину припуска указывают в примечании или в правом нижнем углу. Модельщик при изготовлении модели использует соответствующий усадочный метр.
Для серого чугуна при литье деталей малого веса (до 100 кг) усадка составляет 0,9–1,3%.
3.4 Формовочные (литейные) уклоны
Формовочные уклоны служат для извлечения моделей из формы без ее разрушения. Размеры отливки увеличиваются в направлении извлечения модели из формы, то есть в сторону плоскости разъема формы. На обрабатываемые поверхности отливки формовочные уклоны даются поверх припусков на механическую обработку, на необрабатываемые – за счет увеличения или уменьшения размеров отливки.
Величина формовочных уклонов выбирается в зависимости от вида литья, материала модели и высоты поверхности, на которую назначается уклон, и обозначается в градусах или в миллиметрах. Формовочные уклоны указаны в таблице 6 на размеры с учётом припусков.
Величину формовочных уклонов выбирают в зависимости от вида литья, материала модели и высоты поверхности, на которую назначается уклон, и обозначается в градусах или в миллиметрах. В таблице 5 представлены их значения.
Таблица 5 – Значения формовочных уклонов
| Высота поверхности модели, мм |
Угол модели |
|
| угол b |
уклон а, мм |
|
| до 10 10 – 16 16 – 25 25 – 40 40 – 63 63 – 100 100 – 160 |
20 55 10 55 10 30 10 05 45 35 25 |
0,5 0,55 0,65 0,75 0,85 1,00 1,20 |
3.5 Напуски
Напуск служит для упрощения изготовления отливки. Отверстие диаметром 15 мм и меньше можно не оформлять в отливке, поскольку его целесообразнее просверлить в процессе механической обработки. Таким образом, отверстия 15 мм, паз шириной 15 мм при литье не выполняются. Так же напусками закрывается канавка.
3.6 Галтели и литейные радиусы
Галтели – скругления внутренних углов при переходе от одной поверхности отливки к другой. Галтели обеспечивают извлечение модели из формы, предотвращают появление трещин и усадочных раковин в отливке, обеспечивают плавный переход.
Радиус галтели R определяется по формуле
![]() (1)
(1)
где a и b – толщины сопрягаемых стенок отливки в мм.
Полученные по формуле значения округляют до следующих величин (нормальный ряд радиусов): 1, 2, 3, 5, 8, 10, 16, 20, 25, 40. По возможности галтели должны быть одного радиуса.
Так как на отливках не должно быть острых углов (они являются концентраторами напряжений и затрудняют получение четкого контура отливки), все острые кромки округляют радиусами, размер которых не превышает 3 мм. Эти радиусы называются литейными и обозначаются на чертеже буквой r.
3.7 Коэффициент использования металла
 (2)
(2)
где VД – объем детали,
VОТЛ – объем отливки.
VД = 160 16030 – /4152 304 + /4 1102 190 – /4 802 220 =
= 1446584 мм3 1446,6 10 -6 м3
VОТЛ = 160 16031,5 + /4 1132 200 – /4 772 228 =
= 1750440 мм3 1750,5 10 -6 м3
 =83%.
=83%.
Плотность стали r=7850 кг/м3 ,
mД = 11,4 кг,
mОТЛ = 13,7 кг.
4. Разработка технологического процесса получения заготовки
4.1 Схема технологического процесса
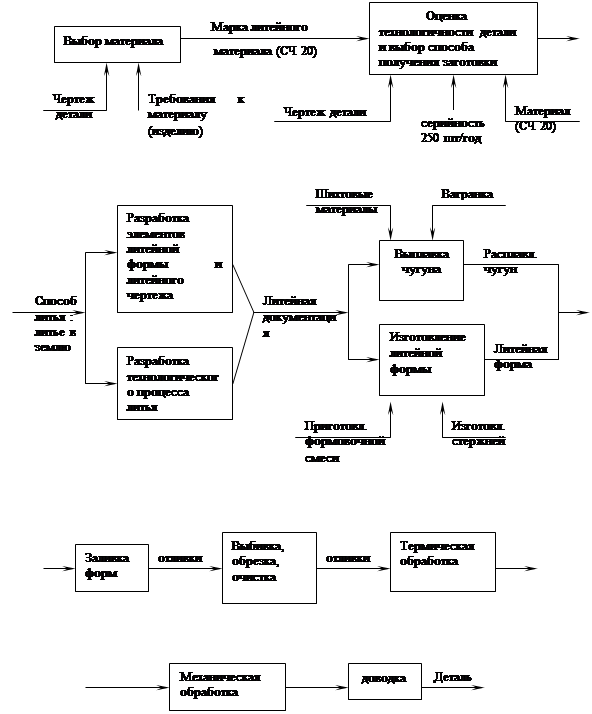
На рисунке 5 представлена схема технологического процесса получения заготовки детали «Стакан».
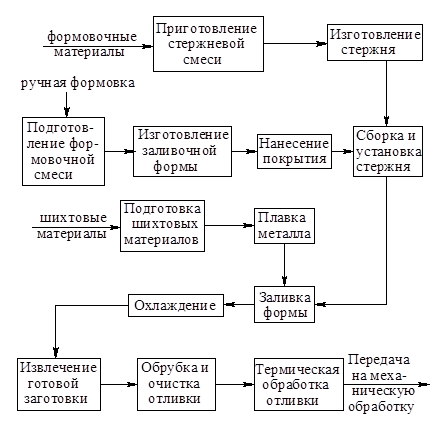
Рисунок 5 – Технологический процесс литья в песчано-глинистые формы
Ниже рассматриваются основные этапы получения заготовки. Формовочными материалами называют материалы, применяемые для изготовления литейных форм и стержней.
Стержневые смеси для отливок делятся на пять классов. Для отверстий простой формы, к чистоте поверхности которых особых требований не предъявляется, применяется смесь четвертого класса. Стержни в процессе заливки используют большие термические и механические нагрузки. Поэтому они должны иметь большую огнеупорность, податливость, повышенную газопроницаемость и малую газотворность. Наиболее подходящим для смеси является состав, состоящий из песка, связующего марки ФФ-1С, окиси железа, графита серебристого. Такая смесь повышает производительность труда, устраняет трудоемкую операцию сушки.
В качестве формовочных смесей для отливок применяют сырые и сухие песчаные смеси. В мелкосерийном производстве в основном применяются сухие смеси. Они обладают повышенной прочностью и пониженной податливостью. Для увеличения податливости в смесь добавляют опилки, торф, асбестовую крошку. Состав смеси: 70% – отработанной смеси, 27% – свежего материала, 3% – древесных опилок.
Заливочную форму изготавливают в опоках – жестких рамках из стали марок 20Л и 30Л. Форму получают в двух опоках – верхней и нижней. Для точности сборки их центрируют штырями и втулками. В данном случае используются опоки для ручной формовки.
Противопригарные краски и пасты предохраняют поверхность отливки от пригара, увеличивают поверхностную прочность, уменьшают осыпаемость форм и стержней, обеспечивают получение чистых отливок. Нанесение на поверхность формы и стержней краски способствует образованию прочного слоя огнеупорного материала. В данном случае выбирается краска марки ГБ.
Существует следующий порядок изготовления песчаной формы. Устанавливается деревянная модель на модельную плиту, устанавливается пустая нижняя опока, Поверхность модели смачивается раствором керосина и мазута. Затем засыпается просеянная облицовочная смесь и слоями засыпается наполнительная смесь, которая периодически уплотняется вручную. Далее опока переворачивается вместе с модельной плитой на 180 и устанавливается вторая половина модели. Устанавливается верхняя опока и процесс наполнения повторяется. Делаются наколы душником.
Далее модель извлекается из формы. Поверхности формы отделывают, поврежденные места исправляют. Устанавливают стержни и собирают форму.
Модель состоит из деревянной формы, повторяющую форму готовой отливки и литниковой системы. Литниковая система состоит: из воронки (для мелких отливок), предназначенной для приема струи металла; стояка – вертикального канала по которому течет расплавленный металл к другим элементам системы; питателей – каналов, передающих метал в полость формы, выпора, предназначенного для отвода газов из полости формы. В данном случае шлакоуловитель не применяется, т. к. он уже есть в устройстве индукционной печи.
Далее отливка охлаждается некоторое время вместе с формой. Затем она извлекается и форма разрушается, из отливки извлекают стержни, отделяются литники. Производится обрубка и очистка отливки ее первая термическая обработка. Отливка готова.
4.2 Изготовление стержней
Процесс изготовления стержней включает следующие операции: формовку сырого стержня, сушку, отделку и окраску сухого стержня.
При изготовлении стержней в ручную в разъемном стержневом ящике раздельно набивают половины стержневого ящика. Поверхности разъема смазывают клеем и обе половины ящиков соединяются друг с другом и металлической иглой делают вентиляционный канал. Затем стержень удаляют из стержневого ящика, устанавливают на сушильную плиту и отправляют в сушильную печь.
Сушка стержней производится при температурах 1500 – 2400 С в течение 2 –3 часов. Температура и время сушки зависят от применяемых крепителей, а также от размеров стержней. Кроме этого сушка стержней может осуществляться токами высокой частоты. После сушки стержни подвергают отделке и контролю. Изготовленные стержни должны обладать хорошей прочностью, высокой газопроницаемостью, огнеупорностью, податливостью, легкой выбиваемостью из отливок, низкой гидроскопичночстью и минимальной газотворной способностью. Для предотвращения пригара и улучшения чистоты поверхности отливок, стержни покрывают тонким слоем противопригарных материалов. Для сырых форм с этой целью пользуются припылами. В формах для чугунных отливок используется порошкообразный графит. Для сухих форм приготовляют противопригарные краски, представляющие собой водные суспензии тех же материалов: порошкообразного графита (чугунное литье).
5. Термическая обработка заготовки
Термическая обработка представляет собой совокупность операций нагрева, выдержки и охлаждения, проводимых в определенной последовательности с целью изменения внутреннего строения сплава и получения нужных свойств.
Для снятия литейных напряжений и стабилизации размеров чугунные отливки отжигают при температуре 5000 – 5700 С. В зависимости от размеров и формы отливки выдержка при температуре отжига составляет 3 – 10 часов. Охлаждение после отжига медленное, вместе с печью. После такой обработки механические свойства изменяются мало, а внутренние напряжения снижаются на 80 – 90%. Иногда для снятия напряжений в чугунных отливках применяют естественное старение чугуна – выдержка их на складе в течение 6 –10 месяцев. Такая выдержка снижает напряжения на 40 –50%.
В данном случае применяется отжиг при температуре 5000 – 5700 С в течение 3 – 5 часов и с последующим охлаждением с печью.
6. Механическая обработка
Механическая обработка представляет собой совокупность действий, направленных на обеспечение нужной формы и размеров заготовки путем снятия слоя металла, назначенного на припуски и напуски, режущим инструментами. При этом получают заданную точность и чистоту поверхности.
Первая операция представляет собой подготовку баз для дальнейшей обработки детали. Она осуществляется на токарном станке. На рисунке 6 представлена схема обработки на первой операции.
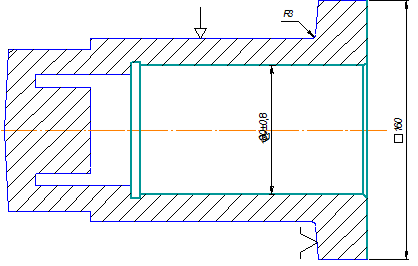
Рисунок 6 – Схема обработки на первой операции
На последующих операциях происходит обработка остальных поверхностей и доведение их до нужной шероховатости и требований по точности. Наружные поверхности и отверстие обрабатывают на токарных, фрезерных и расточных универсальных станках. Вначале получают отверстие, затем наружный и внутренний контур и доводят эти отверстия.
7. Доводка и контроль
Доводкой устраняются недостатки, возникающие в результате механической обработки: заусеницы, острые края. Доводка производится с помощью абразивного инструмента: наждачной бумаги различного номера и абразивным кругом.
После доводки все детали подвергают тщательному контролю. Выявленный брак отправляется на переплав.
Заключение
Таким образом, в данной курсовой работе был создан технологический процесс получения детали – стакан. Для заданных механических свойств был подобран соответствующий материал – чугун СЧ20, для заданной программы 500 штук в год – способ получения – литье в песчано-глинистые формы. Разработан чертеж отливки, учитывая припуски на механическую обработку, напуски, литейные уклоны и радиусы.