Технология получения масел и парафинов
СОДЕРЖАНИЕ: Процесс селективной очистки масляных дистиллятов. Комбинирование процессов очистки. Фракция 490 С величаевской нефти, очистка селективным методом. Характеристика продуктов процесса и их применение. Физико-химические основы процесса. Выбор растворителя.АСТРАХАНСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ
УНИВЕРСИТЕТ
Кафедра «Химическая технология топлива и углеродных материалов»
Селективная очистка масляных дистиллятов фенолом
Пояснительная записка
по курсу «Технология получения масел и парафинов»
Разработал студент гр. ХТ-51
Кочкин А.К.
Руководитель проекта Рамазанова А.Р.
Астрахань 2004
ВВЕДЕНИЕ
В настоящее время широкое применение получил процесс селективной очистки масляных дистиллятов.
В результате процесса селективной очистки из масляных дистиллятов извлекаются такие нежелательные компоненты, как непредельные углеводороды, серосодержащие и азотсодержащие, полициклические ароматические и нефтяно-ароматические соединения с короткими боковыми цепями, а также смолистые вещества. Улучшаются важные эксплуатационные свойства масел: стабильность против окисления и вязкостно-температурные свойства. Очищенный продукт имеет меньшие плотность, вязкость, кислотность и коксуемость по сравнению с исходным сырьём. Кроме того, повышается температура застывания, и полученный продукт менее интенсивно окрашен.
Селективную очистку проводят при помощи селективных растворителей. Таковыми являются фенол, фурфурол, N-метилпиролидон. Перспективами развития процесса селективной очистки являются:
* «Дуосол» - комбинированный процесс селективной очистки и деасфальтизации. Более эффективен и экономичен, за счёт отсутствия ступени регенерации пропана. В результате получают рафинат лучшего качества и с большим выходом по сравнению с отдельными процессами селективной очистки деасфальтизации.
* Комбинирование процессов гидроочистки и селективной очистки, что приводит к повышению глубины селективной очистки (гидроочистку проводят перед селективной).
* Перспективным направлением является и замена селективной очистки процесса гидрирования и гидрокрекинга.
В данном курсовом проекте предложено рассмотреть процесс селективной очистки фенолом фракции 490 С величаевской нефти.
1. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ПРОЦЕССА
1.1. ХАРАКТЕРИСТИКА СЫРЬЯ
В качестве сырья для установки селективной очистки в данном курсовом проекте предложена фракция 490 С величаевской нефти. Важнейшие физические свойства фракции 490 С приведены в следующей таблице:
Показатели качества сырья. ТАБЛИЦА 1.
| Плотность | 0,9032 |
| Вязкость при температуре 50 С, сСт | 76,80 |
| Вязкость при температуре 100 С, сСт | 25,43 |
| Индекс вязкости | 105 |
| Температура застывания, С | -15 |
| Температура вспышки, С | 290 |
| Содержание серы | 0,40 |
| Коксуемость | 8,11 |
| Показатель преломления | - |
| Выход на нефть | 17,8 |
1.2. ХАРАКТЕРИСТИКА ПРОДУКТОВ ПРОЦЕССА И ИХ ПРИМЕНЕНИЕ
В результате селективной очистки получают: РАФИНАТ – целевой продукт процесса.
Показатели качества рафината. ТАБЛИЦА 2.
| Плотность | 0,8860 |
| Вязкость при температуре 50 С, сСт | 14,45 |
| Вязкость при температуре 100 С, сСт | 4,17 |
| Индекс вязкости | 110 |
| Температура застывания, С | 0 |
| Содержание серы,% | - |
| Коксуемость | - |
| Выход на нефть, % | 13,5% |
| Выход на фракцию 490 С | 71% |
ЭКСТРАКТ – остаточный продукт, содержащий все нежелательные компоненты для получаемых масел. Плотность экстракта – 0,9189. молекулярная масса экстракта рассчитана по формуле Крега [3]:
М=15*44,29/1,03 - 15=377,8
1.3. ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ ПРОЦЕССА
Для очистки и разделения нефтяного сырья широко используют процессы, основанные на растворимости компонентов сырья в различных растворителях. Растворение веществ А в веществе В возможно лишь в том случае, когда межмолекулярные силы притяжения РАА и РВВ, осуществляющие связь между частицами чистых веществ А и В, преодолеваются силами, которые появляются при растворении этих веществ. Если РАА и РВВ значительно больше РАВ, то молекулярного распределения не происходит, т.е. данные вещества не растворимы друг в друге. Таким образом, для растворения одного вещества в другом необходимо достаточно сильное притяжение между молекулами растворяемого вещества и растворителя.
Межмолекулярное взаимодействие обусловлено силами Ван-дер-Ваальса. Различают две группы межмолекулярных сил. К первой группе относят неспецифичные и ненасыщаемые силы, т.е. ориентационные, индукционные и дисперсионные; ко второй группе – направленные, специфические и насыщенные силы, т.е. силы, вызывающие образование водородных связей перенос заряда.
Ориентационные силы обусловлены электростатическим взаимодействием молекул, обладающих вследствие несимметричного распределения зарядов постоянным дипольным моментом. Вокруг полярных молекул образуется электрическое поле, в котором молекулы ориентируются относительно руг друга, что приводит к их притяжению и образованию гомогенного раствора. Ориентационные силы тем больше, чем больше дипольные моменты взаимодействующих молекул. Тепловое движение молекул нарушает их взаимную ориентацию, поэтому ориентационное взаимодействие является функцией температуры. При использовании полярных растворителей для очистки и разделения нефтяного сырья ориентационные силы взаимодействия проявляются главным образом при растворении не углеводородных компонентов сырья в полярных растворителях.
Индукционные силы. При растворении двух веществ, одно из которых полярное, а другое неполярное, электрический диполь молекулы с постоянным дипольным моментом может вызвать в неполярной молекулы сдвиг электронной плотности, ведущий к образованию индуцированного диполя. Величина индуцированного диполя определяется силой электрического поля Е полярной молекулы.
Под поляризуемостью понимается склонность неполярных молекул деформироваться под действием внешнего силового поля. Поляризуемость связана с внутренним сопротивлением молекул к изменению структуры, поэтому практически не зависят от температуры. Компоненты нефтяного сырья являются неполярными веществами, при растворении их в полярных растворителях индукционные силы играют значительную роль.
Дисперсионные силы. Несмотря на симметричное распределение зарядов в неполярных молекулах электроны неполярной молекулы А в любой момент могут организовать такую конфигурацию, в результате которой молекула приобретает мгновенный дипольный момент. Этот дипольный момент поляризует другую неполярную молекулу В, что приводит к взаимному притяжению молекул А и В. В результате непрерывного возникновения кратковременных диполей и их согласованной ориентации действие дисперсионных сил постоянно возобновляется. Дисперсионное взаимодействие не зависит от температуры и проявляется при любой температуре и при взаимодействии не только неполярных, но и полярных молекул.
На дисперсионное взаимодействие приходится главная часть сил притяжения многих полярных молекул с большей поляризуемостью. Следовательно, на растворение любых компонентов нефтяного сырья в растворителе любой природы преобладающее влияние оказывают дисперсионные силы.
Водородная связь. Соединения, в молекулах которых атом водорода связан с электроотрицательным атомом Х (О, Р, М, СI), сильно ассоциированы; это привело к представлению, что в таких соединениях действуют особые межмолекулярные силы. Водородная связь, возникающая между двумя одинаковыми или различными молекулами, называется межмолекулярной, а между двумя группами одной и той же молекулы – внутримолекулярной. Водородные связи много слабее обычных ковалентных связей, но много прочнее ван-дер-ваальсовых сил притяжения между молекулами. Энергия водородных связей обычно составляет 8-30 кДж/моль и более. Образование водородной связи наиболее вероятно при пониженных температурах; с повышением температуры водородные связи рвутся вследствие усиления теплового движения молекул.
Взаимодействие с переносом зарядов. Межмолекулярные силы, связанные с переносом заряда, возникают при взаимодействии между донорами электронов, имеющими низкую энергию ионизации, и акцепторами электронов, обладающими большим сродством к электрону.
При растворении компонентов нефтяного сырья в растворителях могут в той или иной степени проявляться все составляющие сил межмолекулярного взаимодействия. Очевидно, с повышением температуры роль ориентационного взаимодействия и водородных связей снижается, роль дисперсионных сил возрастает. По способности растворять углеводороды органические и некоторые неорганические растворители можно распределить на две группы. К первой группе относятся растворители, при обычной температуре смешивающиеся с жидкими компонентами сырья практически во всех отношениях; растворимость твердых компонентов в них подчиняется общей теории растворимости твердых веществ в жидких. Такими растворителями являются, например, неполярные соединения –т низкомолекулярные жидкие и сжиженные углеводороды парафинового ряда, а также соединения с очень небольшим дипольным моментом – четыреххлористый углерод, этиловый эфир, хлороформ и т.д.
Растворители второй группы являются полярными органическими соединениями с высоким дипольным моментом: фенол, фурфурол, крезолы, алифатические кетоны, диэтиленгликоль и др. Растворимость компонентов нефтяного сырья в этих растворителях зависит от их соотношения и температуры, т.е. подчиняется закономерностям, проявляющимися при растворении веществ с ограниченной взаимной смешиваемостью. Растворители, проявляющие разную растворяющую способность по отношению к различным компонентам нефтяного сырья, называют селективными (избирательными) растворителями.
1.4. ВЫБОР РАСТВОРИТЕЛЯ
В качестве избирательных растворителей для очистки нефтяных фракций испытано много соединений, однако, лишь немногие из них нашли практическое применение, так как растворители для данного процесса должны:
* обладать высокими избирательностью и растворяющей способностью по отношению к извлекаемым компонентам сырья при умеренных температурах, способствующих интенсивному контакту сырья с растворителем;
* плохо растворяться в смеси желательных компонентов; иметь плотность, отличающуюся от плотности сырья, для быстрого и четкого разделения фаз;
* обладать умеренной температурой кипения, отличающейся от температуры кипения сырья, что весьма важно при регенерации растворителя из образующихся фаз;
* быть химически и термически стабильным, т.е. не изменять своих свойств при эксплуатации и хранении;
* химически не взаимодействовать с компонентами очищаемого сырья;
* плохо растворяться в воде и растворять воду, не образовывать с ней азеотропных смесей;
* не вызывать коррозии аппаратуры, быть нетоксичными, неядовитыми, взрыво- и пожаробезопасными, дешевыми и недефицитными.
Практически ни один из испытанных и используемых в промышленности растворителей перечисленным требованиям полностью не отвечает. Предпочтение отдается растворителям, которые удовлетворяют большинству упомянутых требований. На современных установках селективной очистки нефтяного сырья в качестве растворителей в основном применяют фенол и фурфурол, а также парный растворитель – смесь фенола и крезола с пропаном.
Преимуществом фенола перед фурфуролом является его большая растворяющая способность в отношении полициклических ароматических углеводородов, смол и серосодержащих соединений, что особенно важно при очистке высококипящих фракций и остатков. Кратность фенола к сырью обычно меньше, чем фурфурола. Однако фенол несколько уступает фурфуролу по избирательности, в результате при равном расходе растворителя на очистку одного и того же сырья выход рафината фурфурольной очистки обычно выше, чем фенольной. Для очистки масляных фракций и деасфальтизатов из сернистой нефти используют преимущественно фенол, фурфурол более эффективен в тех случаях, когда из-за низких критических температур растворения с сырьем нельзя использовать сухой фенол, т.е. для низкокипящих фракций и фракций, обогащенных ароматическими углеводородами. Парный растворитель, т.е. смесь фенола и крезола с пропаном (селекто), используют в так называемом дуосолпроцессе, где одновременно осуществляются процессы деасфальтизации и селективной очистки. В качестве растворителя для селективной очистки используется N-метипирролидон, характеризующийся термической гидролитической стабильностью, низкими температурами застывания ( - 24 С) и кипения (206 С); он коррозионно не агрессивен, нетоксичен, обладает высокой растворяющей способностью в отношении ароматических углеводородов и высокой избирательностью. Однако масла после очистки N - метилпирролидоном несколько уступают маслам фенольной очистки по индексу вязкости и термической стабильности.
При выборе растворителя для очистки конкретного сырья учитывают результаты предварительных исследований, позволяющие установить примерные выход и качество получаемых продуктов, а также технико-экономические показатели процесса.
Характеристика растворителя.
Фенол представляет собой бесцветные кристаллы с характерным запахом. На воздухе и на свету фенол окрашивается сначала в розовый, а затем в красный цвет. В настоящее время фенол в основном получают из изопропилбензола путем окисления его кислородом воздуха и разложения образующейся гидроперекиси:
Фенол получают также при щелочном гидролизе каменноугольных смол другими методами. Ниже приведены его основные физико-химические свойства:
* Молекулярная масса 94,11
* Плотность при 25 С 1071
* Показатель преломления 1,54247
* Температура, С
* кипения 181,2
* плавления 40,97
* вспышки 79,0
* Вязкость кинематическая при 45 С, сСт 3,8
* Теплота, кДж/кг
* испарения при 181,2 С 446,2
* плавления при 40,97 С 121,6
* Теплоемкость при 45 С, кДж/кг 2,1
Фенол токсичен: отравление возможно парами, и мельчайшими кристаллами фенола, образующими при конденсации его паров на холодном воздухе. Предельно допустимая концентрация его в воздухе 0,005 мг/л. Попадание фенола на кожу вызывает ожог. Фенол легко растворим в спирте, серном эфире, бензоле и других растворителях. С водой фенол образует две несмешивающиеся жидкости – растворы фенола в воде и воды в феноле. Данные о взаимной растворимости фенола и воды при разных температурах приведены ниже:
Фенол хорошо растворяет ароматические углеводороды с короткими боковыми цепями, особенно полициклические, и смолы, молекулы которых обогащены ароматическими циклами. Азотсодержащие соединения полностью переходят в экстракт. В зависимости от качества сырья и условий очистки содержание серы в результате очистки фенолом снижается на 30-50%. Вследствие высокой растворяющей способности фенола КТР его смесей с сырьем довольно низки, что затрудняет его применение при очистке маловязких масляных дистиллятов, так как низкая температура экстракции лимитируется высокой температурой кристаллизации фенола.
1.5. ВЛИЯНИЕ ОСНОВНЫХ ФАКТОРОВ НА ПРОЦЕСС
Главнейшими факторами, определяющими эффективность процесса, являются температура и кратность растворителя к сырью; в свою очередь эти факторы зависят от характера очищаемого сырья и требований к качеству очищенного продукта.
При очистке нефтяного сырья избирательными растворителями необходимо поддерживать такую температуру экстракции, при которой система состоит из двух фаз – рафинатного раствора, содержащего очищенный продукт (рафинат) и сравнительно небольшую часть растворителя, и экстрактного раствора, состоящего в основном из растворителя и растворенных в нем нежелательных компонентов (экстракта).
Это условие выполнимо при температурах очистки ниже КТР данного сырья в данном растворителе; таким образом, верхним температурным пределом очистки является КТР сырья в данном растворителе. Для масляных дистиллятов одной и той же нефти установлено следующее:
чем больше в данном дистилляте ароматических углеводородов, тем ниже его КТР;
чем выше пределы выкипания дистиллята из одной и той же нефти, тем
выше его КТР;
рафинат имеет более высокую КТР, чем исходный дистиллят, и чем
глубже очищен последний, тем больше разница между КТР рафината
и сырья.
Низкокипящие дистилляты, особенно вторичного происхождения (например, фракция газойля каталитического крекинга), могут иметь такую низкую КТР в данном растворителе, что смесь необходимо охлаждать для образования двухфазной системы или понижать растворяющую способность растворителя добавлением к нему антирастворителя, чтобы повысить КТР смеси. Очистку нефтяного сырья необходимо проводить при оптимальной температуре (или интервале температур), когда достигаются лучшие показатели по избирательности и растворяющей способности растворителя, т.е. достаточно высокий выход рафината заданных качеств. Эта температура различна для разных растворителей и очищаемого сырья и до настоящего момента определяется в каждом конкретном случае экспериментально.
С повышением температуры очистки выход рафината неуклонно понижается, его индекс вязкости в начале повышается, а затем также понижается. Максимумом индекса вязкости определяется оптимальная температура очистки, выше которой наряду со значительным возрастанием растворяющей способности растворителя резко снижается его избирательность в отношении нежелательных компонентов очищаемого сырья, что приводит к ухудшению качества очищенного продукта. Выход и качество рафината зависят также от кратности растворителя к сырью. Для одного и того же вида сырья и при неизменной температуре очистки с увеличением кратности растворителя к сырью снижается выход рафината и повышается его качество.
Расход растворителя на очистку обусловлен его свойствами, требованиями к качеству рафината, фракционным и химическим составом сырья и способом экстракции. На очистку одного и того же сырья для получения равного выхода рафината расход растворителя тем выше, чем меньше его растворяющая способность. Для получения рафината более высоких качеств очистку необходимо проводить при более высоком расходе растворителя. При выборе кратности растворителя необходимо учитывать также, что чрезмерный его расход может привести не только к уменьшению выхода рафината, и в некоторых случаях – ухудшению его качества, но и к снижению производительности установки по сырью.
Выход и качество рафината зависят и от химического состава сырья. Так, при очистке сырья из высокоароматизированных смолистых нефтей, масляные фракции которых содержат небольшое количество малоциклических углеводородов с длинными боковыми цепями, выход рафината высокого качества невелик.
Желательно степень очистки нефтяного сырья и выход рафината помимо оптимальных расходы растворителя и температуры очистки достигаются также применением наиболее совершенных методов экстракции. На современных промышленных установках селективную очистку осуществляют методом непрерывной противоточной экстракции. Преимущество его перед другими методами(однократным и многократным периодическими) заключаются в простоте аппаратурного оформления, меньшем расходом растворителя при большем выходе рафината несколько лучшего качества. При экстрагировании методом противотока очищаемый продукт по мере непрерывного движения навстречу растворителю все в большей степени освобождается от нежелательных компонентов, извлекаемых растворителем. Так при этом КТР очищаемого сырья все время повышается, то для доизвлечения остающихся в рафинате нежелательных компонентов необходима более высокая температура экстракции. С этой целью создают разность между температурами растворителя и очищаемого сырья, входящих в систему экстракции, которую называют температурным градиентом экстракции. Температурный градиент экстракции неодинаков при использовании различных растворителей и сырья; устанавливают его экспериментально.
Зона наибольшей температуры в системе экстракции находится в месте ввода в систему растворителя, наименьшей – на выходе экстрактного раствора, т.е. существует неравенство: температура ввода растворителя температура вывода рафинатного раствора температура ввода сырья температура вывода экстрактного раствора. При соприкосновении более холодного экстрактного раствора с более горячим рафинатным раствором между ними происходит обмен тепла, что нарушает существующее между ними ранее равновесие и усиливает переход компонентов из одного раствора в другой. Вследствие меньшей растворимости в первую очередь из экстрактного раствора выделяются желательные компоненты.
Выделение компонентов (рециркулята) из экстрактного раствора в результате межфазового обмена – один из важных факторов повышения эффективности очистки нефтяного сырья избирательными растворителями. Чем больше температурный градиент экстракции, тем больше рециркулята образуется в процессе экстракции, однако при чрезмерном увеличении температурного градиента нарушается нормальная работа экстракционной системы, Выделение рециркулята способствует снижению потерь ценных компонентов с экстрактным раствором и, следовательно, увеличению выхода рафината. Вовлечение желательных компонентов в экстрактную фазу обусловлено в первую очередь растворяющей способностью растворителя. Растворитель с высокой растворяющей способностью увлекает в экстрактный раствор больше ценных компонентов, очищаемого сырья, чем растворитель с низкими растворяющими свойствами. При очистке фенолом, имеющим относительно высокую растворяющую способность, потери ценных компонентов несколько выше, чем при очистке фурфуролом. На некоторых установках из экстрактного раствора получают вторичный рафинат с увлеченными желательными компонентами масла. По качеству вторичный рафинат отличается от рафината, выходящего из системы очистки. Поэтому после выделения из экстрактного раствора этот рафинат смешивают с исходным очищаемым сырьем для повышения содержания в нем ценных компонентов или выводят из системы как самостоятельный продукт процесса. Оптимальные условия селективной очистки пока выбирают экспериментально, но уже ведутся работы по применению научных методов оптимизации промышленных процессов, что позволяет получить надежные данные и сократить сроки экспериментов.
1.6. ОБОСНОВАНИЕ ВЫБОРА ТЕХНОЛОГИЧЕСКОЙ СХЕМЫ И ЕЕ ОПИСАНИЕ
При использовании выбранной технологической схемы выполняются следующие основные требования:
Высокий выход рафината с высоким индексом вязкости;
Простота и компактность установки;
Гибкость технологической схемы, обеспечивающего переработку сырья различного качества;
Максимальная утилизация тепла;
Предотвращение загрязнения окружающей среды.
2. ТЕХНОЛОГИЧЕСКИЙ РАСЧЕТ УСТАНОВКИ
2.1. РАСЧЕТ ЭКСТРАЦИОННОЙ КОЛОННЫ
Производительность установки = 430000 тонн в год = 52696,1 кг/ч
Время работы за год = 8000 часов 20 сырья = 0,8918
Кратность сырье: фенол = 1: 2 по массе
Материальный баланс. Таблица 3.
Взято |
Массовых частей: |
% масс. От смеси |
Кг/ч |
| Сырье | 100,0 | 32,26 | 52696,1 |
| Фенол | 200,0 | 64,52 | 105392,2 |
Фенольная вода: |
7,0 | 3,22 | 3688,72 |
| Фенол | 0,6 | 0,32 | 316,18 |
| Вода | 6,4 | 2,9 | 3372,55 |
| Итого: | 307,0 | 100,0 | 161776,96 |
| Получено: | |||
Рафинатный раствор: |
92,0 | 100 | 48085,27 |
| Рафинат | 73,0 | 80,0 | 38468,14 |
| Фенол | 18,0 | 20,0 | 9617,03 |
Экстрактный раствор: |
215,0 | 100,0 | 113691,69 |
| Экстракт | 27,0 | 13,11 | 14227,96 |
| Фенол | 180,0 | 82,82 | 95221,87 |
| Вода | 8,0 | 4,07 | 4242,03 |
| Итого: | 307,0 | 161776,96 |
Тепловой баланс. Таблица 4.
Поступает: |
G, кг/ч |
20, кг/м^3 |
T, С |
q, кДж/кг |
Q, кДж/ч |
| Сырье | 52696,1 | 0,8918 | 55 | 105,2 | 5543629,72 |
| Фенол | 105392,2 | 1,071 | 78 | 145,8 | 15366182,76 |
Фенольная вода: |
|||||
| Фенол | 316,17 | 1,0171 | 50 | 92,3 | 29183,04 |
| Вода | 3372,55 | 1,0000 | 50 | 92,3 | 311286,36 |
| Итого: | 161776,96 | 21250281,88 | |||
| Выходит: | |||||
Рафинатный раствор: |
0,9033 | 70 | |||
| Рафинат | 38468,14 | 0,8693 | 70 | 137,3 | 5281675,62 |
| Фенол | 9617,03 | 1,017 | 70 | 130,3 | 1253099,01 |
Экстрактный раствор: |
55 | ||||
| Экстракт | 14227,94 | 0,9189 | 55 | 102,4 | 1456941,05 |
| Фенол | 95221,87 | 1,071 | 55 | 99,8 | 9503142,63 |
| Вода | 4242,03 | 1,000 | 55 | 99,8 | 423354,59 |
Циркуляционное Орошение |
3332068,98 | ||||
Итого: |
161776,96 | 17918212,9 |
Циркуляционное орошение = Qпр - Qух = 3332068,98 кДж/ч
Расчет конструктивных параметров экстракционной колонны
Gр + Gф раф. р-ра = - --------------------- - = 903,3 кг/м^3
Gр/р + Gф/ф Gр + Gф + Gэ
экстр. р-ра = - --------------------- - = 952,6 кг/м^3
Gр/р + Gф/ф + Gэ/ э
где Gр и р – расход и плотность рафината;
Gэ и э – расход и плотность экстрака;
Gф и ф – расход и плотность фенола;
Gв и в – расход и плотность воды.
Vраф. р-ра = 53,23 м^3/ч
Vэкстр. р-ра = 119,35 м^3/ч
Vсмеси = Vраф. р-ра + Vэкстр. р-ра = 172,58 м^3/ч
Примем скорость движения потоков W = 10м^3/м^2, тогда площадь сечения колонны:
Vсмеси
F = - ---------------- - = 17,268 м^3
W
Определяем диаметр колонны:
D = 4*F/ = 4,68 м, примем D = 4,7м и число тарелок n = 20
Высота колонны складывается из:
высоты верхнего днища h1 = 0.2*D =0,94 м
высоты зоны отстоя раствора рафината h2 = Vраф. р-ра/ F = 3,08 м
высоты контактной зоны h3 = 0,5*(n – 1) = 9,5 м
высоты зоны отстоя раствора экстракта h4 = Vэкстр. р-ра/ F = 6,9 м
высоты мантии h5 = 1 м
H = h1 + h2 + h3 + h4 + h5 = 21,42 м
2.2. РАСЧЕТ СУШИЛЬНОЙ КОЛОННЫ БЛОКА РЕГЕНЕРАЦИИ ЭКСТРАКТНОГО РАСТВОРА
В колонне происходит отгон воды, содержащийся в экстрактном растворе.
Материальный баланс колонны. Таблица 5
Взято |
% масс. От смеси |
Кг/ч |
Экстрактный раствор: |
100,0 | 113693,84 |
| Экстракт | 13,11 | 14227,94 |
| Вода | 4,07 | 4242,03 |
Фенол |
82,82 |
95221,97 |
| Получено: | ||
1. Азеотропная смесь: |
100,0 | 5116,22 |
| Фенол | 9,0 | 460,46 |
| Вода | 91,0 | 4655,76 |
| 2. Остаток: | 100,0 | 108577,62 |
| Экстракт | 7,28 | 7904,45 |
| Фенол | 92,72 | 100673,17 |
1. С верхней части колонны выходит азеотропная смесь, которая имеет следующий состав:
Фенол 9% масс.
Вода 91% масс.
Ткип = 98 С при давлении Р = 101 кПа
Следовательно параметры верхней части колонны: Тв =98 С; Рв = 101 кПа
2. Давление внизу колонны зависит от количества тарелок в колонне.
Примем n = 24 и перепад давления на каждой тарелке р = 2,5 кПа, тогда
Рн = Рв + р*n = 161 кПа
3. Температура низа колонны Мэкст = 377,8 г/моль, Мф = 94 г/моль
nф = w/М = 92,72/94 = 0,981
nэкстр = w/М = 7,28/377,8 = 0,019
N = nф + nэкстр = 0.981 + 0.019 = 1,0
’ф = nф/N = 0,981
’экстр = nэкстр/N = 0,019
Рн = рф* ’ф + рэкстр* ’экстр
Так как экстракт очень тяжелый, то будем считать, что он не испаряется и поэтому считаем рэкстр 0.
Рн = рф* ’ф = 161 кПа, зная ’ф находим рф = 164 кПа
Этому давлению насыщенного пара фенола соответствует t = 200С
Тепловой баланс Таблица 4
Поступает: |
G, кг/ч |
20, кг/м^3 |
T, С |
q, кДж/кг |
Q, кДж/ч |
| Экстракт | 14227,94 | 0,9189 | 130 | 258,8 | 3682190,87 |
| Вода | 4242,03 | 1,00 | 130 | 262,3 | 1112684,47 |
| Фенол | 35221,87 | 3,071 | 130 | 262,3 | 24976696,5 |
| Хол. орошение | 1087,5 | 50 | 102,66 | 111642,75 | |
| Цирк. орошение | 24905453,21 | ||||
| Итого: | 29883214,59 | ||||
| Выходит: | |||||
1. Азеотропная смесь: |
|||||
| Вода | 4655,76 | 1,0 | 98 | 185,7 | 864574,63 |
| Фенол | 460,46 | 1,071 | 98 | 185,7 | 85507,422 |
| 2. Остаток: | |||||
| Экстракт | 7904,45 | 0,9189 | 200 | 258,8 | 2045671,66 |
| Фенол | 10673,17 | 1,071 | 200 | 195,7 | 1982007,67 |
Итого: |
4977761,38 |
* - при 15С
** - плотность паров.
Циркуляционное орошение = Qпр - Qух = 84905453,21 кДж/ч
Диаметр колонны D=4 м
Высота колонны Н складывается из высоты:
высоты верхнего днища h1 = 0,2*D =0,8 м
высоты рабочей зоны h2 = 0,5*(n – 1) = 11,5 м
высоты нижнего днища h3 = 0,2*D = 0,8 м
H = h1 + h2 + h3 = 12,14 м
2.3. РАСЧЕТ ТЕПЛООБМЕННИКА
Теплообменник нагрева сырья экстрактом, выходящим из экстрактной отпарной колонны 22 (см. схему), имеющим tн2 = 300С. Температура сырья на входе в теплообменник tн1 = 25С, а на выходе tк1 = 90С
Плотность сырья 15 =0,931 Плотность экстракта 15 =0,9569
Энтальпия сырья при температуре выхода из теплообменника qк1 =174,0 кДж/кг
Энтальпия сырья при температуре ввода в теплообменник qн1 = 57,2 кДж/кг
Энтальпия экстракта при температуре ввода в теплообменник qн2= 675,9 кДж/кг
Найдем температуру экстракта на выходе из теплообменника tк2:
Q = Gэ*(qн2 – qк2) = Gс*(qк1 – qн1)
Gс = 52696,1 кг/ч Gэ = 14227,94 кг/ч
14227,94*(675,9 - qк2) = 52696,1*(1740,0 - 57,2)
Решив это уравнение находим энтальпию потока экстракта на выходе из теплообменника qк2 = 243,31 кДж/кг и соответствующая ей tк2 = 128С
Средний перепад температур:
300С 118С tб = 210С
90С 25С tм = 109С
Отношение tб/tм = 210/109 = 1,9 2, значит
tб + tм
ср = - ------------------ - = 159,5С
Поверхность теплообмена F:
F = Q/ K* ср = 643,145 м^2
где Q = 52696,1*(174,0 – 57,2) = 6154904,5 кДж/кг – количество тепла, предаваемое экстрактом потоку сырья; К =60 – коэф. Теплопередачи.
Выбираем кожухотрубчатый теплообменник ТК по ГОСТ 14246-79
F = 693 м^2; Lтруб = 6000 мм; Dтруб =20 мм; Число ходов по трубам 4.
2.4. РАСЧЕТ ТРУБЧАТОЙ ПЕЧИ
Определяем характерный состав топлива:
| %об | М | %об*М | %мас | |
| СН4 | 98 | 16 | 1568 | 95,87 |
| С2Н6 | 0,3 | 30 | 9 | 0,55 |
| С3Н8 | 0,2 | 44 | 8,8 | 0,54 |
| нС4Н10 | 0,1 | 58 | 5,8 | 0,35 |
| СО2 | 0,3 | 44 | 13,2 | 0,81 |
| N2 | 1,1 | 28 | 30,8 | 1,88 |
сумма |
100 | 220 | 1635,6 | 100 |
Определяем низшую теплоту сгорания топлива (в кДж/м^3) по формуле: Qр
Qр = 360,33*СН4 + 631,8*С2Н6 + 913,8*С3Н8 + 1195*нС4Н10
где СН4, С2Н6 – содержание компонентов в топливе,% об:
Qр = 35501,89 кДж/м^3
о = 0,8 кг/м^3
Qр = 44180,13 кДж/кг
Определяем элементарный состав топлива в массовых процентах:
Содержание углерода = 73,29%масс
Содержание водорода = 24,24%масс
Содержание кислорода = 0,59%масс
Содержание азота = 1,88%масс
Проверка С + Н + О + N = 100%масс
Определяем теоретическое количество воздуха, необходимое для сжигания 1 кг воздуха: Lо
Lо = (0,0267*С + 0,08*Н + 0,01*(S – О)) /0,23
Lо = 16,91 кг/кг
Принимаем коэффициент избытка воздуха а = 1,05
Определяем действительное количество воздуха: Lд
Lд = а* Lо
Lд = 17,76 кг/кг
Определяем действительное количество продуктов сгорания, образующихся при сжигании 1 кг топлива:
mСО2 = 0,0367*С
mН2О = 0,09*Н
mО2 = 0,23*Lо*(а – 1)
mN2 = 0,77* Lо*а + 0,01*N
количество СО2, образующееся при сгорании 1 кг топлива: 2,69 кг/кг
количество Н2О, образующееся при сгорании 1 кг топлива: 2,18 кг/кг
количество О2, образующееся при сгорании 1 кг топлива: 0,19 кг/кг
количество N2, образующееся при сгорании 1 кг топлива: 13,69 кг/кг
Определяем количество продуктов сгорания: dm
dm = 18.76 кг/кг
Проверка dm = 1 + а*Lо dm = 18,76 кг/кг
Находим объемное количество продуктов сгорания (в м^3) на 1кг топлива (при нормальных условиях):
V СО2 = 1,37 м^3/кг
V Н2О = 2,71 м^3/кг
V О2 = 0,14 м^3/кг
VN2 = 10,95 м^3/кг
Определяем суммарный объем продуктов сгорания:
dV = 15,71 м^3/кг
Определяем плотность продуктов сгорания при 273 К и 0,1*10^5 Па:
о = 1,24 кг/ м^3
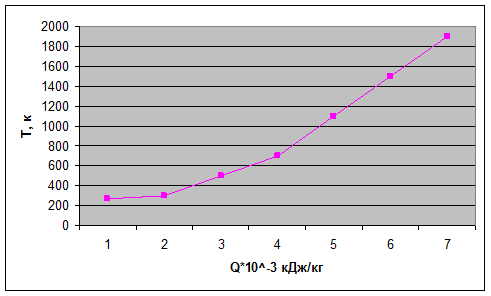
Определяем энтальпию продуктов сгорания на 1 кг топлива при различных температурах:
| Qт*10^-3 | 0 | 0,57 | 4,88 | 9,64 | 19,52 | 29,97 | 40,77 |
| Т, К | 273 | 300 | 500 | 700 | 1100 | 1500 | 1900 |
| Qт, кДж/кг | 0 | 566,81 | 4579,67 | 9643,27 | 19517,8 | 29949,3 | 40767,8 |
По данным этой таблицы строим график Q – T.
График зависимости температура - энтальпия
К.П.Д. печи, ее тепловая нагрузка и расхода топлива:
Потери тепла в окружающую среду в долях от Qн: 0,06
Температура дымовых газов, покидающих конвекционную камеру печи, Тух: 623 К
Энтальпия уходящих дымовых газов, qух: 8582,51 кДж/кг
Потери тепла с уходящими дымовыми газами в долях от Qн: 0, 19426
КПД печи: 0,74574
Массовая доля отгона сырья на выходе из печи, еп: 0,63
Температура сырья на выходе из печи, Твых: 573 К
Температура сырья на входе в печь, Твых: 433 К
Относительная плотность сырья (20): 0,9189
Относительная плотность сырья (15): 0,92271
qж = (4,187/(20^1/2)) *(0.403*t + 0.000405*t^2), кДж/кг
qп = (129,58 + 0,134*Т + 0,00059*Т^2) *(4 - 15) – 308,99), кДж/кг
энтальпия паровой фазы сырья, qп: 922,161 кДж/кг
энтальпия жидкой фазы сырья, qж: 685,863 кДж/кг
энтальпия сырья на входе в печь, qвх: 326,25 кДж/кг
производительность печи по сырью, Gон: 139726 кг/ч
полезное тепло печи, Qпол: 7,1Е + 07 кДж/ч; или Q’пол: 19735,6 кВт
полная тепловая нагрузка печи, Qm: 9,5Е + 07; или Q’m: 26464,5 кВт
часовой расход топлива, В: 2156,45 кг/ч; или В’: 2683,58 м^3/ч
Поверхность нагрева радиантных труб и размеры камеры радиации:
температура дымовых газов на выходе из камеры радиации, Тп: 1023 К
по графику Q – T находим qТп: 18151,6 кДж/кг
потеря тепла в топке: 0,04
коэффициент эффективности,
кпд топки: 0,96
количество тепла переданного сырью в камере радиации, Qр: 5,2Е + 07 кДж/ч
или Q’р: 14532,9 кВт
теплонапряжение радиантных труб qр: 35 кВт/м^2
поверхность нагрева радиантных труб Нр: 415,225 м^2
Выбираем трубчатую печь типа ВС
ВЫВОДЫ
В ходе курсового проектирования по курсу «Технология получения масел и парафинов» была рассмотрена установка селективной очистки масляных дистиллятов фенолом фракции 490С Величаевской нефти производительностью 430 тыс. тонн в год. Произведен технологический расчет следующих аппаратов:
- экстракционная колонна, количество тарелок 20; диаметр 4,7м;
общая высота 21,42 м
- сушильная колонна, количество тарелок 24; диаметр 4м;
общая высота 12,14 м
- теплообменник, поверхность теплообмена 693 м^2;
число ходов по трубам 4; диаметр труб 20 мм
- трубчатая печь, расход топлива 2683,58 м^3/ч;
производительность 139726 кг/ч
ЛИТЕРАТУРА
1. Черножуков Н.И. Технология переработки нефти и газа. Ч-3, И-6. Под редакцией Н.А. Гуреева, Б.И. Бондаренко. – М: Химия, 1978г.
2. Казакова Л.П. Крейн С.Э. Физико–химические основы производства нефтяных масел. - М: Химия, 1978г.
3. Сарданашвили А.Г. Львов А.И. Примеры и задачи по технологии переработки нефти и газа. И-2. Пер. и доп. - М: Химия, 1980г.
4. Нефти СССР. Справочник – М: Химия.
5. Справочник нефтепереработчика. Под редакцией Г.А. Ластовкин, Г.А. Радченко, М.Г. Рудина. – Л: Химия, 1986г
6. Кузнецов А.А. Кагерманов С.М. Судаков Е.Н. Расчеты процессов и аппаратов нефтеперерабатывающей промышленности. – М: Химия, 1974г.
Приложение
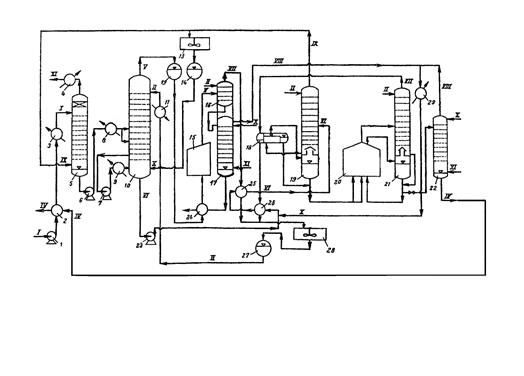
Технологическая схема типовой установки селективной очистки масляного сырья фенолом.
Фракция нефти более 490 С насосом 1 прокачивается через теплообменники 2, где нагревается горячим экстрактом до температуры около 90 С, и паровой подогреватель 3 и с температурой 110 – 115 С подается на верхнюю тарелку абсорбера 5. Подача сырья регулируется в зависимости от уровня жидкости в абсорбере регулятором расхода, клапан которого установлен на выходе насоса 1. Вниз абсорбера поступают пары азеотропной смеси. Сырье стекает по тарелкам абсорбера и, встречаясь с поднимающимися навстречу сырью парами, поглощает фенол. Пары воды сверху абсорбера выводятся в конденсатор-холодильник 4, конденсат собирается в приемнике, откуда направляется на производство перегретого водяного пара.
Сырье с абсорбированным в нем фенолом забирается снизу абсорбера насосом 6, охлаждается в холодильнике 8 до требуемой температуры и вводится в среднюю часть Экстракционной колонны 10. Наверх этой колонны из приемника 27 подается фенол предварительно нагретый в паровом подогревателе 11. Для снижения растворяющей способности фенола в нижнюю часть колонны 10 из емкости 14 предусмотрена подача фенольной воды.
Для равномерного распределения потоков по сечению колонны жидкости вводят в колонну через маточники. Температура растворов в верхней и средней частях колонны регулируется нагревом сырья и фенола. Необходимая температура низа колонны регулируется, главным образом, циркуляцией части экстрактного раствора насосом 7 через холодильники 9. В экстракционной колонне образуется два слоя: рафинатный и экстрактный. Независимо от качества очищаемого сырья уровень раздела фаз поддерживается в колонне при помощи дифманометрического или электрического уровнемера немного выше распределителя сырья.
Рафинатный раствор, содержащий до 20% фенола, сверху колонны 10 поступает в промежуточный приемник 12, откуда направляется в секцию регенерации растворителя. Экстрактный раствор, содержащий фенол, экстракт и практически всю вводимую в колонну воду, поступает снизу колонны 10 на прием насоса 23, при помощи которого он подается в секцию регенерации растворителя.
Ренегерация растворителя из рафинатного раствора.
Рафинатный раствор из приемника 12 через теплообменники 24, где нагревается отходящим с установки рафинатом, поступает в змеевики трубчатой печи 15. С температурой 260-290 С парожидкостная смесь поступает в среднюю часть испарительной рафинатной колонны 16. Из нее основная масса фенола уходит в виде паров. Для предотвращения уноса рафината с парами фенола и более четкого отделения от рафината колонна оборудована колпачковыми тарелками (6-7штук). В качестве орошения в колонну 16 подается фенол. Давление в колонне 16 составляет 0,13-0,16 МПа (1,3-1,6 кгс/см ). Пары фенола сверху этой колонны конденсируются и охлаждаются в теплообменнике 25 и воздушном холодильнике 28; конденсат поступает в приемник безводного фенола 27.
Раствор рафината с небольшим содержанием фенола (2-3%) перетекает в отпарную колонну 17, где остатки фенола отгоняются острым паром, подаваемым вниз колонны. Пары воды и фенола сверху колонны 17 поступают в конденсатор 29, конденсат вместе с экстрактным раствором направляется в сушильную камеру 17 откачивается через теплообменник 24 и концевой холодильник в резервуарный парк.
Ренегерация растворителя из экстракционного раствора.
Экстрактный раствор отводится насосом 23 из колонны 10, прокачивается через теплообменник 26, обогреваемый конденсатом паров фенола из колонны 21, теплообменник 25, где нагрев осуществляется теплом конденсации паров фенола из колонны 16, и с температурой 120-130 С поступает в сушильную камеру 19. В этой колонне экстрактный раствор обезвоживается: разделяется на пары азеотропной смеси фенола и воды и остаток, состоящий из экстракта с основной массой фенола.
Часть паров азеотропной смеси сверху колонны 19 направляется в абсорбер 5, другая часть паров поступает в воздушный конденсатор-холодильник 13, где они конденсируются и в виде фенольной воды собираются в преемнике 14. Раствор экстракта собирается на полуглухой тарелке внутри колонны 19 и отсюда самотеком перетекает в кипятильник 18 возвращаются в колонну 19 под полуглухую тарелку; экстрактный раствор снизу кипятильника присоединяется к экстрактному раствору, выводимому из нижней части колонны 19. Снизу колонны 19 обезвоженный экстрактный раствор прокачивается через часть змеевиков печи 20, где нагревается до 250-280 С, и поступает в испарительную экстрактную колонну 21. При необходимости часть раствора из печи 20 возвращается в колонну 19.
В колонне 21, работающей под давлением 0,2-0,3 МПа, выделяется почти весь фенол, пары которого конденсируются в кипятильнике 18, охлаждаются в теплообменнике 26 и холодильнике 28, откуда фенол поступает в приемник сухого фенола 27. Дополнительное количество тепла в колонну 21 вводится раствором экстракта, циркулирующим с полуглухой тарелки, и снизу колонны через печь 20. Горячий поток поступает под полуглухую тарелку с температурой 330-340 С. В качестве орошения наверх колонны подается фенол.
Экстрактный раствор снизу колонны 21 поступает в отпарную колонну 22. Для отгона остатков фенола вниз колонны подается острый пар; в качестве орошения наверх колонны вводится фенольная вода. Пары фенола и воды, выходящие сверху колонны 22, конденсируются в конденсаторе-холодильнике 29; конденсат направляется в сушильную колонну 19. Снизу колонны 22 экстракт откачивается через сырьевой теплообменник 2 и концевой холодильник в резервуарный парк.